BAB I PENDAHULUAN
1.1 Latar Belakang
Pada era modern saat ini, persaingan di dunia manufaktur menjadi sangat ketat, hal ini menyebabkan perusahaan harus mempunyai kemampuan yang baik dalam mengelola perusahaan agar tetap survive di dalam persaingan bisnis. Perusahaan harus menjaga kelancaran dalam proses produksi yang merupakan salah satu bagian terpenting untuk mencapai tujuan perusahaan. Proses produksi merupakan hal pokok dalam perusahaan manufaktur, oleh karena itu perencanaan peta kerja yang digunakan harus dapat meningkatkan efisiensi dan efektifitas produksi yang akhirnya memberikan hasil yang optimal bagi perusahaan. Perancangan peta kerja haruslah disesuaikan peranan dan fungsi pokok dari komponen-komponen sistem kerja.
Sistem kerja di definisikan sebagai suatu sistem yang terdiri dari manusia, mesin, peralatan, bahan metode, dan lingkungan kerja yang berdiri sebagai satu kesatuan yang mempunyai tujuan dan fungsi tertentu. Perancangan sistem kerja merupakan upaya-upaya merancang dan memperbaiki sistem kerja dengan memperhatikan elemen-elemen sistem kerja tadi secara integral, sedemikian rupa sehingga kinerja dari sistem kerja tersebut meningkat secara menyeluruh. Sistem kerja yang baik akan mencapai optimalisasi kerja yang meliputi efisien dalam waktu ( menurangi idle dan biaya) dan menghasilkan produk secara optimal. Hal ini juga dilakukan oleh PT V4ST yang merupakan sebuah perusahaan yang bergerak di bidang manufaktur. Mini 4WD yang merupakan produk utama PT V4ST, saat ini pemasarannya mencakup pasar domestik Indonesia.PT V4ST merupakan industri yang sudah berjalan. Sebagai perusahan yang beranjak besar, pada tahun ini PT V4ST mendapatkan banyak permintaan untuk Mini 4WD.
Dalam pemenuhan permintaan tersebut perancangan sistem kerja yang tepat sangat diperlukan. Salah satu perancangan sistem kerja yaitu melalui perancangan stasiun kerja yang efisien , tetapi dalam hal produktivitas tetap optimal. Perancangan dan pembagian stasiun kerja yang tepat dan sesuai dibutuhkan terutama dalam
penyesuaian lokasi, meminimasi backtracking , serta pemanfaatan waktu optimal ( meminimasi waktu idle).
1.2 Tujuan Penulisan Laporan
Tujuan dari praktikum Perancangan Peta Kerja dan Presedence Diagram adalah : 1. Memahami konsep operasi kerja dan mampu menentukan operasi kerja 2. Membuat Assembly Chart
3. Membuat Peta Proses Operasi ( Operation Process Chart / OPC)
4. Memahami konsep Presedence Diagram dan mampu membuat Presedence Diagram
5. Membuat diagram aliran (flow diagram)
1.3 Pembatasan Masalah
Pembatasan masalah dalam praktikum ini meliputi input dari proses perakitan yaitu komponen Mini 4 WD sedangkan outputnya adalah elemen kerja, stasiun kerja, flow diagram, presedence diagram dan assembly chart
1.4 Sistematika Penulisan
Adapun sistematika penulisan yang digunakan dalam laporan ini adalah : BAB 1. PENDAHULUAN
Bab ini berisi tentang latar belakang, tujuan praktikum, pembatasan masalah, dan sistematika penulisan laporan.
BAB II. TINJAUAN PUSTAKA
Bab ini berisi tentang pengukuran waktu kerja, peta kerja, precedence diagram, dan aspek-aspek ergonomi dalam perancangan stasiun kerja.
BAB III. METODOLOGI PENELITIAN
Bab ini berisi tentang flowchart metodologi penelitian yang digunakan BAB IV. PENGOLAHAN DATA
Bab ini berisi daftar komponen Mini 4 WD, daftar operasi kerja, assembly chart, peta proses operasi, presedence diagram dan flow diagram.
BAB V. ANALISIS
Pada bab ini berisi pembahasan mengenai assembly chart, precedence diagram, OPC, flow diagram, dan elemen kerja serta perbaikan.
BAB IV.PENUTUP
BAB II
TINJAUAN PUSTAKA
2.1 Pengukuran Waktu Kerja
Waktu merupakan elemen yang sangat menentukan dalam merancang atau memperbaiki suatu sistem kerja. Peningkatan efisiensi suatu sistem kerja mutlak berhubungan dengan waktu kerja yang digunakan da1am berproduksi. Pengukuran waktu (time study) pada dasarnya merupakan suatu usaha untuk menentukan lamanya waktu kerja yang dibutuhkkan oleh seorang operator dalam menyelesaikan suatu pekerjaan yang spesifik, pada tingkat kecepatan kerja yang normal, serta dalam lingkungan kerja yang terbaik pada saat itu. Dengan demikian pengukuran waktu ini merupakan suatu proses kuatitatif, yang diarahkan untuk mendapatkan suatukriteria yang obyektif. Study mengenai pengukuran waktu kerja dilakukan untuk dapat melakukan perancangan atau perbaikan dari suatu sistem kerja. Untuk keperluan tersebut, dilakukan penentuan waktu baku, yaitu waktu yang diperlukan dalam bekerja dengan telah mempertimbangkan faktor-faktor diluar elemen pekerjaan yang dilakukan.
Secara umum, teknik-teknik pengukuran waktu kerja dapat dikelompokkan menjadi :
a. Secara Langsung
Pengukuran kerja secara langsung adalah pengukuran kerja dengan pengamatan secara langsung pada suatu sistem kerja. Pengukuran kerja secara tidak langsung terdiri dari :
Pengukuran waktu dengan jam henti (Stop Watch Jam ) Sampling pekerjaan ( Work Sampling )
b. Secara Tidak Langsung
Pengukuran kerja secara tidak langsung adalah pengukuran kerja dengan menggunakan metode standar data. Pengukuran kerja secara tidak langsung antara lain meggunakan :
- Work Faktor (WF) System
- Maynard Operation Sequece Time (MOST System ) - Motion Time Measurement ( MTM System )
2.2 Peta Kerja
Peta kerja atau sering disebut peta proses (process chart) merupakan alat komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal sampai akhir. Melalui peta proses ini dapat diperoleh informasi-informasi yang diperlukan untuk memperbaiki metoda kerja, antara lain:
1. Benda kerja, berupa gambar kerja, jumlah, spesifikasi material, dimensi ukuran pekerjaan, dan lain-lain.
2. Macam proses yang dilakukan, jenis dan spesifikasi mesin, peralatan produksi, dan lain-lain.
3. Waktu operasi untuk setiap proses atau elemen kegiatan di samping total waktu penyelesaiannya.
4. Kapasitas mesin ataupun kapasitas kerja lainnya yang dipergunakan. 5. Dan lain sebagainya.
Lewat peta-peta ini dapat dilihat semua langkah atau kejadian yang dialami oleh suatu benda kerja dari mulai masuk ke pabrik hingga sampai akhirnya produk jadi dan siap dipasarkan. Apabila dilakukan studi yang seksama terhadap suatu peta kerja, maka pekerjaan dalam usaha memperbaiki metode kerja dari suatu proses produksi akan lebih mudah dilaksanakan. Perbaikan yang mungkin dilakukan antara lain dapat menghilangkan operasi-operasi yang tidak perlu. Pada dasarnya semua perbaikan tersebut ditujukan untuk mengurangi biaya produksi secara keseluruhan.
(Sritomo, 2006)
Contoh informasi-informasi yang diperlukan antara lain jumlah benda kerja yang harus dibuat, waktu operasi mesin, kapasitas mesin, bahan-bahan khusus yang harus disediakan, alat-alat khusus yang harus disediakan, dan sebagainya
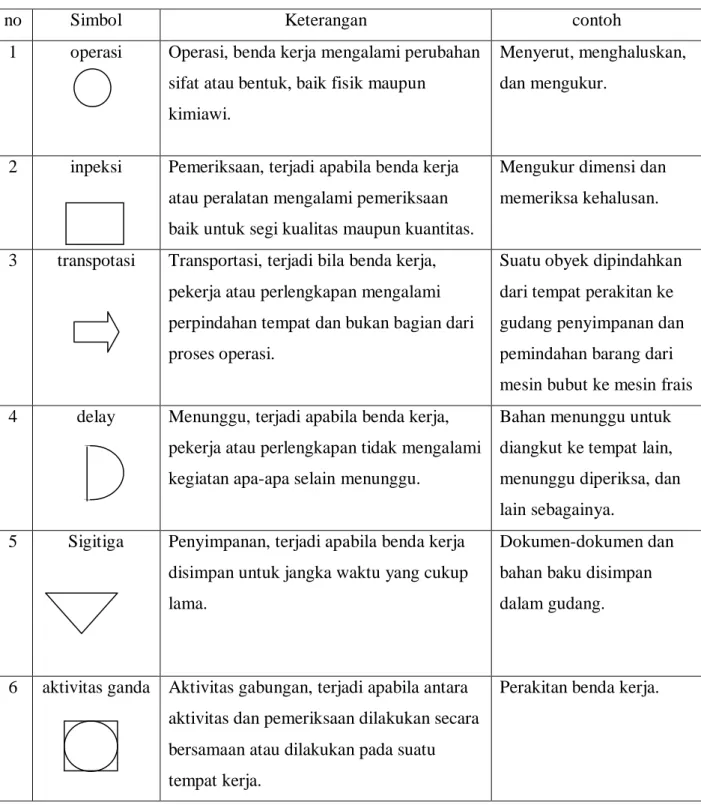
Di dalam pembuatan peta kerja akan dipergunakan simbol-simbol standard dari ASME (American Society of Mechanical Engineers) untuk
menggambarkan masing-masing aktivitas. Simbol –simbol ASME adalah sebagai berikut :
Tabel 2.1 Macam-macam Simbol ASME
no Simbol Keterangan contoh
1 operasi Operasi, benda kerja mengalami perubahan sifat atau bentuk, baik fisik maupun
kimiawi.
Menyerut, menghaluskan, dan mengukur.
2 inpeksi Pemeriksaan, terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas.
Mengukur dimensi dan memeriksa kehalusan.
3 transpotasi Transportasi, terjadi bila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat dan bukan bagian dari proses operasi.
Suatu obyek dipindahkan dari tempat perakitan ke gudang penyimpanan dan pemindahan barang dari mesin bubut ke mesin frais 4 delay Menunggu, terjadi apabila benda kerja,
pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu.
Bahan menunggu untuk diangkut ke tempat lain, menunggu diperiksa, dan lain sebagainya.
5 Sigitiga Penyimpanan, terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama.
Dokumen-dokumen dan bahan baku disimpan dalam gudang.
6 aktivitas ganda Aktivitas gabungan, terjadi apabila antara aktivitas dan pemeriksaan dilakukan secara bersamaan atau dilakukan pada suatu tempat kerja.
Pada dasarnya peta-peta kerja yang ada sekarang bisa dibagi dalam dua kelompok besar berdasarkan kegiatannya, yaitu:
1. Peta-peta kerja keseluruhan 2. Peta-peta kerja setempat Peta-peta kerja keseluruhan : a. Peta proses operasi b. Peta aliran proses
c. Peta proses produk banyak d. Diagram aliran
e. Assembly Chart Peta-peta kerja setempat: a. Peta pekerja dan mesin b. Peta kelompok kerja
c. Peta tangan kiri dan tangan kanan
(http://thesonofdevil.wordpress.com/2009/10/09/peta-peta-kerja)
2.2.1 Peta-peta Kerja Keseluruhan
Suatu kegiatan disebut kegiatan kerja keseluruhan apabila kegiatan tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Sedangkan suatu kegiatan disebut kegiatan kerja setempat apabila kegiatan tersebut terjadi dalam suatu stasiun kerja biasanya hanya melibatkan orang dan fasilitas dalam jumlah terbatas. Peta-peta kerja yang termasuk kedalam dua kelompok besar diatas, antara lain:
a) Peta Proses Operasi
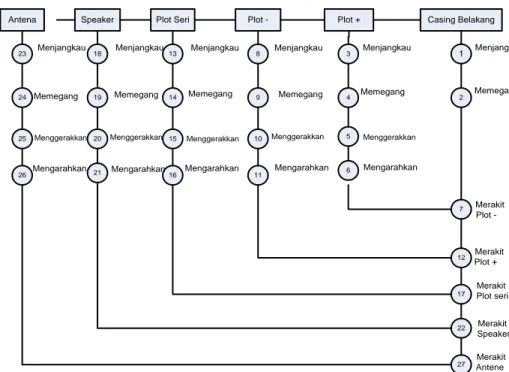
Peta proses operasi adalah peta kerja yang menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut ke dalam elemen-elemen operasi secara detail. Di sini tahapan proses operasi kerja harus diuraikan secara logis dan sistematis. Dengan demikian seluruh operasi kerja dapat digambarkan dari awal sampai menjadi produk akhir, sehingga analisa perbaikan dari masing-masing operasi kerja secara individual maupun urut-urutannya secara keseluruhan akan dapat dilakukan.
Dengan adanya informasi-informasi yang bisa dicatat melalui peta proses operasi, dapat diperoleh banyak manfaat di antaranya dapat mengetahui kebutuhan akan mesin dan penganggarannya, memperkirakan kebutuhan akan bahan baku, sebagai alat untuk menentukan tata letak pabrik dan untuk latihan kerja, dan lain-lain.
(Sutalaksana,2006)
Antena Speaker Plot Seri Plot - Plot + Casing Belakang
19 18 15 14 13 21 20 10 11 9 8 16 1 6 5 4 3 27 22 17 12 7 2 26 25 24 23 Menjangkau Menjangkau Menjangkau
Menjangkau Menjangkau Menjangkau
Memegang Memegang Memegang Memegang Memegang Memegang
Menggerakkan Menggerakkan Menggerakkan Menggerakkan Menggerakkan Mengarahkan Mengarahkan Mengarahkan Mengarahkan Mengarahkan Merakit Plot Merakit Plot + Merakit Plot seri Merakit Speaker Merakit Antene
Gambar 2.1 Diagram OPC (Operational Process Charts) HP Mainan
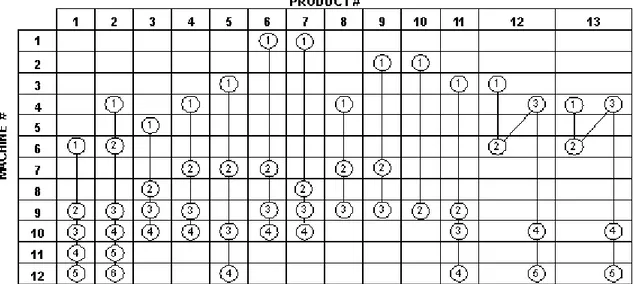
b) Peta Proses Produk Banyak
Banyak kasus dijumpai, dimana sebuah pabrik harus mengerjakan sejumlah besar produk melalui proses yang menggunakan mesin ataupun yang menggunakan fasilitas produksi yang sama. Disni tata letak proses produksi harus bisa diatur sedemikian rupa sehingga mampu memberikan aktivitas perpindahan material yang paling minimal. Agar aktivitas material handling minimal, maka layout fasilitas produksi diatur menurut tipe “product layout” dimana hal ini mesin ataupun fasilitas produksi diatur secara berurutan sesuai dengan langkah – langkah pengerjaan yang telah digambarkan melalui peta proses operasi lainnya. Tetapi dalam kasus dimana mesin ataupun
produk yang bermacam- macam jenisnya, maka tata letak fasilitas produksi yang paling tepat diaplikasikan disni adalah tipe “process layout”. Untuk memperoleh gambaran umum yang berkaitan dengan langkah – langkah pengerjaan dari setiap produk yang ada dan sekaligus bisa mendapatkan informasi tentang kesamaan proses dari produk satu dengan yang lainnya, maka pembuatan “Peta Proses Produk Banyak” akan sangat tepat diaplikasikan.
(Sritomo Wignjosoebroto,2003).
Gambar 2.2 Peta Proses Produk Banyak
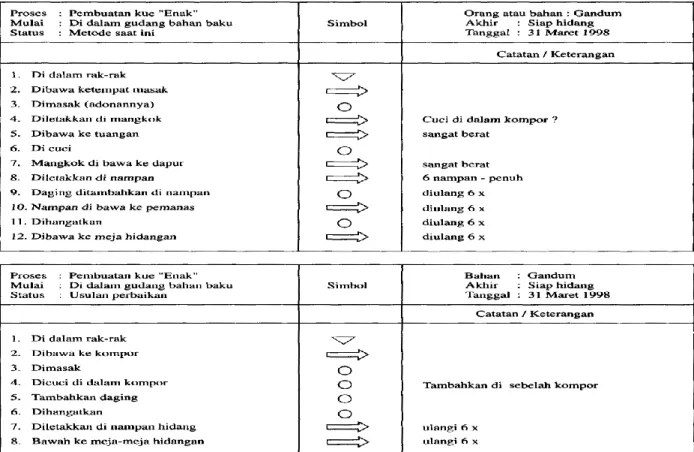
c) Peta Aliran Proses
Informasi-informasi yang diperlukan untuk analisa setiap komponen dapat diperoleh melalui peta aliran proses. Peta aliran proses merupakan suatu diagram yang menunjukkan urutan dari operasi, pemeriksaan, transportasi, menunggu, dan penyimpanan yang terjadi selama satu proses atau suatu prosedur berlangsung. Di dalamnya memuat pula informasi-informasi yang diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak perpindahan.
Perbedaan antara peta proses operasi dengan peta aliran proses, yaitu:
Peta aliran proses memperlihatkan semua aktivitas-aktivitas dasar, termasuk transportasi, menunggu, dan menyimpan. Sedangkan pada peta proses operasi, terbatas pada operasi dan pemeriksaan saja.
Peta aliran proses menganalisa setiap komponen yang akan diproses secara lebih lengkap dibanding peta proses operasi, dan memungkinkan untuk digunakan disetiap proses atau prosedur, baik di pabrik atau kantor.
Dalam penerapannya, peta aliran proses memiliki kegunaan yang tentu saja sangat membantu, yaitu:
Bisa digunakan untuk mengetahui aliran bahan atau aktivitas manusia mulai dari awal masuk dalam suatu proses atau prosedur sampai aktivitas terakhir.
Peta ini dapat memberikan informasi mengenai waktu penyelesaian suatu proses atau prosedur.
Dapat digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh manusia selama proses atau prosedur berlangsung. Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metode
Gambar 2.3 Peta Aliran Proses
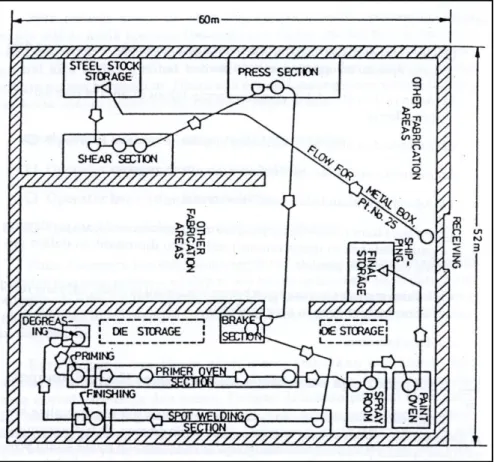
d) Diagram Aliran
Walaupun peta aliran proses merupakan suatu peta yang memuat informasi-informasi relatif lengkap sehubungan dengan proses dalam suatu pabrik atau kantor, tetapi peta tersebut tidak menunjukkan gambar dari arah aliran selama bekerja. Diagram aliran merupakan suatu gambaran menurut skala dari susunan lantai dan gedung, yang menunjukkan lokasi dari semua aktivitas yang terjadi dalam peta aliran proses.
Diagram aliran proses memiliki kegunaan yang dijelaskan sebagai berikut:
Lebih memperjelas suatu peta aliran proses, apalagi jika arah aliran merupakan faktor yang penting.
Menolong dalam perbaikan tata letak tempat kerja.
Diagram aliran berfungsi melengkapi peta aliran proses. Ini berarti penganalisaan suatu proses kerja akan lebih sempurna apabila telah diketahui dimana tempat mesin, tempat kerja, daerah kerja dan kemana saja arah
gerakan dari bahan serta perlengkapan atau orang selama proses tersebut berlangsung.
Gambar 2.4 Diagram Aliran
(Wignjosoebroto, Sritomo. Ergonomi Studi Gerak dan Waktu.Surabaya:Guna Widya.1995)
e) Assembly Chart
Diagram rakitan (assembly chart) adalah gambaran grafis dari uruturutan aliran komponen dan rakitan bagian ke dalam rakitan suatu produk, sehingga dapat dilihat:
1. komponen-komponen yang membentuk produk 2. bagaimana komponen-komponen bergabung bersama 3. keterkaitan antara komponen dengan rakitan bagian 4. urutan waktu penggabungan masing-masing komponen
Akan terlihat bahwa peta rakitan menunjukkan cara yang mudah untuk memahami :
a. Komponen-komponen yang membentuk produk
b. Bagaimana komponen-komponen ini bergabung bersama c. Komponen yang menjadi bagian suatu rakitan-bagian d. Aliran komponen ke dalam sebuah rakitan
e. Keterkaitan antara komponen dengan rakitan-bagian f. Gambaran menyeluruh dari proses rakitan
g. Urutan waktu komponen bergabung bersama h. Suatu gambaran awal dari pola aliran bahan
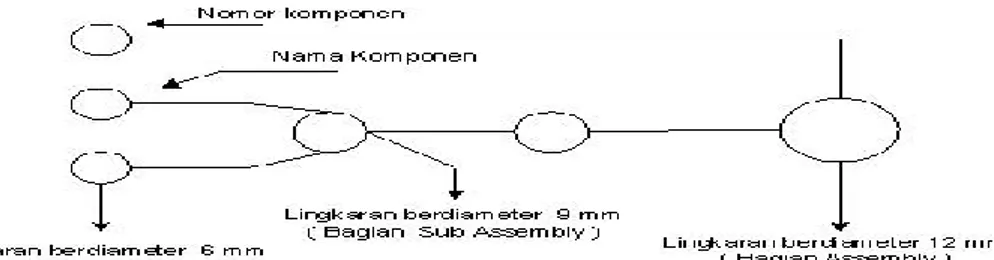
Standar Pengerjaan dari Assembly Chart adalah sebagai berikut :
a. Operasi terakhir yang menunjukkan rakitan suatu produk digambarkan dengan lingkaran berdiameter 12 mm dan harus dituliskan operasi itu di sebelah kanan lingkaran tersebut.
b. Gambarkan garis mendatar dari lingkaran kearah kiri, tempatkan lingkaran berdiameter 6 mm pada bagian ujungnya, tunjukkan setiap komponen (nama, nomor komponen, jumlah, dsb) yang dirakit pada proses tersebut.
c. Jika yang dihadapi adalah rakitan-bagian, maka buat garis tadi sebagian dan akhiri dengan lingkaran berdiameter 9 mm, garis yang menunjukkan komponen mandiri harus ditarik ke sebelah kiri dan diakhiri dengan diameter 6 mm.
d. Jika operasi rakitan terakhir dan komponen-komponennya selesai dicatat, gambarkan garis tegak pendek dari garis lingkaran 9 mm ke atas, memasuki lingkaran 12 mm yang menunjukkan operasi rakitan sebelum operasi rakitan yang telah digambarkan pada langkah 2 dan langlah 3.
e. Periksa kembali peta tersebut untuk meyakinkan bahwa seluruh
komponen telah tercantum, masukkan nomer-nomor operasi rakitan bagian ke dalam lingkaran (jika perlu), komponen yang terdaftar di sebelah kiri diberi nomor urut dari atas ke bawah bagian sub assembly
Gambar 2.5 Assembly Chart
Lingkaran yang menunjukkan rakitan atau rakitan-bagian tidak selalu harus menunjukkan lintasan stasiun kerja atau lintasan rakitan atau bahkan lintasan orang, tapi hanya benar-benar menunjukkan urutan operasi yang harus dikerjakan. Waktu yang diperlukan oleh tiap operasi akan menentukan akan menetukan apa yang harus dilakukan operator. Tujuan utama dari peta rakitan adalah untuk menunjukkan keterkaitan , yang dapat juga digambarkan oleh sebuah „gambar terurai‟. Teknik-teknik ini dapat juga digunakan untuk mengajar pekerja yang tidak ahli untuk mengetahui urutan suatu rakitan yang rumit.
(Apple,1990)
2.2.2 Peta-peta Kerja Setempat
Peta kerja untuk kegiatan kerja setempat untuk menganalisa suatu stasiun kerja, maka peta kerja yang digunakan peta pekerja dan mesin serta peta tangan kiri dan tangan kanan sebagai alat untuk mempermudah perbaikan suatu tempat kerja dan gerakan pekerja, sehingga dicapai keadaan ideal untuk saat itu.
a) Peta Pekerja dan Mesin
Dalam beberapa hal , hubungan antara operator dan mesin sering bekerja secara silih berganti, yakni sementara mesin menganggur, operator bekerja atau sebaliknya. Pada hakekatnya waktu menganggur ini dalai suatu kerugian , maka dari itu waktu menganggur harus diminimumkan. Namun tentunya harus memperhitungkan kemampuan manusia dan mesinnya. Peta pekerja dan mesin dapat dikatakan merupakan grafik yang menggambarkan koordinasi antra waktu bekerja dan waktu mengganggur
dari kombinasi antara pekerja dan mesin. Dengan demikian peta ini merupakan alat yang baik digunakan untuk mengurangi waktu menggaggur. Kegunaan peta pekerja dan mesin
Informasi paling penting yang diperoleh melalui peta pekerja dan mesin adalah hubungan yang jelas antara waktu kerja operator dan waktu operasi mesin yang ditangainya. Dengan informasi ini, maka kita mempunyai data yang baik untuk melakukan penyelidikanj, penganalisaan, dan perbaikan suatu pusat kerja sedemikian rupa sehingga efektivitas penggunaan pekerja dan mesin bisa ditingkatkan dan tentunya keseimbangan kerja antara pekerja dan mesin bisa diperbaiki. Peningkatan efektivitas penggunaan dan perbaikan keseimbangan kerja tersebut dapat dilakukan, misalnya dengan cara:
Merubah tata letak tempat kerja.
Tata letak tempat kerja merupakan salah satu faktor yang menentukan lamanya waktu penyelesaian suatu pekerjaan. Maka penataan kembali suatu tata letak tempat kerja diperlukan sekali. Mengatur kembali gerakan-gerakan kerja.
Pada dasarnya , gerakan-gerakan kerja juga merupakan lamanya waktu penyelesaian suatu pekerjaan, sehingga penataan kembali gerakan-gerakan kerja yang dilakukan sangat diperlukan sekali. Merancang kembali mesin dan peralatan.
Keadaan mesin dan peralatan sering kali perlu dirancang kembali, misalnya untuk mengurangi waktu mengangkut dan menghemat tenaga.
Menambah pekerja bagi sebuah mesin atau sebaliknya, menambah mesin bagi seorang pekerja.
Apabila kita menemukan bahwa efektivitas pekerja yang menangani sebuah atau beberapa mesin itu rendah , yaitu pekerja banyak menganggur, sementara ditempat lain banyak mesin yang menganggur, maka menambahan tugas bagi pekerja tersebut mungkin dapat meningkatkan
efektivitas. Sebaliknya jika terdapat seorang pekerja yang terlampau sibuk dalam menangani tugasnya, sehingga tidak memungkinkan baginya melepaskan lelah, tentu hal inipun akan merugikan. Pekerja yang terlampau lelah sering melakukan kesalahan-kesalahan, sehingga memungkinkan terjadinya kerusakan-kerusakan mesin atau menurunkan kualitas produksi. Jelas disini bahwa penambahan pekerja memungkinkan untuk mengatasi masalah ini. Dengan demikian keseimbangan antara pekerja dan mesin bisa diperoleh.
b) Peta Proses Kelompok Kerja
Peta ini dapat digunakan dalam suatu tempat kerja dimana untuk melaksanakan pekerjaan tersebut memerlukan kerja sama yang baik dari sekelompok pekerja. Jenis pekerjaan atau tempat kerja yang mungkin memerlukan analisa melalui peta proses kelompok kerja misalnya pekerjaan-pekerjaan pergudangan, pemeliharaan, atau pekerjaan-pekerjaan pengangkutan material lainnya.
Setiap peta aliran proses dipetakan dalam arah mendatar, sehingga paralel satu sama lain, yang satu di atas atau di bawah yang lainnya. Jelaslah disini bahwa satu seri pekerjaan yang dilaksanakan oleh seorang operator sangat erat sekali hubungannya dengan seri operator-operator lainnya. Karena adanya kebergantungan tiap aktivitas, maka dalam peta proses kelompok kerja biasanya banyak dijumpai lambang-lambang kelambatan, yang menunjukkan bahwa suatu aktivitas sedang menunggu aktivitas lainnya. Peta ini juga dapat digunakan sebagai alat untuk menganalisa aktivitas suatu kelompok kerja. Masalah utama jika terjadi kerja sama antara sekelompok orang dimana satu aktivitas dengan lainnya saling bergantung adalah banyaknya dijumpai aktivitas-aktivitas menunggu (delay). Tujuan utama yang harus dianalisa dari kelompok kerja adalah meminimumkan waktu menunggu (delay). Dengan berkurangnya waktu menunggu berarti dapat tercapai tujuan lain yang lebih nyata di antaranya dapat mengurangi ongkos produksi atau proses dan dapat mempercepat waktu penyelesaian produk
atau proses. Keuntungan-keuntungan di atas bisa dicapai setelah dilakukan analisa yang teliti.
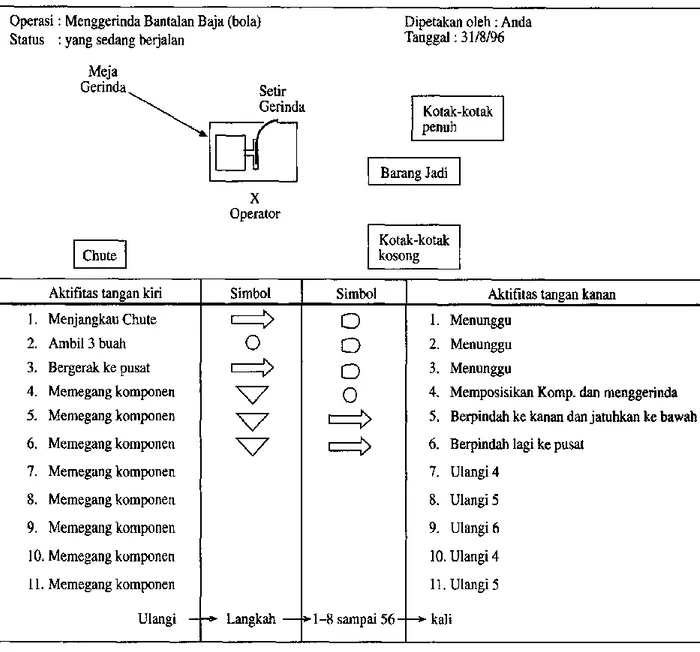
c) Peta Tangan Kiri dan Tangan Kanan
Peta ini menggambarkan semua gerakan-gerakan saat bekerja dan waktu mengganggur yang dilakukan oleh tangan kiri dan tangan kanan juga menunjukkan perbandingan antara tugas yang dibebankan pada tangan kiri dan tangan kanan ketika melakukan pekerjaan.
Melalui peta ini kita bisa melihat semua operasi secara cukup lengkap, yang berarti mempermudah perbaikan operasi tersebut. peta ini sangat praktis untuk memperbaiki suatu pekerjaan manual dimana tiap siklus dari pekerja terjadi dengan cepat dan terus berulang, sedangkan keadaan lain, peta ini kurang praktis untuk dipakai sebagai alat analisa. Inilah sebabnya dengan menggunakan peta ini kita bisa melihat dengan jelas pola-pola gerakan yang tidak efisien dan bias melihat adanya pelanggaran terhadap prinsip-prinsip ekonomi gerakan yang terjadi pada saat pekerja manual tersebut berlangsung.
Kegunaan peta tangan kiri dan tangan kanan.
Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan. Dengan bantuan studi gerakan dan prinsip ekonomi gerakan , maka kita bisa menguraikan elemen pekerjaan lengkap menjadi elemen-elemen gerakan yang terperinci. Setiap elemen gerakan dari pekerjaan ini dibebankan kesetiap tangan sehingga seimbang agar mengurangi kelelahan.
Menghilangkan atau mengurangi gerakan-gerakan yang tidak efisien dan tidak produktif sehingga tentunya akan mempersingkat waktu kerja. Kemahiran untuk menguraikan suatu pekerjaan menjadi elemen-elemen gerakan dan kemudian memilih elemen-elemen mana saja yang efektif dan kurang efektif , tentunya akan mempengaruhi produktivitas kerja. Jika suatu pekerjaan sudah dilaksanakan secara efisien dan produktif, maka secara otomatis waktu penyelesaian pekerjaan tersebut merupakan waktu tersingkat saat itu.
Sebagai alat untuk menganalisa tata letak stasiun kerja.
Tata letak tempat kerja juga memperngaruhi lamanya waktu penyelesaian. Percobaan merubah-rubah tata letak peralatan selain dapat menemukan tata letak yang baik, ditinjau dari waktu dan jarak, juga kita dapat menemukan urutan-urutan pengerjaan yang lebih baik.
Sebagai alat untuk melatih pekerjaan baru, dengan cara kerja yang ideal. Kiranya sudah jelaslah , bahwa peta tangan kiri dan tangan kanan menunjukan urutan-urutan pengerjaan yang lebih baik untuk saat itu. Peta ini dapat berfungsi sebagai penuntun terutama bagi pekerja-pekerja baru, sehingga akan lebih cepat.
Lambang-lambang yang dipergunakan
Lambang-lambang ini merupakan modifikasi dari lambang yang digunakan oleh Gilberth, yaitu lingkaran kecil diganti dengan anak panah untuk kejadian transportasi dan menambah lambang baru untuk kejadian menunggu. Lambang-lambang standar dari ASME inilah yang akan digunakan dalam pembahasan-pembahasan selanjutnya,
Gambar 2.6 Peta Kerja Tangan Kiri dan Tangan Kanan
2.3 Presedence Diagram
Precedence diagram digunakan sebelum melangkah pada penyelesaian
menggunakan metode keseimbangan lintasan. Precedence diagram sebenarnya merupakan gambaran secara grafis dari urutan operasi kerja, serta ketergantungan pada operasi kerja lainnya yang tujuannya untuk memudahkan pengontrolan dan perencanaan kegiatan yang terkait di dalamnya.
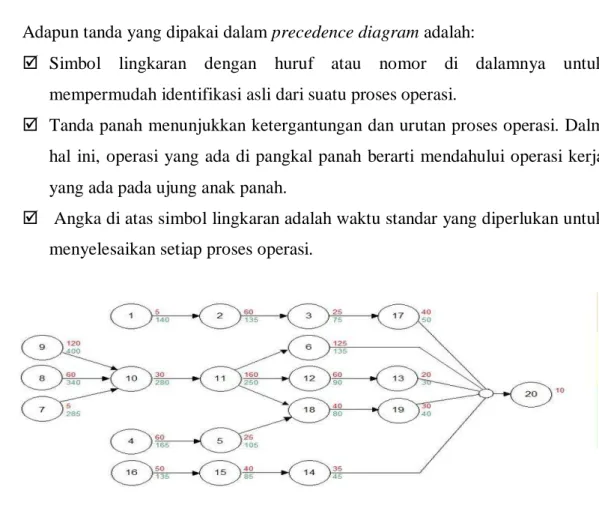
Adapun tanda yang dipakai dalam precedence diagram adalah:
Simbol lingkaran dengan huruf atau nomor di dalamnya untuk mempermudah identifikasi asli dari suatu proses operasi.
Tanda panah menunjukkan ketergantungan dan urutan proses operasi. Dalm hal ini, operasi yang ada di pangkal panah berarti mendahului operasi kerja yang ada pada ujung anak panah.
Angka di atas simbol lingkaran adalah waktu standar yang diperlukan untuk menyelesaikan setiap proses operasi.
Gambar 2.7 Presedence Diagram
2.4 Aspek-aspek Ergonomi Dalam Perancangan Stasiun Kerja
Dalam merancang sebuah stasiun kerja, ada beberapa aspek yang harus diperhatikan, yaitu sebagai berikut :
a. Operasi Kerja
Operasi kerja adalah urutan kerja yang dilakukan dalam suatu proses, baik proses produksi, perakitan, dan lain sebagainya.
b. Elemen Kerja
Elemen Kerja adalah pekerjaan yang harus dilakukan dalam suatu kegiatan perakitan. Elemen kerja merupakan kumpulan dari beberapa operasi kerja. Operasi kerja yang digabungkan menjadi elemen kerja biasanya operasi yang terlalu sedikit waktunya apabila diukur sehingga perlu penggabungan agar waktunya menjadi dapat diukur. Jika operasi kerja tersebut berdiri sendiri
waktu bakunya. Sementara operasi kerja yang berdiri sendiri menjadi elemen kerja merupakan operasi kerja yang membutuhkan waktu cukup lama dalam pengerjaannya. Jika operasi kerja tersebut digabungkan dengan operasi kerja lainnya, maka akan memperbesar waktu proses elemen kerja tersebut. Misalnya inspeksi, operasi menyekrup berdiri menjadi suatu elemen kerja. Aktivitas elemen kerja lebih sedikit dari pada aktivitas pada operasi.
(www.mmt.its.ac.id/liberary/wpconten)
c. Stasiun Kerja
Stasiun kerja adalah pengaturan komponen-komponen yang terlibat dalam kegiatan produksi yaitu menyangkut material, mesin / peralatan kerja, perkakas-perkakas pembantu, fasilitas-fasilitas penunjang, lingkungan fisik kerja dan operator.
(www.its.ac.id)
d. Waktu Stasiun
Waktu stasiun adalah jumlah waktu dari satu atau beberapa operasi kerja yang dilakukan dalam suatu stasiun kerja.
Metode yang digunakan untuk mengefektifkan dan mengefisienkan kerja adalah sebagai berikut:
a) Identifikasi maksud dan tujuan operasi kerja
(Perancangan komponen benda kerja, Pemilihan material, penetapan proses manufacturing, perencanaan proses set-up mesin dan perkakas, perbaikan kondisi lingkungan kerja, perencanaan proses pemindahan bahan)
b) Analisa kerja dan prinsip ekonomi gerakan
(prosedur yang dilakukan untuk menganalisa suatu operasi kerja baik yang menyangkut suatu elemen kerja yang bersifat produktif atau tidak)
c) Aplikasi prinsip-prinsip ekonomi gerakan
(Penggunaan badan/anggota tubuh manusia, tempat kerja, desain peralatan kerja yang dipergunakan, eliminasi kegiatan, kombinasi gerakan atau aktifitas kerja, penyederhanaan kegiatan)
(Mencari, memilih, memegang, menjankau/membawa tanpa beban, membawa dengan beban, memegang untuk memakai, melepas)
BAB III
METODOLOGI PENELITIAN
Gambar 3.1 Metodologi penelitian
Melakukan Proses Perakitan
Menentukan Operasi Kerja
Membuat Presedence Diagram Membuat OPC
Menentukan Stasiun Kerja (GIVEN)
Membuat Flow Diagram Membuat Assembly Chart
Mulai
Perumusan Masalah Studi Pustaka
Tujuan Praktikum
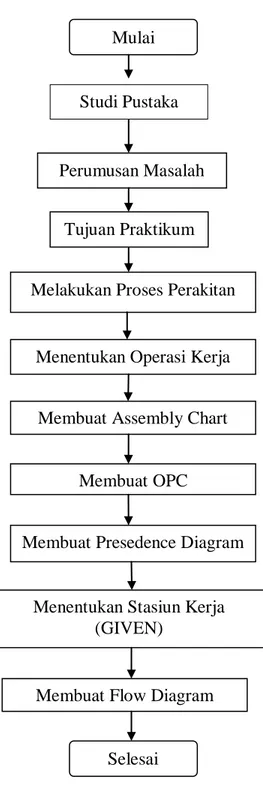
Metodologi penelitian yang digunakan dalam praktikum perancangan peta kerja dan precedence diagram yaitu :
1. Studi Pustaka mengenai pengukuran waktu kerja, peta kerja, presedence diagram dan aspek- aspek ergonomi dalam perancangan stasiun kerja.
2. Membuat perumusan masalah 3. Menentukan tujuan praktikum
4. Melakukan proses perakitan mini 4WD dan merekam proses perakitan
5. Menentukan operasi kerja sesuai urutan yang dilakukan pada proses perakitan mini 4WD
6. Membuat Assembly Chart perakitan mini 4WD 7. Membuat Peta Proses Operasi perakitan mini 4WD
8. Membuat Precdence diagram untuk menentukan stasiun kerja 9. Menentukan stasiun kerja (data given).
10. Membuat Flow Diagram untuk menunjukkan layout stasiun kerja dan aliran material.
BAB IV
PENGOLAHANAN DATA
4.1 Daftar Komponen Mini 4WD
Berikut adalah jumlah, nama, serta kode komponen pada Tamiya Mini 4WD :
Tabel 4. 1 Daftar Komponen Tamiya
No Nama Komponen Gambar Kode Jumlah
1 Gardan 4WD 4WD 1
2 As Roda AR 2
3 Chasis C 1
4 Gear Dinamo GD 1
5 Dinamo D 1
6 Plat Belakang Kecil PBK 1
7 Plat belakang Besar PBB 1
8 Eyelet Ey 4 9 Roda Assy Rd 4 10 Pengunci body KB 1 11 Penutup Batery TB 1 12 Gear Besar GB 1 13 Gear Kecil GK 1 14 Sekrup S 2 15 Roller Besar RB 4 16 Roller Kecil RK 2 17 Body B 1 18 Ring R 6 19 Baut Bt 6 20 Bantalan Roller Besar BRB 4
21 Penutup Plat Depan TPD 1
22 Plat Depan PD 1 23 Pengunci Dinamo KD 1 24 Rumah Dinamo RD 1 25 Bumper Belakang BB 1 26 Baterai BTR 2 27 Tuas On/Off T 1
4.2 Daftar Operasi Kerja
Tabel 4.2 Operasi Kerja Perakitan Mini 4WD
Stasiun Kerja : Perakitan Mini 4WD
Operator : Noeraprilliady D.P No Operasi Kerja Waktu Mulai Proses Waktu Selesai Proses Waktu Proses 1 Memasang bumper belakang ke chasis bagian belakang 00:00,85 00:04,42 3.57 2 Menyekrupkan bumper belakang kanan ke chasis 00:04,49 00:13,17 8.68 3 Menyekrupkan bumper belakang kiri ke chasis 00:13,24 00:22,67 9.43
4 Memasang gear dinamo ke dinamo 00:22,74 00:29,35 6.61
5 Memasang plat belakang besar ke rumah dinamo 00:29,42 00:34,22 4.8 6 Memasang plat belakang kecil ke rumah dinamo assy 00:34,36 00:40,14 5.78 7 Memasang dinamo assy ke rumah dinamo assy 00:40,40 00:48,14 7.74
8 Memasang gardan 4WD ke chasis assy 00:48,32 00:51,94 3.62
9 Memasang gear besar ke chasis assy 00:52,07 00:55,49 3.42
10 Memasang rumah dinamo assy ke chasis assy 00:55,56 01:03,32 7.76 11 Memasang roda assy belakang kanan ke as roda 01:03,38 01:11,17 7.79 12 Memasang eyelet ke as roda assy belakang kanan 01:11,30 01:14,74 3.44 13 Memasang as roda assy belakang kanan ke chasis assy 01:14,82 01:31,30 16.48 14 Memasang eyelet ke as roda belakang kiri chasis assy 01:31,54 01:37,14 5.6 15
Memasang roda assy ke as roda belakang chasis assy
kiri 01:37,30 01:44,58 7.28
16 Memasang Pengunci Dinamo ke chasis assy 01:44,66 01:50,10 5.44
17 Memasang Gear kecil ke chasis assy 01:51,30 01:53,46 2.16
18 Memasang roda assy depan kanan ke as roda 01:53,54 01:58,26 4.72 19 Memasang eyelet ke as roda assy depan kanan 01:58,34 02:00,82 2.48 20
Memasang roda assy ke as roda depan kanan chasis
assy 02:01,06 02:08,02 6.96
21 Memasang eyelet ke as roda depan kiri chasis assy 02:09,06 02:12,02 2.96 22 Memasang roda assy ke as roda depan kiri chasis assy 02:12,10 02:15,06 2.96
23 Memasang tuas on-off ke chasis assy 02:16,10 02:20,50 4.4
24 Memasang plat depan ke chasis assy 02:20,58 02:25,54 4.96
25 Memasang penutup plat depan ke chasis assy 02:25,62 02:33,54 7.92 26
Memasang bantalan roller besar ke roller besar depan
kanan 02:33,62 02:42,34 8.72
27 Memasang baut ke roller besar depan kanan assy 02:42,42 02:44,50 2.08 28 Memasang ring ke roller besar depan kanan assy 02:44,58 02:48,02 3.44 29 Membaut roller besar depan kanan assy ke chasis assy 02:48,10 02:59,86 11.76
Lanjutan Tabel 4.2
31 Memasang baut ke roller besar depan kiri assy 03:06,82 03:08,82 2 32 Memasang ring ke roller besar depan kiri assy 03:08,90 03:11,86 2.96 33 Membaut roller besar depan kiri assy ke chasis assy 03:11,94 03:25,30 13.36
34 Memasang baut ke roller kecil kanan 03:25,38 03:29,22 3.84
35 Memasang ring ke roller kecil kanan assy 03:29,30 03:32,42 3.12
36 Membaut roller kecil kanan assy ke chasis assy 03:32,50 03:42,66 10.16
37 Memasang baut ke roller kecil kiri 03:42,74 03:45,78 3.04
38 Memasang ring ke roller kecil kiri assy 03:45,86 03:50,58 4.72
39 Membaut roller kecil kiri assy ke chasis assy 03:50,66 04:10,42 19.76 40
Memasang bantalan roller besar ke roller besar
belakang kanan 04:10,50 04:14,42 3.92
41 Memasang baut ke roller besar belakang kanan assy 04:14,50 04:16,66 2.16 42 Memasang ring ke roller besar belakang kanan assy 04:16,74 04:20,02 3.28 43
Membaut roller besar belakang kanan assy ke chasis
assy 04:20,10 04:32,66 12.56
44
Memasang bantalan roller besar ke roller besar
belakang kiri 04:32,74 04:36,10 3.36
45 Memasang baut ke roller besar belakang kiri assy 04:36,18 04:38,26 2.08 46 Memasang ring ke roller besar belakang kiri assy 04:38,34 04:41,70 3.36 47 Membaut roller besar belakang kiri assy ke chasis assy 04:41,78 04:55,96 14.18
48 Memasang baterai ke chasis assy 04:56,03 05:01,05 5.02
49 Memasang penutup baterai ke chasis assy 05:01,27 05:04,09 2.82
50 Memasang body ke chasis assy 05:04,22 05:07,36 3.14
51 Memasang pengunci body ke chasis assy 05:07,43 05:10,40 2.97
52 Inspeksi 05:10,47 05:13,30 2.83
Total Waktu 304.4 Waktu Inspeksi 2.83 Waktu Operasi 301.57
4.3 Assembly Chart BB C S GG GB SSA 51 D GD PBB RD PBK SSSA 52 SSA 52 SA 5 Rd AR SSA 6 Ey SA 6 Ey Rd KD GK Rd AR SSA 11 Ey SA 11 Ey Rd T PD TPD RB R BRB SSSA 17 Bt SSA 17 SA 17 RB R BRB SSSA 18 Bt SSA 18 SA 18 RK Bt SSA 19 R SA 19 RK Bt SSA 20 R SA 20 BTR TB B KB Chasis (1) Bumper belakang (1) Sekrup(2) Gardan (1) Gear Besar (1) Gear Dinamo (1) Dinamo (1) Plat belakang Besar (1) Rumah Dinamo (1)
Plat belakang Kecil (1)
As Roda (1) Roda assy (1) Eyelet (1) Eyelet (1) Roda assy (1) Pengunci dinamo (1) Gear kecil (1) As roda (1) Roda assy (1) eyelet (1) eyelet (1) Roda assy (1) Tuas on/off (1) Plat depan (1)
penutup plat depan (1)
Roller besar (1) Bantalan roller besar (1) Baut (1) Ring (1) Roller besar (1) Bantalan roller besar (1) Baut (1) Ring (1) Roller kecil (1) Baut (1) Ring (1) Roller kecil (1) Baut (1) Ring (1) Batteray (2) Penutup batteray (1) body (1) Pengunci body (1) Mini 4 WD A 1 A 2 A 3 A 4 A 5 A 6 A 7 A 8 A 9 A 10 A 11 A 12 A 13 A 14 A 15 A 16 A 17 A 18 A 19 A 20 A 21 A 22 RB R BRB SSSA 21 Bt SSA 21 SA 21 RB R BRB SSSA 22 Bt SSA 22 SA 22 Roller besar (1) Bantalan roller besar (1) Baut (1) Ring (1) Roller besar (1) Bantalan roller besar (1) Baut (1) Ring (1) A 23 A 24 A 25 A 26 I Inspeksi
4.4 OPC
PETA PROSES OPERASI
Nama Proyek : Proses Perakitan Tamiya Dipetakan oleh : Kelompok 6
Tanggal Dipetakan : 11 November 2010
Chasis Bumper belakang Sekrup kanan Sekrup kiri Rumah dinamo Dinamo Gear Plat belakang besar Plat belakang kecil Gardan Gear besar As roda belakang kanan Roda Eyelet Eyelet Roda assy kiri Pengunci dinamo Gear kecil As roda depan kanan Roda Eyelet Eyelet Roda assy kanan Tuas on-off Plat depan Penutup plat depan Bantalan roller besar Roller besar depan kanan Ring Baut Bantalan roller besar Ring Ring Ring Roller besar belakang kanan Bantalan roller besar Ring Roller besar belakang kiri Bantalan roller besar Baut Ring Baterai Penutup baterai 1 4 39 10 29 32 36 33 27 16 7 6 5 28 23 18 9 21 3 25 14 24 15 20 30 19 11 8 22 17 12 34 31 2 13 37 38 35 Body Pengunci body 42 41 40 43 50 49 47 51 46 45 44 48 memasang menyekrup menyekrup memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang membaut membaut membaut membaut membaut membaut memasang memasang memasang 3,57 8,68 9,43 6,61 4,80 5,78 7,74 3,62 3,42 7,76 16,48 5,60 7,28 5,44 2,16 6,96 2,96 2,96 4,40 4,96 7,92 11,76 13,36 10,16 19,76 12,56 14,18 5,02 2,82 3,14 2,97 7,79 3,34 4,72 2,48 2,08 3,44 2,00 2,96 3,84 3,12 3,04 4,72 3,92 2,16 3,28 3,36 2,08 3,36 I-1 inspeksi 2,83 Obeng Obeng Obeng Obeng Obeng Obeng Obeng Obeng 26 Baut Roller besar depan kiri Roller kecil kanan Baut Roller
kecil kiri Baut Baut 8,72 6,80 memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang memasang Keterangan:
Aktivitas Jumlah Waktu
Operasi 51 301,57
Inspeksi 1 2,83
4.5 Presedence Diagram
Tabel 4.3 Daftar Predesessor
No Operasi Kerja predesessor
1 Memasang bumper belakang ke chasis bagian belakang -
2 Menyekrupkan bumper belakang kanan ke chasis 1
3 Menyekrupkan bumper belakang kiri ke chasis 1,2
4 Memasang gear dinamo ke dinamo -
5 Memasang plat belakang besar ke rumah dinamo -
6 Memasang plat belakang kecil ke rumah dinamo assy -
7 Memasang dinamo assy ke rumah dinamo assy 4,5,6
8 Memasang gardan 4WD ke chasis assy -
9 Memasang gear besar ke chasis assy -
10 Memasang rumah dinamo assy ke chasis assy 7,8,9
11 Memasang roda assy belakang kanan ke as roda -
12 Memasang eyelet ke as roda assy belakang kanan -
13 Memasang as roda assy belakang kanan ke chasis assy 9,11,12 14 Memasang eyelet ke as roda belakang kiri chasis assy 13 15 Memasang roda assy ke as roda belakang chasis assy kiri 14
16 Memasang Pengunci Dinamo ke chasis assy 10,15
17 Memasang Gear kecil ke chasis assy -
18 Memasang roda assy depan kanan ke as roda -
19 Memasang eyelet ke as roda assy depan kanan -
20 Memasang roda assy ke as roda depan kanan chasis assy 17,18,19 21 Memasang eyelet ke as roda depan kiri chasis assy 20 22 Memasang roda assy ke as roda depan kiri chasis assy 21
23 Memasang tuas on-off ke chasis assy -
24 Memasang plat depan ke chasis assy -
25 Memasang penutup plat depan ke chasis assy 8,17,22,23,24 26 Memasang bantalan roller besar ke roller besar depan kanan -
27 Memasang baut ke roller besar depan kanan assy 26
28 Memasang ring ke roller besar depan kanan assy 27
29 Membautkan roller besar depan kanan assy ke chasis assy 28 30 Memasang bantalan roller besar ke roller besar depan kiri -
31 Memasang baut ke roller besar depan kiri assy 30
32 Memasang ring ke roller besar depan kiri assy 31
33 Membautkan roller besar depan kiri assy ke chasis assy 32
34 Memasang baut ke roller kecil kanan -
35 Memasang ring ke roller kecil kanan assy 34
Lanjutan Tabel 4.3
38 Memasang ring ke roller kecil kiri assy 37
39 Membautkan roller kecil kiri assy ke chasis assy 38 40 Memasang bantalan roller besar ke roller besar belakang kanan - 41 Memasang baut ke roller besar belakang kanan assy 40 42 Memasang ring ke roller besar belakang kanan assy 41 43 Membautkan roller besar belakang kanan assy ke chasis assy 3,42 44 Memasang bantalan roller besar ke roller besar belakang kiri - 45 Memasang baut ke roller besar belakang kiri assy 44 46 Memasang ring ke roller besar belakang kiri assy 45 47 Membautkan roller besar belakang kiri assy ke chasis assy 3,46
48 Memasang baterai ke chasis assy 16,25
49 Memasang penutup baterai ke chasis assy 48
50 Memasang body ke chasis assy 29,33,36,39,43,47,49
51 Memasang pengunci body ke chasis assy 50
1 1 39 39 36 36 30 30 28 28 32 32 27 27 26 26 24 24 33 33 38 38 37 37 23 23 29 29 34 34 35 35 31 31 19 19 18 18 12 12 17 17 22 22 21 21 20 20 11 11 51 51 50 50 49 49 48 48 16 16 15 15 14 14 13 13 9 9 8 8 10 10 7 7 6 6 5 5 4 4 3 3 2 2 25 25 3,57' 8,68' 9,43' 6,61' 4,80' 7,74' 5,78' 3,42' 3,62' 7,76' 5,44' 3,44' 5,60' 7,28' 7,79' 16,48' 8,72' 2,08' 3,44' 11,76' 6,80' 2,00' 2,96' 13,36' 3,84' 3,12' 10,16' 3,04' 4,72' 19,76' 52 52 2,16' 4,72' 2,48' 6,96' 2,96' 2,96' 4,40' 4,96' 7,92' 5,02' 2,82' 3,14' 2,97' 2,83' 40 40 4141 4242 46 46 44 44 43 43 47 47 45 45 3,92' 2,16' 3,28' 3,36' 2,08' 3,36' 12,56' 14,18'
4.6 Flow Diagram
Data dibawah ini merupakan gambar stasiun kerja dari PT Tami Jaya yang belum direstrukturisasi, yang belum mengimplementasikan ilmu keteknik industrian dalam perusahaannya. 1 39 36 30 28 32 27 26 24 33 38 37 23 29 34 35 31 19 18 12 17 22 21 20 11 51 50 49 48 16 15 14 13 9 8 10 7 6 5 4 3 2 25 3,57' 8,68' 9,43' 6,61' 4,80' 7,74' 5,78' 3,42' 3,62' 7,76' 5,44' 3,44' 5,60' 7,28' 7,79' 16,48' 8,72' 2,08' 3,44' 11,76' 6,80' 2,00' 2,96' 13,36' 3,84' 3,12' 10,16' 3,04' 4,72' 19,76' 52 2,16' 4,72' 2,48' 6,96' 2,96' 2,96' 4,40' 4,96' 7,92' 5,02' 2,82' 3,14' 2,97' 2,83' 40 41 42 46 44 43 47 45 3,92' 2,16' 3,28' 3,36' 2,08' 3,36' 12,56' 14,18'
Berikut ini merupakan rekapan data dari penentuan stasiun kerja :
Tabel 4.4 Jumlah Stasiun Kerja dan Operasi Kerja
Stasiun Kerja Nomor Operasi Kerja
1 37, 38, 39 2 34, 35, 36, 23, 24 3 17, 18, 19, 20, 21, 22, 8 4 4, 5, 6, 7, 9 5 25, 10, 11, 12 6 13, 14, 15 7 16, 1, 2, 3 8 44, 45, 46, 47, 48 9 52, 30, 31, 32, 33 10 49, 26, 27, 28, 29 11 40, 41, 42, 43, 50, 51
Tabel 4.5 Stasiun Kerja, Nomor dan Nama Operasi Kerja
Stasiun Kerja
Nomor Operasi
Kerja Nama Operasi Kerja
1
37 Memasang baut ke roller kecil kiri 38 Memasang ring ke roller kecil kiri assy
39 Membautkan roller kecil kiri assy ke chasis assy
2
34 Memasang baut ke roller kecil kanan 35 Memasang ring ke roller kecil kanan assy
36 Membautkan roller kecil kanan assy ke chasis assy 23 Memasang tuas on-off ke chasis assy
24 Memasang plat depan ke chasis assy
3
17 Memasang Gear kecil ke chasis assy
18 Memasang roda assy depan kanan ke as roda 19 Memasang eyelet ke as roda assy depan kanan
20 Memasang roda assy ke as roda depan kanan chasis assy 21 Memasang eyelet ke as roda depan kiri chasis assy 22 Memasang roda assy ke as roda depan kiri chasis assy
8 Memasang gardan 4WD ke chasis assy
4
4 Memasang gear dinamo ke dinamo
5 Memasang plat belakang besar ke rumah dinamo 6 Memasang plat belakang kecil ke rumah dinamo assy
Lanjutan Tabel 4.5
9 Memasang gear besar ke chasis assy
5
25 Memasang penutup plat depan ke chasis assy 10 Memasang rumah dinamo assy ke chasis assy 11 Memasang roda assy belakang kanan ke as roda 12 Memasang eyelet ke as roda assy belakang kanan 6
13 Memasang as roda assy belakang kanan ke chasis assy 14 Memasang eyelet ke as roda belakang kiri chasis assy 15 Memasang roda assy ke as roda belakang chasis assy kiri
7
16 Memasang Pengunci Dinamo ke chasis assy
1 Memasang bumper belakang ke chasis bagian belakang 2 Menyekrupkan bumper belakang kanan ke chasis 3 Menyekrupkan bumper belakang kiri ke chasis
8
44
Memasang bantalan roller besar ke roller besar belakang kiri
45 Memasang baut ke roller besar belakang kiri assy 46 Memasang ring ke roller besar belakang kiri assy
47 Membautkan roller besar belakang kiri assy ke chasis assy 48 Memasang baterai ke chasis assy
9
52 Inspeksi
30 Memasang bantalan roller besar ke roller besar depan kiri 31 Memasang baut ke roller besar depan kiri assy
32 Memasang ring ke roller besar depan kiri assy
33 Membautkan roller besar depan kiri assy ke chasis assy
10
49 Memasang penutup baterai ke chasis assy 26
Memasang bantalan roller besar ke roller besar depan kanan
27 Memasang baut ke roller besar depan kanan assy 28 Memasang ring ke roller besar depan kanan assy
29 Membautkan roller besar depan kanan assy ke chasis assy
11
40
Memasang bantalan roller besar ke roller besar belakang kanan
41 Memasang baut ke roller besar belakang kanan assy 42 Memasang ring ke roller besar belakang kanan assy 43
Membautkan roller besar belakang kanan assy ke chasis assy
50 Memasang body ke chasis assy
Dalam membuat flow diagram, sebelumnya harus mengetahui tempat yang digunakan dalam proses perakitan Tamiya Mini 4WD . Proses perakitan Tamiya Mini 4WD pada kali ini dapat dilakukan di laboratorium PSK&E atau di ruang sidang dimana memiliki ruang yang cukup terbatas, sehingga rancangan stasiun kerja kami berbentuk U.
DIAGRAM ALIRAN
Pekerjaan Aliran Perakitan Mini 4WD
Nomor Pola 1
Dipetakan Oleh Kelompok 6
Tanggal Dipetakan 15 November 2010
STASIUN 1 STASIUN 11 STASIUN 10 STASIUN 9 STASIUN 8 STASIUN 7 STASIUN 6 STASIUN 5 STASIUN 4 STASIUN 3 STASIUN 2
BAB V ANALISIS
5.1 Analisis Operasi Kerja
Operasi kerja merupakan kegiatan yang harus dilakukan dalam suatu proses produksi. Dengan melihat tabel operasi kerja yang ada, kita bisa mengetahui kegiatan apa saja yang dilakukan oleh operator dalam menyusun produk mini 4WD beserta waktu prosesnya. Untuk menyusun produk mini 4WD, kita harus melakukan 52 operasi kerja. Pada 52 operasi kerja tersebut yang membutuhkan waktu paling lama adalah kegiatan membautkan, seperti membautkan roller kecil kiri assy ke chasis assy, menyekrupkan bumper belakang kanan ke chasis assy, dan membautkan roller besar depan kanan assy ke chasis assy yang rata-rata membutuhkan waktu 10 sampai 20 detik. Selain itu memasang roda assy belakang kanan ke as roda juga membutuhkan waktu yang cukup lama. Yang membuat operasi kerja ini dilakukan dalam waktu yang lama karena operator mengalami kesulitan saat menyekrupkan karena ukuran sekrup yang kecil sedangkan tangan operator besar. Misalnya pada saat membautkan roller kecil kiri assy ke chassis assy membutuhkan waktu sebesar 19,76 detik, artinya operator sempat mengalami kesulitan saat harus membautkan roller kecil yang harus berulang-ulang memutar obeng.
Waktu mulainya proses dihitung mulai saat tangan operator akan menjangkau atau mengambil benda kerja selanjutnya. Waktu mulainya proses belum tentu sama dengan waktu selesainya proses pada operasi kerja sebelumnya karena ada jeda waktu berapa milidetik saat operator melepaskan benda kerja dan akan menjangkau benda selanjutnya.
5.2 Analisis Assembly Chart
Assembly chart yang ada di atas merupakan penggabungan dari komponen-komponen mini 4 WD yang kemudian dirangkai menjadi sub assembly. Sub-sub assembly ini nantinya akan di rangkai menjadi finish product mini 4 WD yang telah jadi. Komponen utama yang digunakan sebagai landasan
dalam assembly ini adalah chasis yang kemudian digabungkan dengan komponen-komponen lainnya seperti dinamo, gear besar, gear kecil, roda, batteray dan lain-lain. Tiap-tiap komponen yang telah di assembly diberi nama assy yang diberi tanda lingkaran dengan diameter 9 mm berbeda dengan komponen yang diberi tanda lingkaran berdiamter 6 mm. Sedangkan sub assembly tersebut kemudian dirakit menjadi mini 4 WD yang diberi tanda lingkaran berdiameter 12 mm. Pada gambar assembly chart di atas terdapat tanda kotak yang berarti inspeksi yang dilakukan untuk memeriksa apakah proses assembly telah benar atau belum.
Dalam assembly chart yang kami buat terdapat 26 komponen dua di antaranya terdapat dua buah benda yaitu batteray dan sekrup. Terdapat juga 5 sub sub sub assembly, 10 sub sub assembly, 9 sub assembly, 26 assembly dan 1 inspeksi serta produk jadi berupa mini 4 WD.
5.3 Analisis OPC
Peta Proses Operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan baku mengenai urutan-urutan operasi dan pemeriksaan.
Dari gambar OPC (Operation Process Chart), kita dapat mengetahui urutan proses kerja penyusunan Mini 4WD dari awal, yang masih berupa komponen-komponen, sampai akhir (finish product). Informasi lain yang dapat diketahui yaitu bahwa Mini 4WD memiliki 52 operasi kerja yang terdiri dari 51 kegiatan operasi dan 1 kegiatan inspeksi. Dari 51 kegiatan operasi diantaranya adalah memasang plat besar dan plat kecil ke rumah dinamo, membautkan roller, menyekrupkan bumper, dll. Kegiatan inspeksi dilakukan setelah kegiatan memasang baterai pada chasis assy, apakah baterai dapat menyala atau tidak dan juga memeriksa apakah semua komponen sudah terpasang dengan baik sehingga dapat menggerakkan roda.
Di dalam peta proses operasi ini digambarkan seluruh operasi kerja dari awal sampai menjadi produk Mini 4WD. Bagian paling atas adalah kepala peta yang terdiri atas Judul, nama pembuat peta,dan tanggal pembuatan peta. Dicatatkan sebelah paling kanan adalah urutan operasi-operasi yang dirakitkan pada chasis
Lambang lingkaran merupakan lambang operasi sedangkan lambang persegi merupakan lambang dari inspeksi atau kegiatan pemeriksaan. Nomor-nomor yang ada di dalam lingkaran adalah nomor urutan dari proses perakitan yang dijalankan. Waktu tiap-tiap operasi juga dicatatkan pada sebelah kiri lingkaran atau persegi disertai dengan proses yang dilakukan pada sebelah kanan. Proses yang dilakukan antara lain adalah memasang, menyekrupkan dan membautkan. Pada operasi yang membutuhkan alat tambahan juga dituliskan alat bantunya seperti obeng. Dalam peta ini juga ditunjukkan ringkasan dari peta yang menunjukkan terdapat 51 operasi dengan 1 inspeksi sehingga totalnya ada 52 dengan jumlah waktu operasi adalah 301,57 detik dan inspeksi 2,83 detik sehingga totalnya adalah 304,4 detik.
5.4 Analisis Presedence Diagram
Pada precedence diagram menggambarkan operasi yang terjadi, keterkaitan antar operasi, waktu operasi dan komponen-komponen yang harus dirakit terlebih dahulu sebelum masuk ke operasi selanjutnya. Sehingga dapat diketahui operasi apa saja yang harus dilakukan terlebih dahulu. Selain itu precedence diagram juga membantu dalam menentukan stasiun kerja. Dari gambar presedence diagram dapat dilihat operasi independen yang dapat dilakukan tanpa menunggu operasi kerja yang lainnya dilakukan.Yaitu operasi kerja yang bernomor 1,4,5,6,8,9,11,12,17,18,19,23,24,26,30,34,37,40 dan 44. Sedangkan operasi kerja yang lain merupakan operasi kerja yang baru bisa dikerjakan dengan menunggu operasi kerja yang lainnya selesai dikerjakan.
5.5 Analisis Flow Diagram
Dari flow diagram diatas dapat dilihat bahwa dari proses perakitan Mini 4WD terdapat 2 kegiatan yaitu operasi kerja dan inspeksi. Perakitan Mini 4WD dimulai dari stasiun pertama hingga ke-11, dimana pada stasiun ke-9 terdapat kegiaatan ganda yaitu operasi kerja dan inspeksi.
Bentuk dari flow diagram yang dibuat adalah bentuk U, karena kami mengasumsikan tempat yang digunakan untuk perakitan Mini 4WD adalah Laboratorium PSK&E atau Ruang Sidang, dengan keadaan yang seperti itu maka
bentuk stasiun yang memungkinkan adalah U, karena jika linear atau zigzag membutuhkan ruang yang lebih luas.
BAB VI PENUTUP
6.1 Kesimpulan
1. Peta proses operasi merupakan peta kerja yang menggambarkan urutan kerja dengan cara membagi pekerjaan tersebut menjadi operasi-operasi kerja secara detail.
2. Operasi kerja merupakan pekerjaan yang harus dilakukan dalam suatu kegiatan perakitan. Pada praktikum ini terdapat 52 operasi kerja. Hal ini akan berpengaruh terhadap penentuan presedence diagram dan stasiun kerja.
3. Assembly Chart atau diagram perakitan merupakan sebuah grafik yang digunakan untuk menerangkan bagaimana komponen mengalir menjadi sub perakitan dan akhirnya menjadi produk jadi. Dari assembly chart kita dapat mengetahui komponen-komponen yang menyusun produk Mini 4WD mulai dari yang terkecil hingga menjadi suatu produk hasil perakitan dan dapat mengetahui keterkaitan antara satu komponen dengan komponen yang lainnya.
4. Presedence Diagram digunakan untuk mencari kombinasi stasiun kerja yang paling efektif dan efisien yang didasarkan atas pengelompokkan operasi-operasi kerja.
5. Flow diagram digunakan untuk mengevaluasi langkah-langkah proses dalam situasi yang lebih jelas, selain itu bisa dimanfaatkan untuk melakukan perbaikan-perbaikan di dalam desain layout fasilitas produksi yang ada. Pada praktikum ini flow diagram berbentuk U.
6.2 Saran
1. Sebelum praktikum hendaknya praktikan mempelajari dan memahami terlebih dahulu mengenai materi praktikum agar praktikan dapat mengetahui teknik perakitan yang efisien.
2. Hendaknya saat praktikum, praktikan lebih berhati-hati dalam melakukan proses perakitan Mini 4WD agar tidak terdapat kerusakan pada komponen.