PERANCANGAN FIXTURE PROSES FREIS UNTUK
PRODUKSI KOMPONEN SAMBUNGAN
KARBURATOR
Vivi Yunita Khalid, M Raffi Amira, Fitri Ramawinta, Rosel Mendani, Ivandre Waspika
Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas Padang
Email: v_yukha@yahoo.com, Amir_90s@yahoo.com, d.sweet_diamondpink@yahoo.com, rosel1st@yahoo.co.id, vander_maden@yahoo.co.id
Abstract
The tools are designed to assist and simplify the machining process, and increase the number of products that can be manufactured with quality maintained. The tools aredesigned to use in the manufacture of the carburetor connection with the Freis. Freisprocess here to cut the work piece that originally shaped like a rectangle into a rhombus.The tool is made by using the principle of supporting and supported by the use ofclamping. Supporting made with a flat surface so that the entire supporting surface is assumed to touch the entire workpiece. Meanwhile, the use of bolt clamping aims to unifyworkpieces with supporting so that the workpiece can not be separated and do not moveduring the machining process takes place. This is evidenced by the equation forcesgenerated by the clamping, the force generated is positive so that the proper tool to use.With this tool, production time becomes shorter and the resulting product is also more precise so that the quality and quantity of product is assured. Production costs necessaryto complete the carburetor connection is also cheaper than without using tools.
Keywords: fixture, carburator, freis
1. PENDAHULUAN
1.1 Gambaran Umum Produk
Karburator adalah sebuah alat yang mencampur udara dan bahan bakar untuk sebuah mesin dalam pembakaran yang ditemukan oleh Karl Benz pada tahun 1885 dan dipatenkan pada tahun 1886.
Karburator memiliki beberapa fungsi utama, antara lain mengatur besarnya aliran udara yang masuk kedalam ruang bakar, menyalurkan bahan bakar dengan jumlah yang tepat sesuai dengan aliran udara yang masuk kedalam ruang bakar sehingga rasio bahan bakar/udara tetap terjaga dan mencampur aliran udara dan bahan bakar dengan rata dan sempurna.
Gambar 1. Karburator pada
Kenda-raan Bermotor
Besarnya kegunaan dan fungsi karburator pada kendaraan bermotor menyebabkan tuntutan yang sangat besar terhadap produsen karburator untuk dapat memproduksi produk
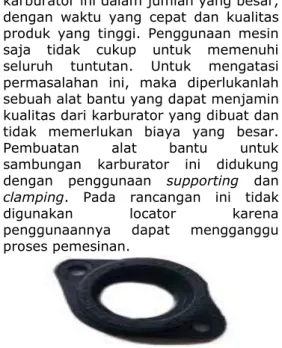
karburator ini dalam jumlah yang besar, dengan waktu yang cepat dan kualitas produk yang tinggi. Penggunaan mesin saja tidak cukup untuk memenuhi seluruh tuntutan. Untuk mengatasi permasalahan ini, maka diperlukanlah sebuah alat bantu yang dapat menjamin kualitas dari karburator yang dibuat dan tidak memerlukan biaya yang besar.
Pembuatan alat bantu untuk
sambungan karburator ini didukung dengan penggunaan supporting dan clamping. Pada rancangan ini tidak
digunakan locator karena
penggunaannya dapat mengganggu proses pemesinan.
Gambar 2. Sambungan Karburator
1.2 Tujuan Khusus Perancangan Tujuan khusus dari perancangan alat bantu yang akan digunakan untuk pembuatan sambungan karburator ini adalah sebagai berikut :
`
1. Alat bantu yang dirancang dapat membantu dalam proses pemesinan sehingga dapat mempercepat waktu produksi.
2. Alat bantu yang dirancang dapat meningkatkan kualitas dari produk yang dibuat.
3. Alat bantu yang dirancang dapat menurunkan biaya produksi.
4. Alat bantu yang dirancang dapat meningkatkan jumlah barang yang diproduksi.
1.3 Batasan Perancangan
Batasan perancangan dari
pembuatan alat bantu yang akan
digunakan untuk pembuatan
sambungan karburator ini adalah sebagai berikut :
1. Alat bantu yang dirancang hanya
untuk komponen sambungan
karburator.
2. Alat bantu yang dirancang untuk proses freis pada keempat sisi bahan baku.
3. Pembuatan alat bantu menggunakan prinsip supporting dan didukung dengan penggunaan clamping, dalam rancangan in menggunakan baut.
4. Tidak ada sewa mesin untuk mesin freis yang digunakan.
5. Tidak ada pembatasan biaya dalam perancangan alat bantu.
1.4 Asumsi-Asumsi
Asumsi-asumsi dalam perancangan dari pembuatan alat bantu yang akan
digunakan untuk pembuatan
sambungan karburator ini adalah sebagai berikut :
1. Komponen berasal dari baja paduan yang mempunyai ketahanan yang tinggi terhadap panas dan aus karena fungsi karburator yang dituntut untuk mampu bekerja pada suhu yang tinggi ketika mesin sedang berjalan, sehingga material yang digunakan juga harus tahan panas.
2. Bentuk awal komponen sebelum dilakukan proses pemesinan berupa balok dengan ukuran panjang 70 mm, lebar 45 mm, dan tinggi 15 mm. Komponen ini akan dipotong pada keempat sisinya sehingga akhirnya berbentuk seperti belah ketupat.
3. Lubang yang terdapat pada komponen setelah dilakukan proses
drill diasumsikan sebagai lubang yang mempunyai ulir.
4. Pemotongan keempat sisi pada material awal menggunakan proses freis.
2. TINJAUAN PUSTAKA
2.1 Bahan Teknik Produksi
Karburator memiliki fungsi yang menyebabkannya harus selalu bekerja dilingkungan yang panas. Selain itu sebuah karburator yang baik juga harus memiliki ketangguhan yang tinggi sehingga menyebabkannya mempunyai sifat mekanik tahan aus yang baik. Untuk menciptakan karburator yang memiliki karakteristik tahan panas dan tahan aus sehingga memiliki kualitas yang baik ini, maka material yang dipilih adalah baja paduan (alloy steel). 2.2 Proses Produksi
Proses produksi yang dilakukan pada komponen berikut adalah :
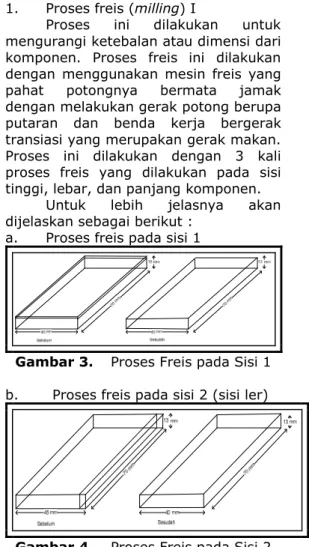
1. Proses freis (milling) I
Proses ini dilakukan untuk mengurangi ketebalan atau dimensi dari komponen. Proses freis ini dilakukan dengan menggunakan mesin freis yang pahat potongnya bermata jamak dengan melakukan gerak potong berupa putaran dan benda kerja bergerak transiasi yang merupakan gerak makan. Proses ini dilakukan dengan 3 kali proses freis yang dilakukan pada sisi tinggi, lebar, dan panjang komponen.
Untuk lebih jelasnya akan dijelaskan sebagai berikut :
a. Proses freis pada sisi 1
Gambar 3. Proses Freis pada Sisi 1
b. Proses freis pada sisi 2 (sisi ler)
c. Proses freis pada sisi 3 (panjang)
Gambar 5. Proses Freis pada Sisi 3
2. Proses drilling
Proses yang selanjutnya dilakukan adalah proses drilling.
Lubang yang dibuat sebanyak 3 buah dengan 2 buah lubang kecil berdiameter 6 mm yang terletak di sisi kanan dan sisi kiri komponen dan 1 buah lubang besar di tengah-tengah komponen. Untuk lebih jelasnya akan dijelaskan sebagai berikut :
a. Proses drilling pembuatan 2 lubang di sisi tepi komponen
Lubang yang akan dibuat di masing-masing sisi tepi komponen berdiameter 6 mm.
Gambar 6. Pembuatan Lubang di Sisi
Tepi Komponen
b. Proses drilling pembuatan 1 lubang ditengah komponen
Lubang yang akan dibuat
berdiameter 25 mm. Untuk itu proses pembuatan lubang di
tengah komponen sambungan
karburator ini dilakukan dengan 2 tahap. Tahap pertama pembuatan lubang (drilling) dengan mata pahat berdiameter sebesar 5 mm. Kemudian dilanjutkan dengan proses pelebaran lubang (boring)
dengan mata pahat yang
digunakan berdiameter 25 mm.
Gambar 7. Pembuatan Lubang di
Tengah Komponen
3. Proses freis II
Sama halnya dengan proses freis pada sisi panjang dan lebar komponen, pada pemotongan pada 4 sisi sudut komponen juga menggunakan freis sisi (side milling). Pemotongan 4 sisi sudut ini bertujuan untuk mendapatkan
bentuk dasar komponen
sambungan karburator.
Pemotongan dilakukan pada sisi panjang dan sisi lebar komponen
dengan potongan berbentuk
segitiga berukuran 27 mm
(panjang komponen) dan 15 mm (lebar komponen.
Gambar 8. Proses Freis pada 4 Sisi
Sudut Komponen 4. Proses Gerinda (Grinding)
Proses terakhir pada pembuatan komponen ini yaitu proses gerinda untuk memperhalus permukaan dan sisi-sisi pinggir komponen. Tergantung
pada bentuk permukaan yang
dihasilkan, maka proses gerinda yang dilakukan pada komponen sambungan karburator ini terbagi atas 2 proses yaitu :
a. Proses gerinda rata (surface grinding)
Proses gerinda rata ini dilakukan
pada permukaan komponen
sehingga nantinya mengahasilkan permukaan yang rata dan halus. b. Proses gerinda silindrik (cylindrical
grinding)
Proses gerinda silindrik ini dilakukan pada komponen untuk menghasilkan permukaan silindrik sehingga sisi sudut luar komponen menjadi oval. Proses gerinda silindrik yang dilakukan adalah gerida silindrik luar dengan proses setengah silindrik dengan mesin gerinda silindrik (cylindrical
grinding machine) yang
`
Gambar 9. OPC Alat Bantu
3. METODOLOGI PENELITIAN
3.1 Pemilihan Jenis Locator dan Penempatannya
Locator yaitu sebuah fixture yang digunakan untuk menopang atau menahan benda kerja sehingga tidak terjadi pergeseran benda kerja ketika proses pemesinan berlangsung.
Locator memiliki beberapa
peranan penting dalam proses
pembuatan sebuah komponen.
Berdasarkan peranannya tersebut, locator dapat dibedakan menjadi dua macam, yaitu sebagai berikut :
1. Locator yang berfungsi untuk menahan beban benda kerja dan menjamin penopang yang kaku disebut support (penopang). 2. Locator yang berfungsi untuk
menghasilkan titik atau bidang referensi pada sisi benda kerja (edge) disebut stopper.
Penempatan locator dalam proses pembuatan sebuah benda kerja, perlu
memperhatikan beberapa hal, antara lain adalah sebagai berikut :
1. Locator sebisa mungkin harus
selalu bersentuhan dengan
permukaan benda kerja selama
proses pemesinan untuk
menghasilkan penempatan yang akurat dan menjamin pengulangan (repeability).
2. Repeability adalah kemampuan tool untuk menghasilkan hasil proses pemesinan yang seragam pada n buah part (dalam batas toleransi yang diizinkan).
3. Jarak antar locator didesain sedemikian sehingga memberikan jumlah locator yang minimum dan menjamin kontak dengan seluruh permukaan benda kerja.
4. Peletakkan locator harus menjamin bebasnya benda kerja dari gangguan geram dan benda lain. Jika peletakkan locator tidak bisa menjamin hal ini maka locator dipasang menonjol atau berelief atau berlekuk (relieved).
Penempatan locator harus
disesuaikan dengan jenis permukaan benda kerja yang akan ditopang atau dipegang. Lokator pada permukaan datar menggunakan prinsip 3-2-1 sehingga mampu menghalangi 9 arah gerakan (derajat kebebasan).
Pada perancangan alat bantu untuk pembuatan sambungan karburator ini tidak menggunakan prinsip locator 3-2-1. Karena apabila locator digunakan, maka tidak seluruh bagian locator yang menyentuh benda kerja, selain itu penggunaan locator dapat mengganggu proses produksi yang akan dilakukan. Hal ini bertentangan dengan syarat-syarat penggunaan locator. Sebagai pengganti locator, maka digunakan supporting sebagai penahan benda kerja.
Karena pada alat bantu tidak menggunakan prinsip locator, maka pada saat perhitungan gaya yang dihasilkan oleh clamping akan
menggunakan locator imajiner.
Penggunaan dari locator imajiner ini disebabkan karena ketentuan yang berlaku, berikut ini adalah penentuan matriks pada locator imajiner untuk nantinya digunakan pada perhitungan clamping.
3.2 Pemilihan Jenis Clamping dan Penempatannya
Selain menggunakan locator, untuk menjamin hasil yang presisi digunakan juga clamping. Clamping adalah bagian jig/fixture yang berfungsi mencekam benda kerja sehingga posisi benda kerja
tidak berubah selama proses
pemesinan.
Kondisi yang harus dipenuhi dalam clamping adalah sebagai berikut.
1. Cukup kuat untuk memegang benda kerja dan menahan pergeseran benda kerja
2. Tidak merusak/mendeformasi benda kerja
3. Menjamin loading dan unloading benda kerja dengan cepat
Clamping yang digunakan adalah sejenis baut yang nantinya akan dipasang untuk menyatukan benda kerja dan fixture. Penggunaan baut ini didukung karena pada benda kerja sudah ada lubang sehingga bisa digunakan untuk pemasangan baut.
Karena tidak menggunakan locator, alat bantu ini dirancang dengan menggunakan prinsip supporting. Perancangan supporting ini sesuai dengan syarat-syarat yang harus terpenuhi apabila sebuah alat bantu menggunakan supporting. Supporting dirancang agar seluruh permukaan benda kerja bersentuhan langsung dengan supporting. Benda kerja yang awalnya berbentuk persegi panjang dengan dimensi 67 mm x 40 mm akan difreis pada keempat sisinya sehingga dimensi benda kerja menjadi seperti gambar 57, oleh karena itu, bentuk supporting yang dirancang disesuaikan dengan benda kerja yang telah selesai
dilakukan proses pemesinan.
Permukaan supporting diasumsikan rata
atau datar, sehingga seluruh
permukaanya bersentuhan langsung dengan benda kerja.
3.3 Konstruksi Fixture Keseluruhan Secara umum konstruksi dasar dari alat bantu terdiri atas 4 bagian yaitu sebagai berikut:
1. Tool Body
Tool body berfungsi sebagai landasan yang rigid untuk meletakkan locator, support, clamp, dan bagian lain yang dibutuhkan. Ukuran dan bentuk tool body ditentukan oleh ukuran benda kerja dan proses pemesinan yang akan dilakukan pada benda kerja. Bahan dan
metoda pembuatan tool body sangat dipengaruhi oleh biaya, kekakuan yang dibutuhkan, akurasi, dan umur yang diinginkan. Material yang biasa digunakan untuk membuat tool body adalah baja, besi, aluminium, magnesium, resin dan kayu.
Tool body dapat dibuat dengan tiga cara yaitu :
a. Casting ( cast tool bodies) b. Welding (welded tool bodies) c. Built-up ( built up tool bodies) 2. Drill Bushing
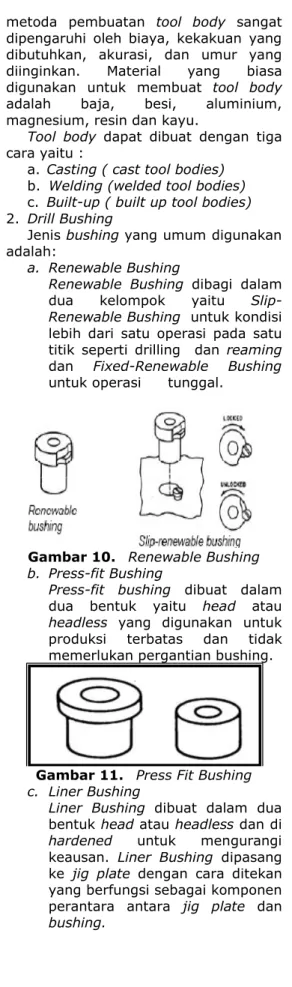
Jenis bushing yang umum digunakan adalah:
a. Renewable Bushing
Renewable Bushing dibagi dalam dua kelompok yaitu Slip-Renewable Bushing untuk kondisi lebih dari satu operasi pada satu titik seperti drilling dan reaming dan Fixed-Renewable Bushing untuk operasi tunggal.
Gambar 10. Renewable Bushing
b. Press-fit Bushing
Press-fit bushing dibuat dalam dua bentuk yaitu head atau headless yang digunakan untuk produksi terbatas dan tidak memerlukan pergantian bushing.
Gambar 11. Press Fit Bushing
c. Liner Bushing
Liner Bushing dibuat dalam dua bentuk head atau headless dan di hardened untuk mengurangi keausan. Liner Bushing dipasang ke jig plate dengan cara ditekan yang berfungsi sebagai komponen perantara antara jig plate dan bushing.
`
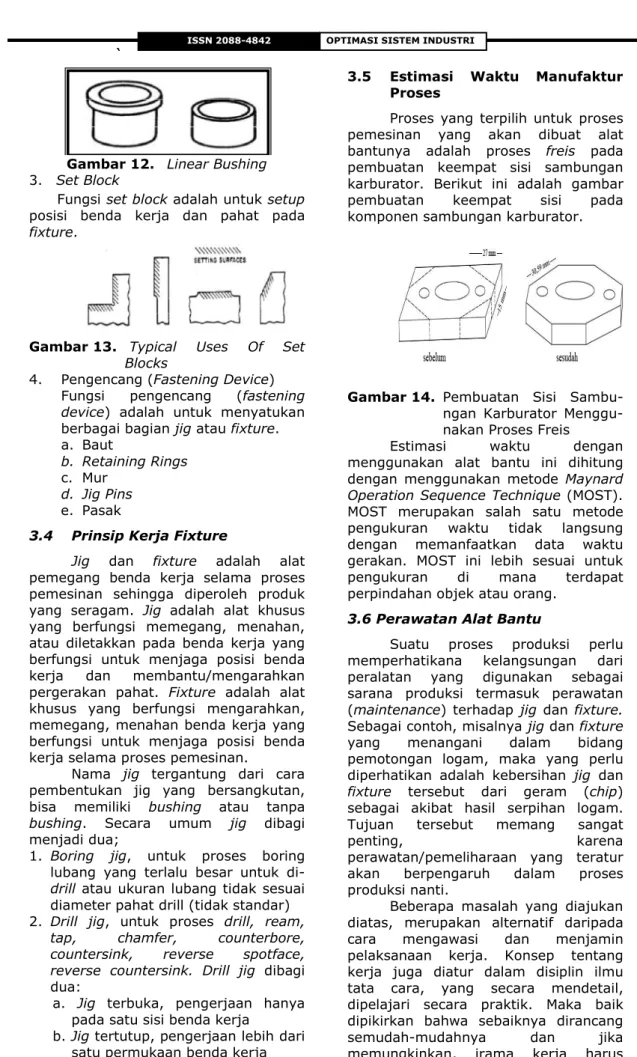
Gambar 12. Linear Bushing
3. Set Block
Fungsi set block adalah untuk setup posisi benda kerja dan pahat pada fixture.
Gambar 13. Typical Uses Of Set
Blocks
4. Pengencang (Fastening Device) Fungsi pengencang (fastening device) adalah untuk menyatukan berbagai bagian jig atau fixture. a. Baut
b. Retaining Rings c. Mur
d. Jig Pins e. Pasak
3.4 Prinsip Kerja Fixture
Jig dan fixture adalah alat pemegang benda kerja selama proses pemesinan sehingga diperoleh produk yang seragam. Jig adalah alat khusus yang berfungsi memegang, menahan, atau diletakkan pada benda kerja yang berfungsi untuk menjaga posisi benda kerja dan membantu/mengarahkan pergerakan pahat. Fixture adalah alat khusus yang berfungsi mengarahkan, memegang, menahan benda kerja yang berfungsi untuk menjaga posisi benda kerja selama proses pemesinan.
Nama jig tergantung dari cara pembentukan jig yang bersangkutan, bisa memiliki bushing atau tanpa bushing. Secara umum jig dibagi menjadi dua;
1. Boring jig, untuk proses boring lubang yang terlalu besar untuk di-drill atau ukuran lubang tidak sesuai diameter pahat drill (tidak standar) 2. Drill jig, untuk proses drill, ream,
tap, chamfer, counterbore, countersink, reverse spotface, reverse countersink. Drill jig dibagi dua:
a. Jig terbuka, pengerjaan hanya pada satu sisi benda kerja
b. Jig tertutup, pengerjaan lebih dari satu permukaan benda kerja
3.5 Estimasi Waktu Manufaktur Proses
Proses yang terpilih untuk proses pemesinan yang akan dibuat alat bantunya adalah proses freis pada pembuatan keempat sisi sambungan karburator. Berikut ini adalah gambar
pembuatan keempat sisi pada
komponen sambungan karburator.
Gambar 14. Pembuatan Sisi
Sambu-ngan Karburator Menggu-nakan Proses Freis
Estimasi waktu dengan
menggunakan alat bantu ini dihitung dengan menggunakan metode Maynard Operation Sequence Technique (MOST). MOST merupakan salah satu metode pengukuran waktu tidak langsung dengan memanfaatkan data waktu gerakan. MOST ini lebih sesuai untuk
pengukuran di mana terdapat
perpindahan objek atau orang. 3.6 Perawatan Alat Bantu
Suatu proses produksi perlu memperhatikana kelangsungan dari peralatan yang digunakan sebagai sarana produksi termasuk perawatan (maintenance) terhadap jig dan fixture. Sebagai contoh, misalnya jig dan fixture
yang menangani dalam bidang
pemotongan logam, maka yang perlu diperhatikan adalah kebersihan jig dan fixture tersebut dari geram (chip) sebagai akibat hasil serpihan logam. Tujuan tersebut memang sangat
penting, karena
perawatan/pemeliharaan yang teratur akan berpengaruh dalam proses produksi nanti.
Beberapa masalah yang diajukan diatas, merupakan alternatif daripada
cara mengawasi dan menjamin
pelaksanaan kerja. Konsep tentang kerja juga diatur dalam disiplin ilmu tata cara, yang secara mendetail, dipelajari secara praktik. Maka baik dipikirkan bahwa sebaiknya dirancang
semudah-mudahnya dan jika
mengikuti irama yang alamiah bagi si pekerja.
4. HASIL DAN PEMBAHASAN
4.1. Tabel
Berikut ini adalah tabel hasil
perhitungan penghematan waktu
dengan menggunakan alat bantu. Perhitungan waktu ini menggunakan metode MOST.
Tabel 1. Perbandingan Waktu yang Diperlukan
4.2. Gambar
Pada perancangan alat bantu ini menggunakan Fastening Device sebagai alat penahan agar benda kerja tidak bergerak selama proses pemesinan berlangsung.
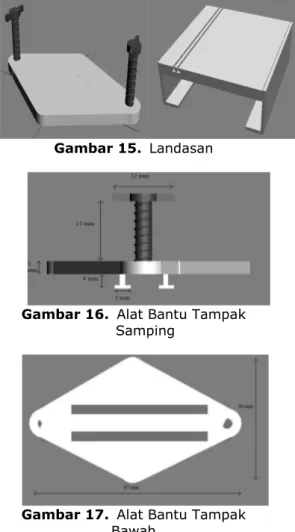
Gambar 15. Landasan
Gambar 16. Alat Bantu Tampak
Samping
Gambar 17. Alat Bantu Tampak
Bawah
Gambar 18. Alat Bantu Tampak Depan
Gambar 19. Alat Batu Tampak Atas
Alat bantu yang dirancang dalam
proses freis untuk komponen
sambungan karburator ke mesin ini dibuat dengan menggunakan bahan
dasar baja tahan aus dengan
menggunakan komponenen-komponen sebagai berikut :
a. Komponen 1, yaitu tool body berbentuk belah ketupat dengan empat sisi sebanyak satu buah terbuat dari baja tahan aus.
b. Komponen 2, yaitu alat bantu berupa bushing yang digunakan adalah baut sebanyak dua buah di sisi atas alat bantu yang disesuaikan dengan lobang yang sudah ada pada benda kerja karena proses produksi sebelumnya.
c. Komponen 3, yaitu landasan yang akan menempatkan alat bantu pada mesin.
5. KESIMPULAN DAN SARAN
5.1 Kesimpulan
Perancangan alat bantu untuk sambungan karburator ini bertujuan untuk mempermudah proses produksi yang dilakukan. Setelah melakukan
perancangan alat bantu untuk
sambungan karburator, maka
didapatkan beberapa kesimpulan sebagai berikut :
Waktu Tanpa Menggunakan Alat Bantu (jam)
0,0188
`
1. Alat bantu yang dirancang dapat membantu dalam proses pemesinan sehingga dapat mempercepat waktu produksi. Waktu operasi yang dibutuhkan tanpa menggunakan alat bantu adalah 0,0188 jam, sedangkan waktu yang diperlukan untuk proses produksi dengan menggunakan alat bantu adalah 0,0078 jam. Ini berarti penggunaan alat bantu dapat menghemat waktu produksi selama 0,011 jam.
2. Alat bantu yang dirancang dapat meningkatkan kualitas dan kuantitas dari produk yang dibuat karena waktu produksi yang diperlukan
untuk memproduksi komponen
tersebut lebih sedikit apabila menggunakan alat bantu yang dirancang.
3. Alat bantu yang dirancang dapat menurunkan biaya produksi. Biaya operasi yang dibutuhkan tanpa menggunakan alat bantu adalah, sedangkan biaya yang diperlukan untuk proses produksi dengan menggunakan alat bantu adalah 0,0078 jam. Ini berarti penggunaan alat bantu dapat menghemat biaya produksi sebanyak 0,011 jam. 4. Penghematan yang bisa dilakukan
apabila menggunakan alat bantu adalah sebesar Rp 633.810,-.
5.2 Rekomendasi
Alat bantu yang dirancang untuk pembuatan sambungan karburator ini berguna untuk meningkatkan kualitas dan kuantitas dari produk yang dibuat. Berikut ini adalah rekomendasi yang diberikan untuk pembuatan alat bantu selanjutnya :
1. Alat bantu yang dibuat sebaiknya bisa mendukung semua proses pemesinan yang diperlukan untuk membuat komponen tersebut. 2. Alat bantu yang dibuat sebaiknya
menggunakan prinsip locator yang jelas yang bisa digunakan tanpa menganggu proses pemesinan dan dimensi komponen yang dibuat. 3. Alat bantu yang dibuat sebaiknya
sederhana dan menggunakan
material yang mudah didapatkan, sehingga biaya pembuatan alat bantu tidak terlalu mahal, karena pada prinsipnya alat bantu dirancang untuk mengurangi biaya produksi.
DAFTAR PUSTAKA
[1] W. D. Callister. Material science & Engineering an Introduction, 1991. [2] H. N. Sugiarto dan G. T. Sato.
Menggambar Mesin. Pradnya Paramita: Jakarta, 1991.
[3] T. Rochim. Teori dan Teknologi Proses Pemesinan. ITB: Bandung, 1993.