UNIVERSITAS INDONESIA
OPTIMASI
PREVENTIVE MAINTENANCE
DAN
PENJADWALAN PENGGANTIAN KOMPONEN MESIN
KOMPRESSOR DENGAN MENGGUNAKAN
MIXED INTEGER
NON LINIER PROGRAMMING
DARI KAMRAN
TESIS
PRIMA FITHRI
0906495886
FAKULTAS TEKNIK
PROGRAM PASCA SARJANA TEKNIK INDUSTRI
SALEMBA
UNIVERSITAS INDONESIA
OPTIMASI
PREVENTIVE MAINTENANCE
DAN
PENJADWALAN PENGGANTIAN KOMPONEN MESIN
KOMPRESSOR DENGAN MENGGUNAKAN
MIXED
INTEGER NON LINIER PROGRAMMING
DARI KAMRAN
TESIS
Diajukan sebagai salah satu syarat untuk memperoleh gelar Magister Teknik
PRIMA FITHRI 0906495886
FAKULTAS TEKNIK
PROGRAM PASCA SARJANA TEKNIK INDUSTRI SALEMBA
HALAMAN PERNYATAAN ORISINALITAS
Tesis ini adalah hasil karya saya sendiri,
dan semua sumber baik yang dikutip maupun dirujuk telah saya nyatakan dengan benar.
Nama : Prima Fithri
NPM : 0906495886
Tanda Tangan :
UCAPAN TERIMA KASIH
Puji syukur saya panjatkan kepada Tuhan Yang Maha Esa, karena atas berkat dan rahmat-Nya, saya dapat menyelesaikan tesis ini. Penulisan tesis ini dilakukan dalam rangka memenuhi salah satu syarat untuk mencapai gelar Pasca Sarjana Teknik Jurusan Teknik Industri pada Fakultas Teknik Universitas Indonesia. Saya menyadari bahwa, tanpa bantuan dan bimbingan dari berbagai pihak, dari masa perkuliahan sampai pada penyusunan tesis ini, sangatlah sulit bagi saya untuk menyelesaikan tesis ini. Oleh karena itu, saya mengucapkan terima kasih kepada: 1. Bapak Ir. Sri Bintang Pamungkas, MSISE, Ph.D dan Ibu Arian Dhini, ST, MT,
selaku dosen pembimbing yang telah menyediakan waktu, tenaga, dan pikiran untuk mengarahkan saya dalam penyusunan tesis ini;
2. Ir. H. Pawenary dan karyawan PT. Bakrie Building Industries yang telah banyak membantu dalam memperoleh data yang saya perlukan;
3. Orang tua yang telah memberikan bantuan dukungan material dan moral; dan 4. Teman-teman seperjuangan Magister Teknik Industri 2009, special untuk
niken, mbak rina dan keluarga yang telah banyak membantu saya dalam segi moral dalam menyelesaikan tesis ini.
Akhir kata, saya berharap Tuhan Yang Maha Esa berkenan membalas segala kebaikan semua pihak yang telah membantu. Semoga tesis ini membawa manfaat bagi pengembangan ilmu.
Salemba, 30 Desember 2010 Penulis
HALAMAN PERNYATAAN PERSETUJUAN PUBLIKASI TESIS UNTUK KEPENTINGAN AKADEMIS
Sebagai sivitas akademik Universitas Indonesia, saya yang bertanda tangan di bawah ini:
Nama : Prima Fithri NPM : 0906495886 Program Studi : Teknik Industri Departemen : Teknik Industri Fakultas : Teknik
Jenis karya : Tesis
demi pengembangan ilmu pengetahuan, menyetujui untuk memberikan kepada Universitas Indonesia Hak Bebas Royalti Non eksklusif (Non-exclusive Royalty-Free Right) atas karya ilmiah saya yang berjudul :
OPTIMASI PREVENTIVE MAINTENANCE DAN PENJADWALAN
PENGGANTIAN KOMPONEN MESIN KOMPRESSOR DENGAN
MENGGUNAKAN MIXED INTEGER NON LINIER PROGRAMMING
DARI KAMRAN
beserta perangkat yang ada (jika diperlukan). Dengan Hak Bebas Royalti Non eksklusif ini Universitas Indonesia berhak menyimpan, mengalihmedia/formatkan, mengelola dalam bentuk pangkalan data (database), merawat, dan memublikasikan tugas akhir saya selama tetap mencantumkan nama saya sebagai penulis/pencipta dan sebagai pemilik Hak Cipta.
Demikian pernyataan ini saya buat dengan sebenarnya.
Dibuat di : Salemba
Pada tanggal : 30 Desember 2010 Yang menyatakan
ABSTRAK
Nama : Prima Fithri
Program Studi : Teknik Industri
Judul :Optimasi Preventive Maintenance dan Penjadwalan
Penggantian Komponen Mesin Kompressor dengan Menggunakan Mixed Integer Non Linier
Programming dari Kamran
Dalam era persaingan industri yang semakin global disertai perkembangan teknologi yang pesat, industri-industri terus berusaha meningkatkan kuantitas dan kualitas produk yang dihasilkannya. Perkembangan hasil industri yang semakin meningkat secara terus-menerus memerlukan dukungan proses produksi yang lancar. Salah satu bentuk dukungan proses produksi terletak pada peralatan produksi yaitu mesin-mesin produksi. Untuk menjaga kondisi dari mesin-mesin tersebut agar berada dalam keadaan yang optimal saat digunakan, maka diperlukan kegiatan pemeliharaan pada mesin-mesin tersebut untuk menjaga kehandalan sistem dan menyediakan mesin cadangan untuk menghindari menurunnya ketersediaan sistem karena tindakan pemeliharaan.
Kegiatan pemeliharaan juga dilakukan oleh industri fibre cement yang terletak di kawasan Daan Mogot Jakarta. Mesin yang sering dilakukan proses pemeliharaan adalah mesin kompresor. Pada saat ini, industri fibre cement telah memiliki jadwal pemeliharaan mesin kompresor, tetapi belum optimal. Untuk itu, perlu dilakukan tindakan penjadwalan ulang pemeliharaan mesin kompresor yang akan menjamin kehandalan mesin kompresor.
Pada penelitian ini akan dicari solusi untuk menyelesaikan masalah penjadwalan yang optimal dengan menggunakan Mixed Integer Non Linier Programming dari Kamran S. Moghaddam and John S. Usher (2010). Model Kamran ini mempertimbangkan faktor perbaikan seperti biaya kerusakan,
replacement, dan biaya lainnya yang berkaitan dengan proses maintenance.
Dengan memiliki fungsi tujuan meminimasi biaya pemeliharaan dan memaksimalkan reliability mesin.
Dari hasil pengolahan data, dapat diketahui bahwa Mesin Kompressor Atlas Copco 1 di PT. Bakrie Building Industries, Tbk bahwa mesin tersebut tidak bisa digunakan lagi karena frekuensi melakukan replace dan maintain setiap setiap periode sering. Hal ini meningkatkan biaya pemeliharaan sedangkan reliability yang dihasilkan rendah yaitu sekitar 60%.
Kata Kunci:
Preventive Maintenance, Mixed Integer Non Linier Programming, Mesin Kompressor
ABSTRACT
Name : Prima Fithri
Study Program : Industrial Engineering
Title :Optimal preventive maintenance and replacement
schedules Compressor Using Mixed Integer Non Linier Programming From Kamran
In an era of industrial competition that increasingly global, accompanied by rapid technological developments, industries continue to increase the quantity and quality of product. Development of industrial products that constantly increase, needs a support of smooth production process. One form of
support lies in the production process of the
production equipment machinery production. To maintain the condition of the machines to be in optimal condition during use, required maintenance activities on these machines to maintain system reliability and provide backup engine to avoid a decrease in system availability due to maintenance actions. Maintenance activities are also carried by fiber cement industries, located in Daan Mogot Jakarta. Machines that often carried out its maintenance process is the engine compressor. At present, the fiber cement industry has a compressor engine maintenance's schedule, but it's not optimal yet. Because of that, needs a proper action to rescheduled the compressor machine maintenance that will ensure the reliability of the engine compressor.
This research will look for solutions to solve the optimal scheduling problem using Mixed Integer Non Linear Programming of Kamran S. Moghaddam and John S. Usher (2010). Kamran's model considers repairing factors such as cost of damages, replacement, and other costs associated with maintenance processes and the goals are to minimize the maintenance costs and maximizing the machine reliability.
The results of data processing, the Compressor Machine, Atlas Copco 1 in the PT . Bakrie Building Industries, Tbk, can't longer being used because of the frequency to replace and maintain in each period is too often.
Keywords:
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PERNYATAAN ORISINALITAS ... ii
LEMBAR PENGESAHAN ... iii
UCAPAN TERIMA KASIH ... iv
LEMBAR PERSETUJUAN PUBLIKASI KARYA ILMIAH ... v
ABSTRAK ... vi
ABSTRACT ... vii
DAFTAR ISI ... viii
DAFTAR GAMBAR ... xii
DAFTAR TABEL ... xiii
1. PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 3
1.3 Diagram Keterkaitan Masalah... 3
1.4 Tujuan dan Manfaat Penelitian ... 4
1.5 Batasan Masalah... 5
1.6 Langkah-langkah dan Metodologi Penelitian ... 5
1.7 Sistematika Penulisan ... 8
2. KERANGKA TEORI DAN PEMODELAN ... 9
2.1 Masalah Perawatan... 9
2.2 Hipotesis Penelitian ... 11
2.3 Metodologi Penelitian ... 11
2.3.1 Studi Pustaka/Studi Literatur ... 12
2.3.1.1 Perawatan (Maintenance) ... 13
2.3.1.2 Fungsi Distribusi ... 20
2.3.1.3 Laju Kerusakan (Failure Rate) ... 22
2.3.1.4 Distribusi Untuk Menghitung Kehandalan ... 24
2.3.1.5 Identifikasi Distribusi ... 27
2.3.2 Metode Penelitian... 30
2.4 Pemodelan ... 32
2.4.1 Model Optimasi Mixed Integer Non Linier Programming ... 33
2.4.2 Input Model ... 33
2.4.3 Penyelesaian Model Optimasi ... 36
2.4.4 Output Model Optimasi ... 37
3. PENGUMPULAN DAN PENGOLAHAN DATA... 37
3.1 Profil Perusahaan ... 37
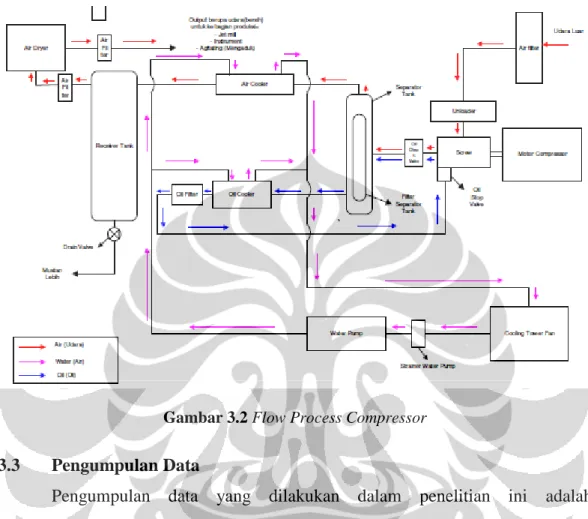
3.2 Proses Produksi Mesin Kompressor ... 38
3.3 Pengumpulan Data ... 39
3.3.1 Data Komponen Kritis ... 39
3.3.2 Data Waktu Kerusakan ... 42
3.4 Perhitungan Index of Fit (r) dan Pendugaan Parameter Distribusi Data Waktu Time to Failure (TTF) pada Mesin Kompressor ... 43
3.5 Uji Kesesuaian (Goodness of Fit Test) Distribusi Data Waktu
Time to Failure (TTF) pada Mesin Kompressor ... 52
3.6 Perhitungan Nilai Mean Time to Failure (MTTF) pada Mesin Kompressor ... 56
3.7 Perhitungan Index of Fit (r) dan Pendugaan Parameter Distribusi Waktu Time to Repair (TTR) pada Mesin Kompressor ... 57
3.8 Uji Kesesuaian (Goodness of Fit Test) Distribusi Data Waktu Time to Repair (TTR) pada Mesin Kompressor ... 66
3.9 Perhitungan Nilai Mean Time to Repair(MTTR) pada Mesin Kompressor ... 70
3.10 Hasil Rekapitulasi MTTF dan MTTR komponen Drain Valve dan Oil Filters pada Mesin Kompressor ... 72
3.11Perhitungan dan Perbandingan Reliability nilai MTTF Tanpa Preventive Maintenance dan Dengan Preventive Maintenance ... 72
3.12 Menentukan Preventive Cost, Failure Cost dan Total Cost ... 82
3.12.1 Perhitungan Biaya Siklus Failure (Cf) dan Siklus Preventive (Cp) ... 82
3.12.2 Perhitungan Perkiraan Total Failure Cost, Total Preventive Cost dan Perkiraan Penghematan Biaya ... 85
3.13 Model Optimasi ... 89
4. ANALISIS PENGOLAHAN DATA ... 95
4.1 Analisis Mean Time to Failure (MTTF) dan Mean Time to Repair (MTTR) ... 95
4.2 Analisis Kehandalan (Reliability) tanpa Preventive Maintenance ... 96
4.2.1 Analisis Ususlan Penerapan Preventive Maintenance Berdasarkan Target Reliability ... 96
4.2.2 Analisis Frekuensi Pemeriksaan Sebelum Preventive Maintenance dan Setelah Preventive Maintenance ... 97
4.2.3 Analisis Perhitungan Umur Desain (Design Life) ... 98
4.3 Analisis Biaya dan Perkiraan Penghematan Biaya Tanpa Preventive Maintenance dan dengan Preventive Maintenance... 99
4.3.1 Analisis Total Biaya Failure (Failure Cost) dan Total Biaya Preventive (Preventive Cost) ... 99
4.3.2 Analisis Perkiraan Penghematan Biaya ... 99
4.3.3 Analisis Secara Kualitatif ... 100
4.4 Analisis Model Optimasi ... 100
5. KESIMPULAN DAN SARAN ... 103
5.1 Kesimpulan ... 103
5.2 Saran ... 104
DAFTAR REFERENSI ... 106
DAFTAR GAMBAR
Gambar 1.1 Diagram Pareto Perawatan Mesin ... 2
Gambar 1.2 Diagram Keterkaitan Masalah... 4
Gambar 1.3 Metodologi Penelitian ... 6
Gambar 2.1 Peranan Program Perawatan Sebagai Pendukung Aktivitas Produksi ... 10
Gambar 2.2 Proses Perawatan yang dilakukan di industry fibre cement ... 10
Gambar 2.3 Fungsi Kepadatan Peluang ... 24
Gambar 2.4 The Bathtub Curve (Kurva Laju Kerusakan) ... 24
Gambar 2.5 Gambaran Pemodelan Secara Umum... 32
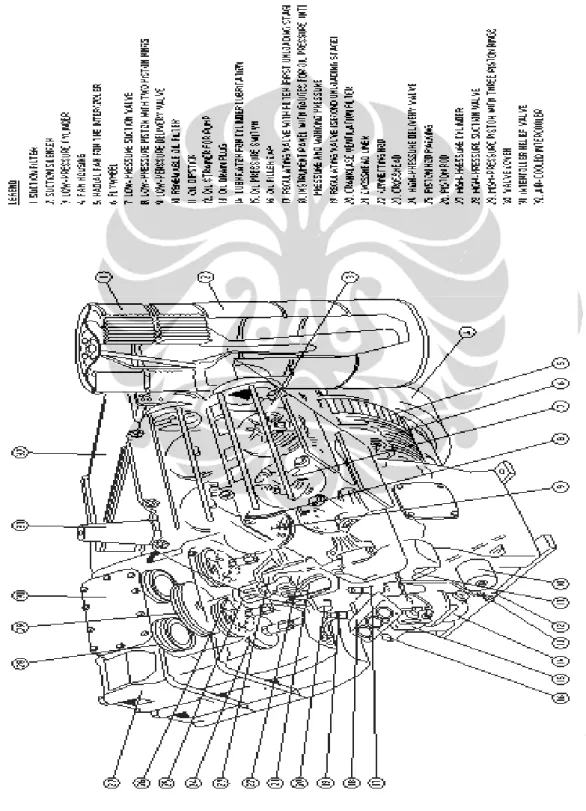
Gambar 3.1 Mesin Kompressor Atlas Copco 1 ... 38
Gambar 3.2 Flow Process Compressor ... 39
Gambar 3.3 Diagram Pareto Kerusakan Jenis Kompressor ... 40
Gambar 3.4 Diagram Pareto Kerusakan Komponen Kompressor Atlas Copco . 41 Gambar 3.5 Grafik Reliability Untuk Komponen Drain Valve ... 76
Gambar 3.6 Grafik Reliability Untuk Komponen Oil Filters ... 79
Gambar 4.1 Variasi Faktor Perbaikan Model 1 ... 102
DAFTAR TABEL
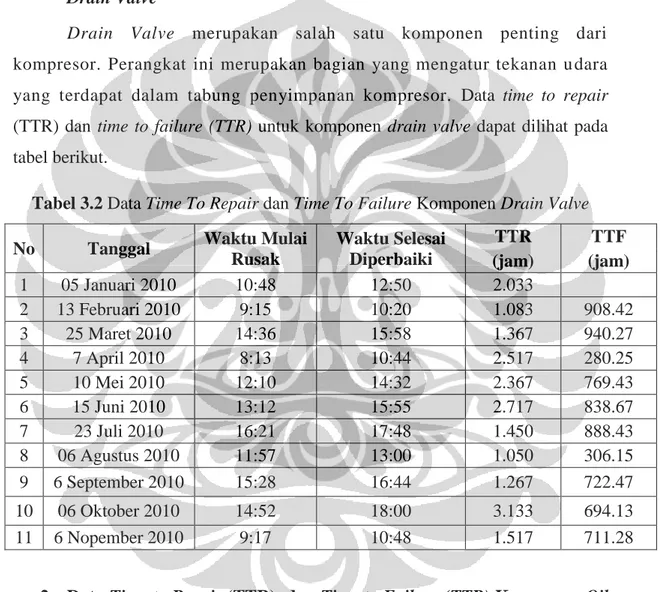
Tabel 2.1 Nilai Parameter Bentuk (β) Distribusi Weibull ... 27 Tabel 3.1 Nama Komponen Kompressor dan Jumlah Kerusakannya ... 41 Tabel 3.2 Data Time to Repair dan Time to Failure Komponen
Drain Valve ... 42 Tabel 3.3 Data Time to Repair dan Time to Failure Komponen
Oil Filters ... 43 Tabel 3.4 Perhitungan Index of Fit Berdasarkan Distribusi Weibull Data
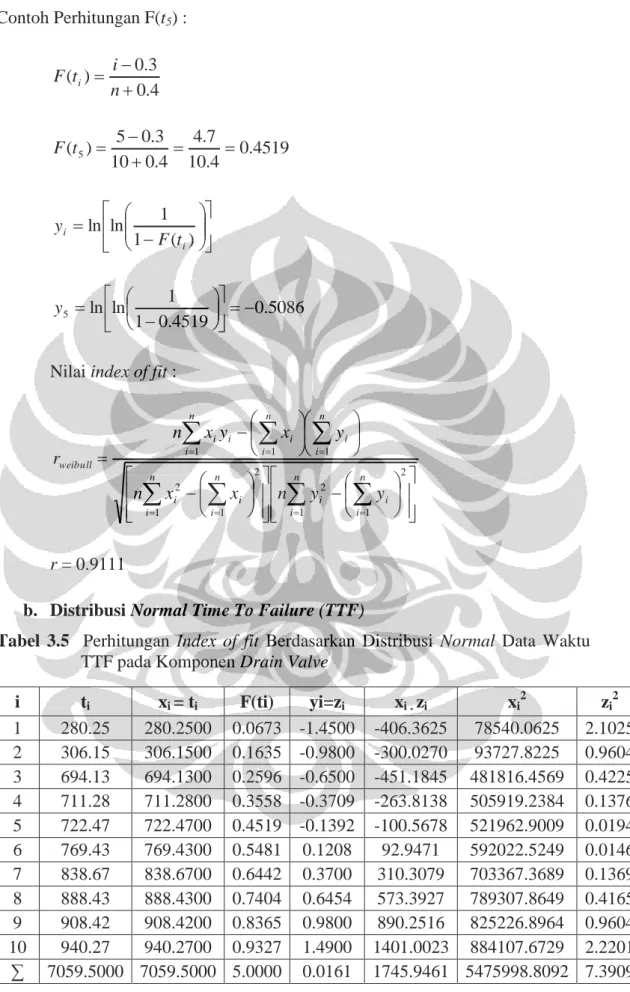
Waktu TTF pada Komponen Drain Valve ... 43 Tabel 3.5 Perhitungan Index of Fit Berdasarkan Distribusi Normal Data
Waktu TTF pada Komponen Drain Valve ... 44 Tabel 3.6 Perhitungan Index of Fit Berdasarkan Distribusi Lognormal Data
Waktu TTF pada Komponen Drain Valve ... 45 Tabel 3.7 Perhitungan Index of Fit Berdasarkan Distribusi Exponential Data
Waktu TTF pada Komponen Drain Valve ... 46 Tabel 3.8 Perhitungan Index of Fit Berdasarkan Distribusi Weibull Data
Waktu TTF pada Komponen Oil Filters ... 48 Tabel 3.9 Perhitungan Index of Fit Berdasarkan Distribusi Normal Data
Waktu TTF pada Komponen Oil Filters ... 49 Tabel 3.10 Perhitungan Index of Fit Berdasarkan Distribusi Lognormal Data
Waktu TTF pada Komponen Oil Filters ... 49 Tabel 3.11 Perhitungan Index of Fit Berdasarkan Distribusi Exponential Data
Waktu TTF pada Komponen Oil Filters ... 50 Tabel 3.12 Uji Kesesuaian Distribusi Weibull Data Waktu TTF pada
Komponen Drain Valve ... 52 Tabel 3.13 Uji Kesesuaian Distribusi Weibull Data Waktu TTF pada
Komponen Oil Filters ... 54 Tabel 3.14 Perhitungan Index of Fit BerdasarkanDistribusi Weibull Data
Waktu TTR pada Komponen Drain Valve... 58 Tabel 3.15 Perhitungan Index of Fit BerdasarkanDistribusi Normal Data
Waktu TTR pada Komponen Drain Valve... 59 Tabel 3.16 Perhitungan Index of Fit BerdasarkanDistribusi Lognormal Data
Waktu TTR pada Komponen Drain Valve... 60 Tabel 3.17 Perhitungan Index of Fit BerdasarkanDistribusi Exponential Data
Waktu TTR pada Komponen Drain Valve... 61 Tabel 3.18 Perhitungan Index of Fit BerdasarkanDistribusi Weibull Data
Waktu TTR pada Komponen Oil Filters ... 62 Tabel 3.19 Perhitungan Index of Fit BerdasarkanDistribusi Normal Data
Waktu TTR pada Komponen Oil Filters ... 63 Tabel 3.20 Perhitungan Index of Fit BerdasarkanDistribusi Lognormal Data
Waktu TTR pada Komponen Oil Filters ... 64 Tabel 3.21 Perhitungan Index of Fit BerdasarkanDistribusi Exponential Data
Waktu TTR pada Komponen Oil Filters ... 65 Tabel 3.22 Uji Kesesuaian Distribusi Eksponensial Data Waktu TTR
pada Komponen Drain Valve ... 67 Tabel 3.23 Uji Kesesuaian Distribusi Normal Data Waktu TTR
pada Komponen Oil Filters ... 69
Tabel 3.24 Rekapitulasi nilai MTTF komponen Drain Valve dan Oil Filters pada Mesin Kompressor ... 72
Tabel 3.25 Rekapitulasi nilai MTTR komponen Drain Valve dan Oil Filters pada Mesin Kompressor ... 72
Tabel 3.26 Perhitungan Reliability Komponen Drain Valve Sebelum dan Sesudah Preventive Maintenance Berdasarkan Distribusi Weibull .. 73
Tabel 3.27 Perhitungan Reliability Komponen Oil Filters Sebelum dan Sesudah Preventive Maintenance Berdasarkan Distribusi Weibull .. 76
Tabel 3.28 Biaya Failure dan Biaya Preventive dalam Satu Siklus ... 83
Tabel 3.29 Perhitungan Total Failure Cost ... 85
Tabel 3.30 Perhitungan Total Preventive Cost ... 86
Tabel 3.31 Perhitungan Penghematan Biaya Sebelum dan Sesudah Preventive Maintenance ... 88
Tabel 3.32 Input Model Optimasi Untuk Komponen Drain Valve ... 89
Tabel 3.33 Penjadwalan Maintenance dan Replacement Model 1 Komponen Drain Valve ... 90
Tabel 3.34 Rekapitulasi Hasil Total Cost Komponen Drain Valve ... 91
Tabel 3.35 Penjadwalan Maintenance dan Replacement Model 2 Komponen Drain Valve ... 91
Tabel 3.36 Rekapitulasi Hasil Total Cost Komponen Drain Valve ... 92
Tabel 3.37 Gantt Chart Penjadwalan Drain Valve Model 1 ... 93
DAFTAR LAMPIRAN
Lampiran 1 Tabel Fungsi Gamma
Lampiran 2 Tabel Standarisasi Probabilitas Normal dan Lognormal Lampiran 3 Tabel F Distribution
Lampiran 4 Tabel Nilai Kritis Untuk Pengujian Normalitas Kolmogorov-Smirnov
Lampiran 5 Rumus-rumus yang digunakan Lampiran 6 Bahasa Pemograman LINGO 10.0 Lampiran 7 Simulasi Model Optimasi
BAB 1
PENDAHULUAN
Pada Bab 1 ini dijelaskan tentang latar belakang permasalahan, perumusan masalah, diagram keterkaitan masalah, tujuan penelitian, batasan masalah, metodologi penelitian, serta sistematika penulisan setiap bab pada penelitian ini.
1.1Latar Belakang
Dalam era persaingan industri yang semakin global disertai perkembangan teknologi yang pesat, industri-industri terus berusaha meningkatkan kuantitas dan kualitas produk yang dihasilkannya. Perkembangan hasil industri yang semakin meningkat secara terus-menerus memerlukan dukungan proses produksi yang lancar. Salah satu bentuk dukungan proses produksi terletak pada peralatan produksi yaitu mesin-mesin produksi. Untuk menjaga kondisi dari mesin-mesin tersebut agar berada dalam keadaan yang optimal saat digunakan, maka diperlukan kegiatan pemeliharaan pada mesin-mesin tersebut untuk menjaga kehandalan sistem dan menyediakan mesin cadangan untuk menghindari menurunnya ketersediaan sistem karena tindakan pemeliharaan.
Sistem produksi suatu perusahaan pada umumnya memiliki kegiatan pemeliharaan sebagai penunjang kegiatan operasional sistem. Ketika suatu sistem mengalami kerusakan maka sistem tersebut memerlukan pemeliharaan perbaikan. Pemeliharaan perbaikan ini menyebabkan biaya downtime yang mahal dan resiko yang tinggi jika sistem tersebut adalah sistem yang besar dengan unit-unit yang mahal harganya. Jika kita melakukan pemeliharaan sebelum terjadinya kerusakan atau pemeliharaan pencegahan, maka biaya yang dihasilkan akan lebih kecil daripada biaya pemeliharaan perbaikan. Hal ini dikarenakan pemeliharaan pencegahan memerlukan waktu yang lebih kecil jika dibandingkan dengan pemeliharaan perbaikan sehingga uptime yang diharapkan dari sistem juga dapat meningkat. Selain itu, dengan pemeliharaan pencegahan biaya-biaya operasi yang mungkin terjadi dapat dikendalikan.
Kegiatan pemeliharaan juga dilakukan oleh industri fibre cement yang terletak di kawasan Daan Mogot Jakarta. Perusahaan ini memproduksi fibre
cement dengan output yang besar. Untuk mendukung proses produksinya, perusahaan ini memiliki beberapa unit kerja, antara lain bagian produksi, utility,
PPIC, dan maintenance. Unit kerja yang sangat mempengaruhi jalannya proses prosuksi adalah unit utiliy, karena semua proses berawal dari unit tersebut. Pada unit ini, terdapat mesin-mesin penunjang jalannya proses produksi, diantaranya mesin kompresor, air bore pump, dan boiler. Mesin yang sering dilakukan proses pemeliharaan adalah mesin kompresor. Mesin ini berguna untuk menyuplai angin dalam proses roll size dalam pencetakan fibre cement. Dalam menyuplai angin, mesin ini mempunyai batasan efisiensi energi tidak boleh melebihi standar perusahaan yaitu 0.087 Kwh/stdm. Jika melebihi standar itu, dapat dipastikan kalau mesin ini memiliki permasalahan pada komponennya, misalnya adanya komponen yang rusak atau sudah perlu diganti.
Gambar 1.1 Diagram Pareto Perawatan Mesin
Dari diagram pareto gambar 1.1, dapat dilihat bahwa mesin yang sering mengalami kerusakan adalah mesin kompresor. Hal ini disebabkan oleh efisiensi energi yang melewati budget sehingga akan membahayakan proses produksi. Penyebab utama peningkatan efisiensi energi ini adalah adanya kerusakan yang tinggi pada mesin kompresor sehingga perlu dilakukan proses pemeliharaan secara terjadwal. Pada saat ini, industri fibre cement telah memiliki jadwal pemeliharaan mesin kompresor, tetapi belum optimal. Untuk itu, perlu dilakukan
tindakan penjadwalan ulang pemeliharaan mesin kompresor yang akan menjamin kehandalan mesin kompresor.
Untuk mengoptimasikan penjadwalan mesin dapat dilakukan dengan berbagai cara misalnya dengan metode Algoritma Genetik seperti yang telah dilakukan DuyQuang Nguyen and Miguel Bagajewicz (2008). Pada penelitian ini akan dicari solusi untuk menyelesaikan masalah penjadwalan yang optimal dengan menggunakan Kamran S. Moghaddam and John S. Usher (2010). Model Kamran ini mempertimbangkan faktor perbaikan seperti biaya kerusakan,
replacement, dan biaya lainnya yang berkaitan dengan proses maintenance.
1.2 Perumusan Masalah
Dari latar belakang permasalahan diatas, maka dapat dirumuskan permasalahan bagaimana menentukan jadwal pemeliharaan yang optimal dengan memaksimumkan reliability dan meminimumkan total cost pemeliharaan dengan menggunakan Mixed Integer Nonlinier Programming yang digunakan oleh
Kamran S. Moghaddam and John S. Usher (2010) dan selanjutnya disebut dengan Model Kamran.
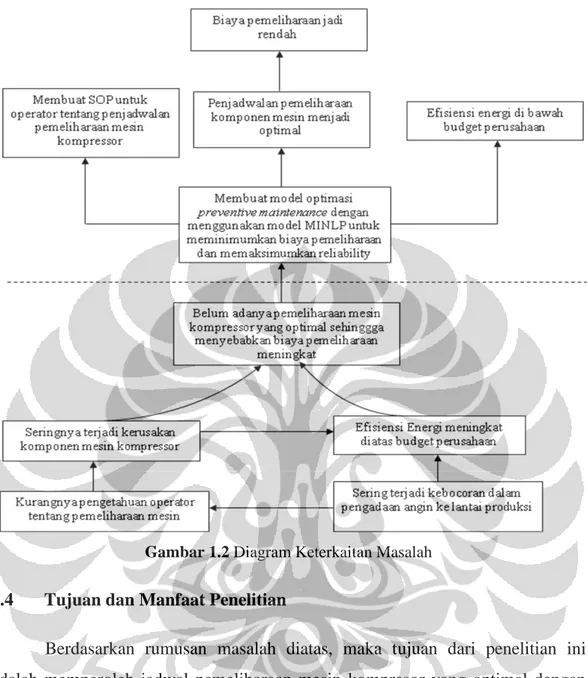
1.3 Diagram Keterkaitan Masalah
Diagram keterkaitan masalah (DKM) merupakan suatu alat penyederhana penyajian dari argumen-argumen yang menjadi alasan penulisan tesis dan apa efek yang diharapkan jika solusi dilaksanakan. DKM akan memberikan ulasan tentang latar belakang permasalahan karena belum adanya pemeliharaan mesin kompresor yang optimal, sehingga dirumuskan masalah bagaimana menentukan penjadwalan yang optimal dengan menggunakan model Kamran sehingga tujuan penelitian tercapai. Adapun diagram yang menggambarkan keterkaitan dari permasalahan-permasalahan yang terjadi pada penelitian ini adalah sebagai berikut :
Gambar 1.2 Diagram Keterkaitan Masalah
1.4 Tujuan dan Manfaat Penelitian
Berdasarkan rumusan masalah diatas, maka tujuan dari penelitian ini adalah memperoleh jadwal pemeliharaan mesin kompresor yang optimal dengan menggunakan penerapan Model Kamran.
Penelitian ini akan membawa manfaat sebagai berikut :
1. Memberikan output berupa penjadwalan mesin kompresor yang optimal untuk memperpanjang umur produktif mesin kompressor.
2. Memberikan output berupa peningkatan reliability mesin kompresor guna meningkatkan kemampuan suatu komponen atau mesin kompressor untuk beroperasi terus-menerus tanpa adanya gangguan/kerusakan.
1.5 Batasan Masalah
Dalam perhitungan terdapat beberapa keterbatasan sehingga dilakukan beberapa pembatasan masalah sebagai berikut :
Penelitian dilakukan di bidang utility mesin
1. Mesin yang diteliti adalah mesin kompresor karena mesin kompressor merupakan mesin yang paling kritis siantara mesin lain, hal ini dapat dilihat pada Gambar 1.1.
2. Data yang diambil adalah data tahun 2010 karena data tahun 2010 masih lengkap.
1.6 Langkah-langkah dan Metodologi Penelitian
a. Langkah-langkah Penelitian
Adapun langkah-langkah penelitian yang akan dilakukan dalam penelitian ini adalah sebagai berikut (lihat pada Gambar 1.4) :
1. Identifkasi masalah
Pada tahap ini diidentifikasi masalah-masalah pada peralatan produksi yaitu mesin kompresor, dimana penulis memfokuskan pada masalah penjadwalan pemeliharaan yang tujuan akhirnya adalah agar diperoleh penjadwalan pemeliharaan yang optimal.
2. Studi Literatur yang sekiranya dapat dipergunakan untuk mendukung penentuan topik permasalahan diperoleh dari media baik jurnal internasional, buku teks maupun arttikel ilmiah. Literatur tersebut dapat berupa studi kasus maupun definisi tentang pemeliharaan dan metode-metode penjadwalan mesin yang dapat menghasilkan waktu penjadwalan yang optimal serta melakukan konsultasi dengan pihak-pihak lain sebagai dasar pemikiran konsep.
3. Merumuskan masalah yang akan diteliti
Perumusan permasalahan untuk penelitian ini adalah diperlukannya metode penjadwalan baru dengan menggunakan Kamran S. Moghaddam and John S. Usher (2010)
4. Menentukan tujuan penelitian
Studi Lapangan Identifikasi dan Perumusan Masalah Studi Pustaka/Studi Literatur Tujuan Penelitian Survei Awal Mulai A
mesin kompresor yang optimal.
5. Melakukan identifikasi dan mengumpulkan data yang dibutuhkan dalam penelitian
Data yang dibutuhkan berupa data sekunder yang didapat dari perusahaan langsung yang terdiri dari: data pemeliharaan mesin kompresor
6. Membuat model Model Kamran S. Moghaddam and John S. Usher (2010) untuk permasalahan. Pembuatan model ini didasarkan pada hasil penelitian yang dilakukan oleh Kamran S. Moghaddam and John S. Usher (2010). 7. Mengolah data dengan bahasa pemrograman LINGO versi 10.0
8. Melakukan analisis hasil solusi jadwal yang dihasilkan 9. Menarik kesimpulan.
Mengambil kesimpulan berdasarkan hasil penelitian yang dilakuan dan saran untuk penelitian selanjutnya.
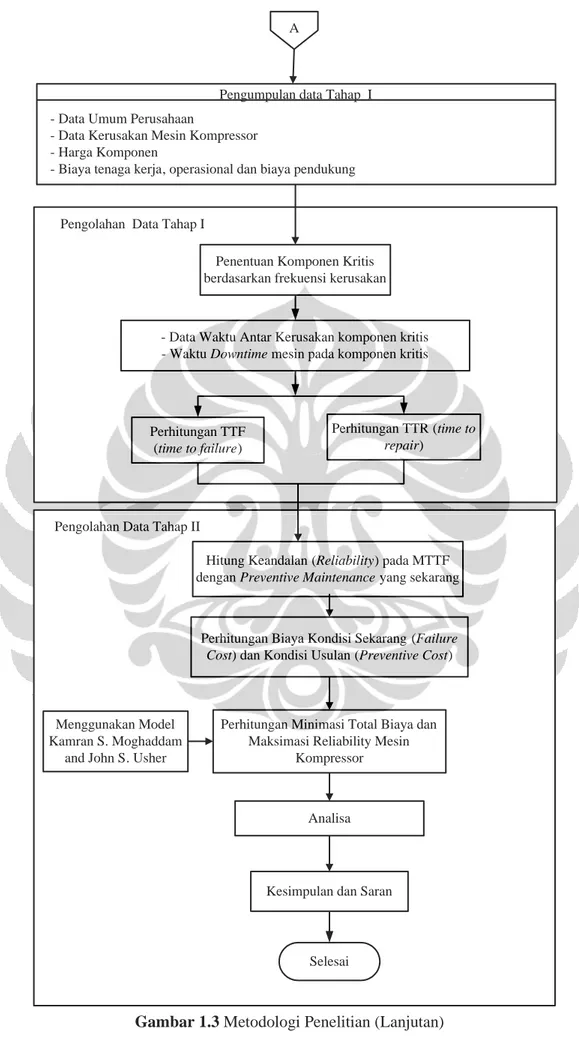
b. Metodologi Penelitian
Dari langkah-langkah penelitian, maka didapatkan flowchart metodologi penelitian yang akan dilakukan.
Hitung Keandalan (Reliability) pada MTTF dengan Preventive Maintenance yang sekarang
Perhitungan Biaya Kondisi Sekarang (Failure Cost) dan Kondisi Usulan (Preventive Cost) Pengolahan Data Tahap II
Analisa
Perhitungan Minimasi Total Biaya dan Maksimasi Reliability Mesin
Kompressor Menggunakan Model
Kamran S. Moghaddam and John S. Usher
Selesai Kesimpulan dan Saran Perhitungan TTF
(time to failure)
Perhitungan TTR (time to repair)
Pengolahan Data Tahap I
Penentuan Komponen Kritis berdasarkan frekuensi kerusakan
- Data Waktu Antar Kerusakan komponen kritis - Waktu Downtime mesin pada komponen kritis
Pengumpulan data Tahap I - Data Umum Perusahaan
- Data Kerusakan Mesin Kompressor - Harga Komponen
- Biaya tenaga kerja, operasional dan biaya pendukung
1.7 Sistematika Penulisan
Bab 1 Pendahuluan, berisi tentang latar belakang permasalahan, pokok permasalahan yang dibahas dan dikaji dalam penelitian, diagram keterkaitan masalah, tujuan dari penelitian, batasan masalah, metodologi penelitian, serta sistematika penulisan. Diharapkan setelah membaca bab satu ini, dapat mengetahui dan memahami terutama apa tujuan penelitian, apa pokok permasalahan yang dibahas serta bagaimana dan dengan cara apa permasalahan tersebut dijawab.
Bab 2 Kerangka Teori dan Pemodelan, dalam bab ini akan ditinjau kerangka teori dan pemodelan yang akan digunakan dalam penelitian, meliputi :
Preventive Maintenance, Maintenance Management, Penjadwalan, dan Model Kamran. Pemahaman akan konsep-konsep yang digunakan dalam penelitian ini merupakan tujuan dari pemaparan dalam bab 2.
Bab 3 Pengumpulan dan Pengolahan Data, berisikan tentang pengumpulan data gambaran tentang perusahaan fibre cement dan waktu kerusakan mesin, setelah itu dilakukan pengolahan data terhadap data yang ada.
Bab 4 Analisis Pengolahan Data, berisikan analisis terhadap hasil pengumpulan dan pengolahan data yang dilakukan pada bab 3 diatas. Diharapkan bab ini akan menjelaskan bagaimana memperoleh penjadwalan pemeliharaan yang optimal pada mesin kompresor.
Bab 5 Kesimpulan dan Saran, merupakan bab terakhir yang berisi kesimpulan penelitian serta saran-saran mengenai penelitian selanjutnya.
BAB 2
KERANGKA TEORI DAN PEMODELAN
Pada Bab 2 ini dibahas kerangka teori dan pemodelan dalam rangka menyesuaikan model yang akan digunakan dalam penelitian ini. Untuk mendapatkan metodologi yang tepat, maka dibutuhkan literature review yang berhubungan dengan penelitian yang dilakukan.
2.1 Masalah Perawatan
Perawatan merupakan suatu kegiatan untuk memelihara dan menjaga fasilitas yang ada serta memperbaiki, melakukan penyesuaian atau penggantian yang diperlukan untuk mendapatkan suatu kondisi operasi produksi agar sesuai dengan perencanaan yang ada (Patrick;2001). Perawatan (maintenance) berperan penting dalam kegiatan produksi dari suatu perusahaan yang menyangkut kelancaran atau kemacetan produksi, agar produk dapat diproduksi dan diterima konsumen tepat pada waktunya (tidak terlambat) dan menjaga agar tidak terdapat sumber daya kerja (mesin dan karyawan) yang menganggur karena kerusakan (downtime) pada mesin sewaktu proses produksi sehingga dapat meminimalkan biaya kehilangan produksi atau bila mungkin, biaya tersebut dapat dihilangkan.
Dengan demikian, perawatan memiliki fungsi yang sama pentingnya dengan fungsi-fungsi lain dari suatu perusahaan. Dengan adanya perawatan diharapkan semua fasilitas dan mesin yang dimiliki oleh perusahaan dapat dioperasikan sesuai dengan jadwal yang telah ditentukan.
Pada penelitian ini perawatan dilakukan pada mesin kompresor. Dari delapan kompresor yang ada, mesin kompresor yang sering melakukan perawatan adalah mesin kompresor atlas copco 1 (Gambar 3.1). Jenis perawatan yang dilakukan adalah preventive maintenance. Preventive maintenance dan
replacement dapat meningkatkan reliability dan availibility dari suatu sistem (Kamran S. Moghaddam and John S.Usher; 2010).
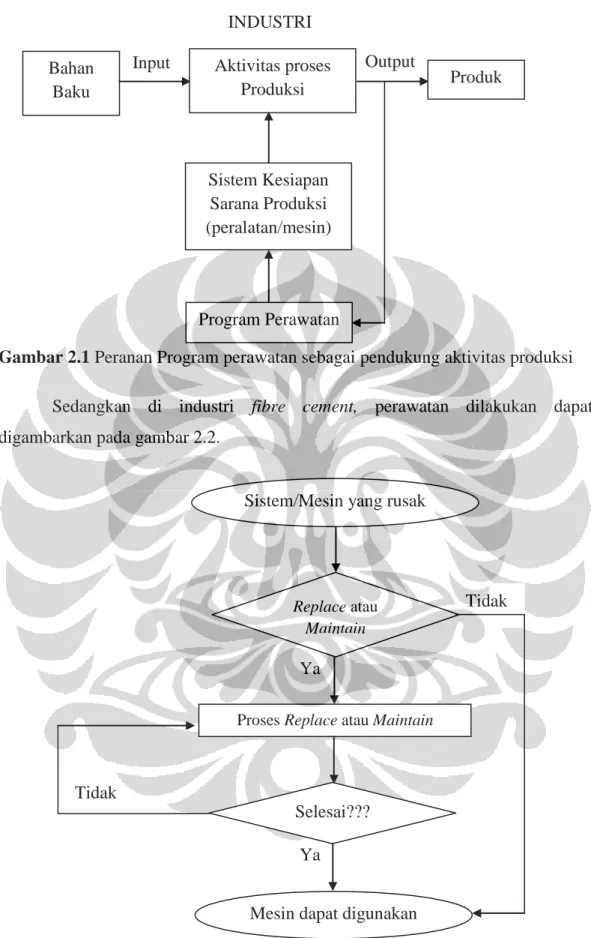
Bentuk perawatan yang dilakukan di industi secara umum bisa dilihat pada gambar 2.1 dibawah ini.
Gambar 2.1 Peranan Program perawatan sebagai pendukung aktivitas produksi Sedangkan di industri fibre cement, perawatan dilakukan dapat digambarkan pada gambar 2.2.
Ya
Tidak
Ya
Gambar 2.2 Proses perawatan yang dilakukan di industry fibre cement
Tidak INDUSTRI Output Input Bahan Baku Aktivitas proses Produksi Produk Sistem Kesiapan Sarana Produksi (peralatan/mesin) Program Perawatan
Sistem/Mesin yang rusak
Proses Replace atau Maintain Replace atau
Maintain
Selesai???
Pada gambar diatas, dapat dilihat bahwa perawatan yang dilakukan di industri fibre cement adalah jika terjadi kerusakan pada mesin atau sistem, maka mesin tersebut akan dilihat apakah bagian dari mesin tersebut perlu dilakukan penggantian komponen (replacement) atau hanya perlu dilakukan perbaikan saja (maintain). Di industri fibre cement ini, mesin kompressor merupakan mesin yang sangat vital dalam melakukan produksi sehingga sangat diperlukan proses perawatan yang lebih optimal.
2.2 Hipotesis Penelitian
Good dan scates (1954) menyatakan bahwa hipotesis adalah sebuah taksiran atau referensi yang dirumuskan serta diterima untuk sementara yang dapat menerangkan fakta-fakta yang diamati ataupun kondisi-kondisi yang diamati dan digunakan sebagai petunjuk untuk langkah-langkah selanjutnya. Kerlinger (1973) menyatakan hipotesis adalah pernyataan yang bersifat terkaan dari hubungan antara dua atau lebih variabel Dari arti katanya, hipotesis memang dari dua penggalan. Kata “HYPO” yang artinya “DI BAWAH” dan “THESA” yang artinya “KEBENARAN” jadi hipotesis yang kemudian cara menulisnya disesuaikan dengan ejaan bahasa Indonesia menjadi hipotesa, dan berkembang menjadi hipotesis.
Hipotesis dalam penelitian ini bermaksud membuktikan bahwa model
preventive maintenance and replacement Kamran adalah benar atau tidak. Untuk masalah maintenance di industry fibre cement, model Kamran sangat berguna sekali karena memberikan ouput yang diinginkan perusahaan yaitu berupa penjadwalan terhadap proses perawatan yang dilakukan, baik itu waktu dilakukannya replacement atau maintain mesin tersebut.
2.3 Metodologi Penelitian
Metodologi pemecahan masalah sangat berperan penting untuk menyelesaikan masalah secara sistematis dan memberikan solusi yang teratur dan terarahkan sesuai dengan tujuan penulisan penelitian ini sehingga mempermudah penulis dalam menyelesaikannya.
2.3.1 Studi Pustaka/Studi Literatur
Tahap ini merupakan tahap berikutnya untuk menindaklanjuti permasalahan yang telah dirumuskan pada tahap studi lapangan dan identifikasi perumusan masalah yang ada. Pada tahap ini, penulis melakukan studi pustaka.studi literatur dengan mencari buku-buku referensi baik berupa text book
maupun sumber lainnya seperti jurnal, tesis, dan internet untuk digunakan sebagai pedoman dalam memecahkan masalah yang ada. Selain itu juga digunakan sebagai sumber landasan teori dalam penyusunan tesis ini.
Pada berbagai tulisan terdahulu sering diasumsikan aktivitas perawatan terhadap sistem repairable adalah sempurna sehingga mampu menjadikan sistem seolah-olah kembali baru (good as new) sehingga identik dengan model penggantian. Model perawatan tak sempurna (imperfect maintenance) mengasumsikan perawatan mengakibatkan sistem setelah dirawat mungkin sama buruk seperti tak dirawat (badas old), atau diantara keduanya (badas old - good as new), atau bahkan lebih buruk daripada sebelum dirawat (worse than old). Survei terhadap model perawatan menunjukkan adanya kecenderungan pemodelan perawatan tak sempurna karena kondisi ideal perawatan sempurna sulit dicapai, salah satu diantaranya adalah model perawatan dan penggantian. Sejumlah model perawatan penggantian telah dikembangkan, beberapa diantaranya adalah sebagai berikut:
1. Chen dan Zhang (1997) mengkaji penentuan batas dimana tindak perawatan masih ekonomis untuk dilakukan sebelum akhirnya dilakukan penggantian, 2. Jayabalan (1992) mengkaji selang perawatan yang makin sempit guna
menjamin laju kerusakan maksimal tidak lebih tinggi dari batas yang diijinkan,
3. Karsak (1998) mempertimbangkan perubahan teknologi dan inflasi,
4. Onishi (1994) memodelkan kebijakan rawat-ganti dengan peluang informasi status sistem yang tak lengkap akibat sinyal yang dihasilkan saat diperiksa. 5. Chan (1993) memodelkan laju kerusakan yang tergantung pada umur saat
6. Lam (1999) mengoptimasi perawatan pada sistem yang awalnya mengoperasikan alat bekas dan kemudian mengganti dengan alat baru, dan 7. Usher (1998) mengembangkan model penjadwalan perawatan dan
penggantian dalam suatu selang perencanaan dan memecahkan menggunakan algoritma genetik.
8. Kamran (2010) mengembangkan model dengan mempertimbangkan faktor perbaikan dengan menggunakan Mixed Integer Nonlinier Programming.
Pada penelitian ini, peneliti mencoba menggunakan model Kamran untuk menyelesaikan permasalahan yang ada di perusahaan industri fibre cement. Menurut Kamran, modelnya bisa digunakan untuk perusahaan manufaktur terutama untuk sistem atau peralatan yang mengalami kerusakan.
2.3.1.1Perawatan (Maintenance)
Definisi perawatan (maintenance) menurut Patrick (2001, p407) adalah suatu kegiatan untuk memelihara dan menjaga fasilitas yang ada serta memperbaiki, melakukan penyesuaian atau penggantian yang diperlukan untuk mendapatkan suatu kondisi operasi produksi agar sesuai dengan perencanaan yang ada.
1. Tujuan Perawatan
Tujuan utama dilakukannya perawatan menurut Patrick (2001, p407) yaitu:
1. Mempertahankan kemampuan alat atau fasilitas produksi guna memenuhi kebutuhan yang sesuai dengan target serta rencana produksi.
2. Mengurangi pemakaian dan penyimpangan diluar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama jangka waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan.
3. Menjaga agar kualitas produk berada pada tingkat yang diharapkan guna memenuhi apa yang dibutuhkan produk itu sendiri dan menjaga agar kegiatan produksi tidak mengalami gangguan.
4. Memperhatikan dan menghindari kegiatan – kegiatan operasi mesin serta peralatan yang dapat membahayakan keselamatan kerja.
5. Mencapai tingkat biaya serendah mungkin, dengan melaksanakan kegiatan
maintenance secara efektif dan efisien untuk keseluruhannya.
6. Mengadakan suatu kerjasama yang erat dengan fungsi – fungsi utama lainnya dari suatu perusahaan, dalam rangka untuk mencapai tujuan utama perusahaan yaitu tingkat keuntungan atau return investment yang sebaik mungkin dan total biaya serendah mungkin.
2. Sistem Perawatan
Menurut Patrick (2001, p401), sistem perawatan (maintenance) dapat dibedakan dalam dua jenis yaitu preventive maintenance/PM (pencegahan) dan
corrective maintenance/CM (perbaikan). Perbedaan antara CM dan PM dapat dijelaskan berikut ini.
A. Preventive Maintenance (PM)
Menurut Adam (1992, p583) pengertian preventive maintenance adalah kegiatan perawatan dan pencegahan yang dilakukan untuk mencegah timbulnya kerusakan mesin. Mesin akan mengalami nilai depresiasi (penurunan) apabila dipakai terus menerus. Oleh karena itu, dibutuhkannya inspeksi dan servis secara rutin maupun periodik. Contohnya apakah mesin sudah dilubrikasi atau belum, apakah ada komponen/part yang rusak sehingga harus digantikan komponen lainnya.
Dengan adanya preventive maintenance, diharapkan semua mesin yang ada akan terjamin kelancaran proses kerjanya sehingga tidak ada yang terhambat dalam proses produksinya dan bisa selalu dalam keadaan optimal.
Menurut pendapat Patrick (2001, 401) preventive maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu proses produksi. Jadi, semua fasilitas produksi yang mendapatkan perawatan (preventive maintenance) akan terjamin kontinuitas kerjanya dan selalu diusahakan dalam kondisi atau keadaan yang siap dipergunakan untuk setiap operasi atau proses produksi pada setiap saat.
Oleh karena itu, dimungkinka pembuatan suatu jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih tepat. Preventive maintenance ini sangat penting karena kegunaannya yang sangat efektif dalam menghadapi fasilitas-fasilitas produksi yang termasuk dalam golongan ”critical unit” apabila:
Kerusakan fasilitas produksi akan menyebabkan kemacetan seluruh proses produksi.
Kerusakan fasiltas produksi ini akan mempengaruhi kualitas dari produk yang dihasilkan.
Kerusakan fasilitas produksi atau peralatan tersebut akan membahayakan kesehatan atau keselamatan para pekerja.
Modal yang ditanamkan dalam fasilitas tersebut atau harga dari fasilitas ini sudah cukup besar (mahal).
Jikalau preventive maintenance dilaksanakan pada fasilitas-fasilitas atau peralatan yang termasuk dalam ”critical unit”, maka tugas dari maintenance dapat dilakukan dengan suatu perencanaan yang intensif untuk unit yang bersangkutan, sehingga rencana produksi dapat dicapai dengan jumlah hasil produksi yang lebih besar dalam waktu yang relatif singkat.
Menurut Patrick (2001, p403) efektivitas dan ekonomi dari preventive maintenance dapat ditingkatkan dengan mengambil account dari distribusi time to failure (TTF) pada komponen yang akan dirawat dan failure rate dari sistem yang ada.
Dalam perusahaan, preventive maintenance dapat dibedakan atas 2 macam berdasarkan kegiatan/aktivitasnya, yaitu routine maintenance dan periodic maintenance. Routine maintenance (perawatan rutin) adalah kegiatan pemeliharaan dan perawatan yang dilakukan secara rutin bisa setiap hari. Contohnya yaitu pembersihan fasilitas atau peralatan, pelumasan (lubrication) atau pengecekan oli, pengecekan isi bahan bakarnya dan apakah termasuk dalam pemanasan (warming up) dari mesin-mesin selama beberapa menit sebelum dipakai beroperasi sepanjang hari.
Sedangkan periodic maintenance (perawatan periodik) adalah kegiatan perawatan yang dilakukan secara periodic (secara berkala) atau dalam jangka waktu tertentu. Contohnya yaitu pengecekan setiap seminggu sekali, sebulan atau setahun sekali. Perawatan periodik ini dapat dilakukan dengan memakai lamanya jam kerja mesin atau fasilitas produksi tersebut sebagai jadwal kegiatan, misalnya setiap seratus jam kerja mesin sekali. Jadi, sifat kegiatan perawatannya ini tetap periodik atau secara berkala. Kegiatan ini lebih berat dibandingkan dengan kegiatan perawatan rutin. Contohnya adalah kegiatan pembongkaran carburetor
atau peralatan di bagian sistem aliran bahan bakar, penggantian roda bearing dan
service mesin besar maupun kecil. B. Corrective Mintenance (CM)
Menurut pendapat Patrick (2001, p401) corrective maintenance (CM) merupakan kegiatan perawatan yang dilakukan setelah mesin atau fasilitas produksi mengalami kerusakan atau gangguan sehingga tidak dapat berfungsi dengan baik. Kegiatan CM ini sering disebut dengan kegiatan reparasi atau perbaikan. CM biasanya tidak dapat kita rencanakan dahulu karena kita hanya bisa memperbaikinya setelah terjadi kerusakan, bahkan terkadang perbaikan tersebut bisa tertunda dan terlambat.
Perbaikan yang dilakukan karena adanya kerusakan yang dapat terjadi akibat tidak dilakukannya preventive maintenance maupun telah diterapkannya
preventive maintenance, akan tetapi sampai pada suatu waktu tertentu fasilitas produksi atau peralatan yang ada tetap rusak. Dalam hal ini, kegiatan corrective maintenance bersifat perbaikan yaitu menunggu sampai kerusakan terjadi terlebih dahulu, kemudian baru diperbaiki agar fasilitas produksi maupun peralatan yang ada dapat dipergunakan kembali dalam proses produksi sehingga operasi dalam proses produksi dapat berjalan lancar dan kembali normal.
Apabila perusahaan hanya mengambil tindakan untuk melakukan
corrective maintenance saja, maka terdapat faktor ketidakpastian akan lancarnya fasilitas dalam proses produksi maupun peralatannya sehingga akan menimbulkan efek-efek yang dapat menghambat kegiatan produksi jikalau terjadi kerusakan
maupun gangguan yang tiba-tiba terjadi pada fasilitas produksi yang dipakai perusahaan.
CM juga biasa yang disebut sebagai mean active corrective maintenance time (MACMT), dimana itu hanya meliputi active time (meliputi dokumentasi) yang melibatkan designer.
Tindakan corrective maintenance (CM) ini kelihatannya lebih murah biayanya dibandingkan tindakan preventive maintenance (PM). Tentu saja pernyataan ini benar selama gangguan kerusakan belum terjadi pada fasilitas maupun peralatan ketika proses produksi berlangsung tidak melakukan proses produksi.
Namun saat kerusakan terjadi selama proses produksi berlangsung maka biaya perawatan akan mengalami peningkatan akibat terhentinya proses produksi. Selain itu, biaya-biaya perawatan dan pemeliharaan akan membengkak pada saat terjadinya kerusakan tersebut. Dengan demikian dapat disimpulkan dahwa tindakan CM lebih memusatkan permasalahan setelah permasalahan itu terjadi, bukan menganalisis masalah untuk mencegahnya agar tidak terjadi.
Oleh karena tindakan CM itu jauh lebih mahal, maka sedapat mungkin harus dicegah dengan mengintensifkan kegiatan preventive maintenance. Diperlukan juga adanya pertimbangan bahwa dalam jangka panjang untuk mesin-mesin yang mahal dan termasuk dalam ”critical unit” dari proses produksi, PM
akan jauh lebih menguntungkan dibandingkan CM.
Menurut pendapat Patrick (2001, p401) Corrective Maintenance dapat dihitung dengan MTTR (mean time to repair) dimana time to repair ini meliputi beberapa aktivitas yang biasanya dibagi ke dalam 3 grup, yaitu:
Preparation time
Waktu yang dibutuhkan untuk persiapan seperti mencari orang untuk pekerjaan, travel, peralatan sudah dipenuhi atau belum dan tes perlengkapan.
Waktu yang diperlukan untuk melakukan pekerjaan tersebut. Meliputi waktu untuk mempelajari repair charts sebelum actual repair dimulai dan waktu yang dihabiskan dalam menverifikasi bahwa kerusakan tersebut sudah diperbaiki. Kemungkinan juga meliputi waktu untuk post-repair documentation ketika hal tersebut harus diselesaikan sebelum perlengkapan tersedia. Contohnya Aircraft.
Delay Time (Logistic time)
Waktu yang dibutuhkan untuk menunggu komponen dalam mesin untuk diperbaiki
3. Kehandalan (Reliability)
Pengertian kehandalan/reliability menurut Ebeling (1997, p5) adalah ukuran kemampuan suatu komponen atau peralatan untuk beroperasi terus-menerus tanpa adanya gangguan/kerusakan. Menurut Patrick (2001, p7)
probabilistic reliability merupakan probabilitas sebuah komponen atau sistem untuk dapat beroperasi sesuai dengan fungsi yang diinginkan untuk suatu periode waktu tertentu ketika digunakan dibawah kondisi operasional tertentu.
Ada emapat hal yang signifikan sehubungan dengan pengertian kehandalan (reliability), yaitu:
a. Probabilitas (peluang)
Setiap item memiliki umur atau waktu yang berbeda antara satu dengan yang lainnya sehingga terdapat sekelompok item yang memiliki rata-rata hidup tertentu.
Jadi, untuk mengidentifikasi distribusi frekuensi dari suatu item dapat dilakukan dengan cara melakukan estimasi waktu hidup dari item tersebut agar diketahui umur pemakaiannya sudah berapa lama.
b. Kinerja kehandalan yang diharapkan (performance)
Performance (kinerja) menjelaskan bahwa kehandalan merupakan suatu karakteristik performansi sistem dimana suatu sistem yang handal harus dapat menunjukkan performansi yang memuaskan jika dioperasikan.
Reliability / kehandalan suatu sistem dinyatakan dalam suatu periode waktu karena waktu merupakan parameter yang penting untuk melakukan penilaian kemungkinan suksesnya suatu sistem. Peluang suatu item untuk digunakan selama setahun akan berbeda dengan peluang item untuk digunakan dalam sepuluh tahun. Biasanya faktor waktu berkaitan dengan kondisi tertentu, seperti jangka waktu mesin selesai diperbaiki sampai mesin rusak kembali (mean time to failure) dan jangka waktu mesin mulai rusak sampai mesin tersebut diperbaiki (mean time to repair)
d. Kondisi operasioanal yang spesifik
Kondisi ini menjelaskan bahwa bagaimana perlakuan yang diterima oleh suatu sistem dalam menjalankan fungsinya dalam arti bahwa dua buah sistem dengan tingkat mutu yang sama dapat memberikan tingkat kehandalan yang berbeda dalam kondisi operasionalnya. Misalnya kondisi temperatur, keadaan atmosfer dan tingkat kebisingan di mana sistem dioperasikan.
4. Pemeliharaan (Maintainability)
Menurut Ebeling (1997, p6) definisi maintainability adalah probabilitas bahwa suatu komponen yang rusak akan diperbaiki dalam jangka waktu (T), dimana pemeliharaan (maintainability) dilakukan sesuai dengan ketentuan yang ada.
Menurut pendapat Patrick (2001, p401) kebanyakan sistem engineered itu dipelihara (dimaintain), sistem akan diperbaiki kalau terjadi kerusakan dan pemeliharaan akan dibentuk pada sistem tersebut untuk menjaga pengoperasian yang ada dalam sistem pemeliharaan ini (system maintainability).
Menurut pendapat Patrick (2001, p402) maintainability mempengaruhi tingkat availability secara langsung. Waktunya diambil untuk memperbaiki kerusakan dan menyelesaikan preventive maintenance secara rutin untuk mengambil sistem dari available state yang ada. Jadi terdapat hubungan yang erat antara reliability dengan maintainability, dimana yang satu mempengaruhi yang lainnya dan kedua-duanya mempengaruhi availability dan cost yang ada.
Berdasarkan pendapat dari Patrick (2001, p402) sistem dari
maintainability itu cukup diatur dengan design dimana design tersebut menentukan features seperti aksesbilitas, kemudahan dalam tes, diagnosis kerusakan juga kebutuhan untuk kalibrasi, lubrikasi dan tindakan preventive maintenance lainnya.
2.3.1.2Fungsi Distribusi
1. Distribusi Kerusakan (Failure Distribution)
Distrubusi kerusakan merupakan ekspresi matematis usia dan pola kerusakan mesin atau peralatan. Karakteristik kerusakan setiap peralatan/mesin akan mempengaruhi kedekatan yang digunakan dalam menguji kesesuaian dan menghitung parameter fungsi distribusi kerusakan.
Pada umunya, karakteristik dari kerusakan setiap mesin tidaklah sama terutama jika dioperasikan dalam kondisi lingkungan yang berbeda. Suatu peralatan maupun mesin yang memiliki karakteristik dan dioperasikan dalam kondisi yang sama juga mungkin akan memberikan nilai selang waktu antar kerusakan yang berlainan.
Suatu kondisi yang berhubungan dengan kebijakan perawatan seperti kebijakan perawatan pencegahan (preventive) memerlukan informasi tentang selang waktu suatu mesin akan mengalami kerusakan lagi. Biasanya saat terjadi perubahan kondisi mesin dari kondisi bagus menjadi rusak lagi, tidak dapat diketahui dengan pasti. Akan tetapi, dapat diketahui probabilitas terjadinya perubahan tersebut.
2. Fungsi Distribusi Kumulatif
Fungsi distribusi kumulatif merupakan fungsi yang menggambarkan probabilitas terjadinya kerusakan sebelum waktu t. Probabilitas suatu sistem atau peralatan mengalami kegagalan dalam beroperasi sebelum waktu t, yang merupakan fungsi dari waktu yang secara matematis dapat dinyatakan sebagai:
F(t) =
t dt t f 0 ) ( untuk t 0 ... (1)Keterangan
F (t) : fungsi distribusi kumulatif f (t) : fungsi kepadatan peluang Jika t maka F (t) = 1
3. Fungsi Kehandalan (Reliability)
Berdasarkan pendapat dari Ebeling (1997, p23) kehandalan merupakan probabilitas sistem atau komponen akan berfungsi hingga waktu tertentu (t). Pengertian fungsi kehandalan adalah probabilitas suatu sistem atau komponen akan beroperasi dengan baik tanpa mengalami kerusakan pada suatu periode waktu t dalam kondisi operasional yang telah ditetapkan. Probabilitas kerusakan dari suatu fungsi waktu dapat dinyatakan sebagai berikut:
F (t) = P (T t), dimana: ... (2) T = variabel acak kontinu yang menyatakan saat terjadinya kegagalan F (t) = probabilitas bahwa kerusakan terjadi sebelum waktu T = t (fungsi
distribusi)
Kehandalan dapat diuraikan sebagai berikut:
R (t) = P (Tt), dimana: ... (3) R (t) menunjukkan probabilitas bahwa kegagalan tidak akan terjadi sebelum t, atau probabilitas bahwa waktu kerusakan lebih besar atau sama dengan t.
4. Index of Fit (r)
Dalam menentukan distribusi yang hendak digunakan untuk menghitung
Mean Time to Failure (MTTF), Mean Time to Repair (MTTR) dan Reliability, proses yang harus dilakukan adalah mencari nilai r untuk masing-masing distribusi sehingga didapatkan nilai r terbesar yang kemudian akan diuji lagi menurut hipotesa distribusinya. Adapun rumus-rumus yang digunakan untuk mencari nilai r, dapat dilihat pada lampiran.
f (t)
ta tx ty tz
2.3.1.3Laju Kerusakan (Failure Rate)
Laju kerusakan (failure rate) dari suatu peralatan atau mesin pada waktu t adalah probabilitas dimana peralatan mengalami kegagalan atau kerusakan dalam suatu interval waktu berikutnya yang diberikan dan diketahui kondisinya baik pada awal interval, sehingga dianggap sebagai suatu probabilitas kondisional. Notasinya adalah(t) atau R (t).
1. Fungsi Laju Kerusakan
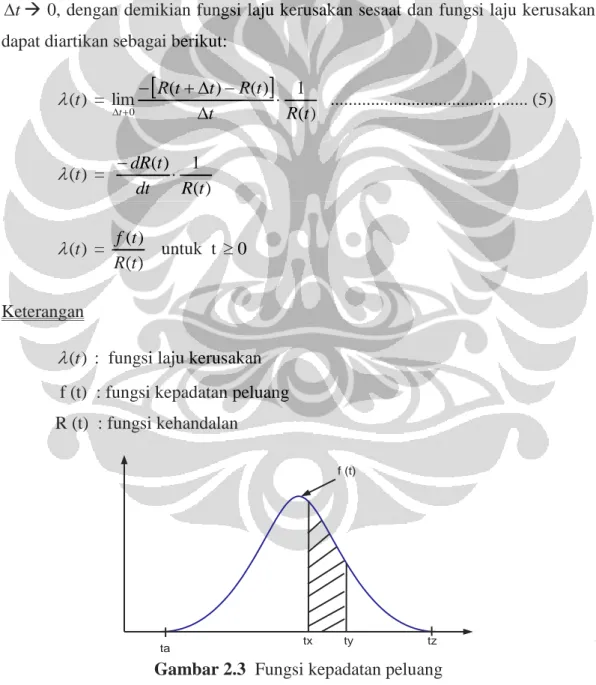
Fungsi laju kerusakan diartikan sebagai limit dari laju kerusakan dengan
t
0, dengan demikian fungsi laju kerusakan sesaat dan fungsi laju kerusakan dapat diartikan sebagai berikut:
) (t =
) ( 1 ) ( ) ( lim 0 t R t t R t t R t ... (5) ) (t = ) ( 1 ) ( t R dt t dR ) (t = ) ( ) ( t R t f untuk t 0 Keterangan ) (t : fungsi laju kerusakan f (t) : fungsi kepadatan peluang R (t) : fungsi kehandalan
Gambar 2.3 Fungsi kepadatan peluang
Sumber : Patrick, D.T. O’Connor 2001. Practical Reliability Engineering. Fourth edition. John Wiley & Sons, LTD.
2. Pola Dasar Laju Kerusakan
Pola dasar dari fungsi laju kerusakan (t) akan berubah sepanjang waktu dari produk tersebut mengalami usaha. Kurva laju kerusakan atau bathtub curve
merupakan suatu kurva yang menunjukkan pola laju kerusakan sesaat yang umum bagi suatu produk. Pada umumnya laju kerusakan suatu sistem selalu berubah sesuai dengan bertambahnya waktu. Dari hasil percobaan, dapat diketahui bahwa laju kerusakan suatu produk akan mengikuti suatu pola dasar sebagai berikut:
Wear-out Failure Burn in Usefull life Wear out
F ailure rat e Time Random Failure Early Failure
Running Period Operation Period Winding Up Period
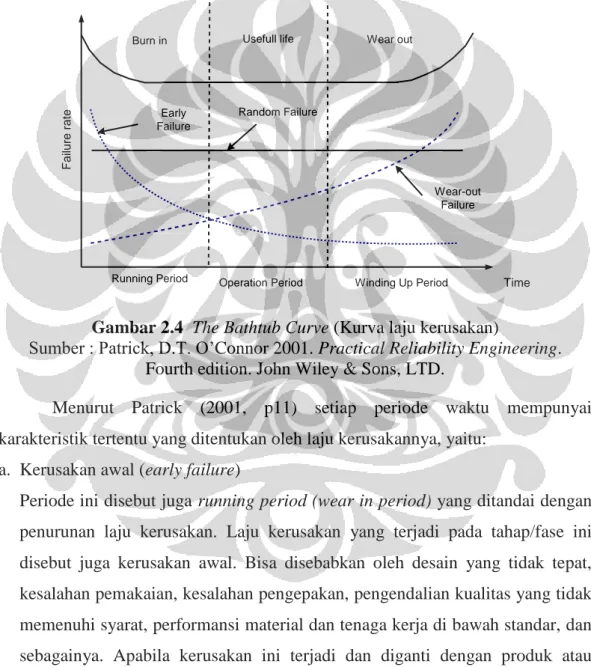
Gambar 2.4 The Bathtub Curve (Kurva laju kerusakan)
Sumber : Patrick, D.T. O’Connor 2001. Practical Reliability Engineering. Fourth edition. John Wiley & Sons, LTD.
Menurut Patrick (2001, p11) setiap periode waktu mempunyai karakteristik tertentu yang ditentukan oleh laju kerusakannya, yaitu:
a. Kerusakan awal (early failure)
Periode ini disebut juga running period (wear in period) yang ditandai dengan penurunan laju kerusakan. Laju kerusakan yang terjadi pada tahap/fase ini disebut juga kerusakan awal. Bisa disebabkan oleh desain yang tidak tepat, kesalahan pemakaian, kesalahan pengepakan, pengendalian kualitas yang tidak memenuhi syarat, performansi material dan tenaga kerja di bawah standar, dan sebagainya. Apabila kerusakan ini terjadi dan diganti dengan produk atau komponen baru maka akan terjadi peningkatan reliability.
Periode ini ditandai dengan laju kerusakan yang tetap/konstan. Kerusakan yang terjadi pada fasa/tahap ini disebabkan oleh kesalahan manusia atau adanya penambahan beban secara tiba-tiba.
c. Periode wear out (wear out failure)
Periode ini ditandai dengan peningkatan yang tajam pada laju kerusakan karena memburuknya kondisi peralatan/mesin yang ada. Sebaiknya dilakukan perawatan pencegahan apabila suatu alat telah memasuki fasa ini agar dapat mengurangi terjadinya kerusakan yang lebih fatal. Penyebabnya adalah peralatan atau mesin yang digunakan sudah melebihi umur produk, terjadinya keausan karena pemakaian dan korosi (ditandai dengan berkarat), dan perawatan yang tidak memadai.
Berdasarkan Gambar 2.4 di atas, periode kerusakan awal (early failure) dapat didekati dengan distribusi Weibull, sedangkan periode pengoperasian normal (chance failure) dapat dipenuhi dengan distribusi Weibull dan distribusi
Eksponential. Dan yang terakhir periode wear out failure dapat didekati dengan distribusi Weibull dan distribusi Lognormal.
Perhitungan laju kerusakan berdasarkan distribusi menunjukkan tindakan
alternative pada komponen pada mesin. Apabila identifikasi distribusi menunjukkan bahwa waktu kerusakan memiliki laju kerusakan yang konstan atau menurun (berdistribusi Weibul atau Eksponential dengan 1, maka kegiatan
preventive maintenance tidak akan efektif untuk dilaksanakan karena tidak akan meningkatkan kehandalan mesin sehingga usulan tindakan perawatan pencegahan yang dilakukan hanya berupa pemeriksaan saja. Sedangkan bila interval kerusakan memiliki laju kerusakan meningkat (berdistribusi normal, lognormal
dan Weibull dengan 1), maka tindakan preventive maintenance yang diusulkan bisa berupa pemeriksaan saja maupun penggantian komponen pada
preventive maintenance.
2.3.1.4 Distribusi untuk Menghitung Kehandalan
Pada penyusunan tesis ini, distribusi yang digunakan dalam teori kehandalan (reliability) adalah distribusi Weibull, Normal, Lognormal dan
Eksponential. Variabel yang digunakan dalam teori kehandalan (reliability) ini adalah varibael acak yang kontinyu (jarak, waktu, temperatur). Apabila variabel
acak adalah diskrit (jumlah orang, jumlah mesin bilangan bulat), maka fungsi kegagalan tidak dapat ditentukan.
1. Distribusi Weibull
Distribusi Weibull merupakan distribusi empiris yang paling banyak digunakan dan hampir muncul pada semua karakteristik kegagalan dari produk karena mencakup ketiga frase kerusakan yang mungkin terjadi pada distribusi kerusakan. Pada umumnya, distribusi ini digunakan pada komponen mekanik atau peralatan permesinan.
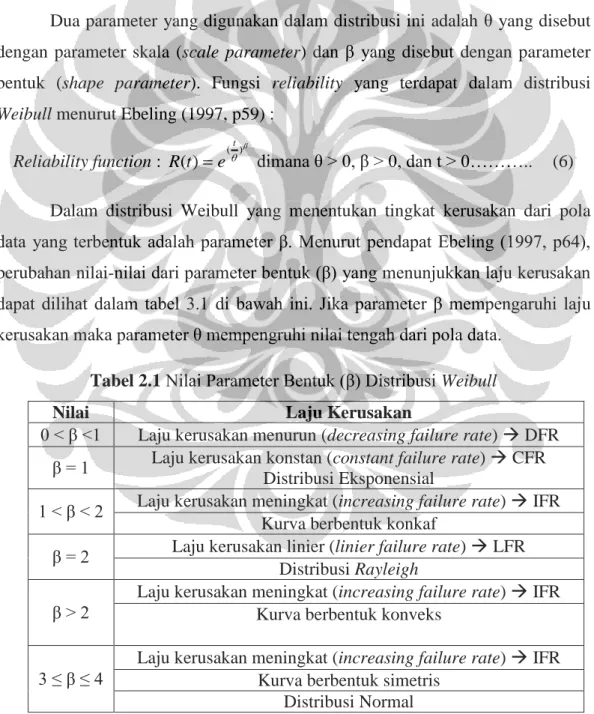
Dua parameter yang digunakan dalam distribusi ini adalah θ yang disebut dengan parameter skala (scale parameter) dan β yang disebut dengan parameter bentuk (shape parameter). Fungsi reliability yang terdapat dalam distribusi
Weibull menurut Ebeling (1997, p59) :
Reliability function : ) ( ) ( t e t R dimana θ > 0, β > 0, dan t > 0……….. (6) Dalam distribusi Weibull yang menentukan tingkat kerusakan dari pola data yang terbentuk adalah parameter β. Menurut pendapat Ebeling (1997, p64), perubahan nilai-nilai dari parameter bentuk (β) yang menunjukkan laju kerusakan dapat dilihat dalam tabel 3.1 di bawah ini. Jika parameter β mempengaruhi laju kerusakan maka parameter θ mempengruhi nilai tengah dari pola data.
Tabel 2.1 Nilai Parameter Bentuk (β) Distribusi Weibull
Nilai Laju Kerusakan
0 < β <1 Laju kerusakan menurun (decreasing failure rate) DFR β = 1 Laju kerusakan konstan (constant failure rate) CFR
Distribusi Eksponensial
1 < β < 2 Laju kerusakan meningkat (increasing failure rate) IFR Kurva berbentuk konkaf
β = 2 Laju kerusakan linier (linier failure rate) LFR Distribusi Rayleigh
β > 2
Laju kerusakan meningkat (increasing failure rate) IFR Kurva berbentuk konveks
3 ≤ β ≤ 4
Laju kerusakan meningkat (increasing failure rate) IFR Kurva berbentuk simetris
2. Distribusi Lognormal
Distribusi Lognormal menggunakan dua parameter yaitu s yang merupakan parameter bentuk (shape parameter) dan tmed sebagai parameter lokasi
(location parameter) yang merupakan nilai tengah dari suatu distribusi kerusakan. Distribusi ini dapat memiliki berbagai macam bentuk, sehingga sering dijumpai bahwa data yang sesuai dengan distribusi Weibull juga sesuai dengan distribusi Lognormal. Fungsi reliability yang terdapat pada distribusi Lognormal (Ebeling, 1997, p73) yaitu : Reliability function : med t t s t R( ) 1 1ln ... (7) dimana s > 0, tmed > 0 da t > 0 3. Distribusi Normal
Distribusi Normal cocok untuk digunakan dalam memodelkan fenomena keausan. Parameter yang digunakan adalah μ (nilai tengah) dan σ (standar deviasi). Karena hubungannya dengan distribusi Lognormal, distribusi ini dapat juga digunakan untuk menganalisis probabilitas Lognormal. Fungsi reliability
yang terdapat dalam distribusi Normal (Ebeling, 1997, p69) yaitu :
Reliability function : t t R( ) ... (8) dimana μ > 0, σ > 0 dan t > 0 4. Distribusi Eksponensial
Distribusi Eksponential digunakan untuk menghitung kehandalan dari distribusi kerusakan yang memiliki laju kerusakan konstan. Distribusi ini mempunyai laju kerusakan yang tetap terhadap waktu, dengan kata lain probabilitas terjadinya kerusakan tidak tergantung pada umur alat. Distribusi ini merupakan distribusi yang paling mudah untuk dianalisis. Parameter yang digunakan dalam distribusi Eksponential adalah λ, yang menunjukkan rata – rata kedatangan kerusakan yang terjadi. Fungsi reliability yang terdapat dalam distribusi eksponential (Ebeling, 1997, p41) yaitu :
Reliability function : R(t)et ... (9) dimana t > 0, λ > 0
2.3.1.5 Identifikasi Distribusi
Dengan mengumpulkan data dari downtime, pencocokan distribusi secara teoritis dapat dipandang sebagai 3 tahapan proses yang terdiri dari :
1. Identifikasi distribusi, rumus-rumus yang digunakan dapat dilihat pada lampiran.
2. Pendugaan parameter distribusi kehandalan.
3. Menampilkan distribusi data dengan uji kebaikan suai (Goodness of fit test)
Pengujian Goodness of Fit (uji kebaikan suai) dilakukan dengan membandingkan antara hipotesa nol (H0) yang menyatakan bahwa data kerusakan
mengikuti distribusi pilihan dan hipotesis alternatif (H1) yang menyatakan bahwa
data kerusakan tidak mengikuti distribusi pilihan.
Uji ini menghitung secara statistik berdasarkan data sampel (data sampel waktu kerusakan). Hasil perhitungan ini dibandingkan dengan nilai kritis yang diperoleh dari tabel lampiran. Jika hasil perhitungan statistik lebih kecil dibandingkan dengan nilai kritis yang diperoleh dari tabel lampiran, maka hipotesa nol (H0) diterima, yang menyatakan bahwa data kerusakan mengikuti
distribusi pilihan. Apabila hasil perhitungan statistik lebih besar dibandingkan dengan nilai kritis yang diperoleh dari tabel lampiran, maka hipotesa alternatif (H1) diterima, yang menyatakan bahwa data kerusakan tidak mengikuti distribusi
pilihan.
Pengujian yang dilakukan dalam Goodness of Fit ada tiga macam yaitu
Mann’s Test untuk distribusi Weibull, Bartlett’s Test untuk distribusi
Eksponential dan Kolmogorov-Smirnov untuk distribusi Normal dan Lognormal. Nilai kritis tergantung pada derajat kepercayaan ( ) pengujian sampel yang ada. Rumus-rumus yang digunakan dapat dilihat pada lampiran.
a. Mean Time to failure (MTTF)
Mean time to failure merupakan rata – rata selang waktu kerusakan dari suatu distribusi kerusakan dimana rata-rata waktu ini merupakan waktu ekspektasi terjadinya kerusakan dari unit-unit identik yang beroperasi pada kondisi normal.
MTTF sering digunakan untuk menyatakan angka ekspektasi E(t) dan dapat dinyatakan dengan: E(t) =
0 ) ( .f t dt t ... (10)Dan integral dari t.f(t) dt dapat dinyatakan dengan:
t N t dt t tf tp 2 2 0 2 exp 2 ) ( ... (11)b. Mean Time to Repair (MTTR)
Dalam menghitung rata-rata atau penentuan nilai tengah dari fungsi probabilitas untuk waktu perbaikan, sangatlah perlu diperhatikan distribusi data perbaikannya. Penentuan untuk pengujian ini dilakukan dengan cara yang sama dengan yang sudah dijelaskan sebelumnya. Menurut Ebeling (1997, p192), MTTR diperoleh dengan rumus:
MTTR =
0 0 ) ( 1 ) (t dt H t dt th dimana, ... (12) h(t) = fungsi kepadatan peluang untuk data waktu perbaikan (TTR) H(t) = fungsi distribusi kumulatif untuk data waktu perbaikan (TTR) c. Kehandalan (Reliability) dengan Preventive Maintenance dan TanpaPreventive Maintenance
Peningkatan kehandalan dapat ditempuh dengan cara preventive maintenance. Dengan preventive maintenance maka pengaruh wear out mesin atau komponen dapat dikurangi dan menunjukkan hasil yang cukup signifikan terhadap umur sistem. Menurut Ebeling (1997, p204), model kehandalan berikut mengasumsikan sistem kembali ke kondisi baru setelah menjalani preventive maintenance. Kehandalan pada saat t dinyatakan sebagai berikut :
Rm(t) = R(t) untuk 0 ≤ t < T
Rm(t) = R(T).R(t-T) untuk T ≤ t < 2T
Keterangan: