PERENCANAANDAN DAN PENGENDALIAN
PERSEDIAAN BAHAN BAKU
DENGAN METODE
MATERIAL REQUIREMENT PLANNING (MRP)
DI PT. “X” SURABAYA
SKRIPSI
OLEH :
RICHO DARMA WIJ AYA
0932215027
J URUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
J AWA TIMUR
LEMBAR PENGESAHAN
SKRIPSI
PERENCANAAN DAN PENGENDALIAN PERSEDIAAN BAHAN BAKU DENGAN METODE
MATERIAL REQUERIMENT PLANNING (MRP) DI
PT. X SURABAYA DISUSUN OLEH: RICHO DARMA WIJ AYA
0932215027
Telah Disetujui Untuk Mengikuti Ujian Negara Lesan Gelombang II Tahun Ajar an 2012 – 2013
Surabaya, 20 Juni 2013 Pembimbing I
Ir.Nisa Masruroh, MT NIP. 19630125 199903 2 001
Pembimbing II
Dwi Sukma D. ST. MT NIP . 198107262005011002
Mengetahui,
Dekan Fakultas Teknologi Industri UPN “Veteran” Jawa Timur
SKRIPSI
PE RENCANAAN DAN PENGENDALIAN PERSEDIAAN BAHAN BAKU DENGAN METODE
MATERIAL REQUERIMENT PLANNING (MRP) DI PT. X SURABAYA
DISUSUN OLEH: RICHO DARMA WIJ AYA
0932215027
Telah Dipertahankan dan Diterima Oleh Tim Penguji Skripsi Jurusan Teknik Industri Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur
Tim Penguji: Dosen Pembimbing:
1.
Ir. Sumiati, MT NIP. 19601213 199103 2 001 2.
Dwi Sukma D. ST. MT NIP . 19810726 20050 1 1002
Mengetahui,
Ketua Jurusan Teknik Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 1.
Ir.Nisa Masruroh, MT NIP. 19630125 199903 2 001 2.
Ir,Iriani, MMT
NIP. 19621126 198803 2 001 3.
KATA PENGANTAR
Dengan memanjatkan puji syukur atas kehadirat Allah SWT atas segala rahmat, taufik, hidayah, dan inayah-Nya sehingga penulis dapat menyelesaikan laporan Skripsi ini yang berjudul “PERENCANAAN DAN PENGENDALIAN PERSEDIAAN BAHAN BAKU DENGAN METODE MATERIAL REQUIREMENT PLANNING (MRP) DI PT. X SURABAYA”.
Adapun laporan Skripsi ini disusun untuk memenuhi syarat memperoleh gelar Sarjana Teknik di jurusan Teknik Industri Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Laporan ini dapat terselesaikan karena tidak lepas dari bimbingan pengarahan, petunjuk, dan bantuan dari berbagai pihak yang membantu dalam penyusunannya. Oleh karena itu, penulis tidak lupa untuk menyampaikan penghargaan dan terima kasih yang tak terhingga kepada :
1. Bapak Ir. Sutiyono, MT, sebagai Dekan Fakultas Teknologi Industri UPN “Veteran” Jawa Timur.
2. Bapak Dr. Ir. Minto Waluyo, MM, sebagai Ketua Jurusan Teknik Industri UPN “Veteran” Jawa Timur.
3. Ibu Ir. Sumiati, MT dan Bapak Dwi Sukma D, ST, MT, selaku dosen pembimbing skripsi.
4. Dosen penguji atas waktu yang diluangkan kepada kami.
6. Semua karyawan PT. X - Surabaya yang telah banyak membantu selama penulis melaksanakan skripsi.
7. Keluargaku, terutama Ayah dan Ibu tercinta yang telah memberikan dukungan, semangat, dan bantuan baik secara moril maupun materiil dalam proses penyusunan laporan ini.
8. Rekan-rekan Angkatan 2009 yang telah mendukung dalam penyusunan laporan. 9. Pihak – pihak lain yang terkait baik secara langsung maupun tidak langsung
terlibat dalam pembuatan atau penyelesaian laporan ini yang tidak dapat disebutkan satu per satu.
Dalam penulisan laporan ini, penulis menyadari bahwa laporan ini masih jauh dari sempurna dan banyak kekurangannya. Oleh karena itu penulis mengharapkan masukan, kritik dan saran yang bersifat membangun untuk kesempurnaan dan kebaikan laporan ini.
Akhir kata semoga laporan Skripsi ini dapat memberikan manfaat kepada pembaca dan menambah wawasan kita bersama, Amin.
i
1.1. Latar Belakang ………... 1.2. Rumusan Masalah ……….. 1.3. Batasan Masalah………... 1.4. Asumsi ………... 1.5.Tujuan Peneltian………... 1.6. Manfaat Penelitian ………. 1.7. Sistematika Penulisan ………. BAB II TINJ AUAN PUSTAKA
17 2.2. Pengertian Material Requirment Planning (MRP)…...
2.2.1. Tujuan dari Sistem MRP ………... 2.2.2. Memasukan (Input) Unutk sistem MRP ………... 2.2.3. Keluaran (output) Untuk Sistem MRP... 2.2.4. Konsep Dasar Tentang Perencanaan Kebutuhan Material ……… 2.2.5. Mekanisme Dasar Dari Proses MRP ………... 2.2.6. Persyaratan dan Asumsi MRP ………... 2.2.7.Struktur produk ...………. 2.2.8.Langkah-Langkah Proses Pengolahan MRP... 2.3. Teknik Peramalan Permintaan ………... 2.3.1. Jenis Pola Data... ………....
2.3.2. Pengukuran Ketepatan Metode Peramalan ………... 2.3.3. Verivikasi dan Pengendalian Peramalan ……….. 2.3.4. Moving Range Chart ………... 2.3.5. Uji Kondisi Diluar Kendali ……….. 2.3.6. Penelitian Sebelumnya... BAB III METODE PENELITIAN
66 BAB IV HASIL ANALISA DAN PEMBAHASAN
4.1. Pengumpulan Data ………. 4.1.1. Data Permintaan Produk ………... 4.1.2. Data Struktur Produk ………. 4.1.3 Data Kebutuhan Bahan Baku Untuk Periode Januari 2012 -
Desember 2012... 4.1.4. Data Tentang Keadaan Persediaan Material ... 4.1.6. Data Harga dan Biaya ... 4.1.5.1 Data Harga Bahan Baku ... 4.1.5.2. Biaya Pemesanan ... 4.1.5.2. Biaya Penyimpanan ... 4.2. Pengolahan Data ... 4.2.1. Perhitungan Biaya Persediaan Riil Perusahaan ... 4.2.2. Pengendalian Persediaan Bahan Baku dengan MRP ... 4.2.2.1 Pengolahan Data Dengan Metode MRP Periode Januari
2012 – Desember 2012... 4.2.3. Menghitung EOQ... 4.2.4. Menghitung Tingkat Efisensi Biaya...
BAB V KESIMPULAN & SARAN
31
21 22 26 29 60 66 DAFTAR GAMBAR
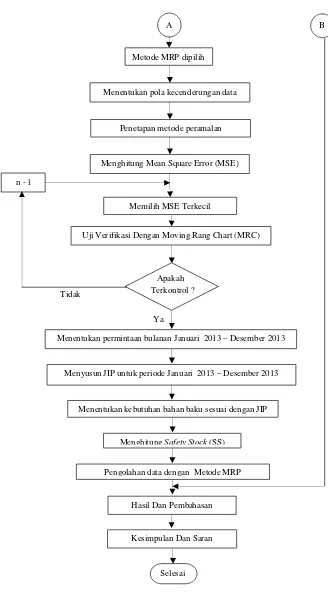
Gambar 2.1. Input Sistem………. ………. Gambar 2.2. Output dari MRP…... ………. Gambar 2.3. Proses Kerja dari MRP... ………... Gambar 2.4. Struktur Produk ………. Gambar 3.1. Flow Chart Pemecahan Masalah ………... Gambar 4.1. Struktur Produk Good Day Moccacinno ...
PERENCANAAN PERSEDIAAN KEBUTUHAN BAHAN BAKU DENGAN METODE
MATERIAL REQUIREMENT PLANNING (MRP) DI PT. “X” SURABAYA
Richo Dar ma Wijaya (0932215027) Pembimbing 1 : Ir.Sumiati , MT Pembimbing 2 : Dwi Sukma D, ST, MT
Jurusan Teknik Industri
Universitas Pembangunan Nasional (UPN) “Veteran” Surabaya Email: [email protected]
Abstr ak
Suatu Industri memiliki tingkat persaingan yang ketat dalam era pasar bebas, dalam tingkat produsen. Produsen dituntut menyalurkan produk dengan baik untuk memenuhi kebutuhan customer. Customer akan merasa puas, jika produk tersebut datang tepat waktu sesuai dengan permintaan, tepat jumlah dan tepat mutu. Oleh karena itu sistem produksi yang baik akan sangat meningkatkan pencapaian produktifitas perusahaan. Hal ini mengakibatkan perusahaan harus bisa mengkoordinasikan dan merencanakan penjadwalan produksi dari permintaan customer sehingga tidak ada keterlambatan dalam pengiriman serta persediaan bahan baku yang ada tercukupi sehingga keuntungan perusahaan meningkat.
PT. X Surabaya adalah perusahaan percetakan yang bergerak dibidang flexible packaging.. Perusahaan ini merupakan jenis perusahaan job order yang menerima pesanan secara langsung dari rekanan perusahaan. Oleh sebab itu perusahaan dituntut agar bisa tepat waktu dalam proses produksi.
Abstract
Industry has a very tight competition in the free market era, the producer level. Manufacturers are required to either distribute products to meet customer needs. Customer will be satisfied, if the product arrived on time in accordance with the request, the right amount and right quality. Therefore the production of a good system will greatly improve the achievement of corporate productivity. This resulted in the company should be able to coordinate and plan the production scheduling of customer demand so there is no delay in the delivery of raw materials and supplies so that there is adequate corporate profits increased.
PT. X Surabaya is a printing company engaged in flexible packaging .. This company is a type of job order companies that received orders directly from partner companies. Therefore, the company is required to be on time in the production process.
With One method in materials management is Material Requirement Planning (MRP) is a method of ordering material with planned inventory of raw materials. Expected by the method of Material Requirement Planning (MRP) planning and production of raw materials went well and success in meeting customer demand will be optimized, improved sales performance in order to fulfill the order ready at any time.
BAB I PENDAHULUAN
1.1 Latar Belakang
Industri memiliki tingkat persaingan yang ketat dalam era pasar bebas, dalam tingkat produsen. Produsen dituntut menyalurkan produk dengan baik untuk memenuhi kebutuhan customer. Customer akan merasa puas, jika produk tersebut datang tepat waktu sesuai dengan permintaan, tepat jumlah dan tepat mutu. Oleh karena itu sistem produksi yang baik akan sangat meningkatkan pencapaian produktifitas perusahaan. Hal ini mengakibatkan perusahaan harus bisa mengkoordinasikan dan merencanakan penjadwalan produksi dari permintaan customer sehingga tidak ada keterlambatan dalam pengiriman serta persediaan bahan baku yang ada tercukupi sehingga keuntungan perusahaan meningkat.
PT. X Surabaya adalah perusahaan percetakan yang bergerak dibidang
flexible packaging.. Perusahaan ini merupakan jenis perusahaan job order yang menerima pesanan secara langsung dari rekanan perusahaan. Oleh sebab itu perusahaan dituntut agar bisa tepat waktu dalam proses produksi.
Masalah tersebut biasanya dipengaruhi oleh kurangnya persediaan bahan baku saat ada pemesanan dari pihak customer dan sistem penjadwalanya yang kurang mendukung. Hal ini mengakibatkan kebijakan untuk pengendalian persediaan bahan baku pada suatu pemesanan tertentu sangat penting dilakukan oleh manajemen dalam mengkoordinasi penjadwalan sehingga perusahaan tidak mengalami kerugian. Bertitik tolak dari latar belakang yang ada turut mengantisipasi atau mencegah agar tidak terjadi kelebihan atau kekurangan persediaan bahan baku pada perusahaan, sehingga perlu adanya suatu metode yang dapat memberikan solusi permasalahan pada perusahaan khususnya dibidang persediaan bahan baku.
Salah satu metode di dalam manajemen material adalah Material Requirement Planning (MRP) yaitu suatu metode pemesanan material dengan merencanakan persediaan bahan baku.
Diharapkan dengan adanya metode Material Requirement Planning (MRP) perencanaan dan persediaan bahan baku produksi berjalan dengan baik dan keberhasilan dalam pemenuhan permintaan customer akan lebih optimal, kinerja penjualan meningkat dalam memenuhi order sehingga order siap proses kapan pun.
1.2 Perumusan Masalah
Berdasarkan kondisi di atas, maka yang menjadi permasalahan dalam penelitian ini adalah :
”Bagaimana merencanakan persediaan bahan baku produk packaging di
1.3 Batasan Masalah
Dengan tanpa mengurangi maksud dan tujuan penelitian serta untuk menyederhanakan penelitian, maka penulis melakukan pembatasan masalah yaitu sebagai berikut :
1. Produk yang diteliti ada dari customer, yaitu PT. Santos Jaya Abadi. 2. Proses produksi tidak dibahas dalam penulisan penelitian ini.
3. Data yang diambil untuk digunakan dalam penelitian ini, data mulai bulan Januari 2012 – Desember 2012.
1.4 Asumsi
Dalam penelitian ini menggunakan beberapa asumsi yaitu sebagai berikut : 1. Hal yang berhubungan dengan persediaan bahan baku produksi.
2. Penjadwalan produksi berjalan sesuai dengan yang ditentukan.
3. Biaya-biaya yang berkaitan proses produksi tidak berubah (konstan) terhadap waktu selama periode perencanaan.
1.5 Tujuan Penelitian
Adapun tujuan dari penelitian mengenai perencanaan bahan baku adalah: 1. Menentukan perencanaan persediaan bahan baku untuk proses agar produksi
dapat dilakukan dengan baik.
1.6 Manfaat Penelitian
Adapun manfaat yang diperoleh dari penelitian ini adalah :
Bagi Penulis :
Menambah wawasan, pengetahuan dan kemampuan dalam Teknik Industri khususnya dalam bidang perencanaan dan penjadwalan aktivitas produksi untuk memecahkan permasalahan dalam dunia nyata.
Bagi Universitas :
Meningkatkan kuantitas dan kualitas penelitian dan penulisan karya ilmiah tingkat Perguruan Tinggi dan sebagai sumbangan pemikiran serta melengkapi pembahasan sejenis dari penelitian yang pernah dilakukan.
Bagi Perusahaan :
Penelitian ini diharapkan dapat memberikan masukan atau informasi bagi perusahaan dengan harapan dapat digunakan sebagai referensi mengenai sistem penjadwalan produksi.
1.7. Sistematika Penulisan
BAB I PENDAHULUAN
Berisi tentang latar belakang, perumusan masalah, batasan, asumsi, tujuan, manfaat penelitian, serta sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi tentang teori-teori dasar yang membahas masalah
dalam melakukan pengolahan data maupun dalam menginterpretasikan hasil yang diperoleh dari pengolahan data.
BAB III METODE PENELITIAN
Berisi suatu alur atau kerangka kerja yang terstruktur dan sistematis yang merupakan suatu proses dimana terdiri dari tahap-tahap yang saling terkait satu sama lainnya atau dalam artian hasil dari suatu tahap akan menjadi masukan bagi tahap berikutnya.
BAB IV HASIL DAN PEMBAHASAN
Dalam bab ini akan ditampilkan seluruh data yang dihasilkan dari perencanaan penjadwalan, dengan menggunakan metode Material Requirement Planning (MRP), kemudian dianalisa mengenai alternatif solusi-solusi yang diharapkan dapat menjawab permasalahan yang ada dalam perusahaan.
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisi kesimpulan dan saran dari perencanaan penjadwalan yang telah dilakukan sehingga dapat memberikan suatu masukan bagi pihak perusahaan.
DAFTAR PUSTAKA LAMPIRAN
BAB II
TINJ AUAN PUSTAKA
2.1. Per sediaan
Setiap perusahaan perlu mempunyai persediaan agar kegiatan operasi produksinya dapat berjalan lancar dan efisien. Oleh sebab itu setiap perusahaan haruslah dapat mempertahankan suatu jumlah persediaan yang optimum yang dapat menjamin kebutuhan bagi kelancaran perusahaan dalam jumlah, mutu dan waktu yang tepat serta dengan biaya serendah-rendahnya. Persediaan yang terlalu berlebihan akan merugikan prusahaan, karena akan lebih banyak biaya yang ditimbulkan dengan adanya persediaan tersebut. Sebaliknya, suatu persediaan yang terlalu kecil akan merugikan perusahaan karena kebutuhan konsumen tidak terpenuhi, kelancaran dari kegiatan produksi dan distribusi perusahaan terganggu.
2.1.1 Definisi dan Fungsi Persediaan
Menurut Syahrul (2007) “Persediaan merupakan sejumlah bahan-bahan, bagian-bagian yang disediakan dan bahan-bahan dalam proses yang terdapat dalam perusahaan untuk proses produksi, serta barang-barang jadi/produk yang disediakan untuk memenuhi permintaan dari konsumen atau langganan setiap waktu.”
1. Mekanisme pemenuhan atas permintaan
Permintaan terhadap suatu barang tidak dapat dipenuhi seketika bila barang tersebut tidak tersedia sebelumnya. Karena pada dasarnya untuk menyiapkan barng di perlukan waktu untuk pembuatan dan pengiriman, maka adanya persediaan merupakan hal yang sulit dihindarkan.
2. Keinginan untuk meredam ketidakpastian
Ketidakpastian terjadi diakibatkan oleh beberapa hal, yaitu :
a. Permintaan yang bervariasi (tidak pasti) dalam jumlah maupun waktu kedatangannya
b. Waktu pembuatan yang cenderung tidak konstan antara satu produk dengan produk berikutnya.
c. Waktu tenggang (lead time) yang cenderung tidak pasti karena banyak faktor yang tidak dapat dikendalikan. Semua ketidakpastian tersebut dapat diredam dengan mengadakan persediaan.
3. Kenginan melakukan spekulasi
Kenginan melakukan spekulasi yang bertujuan untuk mendapatkan keuntungan besar dari kenaikan harga bahan di masa mendatang.
Disamping itu persediaan dapat dikelompokan menurut jenis dan posisi barang didalam urutan pengerjaan produk yaitu :
a. Persediaan bahan baku
b. Persediaan bagian produk atau parts yang di beli
Merupakan persediaan barang-barang yang terdiri dari parts yang diterima dari persediaan lain, yang secara langsung dapat dirakit dengan parts yang lainnya tanpa melalui proses produksi sebelumnya, jadi bentuk barang yang merupakan parts ini dapat mengalami perubahan dalam operasi.
c. Persediaan bahan-bahan pembantu
Merupakan persediaan barang-barang atau bahan yang diperlukan dalam proses produksi untuk membantu berhasilnya suatu produksi.
d. Persediaan barang setengah jadi
Merupakan persediaan barang atau bahan yang telah diolah menjadi suatu bentuk, tetapi perlu di proses kembali untuk kemudian menjadi barang jadi.
e. Persediaan barang jadi
Merupakan persediaan barang yang telah selesai di proses atau diolah .
2.1.2 J enis-J enis Per sediaan
Untuk melihat jenis dan karakteristik persediaan, penyusun mengutip pendapat dari Handoko (2004) yang mengklasifikasikan persediaan menjadi lima, yaitu :
1. Persediaan bahan mentah
2. Persediaan komponen-komponen rakitan
Yaitu persediaan barang-barang yang terdiri dari komponen-komponen yang diperoleh dari perusahaan lain, di mana secara langsung dapat dirakit menjadi suatu produk.
3. Persediaan bahan pembantu atau penolong
Yaitu persediaan barang-barang yang diperlukan dalam proses produksi, tetapi tidak merupakan bagian atau komponen barang jadi.
4. Persediaan barang dalam proses
Yaitu persediaan barang-barang yang merupakan keluaran dari tiap-tiap bagian dalam proses produksi atau yang telah diolah menjadi suatu bentuk, tetapi masih perlu diproses lebih lanjut menjadi barang jadi.
5. Persediaan barang jadi
Yaitu persediaan barang-barang yang telah selesai dioperasi atau diolah dalam pabrik dan siap untuk dijual atau dikirim kepada pelanggan.
2.1.3 Tujuan Per sediaan
Tujuan persediaan utama dari persediaan adalah menggabungkan pemasok dengan pabrik. Demikian juga persediaan barang dalam proses dan persediaan barang jadi. Ada tiga alasan mengapa diperlukan, yaitu :
1. Menghilangkan pengaruh ketidak pastian
Apabila permintaan telah diketahui maka persediaan barang dalam proses dan barang jadi akan disesuaikan dengan permintaan, dalam hal ini tidak perlu ada persediaan dan apabila ada gejolak permintaan akan diteruskan ke bagian produksi dan bagian produksi akan berusaha mengatasi gejolak permintaan ini. Tetapi sesungguhnya safety stock dapat mengatasi hal ini tanpa ikut campur bagian produksi. Demikian juga dengan persediaan bahan baku yang akan menyerap seandainya ada gejolak dari pemasok. Sedangkan inventori barang setengah jadi digunakan untuk mengatasi gejolak pada proses produksi, yang antara lain disebabkan karena :
a. Kerusakan mesin produksi atau peralatan. b. Pekerja yang tidak patuh.
c. Perubahan jadwal yang sangat cepat.
Jika sumber dari ketidakpastian dapat dihilangkan maka jumlah persediaan
safety stock dapat dikurangi. 2. Memberikan waktu peluang
Untuk pengelolaan produksi dan pembelian kadang-kadang lebih ekonomis memproduksi barang dalam proses atau barang jadi dalam jumlah besar atau dalam jumlah paket yang kemudian disimpan sebagai persediaan. Selama persediaan masih ada maka proses produksi dihentikan dan akan dimulai lagi apabila diketahui persediaan hampir habis.
Pertimbangan ini memberikan beberapa kemudahan sebagai berikut : a. Memberikan kemungkinan untuk menyebarkan dan meratakan beban
b. Memungkinkan penggunaan satu peralatan untuk menghasilkan bermacam-macam jenis produk.
Seperti halnya pada waktu membeli bahan baku, dengan pertimbangan pada biaya pemesanan, biaya angkut, dan pengurangan harga karena pembelian dalam jumlah ynag banyak, maka lebih murah membeli dalam partai besar atau dalam lot. Pembelian bahan baku dalam partai atau lot akan lebih ekonomis dan dilakukan pada periode tertentu yang dinamakan
”cycle inventory” karena pembelian dalam jumlah banyak persediaan
bahan baku digudang.
3. Untuk mengantisipasi perubahan demand pada supply
Inventori disiapkan untuk menghadapi beberapa kondisi yang menunjukkan perubahan demand dan supply seperti :
a. Bila ada perkiraan perubahan harga dan persediaan bahan baku.
b. Sebagai persiapan menghadapi promosi pasar dimana sejumlah besar barang jadi disimpan dan menunggu penjualan tersebut.
2.1.4 Persediaan Penyelamat
Persediaan penyelamat atau safety stock adalah persediaan tambahan yang diadakan untuk menjaga kemungkinan terjadinya kekurangan bahan baku atau stock out, keterlambatan pengiriman bahan baku dan banyaknya permintaan konsumen, sehingga perusahaan dapat mengurangi kerugian tetapi persediaan penyelamat juga dapat mengakibatkan besarnya biaya penyimpanan. (Sofjan Assauri, 2008).
Fakto-faktor yang dapat menentukan besarnya persediaan penyelamat (safety stock) adalah :
1. Penggunaan bahan baku rata-rata.
Untuk memperkirakan penggunaan bahan baku selama periode tertentu khususnya selama periode pemesanan adalah rata-rata penggunaan bahan baku pada masa sebelumnya. Kebutuhan dan permintaan konsumen bias mengalami kenaikan dan penurunan sehingga tidak dapat diramalkan. Walapun permintaan konsumen sudah diramalkan tetapi tetap ada resiko yang harus diambil dan tidak dapat dihindari, karena persediaan bias dipenuhi atau tidak yang sudah ditetapkan sebelumnya berdasarkan taksiran/perkiraan, sehingga dibutuhkan persediaan penyelamat.
2. Faktor waktu (lead time).
Lead time adalah lamanya waktu antara mulai dilakukannya pemesanan
untuk menghadapi keterlambatan kedatangan bahan yang dapat mengakibatkan jalanya produksi menjadi terganggu dan terlambat.
Perhitungan safety stock dapat dirumuskan sebagai berikut :
d xS Z
SS = α
Dimana : SS : Safety Stock
α
Z : Bilangan Deviasi (kesalahan)
d
S : Standar Deviasi
2.1.5 Biaya-Biaya dalam Persediaan
Secara umum dapat dikatakan bahwa biaya persediaan adalah semua pengeluaran dan kerugian yang timbul sebagai akibat adanya persediaan. Biaya sistem persediaan terdiri dari biaya pembelian, biaya pemesanan, biaya simpan dan biaya kekurangan persediaan. Berikut akan diuraikan secara singkat mengenai biaya-biaya yang telah disebutkan di atas
• Biaya Pembelian (Pur chasing Cost = c)
1. Proses pesanan dan biaya ekspedisi 2. Upah
3. Biaya telpon
4. Pengeluaran surat-menyurat
5. Biaya pengepakan dan pengembangan 6. Biaya pemeriksaan (inspeksi) penerimaan 7. Biaya pengiriman ke gudang
8. Biaya hutang lancar, dan sebagainya
• Biaya Pengadaan (Procurement Cost)
Biaya pengadaan dibedakan atas 2 jenis yaitu : a.Biaya Pemesanan (Or dering Cost = k)
Biaya pemesanan adalah semua pengeluaran yang timbul untuk mendatangkan barang dari luar. Biaya ini meliputi biaya untuk menentukan pemasok (supplier), pengetikan pesanan, biaya pengangkutan, biaya penerimaan dan seterusnya. Biaya ini diasumsikan konstan untuk sekali pesan.
b.Biaya Pembuatan (Setup Cost = k)
Biaya pembuatan adalah semua pengeluaran yang timbul dalam mempersiapkan produksi suatu barang. Biaya ini timbul dalam pabrik yang meliputi biaya menyusun peralatan produksi, menyetel mesin, mempersiapkan gambar kerja dan seterusnya.
• Biaya Penyimpanan (Holding Cost/Car rying Cost = h)
1. Biaya memiliki persediaan (biaya modal)
Penumpukan barang di gudang berarti penumpukan modal, dimana modal perusahaan mempunyai ongkos yang dapat diukur dengan suku bungan bank. Oleh karena itu biaya yang ditimbulkan karena memiliki persediaan harus diperhitungkan dalam biaya sistem persediaan.
2. Biaya gudang
Barang yang disimpan memerlukan tempat penyimpanan sehingga timbul biaya gudang. Bila gudang dan peralatannya disewa maka biaya gudangnya merupakan biaya sewa sedangkan bila perusahaan mempunyai gudang sendiri maka biaya gudang merupakan biaya depresiasi.
3. Biaya kerusakan dan penyusutan
Barang yang disimpan dapat mengalami kerusakan dan penyusutan karena beratnya berkurang ataupun jumlahnya berkurang karena hilang. Biaya kerusakan dan penyusutan biasanya diukur dari pengalaman sesuai dengan persentasenya.
4. Biaya kadaluwarsa
Barang yang disimpan dapat mengurangi penurunan nilai karena perubahan teknologi dan model seperti barang-barang elektronik. Biaya kadaluarsa biasanya diukur dengan besarnya penurunan nilai jual barang tersebut.
5. Biaya asuransi
6. Biaya administrasi dan pemindahan
Biaya ini dikeluarkan untuk mengadministrasikan persediaan barang yang ada, baik pada saat pemesanan, penerimaan barang maupun penyimpanannya dan biaya untuk memindahkan barang dari tempat produksi ke tempat penyimpanan termasuk upah buruh dan biaya peralatan handling.
• Biaya Kekur angan Persediaan (Shor tage Cost = p)
Bila perusahaan kehabisan barang pada saat permintaan, maka akan terjadi keadaan kekurangan persediaan. Keadaan ini akan menimbulkan kerugian karena proses produksi akan terganggu dan kehilangan kesempatan mendapat keuntungan atau kehilangan konsumen pelanggan karena kecewa sehingga beralih ke tempat lain. Biaya kekurangan persediaan dapat diukur dari :
1.Kuantitas yang tidak dapat dipenuhi
Biasanya diukur dari keuntungan yang hilang karena tidak dapat memenuhi permintaan atau dari kerugian akibat terhentinya proses produksi. Kondisi ini diistilahkan sebagai biaya penalti (p) atau hukuman kerugian bagi perusahaan dengan satuan, misalnya : Rp/unit.
2.Waktu pemenuhan
3.Biaya pengadaan darurat
Supaya konsumen tidak kecewa maka dapat dilakukan pengadaan darurat yang biasanya menimbulkan biaya yang lebih besar dari pengadaan normal. Kelebihan biaya dibandingkan keadaan normal ini dapat dijadikan ukuran untuk menentukan biaya kekurangan persediaan dengan satuan, misalnya Rp/setiap kali kekurangan. Kadang-kadang biaya ini disebut juga biaya kesempatan (Opportunity Cost).
2.2 Pengertian Material Requir ement Planning (MRP)
Pengertian MRP menurut Yamit (2008 ) adalah : “Suatu sistem perencanaan dan penjadwalan kebutuhan material untuk produksi yang memerlukan beberapa tahapan proses/fase, atau dengan kata lain Material Requirements Planning adalah suatu rencana produksi untuk sejumlah produk jadi yang diterjemahkan ke bahan mentah (komponen) yang dibutuhkan dengan menggunakan waktu tenggang, sehingga dapat ditentukan kapan dan berapa banyak yang dipesan untuk masing-masing komponen suatu produk yang akan dibuat.”
2.2.1 Tujuan dar i Sistem MRP
Ada empat tujuan yang menjadi ciri utama sistem MRP yaitu sebagai berikut. a. Menetukan kebutuhan pada saat yang tepat.
Menentukan secara tepat suatu pekerjaan kapan suatu pekerjaan harus selesai (material harus tersedia) untuk memenuhi permintaan untuk produk akhir yang sudah direncanakan dalam jadwal induk produksi.
b. Menentukan kebutuhan minimal setiap item
Dengan diketahuinya kebutuhan akhir, sistem MRP dapat menentukan secara tepat sistem penjadwalan (prioritas) untuk memenuhi kebutuhan minimal setiap item.
c. Menentukan pelaksanaan rencana pemesanan
Memberikan indikasi kapan pemesanan atau pembatalan pemesanan harus dilakukan. Pemesanan perlu dilakukan lewat pembelian atau dibuat pada pabrik sendiri.
d. Menentukan penjadwalan ulang atau pembatalan atas suatu jadwal yang sudah direncanakan
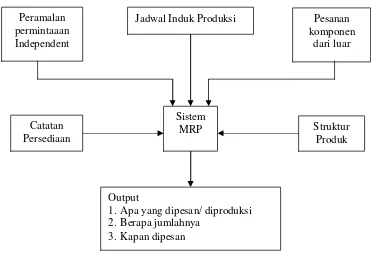
2.2.2 Memasukkan (Input) untuk Sistem MRP
Ada tiga input yang dibutuhkan oleh sistem MRP, yaitu : 1.Jadwal Induk Produksi (JIP)
JIP didasarkan pada peramalan atas permintaan yang tak tergantung (Independent demand) dari setiap produk akhir yang akan dibuat. Hasil peramalan (sebagai perencanaan jangka panjang) dipakai untuk membuat rencana produksi agregat (sebagai perencanaan jangka sedang), yang pada akhirnya dibuat rencana detail (jangka pendek) yang menentukan jumlah produksi yang dibutuhkan untuk setiap produk akhir beserta periode waktu untuk suatu jangka waktu perencanaan. Jelaslah, bahwa JIP merupakan proses alokasi untuk membuat sejumlah produk yang diinginkan dengan memperhatikan kapasitas yang dipunyai (pekerja, mesin dan bahan). Perencanaan induk produksi dilakukan dua tahap yaitu :
1. Tahap pertama. Menentukan besarnya kapasitas atau kecepatan operasi yang diinginkan. Perencanaan ini biasanya dilakukan pada tingkat agregat (dengan meminimalkan total biaya produksi untuk keseluruhan produk yang dibuat) sesuai dengan kapasitas yang dimiliki. Rencana kapasitas secara agregat ini terutama diarahkan pdaa unit-unit yang dianggap sebagai titik kritis atau ”Potensial Bottle Neck”.
perencanaan jumlah persediaan secara agregat. Dalam hal ini, suatu perencanaan kebutuhan akan persediaan pengaman untuk memelihara service level kepada konsumen lazim dilakukan. Jumlah persediaan pengaman sangat tergantung pada jenis barang dan kebijakan perusahaan.
Dalam pembuatan atau perencanaan jadwal induk produksi, interval perencanaan (planning horizon) yaitu jumlah periode yang dibutuhkan untuk penjadwalan harus ditentukan terlebih dahulu. Interval perencanaan minimal merupakan jumlah periode produksi (termasuk perakitan) ditambah lead time pembelian atas bahan untuk setiap produk akhir yang akan dibuat
2. Catatan Persediaan
Catatan keadaan persediaan menggambarkan semua item yang ada dalam persediaan. Setiap item persediaan harus didefinisikan untuk menjaga kekeliruan perencanaan. Pencatatan-pencatatan harus dijaga up to date dengan selalu melakukan pencatatan tentang transaksi-transaksi yang terjadi. Seperti penerimaan, pengeluaran, produk cacat dan lain-lain. Catatan persediaan yang harus diteliti data tentang lead time, teknik ukuran lot yang digunakan, persediaan cadangan dan catatan-catatan penting lainnya dari semua item.
3. Struktur Produk
komponen. Selain itu, struktur produk juga berisi informasi tentang “jumlah kebutuhan komponen” pada setiap tahap assembling dan “jumlah produk akhir” yang harus dibuat (Teguh Baroto, 2002)
Gambar 2.1 Input Sistem MRP
Sumber : Teguh,Baroto 2002, Perencanaan Dan Pengendalian Produksi, Ghalia
Indonesia, Jakarta. Hal 145
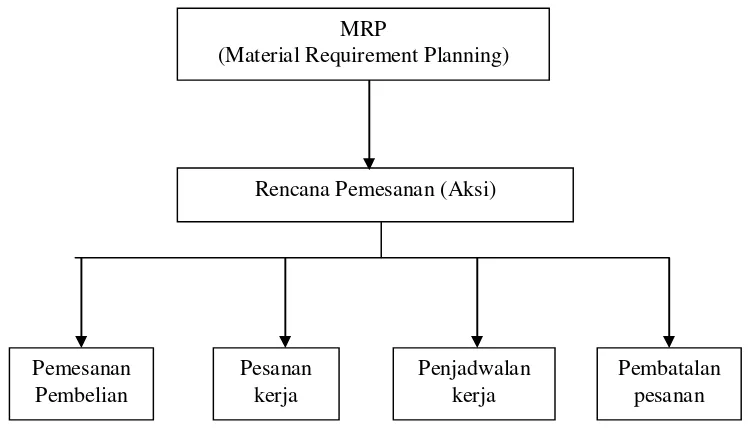
2.2.3. Keluar an (Output) Untuk Sistem MRP (Material Requiprement
Planning)
Rencana pemesanan merupakan ouput dari sistem MRP (Material
Requiprement Planning) yang dibuat atas dasar lead time dari setiap komponen.
Lead time dari suatu item yang dibeli merupakan periode antara pemesanan dilakukan sampai barang diterima (on hand), sedangkan untuk produk yang
Peramalan permintaaan Independent
Jadwal Induk Produksi Pesanan komponen
dari luar
Catatan Persediaan
Sistem
MRP Struktur
Produk
Output
1. Apa yang dipesan/ diproduksi 2. Berapa jumlahnya
dibuat oleh pabrik sendiri merupakan periode antara perintah item harus dibuat sampai dengan selesai di proses.
Ada 2 tujuan yang dicapai dengan adanya rencana pemesanan, yaitu : a. Menentukan kebutuhan bahan pada tingkat lebih bawah
b. Memproyeksikan kebutuhan kapasitas
Secara umum ouput dari sistem MRP adalah :
a. Memberikan catatan tentang pesanan penjadwalan yang harus dilakukan (direncanakan) baik dari pabrik sendiri maupun dari supplier
b. Memberikan indikasi untuk penjadwalan ulang c. Memberikan indikasi untuk pembatalan atas pesanan d. Memberikan indikasi untuk keadaan persediaan
Ouput dari MRP dapat pula disebut sebagai suatu aksi yang merupakan tindakan pengendalian dan penjadwalan produksi. (Teguh Baroto, 2002)
Gambar 2.2 Output dar i MRP ( Teguh Baroto, 2002 ) MRP
(Material Requirement Planning)
Rencana Pemesanan (Aksi)
Pemesanan Pembelian
Pesanan kerja
Penjadwalan kerja
2.2.4 Konsep Dasar Tentang Perencanaan Kebutuhan Material
Perencanaan kebutuhan material MRP (Material Requirement Planning) menurut Vincent Gasperz, 2004 adalah metode penjadwalan untuk perchased
planned orders dan manufactured planned orders. Manufactured planned orders
kemudian diajukan untuk analisis lanjutan berkenan dengan ketersediaan kapasitas dan keseimbangan menggunakan perencanaan kebutuhan kapasitas CRP (Capacity Requirement Planning).
Metode MRP merupakan metode perencanaan dan pengendalian pesanan dan inventori untuk item-item dependent demand dimana permintaan cenderung
dicruscontinous and lumpy. Item-item yang termasuk dalam dependent demand
adalah : bahan baku (raw materials), parts, subassemblies, dan assemblies, yang semuanya disebut manufacturing inventories.Teknik-teknik MRP dan CRP paling cocok diterapkan dalam lingkungan job shop manufacturing, meskipun MRP dapat pula diadopsi dalam lingkungan repetitive manufacturing. Moto dari MRP adalah memperoleh material yang tepat, dari sumber yang tepat, untuk penempatan yang tepat, pada waktu yang tepat. Berdasarkan master production
schedule (MPS) yang diturunkan dari rencana produksi, suatu system MRP
mengidentifikasikan item apa saja yang harus dipesan, dan bila mana waktu pemesanan itu (Vincent Gasperz, 2004).
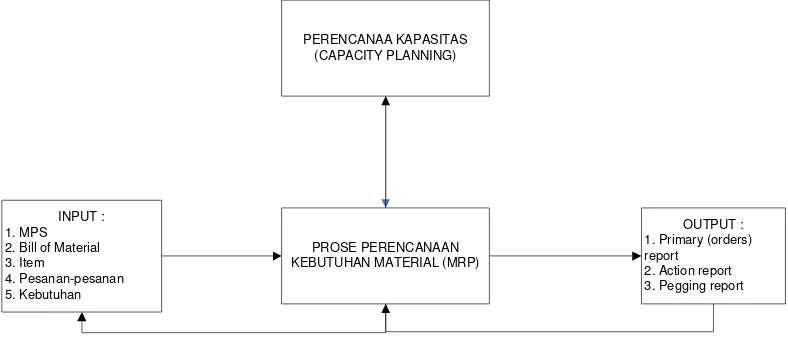
Menurut (Vincent Gasperz, 2004) proses MRP membutuhkan lima sumber informasi utama yaitu :
1. Master Prodution Schedule (MPS) yang merupakan suatu pernyataan
dibutuhkan, bila mana produk itu akan diproduksi. MPS biasanya dinyatakan dalam konfigurasi spesifik.
2. Bill of Material (BOM) merupakan suatu daftar, part, assemblies,
subassemblies, seta kuantitas dari masing-masing yang dibutuhkan untuk
memproduksi suatu unit produk. MRP menggunakan BOM sebagai basis untuk perhitungan banyaknya material yang dibutuhkan untuk setiap periode waktu.
3. Item Master merupakan suatu file yang berisi informasi status tentang
material, part, subassemblies dan produk-produk yang enunjukan on-hand, kuantitas yang dialokasikan (allocated quantity). Waktu tunggu yang direncanakan (planned lead time), ukuran lot (lot size), stok pengaman, criteria lot sizing, toleransi untuk scrap atau hasil, dan berbagi informasi penting lainnya yang berkaitan dengan suatu item.
4. Pesanan-pesanan akan pemberitahuan tentang berapa banyak dari setiap item yang akan diperoleh sehingga akan meningkatkan stock-on-hand
dimasa mendatang. Pada dasarnya terdapat dua jenis pesanan, yaitu : shop
orders or work orders or manufacturing order berupa pesanan-pesanan yang
akan dibuat atau diproduksi didalam dan purchase orders yang merupakan pesanan pembelian suatu item dari pemasok eksternal pesanan juga dapat dikategorikan pesanan yang datang (incoming orders) apakah dari shop
orders atau purchase orders dalam bentuk yang berbeda, yang
memberitahukan apakah pesanan-pesanan itu telah dikeluarkan (release orders) atau pesanan itu masih berupa rencana yang belum dikeluarkan
jenis pesanan yaitu release orders dan planned orders. Release orders or
schedule orders or open orders merupakan pesanan-pesanan yang secara
resmi telah dikeluarkan apakah ke pabrik (manufacture orders) atau ke pemasok eksternal (purchase orders). Planned orders or planned orders
receipts merupakan pesanan-pesanan yang masih berada dalam computer
yang masih belum dikeluarkan secara resmi. Dalam hal ini perusahaan belum mengeluarkan pesanan itu secara resmi, dimana pihak pabrik belum dimintai untuk membuat atau pihak pemasok eksternal belum dimintai untuk mengirim suatu item, sehingga belum ada konsekuensinya keuangan atau lainnya . Planned orders receipts dapat berubah menjadi schedule receipts
hanya apabila ada tindakan yang sah dari perencanaan material.
5. Kebutuhan-kebutuhan (requirement) akan memberitahukan tentang berapa banyak dari masing-masing item itu dibutuhkan sehingga akan mengurangi
stock-on-hand dimasa datang. Pada dasarnya terdapat dua jenis kebutuhan, yaitu :
a. Kebutuhan internal yang biasanya digunakan dalam pabrik untuk membuat produk lain.
b. Kebutuhan eksternal yang akan dikirim keluar pabrik berupa pesanan pelanggan, service parts, dan sales forecast.
nama pelanggan, alamat pelanggan, waktu penyerahan yang diinginkan oleh waktu yang dijanjikan untuk dikirim.
PERENCANAA KAPASITAS (CAPACITY PLANNING)
PROSE PERENCANAAN KEBUTUHAN MATERIAL (MRP) INPUT :
1. MPS 2. Bill of Material 3. Item
4. Pesanan-pesanan 5. Kebutuhan
OUTPUT : 1. Primary (orders) report
2. Action report 3. Pegging report
Umpan Balik
Gambar 2.3. Proses kerja dar i MRP (Vincent Gasperz, 2004 )
2.2.5 Mekanisme Dasar Dari Pr oses MRP
Penjelasan mengenai mekanisme dasar dari proses MRP menurut Vincent Gasperz, 2004 sebagai berikut :
1. Lead Time
merupakan jangka waktu yang dibutuhkan sejak MRP menyarankan suatu pesanan sampai suatu item yang dipesan itu siap digunakan.
2. On Hand
merupakan inventory-on-hand yang menunjukan kuantitas dari suatu item secara fisik ada pada stockroom.
3. Lot size
4. Safety stock
Merupakan stock pengaman yang ditetapkan oleh perencana MRP untuk mengatasi fluktuasi dalam permintaan (demand) dan penawaran (supplay). MRP merencanakan untuk mempertahankan tingkat stock pada level ini (safety
stock level) pada semua periode waktu.
5. Gross requirement
Merupakan total dari semua kebutuhan, termasuk kebutuhan yang diantisipasi
(anticipated requirement), untuk setiap periode aktu.
6. Project on-hand
Merupakan Project Available Balanced (PAB) dan tidak termasuk planned orders, Project on-hand dihitung berdasarkan formula :
Project on-hand = Project on-hand pada awal periode + Scheduled Receipts –
Gross Requirement
7. Project Available
Merupakan kuantitas yang diharapkan ada dalam inventory pada akhir periode, dan tersedia untuk penggunaan dalam periode selanjutnya, project available dihitung berdasarkan formula sebagai berikut :
Project Available = on-hand pada awal periode + Scheduled Receipts periode
sekarang + Planned Orders Receipts periode sekarang - Gross requirement
periode sekarang
8. Net Requirement
agar menutupi kekurangan material pada periode itu. Net Requrement dihitung berdasarkan formula berikut :
Net Requirement = Gross requirement + Allowcation + Safety Stock –
Scheduled Receipts – Project Available pada akhir periode lalu.
9. Planned Orders Receipts
Merupakan kuantitas pesanan pengisian kembali (pesanan kembali) yang telah direncanakan oleh MRP untuk diterima pada periode tertentu guna memenuhi kebutuhan bersih (net requirement)
10. Planned Orders Release
Merupakan kuantitas planned orders yang ditempatkan atau dikeluarkan dalam periode tertentu, agar item yang dipesan itu akan tersedia pada saat yang dibutuhkan. Item yang tersedia pada saat dibutuhkan itu tidak lain adalah
2.2.6 Per syaratan dan Asumsi Sistem MRP
Menurut Ginting Rosnani 2007, mengatakan bahwa syarat dari system MRP adalah sebagai berikut :
1. Ada dan tersedianya jadwal induk produksi, dimana terdapat jadwal rencana dan pesanan dari item/produk
2. Item tersedianya mempunyai identitas khusus. 3. Tersedianya struktur produk pada saat perencanaan.
4. Tersedianya catatan tentang persediaan untuk semua item, yang menyatakan keadaan persediaan sekarang dan yang akan datang direncanakan.
2. Lead time semua item diketahui.
3. Setiap persediaan selalu ada dalam pengendalian.
4. Semua komponen yang diprerlukan dapat disediakan pada saat perakitan akan dilakukan.
5. Proses pembuatan semua item, tidak tergantung terhadap semua proses pembuatan item lainnya.
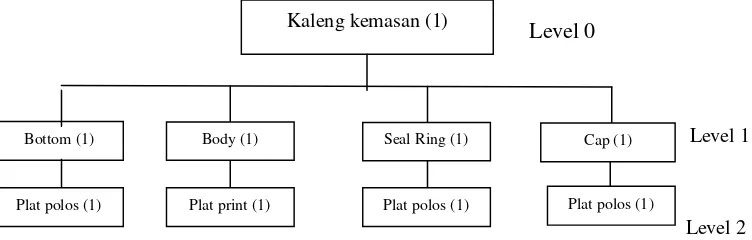
2.2.7 Str utur Produk
Definisi yang lengkap tentang sesuatu produk akhir meliputi daftar barang atau material yang diperlukan bagi parakitan atau pembuatan produk akhir tersebut. Setiap produk mungkin memiliki sejumlah komponen, tetapi mungkin juga memiliki ribuan komponen. Setiap komponen sendiri dapat terdiri dari sebuah barang (item) atau berbagai jenis barang. Hubungan antara suatu barang dan komponen dijelaskan dalam suatu struktur produk. Produk akhir atau parent item disebut sebagai level 0, sedangkan komponen produk akhir disebut level 1, bagian rakitan berikutnya disebut sebagai level 2, dan sterusnya dan waktu kedatangan seta waktu tenggang (procurent lead time) bagi setiap komponen data persediaan bisa merupakan catatan manual selama di up-date ahri ke hari
Level 0
Level 1
Level 2
Gambar 2.4 Struktur Produk (Sumber : Arman Hakim Nasution) Kaleng kemasan (1)
Bottom (1) Body (1) Seal Ring (1) Cap (1)
2.2.8 Langkah-Langkah Pr oses Pengolahan MRP (Material Requiprement
Planning)
Sistem MRP memiliki empat langkah utama yang selanjutnya keempat langkah ini harus diterapkan satu persatu pada periode perencanaan dan pada setiap item. Prosedur ini dapat dilakukan secara manual bila jumlah item yang terlibat dalam produksi relative sedikit. Suatu program (software) diperlukan bila jumlah item sangat banyak.(Arman Hakim ,2006)
Setelah semua persyaratan serta asumsi diperoleh dengan baik, maka langkah dasar sistem MRP dapat berjalan dengan baik.Adapun langkah-langkah mendasar pada proses MRP adalah sebagai berikut :
1. Netting (Perhitungan Kebutuhan Bersih) 2. Lotting (Penentuan Ukuran Lot)
3. Offsetting (Penetapan besarnya lead time)
4. Explosion (Perhitungan selanjutnya untuk item level dibawahnya) Langkah Pertama Netting
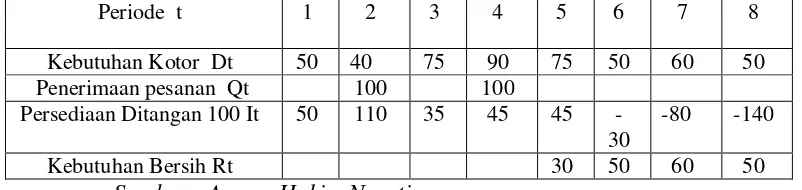
Netting adalah proses perhitungan untuk mendapatkan jumlah kebutuhan bersih yang besarnya merupakan selisih antara kebutuhan kotor dengan keadaan persediaan yang ada dalam persediaan yang sedang dipesan. Data yang diperlukan dalam proses netting adalah :
• Kebutuhan kotor untuk setiap periode
• Persediaan yang dimiliki pada awal perencanaan
: kebutuhan bersih pada suatu perioda t : kebutuhan kotor pada suatu perioda t
: persediaan barang pada akhir perioda t – 1
: rencana penerimaan barang pada perioda t Tabel 2.1 Contoh Netting
Periode t 1 2 3 4 5 6 7 8
Kebutuhan Kotor Dt 50 40 75 90 75 50 60 50 Penerimaan pesanan Qt 100 100
Persediaan Ditangan 100 It 50 110 35 45 45 -30
-80 -140
Kebutuhan Bersih Rt 30 50 60 50
Sumber : Arman Hakim Nasution
Langkah Kedua: Lotting
Proses lotting adalah suatu proses untuk menentukan besarnya pesanan individu yang “optimal” berdasarkan pada hasil perhitungan kebutuhan bersih. Terdapat banyak alternatif untuk menghitung ukuran lot. Beberapa teknik diarahkan untuk menambahkan ongkos “set-up” dan ongkos simpan, ada juga yang bersifat sederhana dengan menggunakan konsep pemesanan tetap atau dengan periode pemesanan tetap.Pada contoh dibawah ini menggunakan teknik ukuran lot yang besarnya sama dengan kebutuhan bersih untuk 2 periode
Tabel 2.2 Contoh Proses Lotting
Periode t 1 2 3 4 5 6 7 8
Kebutuhan bersih Rt 30 50 60 50
Kuantitas pemesanan Qt 80 110
Sumber : Arman Hakim Nasution
Langkah Ketiga: Offsetting
tersedianya ukuran lot yang diinginkan dengan besarnya lead time.Dibawah ini contoh proses offsetting dengan lead time sebesar 1 periode.
Tabel 2.7 Contoh Offsetting
Periode t 1 2 3 4 5 6 7 8
Kebutuhan bersih Rt 30 50 60 50
Kuantitas pemesanan Qt 80 110
Rencana pemesanan 80 110
Sumber : Arman Hakim Nasution
Langkah Keempat: Exploding
Proses explosion merupakan proses perhitungan kebutuhan kotor untuk tingkat yang lebih bawah, didasarkan atas rencana pemesanan dan struktur produk. Karena atas dasar struktur produk inilah proses explosion akan berjalan dan dapat menentukan ke arah komponen mana yang harus dilakukan explosion.
Tabel 2.8 Contoh Explosion
Periode level 0 t 1 2 3 4 5 6 7 8
Kebutuhan Kotor Dt 50 40 75 90 75 50 60 50 Penerimaan pesanan Qt 100 100
Persediaan Ditangan 100 It 50 110 35 45 45 -30 -80 -140
Kebutuhan Bersih Rt 30 50 60 50
Kuantitas pemesanan Qt 80 110
Rencana pemesanan 80 110
Periode level 1 t 1 2 3 4 5 6 7 8
Kebutuhan Kotor Dt 100 0 100 80 0 110 0 0 Penerimaan pesanan Qt
Persediaan Ditangan 150 It 50 50 -50 -130 -130 -240 -240 -240
Kebutuhan Bersih Rt 50 80 0 110 0 0
Kuantitas pemesanan Qt 130 110
Rencana pemesanan 130 110
Beberapa teknik ukuran lot untuk satu tingkat dengan asumsi kapasitas kapasitas tak terbatas yang banyak dipakai secara meluas pada industri mekanis dan elektronis secra berturut-turut, adalah :
1. Economic Order Quantity (EOQ)
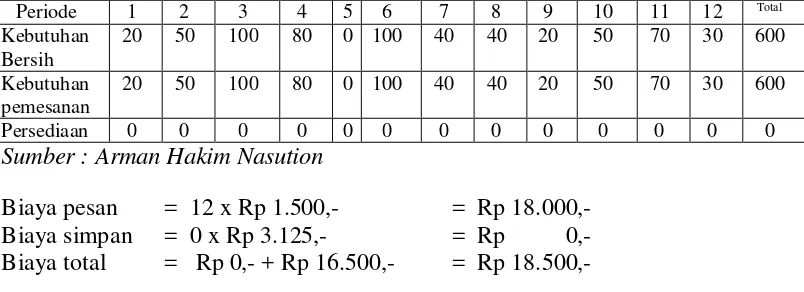
Adalah tekknik ukuran lot yang mempunyai ukuran lot tetap. Merupakan Metode Jumlah Pesanan Ekonomis (EOQ) yang biasanya dipakai untuk horizon perencanaan selama satu tahun atau 12 bulan, selain itu pola permintaan kebutuhan bersifat kontinu dan tingkat kebutuhan bersifat konstan.
h
Tabel 2.6 Penetapan Ukur an Lot dengan EOQ
Periode 1 2 3 4 5 6 7 8 9 10 11 12 Total Sumber : Arman Hakim Nasution
2. Fixed Period Requirement (FPR)
Adalah teknik penetapan ukuran lot dengan kebutuhan Periode tetap (FPR) membuat pesanan berdasarkan periode waktu tertentu saja. Besarnya jumlah kebutuhan tidak berdasarkan ramalan tetapi dengan cara menjumlahkan kebutuhan bersih pada periode yang akan datang.
Tabel 2.3 Penetapan Ukur an Lot dengan FPR
Periode 1 2 3 4 5 6 7 8 9 10 11 12 Tot
Sumber : Arman Hakim Nasution
Biaya pesan = 6 x Rp 1.500,- = Rp 9.000,- diskrit, disampjng itu merupakan cara paling sederhana dari semua teknik ukuran lot yang ada.
Tabel 2.4 Penetapan Ukuran Lot dengan L-4-L
Periode 1 2 3 4 5 6 7 8 9 10 11 12 Total
Sumber : Arman Hakim Nasution
2.3 Peramalan
Menurut Arman Hakim Nasution, 2006. Peramalan adalah proses untuk memperkirakan beberapa kebutuhan dimasa yang akan datang yang meliputi kebutuhan kuantitas, kualitas, waktu dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang, atau jasa. Peramalan permintaan merupakan input utama bagi fungsi-fungsi lainnya dalam system perencanaan operasional fungsi lain akan merubah peramalan tersebut menjadi kebutuhan material daftar komponen-komponen, kebutuhan tenaga kerja, jadwal, dan keputusan-keputusan lainnya, semua rencana harus dimulai dari estimasi yang dimuat tersebut dapat saja merupakan keputusan yang bersifat objectif atau tidak berdasarkan ilmu pengetahuan, tetapi pada kenyataan semua perencanaan aktifitas perusahaan lainnya. Tergantung pada estimasi dari volume bisnis yang akan dilakukan
Menurut Vincent Gasperz, 2004 pada dasar nya metode peramalan dikelompokan menjadi dua bagian yaitu metode kualitatif dan metode kuantitatif
dimana pada dasarnya kualitatif ditunjukan untuk peramalan untuk produk baru, proses baru, pasar baru, perubahan social dari masyarakat, perubahan teknologi, atau penyesuaian terhadap ramalan-ramalan berdasarkan metode kuantitatif. Sedangkan metode kuantitatif sering digunakan pada model-model deret waktu (time series) dimana model ini menetapkan rata-rat bergerak (moving averge), perumusan exponensial (exponential smoothing) dan proyeksi kecenderungan
(trend projection). Adapun kegunaan peramalan sebagai berikut:
2. Membantu dalam mengadakan pendekatan analisa terhadap pola dari data yang lalu, sehingga dapat memberikan cara pemikiran, pengerjaan dan pemecahan yang sistematis dan pragmatis, serta memberikan tingkat keyakinan yang lebih besar atas ketetapan hasil peramalan yang dibuat atau yang disusun.
a. Macam-Macam Teknik Peramalan 1. Metode Simple Moving Average
Adalah metode time series yang paling sederhana. Pada metode ini diasumsikan bahwa pola time series hanya terdiri dari komponen Average
level dan komponen Random Error.
Menurut Lalu Simayang, 2004 rumusnya sebagai berikut :
Rumusnya : At= Menurut Lalu Sumayang, 2004 rumusnya sebagai berikut :
Keterangan : m = adalah jumlah periode yang digunakan sebagai dasar peramalan ( nilai m ini bila minimal 2 dan maksimal tidak ada ditentukan secara subjectif)
t
f ∧
= ramalan permintaan (real) untuk periode t
t
f = permintaan actual pada periode t
2. Metode Weighted Moving Average
Model peramalan Time series dalam bentuk lain untuk mendapatkan tanggapan yang lebih cepat, dilakukan dengan cara memberikan bobot lebih pada data-data periode yang terbaru dari pada periode yang terdahulu.
Menurut Lalu Sumayang, 2004 rumusnya sebagai berikut : Rumusnya : Ft−1 = At =W1Dt +W2Dt−1+...WNDt−N+1
Menurut Lalu Sumayang, 2004 rumusnya sebagai berikut :
Rumusnya : f t C ft− C ft− Cmft−m
= Ramalan permintaan (real) untuk periode t ft = Permintaan actual pada periode t
1
C = Bobot masing-masing data yang digunakan (
∑
c=1), ditentukan secara subjektif3. Metode Exponential Smoothing
Adalah salah satu jenis metode peramalan Time series yang didasarkan pada asumsi bahwa angka rata baru dapat diperoleh dari angka rata-rata lama dan data demand yang terbaru.
Ada beberapa metode yang dikelompokan dalam metode eksponential smoothing, yaitu :
• Single (simple) Eksponential Smoothing
Menurut Lalu Sumayang, 2004 rumusnya sebagai berikut : Rumusnya : At =α..Dt +(1−α)At−1
Menurut Lalu Sumayang, 2004 rumusnya sebagai berikut :
Rumusnya : 1 (1 ) −1
= perkiraan pada periode t
α = suatu nilai (0<α <1)yang ditentukan secara subjektif
t
f = permintaan actual pada periode t
−1 ∧
t
f = perkiraan permintaan pada periode t-1
• Double Eksponential Smoothing
Menurut Lalu Sumayang, 2004 rumusnya sebagai berikut : Rumusnya : F't =
a
0 +a
1 t +e
tDimana
a
0, a 1 t adalah parameter proses dane
mempunyai nilai harapan dari 0.Misalnya β =1−α, sehingga :
Double exponential smoothind adalah modifikasi exponential
smoothing, yang dirumuskan sebagai berikut :
1
• Eksponential Smoothing With Linear Trend
Merupakan sekelompok metode yang menunjukan pembobotan menurun secara exponential terhadap nilai observasi yang lebih tua disebut sebagai prosedur pemulusan (smoothing) exponential. Seperti halnya dengan rata-rata bergerak, metode pemulusan (smoothing)exponential terdiri atas tunggal, ganda dan metode yang lebih rumit semunya mempunyai sifat yang sama, yaitu nilai yang lebih baru diberi bobot yang relative lebih besar dibanding nilai observasi lebih lama. Bentuk persamaan yang digunakan dalam menghitung ramalan dengan pemulusan exponential.
t t
T X F
F +1 =α +(1−α)
Metode ini banyak mengurangi masalah penyimpanan data, karena tidak perlu lagi menyimpan semua data histories atau sebagian dari padanya. Cara lain untuk menuliskan paramalan diatas adalah dengan susunan sebagai berikut :
) (et F
Dimana (et) adalah kesalahan ramalan (nilai sebenarnya dikurangi ramalan).
4. Double Eksponential Smoothing With Linear Trend
Peramalan dengan menggunakan metode exponential smoothing yang linier dapat dilakukan dengan perhitungan yang hanya membutuhkan tiga buah nilai data dan satu nilai α pendekatan ini juga memberikan timbangan yang menurun untuk data atau observasi yang lebih lama.
Dasar dari pemulusan exponential smoothing yang linier adalah serupa dengan rata-rata bergerak linier, karena kedua nilai pemulusan baik tunggal maupun ganda terdapat pada waktu ssebelum data sebenarnya, bila pada dat itu ada trend. Disamping itu untuk menyesuaikan trend, maka nilai-nilai pelican tunggal ditambahkan nilai-nilai pelicin ganda.
Persamaan yang dipakai dalam implementasi pemulusan exponential yang linier adalah :
5. Metode Regresi Linier
Regresi linier adalah suatu pola hubungan yang berbentuk garis lurus antar suatu variable yang diramalkan dengan satu variable yang mempengaruhinya atau variable bebas. Dalam analisa deret waktu (time seris) ini variable bebasnya adalah waktu. Pola hubungan yang ditunjukan dengan analisa regresi mengasumsikan bahwa hubungan diantara dua variable dapat dinyatakan dalam suatu garis lurus. Rumus yang digunakan dalam metode ini adalah :
Dimana Y adalah variable yang diramalkan, X adlah variable waktu, serta a dan b adalah parameter atau koefisien regresi.
2.3.1 J enis Pola Data
Menurut Tampubolon, 2004 pola data dapat di bedakan menjadi empat jenis :
1. Variasi Acak/Random (R)
2. Kecenderungan/Trend (T)
Trend merupakan sifat dari permintaan masa lalu terhadap wktu terjadinya, apakah permintaan itu cenderung naik, turun, atau konstan. 3. Pola Musiman/Season (S)
Fluktuasi permintaan suatu produk dapat naik turun disekitar garis trend dan biasanya berulang setiap tahun.
4. Siklus/cycle (C)
Permintaan suatu produk dapat memiliki siklus yang berulang secara periodic, biasanya lebih dari satu tahun sehingga pola inji tidak perlu dimasukan dalam peramalan jangka pendek.
2.3.2 Pengukuran Ketepatan Metode Peramalan
Didalam pengukuran peramalan pada data histories yang tersedia, perlu dilakukan pengukuran kesesuaian metode tertentu untuk suatu kumpulan data yang diberikan. Dalam banyak situasi peramalan, ketepatan (accuracy) dipandang sebagai criteria penolakan untuk metode peramalan.
Ukuran statistic yang sering digunakan untuk pengukuran ketepatan metode peramalan dimana terdapat nilai pengamatan dan peramalan untuk n periode serta n buah kesalahan adalah (Syahrul, 2007)
Jika Xi merupakan data actual untuk periode da Fi merupakan ramalan (nilai kecocokan/fitted value) untuk periode yang sama, maka didefinisikan sebagai berikut :
Jika terjadi nilai pengamatan dan ramalan untuk n periode waktu, maka akan terdapat n buah kesalahan dan ukuran statistic standar berikutnya dapat didefinisikan sebagai berikut :
1. Kesalahan Rata-rata (Mean Error)
ME =
∑
2. NIlai tengah kesalahan absolute (Mean Absolute Error)
MAE =
∑
3. Jumlah kuadrat kesalahan (SUM Of Square Error)
SSE =
∑
4. Nilai tengah kesalahan kuadrat (mean Square Error)
MSE =
∑
MSE dihitung dengan menjumlahkan kuadrat semua kesalahan peramalan pada setiap periode dan membaginya dengan jumlah periode peramalan. 5. Deviasi standard kesalahan (standard deviation error) dan deviasi absolute
rata-rata (MAD)
Rumusnya dari standard deviasi kesalahan adalah :
SDE =
∑
MAD =
∑
−n F
At t
6. Rata- rata kesalahan Peramalan ( Mean Forecast Error = MFE)
MFE sangat efektif untuk mengetahui apakah suatu hasil peramalan selama periode tertentu terlalu tinggi atau terlalu rendah. Bila hasil peramalan tidak bisa, maka nilai MFE akan mendekati nol. MFE dihitung dengan menjumlahkan semua kesalahan peramalan selama periode peramalan dan membaginya dengan jumlah periode peramalan. Secara sistematis, MFE dinyatakan sebagai berikut :
MFE =
∑
−n F At t) (
7. Rata-rata Persentase Kesalahan Absolut (Mean Absolute Percentage Error = MAPE)
MAPE merupakan ukuran kesalahan relative. MAPE biasanya lebih berarti dibandingkan MAD karena MAPE menyatakan persentase kesalahan hasil peramalan terhadap permintaan actual selama periode tertentu yang akan memberikan informasi persentase kesalahan terlalu tinggi atatu terlalu rendah. Secara sistematis, MAPE dinyatakan sebagai berikut :
nya nilai αβ dan γ ini dapat dilakukan dengan cara trial and error atatu dapat dibantu dengan program/software computer untuk nilai yang baik.
2.3.3 Verifikasi Dan Pengendalian Peramalan
Langkah penting setelah peramalan dibuat adalah melakukan verifikasi peramalan sedemikian rupa sehingga hasil peramalan tersebut benar-benar mencerminkan data masa lalu dan system sebab akibat yang mendasari permintaan tersebut. Sepanjang aktualitas peramalan tersebut dapat dipercaya, hasil peramalan akan terus digunakan. Jika selama prose verifikasi tersebut ditemukan keraguan validitas metode peramalan yang digunakan, harus dicari metode lainnya yang lebih cocok. Validitas tersebut harus ditentukan dengan uji statistika yang sesuai. Setelah peramalan dibuat, selalu timbul keraguan mengenai kapan kita harus membuat suatu metode peramalan baru. Peramalan harus selalu dibandingkan denagn permintaan actual secara teratur.
Banyak alat yang digunakan untuk memverifikasi peramalan dan mendrteksi perubahan system sebab akibat yang melatar belakangi perubahan pola permintaan. Bentuk yang paling sederhana adalah peta control peramalan yang mirip dengan peta control kualitas. Peta control peramalan ini dapat dibuat dalam kondisi data yang tersedia minim.
2.3.4 Moving Range Chart
Moving Range Chart dirancang untuk membandingkan nilai permintaan
data permintan actual. Selama periode dasar MRC digunakan untuk melakukan verifikasi teknik dan parameter peramalan. Setelah metode peramalan ditentukan, MRC digunakan untuk menguji kestabilan system sebab akibat yang mempengaruhi permintaan. MR dapat didefinisikan sebagai berikut :
= data permintaan atau penjualan riil periode t
t
y = dat ramalan permintaan periode t
1 − ∧
t
y = data permintaan atau penjualan riil periode t-1
1 −
t
y = dat ramalan permintaan periode t-1 Adapun rata-rata Moving Range didefinisikan sebagai berikut :
∑
− bawah pada peta Moving Range adalah :Batas Kontrol Atas = +2,66MR
Batas Kontrol Bawah = -2,66MR
Dalam penetuan batas control tersebut paling sedikit digunakan 10 dan atau lebih 20 nilai MR. Sementara itu, variable yang akan diplotkan kedalam peta
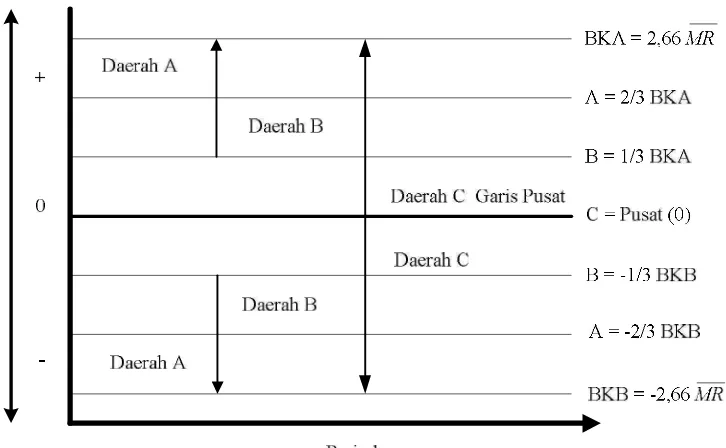
2.3.5 Uji Kondisi Diluar Kendali
Uji yang paling tepat bagi kondisi diluar kendali adalah adanya titik diluar batas kendali. Teknik yang digunakan berikut ini dirancang agar dapat digunakan dengan jumlah data yang seminimal mungkin. Uji ini dilakukan dengan cara membagi peta kandali ke dalam enam bagian dengan selang yang sama.
Daerah A = Bagian sebelah luar ±2/3 (2,66MR)
±1,77MR (diatas +1,77MR atau dibawah -1,77MR) Daerah B = Bagian sebelah luar ±1/3 (2,66MR)
±0,89MR (diatas +0,89MR atau dibawah -0,89MR) Daerah C = Bagian diatas atau dibawah garis tengah
Uji kondisi diluar kendali adalah :
a. Dari tiga titik berturut-turut, ada dua atau lebih titik yang berada didaerah A b. Dari lima titik berturut-turut, ada empat atau lebih titik yang berada didaerah B c. Ada delapan titik berturut-turut, titk yang berada disalah satu sisi (diatas atau
dibawah garis tengah)
Gambar 2.7 MRC (Moving Range Chart) Untuk Kondisi Diluar Kendali
Sumber : Nasution, Arman Hakim, 2006, Perencanaan dan Pengendalian
BAB III
METODE PENELITIAN
3.1 Tempat dan Waktu Penelitian
Penelitian dilaksanakan di Perusahaan PT. “X” Surabaya dan penelitian ini dimulai pada Maret 2013 sampai data yang diperlukan sudah mencukupi.
3.2 Identifikasi Var iabel
Dalam menganalisa suatu masalah diperlukan identifikasi variabel. Variabel – variabel yang berpengaruh pada penelitian ini adalah :
1. Variabel Terikat ( Dependent Variable ) adalah total biaya persedian. 2. Variabel Bebas ( Independent Variable ) adalah :
a) Biaya simpan adalah biaya yang dikeluarkan oleh perusahaan selama melakukan penyimpanan digudang
b) Biaya pesan adalah biaya yang dikeluarkan oleh perusahaan, setiap melakukan pemesanan bahan baku
c) Data produksi Januari 2012 – Desember 2012.
g) Biaya bahan baku adalah biaya yang dikeluarkan untuk membeli bahan baku besarnya biaya ini tergantung pada jumlah bahan baku yang dibeli dan harga satuan bahan baku tersebut
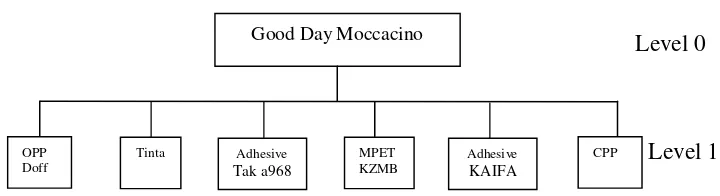
3.2.1 Str uktur Pr oduk
Level 0
Level 1
Tabel 3.1 BOM ( Bill Of Materials ) good day moccacino
LEVEL ITEM JUMLAH SATUAN KETERANGAN
0 Good Day Moccacino 1 Pieces Buat
1 OPP Doff 1 Kg Beli
1 Tinta 1 Kg Beli
1 Adhesive Tak a968 1 Kg Beli
1 MPET KZMB 1 Kg Beli
1 Adhesive Kaifa 1 Kg Beli
1 CPP 1 Kg Beli
Good Day Moccacino
Tinta OPP
Doff
Adhesive Tak a968
MPET KZMB
CPP Adhesive
3.3 Metode Pengumpulan Data
Metode pengumpulan data yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Pengamatan ( observasi )
Pengumpulan data dengan pengamatan adalah suatu cara pengambilan data dengan melakukan pengamatan langsung dan pencatatan terhadap segala hal. 2. Wawancara ( interview )
Yaitu metode pengumpulan data dengan cara tanya jawab dan berhadapan langsung dengan orang – orang yang dianggap berkepentingan dan mempunyai pengetahuan mengenai ruang lingkup permasalahan.
3. Studi kepustakaan
Studi kepustakaan ini dilakukan dengan maksud untuk memperoleh landasan teori yang berkaitan dengan tujuan penelitian yang nantinya digunakan penulis sebagai pedoman penelitian dalam memecahkan masalah yang sedang dihadapi oleh perusahaan.
3.3.1 J enis Data
Jenis data dibagi menjadi 2 yaitu meliputi : 1. Data Primer
menjadi obyek penelitian. Pengumpulan data primer ini dapat dilakukan dengan menggunakan metode sebagai berikut :
A. Pengamatan
Bertujuan untuk mengamati obyek penelitian agar mengerti akan obyek yang akan diteliti. Biasanya digunakan sebagai alat pengumpul data untuk obyek yang belum banyak diketahui ( explorative ). Terdapat 2 jenis pengamatan, yaitu :
i. Pengamatan Partisipasif
Dalam melakukan pengamatan peneliti masuk menjadi bagian dari kelompok yang ikut diamati.
ii. Pengamatan Nonpartisipasif
Dalam melakukan pengamatan peneliti berada diluar dari kelompok yang diamati.
B. Wawancara
Suatu langkah – langkah dalam penelitian ilmiah yang berupa penggunaan proses komunikasi verbal untuk mengumpulkan data dari seseorang atau sekelompok. Biasanya yang diwawancarai langsung adalah pimpinan, staf, dan karyawan perusahaan.
2. Data Sekunder
Yaitu data yang dikumpulkan secara tidak langsung dari sumber – sumber lain yaitu dengan membaca buku literature dan bahan – bahan lainnya yang berhubungan dengan permasalahan yang ada pada perusahaan ( study literature ) serta dokumen – dokumen dari perusahaan yang dikumpulkan serta ada kaitannya dalam penelitian ini.
3.3.2 Sumber Data
Sumber data diperoleh dari intern perusahaan yang sedang diteliti yaitu PT.”X” Surabaya dengan menggunakan survey pendahuluan untuk mengetahui permasalahan yang ada.
3.4 Metode Pengolahan Data
Setelah pengumpulan data dilakukan, maka langkah berikutnya adalah mengolah data – data tersebut sehingga permasalahan yang ada bisa terpecahkan. Langkah – langkah pengolahan data sebagai berikut :
1. Melakukan perhitungan safety stock
Perhitungan safety stock diadakan untuk menjaga kemungkian terjadinya kekurangan bahan baku ( stock out ), keterlambatan pengiriman bahan baku dan banyaknya permintaan konsumen, sehingga perusahaan dapat mengurangi kerugian tetapi persediaan penyelamat juga dapat mengakibatkan besarnya biaya penyimpanan.