LAPORAN AKHIR PENELITIAN
PENGARUH SISTEM MINIMUM LUBRICATION DENGAN METODA TETESAN TERHADAP KEAUSAN PAHAT DAN KEKASARAN PERMUKAAN
BENDA KERJA AISI 4340
(The Influence of Minimum Lubrication System by Dropped Method on Tool Wear and AISI 4340 Workpiece Surface Roughness)
Tim Peneliti:
Budi Basuki, S.T., M.Eng.
Ir. F. Eko Wismo Winarto, M.Sc., Ph.D.
DILAKSANAKAN ATAS BIAYA:
DANA MASYARAKAT BERDASAR KONTRAK NO:
UGM/SV/1175.53/III/2014
SEKOLAH VOKASI
UNIVERSITAS GADJAH MADA YOGYAKARTA
2014
i LEMBAR PENGESAHAN LAPORAN PENELITIAN
1. a. Judul Penelitian : Pengaruh Sistem Minimum Lubrication dengan Metoda Tetesan terhadap Keausan Pahat dan Kekasaran Permukaan Benda Kerja AISI 4340
b. Bidang Ilmu : Teknik Mesin (Manufaktur) c. Macam Penelitian: ( ) Dasar, ( √ ) Terapan, ( ) Pengembangan 2. Peneliti Utama
a. Nama lengkap dan gelar : Budi Basuki, S.T., M.Eng.
b. Jenis Kelamin : Laki-laki
c. NIU : 1120120022/362
d. Jabatan Fungsional : Asisten Ahli
e. Email/Handphone : [email protected]/082138195637 3. Peneliti Kedua
a. Nama lengkap dan gelar : Ir. F. Eko Wismo W., M.Sc., Ph.D.
b. Jenis Kelamin : Laki-laki
c. NIP : 196111181989031003
d. Jabatan Fungsional : Asisten Ahli
e. Email/Handphone : [email protected]/081328723732 4. Jumlah Anggota Peneliti : 2 (dua)
5. Lokasi Penelitian : Lab. CNC Prodi. Teknik Mesin SV-UGM 6. Kerjasama dengan institusi
lain
: -
7. Jangka Waktu : 8 bulan (1 April – 30 November 2014) 8. Biaya yang disetujui : 9.050.000,00 (sembilan juta lima puluh
ribu rupiah)
Yogyakarta, 1 Desember 2014
Mengetahui,
Ketua Program Diploma Teknik Mesin
Lilik Dwi Setyana, S.T., M.T.
NIP. 197703312002121002
Peneliti Utama,
Budi Basuki, S.T., M.Eng.
NIU. 1120120022/362 Menyetujui,
Direktur Sekolah Vokasi Universitas Gadjah Mada
Ir. Hotma Prawoto Sulistyadi, M.T., IP-MID.
NIP : 195603081985031001
ii INTISARI
Penggunaan coolant Beltran sebagai media pendinginan dalam proses permesinan ternyata memberikan masalah-masalah baru. Coolant yang tidak di kelola dengan benar berpotensi merusak lingkungan bahkan membahayakan operator. Saat ini sudah dikembangkan teknik pendinginan pahat baru yaitu Minimum Quantity Lubrication (MQL), dimana sejumlah kecil 50-500 mL/jam lubricant ditembakkan ke arah sisi kontak antara pahat dengan benda kerja. Keberadaan lubrikasi sebagai pelumas dapat mengurangi gaya gesek antara pahat dengan benda kerja, hal ini akan mengurangi besarnya temperatur yang terjadi sehingga umur pahat dapat diperpanjang. Pada penelitian ini akan di kembangkan teknik lubrikasi baru yaitu lubrikasi tetesan. Dengan cara ini diharapkan penggunaan kompresor sebagai penyedia udara bertekanan dapat dihilangkan, sehingga terjadi penghematan energi.
Penelitian ini menggunakan empat metode pendinginan pahat yaitu:
wet, dry, MQL, dan tetesan. Ester oil sebagai media lubrikasi pada sistem MQL. Pengujian menggunakan mesin Lathe CNC Denford Cyclone P, dengan insert carbide PLANSEE TIZIT DCMT 11T304EN-SM. Nozzle diarahkan pada sisi flank pahat bubut. Selama pembubutan dilakukan perekaman foto flank wear (VB). Pembubutan dilakukan hingga tercapai lebar flank wear 0.3 mm.
Hasil dari pengujian ini menunjukkan teknik MQL tetesan dapat meningkatkan umur pahat dan memperbaiki kekasaran permukaan benda kerja dibandingkan teknik wet ataupun dry. Teknik MQL tetesan dalam hal umur pahat masih di bawah teknik MQL, tetapi dari sisi energi teknik MQL tetesan lebih baik jika dibanding teknik MQL, karena tidak memerlukan kompresor sebagai penyalur lubricant.
Kata kunci: MQL, lubricant, flank wear, tetesan.
iii ABSTRACT
The use of colant (Beltran or Dromus) as cooling media as cooling agent in machining process turns out resulting new problems. Coolant that not managed properly is potensially harmfull for the environment even hazardous to the operator. Nowadays a new cooling technique is developed called Minimum Quantity Lubrication (MQL), where small amount (50 – 500 mL/hour) of lubricant is projected in to the contact area between the tool and the work piece. The presence of lubricant as lubrication can reduce friction force that accored between the tool and work piece, at the end it will reduce heat that produced so it will prolong the tool life. In this research a new lubrication technique is developed that is called MQL-dropplet. In this way the used of compressor as provider of compressed air can be removed, so there is energy saved.
The research was using four methods to cooling the tool which were:
wet, dry, MQL, and dropplet. Ester oil was the lubricant in the MQL system on Lathe CNC Denford Cyclone P was used as testing machine, with carbide insert PLANSEE TIZIT DCMT 11T304EN-SM. The nozzle was pointed at flank side of the tool. During machining, image recording were done to capture flank wear (VB) images. Turning process were done until flank wear wide 0.3 mm.
The result of this experiment showed MQL-dropplet can increase tool life and enhanced surface roughness of the work pice compared with wet or dry technique. MQL-dropplet in case of tool life were still under performance compared with MQL, but in energy prespectif are better than MQL techinique, because it doesn’t need compressor as lubricant supplier.
Keywords: MQL, lubricant, flank wear, dropplet..
iv PRAKATA
Puji dan syukur penulis panjatkan kehadirat Allah SWT karena atas karunia-Nya, penulis dapat menyelesaikan penelitian yang berjudul “Pengaruh Sistem Minimum Lubrication dengan Metoda Tetesan Terhadap Keausan Pahat dan Kekasaran Permukaan Benda Kerja Aisi 4340” ini. Penelitian ini diharapkan dapat memberikan sumbangan pemikiran dalam hal proses pembubutan pada khususnya dan proses pemesinan konvensional pada umumnya.
Penulis menyadari bahwa pelaksanaan penelitian ini tidak terlepas dari bimbingan, bantuan, dukungan dan doa yang sangat berarti dari banyak pihak.
Oleh karena itu penulis mengucapkan terima kasih kepada:
1. Ir. Hotma Prawoto Sulistyadi, M.T., IP-MID., selaku Direktur Sekolah Vokasi, Universitas Gadjah Mada.
2. Lilik Dwi Setyana, S.T., M.T., selaku Ketua Program Studi Diploma Teknik Mesin, Sekolah Vokasi, Universitas Gadjah Mada.
3. Handoko, S.T., M.T., selaku Kepala Laboratorium CNC, Sekolah Vokasi, Universitas Gadjah Mada.
4. Ir. Andr. Surjaka Isp., M.T., selaku Kepala Laboratorium Bahan Teknik, Sekolah Vokasi, Universitas Gadjah Mada.
5. I. Aris Hendaryanto, S.T., M.Eng., selaku Kepala Laboratorium Teknologi Mekanik, Sekolah Vokasi, Universitas Gadjah Mada.
6. Semua pihak yang tidak dapat disebutkan satu per satu yang telah memberikan bantuan masukan, kritik, saran dan dorongan selama penelitian hingga terwujudnya laporan ini.
Penulis menyadari masih banyak kekurangan dalam penyusunan penelitian ini sehingga saran dan kritik yang membangun sangat diharapkan demi perbaikan dimasa mendatang.
Yogyakarta, 1 Desember 2014
Penulis
v DAFTAR ISI
HALAMAN PENGESAHAN i
Intisari / Abstract ii
Prakata iv
Daftar Isi v
Daftar Tabel vi
Daftar Gambar vii
BAB I PENDAHULUAN
1.1. Latar Belakang 1
1.2. Tujuan dan Manfaat Penelitian 2
1.3. Tinjauan Pustaka 2
1.4. Landasan Teori 3
BAB II CARA PENELITIAN
2.1. Bahan 6
2.2. Alat 6
2.3 Metode Penelitian 8
BAB III HASIL PENELITIAN DAN PEMBAHASAN
3.1. Hasil Uji Komposisi Spesimen 11
3.2. Hasil Uji Keausan Pahat (dry, wet, MQL ester dan tetesan) 11 3.3. Hasil Uji Kekasaran Permukaan (dry, wet, MQL ester dan tetesan) 16
BAB IV KESIMPULAN DAN SARAN
4.1. Kesimpulan 18
4.2. Saran 18
DAFTAR PUSTAKA
LAMPIRAN
vi DAFTAR TABEL
Tabel 3.1 Komposisi kimia benda kerja pembubutan 11
Tabel 3.2 Komposisi kimia AISI 1018 11
Tabel 3.3 Hasil pengujian keausan pahat dry 11
Tabel 3.4 Hasil pengujian keausan pahat wet 12
Tabel 3.5 Hasil pengujian keausan pahat MQL 13
Tabel 3.6 Hasil pengujian keausan pahat tetesan 14 Tabel 3.7 Hasil pengujian kekasaran permukaan benda kerja pada pemesinan dry,
wet, dan MQL ester 17
vii DAFTAR GAMBAR
Gambar 1.1 Geometri keausan pahat 4
Gambar 1.2 Kurva keausan pahat 5
Gambar 1.3 Eksternal MQL supply dan Internal MQL supply 5
Gambar 1.4 Sistem suplai MQL 5
Gambar 2.1 Mesin CNC bubut Denford Cyclone P 6
Gambar 2.2 USB Microscope 7
Gambar 2.3 Surfcorder SE 1700 7
Gambar 2.5 Diagram alir penelitian 8
Gambar 2.6 Unit MQL 9
Gambar 2.7 Unit Tetes 9
Gambar 2.8 Posisi microscope saat pengambilan citra 10
Gambar 2.9 Pengukuran kekasaran permukaan 10
Gambar 3.1 Hasil pengujian keausan pahat antara dry, wet, dan MQL 15
1 BAB I
PENDAHULUAN
1.1 Latar Belakang
Salah satu usaha untuk mengurangi laju keausan pahat adalah pemberian coolant (pada umumnya fluida yang digunakan adalah Beltran atau Dromus) yang dapat mengurangi temperatur pahat. Tetapi usaha ini masih menyisakan permasalahan karena menyebabkan limbah industri yang sulit ditangani (EPA, 2005). Coolant yang dibuang sembarangan dapat menyebabkan kematian bagi mahluk-mahluk sekitarnya dan juga membahayakan bagi operator karena memiliki sifat racun jika terjadi kontak secara terus-menerus atau bahkan jika sampai tertelan dapat menyebabkan sakit. Beberapa negara maju bahkan sudah mengeluarkan peraturan yang membatasi penggunaan coolant ini dalam kaitannya terhadap kerusakan lingkungan dan kesehatan manusia.
Minimum quantity lubrication (MQL) merupakan salah satu teknik lubrikasi dimana lubricant dan udara bertekanan ditembakkan ke kontak antara pahat dan benda kerja. Teknik MQL ini akan mengurangi gesekan antara pahat dan benda kerja sehingga akan mengurangi laju kenaikan temperatur pahat dan akhirnya dapat menaikkan umur pahat. Dalam MQL penggunaan fluida lubrikasi sangat kecil yaitu kurang dari 500 mL/jam sehingga benda kerja, pahat, mesin, tatal, dan lingkungannya tetap relatif kering (Klocke, Manufacturing Processes 1, 2011).
Teknik baru yang berhubungan dengan minimmum quantity lubrication akan dilakukan tanpa menggunakan udara bertekanan. Teknik ini memanfaatkan efek gaya grafitasi sehingga lubricant akan bekerja secara tetes ke kontak antara pahat dan benda kerja. Teknik ini diyakini belum pernah diteliti sehingga perlu kiranya untuk mengetahui pengaruhnya terhadap laju keausan pahat
Dalam penelitian ini akan dilakukan proses pembubutan dengan teknik pelumasan tetes. Penelitian ini serupa dengan teknik MQL namun tanpa menggunakan udara bertekanan dan hanya menggunakan pengaruh gaya grafitasi.
Hasilnya kemudian digunakan untuk membandingkan antara proses MQL, dry, wet, dengan tetes terhadap umur pahat pada proses pembubutan. Material yang
2 digunakan dalam penelitian ini adalah mild steel, yang merupakan material paling banyak digunakan dalam berbagai aplikasi.
1.2 Tujuan dan Manfaat Penelitian
Adapun tujuan dari penelitian ini adalah sebagai berikut: mengetahui pengaruh teknik tetesan dibanding MQL, dry dan wet terhadap keausan pahat, dan mengetahui pengaruh teknik tetesan dibanding MQL, dry dan wet terhadap kekasaran permukaan hasil akhir benda kerja.
Dari hasil penelitian ini, diharapkan dapat memberikan manfaat antara lain sebagai berikut:
1. Dikembangkannya alternatif metode lubrikasi pahat sehingga dapat meningkatkan umur pahat dan kualitas hasil akhir permesinan.
2. Teknik tetesan ini juga diharapkan mampu mendorong perkembangan usaha industri bengkel teknik lokal dengan kemampuan bersaing secara kualitas dan harga dan menjadi salah satu komoditas unggulan, sehingga dapat meningkatkan Pendapatan Asli Daerah khususnya Daerah Istimewa Yogyakarta.
3. Dilihat dari sisi ilmu pengetahuan dan teknologi, maka teknik tetesan ini dapat memberikan nilai tambah pada pengembangan dan penerapan IPTEK itu sendiri, yaitu ditemukannya suatu teknik lain dalam pendinginan untuk mengurangi laju keausan pahat.
1.3 Tinjauan Pustaka
Penggunaan teknik MQL dalam pembubutan dilakukan oleh Dhar, dkk.
(2005). Dalam penelitian ini digunakan material AISI-4340 berdiameter 125 mm dan panjang 760 mm yang dibubut dalam mesin Lathe Machine (Lehman Machine Company, USA) dengan pahat insert carbide Drillco. Aliran lubricant 60 mL/jam dengan external nozzle. Selama permesinan diukur lebar flank wear dan kekasaran permukaan. Hasil dari penelitian ini adalah teknik MQL memberikan umur pahat yang lebih baik dan kekasaran permukaan yang lebih baik dibanding proses permesinan secara dry ataupun wet.
3 Autret (2003) meneliti performa MQL dibanding proses dry. Dalam penelitian ini digunakan lubricant triglyceride dan propylene glycol ester, material yang digunakan adalah baja karbon tinggi yang dikeraskan hingga 62 – 64 RHC, pahat yang digunakan CBN (Kennametal KD 5625). Selama penelitian dilakukan pencatatan temperatur, gaya potong, kekasaran permukaan dan keausan pahat. Hasil penelitian menunjukkan bahwa terjadi penurunan temperatur 10 – 30
% pada proses MQL dibanding dengan proses dry, dan terjadi kenaikan umur pahat hingga 30 % pada proses MQL dibanding dengan proses dry. Namun dalam penelitian ini tidak dilakukan pembandingan terhadap proses wet sebagai kontrol positif sehingga tidak ada perbandingan performa antara proses MQL terhadap wet.
Serupa dengan Autret, penelitian yang dilakakukan Basuki (2013) pada material baja mild steel dengan menggunakan pahat karbida, umur maupun kekasaran permukaan menunjukkan hasil yang lebih baik dibanding metode dry maupun wet. Umur pahat meningkat 27.8% dibanding dengan metode dry dan 9.2% dibanding dengan metode wet. Sedangkan kekasaran permukaan terjadi penurunan 39.7% dibanding dengan metode dry dan 25.2% dibanding dengan metode wet.
Attanasio, dkk. (2004) dalam penelitiannya mengenai Minimal quantity lubrication in turning: effect on tool wear, melakukan proses pembubutan terhadap benda kerja baja 100Cr6 yang dinormalisasi dengan pelumasan dengan teknik MQL yang disemprotkan pada sisi rake dan flank dari pahat Sandvik Coromant 12 04 04 PM-4025. Hasilnya penyemprotan pada sisi rake tidak menghasilkan hasil yang signifikan terhadap umur pahat, sedangkan penyemprotan pada sisi flank menghasilkan umur pahat yang lebih baik.
1.4 Landasan Teori
Keausan adalah segala macam proses yang terjadi pada material yang menyebabkan partikel-partikel permukaannya terlepas. Sebagai akibat kontak langsung antara pahat dengan benda kerja maka akan terjadi keausan pada 3 sisi pahat, yaitu: permukaan rake, flank, dan nose (Gambar 1.1) (Jain, Production Technology, 2001).
4 Gambar 1.1 Geometri keausan pahat (Dhar, 2005)
Pengukuran flank wear dilakukan dengan mengamati wear land menggunakan travelling microscope dengan perbesaran 20 X. Flank wear dapat dilihat dari tinggi rata-rata wear land (VB). Nilai VB yang direkomendasikan adalah 300 µm dan maksimal 600 µm (Ranganath, Metal Cutting and Tool Design, 1993).
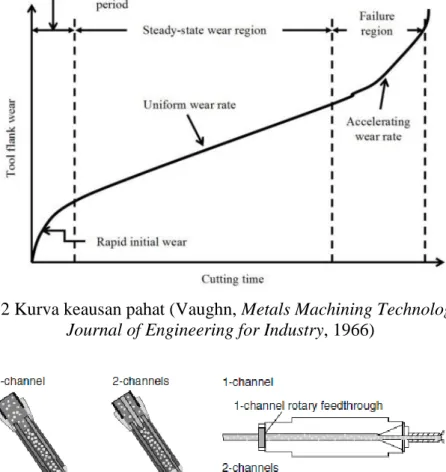
Keausan pahat terbentuk secara cepat pada tahap awal kemudian berkembang hingga mencapai nilai batas (Gambar 1.2). Pada tahap ketiga, keausan pahat berkembang cepat dan menyebabkan kegagalan pahat. Permesinan pada batas ini akan mengakibatkan kerusakan parah pada pahat dan ini harus dihindari (Vaughn, Metals Machining Technology. ASME Journal of Engineering for Industry, 1966).
MQL dapat didefinisikan sebagai suplai media lubricant dalam bentuk aerosol (Klocke, Manufacturing Processes 1, 2011). MQL adalah teknologi terbaru dalam permesinan untuk mendapatkan keunggulan dalam keselamatan, lingkungan dan ekonomi, dengan mengurangi penggunaan coolant lubricant dalam permesinan.
Dalam MQL, sejumlah kecil aliran lubricant digunakan dengan debit 50- 500 ml/h (Dhar, Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel, 2005). Metoda suplai di MQL ada
5 dua macam, yaitu External MQL supply dan Internal MQL supply (Gambar 1.3).
Sedangkan sistem suplai MQL ditunjukkan pada Gambar 1.4.
Gambar 1.2 Kurva keausan pahat (Vaughn, Metals Machining Technology. ASME Journal of Engineering for Industry, 1966)
Gambar 1.3 Eksternal MQL supply dan Internal MQL supply (Klocke, Manufacturing Processes 1, 2011)
Gambar 1.4 Sistem suplai MQL (Klocke, Manufacturing Processes 1, 2011)
6 BAB II
CARA PENELITIAN
2.1 Bahan
Bahan yang digunakan dalam penelitian ini antara lain adalah:
1. Pahat: pahat jenis insert carbide PLANSEE TIZIT DCMT 11T304EN-SM 2. Workpiece: mild steel diameter 2 inchi
3. Lubricant: Ester Oil (EMKARATE)
4. Coolant: Beltran (Campuran 1:10 terhadap air)
2.2 Alat
1. Unit Minimum Quantity Lubrication (MQL) yang digunakan sebagai penyemprot lubricant.
2. Unit penetes lubricant.
3. Mesin bubut CNC - Denford Cyclone P (Gambar 2.1) yang berada di Laboratorium CNC, Program Diploma Teknik Mesin, Sekolah Vokasi - UGM.
Gambar 2.1 Mesin bubut CNC - Denford Cyclone P.
4. USB microsscope adalah alat yang digunakan untuk mengambil citra keausan flank wear dari pahat insert yang diuji (Gambar 2.2).
5. Alat uji kekasaran permukaan benda kerja hasil pembubutan yang menggunakan mesin Surfcorder SE-1700 (Gambar 2.3) yang berada di
7 Laboratorium Bahan Teknik, Program Diploma Teknik Mesin, Sekolah Vokasi - UGM.
Gambar 2.2 USB Microscope.
6. Mesin gergaji sebagai alat yang digunakan untuk memotong spesimen yang akan dibubut di mesin. Pemotongan spesimen dilakukan di Laboratorium Teknologi Mekanik, Program Diploma Teknik Mesin, Sekolah Vokasi – UGM.
7. Kompresor digunakan sebagai pensuplai udara bertekanan untuk unit MQL yang berada di Laboratorium CNC, Program Diploma Teknik Mesin, Sekolah Vokasi – UGM.
Gambar 2.3 Surfcorder SE 1700.
8 2.3 Metode Penelitian
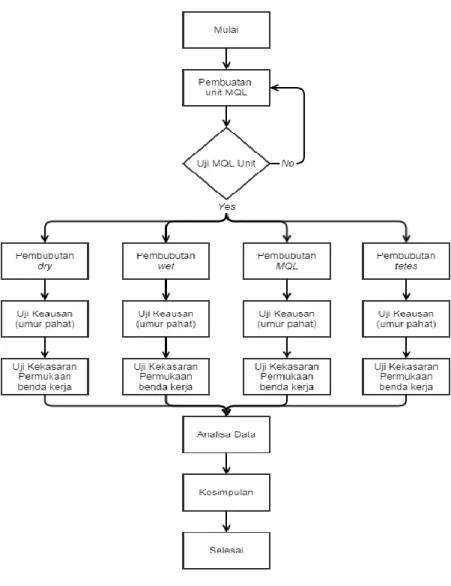
Gambar 2.5 Diagram alir penelitian
Adapun tahap penelitian yang dilakukan meliputi:
Instalasi unit MQL dan unit tetesan
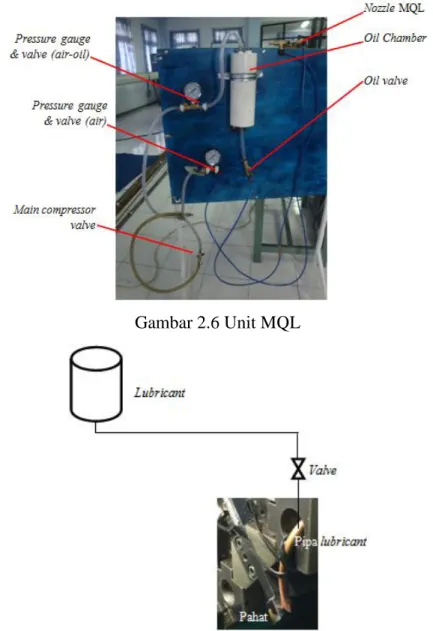
Unit MQL dan unit tetesan dirakit di Laboratorium CNC, Program Diploma Teknik Mesin, Sekolah Vokasi, Universitas Gadjah Mada. Gambar 2.6 dan 2.7 adalah gambar hasil akhir unit MQL dan unit tetesan.
Pembubutan benda kerja
Pahat digunakan untuk membubut baja mild steel dengan empat perlakuan:
dry, flood, MQL, dan.tetes Panjang benda kerja 190 mm dan berdiameter 2 inchi (50.8 mm). Ketebalan pemakanan 1 mm, kecepatan potong sesuai rekomendasi produsen insert carbide 160 m/min, federate 0.075 mm/putaran. Pengukuran
9 keausan dilakukan setiap 2-4 siklus pembubutan dan dicatat lebar flank wear-nya hingga mencapai flank wear 0.3 mm.
1. Pembubutan secara dry: benda kerja dibubut tanpa menggunakan pendinginan.
2. Pembubutan MQL ester: benda kerja dibubut dengan teknik MQL dengan laju aliran lubricant 180 mL/jam
3. Pembubutan secara wet: benda kerja dibubut dengan coolant merk Beltran, dengan campuran 1:10 terhadap air.
4. Pembubutan secara tetes: benda kerja dibubut dengan teknik tetes dengan laju aliran lubricant 60 mL/jam
Gambar 2.6 Unit MQL
Gambar 2.7 Unit tetes
10
Pengukuran keausan pahat
Adapun metode pengambilan gambar pahat adalah sebagai berikut:
1. Menghentikan proses permesinan, kemudian meletakkan pahat pada posisi Home Position.
2. Memposisikan USB microscope sehingga bibir kamera berada pada mounting pahat. Perbesaran kamera diatur hingga didapatkan citra dengan fokus maksimum. (Gambar 2.8).
3. Dengan menggunakan software USB Microscope, diambil citra sebanyak 3 - 5 kali.
4. Mengukur besarnya flank wear dengan menggunakan software Photoshop CS3 dengan menggunakan fitur ruler
Gambar 2.8 Posisi microscope saat pengambilan citra
Pengukuran kekasaran permukaan
Pengukuran kekasaran permukaan menggunakan alat uji kekasaran permukaan pada hasil akhir pembubutan (Gambar 2.9). Pengukuran dilakukan pada tiga titik setiap spesimen benda kerja.
Gambar 2.9 Pengukuran kekasaran permukaan
11 BAB III
HASIL PENELITIAN DAN PEMBAHASAN
3.1 Hasil Uji Komposisi Spesimen
Pengujian komposisi kimia benda kerja dilakukan di Laboratorium Logam Ceper, Politeknik Manufaktur Ceper. Tabel 3.1 menunjukkan hasil uji komposisi benda kerja.
Tabel 3.1 Komposisi kimia benda kerja pembubutan.
Fe (%)
C (%)
S (%)
Mn (%)
P (%) 94.6 0.179 <0.005 0.626 <0.005
Dari pengujian di atas terlihat bahwa benda kerja yang dibubut dapat dikategorikan sebagai mild steel (0.1%-0.25% C), mendekati spesifikasi standar AISI 1018 (Tabel 3.2).
Tabel 3.2. Komposisi kimia AISI 1018 (ASM Handbook, 1990).
C (%) Mn (%) P (%) S (%) 0.15-0.20 0.60-0.90 0.040 max 0.050 max
3.2 Hasil Uji Keausan Pahat (dry, wet, MQL ester, dan tetes)
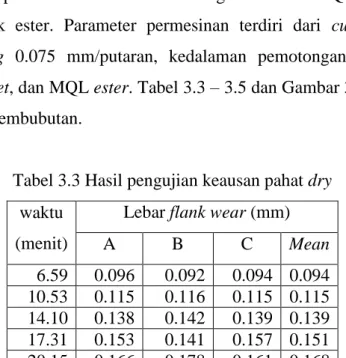
Pengujian pembubutan dilakukan dengan teknik MQL menggunakan lubricant minyak ester. Parameter permesinan terdiri dari cutting speed 160 m/menit, feeding 0.075 mm/putaran, kedalaman pemotongan 1 mm, variasi perlakuan dry, wet, dan MQL ester. Tabel 3.3 – 3.5 dan Gambar 3.1 menunjukkan hasil pengujian pembubutan.
Tabel 3.3 Hasil pengujian keausan pahat dry waktu
(menit)
Lebar flank wear (mm)
A B C Mean
6.59 0.096 0.092 0.094 0.094 10.53 0.115 0.116 0.115 0.115 14.10 0.138 0.142 0.139 0.139 17.31 0.153 0.141 0.157 0.151 20.15 0.166 0.178 0.161 0.168
12 Tabel 3.3 Hasil pengujian keausan pahat dry (lanjutan)
waktu (menit)
Lebar flank wear (mm)
A B C Mean
23.72 0.160 0.179 0.172 0.170 27.20 0.165 0.169 0.173 0.169 33.79 0.170 0.169 0.170 0.170 37.73 0.169 0.167 0.167 0.168 41.30 0.167 0.182 0.172 0.174 44.51 0.170 0.174 0.182 0.175 47.35 0.181 0.180 0.177 0.179 50.92 0.190 0.185 0.189 0.188 54.40 0.177 0.176 0.176 0.176 60.99 0.183 0.183 0.198 0.188 64.93 0.1945 0.1886 0.1944 0.192 68.50 0.1932 0.2059 0.1886 0.196 71.70 0.1945 0.1886 0.2039 0.196 74.54 0.2137 0.1945 0.1937 0.201 78.11 0.2046 0.2059 0.2294 0.213 81.59 0.2223 0.2194 0.2137 0.218 88.19 0.2302 0.2317 0.2294 0.230 92.13 0.2438 0.2317 0.2496 0.242 95.70 0.2414 0.2458 0.2647 0.251 98.90 0.2731 0.2680 0.2642 0.268 101.74 0.2743 0.2690 0.2714 0.272 105.31 0.3133 0.2999 0.3191 0.311
Tabel 3.4 Hasil pengujian keausan pahat wet waktu
(menit)
Lebar flank wear (mm)
A B C Mean
10.53 0.0924 0.0927 0.0946 0.093 14.10 0.1063 0.0939 0.1059 0.102 17.31 0.1199 0.1200 0.1205 0.120 20.15 0.1130 0.1219 0.1027 0.113 23.72 0.1170 0.1423 0.1170 0.125 27.20 0.1391 0.1391 0.1220 0.133 33.79 0.1368 0.1373 0.1368 0.137 37.73 0.1529 0.1377 0.1406 0.144 41.30 0.1364 0.1529 0.1588 0.149 44.51 0.1539 0.1545 0.1560 0.155 47.35 0.1642 0.1694 0.1565 0.163 50.92 0.1735 0.1760 0.1642 0.171 54.40 0.1815 0.1820 0.1790 0.181 60.99 0.1770 0.1815 0.1840 0.181
13 Tabel 3.4 Hasil pengujian keausan pahat wet (lanjutan)
waktu (menit)
Lebar flank wear (mm)
A B C Mean
64.93 0.178 0.193 0.192 0.188 68.50 0.191 0.193 0.189 0.191 71.70 0.192 0.192 0.205 0.196 74.54 0.208 0.208 0.210 0.209 78.11 0.207 0.213 0.207 0.209 81.59 0.213 0.216 0.216 0.215 88.19 0.231 0.225 0.226 0.227 92.13 0.227 0.228 0.226 0.227 95.70 0.234 0.223 0.228 0.228 98.90 0.228 0.232 0.231 0.230 101.74 0.247 0.243 0.253 0.247 105.31 0.252 0.246 0.253 0.250 108.79 0.253 0.259 0.253 0.255 115.39 0.291 0.281 0.280 0.284 119.32 0.275 0.288 0.285 0.283 122.90 0.311 0.290 0.313 0.305 126.10 0.318 0.331 0.320 0.323
Tabel 3.5 Hasil pengujian keausan pahat MQL waktu
(menit)
Lebar flank wear (mm)
A B C Mean
6.59 0.069 0.078 0.075 0.074 10.53 0.089 0.092 0.092 0.091 14.10 0.108 0.107 0.107 0.107 17.31 0.107 0.104 0.111 0.107 20.15 0.102 0.107 0.110 0.106 23.72 0.113 0.117 0.126 0.119 27.20 0.127 0.118 0.115 0.120 33.79 0.143 0.135 0.137 0.139 37.73 0.145 0.138 0.135 0.139 41.30 0.160 0.144 0.151 0.152 44.51 0.157 0.158 0.148 0.155 47.35 0.172 0.172 0.160 0.168 50.92 0.166 0.162 0.171 0.166 54.40 0.170 0.169 0.169 0.169 60.99 0.177 0.177 0.176 0.177 64.93 0.184 0.183 0.184 0.184 68.50 0.196 0.197 0.187 0.193 71.70 0.198 0.192 0.191 0.194 74.54 0.191 0.204 0.201 0.199
14 Tabel 3.5 Hasil pengujian keausan pahat MQL (lanjutan)
waktu (menit)
Lebar flank wear (mm)
A B C Mean
78.11 0.209 0.209 0.212 0.210 81.59 0.204 0.206 0.218 0.209 88.19 0.217 0.219 0.215 0.217 92.13 0.217 0.231 0.230 0.226 95.70 0.217 0.229 0.226 0.224 98.90 0.222 0.236 0.251 0.236 101.74 0.229 0.232 0.231 0.231 105.31 0.229 0.232 0.227 0.229 108.79 0.230 0.231 0.243 0.235 115.39 0.229 0.229 0.238 0.232 119.32 0.249 0.229 0.245 0.241 122.90 0.244 0.242 0.257 0.248 126.10 0.265 0.269 0.268 0.267 128.94 0.283 0.303 0.281 0.289 132.51 0.295 0.294 0.280 0.290 135.99 0.319 0.335 0.341 0.331
Tabel 3.6 Hasil pengujian keausan pahat tetes waktu
(menit)
Lebar flank wear (mm)
A B C Mean
6.59 0.089 0.090 0.091 0.0902 10.53 0.113 0.112 0.111 0.1121 14.10 0.111 0.110 0.111 0.1103 17.31 0.129 0.110 0.117 0.1183 20.15 0.113 0.125 0.113 0.1172 23.72 0.128 0.125 0.128 0.1268 27.20 0.137 0.138 0.138 0.1380 33.79 0.155 0.150 0.150 0.1521 37.73 0.150 0.163 0.150 0.1545 41.30 0.154 0.150 0.150 0.1517 44.51 0.155 0.154 0.155 0.1549 47.35 0.163 0.160 0.155 0.1593 50.92 0.171 0.171 0.000 0.1709 54.40 0.171 0.171 0.171 0.1709 60.99 0.171 0.176 0.176 0.1741 64.93 0.171 0.176 0.176 0.1741 68.50 0.188 0.188 0.176 0.1838 71.70 0.188 0.188 0.188 0.1878 74.54 0.187 0.201 0.201 0.1962 78.11 0.202 0.205 0.201 0.2026
15 Tabel 3.6 Hasil pengujian keausan pahat tetes (lanjutan)
waktu (menit)
Lebar flank wear (mm)
A B C Mean
81.59 0.207 0.213 0.213 0.2110 88.19 0.217 0.213 0.213 0.2143 92.13 0.226 0.226 0.217 0.2231 95.70 0.231 0.234 0.241 0.2351 98.90 0.240 0.248 0.248 0.2452 101.74 0.244 0.256 0.244 0.2484 105.31 0.256 0.254 0.254 0.2548 108.79 0.264 0.256 0.264 0.2612 115.39 0.270 0.265 0.270 0.2680 119.32 0.268 0.270 0.265 0.2676 122.90 0.284 0.289 0.289 0.2873 126.10 0.311 0.302 0.301 0.3045
Gambar 3.1 Hasil pengujian keausan pahat antara dry, wet, dan MQL
0.000 0.050 0.100 0.150 0.200 0.250 0.300 0.350
6.00 37.00 65.00 96.00 126.00
VB (mm)
Waktu (menit)
WET DRY MQL TETES
16 Dari hasil pengujian, umur pahat dengan teknik dry memiliki umur yang paling pendek. Hal ini terjadi karena terjadi kontak langsung antara pahat dengan benda kerja tanpa adanya usaha pendinginan maupun pelumasan yang bisa mengurangi laju kenaikan temperatur yang berakibat pada terjadinya keausan yang lebih dini. Dari Gambar 3.1 terlihat dari awal pembubutan teknik yang menggunakan media lubricant menunjukkan keunggulannya dengan menghasilkan lebar VB yang lebih rendah jika dibandingkan teknik pendinginan pahat lainnya.
Teknik menggunakan lubricant dapat memperpanjang umur pahat dibanding teknik dry maupun teknik wet karena proses lubrikasinya menyebabkan berkurangnya gesekan pada titik kontak antara pahat dengan benda kerja. Semakin kecil gesekan maka semakin kecil pula laju pemanasan pahat hal ini akan membantu berkurangnya keausan secara abrasive yang meningkatkan kemampuan mempertahankan kekerasan pahat. Selain itu keausan adhesive dan keausan difusi juga berkurang karena jenis keausan ini sangat peka terhadap temperatur.
Teknik tetes menunjukkan keunggulan dibanding dengan teknik wet, tetapi belum bisa mengunguli teknik MQL. Hal ini disebabkan pada teknik tetes tidak ada unsur tekanan udara seperti pada teknik MQL. Udara bertekanan merupakan salah satu teknik pendinginan pahat, sehingga pada MQL terjadi penggabungan teknik pendinginan yaitu lubrikasi dan udara.
3.3 Hasil Uji Kekasaran Permukaan (dry, wet, MQL ester dan tetesan)
Parameter permesinan terdiri dari cutting speed 160 m/menit, feeding 0.075 mm/putaran, kedalaman pemotongan 1 mm, variasi perlakuan dry, wet, MQL, dan tetesan. Lubricant yang digunakan adalah esther oil. Tabel 3.6 menunjukkan hasil pengujian kekasaran permukaan dari spesimen pembubutan. Pengujian kekasaran pada penggunaan pelumas Ester didapatkan salah satu nilai kekasaran yang sangat berbeda dengan dua pengujian Ester lainnya, sehingga data pada pengujian tersebut diabaikan atau tidak digunakan.
Berdasarkan Tabel 3.6 terlihat nilai kekasaran (Ra) dari teknik MQL menghasilkan Ra terendah dibanding teknik wet ataupun dry. Teknik dry
17 menghasilkan nilai Ra terbesar jika dibandingkan dengan teknik yang lain. Hal ini disebabkan karena tidak adanya pelumasan ataupun pendinginan pada area kontak antara pahat dengan benda kerja. Gesekan yang terjadi menyebabkan kenaikan temperatur yang memicu terjadinya keausan abrasif. Keausan jenis ini menyebabkan kerusakan sisi potong yang berimbas pada kasarnya permukaan benda kerja. Pada teknik wet dengan adanya pendinginan, temperatur yang timbul karena gesekan pahat dengan benda kerja dapat diturunkan, sehingga proses terlepasnya partikel pada sisi potong pahat dapat dikurangi. Pada teknik MQL, adanya lubrikasi menyebabkan berkurangnya gesekan yang terjadi antara pahat dengan benda kerja sehingga laju kenaikan temperatur tetap rendah. Pelumasan ini juga mengurangi kemungkinan rusaknya sisi potong akibat keausan abrasif sehingga menghasilkan nilai Ra yang terbaik. Pada teknik tetes dihasilkan angka kekasaran permukaan yang tidak jauh beda dengan MQL, hal ini membuktikan sistem pelumasan secara tetes berhasil memperbaiki kekasaran permukaan tanpa tambahan energi untuk menyalakan kompresor seperti di MQL.
Tabel 3.7 Hasil pengujian kekasaran permukaan benda kerja pada permesinan dry, wet, dan MQL ester.
Tipe Kekasaran Permukaan, Ra (µm)
Dry 6.715
Wet 5.407
Ester 4.043
Tetesan 4.171
18 BAB IV
KESIMPULAN DAN SARAN
4.1 Kesimpulan
Dari penelitian yang dilakukan dapat disimpulkan beberapa hal sebagai berikut:
1. Teknik tetesan menghasilkan umur pahat lebih tinggi dibanding proses dry, dan wet. Terjadi peningkatan umur pahat sebesar 20.05% dibanding tekink dry, dan 2.6% dibanding teknik wet. Teknik tetesan menghasilkan umur pahat lebih rendah 6.5% dibanding teknik MQL.
2. Teknik tetesan menghasilkan kekasaran permukaan lebih rendah dibanding proses dry, dan wet. Terjadi penurunan kekasaran per-mukaan sebesar 37.8%
dibanding teknik dry dan 22.8 % dibanding teknik wet. Teknik tetesan menghasilkan kekasaran lebih tinggi 3.1% dibanding teknik MQL.
4.2 Saran
Dari penelitian yang sudah dilakukan, ada beberapa saran yang dapat disampaikan untuk kelanjutan riset sebagai berikut:
1. Perlu dilakukan pengujian pada material lain yang lebih keras seperti baja karbon tinggi ataupun baja cor.
2. Perlu dilakukan pengujian dengan sistem ventilasi yang lebih baik, karena teknik tetesan maupun MQL menghasilkan produk sampingan berupa asap hasil terbakarnya lubrikan.
19 DAFTAR PUSTAKA
1. ASM Handbook, 1990, Properties and Selection: Irons, Steels, and High Performance Alloys, ASM International.
2. Attanasio. A., Gelfi., M., Giardini., C., Remino., C., 2004, Minimal quantity lubrication in turning: Effect on tool wear, Wear, 260 (2006) 333–338
3. Autret, R., 2003, Minimum quantity lubrication in finish hard turning, HNICEM.
4. Basuki, B., 2013, Analisis Pengaruh Penggunaan Sistem Minimum Quantity Lubrication (MQL) Terhadap Keausan Pahat Dan Kekasaran Permukaan Benda Kerja, Prosiding Seminar Nasional Teknologi Terapan Vol.1B, pp.
266-271, ISBN 978-602-14066-2-5, 2013.
5. Dhar. N.R., Kamruzzaman, M., Ahmed M., 2005, Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel, Journal of Materials Processing Technology, 172 (2006) 299–304 6. EPA, 2005, Used Oil, http://www.epa.state.il.us/ land/waste-
mgmt/factsheets/used-oil.html
7. Jain, R. K., 2001, Production Technology (A Textbook for Engineering Students), 16th Ed, Khanna Publishers, New Delhi.
8. Klocke, 2011, Manufacturing Processes 1, Springer, Berlin
9. Ranganath, B.J., 1993, Metal Cutting and Tool Design, Vihas, New Delhi.
10. Vaughn, R. L. (1966). Modern Metals Machining Technology. ASME Journal of Engineering for Industry, pp. 65-71, ISSN 0022-1817
20 Lampiran: Hasil Uji Komposisi Benda Kerja