1
PENINGKATAN PERFORMANSI MESIN DENGAN METODE OVERALL
EQUIPMENT EFFECTIVENESS (OEE) DAN PREVENTIVE MAINTENANCE
STRATEGY PADA PERUSAHAAN X
Vita Nabela, Moses L. Singgih
Jurusan Teknik Industri
Institut Teknologi Sepuluh Nopember (ITS) Surabaya
Kampus ITS Sukolilo Surabaya 60111
Email: [email protected]; [email protected]
Abstrak
Perusahaan X adalah perusahaan yang bergerak di bidang industri penghasil baterai dengan jenis
lead acid battery. Semakin tingginya permintaan produk dan semakin tingginya persaingan, perusahaan
dituntut untuk efektif dan efisien dalam menjalankan proses produksinya. Saat ini perusahaan menggunakan metode tradisional yaitu nilai downtime dalam mengukur performansi mesin produksinya. Penelitian ini menggunakan metode Overall Equipment Effectiveness (OEE) untuk mengukur performansi mesin. Konsep OEE dapat menangkap tiga parameter yaitu tingkat ketersediaan waktu (availability rate), kecepatan operasi mesin (performance rate), dan tingkat kualitas produk yang dihasilkan (quality rate). Analisa kualitatif dilakukan dengan metode Failure Mode and Effect Analysis (FMEA). Dari FMEA, akan diketahui jenis kegagalan dan dampak yang diakibatkan pada mesin. Setelah pengukuran, dilakukan perbaikan dengan preventive maintenance strategy. Jenis maintenance yang diusulkan adalah schedule
restoration task/ schedule discard task dan finding failure task. Hasil penelitian yang diusulkan berupa
interval pemeliharaan dan aktivitas-aktivitas yang harus dilakukan selama pemeliharaan yang akan menjadi SOP untuk operator pada masing-masing mesin. Hasil dari perbaikan menunjukkan bahwa terjadi peningkatan performansi mesin dan peningkatan pendapatan perusahaan.
Kata Kunci : Overall Equipment Effectiveness (OEE), Failure Mode And Effect Analysis (FMEA), Preventive Maintenance Strategy, Peningkatan performansi, Peningkatan pendapatan
Abstract
X Company is a manufacturing company which expertise in producing lead acid battery. Increasing demand of products and increasing market competition, company must be effective and efficient in doing their production process. In current state, the company use traditional method, namely downtime to measure machine performance. This research uses Overall Equipment Effectiveness (OEE) approach to measure machine performance. OEE concept contains three parameters: availability rate, performance rate, and quality rate. Then, analyzed qualitatively using Failure Mode and Effect Analysis (FMEA). After measuring, then doing improvement using preventive maintenance strategy. The preventive maintenance strategy that has been determined is schedule restoration task/ schedule discard task and finding failure task. The proposed preventive maintenance strategy are maintenance interval and maintenance task. Maintenance tasks are activities that must be performed during maintenance process and will be SOP for machine operators. Implementation of proposed preventive maintenance strategy will give technique benefits and economic benefits.
Keywords : Overall Equipment Effectiveness (OEE), Failure Mode And Effect Analysis (FMEA), Preventive Maintenance Strategy, Performance improvement, Revenue improment
2
1. PendahuluanPada saat ini industri otomotif mengalami perkembangan dan peningkatan dengan pesat yang ditunjukkan dengan semakin meningkatnya volume kendaraan bermotor. Peningkatan volume kendaraan bermotor juga berpengaruh pada peningkatan kebutuhan baterai dari tahun ke tahun. Semakin tingginya permintaan produk dan semakin tingginya persaingan, mengharuskan perusahaan mempunyai strategi agar tetap bisa mempertahankan daya saing.
Perusahaan X adalah perusahaan yang bergerak di bidang industri penghasil baterai dengan jenis lead acid battery. Peningkatan persaingan ini menciptakan kesadaran akan pentingnya suatu metode improvement yang dapat mempertahankan daya saing. Evaluasi kinerja fasilitas produksi dapat dilakukan setelah dilakukan pengukuran. Pengukuran yang dilakukan perusahaan masih berdasarkan metode tradisional, yaitu berdasarkan nilai downtime. Dari data perusahaan menunjukkan downtime mesin relatif tinggi. Pada penelitian ini, pengukuran dilakukan dengan metode Overall
Equipment Effectiveness (OEE) untuk mengukur
performansi mesin. Konsep OEE dapat menangkap tiga parameter yaitu tingkat ketersediaan waktu (availability rate), kecepatan operasi mesin (performance rate), dan tingkat kualitas produk yang dihasilkan (quality rate). Dari pengukuran tersebut akan diketahui nilai performansi perusahaan kemudian perusahaan dapat melakukan perbaikan untuk meningkatkan efektivitas dan efisiensi sistem produksinya (Muthiah & Huang, 2006).
Untuk meningkatkan performansi mesin dan untuk mengatasi masalah perusahaan yang berkaitan dengan downtime, maka diusulkan perbaikan yaitu preventive maintenance strategy. Dari rancangan preventive maintenance strategy tersebut diharapkan dapat meningkatkan performansi mesin dan meningkatkan pendapatan perusahaan.
2. Pengukuran Performansi Mesin
Tools yang digunakan untuk mengukur performansi mesin adalah dengan Overall
Equipment Effectiveness (OEE). Dalam konsep
produktivitas menurut Sumanth (1984), diperlukan pengukuran untuk melakukan perbaikan. OEE digunakan sebagai tools untuk mengukur performansi mesin karena dapat menangkap tiga parameter yaitu tingkat ketersediaan mesin (availability), performansi mesin (performance), dan kualitas mesin dalam menghasilkan produk (quality). Hasil dari pengukuran tersebut digunakan sebagai acuan untuk melakukan perbaikan. Pengukuran performansi perusahaan amatan menggunakan data Bulan Desember 2013.
Matriks OEE berupaya untuk mengidentifikasi biaya tersembunyi yang terdapat pada setiap peralatan produksi (Muthiah, Huang, & Mahadevan, 2006). OEE dirumuskan sebagai berikut.
𝑂𝐸𝐸 = 𝐴𝑒𝑓𝑓× 𝑃𝑒𝑓𝑓× 𝑄𝑒𝑓𝑓 (1)
Ketiga komponen OEE ini dihitung dengan rumus berikut: 𝐴𝑒𝑓𝑓=𝑇𝑇𝑈 𝑇 (2) 𝑃𝑒𝑓𝑓=𝑇𝑇𝑃 𝑈× 𝑅𝑎𝑐𝑡 𝑅𝑡ℎ (3) 𝑄𝑒𝑓𝑓= 𝑃𝑔 𝑃𝑎 (4) Dimana,
𝐴𝑒𝑓𝑓 = Tingkat Ketersediaan Waktu
Peralatan
𝑃𝑒𝑓𝑓 = Tingkat Performansi Peralatan
𝑄𝑒𝑓𝑓 = Tingkat Kualitas Peralatan
𝑇𝑈 = Uptime Peralatan
𝑇𝑇 = Total Waktu Observasi
𝑇𝑃 = Waktu Produksi Peralatan
𝑅𝑎𝑐𝑡 = Kecepatan Aktual Proses Produksi
Peralatan
𝑅𝑡ℎ = Kecepatan Proses Produksi Secara
Teori dari Peralatan 𝑝𝑔 = Output Baik yang dihasilkan
𝑝𝑎 = Produk Aktual yang dihasilkan
Hasil pengukuran menunjukkan bahwa nilai
availability memiliki level pencapaian yang
paling rendah. Berikut ini merupakan hasil pengukuran OEE pada semua mesin di lini 1 lantai produksi perusahaan amatan.
3
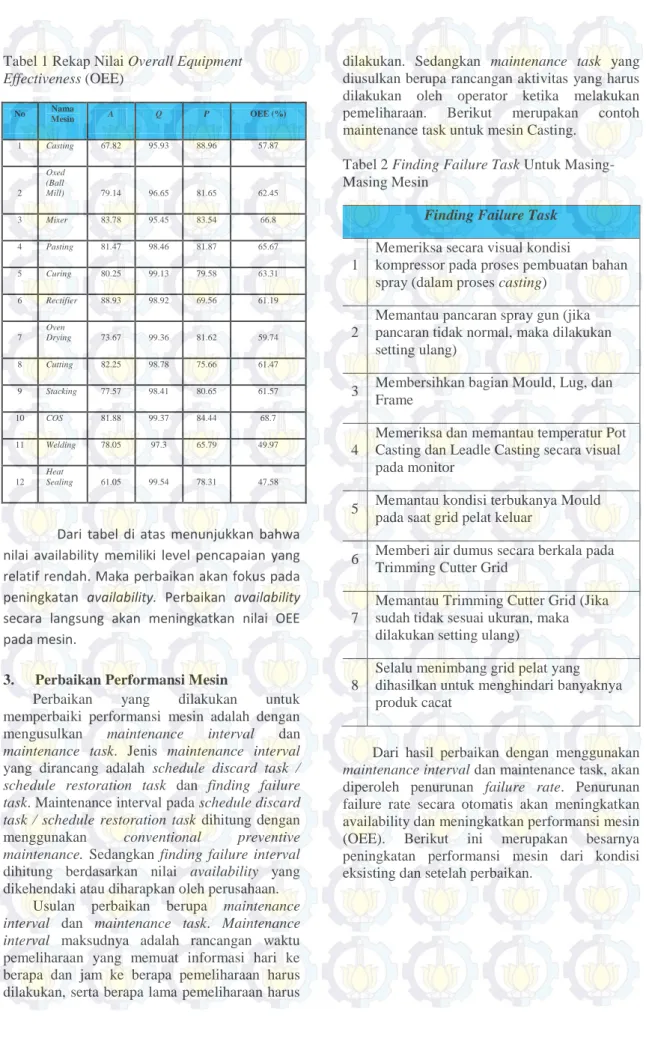
Tabel 1 Rekap Nilai Overall EquipmentEffectiveness (OEE) No Nama Mesin A Q P OEE (%) 1 Casting 67.82 95.93 88.96 57.87 2 Oxed (Ball Mill) 79.14 96.65 81.65 62.45 3 Mixer 83.78 95.45 83.54 66.8 4 Pasting 81.47 98.46 81.87 65.67 5 Curing 80.25 99.13 79.58 63.31 6 Rectifier 88.93 98.92 69.56 61.19 7 Oven Drying 73.67 99.36 81.62 59.74 8 Cutting 82.25 98.78 75.66 61.47 9 Stacking 77.57 98.41 80.65 61.57 10 COS 81.88 99.37 84.44 68.7 11 Welding 78.05 97.3 65.79 49.97 12 Heat Sealing 61.05 99.54 78.31 47.58
Dari tabel di atas menunjukkan bahwa nilai availability memiliki level pencapaian yang relatif rendah. Maka perbaikan akan fokus pada peningkatan availability. Perbaikan availability secara langsung akan meningkatkan nilai OEE pada mesin.
3. Perbaikan Performansi Mesin
Perbaikan yang dilakukan untuk memperbaiki performansi mesin adalah dengan mengusulkan maintenance interval dan
maintenance task. Jenis maintenance interval
yang dirancang adalah schedule discard task /
schedule restoration task dan finding failure task. Maintenance interval pada schedule discard task / schedule restoration task dihitung dengan
menggunakan conventional preventive maintenance. Sedangkan finding failure interval
dihitung berdasarkan nilai availability yang dikehendaki atau diharapkan oleh perusahaan.
Usulan perbaikan berupa maintenance
interval dan maintenance task. Maintenance interval maksudnya adalah rancangan waktu
pemeliharaan yang memuat informasi hari ke berapa dan jam ke berapa pemeliharaan harus dilakukan, serta berapa lama pemeliharaan harus
dilakukan. Sedangkan maintenance task yang diusulkan berupa rancangan aktivitas yang harus dilakukan oleh operator ketika melakukan pemeliharaan. Berikut merupakan contoh maintenance task untuk mesin Casting.
Tabel 2 Finding Failure Task Untuk Masing-Masing Mesin
Finding Failure Task
1
Memeriksa secara visual kondisi
kompressor pada proses pembuatan bahan spray (dalam proses casting)
2
Memantau pancaran spray gun (jika pancaran tidak normal, maka dilakukan setting ulang)
3 Membersihkan bagian Mould, Lug, dan Frame
4
Memeriksa dan memantau temperatur Pot Casting dan Leadle Casting secara visual pada monitor
5 Memantau kondisi terbukanya Mould pada saat grid pelat keluar
6 Memberi air dumus secara berkala pada Trimming Cutter Grid
7
Memantau Trimming Cutter Grid (Jika sudah tidak sesuai ukuran, maka dilakukan setting ulang)
8
Selalu menimbang grid pelat yang dihasilkan untuk menghindari banyaknya produk cacat
Dari hasil perbaikan dengan menggunakan
maintenance interval dan maintenance task, akan
diperoleh penurunan failure rate. Penurunan failure rate secara otomatis akan meningkatkan availability dan meningkatkan performansi mesin (OEE). Berikut ini merupakan besarnya peningkatan performansi mesin dari kondisi eksisting dan setelah perbaikan.
4
Tabel 3 Peningkatan OEENama Mesin Eksisting (%) Setelah Perbaikan (%) Peningkatan (%) Casting 57.87 69.32 19.78 Oxide 62.45 74.98 20.06 Mixer 66.8 75.46 12.96 Pasting 65.67 71.37 8.68 Curing 63.31 70.01 10.58 Rectifier 61.19 63.55 3.85 Oven Drying 59.74 69.93 17.07 Cutting 61.47 69.03 12.31 Stacking 61.57 77.19 25.37 COS 68.7 77.12 12.25 Welding 49.97 55.46 11 Heat Sealing 47.58 60.91 28.01 Peningkatan juga terjadi dari segi ekonomi. Terjadi peningkatan pendapatan.
Jumlah Produksi Harga Jual ($) Total (Rp/Bulan) Pendapatan Eksisting 20927 32.65 8,101,491,483 Pendapatan Setelah Perbaikan 26789 32.65 10,370,708,098
Dengan demikian dapat diketahui bahwa implementasi proposed maintenance
interval dapat meningkatkan pendapatan sebesar
Rp. 10.370.708.483,00 – Rp. 8.101.491.483,00 = Rp. 2.269.216.615,00.
1. Kesimpulan dan Saran Perbaikan ke Depan
Matriks OEE digunakan untuk mengukur performansi mesin. Matriks pengukuran tersebut sudah menangkap tiga parameter yaitu
availability, performance rate, dan quality rate.
Perbaikan akan dilakukan dengan preventive
maintenance strategy berupa maintenance
interval dan maintenance task. Hasilnya
menunjukkan terjadi peningkatan secara teknis maupun secara ekonomis.
Matriks OEE hanya mengangkap performansi pada level mesin. Penelitian erlu dikembangkan
lagi untuk mengukur performansi sistem produksi. Penelitian juga perlu dikembangkan lagi dengan mempertimbangkan line balancing agar dapat memberikan usulan perbaikan terhadap alokasi sumber daya pada perusahaan.
Daftar Pustaka
Ahuja, I.P.S. dan Khamba, J.S. 2008. Total Productive Maintenance: Literature Review and Directions. International
Journal of Quality & Reliability Management, vol. 25 no. 7, pp.
709-756.
Ahhire, C.P. dan Relkar, A.S. 2012. Correlating Failure Mode and Effect Analysis (FMEA) & Overall Equipment Effectiveness (OEE). Procedia Engineering, vol. 38 pp. 3482-3486.
Assauri, S. 2004. Manajemen Produksi dan
Operasi. Jakarta: Fakultas Ekonomi
Universitas Indonesia.
Betrianis. (2005). Pengukuran Nilai Overall Equipment Effectiveness (OEE) Sebagai Dasar Usaha Perbaikan Proses Usaha Manufaktur Pada Lini Produksi. Jurnal
Teknik Industri Universitas Petra, vol. 7
no.2
Chan, F.T.S., Lau, H.C.W., Ip, R.W.L., Chan, H.K., Kong, S. 2003. Implementation of Total Productive Maintenance: A Case Study. International Journal of Production Economics, no. 95, pp.
71-79.
Corder, A.S., 1996. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga.
Dhillon, B.S. 2006. Maintainability,
Maintenance, and Reliability for
Engineers. New York: Taylor & Francis
Group.
Ebeling, C.E., 1997. An Introduction Reliability
and Maintainability Engineering. New
York: The MC. Graw Hill Companier Inc.
F.H. Barron dan B.E. Barrett. 1996. Decision Quality Using Ranked Attribute
5
Weights. Management Science, vol. 42, no 11, pp. 1515-1523.Huang, S., Dimukes, J., Shi, J., Su, Q., Razzak, M., & Robinson, D. (2002). Manufacturing System Modeling For Productivity Improvement. Journal of
Manufacturing System, vol. 21 pp.
249-259.
Information Technology, Communication, and e-Business Magazine (e-Bizz Asia). (2005, Juny). 6 Strategies to Build
Business Competitiveness. Volume
III-27. Retrieved November 10, 2013, from
http://www.ebizzasia.com/0327-2005/focus,0327,03.htm
Jardine, A.K.S. dan Camphel, J.D. 2001.
Maintenance Excellence. New York:
Marcel Dekker Inc.
J.H. Kim, H.Y. Jeong, J.S. Park. 2009. Development of The FMECA Process and Analysis Methodology for Railroad System. International Journal of Automotive Technology, vol. 10, no. 6,
pp. 753-759.
Leanproduction.com. 2013. Overall Equipment
Effectiveness. Retrieved from
http://www.leanproduction.com/oee.htm l.
Lewis, E.E. 1987. Introduction to Reliability
Engineering. New York: John Wiley &
Sons.
Mali, Paul. 1978. Improving Total Productivity:
MBO Strategic For Business,
Government, and Not For Profit Organization. New York: John Wiley &
Sons.
Mobray, J. 1987. Reliability Centered
Maintenance (RCM II). 2nd edition.
New York: Industrial Press.
Muthiah, K., dan Huang, S.H. 2003. A Review of Literature on Manufacturing Systems Productivity Measurement and Improvement. Int. J. Industrial and
Systems Engineering, vol. 1, no. 4, pp.
461-484.
Muthiah, K.M., Huang, S.H., & Mahadevan, S. (2006). Automating Factory Performance Diagnostics Using Overall Throughput Effectiveness (OTE) Metric. International Journal of Advance Manufacturing Technolology,
DOI 10.1007/s00170-006-0891-x. Nakajima, S. 1988. Introduction to Total
Productive Maintenance. Cambridge,
MA: Productivity Press.
Prawirosentono, S. (2000). Manajemen Operasi;
Kasus, Analisis dan Studi Kasus (2nd
Edition ed.). Jakarta: Bumi Aksara. Sumant, David J. 1984. Productivity Engineering
and Management. New York: McGraw
Hill Book Company, Inc.
Tsai, Y.T., Wang, K.S., & Tsai, L.C. 2004. A Study of Availability-Centered Preventive Maintenance for Multi-component Systems. Reliability Engineering and System Safety, vol. 84,
pp. 261-270.
Washnis, George J. 1998. Productivity Improvement Hand Book. New York: