mengadakan analisa terhadap penyebab terjadinya kecacatan dan menemukan solusi perbaikannya.
PT. Sumatera Timberindo Industry memiliki standar kualitas sendiri untuk pintu yang mereka hasilkan dan standar ini mengikuti standar yang diinginkan oleh pelanggan tetap mereka. Adapun standar kualitas pintu yang dimiliki perusahaan dapat dilihat pada Tabel 2.2.
Tabel 2.2. Standar Kualitas Produk Pintu PT. STI
Sumber : PT. Sumatera Timberindo Industry
BAB III
LANDASAN TEORI
No. Spesifikasi Toleransi
1. Size: door
Thickness (tebal) ± 0,2 mm
Width + 1, -0
length + 1, -0
Squareness √ / X
Flatness √ / X
2. Paintingquality
Cat berwarna kulit jeruk √ / X
Kekasaran √ / X
Ketipisan cat √ / X
Ketebalan cat √ / X
3. Conection (joint) pada hasil perakitan pintu
Kerapatan (+0,2) √ / X Kerataan sambungan √ / X
4. Atribut kualitas proses laminating (pengeleman)
Veneer bergelombang √ / X
3.1. Ergonomi
Ergonomi atau ergonomics sebenarnya berasal dari kata Yunani yaitu Ergo
yang berarti kerja dan Nomos yang berarti hukum. Dengan demikian ergonomi dimaksudkan sebagai disiplin keilmuan yang mempelajari manusia dalam kaitannya dengan pekerjaannya.2
Maksud dan tujuan dari disiplin ergonomi adalah mendapatkan suatu pengetahuan yang utuh tentang permasalahan-permasalahan interaksi manusia dengan teknologi dan produk-produknya, sehingga dimungkinkan adanya suatu rancangan sistem manusia-mesin (teknologi) yang optimal. Dengan demikian Istilah ergonomi lebih dikenal sebagai Human Factors Engineering atau Human Engineering. Disiplin ergonomi secara khusus akan mempelajari keterbatasan dari kemampuan manusia dalam berinteraksi dengan teknologi dan produk-produk buatan, batas kemampuan baik jangka pendek maupun jangka panjang pada saat berhadapan dengan keadaan lingkungan sistem kerjanya yang berupa perangkat keras (hardware) dan perangkat lunak (software). Dengan demikian terlihat jelas bahwa ergonomi adalah suatu keilmuan yang multidisiplin karena akan mempelajari pengetahuan-pengetahuan dari ilmu kehayatan (kedokteran dan biologi), ilmu kejiwaan (psikologi) dan kemasyarakatan (sosiologi). Pada prinsipnya disiplin ergonomi akan mempelajari akibat-akibat (dampak) dari jasmani, kejiwaan dan sosial dari teknologi dan produk-produknya, maka pengetahuan yang dipelajari akan berkaitan dengan teknologi seperti Biomekanika, Antropometri Teknik, Teknologi Produksi, Lingkungan Fisik (temperatur, pencahayaan, dsb) dan lain-lain.
2
disiplin ergonomi melihat permasalahan interaksi tersebut sebagai suatu sistem dengan pemecahan-pemecahan masalahnya melalui proses pendekatan sistem pula.
3.2. Metode Ergonomi Makro (Macroergonomic Methods)
Makro ergonomi adalah suatu cabang ilmu yang pertama kali diperkenalkan oleh Hal W. Hendrick pada tahun 1980. Cabang ergonomi ini muncul diakibatkan oleh perkembangan teknologi yang begitu pesat, melebihi kecepatan perkembangan organisasi, selain itu juga disebabkan terdapatnya kelemahan dalam mikro ergonomi.
Makro ergonomi juga meneliti tentang pekerjaan, namun makro ergonomi memeriksa pekerjaan dan sistem kerja secara lebih luas. Beberapa hal yang dibahas dalam makro ergonomi adalah struktur organisasi, interaksi antara orang-orang yang ada dalam organisasi dan aspek motivasi dari pekerja. Dengan kata lain, ergonomi hanya melihat dari tingkat pekerjaan, namun makro ergonomi melihat dari tingkat pekerjaan dan juga tingkat organisasi.3
a. Generasi pertama
Hendrick mendeskripsikan ergonomi dalam sebuah seri dari tiga generasi:
Ergonomi berkaitan dengan kemampuan fisik, fisiologis, lingkungan, dan karakteristik perseptual dalam merancang dan mengaplikasikan sistem antar
3
manusia dan mesin. Hal ini meliputi control, display, penyusunan ruang kerja dan lingkungan kerja.
b. Generasi kedua
Generasi ini ditandai ketika beralihnya perhatian para ahli dengan berkembangnya sistem komputer. Disini para ahli ergonomi menekankan penelitian pada bagaimana manusia menerima, mempersepsikan, mengolah, dan menyimpulkan data dan informasi. Hendrick menjelaskan bahwa generasi kedua meningkatkan penekanan pada pengembangan dan aplikasi penggunaan sistem antar teknologi dan pengguna.
c. Generasi ketiga
Generasi ini ditandai dengan masuknya unsur eksternal yaitu organisasi dan sistem sosioteknik ke dalam ergonomi. Generasi ini menekankan perhatian pada aspek penerapan pengetahan tentang individu dan organisasi pada perancangan, implementasi dan penggunaan teknologi baru. Atau dengan kata lain, generasi ketiga fokus pada mikro ergonomi, atau keseluruhan organisasi sistem kerja dan berkonsentrasi pada pengembangan dan aplikasi dari teknologi dihubungkan dengan organisasi.
Makro ergonomi dapat dimulai pada tingkat organisasi dari atas ke bawah. Ergonomi dan makro ergonomi tidak bertentangan, dalam kenyataanya keduanya saling melengkapi satu sama lain. Perbandingan antara kedua konsep ini dapat dilihat pada Tabel 3.1.
Tabel 3.1. Perbandingan antara Mikro Ergonomi dengan Makro Ergonomi
Tingkat bahasan Mikro Makro Unit kerja Tugas, sub-tugas Divisi kerja
Tujuan Mengoptimalkan pekerja Mengoptimalkan sistem kerja
Fokus Perincian Peninjauan secara luas
Alat Pengukuran Umumnya mengukur secara fisik seperti : luas, tenaga, luminasi, desibel, waktu
Umumnya organisasional dan mengukur
subejektivitas seperti jumlah orang, rentang kendali, perilaku dan moral
Sejarah Penelitian 27-47 tahun 10-12 tahun Sejarah Aplikasi 17-27 tahun 8-9 tahun Aplikasi Keahlian Anatomi, psikologi,
psikologi persepsi, teknik industri
Organisasi, psikologi organisasi
Sumber : Hal W. Hendrick, 2002, Macroergonomics Theory, Methods, and Applications. Lawrence Erlbaum Associates, New Jersey
3.3. Macroergonomic Analysis And Design (MEAD)
efektif dan efisien4
Gambar 3.1. Langkah-langkah MEAD
.Tahapan pada Macroergonomic Analysis and Design dapat dilihat pada Gambar 3.1.
a. Pengamatan dan Analisis Lingkungan
Pada tahap ini, hal yang dilakukan adalah pengamatan pada sistem keseluruhan, subsistem lingkungan, dan organisasi dari sistem tersebut. Untuk menilai varian antara yang telah ditetapkan dan yang dipraktikan, diperlukan identifikasi misi, visi, prinsip, dan kriteria target yang ditetapkan dalam sistem tersebut.
4
Dalam mengamati sistem secara keseluruhan hal yang perlu dilakukan adalah mengidentifikasikan tempat kerja dimana sistem berjalan dan prosesnya termasuk batasan yang ada. Detail dari misi sistem ini dapat berupa input,
output, proses, supplier, customer, intenal control, dan mekanisme feedback. Selain itu batasan yang dimaksud dapat berupa batasan throughput, territorial,
sosial, dan waktu. Dalam pengamatan lingkungan, organisasi dan major stakeholder diperlukan identifikasi dan evaluasi ekspetasi organisasi, entitas diluar batasan (external environmet), dan konflik yang ada.
b. Tipe Sistem dan Analisis Performansi
Performa dari sistem yang diamati di tahap sebelumnya dievaluasi pada tahap ini. Key performance criteria yang berkaitan dengan tujuan organisasi dan posisi teknikal diperinci pada tahap ini. Untuk mengukur performa dari sistem yang berjalan, diperlukan data specific standarized performance criteria
untuk menentukan jenis pengukuran proses kerja.
Performa organisasi dapat diukur dan dinilai dengan menggunakan seven performance criteria atau pengelompokan ukuran, yang terdiri dari efisiensi, efektivitas, produktivitas, kualitas, quality of work life, inovasi dan profabilitas atau budgetabilitas (Sink and Tuttle, 1989). Kriteria efisiensi berfokus pada
untuk profit, Sink and Tuttle (1989) memperkenalkan budgetabilitas atau pengeluaran relatif pada budget untuk menggantikan kriteria profitabilitas. c. Menentukan proses kerja teknis dan analisis tugas
Unit operasi adalah kelompok langkah-langkah yang membentuk suatu kerja dan mengikat langkah lainnya dengan batasan teritorial, teknologi, dan temporal. Unit operasi sering diidentifikasi dari perbedaan subproduk dan biasanya membutuhkan tiga sampai lima belas pekerja. Selain itu, unit operasi bisa diidentifikasi berdasarkan pembagian proses (Hendrick and Kleiner, 2002). Untuk tiap unit operasi atau departemen, dilakukan identifikasi terhadap tujuan, input, transformasi, dan output. Aliran kerja dari proses transformasi (mengkonversikan input menjadi output) dibuat dengan bentuk
flow chart, termasuk aliran material, workstation, dan batasan fisik atau imajiner. Pada sistem linear, output dari satu langkah merupakan input dari langkah selanjutnya. Pada sistem nonlinear, langkah-langkah dilakukan secara paralael atau berulang-berulang. Dengan begitu, unit operasi akan teridentifikasi. Selain itu, diidentifikasi pula fungsi dan subfungsi (contoh: tugas) dari sistem tersebut.
d. Pengumpulan Data Varians
e. Membuat matriks variansi
Key variance adalah varian-varian yang secara signifikan mempengaruhi kriteria performa dan saling berinteraksi dengan varian lainnya, sehingga menghasilkan compound effect. Tujuan dari tahap ini adalah untuk menampilkan interrelasi diantara varian-varian pada proses kerja sehingga dapat ditentukan varian mana yang mempengaruhi varian lainnya.
Pada variance matrix, setiap kolom mewakili setiap varian. Sehingga setiap sel mewakili hubungan dari dua varian. Sel yang kosong mengartikan bahawa tidak ada hubungan antara kedua varian tersebut.
Varian dipertimbangkan sebagai “key” jika varian tersebut secara signifikan mempengaruhi kuantitas produksi, kualitas produksi, biaya operasi (alat, material mentah, overtime, dan lain-lain), biaya sosial (ketidakpuasan, keamanan, dan lain-lain), atau bila varian tersebut memiliki hubungan dengan varian lain (matriks).
f. Kontrol varians dan analisis peran
“Role” dari pekerja merupakan perilaku aktual dari seorang pekerja dalam menjalankan suatu jabatan atau pekerjaan dalam hubungannya dengan orang lain.
Pada role network, tanggung jawab sebuah peran dalam mengendalikan varian diidentifikasi. Dengan mengidentifikasi suatu peran utama dalam sebuah lingkungan, peran lainnya akan dapat diidentifikasi dan ditempatkan pada suatu diagram yang berhubungan dengan peran utama. Panjang garis penghubung pada diagram dapat bervariasi bergantung pada frekuensi dan kepentingan dari hubungan atau interaksi antar peran, dimana garis yang lebih pendek mewakili interaksi yang lebih dekat. Panah satu arah mengindikasi komunikasi satu arah, sedangkan panah dengan dua arah mengindikasi interaksi dua arah. Role network dibuat untuk mengidentifikasi tujuan dari mengendalikan varians, adaptasi pada fluktuasi jangka pendek, pengintegrasian aktivitas untuk mengatur konflik internal dan mendukung interaksi yang mulus diantara pekerja dan tugas; pengembangan jangka panjang pada pekerja dalam pengetahuan, keahlian dan motivasi.
g. Perancangan organisasi, joint dan fungsi
Dalam mengalokasikan fungsi dan tugas pada manusia dan mesin atau komputer dapat dimulai dengan mengulas data pengamatan lingkungan untuk memeriksa kendala pada lingkungan (Clegg et al, 1989). Dalam mengembangkan kebutuhan dapat menggunakan empat kategori kriteria:
informal, performa); dan karakteristik fungsi (kritikal, tidak dapat diprediksi, psikologis).
Pada perubahan teknikal, desain dengan mengutamakan manusia dibutuhkan dalam membantu operator untuk mencegah atau mengontrol key variances,
berupa interface, sistem informasi, job aids, process control tools, teknologi yang lebih fleksibel, perancangan ulang stasiun kerja dan sistem penanganan, atau mekanisme terintegrasi. Selanjutnya dilakukan penentuan pengetahuan atau keahlian yang dibutuhkan pada key variances dan isu yang nyata. Setelah membuat key variance control table pada tahap sebelumnya, selanjutnya perubahan sistem personel direkomendasikan untuk mencegah atau mengendalikan key variances. Hal ini berujung pada penentuan pengetahuan atau keahlian khusus yang didapatkan melalui pelatihan teknikal, formal
courses,workshop, atau pembelajaran jarak jauh. h. Analisis persepsi dan tanggung jawab
Varians dapat diatur melalui pelatihan dan seleksi serta technological support. Terdapat dua role network yang beroperasi: yang dibutuhkan dan yang dipersepsikan. Semua varian diantara dua role network tersebut dapat dikurangi melalui parcipatory ergonomics, pelatihan, komunikasi, interface design, atau tool design.
i. Perancangan sistem pendukung dan interface
yang diberikan berdampak pada sistem produk sociotechnical; sifat varians; sejauh mana varians dikendalikan; dan sejauh mana tugas harus diperhitungkan dalam desain ulang peran beroperasi di unit subsistem pendukung. Selain audit alokasi fungsi, interface antara subsistem harus diperiksa dan didesain ulang pada saat ini. Lingkungan fisik internal dirancang secara ergonomis untuk mendukung kesejahteraaan manusia, keamanan, dan keefektivitasan. Untuk mengetahui apakah ada perubahan lingkungan dalam bentuk fisik yang mendukung peningkatan dapat dilakukan dengan melakukan penilaian pada analisis teknikal dan personel varian.
j. Implementasi, iterasi dan improvement
Tahap ini mengimplementasi perubahan proses kerja, perancangan interface, dan alokasi fungsi.
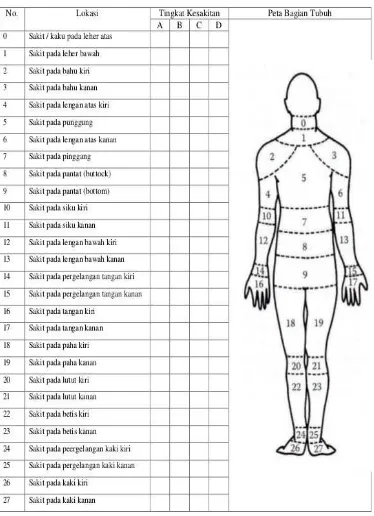
3.4. Standard Nordic Questionnaire (SNQ)
Melalui Standard Nordic Questionnaire seperti pada Gambar 3.3. dapat diketahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan mulai dari rasa tidak nyaman (agak sakit) sampai sangat sakit. Dengan melihat dan menganalisis peta tubuh SNQ maka dapat diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja5
5
Tarwaka, dkk, 2004, Ergonomi untuk Keselamatan, Kesehatan Kerja dan Produktivitas, Harapan Press: Surakarta, hal 129.
3.5. Quality Function Deployment
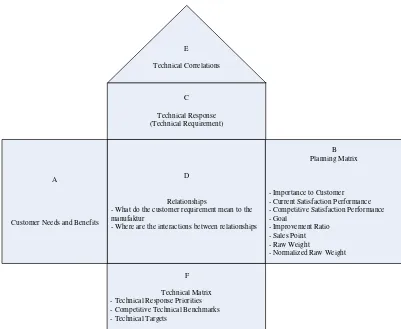
The House of Quality adalah suatu kerangka kerja atas pendekatan dalam desain manajemen yang dikenal sebagai Quality Function Deployment (QFD)6
6
Lou Cohen, Quality Function Deployment:How to Make QFD Work for You, (USA : Addison-Wesley Publishing Company, 1995), h :11-13
A
Customer Needs and Benefits
D
Relationships
- What do the customer requirement mean to the manufaktur
- Where are the interactions between relationships
F
Technical Matrix - Technical Response Priorities - Competitive Technical Benchmarks - Technical Targets
B Planning Matrix
- Importance to Customer - Current Satisfaction Performance - Competitive Satisfaction Performance - Goal
- Improvement Ratio - Sales Point - Raw Weight
- Normalized Raw Weight C
Technical Response (Technical Requirement)
E
Technical Correlations
Gambar 3.3. House of Quality
Keterangan dari setiap bagiannya adalah sebagai berikut (Lou Cohen, 1995) : 1. Customer need and benefits
2. Planning matrix
Planning matrix merupakan matriks perencanaan produk yang berisikan data kuantitatif kebutuhan konsumen dan tujuan-tujuan performansi yang hendak dicapai.
3. Technical response
Technical response merupakan parameter teknik yang memberikan gambaran bagaimana cara tim pengembangan produk/jasa pelayanan dalam merespon kebutuhan dan keinginan konsumen. Suara konsumen yang bersifat kualitatif maupun kuantitatif harus diterjemahkan ke dalam suara pengembang (voice of developer).
4. Relationship
Relationship menunjukkan hubungan antara parameter teknik dengan kebutuhan dan keinginan konsumen yang telah dimodelkan dalam QFD. Hubungan tersebut diperoleh dari wawancara dengan produsen pembuat atau perancang produk yang dapat bersifat kuat, moderat, dan lemah atau tidak ada hubungannya.
5. Technical corelation
6. Technical matrix
Technical Matrix berisi informasi berupa prioritas dari aspek teknis produk serta target teknis yang direncanakan berdasarkan competitive benchmark
untuk tujuan pengembangan kualitas produk. Prosedur penggunaan matriks HoQ adalah7
a. Diidentifikasi keinginan responden (customer requirements). :
Keinginan responden (Customer Requirements) dibuat ke dalam bentuk atribut. Hal itu dilaksanakan dengan menyebarkan kuesioner terbuka
b. Diidentifikasi tingkat kepentingan(customer importance).
Tingkat kepentingan konsumen (customer importance) yang dibuat dalam bentuk penilaian. Penilaian diperoleh dari modus hasil penyebaran kuesioner tertutup.
c. Menentukan karakteristik teknis produk.
Karakteristik teknis produk diperoleh dari hasil wawancara dengan para ahli yang mengerti dan memahami produk yang diteliti. Karakteristik teknis yang digunakan pada umumnya bersifat kuantitatif.
d. Menetapkan hubungan antar karakteristik teknis
Hubungan antar karakteristik teknis dibuat dalam bentuk skala hubungan. Tahapan ini digunakan untuk dianalisis apakah antara karakteristik teknis tersebut terdapat hubungan yang positif (saling mempengaruhi) atau negatif (saling bertolak belakang). Simbol-simbol yang digunakan untuk menggambarkan tingkat hubungan masing-masing variabel adalah:
7
V : tingkat hubungan positif kuat : 4 √ : tingkat hubungan positif sedang : 3 x : tingkat hubungan negatif sedang : 2 o : tingkat hubungan negatif kuat : 1
e. Menetapkan tingkat hubungan karakteristik teknis produk dengan keinginan konsumen.
Tingkat hubungan karakteristik teknis dengan keinginan konsumen dibuat dengan menggunakan relation matrix. Keterangan simbol-simbol yang digunakan relation matrix untuk penilaian tingkat hubungan yakni :
Nilai 0 : Tidak ada hubungan sama sekali Nilai 1 : Hubungan lemah
Nilai 3 : Hubungan sedang Nilai 9 : Hubungan kuat
f. Menyusun matriks perencanaan (planning matrix).
Menyusun matriks perencanaan (planning matrix) berfungsi untuk memperoleh informasi nilai kompetitif dari atribut kebutuhan responden yang dibuat dalam bentuk titik jual (sales point). Titik jual adalah kontribusi suatu
customer requirement terhadap daya jual produk/jasa. Untuk penilaian terhadap titik jual terdiri dari:
Titik jual ditentukan dengan melakukan diskusi atau wawancara terhadap orang yang ahli dalam bidang tersebut.
g. Perhitungan Bobot Kepentingan (Importance Weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut proses perakitan yang dihitung dengan rumus:
Importance Weight = CIi x Rij
Keterangan: CI = Customer Importance
Rij = Hubungan antara CR dengan karakteristik teknis
h. Perhitungan bobot kepentingan relatif (relative weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut dihitung dengan rumus:
Relative Weight =
i. Membangun matriks house of quality (HoQ)
Matriks HoQ sering disebut dengan istilah rumah kendali mutu. Ukuran kinerja dari HoQ diperoleh berdasarkan tiga aspek yaitu tingkat kesulitan, tingkat kepentingan dan perkiraan biaya. Perhitungan ketiga aspek tersebut dapat dilihat seperti di bawah ini:
1) Penentuan tingkat kesulitan
Tingkat kesulitan ditentukan dari hubungan karakteristik teknis. Perhitungan dibuat dengan mengartikan semua bobot nilai hubungan kemudian membagi bobot dari tiap-tiap karaktertistik teknik dengan jumlah bobot tadi. Selanjutnya, tingkat kesulitan diberikan berdasarkan
Importance Weight atribut ke-i
rentang persentase yang diperoleh. Tingkat kesulitan dihitung dengan rumusan :
Tingkat Kesulitan =
2) Penentuan derajat kepentingan
Nilai derajat kepentingan dihitung dengan menghitung terlebih dahulu total bobot untuk masing-masing hubungan antara atribut produk dengan karakteristik teknis. Selanjutnya, derajat kepentingan dihitung dengan rumusan :
3) Perkiraan biaya
Dasar dalam penentuan nilai perkiraan biaya adalah faktor tingkat kesulitan. Kedua variabel ini memiliki hubungan yakni : semakin sulit suatu karakteristik teknik dibuat, akan semakin tinggi pula biaya yang dibutuhkan. Perkiraan biaya dinyatakan dalam persentase dan dipengaruhi berbagai pertimbangan dari si perancang sendiri. Perkiraan biaya dihitung dengan rumusan :
Perkiraan biaya = 100%
Bobot Tiap Karakteristik Teknis
3.6. Kuesioner
Kuesioner ialah suatu bentuk instrumen pengumpulan data dalam format pertanyaan tertulis yang dilengkapi dengan kolom dimana responden akan menuliskan jawaban atas pertanyaan yang diarahkan kepadanya.8
Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data.
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang terkait dengan cara penulisan pertanyaan (wording of quetions), cara pengukuran yaitu mengkatagorikan, membuat skala dan mengkodekan (catagorized, scaled and coded) jawaban dari responden dan kerapian (general appearance) kuesioner tersebut.
3.6.1. Validitas Data
9
8
Sukaria Sinulingga, Op Cit hal 178-179.
9
Ibid., h. 229-233
Salah satu cara yang umum yang digunakan untuk menguji validitas instrumen ialah melalui analisis korelasi (correlational analysis). Analisis korelasi dilakukan dengan menggunakan rumus Korelasi Product Moment yang dikembangkan oleh Pearson, yaitu sebagai berikut :
�= � ∑ �� −(∑ �)(∑ �)
�[� ∑ �2 −(∑ �)2][� ∑ �2−(∑ �)2]
Dimana, r = koefisien korelasi antara X dan Y X = skor variabel independen X Y = skor variabel independen Y
3.6.1.1. Intervalisasi Data
Angket yang digunakan dengan model skala likert memiliki opsi dari
favourable hingga unfavourable yang diwujudkan dengan opsi sangat setuju hingga sangat tidak setuju. 10
Terkait dengan proses intervalisasi data tersebut, Sitepu dalam (Minarso, 2007: 19), mengungkapkan bahwa cara meningkatkan skala ukur ordinal menjadi tingkat interval adalah dengan menggunakan Method of Successive Interval
Skala ini memiliki model summated ratings, maka sebenarnya skor subyek pada setiap pernyataan merupakan rating yang berarti data yang diperoleh bersifat ordinal. Dengan demikian, bagi sebuah teknik statistik yang membutuhkan data dengan skala interval, maka harus dilakukan proses intervalisasi data agar datanya menjadi interval (Idrus, 2007: 115-116).
10
(MSI), yaitu suatu metode untuk mentransformasikan dari skala ordinal menjadi data berskala interval.
Data ordinal sebenarnya adalah data kualitatif atau bukan angka sebenarnya.11
1. Angka 1 mewakili “sangat tidak setuju”
Data ordinal menggunakan angka sebagai simbol data kualitatif. Dalam contoh dibawah ini, misalnya:
2. Angka 2 mewakili “ tidak setuju” 3. Angka 3 mewakili “netral” 4. Angka 4 mewakili “setuju”
5. Angka 5 mewakili “sangat setuju”
Dalam banyak prosedur statistik seperti regresi, korelasi Pearson, uji t dan lain sebagainya mengharuskan data berskala interval. Oleh karena itu, jika mempunyai data berskala ordinal; maka data tersebut harus diubah kedalam bentuk interval untuk memenuhi persyaratan prosedur-prosedur tersebut. Langkah-langkah untuk melakukan tranformasi data adalah sebagai berikut:
a. Berdasarkan hasil jawaban responden, untuk setiap pertanyaan dihitung frekuensi setiap pilihan jawaban.
b. Berdasarkan frekuensi yang diperoleh untuk setiap pertanyaan, hitung proporsi setiap pilihan jawaban.
c. Berdasarkan proporsi tersebut, untuk setiap pertanyaan, hitung proporsi kumulatif untuk setiap pilihan jawaban.
d. Untuk setiap pertanyaan, tentukan nilai batas Z pada setiap pilihan jawaban.
11
e. Hitung scale value (nilai interval rata-rata) untuk setiap pilihan jawaban:
Scale= density at lower limit-density at upper limit area under upper limit-area under lower limit
Keterangan:
Density at lower limit : kepadatan batas bawah
Density at upper limit : kepadatan batas atas
Area under upper limit : daerah dibawah batas atas
Area under lower limit : daerah dibawah batas bawah
f. Hitung score (nilai hasil transformasi) untuk setiap pilihan jawaban melalui persamaan berikut :
Score transformasi = scale value + scale value minimum + 1
3.6.2. Reliabilitas Data
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrumen tersebut.12
Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrumen terhadap data yang diperoleh dengan menggunakan instrumen tersebut artinya jika instrumen tersebut digunakan dalam pengukuran variabel yang sama dalam waktu yang berbeda dan memberikan hasil yang sama maka dikatakan stabilitas instrumen tersebut cukup baik. Konsistensi internal
Terdapat dua ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrumen pengumpulan data, yaitu stabilitas instrumen dan konsistensi internal instrumen.
12
instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang berarti terhadap keseluruhan.
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas instrumen dan konsistensi internal instrumen. Pengujian terhadap kedua karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode. Untuk pengujian stabilitas instrumen terdapat dua macam uji yaitu test-retest reliability dan parallel-form reliability. Pengukuran konsistensi internal instrumen pengumpulan data dapat dilakukan dengan dua cara yaitu interitem consistency reliability dan split-half reliability. Salah satu alat test yang sering digunakan dalam pengujian konsistensi internal instrumen ialah Koefisien Alpha Cronbach. Koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas instrumen yang pertanyaannya menggunakan skor dalam rentangan tertentu. Rumus yang digunakan dalam menghitung koefisien tersebut ialah :
3.7. Antropometri
3.7.1. Definisi Antropometri
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Secara definitif, antropometri dapat dinyatakan sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia13
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar seiring dengan bertambahnya umur yaitu sejak awal kelahirannya sampai dengan umur sekitar 20 tahunan. Dari suatu penelitian yang dilakukan oleh
. Manusia pada dasarnya akan memiliki bentuk, ukuran (tinggi, lebar, dan sebagainya) berat dan lain-lain yang berbeda satu dengan yang lainnya. Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam memerlukan interaksi manusia. Tempat kerja yang baik dalam artian sesuai dengan kemampuan dan keterbatasan manusia dapat diperoleh apabila ukuran-ukuran dari tempat kerja tersebut sesuai dengan tubuh manusia dan hal-hal yang berhubungan dengan dimensi tubuh manusia dipelajari dalam antropometri.
3.7.2. Faktor-faktor yang Mempengaruhi Pengukuran Antropometri
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya. Ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia, sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut yang antara lain adalah:
1. Umur
13
A.F.Roche dan G.H.Davila (1972) di USA diperoleh kesimpulan bahwa laki-laki akan tumbuh dan berkembang naik sampai dengan usia 21 tahun, sedangkan wanita 17 tahun. Meskipun ada sekitar 10% yang masih terus bertambah tinggi sampai usia 23 tahun (laki-laki) dan 21 tahun (wanita). Setelah itu, tidak akan terjadi lagi pertumbuhan bahkan justru akan cenderung berubah menjadi penurunan ataupun penyusutan yang dimulai sekitar umur 40 tahunan.
2. Jenis Kelamin (Sex)
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti pinggul dan sebagainya.
3. Suku Bangsa (Etnis)
Setiap suku bangsa ataupun kelompok etnik akan memiliki karakteristik fisik yang akan berbeda satu dengan yang lainnya.
4. Posisi Tubuh
Sikap (postur) ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh. Oleh sebab itu, posisi tubuh standar harus ditetapkan untuk survei pengukuran. Dalam kaitan dengan posisi tubuh dikenal 2 cara pengukuran yaitu pengukuran dimensi struktur tubuh dan pengukuran dimensi fungsional tubuh.
5. Cacat Tubuh
6. Tebal/Tipisnya Pakaian yang Dikenakan
Faktor iklim yang berbeda akan memberikan variasi yang berbeda-beda dalam bentuk rancangan dan spesifikasi pakaian.
7. Kehamilan (Pregnancy)
Kondisi semacam ini jelas mempengaruhi bentuk dan ukuran tubuh (khusus perempuan). Hal tersebut jelas memerlukan perhatian khusu terhadap produk-produk yang dirancang bagi segmentasi seperti ini.
3.7.3. Antropometri Statis (Struktural)
Istilah lain dari pengukuran tubuh dalam berbagai posisi standar dan tidak bergerak (tetap tegak sempurna) dikenal dengan antropometri statis. Dimensi tubuh yang diukur dengan posisi tetap antara lain meliputi berat badan, tinggi tubuh dalam posisi berdiri, maupun duduk, ukuran kepala, tinggi/panjang lutut pada saat berdiri/duduk, panjang lengan dan sebagainya. Ukuran dalam hal ini diambil dengan persentil tertentu seperti 5-th dan 95-th persentil. Contoh antropometri statis adalah posisi tubuh saat duduk orang duduk di kursi.
3.7.4. Antropometri Dinamis (Fungsional)
untuk melaksanakan kegiatan-kegiatan tertentu. Berbeda dengan antropometri statis yang mengukur tubuh dalam posisi tetap/statis, maka cara pengukuran kali ini dilakukan pada saat tubuh melakukan gerakan-gerakan kerja atau dalm posisi yang dinamis. Antropometri dinamis akan banyak diaplikasikan dalam proses perancangan fasilitas ataupun ruang kerja. Contoh antropometri dinamis adalah perancangan kursi mobil dimana di sini posisi tubuh pada saat melakukan gerakan mengoperasikan kemudi, tangkai pemindahan persneling, pedal dan juga jarak antara kepala dengan atap maupun dashboard harus menggunakan data antropometri dinamis.
3.7.5. Prinsip-prinsip Penggunaan Data Antropometri
Data antropometri yang menyajikan data ukuran dari berbagai macam anggota tubuh manusia dalam persentil tertentu akan sangat besar manfaatnya pada saat suatu rancangan produk ataupun fasilitas kerja akan dibuat. Agar rancangan suatu produk nantinya bisa sesuai dengan ukuran tubuh manusia yang akan mengoperasikannya, maka prinsip-prinsip apa yang harus diambil di dalam aplikasi data antropometri tersebut harus ditetapkan terlebih dahulu seperti diuraikan berikut ini:
1. Prinsip perancangan produk bagi individu dengan ukuran yang ekstrim Di sini rancangan produk dibuat agar memenuhi 2 sasaran produk, yaitu:
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari populasi yang ada).
Agar bisa memenuhi sasaran pokok tersebut maka ukuran yang diaplikasikan ditetapkan dengan cara:
a. Untuk dimensi minimum yang harus ditetapkan dari suatu rancangan produk umumnya didasarkan pada nilai persentil yang terbesar seperti 90-th, 95-th atau 99-th persentil. Contoh konkrit pada kasus ini bisa dilihat pada penetapan ukuran minimal dari lebar dan tinggi dari pintu darurat.
b. Untuk dimensi maksimum yang harus ditetapkan diambil berdasarkan nilai persentil yang paling rendah yaitu 1-th, 5-th, 10-th persentil) dari distribusi data antropometri yang ada. Hal ini diterapkan dalam penetapan jarak jangkau dari suatu mekanisme kontrol yang harus dioperasikan oleh seorang pekerja.
2. Prinsip perancangan produk yang bisa dioperasikan di antar rentang ukuran tertentu.
3. Prinsip perancangan produk dengan ukuran rata-rata.
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran manusia. Problem pokok yang dihadapi dalam hal ini juga sedikit sekali mereka yang berbeda dalam ukuran rata-rata. Di sini produk dirancang dan dibuat untuk mereka yang berukuran sekitar rata-rata, sedangkan bagi mereka yang memiliki ukuran ekstrim akan dibuatkan rancangan tersendiri.
3.7.6. Dimensi Tubuh Pengukuran Data Antropometri
Jenis pengukuran antropometri statis biasanya dilakukan dalam dua posisi yaitu posisi berdiri dan duduk di kursi. 14
a. Tinggi Duduk Tegak (TDT)
Alat ukur yang harus digunakan untuk mengukur antropometri adalah antropometer. Terdapat beberapa dimensi tubuh yang akan diukur yaitu:
1. Posisi duduk samping
Diukur jarak vertikal dari permukaan alas duduk sampai ujung atas kepala. Subjek duduk tegak dengan mata memandang lurus ke depan dan membentuk sudut siku-siku.
b. Tinggi Siku Duduk (TSD)
Diukur jarak vertikal dari permukaan alas duduk sampai ujung bawah siku kanan. Subjek duduk tegak dengan lengan atas vertikal di sisi badan dan lengan bawah membentuk sudut siku-siku dengan lengan bawah.
c. Tinggi Popliteal (TPo)
14
Diukur jarak vertikal dari lantai sampai bagian bawah paha. d. Pantat Popliteal (PP)
Subjek duduk tegak, diukur jarak horisontal dari bagian terluar pantat sampai lekukan lutut sebelah dalam (popliteal). Paha dan kaki bagian bawah membentuk sudut siku-siku.
2. Posisi duduk menghadap ke depan a. Lebar Pinggul (LP)
Subjek duduk tegak, diukur jarak horisontal dari bagian terluar pinggul sisi kiri sampai bagian terluar pinggu l sisi kanan.
b. Lebar Bahu (LB)
Diukur jarak horisontal antara kedua lengan atas merapat ke badan dan lengan bawah direntangkan ke depan.
3. Posisi Berdiri Dengan Tangan Kedepan. a. Jangkauan Tangan (JT)
Diukur jarak horisontal dari punggung samping ujung jari tengah dan subjek berdiri tegak dengan betis, pantat dan punggung merapat ke dinding, tangan direntangkan secara horisontal ke depan.
3. Posisi Berdiri Dengan Kedua Lengan Direntangkan. a. Rentangan Tangan (RT)
Diukur jarak horisontal dari ujung jari terpanjang tangan kiri samping ujung jari terpanjang tangan kanan. Subjek berdiri tegak dan kedua tangan direntangkan horisontal ke samping sejauh mungkin.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Sumatera Timberindo Industry yang bergerak dalam bidang produksi daun pintu. Perusahaan ini berlokasi di Jl. Batang Kuis Km 2 Desa Buntu Bedimbar, Tanjung Morawa, Kabupaten Deli Serdang, Sumatera Utara. Waktu penelitian dilakukan pada bulan November 2016 - Januari 2017.
4.2. Jenis Penelitian
Penelitian ini adalah suatu penelitian deskriptif analisis kerja dan aktivitas (job and activity analysis) yang ditujukan untuk menyelidiki secara terperinci aktivitas dan pekerjaan seseorang atau sekelompok orang agar mendapatkan rekomendasi untuk berbagai keperluan seperti mendapatkan keseimbangan beban kerja antar karyawan, penentuan standar pengupahan, standar prestasi kerja dan lain-lain. 15
15
Sukaria Sinulingga, 2014, Metode Penelitan, Edisi ketiga, Medan: USU Press, Hal 34-35
4.3. Objek Penelitian
Objek yang diamati adalah operator yang bekerja pada bagian finishing di PT. Sumatera Timberindo Industry. Posisi kerja operator yang bekerja berdiri menjadi objek penelitian peneliti untuk merancang suatu fasilitas kerja yang baru.
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah: a. Metode kerja operator.
Metode kerja merupakan tata urutan dalam menganalisis atau melakukan sebuah proses untuk tujuan tertentu.
b. Dimensi fasilitas kerja.
Dimensi fasilitas kerja adalah ukuran (panjang, lebar, tinggi, luas, dan sebagainya) suatu benda.
c. Dimensi antropometri pekerja
Dimensi antropometri pekerja adalah ukuran tubuh manusia.
4.5. Kerangka Berpikir Penelitian
Kemudian dilakukan analisis dan evaluasi dari data sehingga diperoleh sebuah desain dan karakteristik perancangan alat. Kerangka berpikir penelitian dapat dilihat pada Gambar 4.1.
Perbaikan Fasilitas Kerja dan Usulan
Metode Kerja Metode Kerja Operator
Dimensi Antropometri Pekerja
Dimensi Fasilitas Kerja
Keluhan Operator pada Bagian Kaki
Gambar 4.1. Kerangka Berpikir Penelitian
4.6. Instrumen Penelitian
Penelitian ini menggunakan instrumen SNQ, kuesioner terbuka dan tertutup untuk menentukan modus dari variabel yang diteliti dan juga kuesioner penilaian untuk menentukan derajat kepentingan pada QFD. Selain itu ketika melakukan perancangan juga digunakan alat ukur anthropometri seperti
anthropometer, dan jangka sorong.
4.7. Metode Pengumpulan Data
Pada penelitian ini metode pengumpulan data adalah sebagai berikut: 1. Data antropometri operator yang diperoleh dari pengukuran.
3. Pengumpulan data Macroergonomic Analysis and Design dilakukan dengan langkah-langkah sebagai berikut:
a. Penyebaran SNQ untuk mengetahui keluhan operator
b. Penyebaran kuesioner dilakukan melalui dua tahap yaitu sebagai berikut: 1. Penyebaran kuesioner semi terbuka
Responden yang diberikan kuesioner merupakan 15 orang pekerja bagian finishing untuk menentukan jawaban mengenai atribut yang dianggap penting untuk membuat fasilitas kerja yang meningkatkan kinerja.
2. Penyebaran kuesioner tertutup
Kuesioner tertutup disebar sebanyak 2 kali. Kuesioner pertama dibentuk hasil dari jawaban yang ada dari kuesioner semi terbuka ditambah dengan alternatif baru dari responden yang kemudian akan disebar kembali. Hasil dari kuesioner tertutup ini akan menghasilkan modus yang nantinya akan dibuat kuesioner penilaian yang berupa penilaian tentang derajat kepentingan dari modus yang ada.
c. Proses Produksi PT. Sumatera Timberindo Industry, diperoleh melalui data dari PT. Sumatera Timberindo Industry
d. Struktur Organisasi PT. Sumatera Timberindo Industry, diperoleh melalui data dari PT. Sumatera Timberindo Industry
g. Pendapat personel terhadap perancangan fasilitas yang ada, diperoleh melalui hasil wawancara dengan bagian personel produksi di PT. Sumatera Timberindo Industry
h. Pendapat stakeholder terhadap perancangan fasilitas yang ada, diperoleh dari hasil wawancara dengan pemilik PT. Sumatera Timberindo Industry.
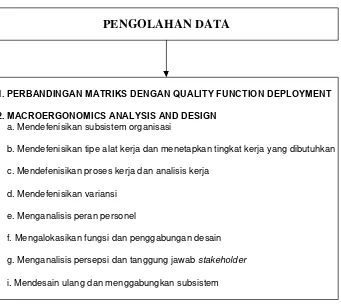
4.8. Pengolahan Data
Pengolahan data dilakukan setelah keseluruhan data yang dibutuhkan baik data primer maupun data sekunder terkumpul. Blok Diagram Pengolahan data dapat dilihat pada Gambar 4.2.
PENGOLAHAN DATA
1. PERBANDINGAN MATRIKS DENGAN QUALITY FUNCTION DEPLOYMENT 2. MACROERGONOMICS ANALYSIS AND DESIGN
a. Mendefenisikan subsistem organisasi
b. Mendefenisikan tipe alat kerja dan menetapkan tingkat kerja yang dibutuhkan
c. Mendefenisikan proses kerja dan analisis kerja
d. Mendefenisikan variansi
e. Menganalisis peran personel
f. Mengalokasikan fungsi dan penggabungan desain
g. Menganalisis persepsi dan tanggung jawab stakeholder
i. Mendesain ulang dan menggabungkan subsistem
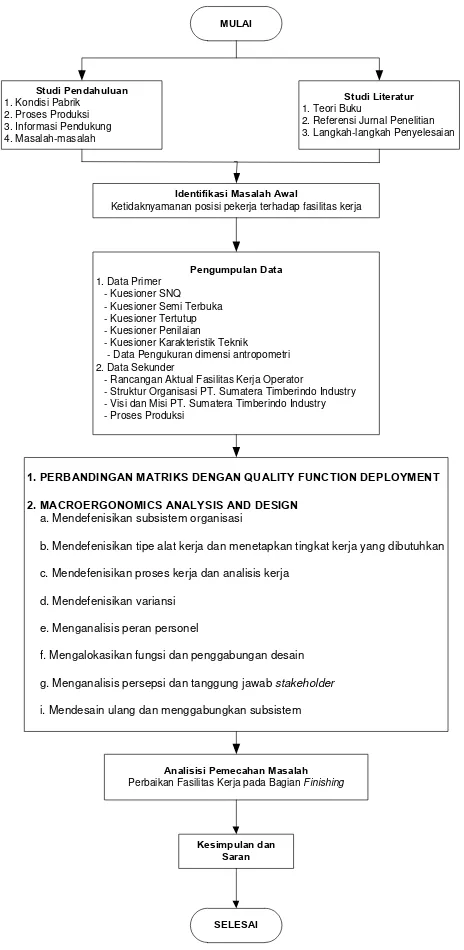
4.9. Analisis Pemecahan Masalah
Pemecahan masalah dalam penelitian ini dilakukan melalui perbaikan fasilitas kerja untuk meningkatkan kenyamanan operator di bagian finishing PT. Sumatera Timberindo Industry serta pemberian metode kerja usulan untuk operator. Langkah-langkah proses penelitian dapat dilihat pada Gambar 4.3.
MULAI
2. Referensi Jurnal Penelitian 3. Langkah-langkah Penyelesaian
Identifikasi Masalah Awal
Ketidaknyamanan posisi pekerja terhadap fasilitas kerja
Pengumpulan Data
1. Data Primer - Kuesioner SNQ - Kuesioner Semi Terbuka - Kuesioner Tertutup - Kuesioner Penilaian - Kuesioner Karakteristik Teknik - Data Pengukuran dimensi antropometri 2. Data Sekunder
- Rancangan Aktual Fasilitas Kerja Operator - Struktur Organisasi PT. Sumatera Timberindo Industry - Visi dan Misi PT. Sumatera Timberindo Industry - Proses Produksi
1. PERBANDINGAN MATRIKS DENGAN QUALITY FUNCTION DEPLOYMENT
2. MACROERGONOMICS ANALYSIS AND DESIGN a. Mendefenisikan subsistem organisasi
b. Mendefenisikan tipe alat kerja dan menetapkan tingkat kerja yang dibutuhkan
c. Mendefenisikan proses kerja dan analisis kerja
d. Mendefenisikan variansi
e. Menganalisis peran personel
f. Mengalokasikan fungsi dan penggabungan desain
g. Menganalisis persepsi dan tanggung jawab stakeholder
i. Mendesain ulang dan menggabungkan subsistem
Analisisi Pemecahan Masalah
Perbaikan Fasilitas Kerja pada Bagian Finishing
Kesimpulan dan Saran
SELESAI
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data 5.1.1. Spesifikasi Responden
Data yang dikumpulkan adalah data hasil kuesioner yang disebarkan kepada 15 operator yang bekerja di bagian finishing PT Sumatera Timberindo Industry. Operator berjenis kelamin wanita 9 orang, operator berjenis kelamin pria 6 orang, dengan masa kerja 10 bulan sampai 4 tahun. Umur operator berkisar dari 19 tahun sampai 37 tahun.
5.1.2. Pengumpulan Data SNQ
Kuesioner SNQ diberikan kepada operator yang bekerja di bagian
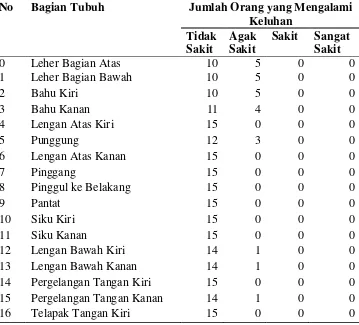
finishing PT Sumatera Timberindo Industry untuk mengidentifikasi keluhan awal yang dirasakan oleh pekerja selama menggunakan fasilitas yang ada. Kuesioner ini membagi keluhan rasa sakit pada 28 bagian tubuh manusia menjadi 4 skala yaitu “tidak sakit”, “agak sakit”, “sakit”, dan “sangat sakit”. Operator diminta untuk mengisi kuesioner SNQ dengan cara didampingi oleh peneliti yang bertugas menerangkan pertanyaan-pertanyaan di dalam kuesioner kepada pekerja secara individual.
1. Tidak sakit (skor 0), apabila operator tidak merasakan keluhan yang berarti terhadap bagian tubuh.
2. Rasa agak sakit (skor 1), apabila operator hanya merasakan rasa nyeri sesekali saja ataupun kesemutan.
3. Rasa sakit (skor 2), apabila operator sering merasakan rasa nyeri ataupun pegal terhadap bagian tubuh.
4. Rasa sangat sakit (skor 3), apabila operator mengalami rasa pegal dan nyeri yang lama (masih dirasakan walaupun pekerjaan sudah selesai).
Rekapitulasi hasil pengumpulan kuesioner SNQ Operator finishing di PT. Sumatera Timberindo Industry dapat dilihat pada Tabel 5.1.
Tabel 5.1. Rekapitulasi Kuesioner SNQ
No Bagian Tubuh Jumlah Orang yang Mengalami
Tabel 5.1. Rekapitulasi Kuesioner SNQ (Lanjutan)
No Bagian Tubuh Jumlah Orang yang Mengalami
Keluhan Tidak
Sakit
Agak Sakit
Sakit Sangat Sakit
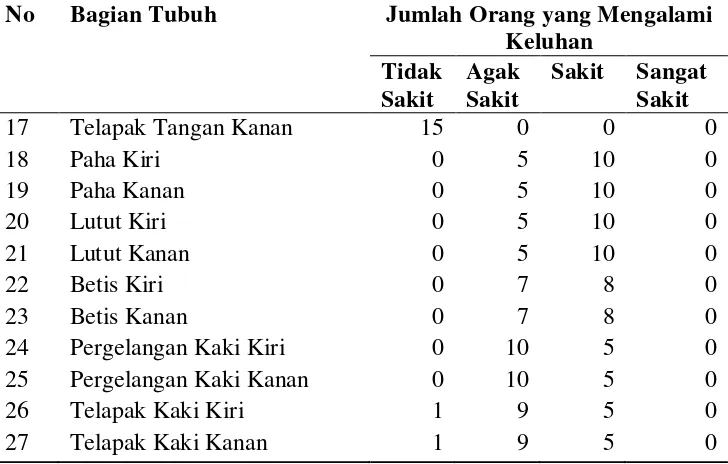
17 Telapak Tangan Kanan 15 0 0 0
18 Paha Kiri 0 5 10 0
19 Paha Kanan 0 5 10 0
20 Lutut Kiri 0 5 10 0
21 Lutut Kanan 0 5 10 0
22 Betis Kiri 0 7 8 0
23 Betis Kanan 0 7 8 0
24 Pergelangan Kaki Kiri 0 10 5 0
25 Pergelangan Kaki Kanan 0 10 5 0
26 Telapak Kaki Kiri 1 9 5 0
27 Telapak Kaki Kanan 1 9 5 0
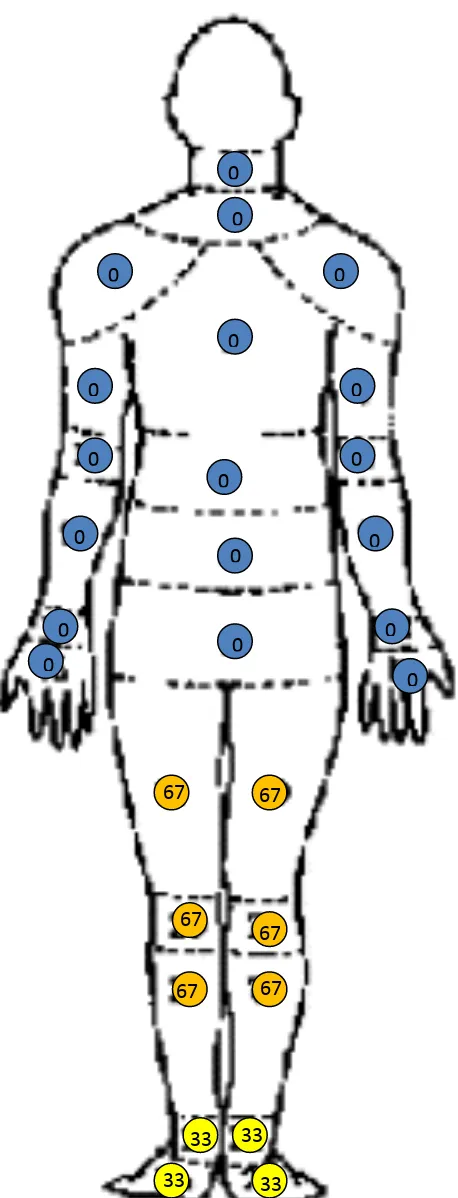
Berdasarkan hasil rekapitulasi keluhan yang dirasakan pekerja, maka dapat diketahui persentase keluhan pada tiap-tiap bagian tubuh seperti ditunjukkan pada Gambar 5.1. Persentasi dinilai dari bagian sakit dan sangat sakit karena berdasarkan penjelasan kategori keluhan, bagian sakit dan sangat sakit memerlukan penanganan langsung. Persentase Identifikasi Warna Keluhan
Musuloskeletal Operator dapat dilihat pada Tabel 5.2.
Tabel 5.2. Persentase Identifikasi Warna Keluhan Musculoskeletal Operator Persentase Jumlah Orang yang
Mengeluh
Warna Keterangan
0 – 20 % Keluhan sedikit terjadi
21 - 40% Sering terjadi keluhan
41 – 70 % Keluhan sangat sering terjadi
Gambar 5.1. Identifikasi Warna Keluhan Musculoskeletal
0 0
0 0
0
0 0
0
0
0
0 0
0 0
0 0
0
33 33 33
33 0
67
67 67
67
Contoh perhitungan persentasi leher bagian atas, jumlah sakit dan sangat sakit 0. Jumlah keseluruhan responden ada 15.
Persentasi leher bagian atas = (0/15) x 100 %
= 0 % (Keluhan sedikit terjadi)
Hal yang sama dilakukan untuk persentasi setiap bagian tubuh. Dari Gambar 5.1 diperoleh penjelasan seperti pada Tabel 5.3.
Tabel 5.3. Keterangan Gambar
Simbol Gambar Penjelasan
Keluhan sedikit terjadi dengan persentasi 0% pada bagian leher, bahu, lengan, tangan, pinggang, dan bokong.
Keluhan sangat sering terjadi dengan persentasi 67% pada bagian paha, lutut dan betis.
Keluhan sering terjadi dengan persentasi 33 % pada pergelangan kaki dan telapak kaki.
Hasil identifikasi warna keluhan musculoskeletal menunjukkan bahwa keluhan yang paling sering dirasakan pekerja terdapat pada anggota tubuh bagian paha, lutut, betis, pergelangan kaki dan telapak kaki. Berdasarkan Hasil SNQ maka diusulkan untuk merancang suatu fasilitas untuk memberi kenyamanan kepada operator. Jika melihat metode kerja operator yang harus berdiri dan posisi badan rapat dengan meja kerja, maka tidak memungkinkan untuk merancang kursi kerja karena kursi kerja membuat adanya jarak antara operator dan meja kerja. Hal tersebut menjadi alasan untuk memperbaiki fasilitas meja kerja dan menambah bagian untuk menopang kaki dan lutut tanpa membuat jarak dengan meja kerja.
0
67
Selanjutnya operator diberikan kuesioner semi terbuka untuk mengetahui keinginan operator terhadap perbaikan meja kerja tersebut.
5.1.3. Penyebaran Kuesioner Semi Terbuka
Tahapan pengumpulan data selanjutnya dilakukan dengan membagi kuesioner. Kuesioner yang dibagikan dikelompokkan dalam 3 tahap. Tahap pertama berupa kuesioner semi terbuka atau kuesioner pendahuluan. Kuesioner ini berisi pertanyaan yang diajukan kepada 15 responden yaitu bagian finishing
tentang pendapat maupun usulan pekerja terhadap produk meja kerja yang akan dirancang.
Pertanyaan yang ada pada kuesioner semi terbuka ini adalah: 1. Bentuk meja apa yang anda inginkan?
A. Meja lipat B. Meja kaki roda C. Meja kaki tetap Atau, adakah bentuk lain yang anda inginkan?
... ... 2. Bahan rangka meja apa yang anda inginkan?
A. Plastik B. Besi C. Kayu Atau, adakah bahan lain yang anda inginkan?
... ... 3. Bahan tempat berlutut apa yang anda inginkan?
A. Kain B. Busa C. Kapas Atau, adakah bahan lain yang anda inginkan?
4. Bahan alas tempat berlutut apa yang anda inginkan? A. Plastik B. Kain C. Kulit
Atau, adakah bahan lain yang anda inginkan?
... ... 5. Warna rangka meja kerja apa yang anda inginkan?
A. Abu-Abu B. Hitam C. Coklat Atau, adakah warna lain yang anda inginkan?
... ... 6. Warna tempat berlutut apa yang anda inginkan?
A. Merah B. Biru C. Hijau Atau, adakah warna lain yang anda inginkan?
... ... 7. Bahan rangka tempat berlutut apa yang anda inginkan?
A. Plastik B. Besi C. Kayu Atau, adakah bahan lain yang anda inginkan?
... ... 8. Berapa lama daya tahan meja yang anda inginkan?
A. 2 tahun B. 3 tahun C. 4 tahun
Atau, adakah lama daya tahan meja lain yang anda inginkan?
... ... 9. Fungsi tambahan apa yang anda perlukan pada meja kerja ini?
A. Wadah meletakkan produk. B. Tempat meletakkan peralatan C. Tempat membuang sompelan produk.
Atau, adakah fungsi tambahan lain yang anda perlukan?
10. Fasilitas kerja apa selain meja yang anda perlukan?
A. Sarung Tangan B. Kursi Kerja C. Masker Atau, adakah fasilitas kerja lain yang anda perlukan?
... ...
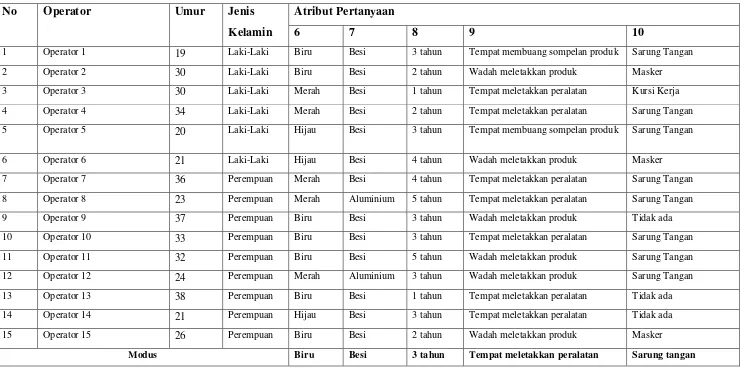
Rekapitulasi kuesioner terbuka dapat dilihat pada Tabel 5.4.
5.1.4. Penyebaran Kuesioner Tertutup
Tahapan kedua berupa kuesioner tertutup. Hasil dari kesimpulan jawaban responden pada kuesioner terbuka yaitu modus untuk setiap pertanyaan yang akan menjadi butir pertanyaan pada kuesioner tertutup. Kuesioner tertutup berisi pertanyaan untuk menentukan modus yang akan menjadi dasar untuk penilaian terhadap pentingnya variansi yang telah diberikan berdasarkan modus yang diperoleh dari kueisoner tersebut. Responden pada kuesioner tertutup ini berjumlah 15 orang yaitu operator bagian produksi di PT. Sumatera Timberindo Industry.
Pertanyaan yang ada pada kuesioner tertutup ini adalah: 1. Bentuk meja apa yang anda inginkan?
A. Meja lipat B. Meja kaki roda C. Meja kaki tetap 2. Bahan rangka meja apa yang anda inginkan?
A. Besi B. Aluminium
3. Bahan tempat berlutut apa yang anda inginkan? A. Kain B. Busa C. Kapas
4. Bahan alas tempat berlutut apa yang anda inginkan? A. Plastik B. Kain C. Kulit
5. Warna rangka meja kerja apa yang anda inginkan?
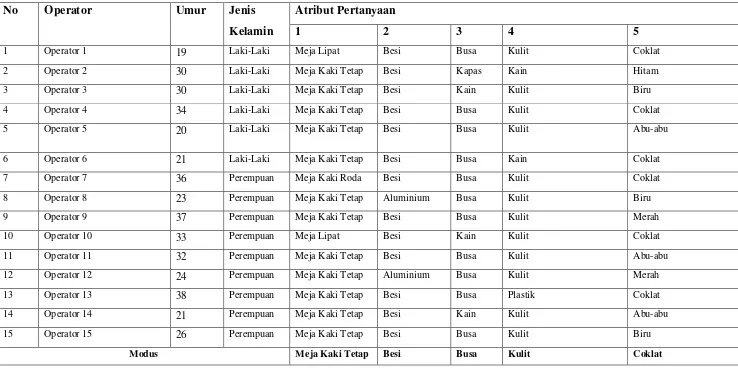
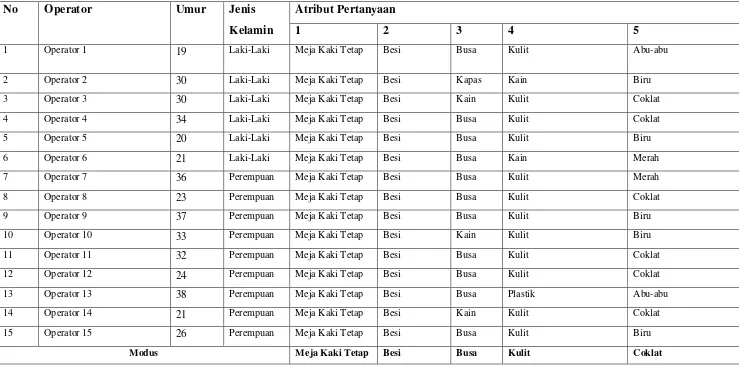
Tabel 5.4. Rekapitulasi Kuesioner Semi Terbuka
No Operator Umur Jenis
Kelamin
Atribut Pertanyaan
1 2 3 4 5
1 Operator 1 19 Laki-Laki Meja Lipat Besi Busa Kulit Coklat
2 Operator 2 30 Laki-Laki Meja Kaki Tetap Besi Kapas Kain Hitam
3 Operator 3 30 Laki-Laki Meja Kaki Tetap Besi Kain Kulit Biru
4 Operator 4 34 Laki-Laki Meja Kaki Tetap Besi Busa Kulit Coklat
5 Operator 5 20 Laki-Laki Meja Kaki Tetap Besi Busa Kulit Abu-abu
6 Operator 6 21 Laki-Laki Meja Kaki Tetap Besi Busa Kain Coklat
7 Operator 7 36 Perempuan Meja Kaki Roda Besi Busa Kulit Coklat
8 Operator 8 23 Perempuan Meja Kaki Tetap Aluminium Busa Kulit Biru
9 Operator 9 37 Perempuan Meja Kaki Tetap Besi Busa Kulit Merah
10 Operator 10 33 Perempuan Meja Lipat Besi Kain Kulit Coklat
11 Operator 11 32 Perempuan Meja Kaki Tetap Besi Busa Kulit Abu-abu
12 Operator 12 24 Perempuan Meja Kaki Tetap Aluminium Busa Kulit Merah
13 Operator 13 38 Perempuan Meja Kaki Tetap Besi Busa Plastik Coklat
14 Operator 14 21 Perempuan Meja Kaki Tetap Besi Kain Kulit Abu-abu
15 Operator 15 26 Perempuan Meja Kaki Tetap Besi Busa Kulit Biru
Tabel 5.4. Rekapitulasi Kuesioner Semi Terbuka (Lanjutan)
No Operator Umur Jenis
Kelamin
Atribut Pertanyaan
6 7 8 9 10
1 Operator 1 19 Laki-Laki Biru Besi 3 tahun Tempat membuang sompelan produk Sarung Tangan
2 Operator 2 30 Laki-Laki Biru Besi 2 tahun Wadah meletakkan produk Masker
3 Operator 3 30 Laki-Laki Merah Besi 1 tahun Tempat meletakkan peralatan Kursi Kerja
4 Operator 4 34 Laki-Laki Merah Besi 2 tahun Tempat meletakkan peralatan Sarung Tangan
5 Operator 5 20 Laki-Laki Hijau Besi 3 tahun Tempat membuang sompelan produk Sarung Tangan
6 Operator 6 21 Laki-Laki Hijau Besi 4 tahun Wadah meletakkan produk Masker
7 Operator 7 36 Perempuan Merah Besi 4 tahun Tempat meletakkan peralatan Sarung Tangan
8 Operator 8 23 Perempuan Merah Aluminium 5 tahun Tempat meletakkan peralatan Sarung Tangan
9 Operator 9 37 Perempuan Biru Besi 3 tahun Wadah meletakkan produk Tidak ada
10 Operator 10 33 Perempuan Biru Besi 3 tahun Tempat meletakkan peralatan Sarung Tangan
11 Operator 11 32 Perempuan Biru Besi 5 tahun Wadah meletakkan produk Sarung Tangan
12 Operator 12 24 Perempuan Merah Aluminium 3 tahun Wadah meletakkan produk Sarung Tangan
13 Operator 13 38 Perempuan Biru Besi 1 tahun Tempat meletakkan peralatan Tidak ada
14 Operator 14 21 Perempuan Hijau Besi 3 tahun Tempat meletakkan peralatan Tidak ada
15 Operator 15 26 Perempuan Biru Besi 2 tahun Wadah meletakkan produk Masker
6. Warna tempat berlutut apa yang anda inginkan? A. Merah B. Biru C. Hijau
7. Bahan rangka tempat berlutut apa yang anda inginkan? A. Plastik B. Besi C. Kayu
8. Berapa lama daya tahan meja yang anda inginkan?
A. 1 tahun B. 2 tahun C. 3 tahun D. 4 tahun E. 5 tahun 9. Fungsi tambahan apa yang anda perlukan pada meja kerja ini?
A. Wadah meletakkan produk. B. Tempat meletakkan peralatan C. Tempat membuang sompelan produk.
10. Fasilitas kerja apa selain meja yang anda perlukan?
A. Sarung Tangan B. Kursi Kerja C. Masker D. Tidak Ada
Rekapitulasi kuesioner tertutup dapat dilihat pada Tabel 5.5.
5.1.5. Kuesioner Penilaian
Tabel 5.5. Rekapitulasi Kuesioner Tertutup
No Operator Umur Jenis
Kelamin
Atribut Pertanyaan
1 2 3 4 5
1 Operator 1 19 Laki-Laki Meja Kaki Tetap Besi Busa Kulit Abu-abu
2 Operator 2 30 Laki-Laki Meja Kaki Tetap Besi Kapas Kain Biru
3 Operator 3 30 Laki-Laki Meja Kaki Tetap Besi Kain Kulit Coklat
4 Operator 4 34 Laki-Laki Meja Kaki Tetap Besi Busa Kulit Coklat
5 Operator 5 20 Laki-Laki Meja Kaki Tetap Besi Busa Kulit Biru
6 Operator 6 21 Laki-Laki Meja Kaki Tetap Besi Busa Kain Merah
7 Operator 7 36 Perempuan Meja Kaki Tetap Besi Busa Kulit Merah
8 Operator 8 23 Perempuan Meja Kaki Tetap Besi Busa Kulit Coklat
9 Operator 9 37 Perempuan Meja Kaki Tetap Besi Busa Kulit Biru
10 Operator 10 33 Perempuan Meja Kaki Tetap Besi Kain Kulit Biru
11 Operator 11 32 Perempuan Meja Kaki Tetap Besi Busa Kulit Coklat
12 Operator 12 24 Perempuan Meja Kaki Tetap Besi Busa Kulit Coklat
13 Operator 13 38 Perempuan Meja Kaki Tetap Besi Busa Plastik Abu-abu
14 Operator 14 21 Perempuan Meja Kaki Tetap Besi Kain Kulit Coklat
15 Operator 15 26 Perempuan Meja Kaki Tetap Besi Busa Kulit Biru
Tabel 5.5. Rekapitulasi Kuesioner Tertutup (Lanjutan)
No Operator Umur Jenis
Kelamin
Atribut Pertanyaan
6 7 8 9 10
1 Operator 1 19 Laki-Laki Hijau Besi 3 tahun Tempat membuang sompelan produk Sarung Tangan
2 Operator 2 30 Laki-Laki Merah Besi 5 tahun Wadah meletakkan produk Masker
3 Operator 3 30 Laki-Laki Merah Besi 5 tahun Tempat meletakkan peralatan Kursi Kerja
4 Operator 4 34 Laki-Laki Biru Besi 3 tahun Tempat meletakkan peralatan Sarung Tangan
5 Operator 5 20 Laki-Laki Biru Besi 3 tahun Tempat membuang sompelan produk Sarung Tangan
6 Operator 6 21 Laki-Laki Merah Besi 5 tahun Wadah meletakkan produk Masker
7 Operator 7 36 Perempuan Biru Besi 3 tahun Tempat meletakkan peralatan Sarung Tangan
8 Operator 8 23 Perempuan Hijau Besi 3 tahun Tempat meletakkan peralatan Sarung Tangan
9 Operator 9 37 Perempuan Biru Besi 1 tahun Wadah meletakkan produk Tidak ada
10 Operator 10 33 Perempuan Merah Besi 3 tahun Tempat meletakkan peralatan Sarung Tangan
11 Operator 11 32 Perempuan Merah Besi 2 tahun Wadah meletakkan produk Sarung Tangan
12 Operator 12 24 Perempuan Hijau Besi 4 tahun Wadah meletakkan produk Sarung Tangan
13 Operator 13 38 Perempuan Hijau Besi 2 tahun Tempat meletakkan peralatan Tidak ada
14 Operator 14 21 Perempuan Biru Besi 4 tahun Tempat meletakkan peralatan Tidak ada
15 Operator 15 26 Perempuan Biru Besi 3 tahun Wadah meletakkan produk Masker
Tabel 5.6. Pertanyaan pada Kuesioner Penilaian
No. Pernyataan Jawaban Responden
1. Meja memiliki bentuk kaki tetap 5 4 3 2 1
2. Rangka meja menggunakan bahan besi 5 4 3 2 1
3. Tempat berlutut meja menggunakan busa 5 4 3 2 1
4. Alas tempat lutut bahan kulit 5 4 3 2 1
5 Warna rangka meja adalah coklat 5 4 3 2 1
6 Warna tempat berlutut adalah biru 5 4 3 2 1
7 Warna alas tempat berlutut adalah biru 5 4 3 2 1
8 Daya tahan meja minimal 3 tahun 5 4 3 2 1
9 Fungsi tambahan meja : tempat meletakkan peralatan 5 4 3 2 1 10 Fasilitas kerja lain yang diperlukan adalah sarung tangan 5 4 3 2 1
Keterangan:
5 : Sangat Setuju 4 : Setuju
3 : Netral
2 : Tidak Setuju
1 : Sangat Tidak Setuju
Tabel 5.7. Rekapitulasi Kuesioner Penilaian
Responden Pertanyaan
P1 P2 P3 P4 P5 P6 P7 P8 P9 P10
1 5 4 3 3 4 3 5 5 5 2
2 5 4 3 4 3 3 2 5 3 4
3 4 3 3 1 5 2 2 3 4 3
4 4 3 5 5 5 3 3 5 5 4
5 5 3 4 4 2 5 5 3 4 5
6 3 4 4 5 4 4 5 5 5 4
7 2 3 3 4 2 3 2 2 3 2
8 2 1 3 2 1 2 1 3 3 2
Tabel 5.7. Rekapitulasi Kuesioner Penilaian (Lanjutan)
Responden Pertanyaan
P1 P2 P3 P4 P5 P6 P7 P8 P9 P10
10 4 2 3 3 1 5 3 2 3 2
11 2 3 3 3 3 3 5 3 4 4
12 5 3 4 4 4 5 2 4 5 3
13 3 4 3 2 5 5 5 3 5 3
14 4 3 3 4 3 1 3 2 3 2
15 3 3 3 2 2 2 3 4 5 2
5.1.6. Data Pengukuran Antropometri
Dimensi antropometri yang akan digunakan untuk merancang meja kerja adalah:
a. Tebal Meja Kerja : 3-5 cm
b. Panjang Meja Kerja : Rentangan Tangan (RT) c. Lebar Meja Kerja : Jangkauan Tangan (JT) d. Tinggi Meja Kerja : Tinggi Siku Berdiri e. Tinggi tempat berlutut : Disesuaikan
Data dimensi antropometri tersebut kemudian diperoleh dengan melakukan pengukuran antropometri. Data dimensi tubuh tersebut diperoleh dari hasil pengukuran seluruh operator finishing di PT. Sumatera Timberindo Industry dan dapat dilihat pada Tabel 5.8.
Tabel 5.8. Data Antropometri untuk Perancangan Produk
Nama JT RT TSB
Tabel 5.8. Data Antropometri untuk Perancangan Produk (Lanjutan)
Nama JT RT TSB
Operator 3 64,0 149,5 100,0 Operator 4 65,0 155,0 105,0 Operator 5 63,5 161,0 113,0 Operator 6 63,0 154,5 105,5 Operator 7 59,5 156,5 108,0 Operator 8 62,0 153,0 104,0 Operator 9 60,0 148,0 103,0 Operator 10 62,0 149,0 101,0 Operator 11 66,5 156,0 108,0 Operator 12 65,0 153,0 104,0 Operator 13 58,0 151,0 101,0 Operator 14 59,0 148,5 100,5 Operator 15 59,0 150,0 101,0
5.2. Pengolahan Data
5.2.1. Uji Validitas dan Reliabilitas
Langkah pertama yang dilakukan pada pengolahan data adalah melakukan pengujian validitas dan reliabilitas data kuesioner tertutup yang telah dikumpulkan dari operator produksi di PT. Sumatera Timberindo Industry.
5.2.1.1.Uji Validitas Data
Uji validitas data menggunakan metode Method of Successive Interval
pertanyaan untuk kuesioner operator produksi di PT. Sumatera Timberindo Industry dengan menggunakan persamaan korelasi product momen (pearson).
Langkah-langkah mengubah skala ordinal menjadi skala interval yaitu:
1. Data kuesioner penilaian yang terdiri dengan jumlah responden sebanyak 15 orang direkapitulasi seperti yang dapat dilihat pada Tabel 5.9.
Tabel 5.9. Tabulasi Frekuensi Jawaban Responden Skala Ordinal Frekuensi
1 6
2 31
3 53
4 30
5 30
Total 150
2. Penentuan proporsi dan nilai Z untuk setiap skala. Contoh perhitungan pada proporsi skala 1 adalah sebagai berikut:
Frekuensi skala 1 = 6 Total frekuensi = 150
Nilai proporsi skala 1 =
frekuensi total
skala
frekuensi 1
=
0,04Tabel 5.10. Proporsi dan nilai Z Setiap Skala
Skala Frekuensi Proporsi Proporsi
Kumulatif Z
3. Penentuan nilai densitas f(Z) dengan menggunakan rumus
Perhitungan nilai densitas f(Z)
F(-1,75) = (-1,75) 0,086
4. Penentuan Scale Value (SV)
Scale Value (SV) ditentukan dengan rumus
SV=
Perhitungan nilai SV adalah
SVskala 1= 2,15
5. Nilai akhir skala interval ditentukan dengan cara menjumlahkan SV setiap skala dengan nilai absolut minus terkecil. Skala baru 1 nilainya adalah 1.
Skala interval untuk skala 2 dihitung dengan menggunakan rumus: 2
Hasil perhitungan ini dapat dilihat pada Tabel 5.11.
Tabel 5.11. Nilai Skala Interval Skala Frekuensi Proporsi Proporsi
Kumulatif
Tabel 5.12. Skala Interval Kuesioner Tertutup
No ATRIBUT Jumlah
1 2 3 4 5 6 7 8 9 10
1 4,550 3,680 2,952 2,952 3,680 2,952 4,550 4,550 4,550 2,039 36,455 2 4,550 3,680 2,952 3,680 2,952 2,952 2,039 4,550 2,952 3,680 33,987 3 3,680 2,952 2,952 1.000 4,550 2,039 2,039 2,952 3,680 2,952 28,796 4 3,680 2,952 4,550 4,550 4,550 2,952 2,952 4,550 4,550 3,680 38,966 5 4,550 2,952 3,680 3,680 2,039 4,550 4,550 2,952 3,680 4,550 37,183 6 2,952 3,680 3,680 4,550 3,680 3,680 4,550 4,550 4,550 3,680 39,552 7 2,039 2,952 2,952 3,680 2,039 2,952 2,039 2,039 2,952 2,039 25,683 8 2,039 1,000 2,952 2,039 1.000 2,039 1,000 2,952 2,952 2,039 20,012 9 2,039 2,952 2,039 2,039 2,039 2,952 2,952 3,680 2,039 2,952 25,683 10 3,680 2,039 2,952 2,952 1,000 4,550 2,952 2,039 2,952 2,039 27,155 11 2,039 2,952 2,952 2,952 2,952 2,952 4,550 2,952 3,680 3,680 31,661 12 4,550 2,952 3,680 3,680 3,680 4,550 2,039 3,680 4,550 2,952 36,313 13 2,952 3,680 2,952 2,039 4,550 4,550 4,550 2,952 4,550 2,952 35,727 14 3,680 2,952 2,952 3,680 2,952 1,000 2,952 2,039 2,952 2,039 27,198 15 2,952 2,952 2,952 2,039 2,039 2,039 2,952 3,680 4,550 2,039 28,194
Nilai-nilai dari skala interval baru tersebut selanjutnya diuji validitasnya. Contoh perhitungan untuk validitas atribut 1 dapat dilihat pada Tabel 5.13.
Tabel 5.13. Uji Validitas Atribut 1
No. Responden X Y XY X2 Y2
Tabel 5.13. Uji Validitas Atribut 1 (Lanjutan)
Jumlah 49,932 472,565 1619,849 179,752 15367,789
Uji validitas atribut 1 dihitung dengan rumus:
[
][
]
Besar koefisien korelasi product moment untuk variabel 1 yaitu 0,580. Tabel kritis untuk koefisien product moment dengan taraf signifikan 5%, diperoleh nilai kritis sebagai berikut: Karena nilai r hitung > r tabel, maka data untuk atribut 1 dinyatakan valid dan hasil perhitungan validitas untuk semua butir dapat dilihat pada Tabel 5.14.
Tabel 5.14. Hasil Perhitungan Validitas Derajat Kepentingan
Variabel Koef.
Korelasi r Tabel N Keterangan
1 0,580 0,514 15 Valid
2 0,715 0,514 15 Valid
3 0,667 0,514 15 Valid
4 0,559 0,514 15 Valid
5 0,678 0,514 15 Valid
6 0,523 0,514 15 Valid
7 0,624 0,514 15 Valid
8 0,615 0,514 15 Valid
9 0,718 0,514 15 Valid
10 0,655 0,514 15 Valid
5.2.1.2.Uji Reliabilitas Data
Pengujian reliabilitas untuk data kinerja dilakukan untuk mengetahui apakah kuesioner reliabel atau tidak. Uji reliabilitas dilakukan dengan menggunakan rumus Alpha Cronbach, maka nilai varians butir 1 dapat dilihat pada Tabel 5.15.
Tabel 5.15. Nilai Varians Atribut 1
No. Responden X X2
1 4,5500 20,7025
2 4,5500 20,7025
3 3,6800 13,5424
4 3,6800 13,5424
5 4,5500 20,7025
6 2,9520 8,71430
7 2,0390 4,1575
8 2,0390 4,1575
9 2,0390 4,1575
Tabel 5.15. Nilai Varians Atribut 1 (Lanjutan)
Perhitungan nilai varians atribut 1 adalah
( )
Hasil perhitungan untuk butir 2 sampai dengan 10 yang dilakukan dengan cara yang sama dapat dilihat pada Tabel 5.16.
Tabel 5.16. Perhitungan Varians Tiap Butir Butir Varians
Kemudian dilakukan perhitungan varians total dengan rumus:
Setelah itu dimasukkan ke rumus Alpha,
7869
Nilai koefisien reliabilitas kinerja diperoleh sebesar 0,7869.
Ada 2 cara untuk menilai apakah suatu instrument memiliki tingkat reliabilitas yang tinggi, yaitu:
1. Instrumen memiliki tingkat reliabilitas yang tinggi jika nilai koefisien yang diperoleh > 0,6016
2. Membandingkan dengan nilai dari tabel kritis koefisien korelasi r Pearson.
Tabel kritis koefisien korelasi r Pearson untuk taraf signifikan 5%, dengan jumlah responden 15 diperoleh nilai kritis sebagai berikut:
Derajat kebebasan (df) = jumlah responden – 2 = 15 – 2 = 13
Nilai kritis untuk taraf signifikan 5% dengan df 13 adalah sebesar 0,514.
16
Ghozali, Imam. 2002. Aplikasi Analisis Multivariat dengan Program SPSS. Semarang: Badan Penerbit Universitas Dipenogoro. h. 133.
Atribut pertanyaan 1 hingga 10 memiliki nilai r hitung yang lebih besar dari r tabel, maka data dinyatakan reliabel maka kuesioner dapat dipercaya kebenaran datanya.
5.2.2. Membangun Quality Function Deployment (QFD)
5.2.2.1.Menentukan Customer Requirement (Kebutuhan Pelanggan)
Customer requirement (CR) memiliki tujuan untuk mengetahui keinginan dan kebutuhan responden terhadap proses perancangan produk meja kerja dengan metode QFD (Quality Function Deployment). Keinginan responden yang diperoleh dari kuesioner tertutup berupa atribut untuk proses perancangan produk akan disesuaikan dengan karakteristik teknik produk yang dilakukan dengan menggunakan house of quality. Langkah-langkah penggunaan matriks HoQ untuk QFD yaitu
j. Mengidentifikasi keinginan konsumen ke dalam bentuk atribut yang nantinya diinginkan oleh responden.
Penyebaran kuesioner dilakukan melalui dua tahap yaitu sebagai berikut 1. Penyebaran kuesioner semi terbuka
Sebanyak 15 orang responden yang merupakan pekerja bagian finishing
untuk menentukan jawaban mengenai atribut yang dianggap penting untuk membuat fasilitas kerja yang meningkatkan kinerja.
2. Penyebaran kuesioner tertutup