Analisis Pengaruh Variasi Arus dan Sudut Kampuh terhadap Struktur Mikro, Kekerasan, dan Ketangguhan Impact pada Material SS410 dengan Menggunakan Metode Las SMAW
Teks penuh
Gambar


Dokumen terkait
Melihat sebab-sebab yang mempengaruhi nilai kekerasan pada sambungan (lasan) penelitian ini akan memvariasikan bentuk kampuh dan kuat arus pada proses pengelasan menggunakan
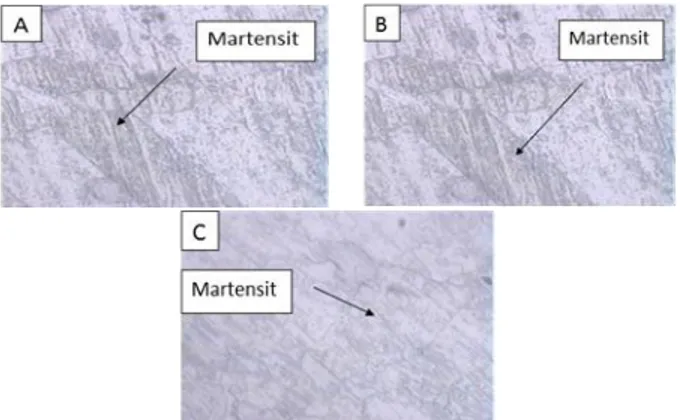
Struktur mikro daerah base metal, HAZ dan las pada spesimen uji tanpa preheat dengan arus 70A, 100A dan 130A, arus 70A didominasi perlit yang menyebabkan material keras dan arus
Berdasarkan hasil pengujian tarik dan tekuk pada aluminium 5083 dengan variasi arus listrik dan sudut kampuh maka didapat variasi sudut terbaik pada penelitian ini
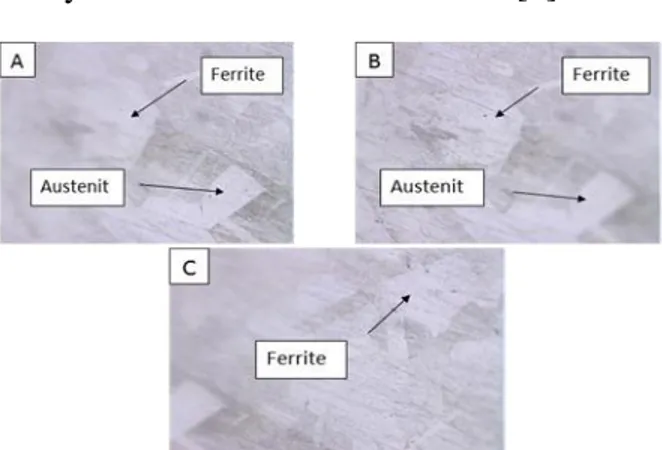
Pada daerah HAZ dari ketiga sampel spesimen pengujian dengan variasi arus 70 A, 90 A dan 110 A struktur yang terbentuk berupa butiran austenit yang relatif lebih
Variabel yang diteliti adalah pengaruh jenis kampuh pada pengelasan SMAW baja karbon rendah pada las sudut posisi mendatar dengan variasi kampuh I, kampuh V,
Struktur mikro daerah base metal, HAZ dan las pada spesimen uji tanpa preheat dengan arus 70A, 100A dan 130A, arus 70A didominasi perlit yang menyebabkan material
Berdasarkan penjelasan di atas maka perlunya dilakukan penelitian lebih lanjut mengenai analisis variasi sudut kampuh V ganda pada pengelasan kombinasi SMAW dan FCAW terhadap struktur
sedangkan per- bandingan tingkat kekerasan pada baja karbon ST 37 dengan variasi arus las mulai dari 90A, 100A, dan 110A memiliki nilai rata-rata kekerasan sebesar 168 VHN untuk
