Abstrak—Risk Based Inspection (RBI) adalah pendekatan sistematis tentang metode pengolahan inspeksi atas peralatan atau unit kerja pada sebuah pabrik yang didasarkan pada tingkat resiko yang dimiliki oleh peralatan atau unit kerja tersebut. Pada tugas akhir ini peralatan yang akan dijadikan sebagai subjek untuk penelitian adalah pressure vessel pada area Gas Processing Facilities. Dimana pada pressure vessel sangat perlu dilakukan risk assessment karena dampak yang ditimbulkan bila mengalami kebocoran maupun ledakan akan sangat besar seperti kebakaran, pencemaran lingkungan, dan lain-lain. Masing-masing pressure vessel memiliki resiko yang berbeda-beda tergantung pada kondisi operasionalnya. Tugas akhir ini menyajikan analisa resiko pada pressure vessel dengan Risk Based Inspection API 581 dan untuk menunjang analisa RBI dilakukan penelitian pengaruh konsentrasi H2S terhadap
laju korosi SA516 Gr 70 yang merupakan material dari pressure vessel. Setelah melakukan analisa RBI API 581 terhadap masing-masing pressure vessel, terdapat 1 buah pressure vessel pada low risk dan 14 buah pressure vessel lainnya pada medium risk. Dan pada penelitian laju korosi SA516 Gr 70 dengan variasi konsentrasi 0,02 mol, 0,04 mol, dan 0,06 mol H2S didapatkan hasil dimana semakin
tinggi konsentrasi H2S maka laju korosi pun semakin
meningkat.
Kata Kunci: RBI, pressure vessel, API 581, SA516 Gr 70,
H2S
I. PENDAHULUAN
ressure vessel adalah salah satu peralatan pokok dalam dunia industri, yang berfungsi sebagai media penyimpanan fluida.[1] Biasanya fluida yang disimpan dalam pressure vessel merupakan fluida yang memiliki karakteristik maupun perlakuan khusus, misalnya: tekanan tinggi, temperatur tinggi, mengandung gas beracun, dan lain-lain. Sehingga dalam operasionalnya akan menimbulkan potensi bahaya (hazard) seperti kebakaran, ledakan, kebocoran, maupun pencemaran lingkungan. Hal ini dipengaruhi oleh berbagai faktor seperti umur pakai, korosi, dan penipisan (thinning).[2]
Bahaya dan resiko yang ditimbulkan akan mengancam keselamatan operator yang berada di sekitar lokasi, juga menyebabkan kerugian bagi perusahaan, bahkan mencemari lingkungan.[3] Dengan adanya potensi bahaya dan resiko yang ditimbulkan, perlu dilakukan upaya pengendalian dan
pengelolaan resiko pada pressure vessel. Sehingga pressure vessel aman saat pengoperasian dan memenuhi persyaratan keselamatan yang sesuai dengan standar dan peraturan yang berlaku.
HESS (Indonesia – Pangkah) Ltd memiliki banyak pressure vessel pada Fasilitas Pengolahan Gas (Gas Processing Facilities). Jumlah pressure vessel yang banyak dan areanya yang sangat luas akan menyulitkan dalam hal penentuan interval inspeksi. Oleh karena itu, diperlukan sebuah pemetaan resiko dan interval inspeksi dengan mempertimbangkan kegunaan dari masing-masing pressure vessel dan tingkat korosivitasnya.[4] Dengan demikian, akan dapat diprediksi waktu yang tepat untuk untuk melakukan perbaikan menurut skala prioritas dan tingkat resiko dari masing-masing pressure vessel.[5]
Risk Based Inspection (RBI) adalah suatu metode pendekatan secara modern yang dapat digunakan sebagai tools inspeksi terhadap unit/equipment berdasarkan kemungkinan-kemungkinan resiko yang dapat terjadi baik dari segi failure, cost, environtment, safety, dan juga operasi. Sehingga dengan menggunakan RBI yang mengacu pada API 581 dapat memberikan hasil perhitungan yang akurat terhadap resiko pada pressure vessel, sehingga dapat dilakukan upaya-upaya pengendalian yang memadai untuk mencegah terjadinya kegagalan.[6]
II. METODOLOGI
Analisa resiko dengan Risk Based Inspection membutuhkan data-data seperti: data Process Flow Diagram (PFD), Piping & Instrument Diagram (P&ID), data sheet baik data desain maupun data operasional, dan data laporan inspeksi yang pernah dilakukan.[7] Setelah data yang dibutuhkan terkumpul, kemudian dilakukan analisa resiko yang mengacu pada RBI API 581 untuk mencari nilai Probability of Failure (POF) dan Consequence of Failure (COF). Selanjutnya nilai POF dan COF dikombinasikan untuk memperoleh resiko.[8] Untuk penelitian laju korosi, menggunakan material pressure vessel yaitu SA516 Gr 70.[9] Spesimen dipotong dengan ukuran 50 x 30 x 3 mm serta ditimbang untuk mendapatkan berat awal. Kemudian spesimen diuji weight loss dengan cara digantung di dalam wadah kaca yang tertutup rapat dengan variasi 0,02 mol, 0,04 mol, dan 0,06 mol gas H2S di dalamnya. Spesimen dikeluarkan dari dalam wadah dengan variasi pengambilan selama 2, 4, dan 6 hari.[10] Spesimen dibersihkan dari produk korosi dengan mengacu pada ASTM G1.[11] Selanjutnya ditimbang menggunakan neraca digital untuk memperoleh berat akhir spesimen.
Analisis Resiko Pressure Vessel Dengan Risk Based
Inspection API 581 dan Studi Eksperimental Karakteristik
Korosi Bahan Shell Pressure Vessel Pada Media Gas H
2
S
di HESS (Indonesia – Pangkah) Ltd
James Tinambunan dan SulistijonoTeknik Material dan Metalurgi, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember (ITS)
Jl. Raya ITS Sukolilo, Surabaya 60111
E-mail : [email protected]
Item Representative No. Fluid 1 131-V-01 C1 - C2 2 132-V-01 C1 - C2 3 132-V-02 C1 - C2 4 135-V-01 C1 - C2 5 135-V-02 C1 - C2 6 135-V-09 C1 - C2 7 135-V-10 C1 - C2 8 135-V-14 C1 - C2 9 137-V-05 C1 - C2 10 139-V-03 C3 - C4 11 139-V-04 C3 - C4 12 141-V-01 C1 - C2 13 143-V-01 C3 - C4 14 143-V-02 C1 - C2 15 144-V-01 C6 - C8 Tag No. Step I
1. Enter representative material
2. Enter the inventory category for the equipment
2a. Enter the inventory value lbs
3 Enter detection rating 4. Enter isolation rating
1/4 in. 1 in. 4 in. 16 in.
40 30 20 0
min min min min
6. Enter operating pressure psia
7. Circle gas or liquid, depending on the phase of the liquid in the equipment
8. Enter the process temperature °F
9. Calculate and enter transition pressure (Ptrans) psia Is fluid pressure inside the equipment greater than transition pressure?
If yes, circle "sonic" If no, circle "subsonic"
HOLE SIZES 1/4 in. 1 in. 4 in. 16 in. 3,15 50,46 807,43 12918,85 lb/sec lb/sec lb/sec lb/sec lb/sec lb/sec lb/sec lb/sec
lb/sec lb/sec lb/sec lb/sec Step II
Devide maximum permissible released inventory by the appropiate 9,377464 0,585395 0,036584 0,002287 release rate = Line 2 : Line 11. Divide by 60 to get minutes. Enter value min min min min
15. Type of release cont. cont. inst. inst.
16. Enter the NBP of the fluid at atmospheric pressure °F 17. Enter the phase of the fluid after the release
Enter the initials of the circled terms in Line 15 and Line 17. This is the release type
Look at Line 5 and Line 14. For each hole size, enter the lesser of the two. 9,377464 0,585395 0,036584 0
This is the release duration min min min min
Enter the inventory of the equipment being evaluated. This is the instan-taneous release mass
Gas Liquid GAS RELEASE RATE
26,97 Sonic Subsonic
678,77
LIQUID RELEASE RATE
Operating Unit: Hydrocarbon Receiving and Separation Equipment No : 131-V-01
Description : Inlet Separator
5.
PART A RELEASE RATE CALCULATION
C1 - C2 B B B CALCULATE RELEASE RATE
1772,34071
Esimate leak duration based on detection and isolation systems
85,64 10.
11. Sonic release rate 12. Subsonic release rate
193
1772,34071 lbs. 13. Use liquid release rate to calculate release rate. Enter rate
14.
Gas DETERMINATION OF PHASE AFTER RELEASE
DETERMINE RELEASE TYPE FOR EACH HOLE SIZE
18. 19.
20.
cont. inst.
DETERMINATION OF INSTANTANEOUS RELEASE MASS
cont. inst.
III. ANALISA DATA DAN PEMBAHASAN
3.1 Menghitung Laju Kebocoran
Terdapat 15 buah pressure vessel yang akan dianalisa dengan masing-masing representative fluid yang ditunjukkan pada Tabel 1 berikut ini.
Tabel 1 Representative Fluid
Langkah selanjutnya yaitu dengan menghitung laju kebocoran yang dapat terjadi berdasarkan sifat-sifat fluida representatif dan data operasional masing-masing pressure vessel. Dalam pengelompokan peralatan dengan mengacu pada Tabel B-1 Appendix B RBI, masing-masing pressure vessel dikelompokkan berdasarkan total kapasitasnya yang ditunjukkan pada Tabel 2
Tabel 2 Kategori Peralatan
Berdasarkan Tabel 7.6 API 581 tentang sistem deteksi dan sistem isolasi, seluruh pressure vessel masuk dalam kategori B untuk sistem deteksi maupun sistem isolasi. Apabila terjadi perubahan atau kebocoran fluida servis di dalam tangki maka pendeteksi dapat memberikan informasi secara langsung melalui semacam detektor kepada operator yang berada dalam control room . Ketika terjadi perubahan
maka operator di dalam control room dapat memberikan suatu tindakan langsung dari dalam control room tanpa perlu ke luar maupun mendatangi peralatan tersebut . Sehingga operator memiliki jarak yang aman ketika terjadi suatu kebocoran. Berdasarkan sistem deteksi dan sistem isolasi tersebut yang kemudian dicocokkan dengan Tabel 7.7 API BRD 581, maka dapat diestimasikan durasi kebocoran yang ditunjukkan pada Tabel 3.
Tabel 3 Estimasi Durasi Kebocoran sesuai sistem deteksi
dan sistem isolasi
3.2 Laju Kebocoran Gas/Liquid
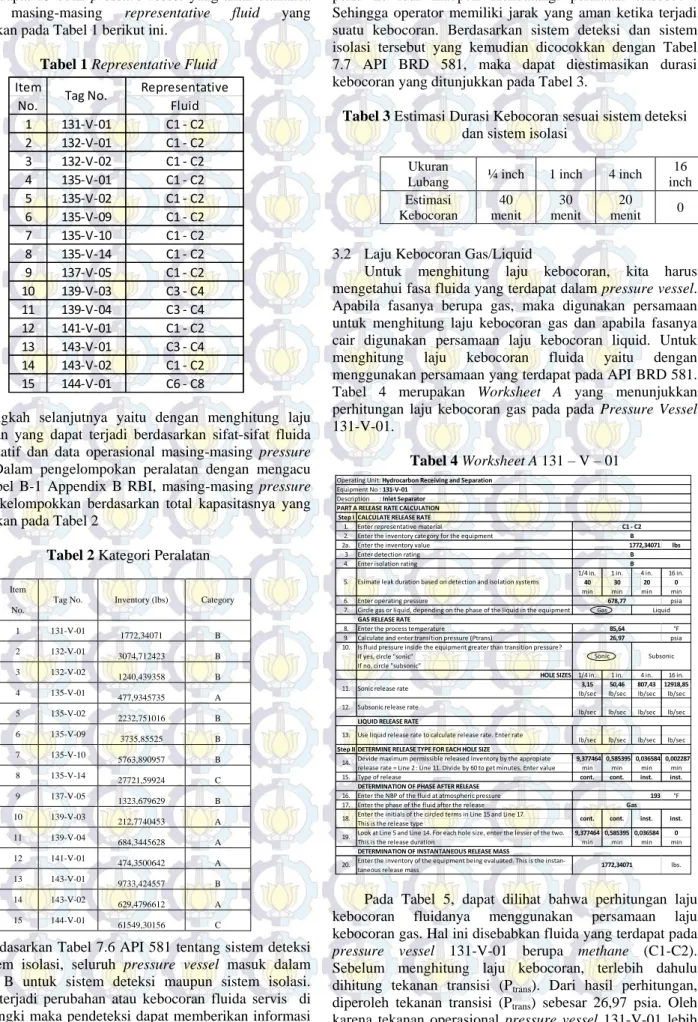
Untuk menghitung laju kebocoran, kita harus mengetahui fasa fluida yang terdapat dalam pressure vessel. Apabila fasanya berupa gas, maka digunakan persamaan untuk menghitung laju kebocoran gas dan apabila fasanya cair digunakan persamaan laju kebocoran liquid. Untuk menghitung laju kebocoran fluida yaitu dengan menggunakan persamaan yang terdapat pada API BRD 581. Tabel 4 merupakan Worksheet A yang menunjukkan perhitungan laju kebocoran gas pada pada Pressure Vessel 131-V-01.
Tabel 4 Worksheet A 131 – V – 01
Pada Tabel 5, dapat dilihat bahwa perhitungan laju kebocoran fluidanya menggunakan persamaan laju kebocoran gas. Hal ini disebabkan fluida yang terdapat pada pressure vessel 131-V-01 berupa methane (C1-C2). Sebelum menghitung laju kebocoran, terlebih dahulu dihitung tekanan transisi (Ptrans). Dari hasil perhitungan, diperoleh tekanan transisi (Ptrans) sebesar 26,97 psia. Oleh karena tekanan operasional pressure vessel 131-V-01 lebih besar daripada tekanan transisinya, maka kebocoran tersebut termasuk tipe sonik. Kemudian dihitung laju kebocoran Item
Tag No. Inventory (lbs) Category No. 1 131-V-01 1772,34071 B 2 132-V-01 3074,712423 B 3 132-V-02 1240,439358 B 4 135-V-01 477,9345735 A 5 135-V-02 2232,751016 B 6 135-V-09 3735,85525 B 7 135-V-10 5763,890957 B 8 135-V-14 27721,59924 C 9 137-V-05 1323,679629 B 10 139-V-03 212,7740453 A 11 139-V-04 684,3445628 A 12 141-V-01 474,3500642 A 13 143-V-01 9733,424557 B 14 143-V-02 629,4796612 A 15 144-V-01 61549,30156 C Ukuran
Lubang ¼ inch 1 inch 4 inch 16 inch Estimasi Kebocoran 40 menit 30 menit 20 menit 0
PART B
1. Thickness (mm) 48
2. The equipment age (year) 6
3. Corrosion Allowance (mm) 6
4. Corrosion rate 0,13
5. Calculation of ar/t 0,01625
6. Thinning Type General Thinning
7. Operating Temperature (°F) 85,64
8. Operating Pressure (barg) 46,8
9. MAWP (barg) 70
10. Inspection Effectiveness Category Highly Effective
11. Number of Inspection 3
12. Determination of TMSF 1
13. Adjustment to TMSF for Overdesign 0,5
14. Adjustment to TMSF for On-Line Monitoring
15. Combined TMSF 0,5
16. Probability of Failure category 1 LIKELIHOOD ANALYSIS
TMSF THINNING
1. Enter representative material
1/4 in. 1 in. 4 in. 16 in. 2. Enter release type cont. cont. inst. inst. 3a. Sonic release rate calculation (lb/sec) 3,15 50,46 807,43 12918,85 3b. Subsonic release rate calculation (lb/sec)
3c. Liquid release rate calculation (lb/sec) 4. Detection rating
5. Isolation rating
6. Enter adjusted release rate or mass 2,6775 42,891 686,3155 10981,02 Look at Equipment Damage equations in Consequence Equation and
replace "x" by adjusted release rate or mass (Line 6) (ft²) Look at Area of Potential Fatalities in Consequence Equation and replace "x" by adjusted release rate or mass (Line 6) 9a. Mitigation system
9b. Reduce consequence
9c. Adjusted Equipment Damage Area (ft²) 84,66514 1283,065 2445,209 15670,24 10. Adjusted Area of Fatalities (ft²) 212,3607 3044,567 4711,501 30193,89
Inventory Blowdown 25% CONSEQUENCE REDUCTION RELEASE TYPE B B 8.
POTENTIAL FATALITIES AREAS
283,1477 4059,422 6282,002 40258,52 Part C.1 FLAMMABLE CONSEQUENCE CALCULATIONS
HOLE SIZES
7. 112,8868 1710,753 3260,279 20893,66 C1 - C2
REPRESENTATIVE MATERIAL
RELEASE RATE OR MASS
DETECTION AND ISOLATION RATING
ADJUSTMENTS FOR FLAMMABLE EVENT MITIGATION
EQUIPMENT DAMAGE AREA untuk masing-masing ukuran lubang yang telah ditetapkan
(1/4, 1, 4, dan 16 inch).
Setelah diketahui laju kebocorannya, selanjutnya adalah menghitung durasi kebocoran pressure vessel dari jumlah (kapasitas) total fluida yang disimpan di dalamnya (Tabel 2). Kemudian dianalisa jenis aliran kebocorannya, apakah termasuk jenis aliran yang kontinyu atau seketika. Sesuai dengan metode RBI, untuk menentukan jenis aliran kebocoran yaitu dengan menghitung aliran massa yang keluar dalam waktu 3 menit. Jika dalam waktu 3 menit aliran massa yang keluar melebihi 10.000 lbs, maka aliran tersebut dikategorikan ke dalam aliran seketika dan demikian sebaliknya. Pada perhitungan di atas, tampak bahwa untuk ukuran lubang ¼ inch dan 1 inch adalah aliran kontinyu sedangkan untuk ukuran lubang 4 inch dan 16 inch adalah aliran seketika.
Tahap akhir dari Worksheet A ini adalah membandingkan antara estimasi durasi kebocoran sesuai sistem deteksi dan sistem isolasi (Tabel 3) dengan waktu kebocoran sebenarnya. Untuk aliran seketika dianggap 0 menit, sedangkan untuk aliran kontinyu dibandingkan dan dicari yang terkecil, yang kemudian dijadikan sebagai durasi kebocoran.
3.3 Peluang Kegagalan
Analisa peluang kegagalan pada peralatan yang diamati, dengan metode semi kuantitatif RBI dilakukan melalui proses TMSF (Technical Modules Sub-Factor) untuk setiap mekanisme kerusakan yang dialaminya. Mekanisme kerusakan yang dialami untuk setiap peralatan dapat ditentukan melalui pemindaian pada kondisi operasi peralatan tersebut. TSMF yang dipakai dalam analisa kerusakan terdiri dari beberapa mekanisme kerusakan yang dapat terjadi oleh sebuah peralatan karena kondisi operasi maupun jenis fluida yang bekerja. Mekanisme kerusakan yang terdapat pada TMSF RBI adalah :
1. TMSF Thinning
2. TMSF SCC (Stress Corrosion Cracking)
3. TMSF HTHA (High Temperature Hydrogen Attack) 4. TMSF Furnace Tube
5. TMSF Mechanical Fatique 6. TMSF Brittle Fracture 7. TMSF Linning
8. TMSF External Damage
Dalam peralatan pressure vessel ini hanya faktor thinning yang memiliki kemungkinan disebabkan oleh fluida servis yang berada di dalamnya yang berupa C1-C2, C3-C4, dan C6-C8.
3.4 TMSF Thinning
Untuk mencari nilai TMSF dari peralatan perlu mengetahui nilai konstanta reduksi ketebalan material kontruksi. Dari rumus mencari konstanta reduksi ketebalan material konstruksi, terdapat komponen laju korosi. Jika komponen yang diteliti sudah diketahui laju korosinya maka dapat langsung mencari nilai ar/t-nya. Lain halnya apabila belum diketahui harus melakukan percobaan maupun dari penghitungan inspeksi. Dari pengamatan kerusakan akibat korosi yang terjadi pada pressure vessel serta dengan mencocokkan kriteria dari RBI 581, thinning pada peralatan tersebut memiliki ciri-ciri general thinning.
Dalam kategori keefektifan inspeksi dapat dimasukkan ke dalam highly effective karena dalam kenyataan saat melakukan inspeksi yaitu dengan melakukan pengamatan
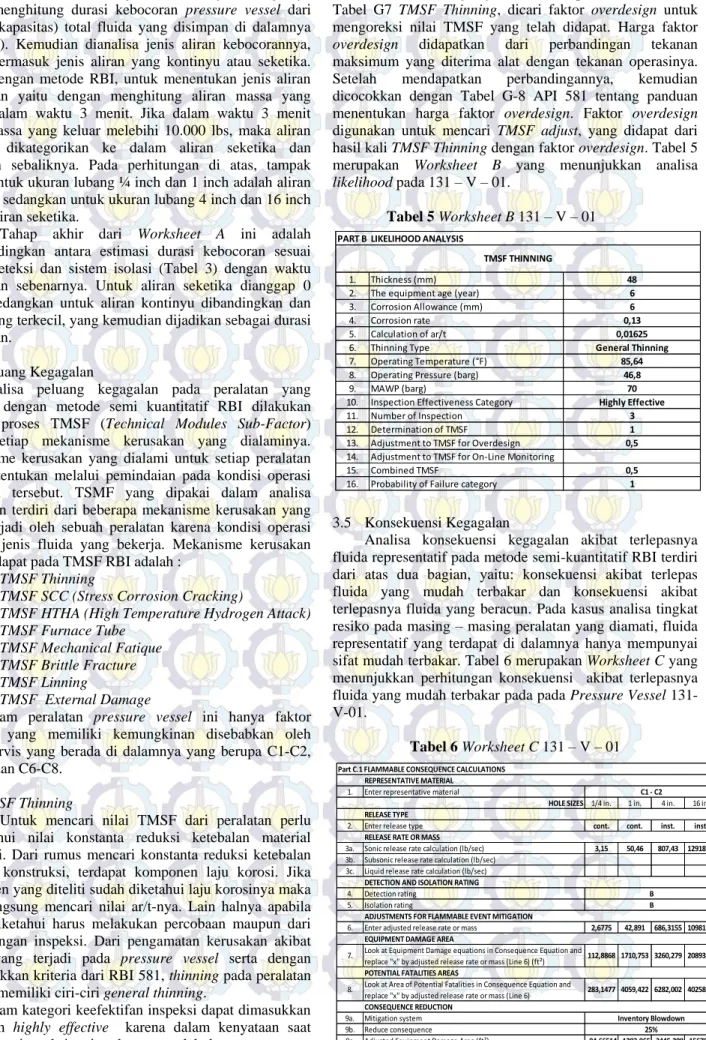
visual bagian dalam pressure vessel secara menyeluruh serta mengukur ketebalan secara ultrasonik/Ultrasonic Thickness Measurements. Selanjutnya setelah didapat nilai TMSF dari Tabel G7 TMSF Thinning, dicari faktor overdesign untuk mengoreksi nilai TMSF yang telah didapat. Harga faktor overdesign didapatkan dari perbandingan tekanan maksimum yang diterima alat dengan tekanan operasinya. Setelah mendapatkan perbandingannya, kemudian dicocokkan dengan Tabel G-8 API 581 tentang panduan menentukan harga faktor overdesign. Faktor overdesign digunakan untuk mencari TMSF adjust, yang didapat dari hasil kali TMSF Thinning dengan faktor overdesign. Tabel 5 merupakan Worksheet B yang menunjukkan analisa likelihood pada 131 – V – 01.
Tabel 5 Worksheet B 131 – V – 01
3.5 Konsekuensi Kegagalan
Analisa konsekuensi kegagalan akibat terlepasnya fluida representatif pada metode semi-kuantitatif RBI terdiri dari atas dua bagian, yaitu: konsekuensi akibat terlepas fluida yang mudah terbakar dan konsekuensi akibat terlepasnya fluida yang beracun. Pada kasus analisa tingkat resiko pada masing – masing peralatan yang diamati, fluida representatif yang terdapat di dalamnya hanya mempunyai sifat mudah terbakar. Tabel 6 merupakan Worksheet C yang menunjukkan perhitungan konsekuensi akibat terlepasnya fluida yang mudah terbakar pada pada Pressure Vessel 131-V-01.
1/4 in. 1 in. 4 in. Rupture 1. Enter the generic failure frequency by hole size 0,00004 0,0001 0,00001 0,000006 2. Calculate Sum of Failure Frequencies (per year)
3. Calculate fraction contribution of each hole size (ft²) 0,25641 0,641026 0,064103 0,038462 4a. Flammable consequence of equipment damage area (Line 9, Part C.1) (ft²) 84,66514 1283,065 2445,209 15670,24 4b. Flammable consequence of potential fatalities area (Line 10, Part C.1) (ft²) 212,3607 3044,567 4711,501 30193,89 4. Flammable consequence result 212,3607 3044,567 4711,501 30193,89 5. Multiply each value in Line 4 by the corresponding fraction in Line 3 (ft²) 54,45146 1951,646 302,0193 1161,303 6. Copy toxic consequence results (Line 10, Part C.2)
7. Multiply each value in Line 6 by the corresponding fraction in Line 3 (ft²) 8. Sum the values from Line 5. This is the Flammable Consequence area value 9. Sum the values from Line 7. This is the Toxic Consequence area value
Convert the value from either Line 7 or Line 8 to a category according to Appendix VIII, Table B-3. This is the Consequence Category 11. Copy the Likelihood Category from Part B
Convert the categories from Lines 10 and 11 to a risk category using Appendix VIII, Figure 2.
Part D RISK CALCULATIONS
HOLE SIZES 1 Medium 10. 0,000156 12. 3469,419731 D A B C D E 5 4 3 2 1 1 1 1 4 8 Likelihood Category Consequence Category
Berat Awal Berat Akhir Kehilangan Berat Awal Berat Akhir Kehilangan Berat Awal Berat Akhir Kehilangan (gr) (gr) Berat (gr) (gr) (gr) Berat (gr) (gr) (gr) Berat (gr) 0,02 32,7 32,55 0,15 36,77 36,6 0,17 32,68 32,5 0,18 0,04 33,6 33,44 0,16 34,49 34,29 0,2 33,52 33,2 0,32 0,06 34,06 33,83 0,23 35,61 35,26 0,35 35,29 34,76 0,53 Spesimen 3 (6 hari) H2S (mol) Spesimen 1 (2 hari) Spesimen 2 (4 hari) Item No. 15 144-V-01 13 143-V-01 14 143-V-02 5 135-V-02 2 132-V-01 3 132-V-02 1 131-V-01 Tag No. 4 135-V-01 8 135-V-14 6 135-V-09 7 135-V-10 11 139-V-04 12 141-V-01 9 137-V-05 10 139-V-03 2 D Medium 1 D Medium
Consequence Risk Category
1 D Medium Likelihood D 1 Medium 2 C Medium D Medium 1 B Low 1 1 D Medium 1 D Medium C Medium 1 D Medium 1 1 C Medium 1 C Medium D Medium 1 C Medium 1
Pengaturan dan reduksi laju kebocoran akibat kebocoran atau massa yang dapat keluar akibat suatu kejadian kebocoran ditentukan oleh kombinasi dari kondisi sistem deteksi dan isolasi yang telah dilakukan di bagian analisa laju kebocoran, maka berdasarkan Tabel 7.16 sistem deteksi dan isolasi referensi API 581 dapat ditentukan persentasi reduksi laju keluarnya. Untuk kasus ini sebesar 15%. Metoda RBI menggunakan ukuran luas daerah untuk menentukan konsekuensi terlepasnya fluida representatif. Luas daerah akibat kebocoran fluida terdiri dari dua, yaitu: luas daerah kerusakan dan luas daerah berbahaya. Persamaan untuk mencari luas daerah kerusakan dan luas daerah berbahaya ada pada Tabel 7.8. Persaman konsekuensinya pelepasan kontinyu dari referensi API 581 dan 7.11 untuk persamaan konsekuensi seketika.
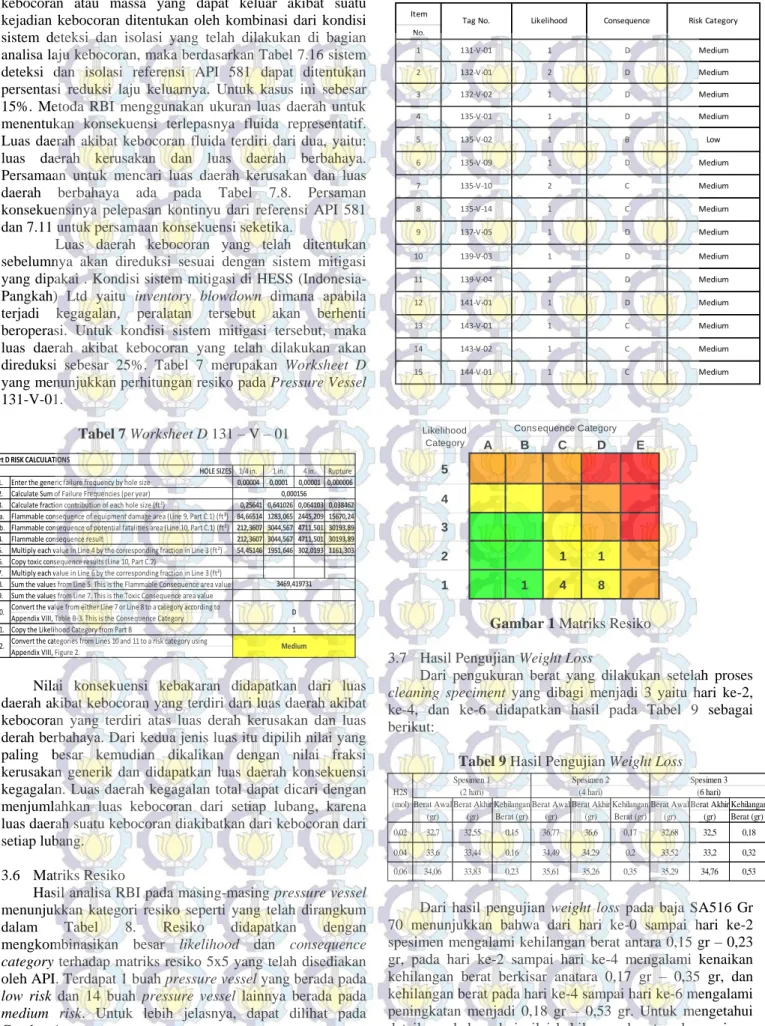
Luas daerah kebocoran yang telah ditentukan sebelumnya akan direduksi sesuai dengan sistem mitigasi yang dipakai . Kondisi sistem mitigasi di HESS (Indonesia-Pangkah) Ltd yaitu inventory blowdown dimana apabila terjadi kegagalan, peralatan tersebut akan berhenti beroperasi. Untuk kondisi sistem mitigasi tersebut, maka luas daerah akibat kebocoran yang telah dilakukan akan direduksi sebesar 25%. Tabel 7 merupakan Worksheet D yang menunjukkan perhitungan resiko pada Pressure Vessel 131-V-01.
Tabel 7 Worksheet D 131 – V – 01
Nilai konsekuensi kebakaran didapatkan dari luas daerah akibat kebocoran yang terdiri dari luas daerah akibat kebocoran yang terdiri atas luas derah kerusakan dan luas derah berbahaya. Dari kedua jenis luas itu dipilih nilai yang paling besar kemudian dikalikan dengan nilai fraksi kerusakan generik dan didapatkan luas daerah konsekuensi kegagalan. Luas daerah kegagalan total dapat dicari dengan menjumlahkan luas kebocoran dari setiap lubang, karena luas daerah suatu kebocoran diakibatkan dari kebocoran dari setiap lubang.
3.6 Matriks Resiko
Hasil analisa RBI pada masing-masing pressure vessel menunjukkan kategori resiko seperti yang telah dirangkum dalam Tabel 8. Resiko didapatkan dengan mengkombinasikan besar likelihood dan consequence category terhadap matriks resiko 5x5 yang telah disediakan oleh API. Terdapat 1 buah pressure vessel yang berada pada low risk dan 14 buah pressure vessel lainnya berada pada medium risk. Untuk lebih jelasnya, dapat dilihat pada Gambar 1.
Tabel 8 Hasil Analisa RBI
Gambar 1 Matriks Resiko
3.7 Hasil Pengujian Weight Loss
Dari pengukuran berat yang dilakukan setelah proses cleaning speciment yang dibagi menjadi 3 yaitu hari ke-2, ke-4, dan ke-6 didapatkan hasil pada Tabel 9 sebagai berikut:
Tabel 9 Hasil Pengujian Weight Loss
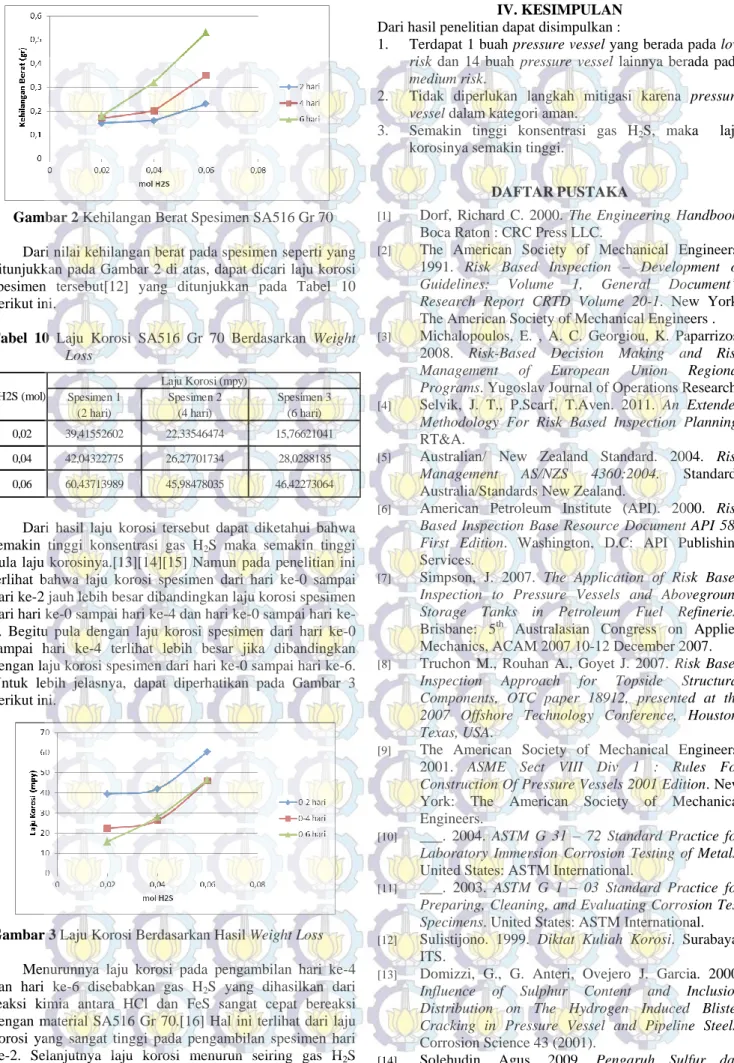
Dari hasil pengujian weight loss pada baja SA516 Gr 70 menunjukkan bahwa dari hari ke-0 sampai hari ke-2 spesimen mengalami kehilangan berat antara 0,15 gr – 0,23 gr, pada hari ke-2 sampai hari ke-4 mengalami kenaikan kehilangan berat berkisar anatara 0,17 gr – 0,35 gr, dan kehilangan berat pada hari ke-4 sampai hari ke-6 mengalami peningkatan menjadi 0,18 gr – 0,53 gr. Untuk mengetahui detail perubahan dari nilai kehilangan berat pada spesimen dapat dilihat pada Gambar 2
Spesimen 1 Spesimen 2 Spesimen 3 (2 hari) (4 hari) (6 hari) 0,02 39,41552602 22,33546474 15,76621041 0,04 42,04322775 26,27701734 28,0288185 0,06 60,43713989 45,98478035 46,42273064 H2S (mol)
Laju Korosi (mpy)
Gambar 2 Kehilangan Berat Spesimen SA516 Gr 70
Dari nilai kehilangan berat pada spesimen seperti yang ditunjukkan pada Gambar 2 di atas, dapat dicari laju korosi spesimen tersebut[12] yang ditunjukkan pada Tabel 10 berikut ini.
Tabel 10 Laju Korosi SA516 Gr 70 Berdasarkan Weight
Loss
Dari hasil laju korosi tersebut dapat diketahui bahwa semakin tinggi konsentrasi gas H2S maka semakin tinggi pula laju korosinya.[13][14][15] Namun pada penelitian ini terlihat bahwa laju korosi spesimen dari hari ke-0 sampai hari ke-2 jauh lebih besar dibandingkan laju korosi spesimen dari hari 0 sampai hari 4 dan hari 0 sampai hari ke-6. Begitu pula dengan laju korosi spesimen dari hari ke-0 sampai hari ke-4 terlihat lebih besar jika dibandingkan dengan laju korosi spesimen dari hari ke-0 sampai hari ke-6. Untuk lebih jelasnya, dapat diperhatikan pada Gambar 3 berikut ini.
Gambar 3 Laju Korosi Berdasarkan Hasil Weight Loss
Menurunnya laju korosi pada pengambilan hari ke-4 dan hari ke-6 disebabkan gas H2S yang dihasilkan dari reaksi kimia antara HCl dan FeS sangat cepat bereaksi dengan material SA516 Gr 70.[16] Hal ini terlihat dari laju korosi yang sangat tinggi pada pengambilan spesimen hari ke-2. Selanjutnya laju korosi menurun seiring gas H2S semakin habis bereaksi dengan material tersebut.
IV. KESIMPULAN
Dari hasil penelitian dapat disimpulkan :
1. Terdapat 1 buah pressure vessel yang berada pada low risk dan 14 buah pressure vessel lainnya berada pada medium risk.
2. Tidak diperlukan langkah mitigasi karena pressure vessel dalam kategori aman.
3. Semakin tinggi konsentrasi gas H2S, maka laju korosinya semakin tinggi.
DAFTARPUSTAKA
[1] Dorf, Richard C. 2000. The Engineering Handbook. Boca Raton : CRC Press LLC.
[2] The American Society of Mechanical Engineers. 1991. Risk Based Inspection – Development of Guidelines: Volume 1, General Document”, Research Report CRTD Volume 20-1. New York: The American Society of Mechanical Engineers .
[3] Michalopoulos, E. , A. C. Georgiou, K. Paparrizos. 2008. Risk-Based Decision Making and Risk Management of European Union Regional Programs. Yugoslav Journal of Operations Research.
[4] Selvik, J. T., P.Scarf, T.Aven. 2011. An Extended Methodology For Risk Based Inspection Planning. RT&A.
[5] Australian/ New Zealand Standard. 2004. Risk Management AS/NZS 4360:2004. Standards Australia/Standards New Zealand.
[6] American Petroleum Institute (API). 2000. Risk Based Inspection Base Resource Document API 581 First Edition. Washington, D.C: API Publishing Services.
[7] Simpson, J. 2007. The Application of Risk Based Inspection to Pressure Vessels and Aboveground Storage Tanks in Petroleum Fuel Refineries. Brisbane: 5th Australasian Congress on Applied Mechanics, ACAM 2007 10-12 December 2007.
[8] Truchon M., Rouhan A., Goyet J. 2007. Risk Based Inspection Approach for Topside Structural Components, OTC paper 18912, presented at the 2007 Offshore Technology Conference, Houston, Texas, USA.
[9] The American Society of Mechanical Engineers. 2001. ASME Sect VIII Div 1 : Rules For Construction Of Pressure Vessels 2001 Edition. New York: The American Society of Mechanical Engineers.
[10] ___. 2004. ASTM G 31 – 72 Standard Practice for Laboratory Immersion Corrosion Testing of Metals. United States: ASTM International.
[11] ___. 2003. ASTM G 1 – 03 Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens. United States: ASTM International.
[12] Sulistijono. 1999. Diktat Kuliah Korosi. Surabaya: ITS.
[13] Domizzi, G., G. Anteri, Ovejero J. Garcia. 2000. Influence of Sulphur Content and Inclusion Distribution on The Hydrogen Induced Blister Cracking in Pressure Vessel and Pipeline Steels. Corrosion Science 43 (2001).
[14] Solehudin, Agus. 2009. Pengaruh Sulfur dan Senyawanya Terhadap Korosi. Jurusan Pendidikan Teknik Mesin, FPTK – UPI 2-5.
[15] Lins, V.F.C., E.M. Guimaraes. 2006. Failure of A Heat Exchanger Generated by An Excess of SO2 and
H2S in The Sulfur Recovery Unit of A Petroleum
Refinery. Journal of Loss Prevention in The Process Industries 20 (2007).
[16] Svehla, G. 2000. Textbook of Macro and Semimacro Qualitative Inorganic Analysis. London: Longman Group Limited.