4
BAB II
LANDASAN TEORI
2.1 Penelitian Pendahuluan
Pada analisa baja tahan karat SS304 dan baja ST 42 menggunakan kekuatan arus 100A dan 140A dengan pengelasan TIG menggunakan titik kampuh V, didapat hasil yaitu, Semakin besar arus diberikan maka semakin besar nilai IS yang didapat serta semakin lebar pula area HAZ. Lebar HAZ untuk pengelasan TIG elektroda E 50 dengan menggunakan arus 100A pada material ST 42 adalah 5mm, sedangkan pada material SS 304 yaitu 4,2mm (Suheni, 2007).
Pada analisa pengelasan GTAW dengan material AISI 304 variasi kuat arus 30A, 40A, dan 50A menggunakan titik kampuh V mendapatkan hasil yaitu, pada arus 40 A memiliki kekerasan tertinggi dengan nilai 226 kg/mm2 serta memiliki kekuatan tarik maksimum yaitu sebesar 698 N/mm2. Hal ini disebabkan karena struktur mikro daerah HAZ pada benda pengelasan dengan kekuatan arus 40A berupa austenit yang paling sedikit ditemukannya endapan karbid Krom dibandingkan dengan struktur mikro dari daerah HAZ benda dengan pengelasan menggunakan arus 30A dan 50A pada proses pengelasannya (Yunus Yakub, 2013).
2.2 Las TIG
Las TIG iyalah salah satu dari las busur listrik (Art Welding) atau biasa di sebut dengan GTAW (Gas Tungsten Arc Welding) dengan menggunakan gas mulia sebagai pelindung terhadap pengaruh udara luar. Terjadi peleburan yang disebabkan adanya panas yang dihasilkan oleh busur listrik antara elektroda dengan logam induk. Logam pengisi dimasukkan kedalam daerah arus busur sehingga mencair dan terbawa ke logam induk. Las ini dapat dilakukan dengan cara manual maupun otomatis pada pengumpana logam pengisiannya.
Berikut adalah alat yang digunakan untuk pengelasan TIG adalah sebagai berikut:
1. Mesin Las TIG
2. Welding Torch
3. Tabung Gas 4. Kawat Las
5. Tungsten Elektroda 6. Regulator Tabung
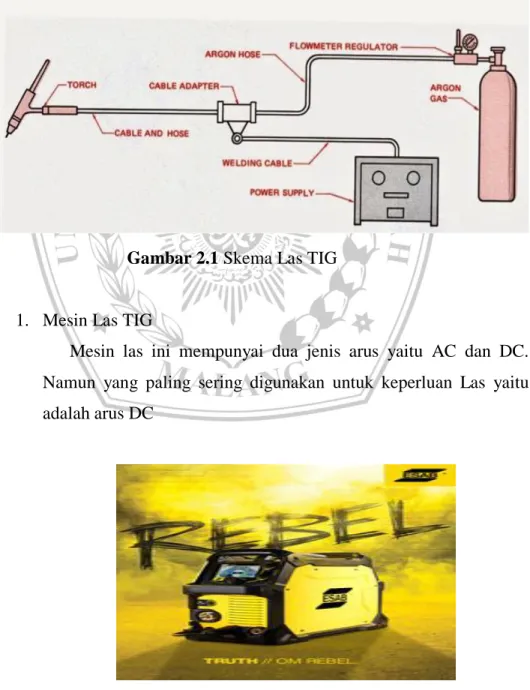
Gambar 2.1 Skema Las TIG
1. Mesin Las TIG
Mesin las ini mempunyai dua jenis arus yaitu AC dan DC. Namun yang paling sering digunakan untuk keperluan Las yaitu adalah arus DC
2. Welding Torch
Welding Torch adalah alat yang digunakan sebagai pegangan
dalam suatu proses pengelasan. Dalam alat ini terdapat beberapa komponen seperti tempat tungsten, slang gas pelindung, penghantar arus listrik, serta ceramic cup yang berfungsi sebagai tempat keluarnya gas pelindung.
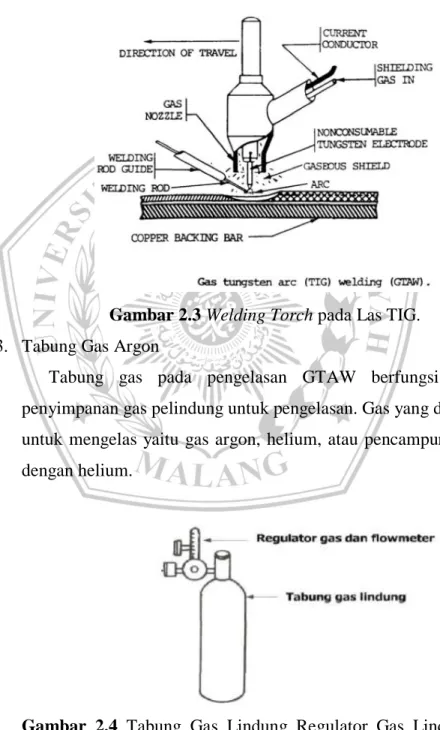
Gambar 2.3 Welding Torch pada Las TIG.
3. Tabung Gas Argon
Tabung gas pada pengelasan GTAW berfungsi sebagai penyimpanan gas pelindung untuk pengelasan. Gas yang digunakan untuk mengelas yaitu gas argon, helium, atau pencampuran argon dengan helium.
Gambar 2.4 Tabung Gas Lindung Regulator Gas Lindung dan
4. Kawat Las (Welding Rod)
Kawat las yang digunakan untuk pengelasan TIG ini bermacam-macam. Ada tipe ER 70 S, ER 309 Mo L, ER 309 Mo L- 16/17, ER 316 L – 16, ER 312 – 16. Semua tipe tersebut dapat di aplikasikan pada material baja atau jenis material tahan karat seperti stainless steel.
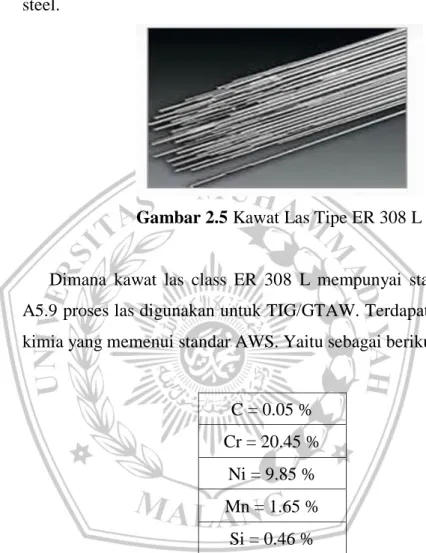
Gambar 2.5 Kawat Las Tipe ER 308 L
Dimana kawat las class ER 308 L mempunyai standar AWS A5.9 proses las digunakan untuk TIG/GTAW. Terdapat komposisi kimia yang memenui standar AWS. Yaitu sebagai berikut:
C = 0.05 % Cr = 20.45 %
Ni = 9.85 % Mn = 1.65 %
Si = 0.46 %
Tabel 2.1 Komposisi Kawat Las
Kawat las tipe ER 309 biasa digunakan untuk mengelas paduan dalam bentuk tempa atau cor. Bisa digunakan untuk mengelas baja ringan dan baja tahan karat. Berikut adalah beberapa parameter diameter kawat las dengan penggunaan proses las TIG:
Tabel 2.2 Parameter Diameter Kawat Las
Dari beberapa parameter diatas, dapat menjadikan catatan suatu pengelasan menggunakan kawat las tertentu dengan memperhatikan ketebalan plat yang akan di las. Serta perbandingan gas yang digunakan dengan memperhatikan kwalitas serta biaya pengoperasiannya.
5. Tungsten Elektroda
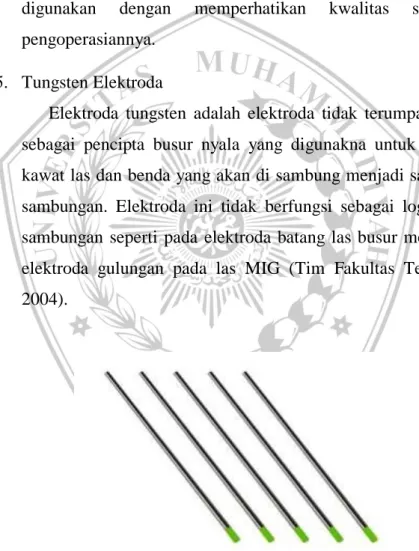
Elektroda tungsten adalah elektroda tidak terumpan berfungsi sebagai pencipta busur nyala yang digunakna untuk mencairkan kawat las dan benda yang akan di sambung menjadi satu kesatuan sambungan. Elektroda ini tidak berfungsi sebagai logam pengisi sambungan seperti pada elektroda batang las busur metal maupun elektroda gulungan pada las MIG (Tim Fakultas Teknik UNY, 2004).
Gambar 2.6 Elektroda Tungsten (Sumber: Sriwidharto, 2006)
Wire Diameter Amps DCSP Volts Shielding Gas
.035 60-90 12-15 Argon 100% .045 80-110 13-16 Argon 100% 1/16 90-130 14-16 Argon 100% 3/32 120-175 15-20 Argon 100%
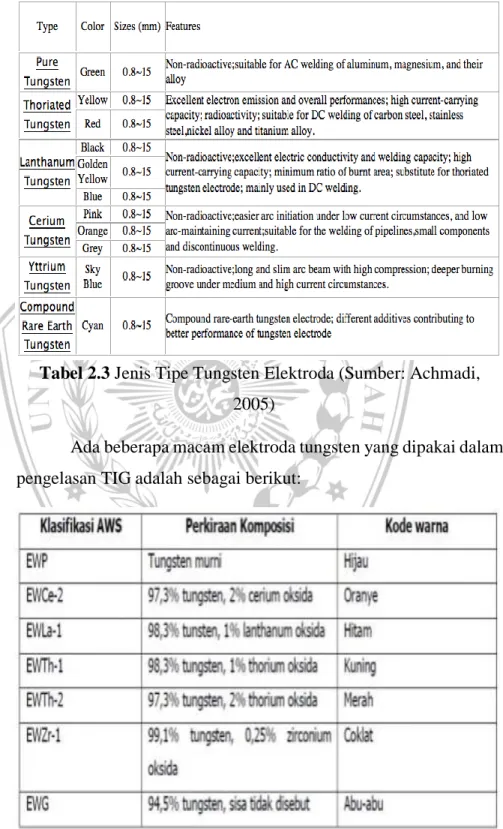
Untuk melakukan pengelasan dengan baik, diharuskan memilih elektroda sesuai dengan kebutuhan pada material yang ingin di las. Berikut adalah standar spesifikasi pemilihan Tungsten Elektroda:
Tabel 2.3 Jenis Tipe Tungsten Elektroda (Sumber: Achmadi,
2005)
Ada beberapa macam elektroda tungsten yang dipakai dalam pengelasan TIG adalah sebagai berikut:
Tabel diatas disusun berdasarkan klasifikasi AWS dimana kode – kodenya dapat dijelaskan sebagai berikut:
E : Elektroda
W : Wolfram atau Tungsten
P : Tungsten Murni (Pure Tungsten) G : Umum (General)
Sedangkan untuk kode Ce-2, La-1, Th-2, dan Zr-1 masing-masing adalah komposisi tambahana sebagaimana yang dapat dilihat pada table 2.4
6. Regulator Tabung Gas
Regulator tabung gas digunakan sebagai pengontrol keluar masuknya gas dari dalam tabung menuju welding torch. Selain tempat pengontrol, regulator juga berfungsi untuk pengunci gas dalam tabung agar tidak bocor. Regulator terletak diantara tabung gas dengan slang gas.
Gambar 2.7 Regulator Tabung Gas 2.2.1 Prinsip Kerja Las TIG
Gas lindung pada pengelasan TIG yaitu digunakan untuk mencegah terjadinya oksidasi pada bahan las yang panas. Digunakan elektroda yang tidak terkonsumsi terbuat dari bahan logam tungsten atau paduan yang mempunyai titik lebur sangat tinggi untuk menghasilkan busur nyala (Sriwidharto, 2006).
Busur nyala tersebut dihasilkan dari arus listrik melalui konduktor dan mengionisasi gas pelindung. Panas yang dihasilkan busur digunakan untuk mencairkan logam induk serta logam las berupa kawat las atau bisa disebut dengan Rod serta kawat las digunakan hanya jika pengelasan memerlukan logam penambah. (Sriwidharto, 2006).
2.2.2 Variabel Jenis Pengelasan TIG
Variable utama pada pengelasan TIG adalah tegangan busur atau biasa di sebut dengan arc length, arus pengelasan, kecepatan gerak pengelasan atau travel speed, dan gas lindung. Jumlah energi yang dihasilkan oleh busur sebanding dengan arus dan tegangannya, sedangkan jumlah bahan las berbanding terbalik dengan kecepatan gerak pengelasan. (Sriwidharto, 2006).
2.2.3 Kelebihan Las TIG
Berikut ini ada beberapa keuntungan dalam penggunaan las TIG (Sriwidharto, 2006):
1. Pengotoran yang disebabkan oleh atmosfir dapat dihilangkan. 2. Dapat digunakan untuk membuat root pass yang mempunyai
mutu tinggi dari satu sisi pada beberapa jenis material.
3. Pengelasan dengan kecepatan gerak las lebih rendah dari las SMAW akan mempermudah dalam pengendalian logam pengisian dan penyatuan.
4. Dapat menghasilkan las dengan mutu tinggi pada bahan ferrous maupun nonferrous dengan bebas cacat.
5. Bebas dari terbentuknya percikan las (spatter).
6. Dapat digunakan hampir pada semua jenis metal termasuk pengelasan metal berbeda.
2.2.4 Kelemahan Las TIG
Selain mempunyai kelebihan, suatu system pengelasan juga mempunyai kekurangan. Berikut adalah kelemahan pengelasan TIG (Sriwidharto, 2006):
1. Las TIG membutuhkan kontrol kelurusan sambungan yaitu ketrampilkan tangan dan koordinasi juru las lebih tinggi dibanding dengan jenis las lainnya..
2. Las TIG membutuhkan kebersihan area las sangat tinggi, agar menghindari cacat las.
3. Las TIG membutuhkan kecepatan udara diatas 5 mph untuk mempertahankan perlindungan gas iner di atas kawat las. Jika angin cukup kencang fungsi gas pelindung akan berkurang karena terhembus angin.
4. Laju deposisi material lebih rendah dari beberapa proses las lainnya atau pengelasan elektroda terkonsumsi lainnya.
2.3 Stailess Steel
Stainless Steel merupakan baja paduan yang mengandung sedikitnya
11,5% krom berdasarkan beratnya. Stainless steel memiliki sifat tidak mudah korosi sebagaimana logam baja lainnya. Stailess steel berbeda dari baja biasa dari kandungan kromnya (Sumarji, 2011).
Stainless steel termasuk pada baja paduan yang tahan terhadap
korosi, suhu tinggi dan suhu rendah. Disamping itu juga mempunyai ketangguhan dan sifat mampu potong yang cukup. Karena sifatnya, maka baja ini sering digunakan dalam reactor atom, turbin dan lain sebagainya.
2.3.1 Stainless Steel Tipe 304
Baja Paduan SS304 merupakan jenis baja tahan karat austenic stainless steel yang memiliki komposisi 0.042%C, 1,19%Mn, 0,034%P, 0,006%S, 0,049%Si, 18,24%Cr, 8,15%Ni, dan sisanya Fe. Beberapa sifat mekanik yang dimiliki baja karbon tipe 304 ini antara lain (Sumarji, 2011):
1. Kekuatan tarik : 646 Mpa 2. Yield Strength : 270 Mpa 3. Elongation : 50% 4. Kekerasan : 82 HRs
Gambar 2.8 Plat Baja Stainless Steel 304
Stainless steel 304 merupakan jenis baja tahan karat yang
serbaguna dan paling banyak digunakan. Komposisi kimia, kekuatan mekanik, kemampuan las, dan ketahanan korosinya sangat baik dengan harga yang relative terjangkau. Stainless steel tipe 304 ini banyak digunakan dibidang industri maupun skala kecil. Penggunaannya antara lain untuk: tanki dan container untuk berbagai macam cairan serta padatan, peralatan pertambangan, kimia, makanan, dan industri farmasi.
2.4 Pengujian
Pengujian tebal penetrasi dilakukan dengan cara mematahkan specimen uji. Pematahan dilakukan dengan cara menjepit specimen uji dengan ragum serta memukul sampai sambungan las patah. Pematahan dilakukan guna mendapatkan hasil tebal masuknya penetrasi las. Pengukuran dapat dilakukan dengan menggunakan jangka sorong dari sisi atas, kanan, kiri serta tengah pada penetrasi las sampai dengan titik terdalam.
Pengujian lebar penetrasi dilakukan dengan cara mengukur lebar penetrasi las menggunakan jangka sorong pada tiap arusnya. Pengukuran dilakukan guna mendapatkan lebar rata-rata penetrasi pada pengelasan setiap arusnya untuk dapat diaplikasikan.