commit to user LAPORAN MAGANG
IMPLEMENTASI HIPERKES DAN KESELAMATAN
SERTA LINGKUNGAN DI PT. MEKAR ARMADA
JAYA MAGELANG
Ritma Sari Wulandari R0009083
PROGRAM DIPLOMA III HIPERKES DAN KESELAMATAN KERJA FAKULTAS KEDOKTERAN UNIVERSITAS SEBELAS MARET
commit to user
vi
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN PERUSAHAAN ... ii
HALAMAN PENGESAHAN ... iii
I. Sistem Pelaporan, Penyelidikan dan Pencatatan Kecelakaan . 54 BAB IV PEMBAHASAN ... 57
A. Higine Perusahaan ... 57
B. Kesehatan Kerja ... 65
C. Keselamatan Kerja ... 70
D. Ergonomi ... 76
E. Managemen Keselamatan dan Kesehatan Kerja ... 78
F. Lingkungan ... 79
G. Sistem Pelaporan, Penyelidikan dan Pencatatan Kecelakaan . 80 BAB V KESIMPULAN DAN SARAN ... 83
A. Kesimpulan ... 83
B. Saran ... 86
commit to user
vii
DAFTAR GAMBAR
commit to user
viii
DAFTAR TABEL
Tabel 1. Data Pengukuran Kebisingan ... 31
Tabel 2. Data Pengukuran Iklim Kerja ... 33
Tabel 3. Variasi Kerja Berdasarkan ISBB ... 34
commit to user
ix
DAFTAR LAMPIRAN
Lampiran 1. Sertifikat Magang
Lampiran 2. Tata Tertib Masuk Perusahaan
Lampiran 3. Absensi Magang
Lampiran 4. Badan Pengkajian Kebijakan, Iklim dan Mutu Produksi
Lampiran 6. Materi Safety Talk
Lampiran 7. Dokumentasi Safety Talk
commit to user
iv
KATA PENGANTAR
Bismilahirohmanirohim
Asalamualaikum wr.wb, puji syukur penulis panjatkan kehadirat Allah SWT atas berkah, rahmat, karunia, kesehatan, kekuatan dan kemudahan dalam pelaksanaan Praktek Kerja Lapangan (PKL) serta penyusunan laporan tugas akhir
dengan judul “Implementasi Tentang Hiperkes, Keselamatan dan Kesehatan
Kerja Serta Lingkungan di PT Mekar Armada Jaya Magelang”.
Laporan ini disusun sebagai syarat untuk menyelesaikan studi di Program Diploma III Hiperkes dan Keselamatan Kerja, Fakultas Kedokteran Universitas Sebelas Maret Surakarta. Di samping itu kerja praktek ini dilaksanakan untuk menambah wawasan guna mengenal, mengetahui dan memahami mekanisme sehingga mampu mengaplikasikan teori yang diperoleh.
Dalam pelaksanaan magang dan penyusunan laporan ini penulis telah dibantu dan dibimbing oleh berbagai pihak. Oleh karena itu, penulis menyampaikan ucapan terima kasih kepada :
1. Bapak Prof. Dr. Zainal Arifin Adnan, dr. S.PD-KR-FINASIM selaku Dekan Fakultas Kedokteran Universitas Sebelas Maret, Surakarta.
2. Bapak Sumardiyono, SKM., M.Kes selaku Ketua Program D.III Hiperkes dan Keselamatan Kerja Fakultas Kedokteran, Universitas Sebelas Maret Surakarta dan selaku pembimbing I yang telah memberikan bimbingan dan saran dalam penyusunan laporan.
3. Ibu Reni Wijayanti, dr., M.Sc selaku penguji yang telah bersedia menguji, menilai dan memberikan saran dalam penyusunan laporan ini
4. Ibu Cr. Siti Utari , Dra, M.Kes . selaku pembimbing II yang telah memberikan bimbingan dan saran dalam penyusunan laporan.
5. Bapak Arie sebagai Human Resource Development (HRD) yang telah memberikan ijin untuk melaksakan kerja praktek di PT. Mekar Armada Jaya Magelang
6. Bapak Mario selaku General Manager yang telah memberikan ijin untuk melaksanakan kerja praktek di PT. Mekar Armada Jaya Magelang.
7. Bapak Abdul Haris Firmansyah sebagai pembimbing I yang telah membimbing, memberikan banyak pengalaman, ilmu, nasehat, sehingga penulis dapat menyelesaikan kegiatan praktek kerja lapangan dengan baik. 8. Bapak Ari Dwi sebagai pembimbing II yang telah membimbing,
mengarahkan, memberi nasehat, ilmu dan pengalaman sehingga penulis dapat menyelesaikan tugas akhir dengan baik.
9. Bapak Wawan, Ibu Yasinta, Bapak Surya, dan Bapak Wiwit, dan team departemen General Affairs yang memberikan bantuan penulis dalam mengumpulkan data-data, memberikan ilmu kepada penulis.
commit to user
v
11.Ilham Riski Nugroho, Anang Sudewa selaku adik yang telah memberikan motivasi kepada penulis sehingga penulis dapat menyelesaikan praktek kerja lapangan ini dengan baik.
12.Sahabat-sahabat dan orang-orang terdekat Tian Sevcenko, Novalia Wiandri, Adi Setiyawan, Stevina Army, Aminudin Arsyad, Anisadyah K, Anindyah Prima, Artina Paetisari, Wuri Handayani, Setyono, Yudha S., Lutfi, Junita Ayu, Adin Waluyo, Yudha S, Lutfi, Setyono, Santi Maharani, Utami Febrinashandy, Syara Ardina, terimakasih atas dukungan, semangat, tempat cerita disaat senang dan sedih sehingga membuat hidup ini berwarna dengan adanya kalian “kalian bukan hanya orang-orang terdekatku, tetapi adalah
keluarga keduaku”.
13.Teman-teman Hiperkes angkatan 2009 yang telah memberikan banyak pelajaran akan nilai sebuah ikatan kekeluargaan yang luar biasa sehingga penulis dapat mengambil banyak pelajaran kehidupan.
14.Serta semua pihak yang telah membantu dalam penyusunan laporan ini.
Semoga semua bantuan dan perhatian dari semua pihak mendapat rahmat dari Allah SWT. Penulis menyadari bahwa dalam penulisan laporan ini masih terdapat kekurangan, untuk itu kami harapkan saran dan masukan yang bersifat membangun dari semua pihak demi kemajuan kita bersama, dan semoga laporan ini dapat bermanfaat bagi semua pihak.
Surakarta, Juni 2012
Penulis
commit to user
1
BAB I
PENDAHULUAN
A.Latar Belakang Masalah
Perkembangan ilmu pengetahuan dan teknologi di berbagai negara semakin
pesat seiring dengan perkembangan industri. Indonesia merupakan salah satu
negara yang turut merasakan manfaat secara nyata dari perkembangan ilmu
pengetahuan dan teknologi di era globalisasi. Berbagai pabrik dan pusat-pusat
produksi lain jumlahnya semakin meningkat dan modern, selain itu dapat juga
dirasakan kemudahan dalam berkomunikasi tanpa dibatasi jarak dan waktu
untuk mendapatkan akses dalam mencari informasi yang dibutuhkan.
Kemajuan pesat inilah yang apabila diterapkan dalam proses industri dengan
penanganan manajemen yang baik serta teknologi yang tepat akan berdampak
positif dan mempunyai nilai strategis bagi kehidupan bangsa Indonesia
(Tarwaka, 2008).
Selain itu kemajuan ilmu dan teknologi di sektor industri apabila dikelola
tanpa disertai aspek-aspek Keselamatan dan Kesehatan Kerja (K3) dapat
menimbulkan dampak yang merugikan terutama bagi manusia. Undang-undang
Dasar 1945 pasal 27 ayat (2) mengamanatkan bahwa : ”setiap warga negara
berhak atas pekerjaan dan penghidupan yang layak bagi kemanusiaan”. Tentu
pekerjaan sebagaimana dimaksud pada ayat tersebut tidak boleh menimbulkan
kesakitan dan kecacatan bagi pekerja, sehingga pemerintah memandang perlu
commit to user
Faktor sumber daya manusia merupakan aset utama yang menentukan
keberhasilan proses produksi, sehingga perlu diberikan perlindungan kerja
yang sebaik-baiknya agar dapat menunjukan penampilan kerja yang baik yang
akan tercermin dalam tingkat produktivitas kerja yang tinggi.
Program keselamatan dan kesehatan kerja yang dilaksanakan di perusahaan
merupakan suatu bentuk penghargaan dan pengakuan terhadap nilai luhur
kemanusiaan. Penghargaan tersebut diwujudkan dalam bentuk upaya
pencegahan dari kemungkinan terjadinya kecelakaan kerja pada diri pekerja
atau orang lain yang berada di suatu lokasi kerja. Bermaksud untuk
memperkecil kerugian yang ada, maka berbagai upaya harus dilakukan agar
tujuan keselamatan dan kesehatan kerja dapat tercapai. Tujuan keselamatan dan
kesehatan kerja tersebut adalah :
1. Melindungi tenaga kerja atas hak keselamatannya dalam melakukan
pekerjaan untuk kesejahteraan hidup dan meningkatkan produksi serta
produktivitas nasional.
2. Menjamin keselamatan setiap orang lain yang berada di tempat kerja.
3. Sumber produksi dipelihara dan dipergunakan secara aman dan efisien
(Suma’mur, 2009).
Sedangkan tujuan higiene perusahaan dan kesehatan kerja adalah
menciptakan tenaga kerja yang sehat dan produktif (Suma’mur, 2009). Ada
yang perlu diperhatikan bahwa K3 masih dianggap sebagai high cost sehingga
perlunya kebijakan yang lebih terarah agar tidak terulang kejadian kecelakaan
commit to user
Industri karoseri adalah industri yang bergerak di bidang pembuatan bodi
kendaraan. Dalam pengerjaan industri karoseri ini identik dengan proses
handmade/manual untuk bodinya. Handmade adalah membuat kendaraan
dengan keterampilan, sehingga ketergantungan terhadap kemampuan manusia
masih sangat tinggi. Selain itu peralatan yang digunakan untuk pengerjaan
proses produksi di industri ini berpotensi bahaya tinggi karena peralatan yang
digunakan berinteraksi langsung dengan manusia.
Melihat bahwa PT. Mekar Armada Jaya merupakan salah satu perusahaan
karoseri besar dengan jumlah tenaga kerja yang cukup banyak dan kegiatan
industri yang mengandung potensi bahaya yang tinggi, sehingga mempunyai
dampak negatif terhadap lingkungan apabila tidak diikuti dengan pengelolaan
keselamatan, kesehatan kerja dan lingkungan hidup yang maksimal.
Keselamatan dan kesehatan kerja merupakan program mutlak yang mau
tidak mau harus diterapkan di setiap perusahaan sebagai upaya pencegahan dan
pengendalian kerugian akibat kecelakaan, kerusakan harta benda perusahaan,
serta kerusakan lingkungan.
Sebagai langkah penjabaran Undang-undang No. 1 Tahun 1970 dan
peraturan K3 dalam rangka perlindungan terhadap seluruh aset perusahaan,
baik sumber daya manusia dan faktor produksi lainnya, maka PT. Mekar
Armada Jaya adalah salah satu industri karoseri yang telah menerapkan
pelaksanaan Keselamatan, dan Kesehatan Kerja serta telah menyediakan Alat
Pelindung Diri (APD) bagi tenaga kerja maupun orang lain yang berada di
commit to user
tanda keselamatan (safety sign). Selain itu juga upaya sanitasi, sarana dan
prasarana pengolahan limbah hasil industri, pengaturan jam kerja, sikap kerja,
dan penyediaan sarana pemadam kebakaran.
Penerapan sistem manajemen keselamatan dan kesehatan kerja adalah salah
satu bentuk upaya untuk menciptakan suatu kondisi kerja yang aman, nyaman,
sehat, dan bebas dari pencemaran lingkungan sehingga dapat mengurangi
angka kecelakaan kerja dan penyakit akibat kerja yang pada akhirnya dapat
meningkatkan produktivitas dan efisiensi kerja.
B.Tujuan
Tujuan pelaksanaan magang di PT. Mekar Armada Jaya adalah :
1. Untuk mengetahui implementasiw umum di Perusahaan.
2. Untuk mengetahui implementasi tentang proses managemen penerapan K3
di PT. Mekar Armada Jaya.
3. Untuk mengetahui faktor-faktor resiko bahaya dan identifikasi bahaya di
tempat kerja.
4. Untuk mengetahui implementasi Higine Perusahaan di PT. Mekar Armada
Jaya.
5. Untuk mengetahui implementasi Pelayanan Kesehatan Kerja di PT. Mekar
Armada Jaya.
6. Untuk mengetahui implementasi Keselamatan Kerja di PT. Mekar Armada
Jaya.
commit to user
8. Untuk mengetahui implementasi sistem Managemen Keselamatan dan
Kesehatan Kerja di PT. Mekar Armada Jaya.
9. Untuk mengetahui implementasi Gizi Kerja di PT. Mekar Armada Jaya.
C.Manfaat
Dalam pelaksanaan penelitian yang telah dilakukan diharapkan dapat
memberikan manfaat bagi berbagai pihak antara lain :
1. Penulis
a. Meningkatkan kemampuan penulis untuk identifikasi faktor potensi
bahaya dalam proses produksi di PT.Mekar Armada Jaya.
b. Menambah pengetahuan serta wawasan bagi penulis yang berkaitan
tentang Kesehatan dan Keselamatan Kerja Lingkungan Hidup di
PT.Mekar Armada Jaya.
c. Dapat berhadapan langsung tentang permasalahn nyata dilapangan dan
mengetahui secara langsung proses produksi di PT. Mekar Armada Jaya.
d. Mendapatkan pengalaman kerja yang berkaitan tentang Kesehatan dan
Keselamatan Kerja dan juga dapat bersosialisasi di dunia kerja.
2. Perusahaan
Diharapkan Perusahaan dapat memperoleh saran dari Mahasiswa
sehingga penerapan Kesehatan dan Keselamatan Kerja di PT.Mekar Armada
commit to user
3. Program Diploma III Hiperkes dan Keselamatan Kerja
a. Dapat digunakan sebagai tolak ukur untuk mengetahui tingkat
keterampilan Mahasiswa dalam menerapkan dan menguasai ilmu yang di
terima selama kuliah.`
b. Dapat menambah referensi bagi program Diploma III Hiperkes dan
Keselamatan Kerja mengenai pelaksanaan Keselamatan dan Kesehatan
Kerja.
c. Menjalin kerja sama yang baik antara fakultas dengfan instansi swasta
commit to user
7
BAB II
METODE PENGAMBILAN DATA
A.Persiapan
Persiapan yang dilakukan meliputi pengajuan permohonan magang dan
proposal pelaksanaan magang yang ditujukan kepada perusahaan yang akan
dijadikan tempat pelaksanaan magang yaitu di PT. Mekar Armada Jaya
Magelang. Adapun surat permohonan tersebut dilaksanakan pada bulan
Februari 2012. Disamping itu membaca dan mempelajari literatur yang
berhubungan dengan higiene perusahaan, kesehatan dan keselamatan kerja.
B.Lokasi
Kegiatan magang ini dilakukan di PT Mekar Armada Jaya yang berlokasi
di Jalan Mayjend Bambang Soegeng no.7 Po Box 160 kabupaten Magelang,
profinsi Jawa Tengah 56172.
C.Pelaksanaan
Pelaksanaan magang ini dilaksanakan mulai tanggal 13 Februari 2012
sampai dengan 16 Maret 2012 di departemen EHS (Environment, Health and
Safety) PT. MEKAR ARMADA JAYA Magelang.
1. Tahap Pelaksanaan, meliputi :
a) Penjelasan umum tentang kondisi perusahaan tempat diadakannya
magang.
commit to user
c) Pengamatan langsung terhadap kondisi lingkungan kerja di perusahaan.
d) Melakukan Risk Assesment di departemen Bus.
e) Pencarian data pelengkap melalui dokumen-dokumen perusahaan dan
buku-buku referensi.
2. Tahap Pengolahan Data
Data yang diperoleh disusun sedemikian rupa sehingga dapat
commit to user
9
BAB III
HASIL MAGANG
A.Gambaran Umum Perusahaan
Sejarah singkat Perusahaan, tahun 1974 adalah tahun dimana New Armada
didirikan. Bermula pada sebuah bengkel yang terletak pada jalan
Prawirakusuman No. 3 Magelang, yang pada saat itu hanya memproduksi
kendaraan jenis mini bus dan pick up yaitu Mitsubishi Colt T 120 dan Toyota
Hiace. Pada awal pendirian, New Armada merupakan perusahaan keluarga
yang dipimpin langsung oleh Bapak David Herman Jaya selaku pemilik New
Armada.
Untuk mengimbangi laju dunia transportasi, pada tahun 1976 New Armada
mengembangkan dirinya dengan membentuk Perusahaan karoseri, menempati
area seluas 9000 m2 di jalan Raya Mertoyudan Magelang dan merekrut 200
orang karyawan. Nama New Armada semakin terkenal. Satu tahun kemudian
tepatnya pada tahun 1977, luas New Armada semakin diperbesar hingga 2 ha.
Pada tahun yang sama produksi semakin meningkat, yaitu 200 unit mobil
perbulannya. Hal ini semakin mengangkat nama New Armada sehingga tidak
hanya dikenal di wilayah Jawa saja, tetapi sudah terkenal di luar Jawa. Pada
tahun 1980, New Armada berhasil menjadi perusahaan karoseri mobil yang
berkembang pesat di Indonesia. Dampak positifnya sangat terasa sekali bagi
perusahaan dengan adanya pesanan-pesanan yang semakin meningkat
commit to user
Pada tanggal 16 Januari 1981, perusahaan karoseri yang semula berbentuk
perusahaan perseorangan, diubah menjadi perusahaan Perseroan Terbatas
dengan nama PT. Mekar Jaya Sakti, dipimpin oleh direktur yang bernama J.
Soentoro dengan akta pendirian nomor 17 oleh notaris Anggara Eni Wijaya,
SH. Kemudian diadakan perubahan berdasar akta nomor 24 tanggal 27 April
1981 nama PT. Mekar Jaya Sakti berubah menjadi PT. Mekar Armada Jaya.
Pada tanggal 20 Mei 1981 mendapat penyesuaian dari Menteri Kehakiman RI
berupa SK nomor YA/336/18, selanjutnya pada tanggal 20 September 1983
diumumkan ke dalam berita Negara RI nomor 78.
Luas pabrik pada tahun 1982 telah mencapai 20 hektar dengan fasilitas
yang lebih memadai seperti ruang pamer (show room), laboratorium teknik dan
pemekaran menjadi departemen yang mempunyai kegiatan produksi yang
berbeda-beda. Order yang diterima dari pemerintah saat itu menjadikan New
Armada sebagai kepercayaan utama pemerintah dalam penyediaan sarana
transportasi untuk kepentingan pemerintah, misalnya dengan diterima order
2000 unit mobil pemilu dari pemerintah untuk kabupaten-kabupaten seluruh
Indonesia.
Kapasitas produksi pada tahun 1984 mencapai 400 hingga 500 unit untuk
setiap bulan dengan jumlah tenaga kerja 1000 orang. Penambahan peralatan
dan mesin cat oven, mesin press, serta spot welding dilakukan, selain didukung
dengan tim desain automotif dan sumber daya manusia yang ada kemudian
dies dan menuju ke press part komponen. Demi meningkatkan kesejahteraan
commit to user
tahun berikutnya mendapat status badan hukum. Kapasitas produksi di tahun
1987 sampai tahun 1990 semakin bertambah yaitu mencapai 600 sampai 1000
per tahun.
Kemudian pada tahun 1991 sampai 1999 dengan jumlah tenaga kerja 3186
orang, target produksi mencapai 1200 unit per bulan seperti yang diharapkan
sebelumnya. Pada tahun itu pula PT. Mekar Armada Jaya berkembang menjadi
perusahaan Autobody Manufacturing yang artinya selain merakit juga
berperan sebagai pembuat komponen untuk beberapa merk mobil seperti,
Daihatsu, Suzuki, Hino, dan Mercedes Benz. Demi menunjang usaha-usaha
maka pada awal tahun 2000 PT. Mekar Armada Jaya Magelang mengadakan
kegiatan-kegiatan yang meliputi karoseri mobil, reparasi dan penjualan. Usaha
tersebut diharapkan mampu mendukung kemajuan perusahaan dan siap
menghadapi hambatan-hambatan yang akan datang, dimana mulainya pasar
bebas dengan persaingan yang ketat.
PT. Mekar Armada Jaya terus memperluas area pabrik sehingga kini telah
menjadi 30 hektar dan bisa mempekerjakan lebih dari 1000 tenaga kerja. PT
Mekar Armada Jaya meningkatkan kapasitas produksinya sebesar 15000 unit,
sehingga perlu menggunakan mesin-mesin modern, seperti oven, spray booth,
CNC, copy milling dan spot welding.
1. Tujuan, Visi, Misi, dan Filosofi Perusahaan
Tujuan dari berdirinya industri karoseri PT. Mekar Armada Jaya, secara
garis besar sama dengan perusahaan pada umumnya. Tujuan perusahaan ini
commit to user
a. Tujuan umum
1)Untuk menampung tenaga kerja dan membuka lapangan pekerjaan
bagi masyarakat sekitar tempat lokasi industri.
2)Untuk memenuhi kebutuhan masyarakat akan kendaraan, baik
kepentingan pribadi maupun umum.
3)Untuk membantu pemerintah dalam hal penambahan pendapatan
daerah, yaitu dengan menambah pemasukan pajak dan pajak usaha
daerah, serta membantu usaha pemerintah dalam mensukseskan
pembangunan nasional, khususnya dalam hal transportasi.
4)Untuk meningkatkan taraf hidup masyarakat di sekitar lokasi industri
pada khususnya dan masyarakat Indonesia pada umumnya.
b. Tujuan Khusus
1)Untuk memperoleh laba yang optimal bagi pemilik perusahaan guna
menunjang kelangsungan hidup perusahaan.
2)Untuk memperluas usaha dengan cara mengadakan sarana-sarana yang
mendukung, sehingga perusahaan memperoleh omset yang semakin
besar.
3)Menyerap tenaga kerja dari daerah sekitar tempat industri untuk
mengurangi pengangguran.
Di setiap perusahaan tentunya selain memiliki tujuan juga memiliki visi,
misi dan filosofi sebagai landasan perusahaan tersebut dalam merumuskan
kebijaksanaan-kebijaksanaan yang menyangkut kelangsungan hidup
commit to user
a. Visi perusahaan
“Menjadi perusahaan Autobody Manufacturing, Part, Componen Otomotif
dan Tools bermutu, berwawasan Internasional.”
b. Misi perusahaan
1) Menciptakan kendaraan yang aman, nyaman, dan berkualitas, untuk
mencapai kepuasan pelanggan.
2) Memproduksi part komponen otomotif dan tools bermutu tinggi dengan
global quality.
Sedang filosofi New Armada yang dikembangkan dalam lingkungan
perusahaan adalah sebagai berikut :
a. Kepuasan pelanggan adalah komitmen kami
1) Pelanggan kami adalah pelanggan eksternal dan pelanggan internal
termasuk pemilik, atasan maupun sesama tenaga kerja.
2) Tidak menerima, membuat dan meneruskan kesalahan.
3) Tidak menyimpang dari prosedur.
4) Tidak merubah atau mengganti spesifikasi.
5) Tidak melanggar hukum.
b. Proaktif, kepedulian dan komunikasi yang baik adalah kebiasaan kami.
1) Segera wajib lapor kepada atasan bila terjadi kesalahan, termasuk tak
sesuai komitmen.
2) Bertanya apabila tidak tahu
3) Segera mengkomunikasikan dengan pelanggan apabila terjadi masalah.
commit to user
5) Memiliki jiwa suka menolong.
6) Peka terhadap situasi dan kondisi.
7) Mengambl inisiatif dan tindakan bila melihat hal-hal yang tidak beres.
8) Melakukan fungsi silang.
c. Kerja team adalah kekuatan kami.
1) Disiplin.
2) Saling menghargai satu sama lain.
3) Tak menyalahkan orang lain.
4) Tak merasa minder atau tak mampu.
5) Mengambil keputusan berdasarkan team.
6) Berbicara berdasarkan data.
d. Pemasok, distributor, dan karyawan adalah mitra kami.
1) Berorientasi pada win-win.
2) Menghargai pemasok pada mitra kerja.
3) Menigkatkan kualitas material bersama-sama dengan pemasok.
4) Distributor atau dealer merupakan team dalam memasarkan produk kami.
5) Menghargai tenaga kerja sebagai rekan kerja dalam mengambil
keputusan.
6) Berat sama dipikul, nikmat sama dirasakan.
e. Terus mengembangkan diri adalah kunci sukses kami.
1) Setiap tenaga kerja diberi kesempatan dan motivasi untuk terus belajar.
commit to user
3) Menjunjung tinggi nilai-nilai spiritual berdasar kepercayaan
masing-masing.
4) Ikut membina dan memelihara kesehatan jasmani.
5) Mengembangkan terus hubungan baik antar karyawan.
Saat ini luas lokasi PT.Mekar Armada Jaya kurang lebih 30 hektar dengan
batas-batas wilayah sebagai berikut.
utara : Jalan Soekarno – Hatta, Kota madya Magelang.
Selatan : Desa Mertoyudan, Kabupaten Magelang.
Timur : Kampung Soka.
Barat : Jalan Mayor Jendral. Bambang Soegeng.
PT. Mekar Armada Jaya terletak di sebelah selatan kotamadya Magelang,
tepatnya di jalan Mayjend Bambang Soegeng nomor 7 PoBox 160 Magelang,
yang merupakan perbatasan antara kotamadya Magelang dengan kabupaten
Magelang. Karena letaknya di tepi jalan raya maka lokasi ini strategis dimana
kebutuhan sarana transportasi terpenuhi dengan baik. Selain itu diharapkan
dapat meningkatkan taraf hidup dan kesejahteraan masyarakat Magelang pada
khususnya dan masyarakat Indonesia pada umumnya.
B.Proses Produksi
Karoseri identik dengan proses handmade/manual untuk bodinya.
Handmade adalah membuat kendaraan dengan keterampilan. Hampir sama
dengan membuat prakarya dari kertas karton yang digunting-gunting sesuai
commit to user
pembuatan kendaraan menggunakan plat besi, guntingnya dengan gerinda atau
alat potong logam dan mengelemnya menggunakan las, klem ataupun baut.
Bentuk model yang banyak melekuk-lekuk, dapat dibuat dengan dipanasi
menggunakan las, kemudian dibentuk sesuai yang diinginkan menggunakan
suatu alat. Proses selanjutnya kemudian dihaluskan menggunakan dempul
sebelum dicat. Hal ini di satu sisi merupakan karoseri, dimana kualitas bodi,
tingkat presisi, kesamaan bodi satu dengan yang lain relatif rendah dibanding
dengan mobil-mobil keluaran pabrikan Agen Tunggal Pemegang Merk
(ATPM). Ketergantungan terhadap kemampuan manusia masih sangat tinggi.
Namun di sisi lain justru menjadi kelebihan karoseri karena “Apapun bisa
dibuat” adalah nilai plus yang paling tinggi. Bentuk yang rumit, fungsi yang
beragam atau membuat produk satu-satunya diIndonesia juga dimungkinkan.
Bila memesan mobil isuzu Elf eksklusif dengan toilet didalamnya plus kursi
pijat dan berbagai aksesori yang sesuai keinginan ke produsen ATPMnya tentu
tidak akan dipenuhi, disinilah karoseri yang akan berperan dalam
pembuatannya.
Dalam suatu proses perusahaan karoseri kegiatan produksi merupakan,
kegiatan yang merubah bahan baku menjadi produk jadi yang bernilai lebih.
Pada industri karoseri New Armada (PT. Mekar Armada Jaya) prosesnya
meliputi kegiatan-kegiatan yang bertujuan untuk membuat produk dengan
menggabungkan komponen-komponen produksi menjadi satu kesatuan yang
commit to user
Berikut adalah gambaran tentang rangkaian proses produksi di PT.
Mekar Armada Jaya :
Gambar 1. Bagan Alir Proses Produksi (Sumber : New Armada, 2010)
Pada dasarnya pada proses karoseri untuk berbagai jenis kendaraan baik
mini bus, medium bus, bus, box semuanya melalui tahapan-tahapan yang sama.
Berikut tahapan-tahapan proses produksi untuk jenis produk bus : Pelepasan dan pemasangan suku
cadang yang terpasang pada
chasiss (persiapan)
Pemotongan dasar
Pembentukan Penyambungan
Pemeriksaan
Epoxy filter Pengampelasan Pendempulan
Gosok bodi Pengecatan
Pemasangan
Perakitan Pemasangan Pemeriksaan
commit to user
1. Tahap persiapan
Dalam melakukan proses pengerjaan karoseri bus diperlukan persiapan
yang matang untuk mempermudah jalannya proses tersebut. Persiapan yang
dilakukan antara lain, persediaan bahan baku dan segala jenis perlengkapan
lainnya yang dibutuhkan. Dalam persiapan bahan baku harus memiliki
kualitas yang baik, sehingga hasil produksinya berkualitas dan mampu
bersaing dengan produk yang lain dan juga memuaskan konsumen.
Pada industri karoseri New Armada, persiapan dalam menjalankan
proses karoseri atau perakitan bodi yang akan dikerjakan berdasarkan
pesanan dari pihak order dimana sebagian bahan baku yang dibutuhkan
sudah di tempat sedangkan bahan baku yang lain dapat dipesan saat terjadi
transaksi antara pihak manajemen perusahaan dengan pihak order.
2. Pembentukan dan Penyambungan Rangka Bus
Pembuatan rangka bus harus mengikuti spesifikasi gambar yang telah
ditentukan berdasarkan pesanan, karena masing-masing model memilki
spesifikasi sendiri dan jumlah material yang diperlukan. Sebelum
pembentukan dan penyambungan kerangka dilakukan terlebih dahulu
dirubah perubahan stir dan tangki, ini dilakukan agar sesuai dengan model
yang diinginkan terutama dari pihak order. Walaupun posisi diubah ataupun
letaknya tidak boleh bertentangan dengan peraturan pemerintah karena hal
ini berkaitan dengan kenyamanan dan keamanan itu sendiri
Dalam pembuatan komponen rangka sendiri, secara garis besar
commit to user
a. Pemotongan Dasar
Pemotongan dasar dilakukan untuk mendapatkan bentuk dasar yang
akan melalui proses perakitan selanjutnya. Hal-hal yang perlu
diperhatikan dalam pemotongan dasar antara lain :
1) Efisiensi penggunaan material
2) Efisiensi penggunaan mesin atau alat potong
Efisiensi penggunaan material dilakukan dengan memperhatikan
tanda pemotongan atau garis bantu yang sesuai densain mal atau pola
dari model. Biasanya pola model yang perlu ketelitian adalah pola
model lampu depan dan belakang tergantung dari pesanan pihak
konsumen. Efisiensi alat dilakukan dengan memperhatikan jumlah
komponen yang akan dipotong dan tingkat kehalusannya.
b. Pembentukan
Proses ini diutamakan untuk membentuk rangka yang melengkung
seperti tempat dudukan lantai, kaca depan, kaca belakang, kaca samping,
model pintu, plafon, dek samping sesuai dengan bentuk dan fungsinya.
c. Penyambungan
Pada tahap ini rangka yang telah siap disambung dengan
menggunakan las mig, karena las mig merupakan metode teknik
pengelasan dengan menggunakan las busur elektroda tak terumpan
dengan argon sebagai gas pelindung, sehingga hasil yang didapat lebih
commit to user
Penyambungan ini tidak dilakukan secara langsung tetapi dilakukan
secara bertahap yaitu rangka bagian samping kiri dan kanan, bagian atap,
dan bagian dasar (chasiss) disambung secara terpisah. Setelah bagian
tersebut selesai maka dilakukan penyambungan secara menyeluruh mulai
dari bagian dasar kemudian bagian rangka bodi damping kiri dan kanan
kemudian yang terakhir bagian atap.
d. Pemeriksaan
Pemeriksaan dilakukan agar menjamin ketepatan posisi rangka
setelah seluruh rangka disambung. Pada tahapan ini menggunakan alat
bantu yaitu hammer, mesin las, meteran sehingga pada waktu perakitan
bodi bus tidak melengkung atau miring karena rangka untuk bus
merupahan hal yang sangat vital karena berhubungan dengan
kenyamanan ketika dikendarai.
Proses pemeriksaan dilanjutkan dengan pelapisan zat anti karat pada
rangka. Pelapisan zat anti karat ini dilakukan dengan tujuan agar rangka
bus yang telah dibentuk dapat tahan korosi terutama pada bagian yang
mengalami proses pengelasan.
3. Penyambungan dan Pembentukan Trap Bodi Bus
Proses trap bodi ini merupakan proses penyambungan rangka dengan
lembaran baja galvanil dengan ketebalan 1,2 mm. Lembaran baja sebelum
dipasang terlebih dahulu dipotong sesuai dengan ukuran rangka bodi.
Pemotongan awal biasanya untuk bodi depan mengikuti pola model lampu
commit to user
bagian, yaitu bagian samping depan, tengah dan samping belakang
mengikuti model pintu samping dan bagasi samping. Bagian atap juga
dibagi menjadi 3 bagian dengan maksud agar penyambungan dengan rangka
bus agar lebih mudah.
Proses perakitan bus ini mengikuti bentuk rangka sesuai dengan model
pesanan bus tersebut. Sedangkan proses sebelum penyambungan dengan
rangka antara lain sebagai berikut :
a. Bagian atap lembaran terlebih dahulu dipress dengan menggunakan
mesin press dengan model lekukan tertentu. Mesin press ini digunakan
untuk membuat tekukan/lipatan dengan baja galvanil sesuai dengan
ukuran yang dikehendaki.
b. Bagian samping, bagian belakang dan bagian depan bus dibentuk sesuai
model juga dengan menggunakan mesin press atau dengan cara manual
yaitu dengan dipukul-pukul menggunakan palu menggunakan landasan
agar hasilnya rapi seperti halnya dengan menggunakan mesin press.
Setelah lembaran baja dibentuk sesuai model maka komponen tersebut
telah siap dirakit dan disambung dengan rangka. Proses pengelasan
menggunakan mesin las mig dan press bodi. Perakitan dengan rangka bus
ini tidak dilakukan secara bersama-sama karena ukuran lembaran komponen
bodi besar dan terpisah.
Pengelasan sendiri ada 3 tahap yaitu :
a. Tahap pertama bertujuan untuk memperkokoh konstruksi rangka
commit to user
b. Tahap kedua pengelasan ulang yang bertujuan untuk menambah las pada
bagian-bagian tertentu.
c. Tahap ketiga proses metal finish yang bertujuan untuk meratakan,
menghaluskan dan membersihkan permukaan yang menonjol atau
cekung maka dilakukan ketok bodi sehingga dicapai kerataan ketinggian
permukaan plat yang sama prospek ketok ini dilakukan dengan cara
manual dengan menggunakan alat ketok.
4. Pengecatan Bodi
Secara ringkas pengecatan bodi bus 3/4 yang terjadi di industri
karoseri New Armada meliputi tahapan-tahapan seperti metode persiapan
permukaan, pendempulan, persiapan pengecatan, dan pengecatan. Guna
memperjelas proses pengecatan tersebut maka di bawah ini diberikan
bagian dan urutan-urutan proses pengerjaan sebelum dilakukan pengecatan
bodi bus.
a. Persiapan Permukaan
Bagaimanapun persiapan permukaan adalah sebuah proses penting
yang besar pengaruhnya terhadap hasil sebuah pengecatan terutama
untuk pengecatan bodi bus. Sesuai dengan berjalannya waktu persiapan
yang tidak baik dapat menyebabkan pengelupasan dan pemudaran bodi
bus ± 1-2 hari.
b. Pembersihan
Tujuannya adalah untuk membersihkan semua permukaan bodi
commit to user
menempel dengan erat serta karat dapat dicegah. Cara membersihkan
bodi adalah menggosok dengan amplas no 3 membersihkan
menggunakan sikat kawat sampai bersih, dan berwarna putih
kebiru-biruan selanjutnya dilap menggunakan kain bersih dan disemprot
dengan angin dari kompresor untuk menghilangkan debu.
c. Pengecatan Permukaan Dasar (epoxy)
Tujuan dari proses ini adalah untuk pengecatan dasar bodi bus dan
memberikan daya rekat antara dempul dengan cat yang digunakan.
Pengerjaan pengecatan dasar permukaan di industri karoseri NEW
ARMADA dilakukan di dalam ruang oven agar hasil yang didapatkan
maksimal. Adapun lama pengerjaan untuk satu bus ± 1-2 hari dalam
pengerjaan pengecatan permukaan.
d. Proses Pendempulan
Dempul adalah bahan lapisan bawah seperti pasta digunakan
untuk mengisi celah yang dalam dan menghaluskan dan juga
menutupi bagian-bagian bodi yang tidak rata akibat proses pengerjaan
bodi bus.
e. Proses Pengampelasan
Pengampelasan merupakan proses penghalusan bodi kendaraan
setelah pendempulan. Proses penghalusan dimulai dengan
penggosokan kering menggunakan amplas. Proses pengamplasan ada
commit to user
1) Sandying I
Menggosok bodi dengan amplas nomor 6 s/d 120. Penggosokan
dilakukan dengan menggunakan air atau sebelum penyemprotan
epoxy.
2) Sandying II
Menggosok hasil epoxy menggunakan air dan amplas nomor
320 s/d 400 atau sesudah penyemprotan epoxy tahap II. Bila terjadi
cacat pada hasil pendempulan maka proses pendempulan diulang
sampai bodi bus benar-benar halus dan siap masuk ke proses
pengecatan. Hal ini dilakukan agar kualitas cat benar-benar bagus.
f. Proses Epoxy Tahap II
Epoxy II adalah pengecatan dasar permukaan pendasaran untuk
proses pengecatan. Adapun cara pengerjaan dan bahan yang
digunakan hampir sama dengan epoxy I. Tujuannya adalah untuk
pengecatan dasar permukaan bodi bus dan memberikan daya lekat
antara dempul dengan cat yang digunakan. Selain itu juga berfungsi
untuk menutup pori-pori dan lubang kecil hasil pendempulan. Proses
epoxy filter ini dilakukan setelah dempul benar-benar kering dan
permukaan bodi bersih selanjutnya surface disemprotkan secara
merata ke seluruh permukaan bodi bus sampai ketebalan ± 40mikro
dan dikeringkan di tempat terbuka kurang lebih 6 jam.
Setelah proses epoxy II ini benar-benar selesai dan telah
commit to user
standying II. Proses standying II ini dilakukan dengan tujuan untuk
mendapatkan permukaan bodi bus yang sangat halus supaya hasil
pengecatannya baik.
g. Proses Pengecatan
Pengecatan berfungsi untuk memperindah kendaraan, melindungi
plat bodi, mencegah karat, dan menambah nilai ekonomis serta
estetika dari hasil produk.
Proses pengecatan dibagi menjadi 3 yaitu :
1) Pengecatan bodi bus sebagai cat dasar warna bus.
2) Cat strip merupakan variasi untuk menambah keindahan apapun
kreasinya bodi dengan cat.
3) Cat finish merupakan cat berwarna bening yang digunakan untuk
melapisi hasil pengecatan sebelumnya.
Sebelum pengecatan dimulai dilakukan pembersihan terhadap bodi bus
terlebih dahulu. Pembersihan bodi bus ini dengan menyemprotkan angin
bertekanan dan menggosok bodi bus dengan wash benzene agar dapat
dihasilkan cat yang rekat. Kemudian melakukan persiapan pengecatan.
Persiapan ini dilakukan di tempat yang bebas debu dan minyak. Selanjutnya
dilakukan pengecatan awal sebagai cat dasar terlebih dahulu secara tipis-tipis
dengan tujuan agar sedapat mungkin catnya menempel dengan baik. Proses
selanjutnya adalah pengovenan dan merupakan proses pengeringan cepat.
Industri karoseri New Armada memilki 3 buah oven dengan kapasitas
commit to user
prosesnya ± 20-25 menit. Pengeringan cat dengan oven ini dilakukan agar
mendapat kekerasan permukaan cat yang baik dan tahan terhadap
goresan-goresan.
Setelah proses cat dasar selesai, dilakukan pemeriksaan oleh pengawas
sebelum dilakukan proses pengecatan selanjutnya. Bila terdapat cacat yang
banyak maka proses akan diulang kembali dari proses pendempulan bila perlu
dari proses pengecatan dasar. Tetapi bila cacat dirasa tidak terlalu banyak,
maka dilakukan perbaikan tanpa harus melakukan pengecatan. Caranya yaitu
dengan memberikan komponen berwarna putih kemudian digosok
menggunakan kain. Bila masih ada bintik-bintik maka bagian tersebut diberi
komponen dan digosok dengan amplas nomor 1000 yang cara penggosokannya
dicampur dengan menggunakan air lalu dilap dengan kain dan tunggu sampai
mengering.
Bila proses pengecatan telah selesai maka dilakukan pengecatan sesuai
dengan warna yang dipesan oleh konsumen. Proses pengecatan dan
pengeringan cat sama dengan pengecatan awal yang setiap proses selesai yang
selalu diikuti dengan pemeriksaan.
5. Proses Pemasangan Interior (Finishing)
a. Pemasangan Plafon
Tahap awal pemasangan plafon ini adalah plafon bagian atas yaitu
melapisi bagian atap bus dengan triplek kayu dan bahan imitasi. Triplek
pelapis dibor terlebih dahulu dan disekrup hingga menyatu dengan
commit to user
pelapis akhir sekaligus juga menjadi tutup plafon. Bahan triplek dan kain
imitasi ini diukur langsung menyesuaikan atap bus.
Setelah pemasangan plafon selesai dilanjutkan dengan pemasangan
dek samping pada bodi. Prosesnya hampir sama dengan proses
pemasangan plafon. Pada pemasangan triplek pada bodi samping
menggunakan bahan perantara antara kerangka dengan triplek agar
triplek tidak bunyi ketika terkena getaran. Bahan yang digunakan ialah
sikaflex, ABS Emboss/viny. Proses pemasangan plafon ini dikerjakan
dalam waktu 1/2 hari oleh 5-6 orang.
Proses ketiga yaitu pemasangan lantai bus. Proses awal yaitu
mengukur ukuran lantai dan plat besi dengan meteran. Setelah mendapat
ukuran yang pasti plat besi dipotong sesuai dengan ukuran yang talah
ditentukan. Pemotongan plat besi menggunakan las Assetelyn, sehingga
pengerjaanya memakan waktu yang relatif singkat. Setelah mendapat
potongan plat besi maka dipasang di rangka bawah menggunakan las
listrik jenis mig dan sebagian dibor dan disekrup.
b. Proses Pemasangan Kaca
Pada proses pemasangan kaca ini dibagi menjadi 3 bagian yaitu :
bagian depan, samping dan belakang. Kapasitas pengerjaan pemasangan
kaca ini dipengaruhi oleh tingkat kesulitan dan banyaknya kaca yang
harus dipasang.
Dalam proses pemasangan kaca sebelum kaca dipasang dudukan kaca
commit to user
agar kaca dapat presisision dengan dudukannya waktu dipasang. Setelah
dirasa kuat penahan kaca dapat dilepas.
c. Pemasangan Wipper
Wipper atau pembersih kaca depan ketika hujan dapat dipasang
ketika kaca bagian depan sudah terpasang dan perekatnya benar-benar
kering. Wipper yang dipasang biasanya ada 2 model yaitu model vertikal
dan horisontal. Pemasangan ini tergantung dari pemesanan.
d. Pemasangan Komponen Lain
Pemasangan komponen ini terdiri dari :
1)Lampu yang terdiri dari : head lamp dan front lamp.
2)Kaca spion kanan kiri
3)Pemasangan dash board.
4)Pemasangan hand grip penumpang.
5)Pemasang audio visual (tergantung pemesanan)
6)Pemasangan karpet lantai.
7)Pemasangan komponen optional.
e. Pemasangan Jok
Pemasangan jok terdiri dari 2 proses yaitu pembuatan rangka jok dan
pembuatan jok itu sendiri. Adapun prosesnya antara lain :
1) Pembuatan rangka jok
Rangka jok berupa besi pipa yang didalamnya berongga sehingga
ringan. Hal ini dimaksudkan agar beban dari bus itu sendiri tidak
commit to user
pada umumnya dengan menggunakan mesin roller, lalu dibuat tiang
untuk dudukan jok dan disambung dengan rangka jok menggunakan
las mig.
2) Pembuatan Jok
Rangka yang telah dipasang dudukan atau sandaran dilapisi
dengan bahan imitasi dan spoon standar jok bus. Bahan imitasi ini
antara lain vinyl, oscar, polyster beludru. Bahan tersebut dijahit
membentuk sarung sesuai pola untuk sandaran jok. Proses yang sama
dilakukan terhadap tempat duduk, dilakukan proses yang terpisah dari
rangka jok. Bila kedua proses telah selesai maka dilanjutkan dengan
memasang jok ke dalam lantai bus. Penguat dudukan jok pada bus
dibuat lubang pada tiap kaki jok agar dapat diperkuat dengan sekrup.
Mesin yang digunakan untuk melubangi adalah mesin bor tangan.
6. Proses Finishing
Pada proses ini bus yang telah selesai prosesnya pada awal pembentukan
rangka/bodi hingga pengecatan dilakukan pemeriksaan dan pengecatan serta
melakukan perbaikan-perbaikan kecil pada bagian-bagian yang kurang
sempurna. Pada umumnya proses ini dilakukan ketika kendaraan hendak
diserahkan kepada bagian pemasaran atau konsumen. Perbaikan-perbaikan
kecil meliputi pembetulan letak komponen dan tambahan cat untuk cat yang
commit to user
Pada final cheking pemeriksaan dilakukan oleh dinas kepolisian
lalu-lintas untuk memastikan bus tidak mengalami cacat atau tidak menyalahi
peraturan undang-undang angkutan umum.
Final checking biasanya dilakukan ketika bus hendak dipasarkan atau
diserahkan kepada pihak order. Pemeriksaan tersebut atas permintaan
manajemen perusahaan karena perusahaan tidak memiliki petugas khusus
untuk melakukan pengecekan ulang. Pengecekan tersebut bertujuan agar
pihak kepolisian lalu-lintas memastikan bahwa bus dapat layak jalan dan
tidak cacat.
7. Pre Delivery Inspection (PDI)
Pada proses ini kendaraan yang telah jadi dilakukan
perbaikan-perbaikan kecil pada bagian yang kurang sempurna. Umumnya proses ini
dilakukan ketika kendaraan hendak diserahkan ke bagian pemasaran.
C.Higiene Perusahaan
1. Faktor Fisik
Di PT. Mekar Armada Jaya Magelang telah dilakukan pengukuran
faktor fisik seperti kebisingan, penerangan, iklim kerja, dan getaran.
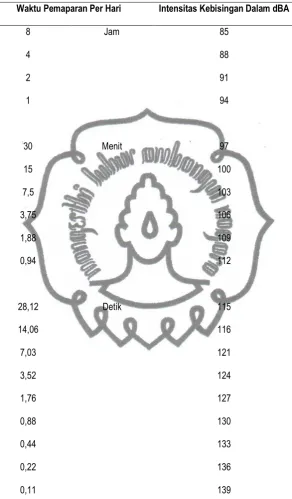
a. Kebisingan
Jenis kebisingan yang ada di PT. Mekar Armada Jaya meliputi
kebisingan continue dan impulsiv yang dihasilkan oleh mesin-mesin serta
kebisingan impulsiv yang dihasilkan oleh proses reforming pada
commit to user
kerja terpapar bising pada saat bekerja selama 8 jam sehari. Adapun data
pengukuran intensitas kebisingan di ruangan produksi dengan
menggunakan Sound Level Meter merk Rion NA-20 tersaji pada tb.1.
Tabel 1. Data Pengukuran Kebisingan
NO Unit Intensitas NAB Keterangan
1 Interior 79,12 dBA 85 dBA Jenis kebisingan adalah
kebisingan kontinue,
yang melebihi NAB adalah Rangka Bus Non Evo, Body Mini Bus, Body
Bus Non Evo dan Yellow Plant.
Untuk mengatasi kebisingan tersebut, maka perusahaan mewajibkan
commit to user
plug. Terutama pada bagian produksi yang terdapat pekerjaan-pekerjaan
yang terpapar oleh kebisingan. Di PT Mekar Armada Jaya sudah
mengadakan penyedian ear plug untuk para pekerja dengan system tukar,
jadi apabila dirasa sudah tidak layak pakai maka ear plug harus ditukar
oleh pekerja kepada kepala bagian divisi masing-masing.
b. Penerangan
Sumber penerangan di PT. Mekar Armada Jaya berasal dari
penerangan alami dan buatan. Penerangan buatan berasal dari lampu TL
dan flouresent. Penerangan buatan hanya digunakan ketika kondisi
lingkungan buruk, selebihnya menggunakan penerangan alami.
New Armada belum melakukan pengukuran terhadap intensitas
penerangan di area kerja, sehingga besarnya intensitas penerangan di
masing-masing area kerja belum diketahui.
Sebagai upaya pengendalian penerangan PT. Mekar Armada Jaya
telah melakukan perawatan dan perbaikan sistem penerangan perusahaan,
mengatur tata letak dan desain penerangan di tempat kerja.
c. Iklim Kerja
Panas di lingkungan kerja berasal dari berbagai sumber seperti mesin,
pengaruh lampu penerangan, ventilasi yang kurang baik, suhu
lingkungan dan panas akibat proses pengelasan. Lokasi kerja dengan
sirkulasi udara yang kurang baik sehingga terjadi dehidrasi yang
commit to user
Area kerja harus ditata menurut proses kerja yang ada sehingga aliran
proses dan material yang ada dapat berjalan lancar sehingga tercapai
efisiensi yang tinggi. Dalam menata area kerja perlu diperhatikan banyak
hal salah satu faktornya adalah aliran udara atau suhu ruangan. Agar
tidak menimbulkan kelelahan berlebih dan ketidaknyamanan bekerja.
Iklim setempat di tempat kerja diatur agar nyaman sesuai dengan sifat
pekerjaan yang dilakukan. Temperatur yang dianjurkan di tempat kerja
adalah 24°-26° C. Suhu kering pada kelembaban 65-95 %. Dan suhu
tersebut merupakan suhu nikmat di Indonesia. Sedangkan suhu optimal
dari dalam tubuh untuk mempertahankan fungsinya adalah antara
36,5°-37,5° C. Semakin aktif seseorang maka semakin rendah suhu yang
diperlukan supaya ideal, sehingga pekerja dengan pekerjaan berat suhu
yang ideal adalah 20° C. Dari pengukuran iklim kerja di PT. Mekar
Armada Jaya tersaji pada tabel. 2.
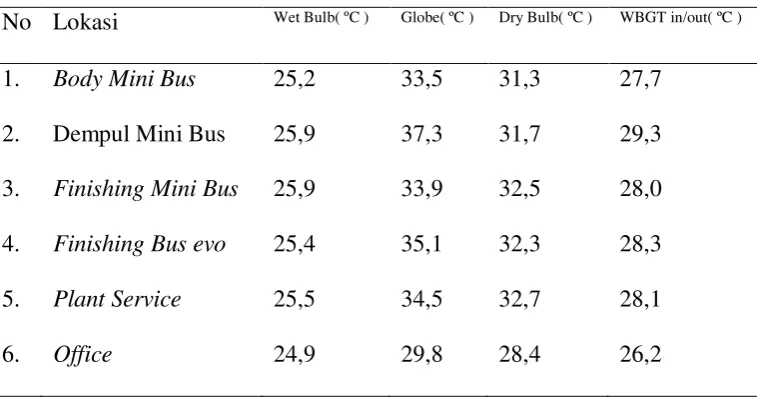
Tabel 2. Data Pengukuran Iklim Kerja
No Lokasi Wet Bulb( ºC ) Globe( ºC ) Dry Bulb( ºC ) WBGT in/out( ºC )
1. Body Mini Bus 25,2 33,5 31,3 27,7
2. Dempul Mini Bus 25,9 37,3 31,7 29,3
3. Finishing Mini Bus 25,9 33,9 32,5 28,0
4. Finishing Bus evo 25,4 35,1 32,3 28,3
5. Plant Service 25,5 34,5 32,7 28,1
6. Office 24,9 29,8 28,4 26,2
commit to user
Kegiatan di PT. Mekar Armada Jaya di setiap area kerja produksi
mempunyai beban kerja yang masuk kedalam kategori sedang, karena
hampir seluruh proses kerja dilakukan secara berdiri, kerja sedang pada
mesin, kadang-kadang berjalan, mengangkat dan mendorong benda secara
terputus-putus, sehingga kalori yang dibutuhkan 750-2000 BTU/jam.
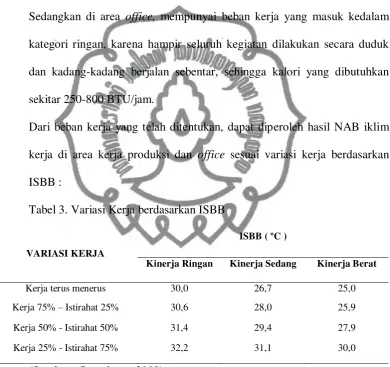
Sedangkan di area office, mempunyai beban kerja yang masuk kedalam
kategori ringan, karena hampir seluruh kegiatan dilakukan secara duduk
dan kadang-kadang berjalan sebentar, sehingga kalori yang dibutuhkan
sekitar 250-800 BTU/jam.
Dari beban kerja yang telah ditentukan, dapat diperoleh hasil NAB iklim
kerja di area kerja produksi dan office sesuai variasi kerja berdasarkan
ISBB :
Tabel 3. Variasi Kerja berdasarkan ISBB
VARIASI KERJA
ISBB ( ºC )
Kinerja Ringan Kinerja Sedang Kinerja Berat
Kerja terus menerus 30,0 26,7 25,0
Kerja 75% – Istirahat 25% 30,6 28,0 25,9
Kerja 50% - Istirahat 50% 31,4 29,4 27,9
Kerja 25% - Istirahat 75% 32,2 31,1 30,0
(Sumber : Suma’mur, 2009)
Seluruh pekerjaan di PT. Mekar Armada Jaya termasuk dalam variasi kerja
commit to user
d. Getaran
Sumber getaran di tempat kerja berasal dari proses produksi dan
pekerjaan yang dilakukan oleh tenaga kerja. Jenis pekerjaan yang dapat
menimbulkan getaran adalah penggerindaan, pengoperasian alat
angkat-angkut, seperti forklift, crane. Efek dari getaran ini menyebabkan gangguan
fisiologis pada tenaga kerja atau operator seperti perasaan sakit pada kepala
dan leher, tekanan darah dan denyut jantung meningkat serta dapat
menggangu penglihatan.
Pengukuran terhadap getaran belum dilakukan, baik getaran seluruh
tubuh maupun getaran lengan.
2. Faktor Kimia
a. Debu
Pengukuran terhadap kadar debu di area kerja belum dilakukan.
Sumber faktor bahaya berupa debu berasal dari area dempul dan
pengecatan yang menghasilkan debu cukup banyak yaitu ketika proses
pemberian zat anti karat, proses dempul dan pada proses pengecatan
dengan menggunakan spray gun.
Akan tetapi langkah pengendalian yang diterapkan PT. Mekar
Armada Jaya adalah dengan memasang exhaust fan dan menyediakan
commit to user
b. Bahan Kimia
Paparan bahan kimia berasal dari bahan baku dan bahan penolong.
Bahaya yang ditimbulkan dari paparan bahan kimia tersebut antara lain
gangguan sistem pernafasan, iritasi kulit.
Bahan baku : Plat Baja
Bahan penolong` : a. Bahan pengecatan
b. Bahan dempul
c. Bahan anti karat
Bentuk upaya pengendalian yang dilakukan oleh perusahaan adalah
dengan penyediaan APD berupa masker khusus pernafasan yang dipakai
ketika proses pengecatan, sarung tangan, pemasangan label dan simbol
pada kemasan Bahan Beracun dan Berbahaya (B3) dan memasang poster
B3 pada tempat yang mudah dilihat.
PT. Mekar Armada Jaya sudah menyediakan lembar data keselamatan
bahan (LDKB) tetapi belum melakukan penunjukan petugas K3 kimia
dan ahli K3 kimia.
D. Kesehatan Kerja
Pelayanan kesehatan kerja yang terdapat di PT. Mekar Armada Jaya ini
terdapat beberapa macam, diantaranya :
commit to user
a. Pemeriksaan Kesehatan
Di PT Mekar Armada Jaya sendiri pemeriksaan kesehatan yang
berjalan adalah pemeriksaan awal, yang dilakukan kepada tenaga kerja
baru sebelum bekerja. Pemeriksaan kesehatan sebelum kerja dilakukan
pada calon tenaga kerja PT. Mekar Armada Jaya dengan tujuan untuk
menentukan kapasitas kerja seseorang. Hasil pemeriksaan kesehatan akan
dikeluarkan oleh dokter pemeriksa kemudian mendapat persetujuan oleh
departemen HSE. Berdasarkan hasil dari sertifikat pemeriksaan
kesehatan, HRD memutuskan untuk menerima atau menolak calon
tenaga kerja. Untuk pemeriksaan berkala dan khusus masih dalam
wacana untuk pelaksanaanya. Dokter perusahaan sudah tersedia di
perusahaan, hanya saja Dokter ini belum memiliki sertifikat ahli K3.
b. Pembinaan dan Pengawasan Perlengkapan untuk Kesehatan Tenaga
Kerja
1) Rumah Sakit Rujukan
PT Mekar Armada jaya adalah perusahaan yang memperhatikan
kesehatan tenaga kerja. Perusahaan bekerjasama dengan Rumah Sakit
Umum TIDAR Magelang. Rumah sakit rujukan tersebut difungsikan
sebagai tempat pengobatan bagi tenaga kerja yang mengalami
gangguan kesehatan yang memerlukan penanganan lebih lanjut. Selain
itu untuk pemeriksaan khusus mata, New Armada bekerjasama
commit to user
2) Ambulans
Salah satu cara untuk mendukung dan memudahkan transportasi
tenaga kerja yang sakit atau mengalami cedera selama tenaga kerja
berada di pabrik, maka perusahaan menyediakan 2 buah ambulans.
Ambulans ditempatkan di tempat yang mudah terjangkau dan dekat
pengawasan satpam. Ambulans harus dalam kondisi siap pakai dan
dalam pemakaiannya ambulans dilakukan oleh security. Ambulans
harus selalu berjaga di pabrik untuk kondisi emergency pabrik, oleh
karena itu tidak dapat digunakan untuk keperluan pribadi.
3) Sarana Olah Raga
Sarana olah raga perusahaan terdiri dari GOR yang dapat
digunakan untuk berolahraga bulu tangkis, tennis meja, sepak bola.
Kemudian area unit kerja untuk kegiatan senam massal setiap hari
jumat.
c. Pertolongan Pertama Pada Kecelakaan (P3K)
Pertolongan kepada karyawan yang menjadi korban kecelakaan kerja,
penanggulangan yang dilakukan oleh PT. Mekar Armada Jaya Magelang
adalah :
a) Pengadaan Tim P3K
Tim P3K diambil dari anggota karyawan setempat dan anggota
security. Pelatihan / pembekalan dasar- dasar P3K diselenggarakan
dengan bekerja sama dengan PMI setempat (dalam hal ini HRD-GA
commit to user
b) Pengadaan kotak P3K
2. Jamsostek
Perusahaan mengikutsertakan tenaga kerja dalam program jaminan
sosial tenaga kerja sesuai dengan peraturan yang berlaku. Tetapi tenaga
kerja outsourcing atau tenaga kerja borong hanya diberikan jamsostek hanya
apabila terjadi kecelakaan kerja terhadap pekerja.
3. Gizi kerja
1) Menu Makanan
Menu makan siang terdiri dari nasi, sayur, lauk, buah dan air putih
yang bervariasi dari minggu I, II, III, IV. Menu tersebut disusun oleh
pengurus kantin dan diajukan terlebih dahulu kepada atasan yang
bertanggung jawab atas rumah tangga kantin.
Adapun jadwal makan siang tenaga kerja adalah sebagai berikut :
Senin – Kamis : jam 11.30-12.30 WIB
Jumat : jam 11.30-13.00 WIB
2) Kondisi Kantin
Di PT Mekar Armada Jaya kantin dibagi menjadi 3 kantin yaitu untuk
operator/pelaksana, staff karyawan, manager dan assisten manager.
Meskipun tempatnya berbeda namun dalam penyajian makanan tetap
dengan menu yang sama. Untuk pengukuran kalori ataupun ahli gizi di
commit to user
E.Keselamatan Kerja
PT. Mekar Armada Jaya Magelang telah menerapkan sistem Keselamatan
Kerja dalam usahanya untuk menciptakan suasana kerja aman, nyaman, dan
sehat. Upaya yang telah dilakukan antara lain :
1. Penyediaan Alat Pelindung Diri (APD)
Kecelakaan kerja dan penyakit akibat kerja harus dicegah agar tenaga
kerja dapat melaksanakan pekerjaannya dengan aman dan selamat, maka
diperlukan pengendalian bahaya dan perlindungan terhadap tenaga kerja it
sendiri. Salah satu upaya pengendalian bahaya tersebut adalah dengan
mewajibkan tenaga kerja menggunakan APD dengan baik dan benar bagi
tenaga kerja yang bekerja pada tempat berpotensi bahaya tinggi. Tenaga
kerja yang disiplin memakai APD dapat mencegah atau mengurangi
gangguan-gangguan bahaya kecelakaan kerja atau penyakit akibat kerja.
Sistem penggantian APD di PT. Mekar Armada Jaya sendiri dilakukan
dengan sistem tukar yaitu dengan menukarkan APD kepada pengawas
masing-masing bagian apabila dirasa sudah tidak layak pakai atau dalam
pekerjaannya pekerja tidak merasa nyaman dengan APDnya.
Adapun jenis APD yang disediakan PT. Mekar Armada Jaya bagi tenaga
kerja :
a. Safety helmet
: Safety helmet digunakanuntuk melindungi kepala akan bahaya tertimpa
commit to user
b. Safety shoes
: Safety shoes untuk melindungi kaki terhadap kecelakaan-kecelakaan
yang disebabkan oleh beban-beban berat yang menimpa kaki, paku-paku
atau benda tajam lain yang mungkin terinjak.
c. Kacamata atau Goggles
: kacamata atauGoggles digunakanuntuk melindungi mata dari bahaya
radiasi.
d. Sarung tangan
: Sarung tangan digunakan untuk melindungi tangan akan bahaya
tersayat.
e. Ear plug
: Ear plug digunakan sebagai sumbat telinga.
f. Masker dan Respirator
: Masker dan Respirator sebagai pelindung pernafasan akan bahaya
debu. Respirator : sebagai pelindung alat pernafasan, sebab paru-paru
harus dilindungi manakala udara tercemar atau ada kemungkinan
kekurangan oksigen dalam udara.
g. Wearpack
: wearpack digunakan untuk melindungi tubuh
2. Penanggulangan Kebakaran
Potensi bahaya dapat terjadi di semua are kerja, di PT Mekar Armada
Jaya sendiri potensi bahaya sangat riskan, kebakaran itu sendiri dapat
commit to user
Armada Jaya sudah dipenuhi meskipun belum sesuai dengan jenis alat
pemadam, di PT. Mekar Armada Jaya sendiri pengecekan APAR belum
rutin dilakukan sehingga banyak APAR yang kosong dan rusak tidak
diketahui. Banyak ditemukan APAR jenis Hallon, karena alasan
ketidaktahuan atasan akan bahaya Hallon.
3. Training Center
Training center merupakan sarana pembelajaran untuk setiap orang
yang ingin mengetahui proses pengerjaan industri karoseri di New Armada
secara keseluruhan. Training center juga dijadikan sebagai media
perkenalan bagi tenaga kerja baru.
Semua hal yang berkaitan dengan proses produksi dijelaskan secara
lengkap di dalam training center, meliputi urutan proses kerja, petunjuk
kerja, peralatan yang digunakan, kelengkapan APD yang harus dipakai,
dikenalkan juga produk-produk hasil karoseri di PT Mekar Armada Jaya
Magelang.
4. Komunikasi K3
a. Rambu
Rambu-rambu jenis peringatan, himbauan, petunjuk kerja dipasang di
area kerja sesuai dengan jenis bahaya, seperti : bahan berbahaya, wajib
APD, lalu lintas.
b. Poster
Poster K3 berfungsi sebagai peringatan sekaligus dorongan pada tenaga
commit to user
c. Papan Informai Ringkas, Rapi, Resik, Rawat, Rajin (5R)
Papan informasi berfungsi sebagai sarana pemberian informasi kepada
tenaga kerja maupun orang lain yang bekerja pada area tersebut, yaitu
papan informasi tentang kondisi perbaikan 5R. Papan informasi
terpasang disetiap departemen proses dan selalu terpantau dan sesuai
sasarannya.
5. Bahaya kejatuhan, terbentur, dan terpukul benda-benda
Pengendalian terhadap bahaya kejatuhan, terbentur dan terpukul benda-
benda yang dilakukan perusahaan adalah :
a. Pembuatan dan sosialisasi SOP
b. Pengawasan terhadap semua pekerja
c. Pemberian poster dan tanda peringatan di area karja
d. Kewajiban mengunakan alat pelindung diri untuk semua tenaga kerja
6. Keselamatan Kerja Bidang Mekanik
a. Mesin
Mesin yang ada di divisi karoseri PT. Mekar Armada Jaya (New
Armada) antara lain :
1) Mesin las (CO2 , Listrik/Trafo dan Acetylen)
Mesin las dilengkapi dengan pengaman berupa pengukur tekanan
commit to user
2) Mesin press
Mesin press didesain sedemikian rupa termasuk pangaman mesin
berupa sekat untuk mencegah tangan tenaga kerja tertarik atau ikut
masuk kedalam mesin.
3) Mesin gerinda
Tidak ada pengaman di mesin gerinda, upaya pengendalian terhadap
kecelakaan kerja berupa kewajiban memakai APD berupa kaca mata,
sarung tangan, dan sepatu ketia menggunakan mesin gerinda.
4) Mesin bor
Tidak ada pengaman pada mesin bor, upaya pengendalian terhadap
bahaya yang ditimbulkan adalah berupa kewajiban memakai APD
berupa sarung tangan.
b. Peralatan
Peralatan yang digunakan untuk mendukung lancarnya proses
produksi antara lain : tang, obeng, bor tangan, kikir, kunci pas dan ring,
palu, gunting plat.
Upaya pengendalian yang dilakukan PT. Mekar Armada Jaya
kaitannya dengan peralatan produksi antara lain :
1) Penyimpanan
Disediakan tempat untuk menyimpan peralatan produksi yang
diletakkan di masing-masing area kerja. Setelah proses produksi
commit to user
menunjukkan bahwa tidak semua peralatan ditata secara rapi,
peralatan hanya dibiarkan saja tertumpuk dan tidak tertata rapi.
2) Prosedur pemakaian
Standar Operasional Prosedur (SOP) yang ada di area kerja yaitu
SOP tentang proses urutan kerja. Tidak ada SOP tentang pemakaian
masing-masing peralatan kerja.
3) Kelengkapan APD
Disediakan APD ketika tenaga kerja menggunakan peralatan
kerja seperti sepatu, sarung tangan, pelindung kepala, dan kaca mata
7. Keselamatan Kerja Bidang Kimia
Bahan kimia yang ada di PT. Mekar Armada Jaya berasal dari bahan
baku dan bahan penolong yang digunakan dalam proses produksi. Upaya
pengendaliannya berupa pemberian label pada bahan-bahan kimia tersebut.
8. Listrik
Bahaya ini sering kali terabaikan, terutama pada mesin gerinda potong
atau cutting wheel dimana penempatannya berada disisi luar sehingga
instalasi kelistrikannya kerap terkena air dan dapat mengakibatkan
konsleting yang dapat membahayakan tenaga kerja.
Bentuk upaya pengendalian terhadap bahaya ini adalah dengan memberi
penutup pada instalasi listrik agar tidak terkena air meskipun belum
dilakukan secara maksimal karena masih ada beberapa panel listrik yang
commit to user
keterbatasan biaya, prosedur yang terlalu lama, keterbatasan tenaga kerja
(maintenance).
D.Ergonomi
Karyawan yang bekerja rata-rata berusia antara 23-40 tahun. Hal ini
disebabkan karena tuntutan tugas yang memiliki tingkat resiko tinggi seperti
pada area kerja mesin press yang bertekanan 10 ton. Hal ini mengharuskan
tenaga kerja memiliki kemampuan kerja yang baik seperti disiplin dan fokus
sehingga dapat menghindari dan meminimalisir adanya kecelakaan kerja.
1. Jam Kerja
Semua tenaga kerja bekerja lima hari dalam seminggu, yaitu senin
sampai jumat. Hari senin sampai kamis masuk jam 07.30 dan pulang jam
17.00 dengan waktu istirahat selama satu jam. Hari Jumat tenaga kerja
bekerja mulai jam 09.00 dan pulang jam 16.30 dengan waktu istirahat 90
menit jam 11.30-13.00.
2. Sikap Kerja
Sikap kerja sendiri dibagi menjadi dua yaitu untuk area lapangan sikap
kerjanya dominan berdiri. Sikap kerja duduk yaitu di bagian furniture, jahit.
Sikap kerja jongkok dilakukan sewaktu-waktu diperlukan seperti memotong
menggunakan mesin potong yang diletakkan di lantai. Bagian office atau
kantor tenaga kerja dengan sikap kerja duduk. Perusahaan menyediakan
tempat duduk yang bisa berputar dan dapat diatur tinggi rendahnya untuk
commit to user
3. Peralatan Kerja
Kegiatan angkat-angkut di PT. Mekar Armada Jaya menggunakan alat
angkat-angkut atau material handling sehingga beban tenaga kerja,
kelelahan dapat diminimalisir seperti forklift, crane, kereta dorong.
4. Kondisi Lingkungan
Pekerjaan sebagian besar dilakukan di dalam ruangan dengan ventilasi
yang memadai. Selain hal di atas, dari hasil observasi kondisi lingkungan di
PT. Mekar Armada Jaya adalah sebagai berikut:
a. Jalan dan tangga dalam keadaan baik dan tidak ada benda/barang yang
menghalangi serta diberi kode kuning.
b. Kondisi jalan bagus dengan diberi batas jelas untuk pejalan kaki dan jalur
transportasi kendaraan di area perusahaan.
c. Disediakan tempat sampah dan lingkungan dibersihkan tiap hari sehingga
kebersihan tetap terjaga.
E.Manajemen Kesehatan dan Keselamatan Kerja
1. Kebijakan Kesehatan dan Keselamatan Kerja
Sebagai Industri dengan visi To Be Number One, Manajemen New
Armada bertekad untuk melaksanakan semua standar keselamatan dan
memenuhi semua peraturan/perundangan yang berlaku sebagai landasan
utama dalam melakukan setiap kegiatan operasionalnya.
Sebagai bentuk perwujudan untuk mencapai suatu visi tersebut,