commit to user
ANALISIS PENGENDALIAN KUALITAS PRODUK BENANG C-30 PADA DIVISI SPINNING III PT. DAN LIRIS SUKOHARJO
TUGAS AKHIR
Diajukan Untuk Memenuhi Syarat-syarat Mencapai Sebutan Ahli Madya Manajemen Industri
Oleh :
DWI WIJAYA F 3507020
PROGRAM STUDI DIII MANAJEMEN INDUSTRI FAKULTAS EKONOMI
UNIVERSITAS SEBELAS MARET SURAKARTA
commit to user
MOTTO DAN PERSEMBAHAN
Motto:
“Masalah-masalah kita adalah buatan manusia, maka dari itu dapat diatasi
oleh manusia. Tidak ada masalah dalam takdir manusia yang tidak
terjangkau oleh manusia”
(John F. Kennedy)
“Tinggalkanlah kesenangan yang menghalangi pencapaian
kecemerlangan hidup yang diidamkan. Dan berhati-hatilah, karena
beberapa kesenangan adalah cara gembira menuju kegagalan”
(Mario Teguh)
Karya ini saya persembahkan untuk:
1. Bapak dan ibu tercinta
2. Kakakku tersayang
3. Sahabat-sahabat MI 07
commit to user
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT atas limpahan
rahmat dan hidayahnya sehingga Tugas Akhir dengan judul Analisis
Pengendalian Kualitas Produk Benang C-30 Pada Divisi Spinning III
PT. Dan Liris Sukoharjo dapat terselesaikan dengan baik.
Tugas Akhir ini disusun untuk memenuhi Syarat-syarat Mencapai
Gelar Ahli Madya pada Program Diploma 3 Program Studi Manajemen
Industri Fakultas Ekonomi Universitas Sebelas Maret Surakarta.
Dalam kesempatan ini penulis sampaikan ucapan terima kasih
kepada pihak-pihak yang membantu penyusunan Tugas Akhir ini:
1. Bapak Prof. Dr. Bambang Sutopo, M.COM, Ak selaku Dekan Fakultas
Ekonomi Universitas Sebelas Maret.
2. Ibu Intan Novela, SE, M.Si selaku Ketua Program Studi Manajemen
Industri Diploma 3 Fakultas Ekonomi Universitas Sebelas Maret.
3. Ibu Dra. Endang Suhari, M.Si selaku Pembimbing Tugas Akhir yang
telah memberikan pengarahan selama penyusunan tugas akhir ini.
4. Bapak dan Ibu dosen Fakultas Ekonomi Universitas Sebelas Maret
Surakarta, semoga ilmu yang didapat penulis menjadi berkah dan
bermanfaat untuk hidup dan masa depan.
5. Ibu Dian Koernia R sebagai Pimpinan Sekretariat dan Humas PT. Dan
Liris yang telah berkenan memberikan kesempatan kepada penulis
untuk melakukan magang kerja dan penelitian.
6. Bapak Masudi selaku pimpinan bagian Spinning III dan Bapak Eko
commit to user
Dan Liris, serta seluruh jajaran karyawannya yang telah membantu
penulis dalam penyusunan tugas akhir ini.
7. Bapak dan Ibu serta Kakakku tercinta, terimakasih atas segala kasih
sayang, doa, perhatian, dorongan dan nasihatnya.
8. Sahabat-sahabat Manajemen Industri 2007, terima kasih atas motivasi
dan dukungannya.
9. Sahabat-sahabat kost Dewantoro yang senantiasa memberikan
suasana ceria dan kebersamaan.
10. Semua pihak yang tidak dapat disebutkan satu persatu namun telah
banyak membantu penulis dalam menyelesaikan tugas akhir ini.
Penulis menyadari sepenuhnya atas kekurangan dalam penulisan
Tugas Akhir ini. Untuk itu penulis mengharapkan kritik dan saran yang
membangun. Harapan penulis semoga tugas akhir ini bermanfaat bagi
penulis khususnya dan pembaca umumnya, serta semoga bisa menjadi
awal kesuksesan untuk penulis pada langkah selanjutnya.
Surakarta, Juni 2010
commit to user
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
MOTTO DAN PERSEMBAHAN ... v
KATA PENGANTAR... vi
B. Rumusan Masalah... 3
C. Tujuan Penelitian ... 4
D. Manfaat Penelitian... 4
E. Metode Penelitian ... 5
F. Kerangka Pemikiran ... 11
BAB II TINJAUAN PUSTAKA A. Pengertian Kualitas ... 13
B. Pengertian Pengendalian Kualitas... 13
C. Sumber Kualitas ... 14
D. Dimensi Kualitas... 15
E. Biaya Kualitas ... 17
F. Inspeksi ... 18
G. Sampling Penerimaan ... 19
H. Pengaruh Kualitas ... 20
commit to user BAB III PEMBAHASAN
A. Gambaran Objek Penelitian ... 25
1. Sejarah Perusahaan ... 25
2. Visi, Misi dan Sasaran Perusahaan ... 29
3. Lokasi Perusahaan ... 30
4. Struktur Organisasi ... 30
5. Kepersonaliaan... 38
6. Proses Produksi ... 43
B. Laporan Magang Kerja ... 46
1. Pengertian Magang Kerja ... 46
2. Tujuan Magang Kerja ... 47
3. Lokasi dan Penempatan Magang Kerja ... 47
4. Pelaksanaan Magang Kerja ... 47
C. Pembahasan Masalah ... 50
1. Analisis Dengan Metode P-chart ... 50
2. Analisis Diagram Pareto ... 56
3. Analisis Diagram Sebab Akibat ... 60
BAB IV PENUTUP A. Kesimpulan ... 63
B. Saran ... 64
DAFTAR PUSTAKA
commit to user
DAFTAR TABEL
Tabel Halaman
Data Produksi dan Kerusakan Benang ... 51
commit to user
DAFTAR GAMBAR
Gambar Halaman
Contoh Grafik P-chart... 8
Contoh Diagram Pareto... 9
Contoh Diagram Sebab-akibat ... 10
Kerangka Pemikiran ... 11
Struktur Organisasi PT. Dan Liris ... 31
Grafik P-chart 54 Diagram Pareto ... 59
commit to user
ABSTRAK
ANALISIS PENGENDALIAN KUALITAS PRODUK BENANG C-30 PADA DIVISI SPINNING III PT. DAN LIRIS SUKOHARJO
DWI WIJAYA F 3507020
Masalah kualitas merupakan salah satu bagian penting yang tidak dapat dipisahkan dalam proses produksi. Kualitas adalah suatu kreasi dan inovasi berkelanjutan yang dilakukan untuk menyediakan produk dan jasa yang memenuhi atau melampaui harapan para pelanggan, dalam usaha untuk terus memuaskan kebutuhan dan keinginan mereka.
Penelitian ini dilaksanakan pada PT. Dan Liris Sukoharjo pada tanggal 1 Februari 2010 sampai tanggal 27 Februari 2010. Dalam penelitian ini yang menjadi pokok permasalahan adalah berapakah rata-rata kerusakan produk dan apakah kerusakan tersebut masih dalam batas pengawasan, serta apa saja jenis kerusakan dan faktor yang menyebabkan kerusakan produk benang C-30 pada PT. Dan Liris. Adapun tujuan dari penelitian ini untuk mengetahui rata-rata kerusakan produk benang C-30 dan mengetahui apakah kerusakan tersebut masih dalam batas pengawasan, serta mengetahui jenis kerusakan dan faktor yang menyebabkan kerusakan produk benang C-30 pada PT. Dan Liris Sukoharjo. Data-data yang digunakan dalam analisis ini bersumber dari data primer dan data sekunder yang dikumpulkan dengan cara observasi, wawancara serta dari dokumen-dokumen perusahaan.
Dari hasil analisis dengan metode p-chart dapat diketahui bahwa kerusakan produk masih berada dalam batas kendali. Dengan proporsi rata-rata kerusakan sebesar 0,2551, dan dengan batas kendali atas (UCL) sebesar 0,3697 dan batas kendali bawah (LCL) sebesar 0,1405. Dari analisis dengan diagram pareto dapat diketahui ada empat jenis kerusakan yaitu kerusakan benang tipis sebesar 61,56%, kotoran masuk dalam benang sebesar 28,89%, panjang kurang sebesar 5,78%, dan nglokor sebesar 3,77%. Dari analisis dengan diagram sebab akibat dapat diketahui kerusakan-kerusakan benang disebabkan oleh faktor mesin, material, lingkungan, dan tenaga kerja.
Dalam usaha peningkatan kualitas produk, perusahaan hendaknya lebih meningkatkan strategi produksi, meningkatkan kedisiplinan karyawan dan memberikan pelatihan-pelatihan (training), serta meningkatkan kebersihan lingkungan kerja dan mesin-mesin, agar kualitas produk yang dihasilkan semakin meningkat.
commit to user
ABSTRACT
PRODUCT QUALITY CONTROL ANALYSIS OF YARN C-30 IN DIVISION III SPINNING AT PT. DAN LIRIS SUKOHARJO
DWI WIJAYA F 3507020
The issue of quality is one important part that cannot be separated in the production process. Quality is a continuous creation and innovation that is being done to provide products and services that meet or exceed the expectations of customers in an effort to continue satisfaction of their needs and desires.
This research was conducted at PT. Dan Liris Sukoharjo on February 1st, 2010 to February 27th, 2010. In this study, the main problem is how much average of product defects, whether the damage still within control, what kind of damage and the factors that cause damage to the product yarn C-30 at PT. Dan Liris. The purpose of this study to determine the average products damaged of yarn C-30, to find out if the damage is still within the limits of supervision, to know the type of damage and the factors that cause damage to the product yarn C-30 at PT. Dan Liris, Sukoharjo. The data used in this analysis of data derived from primary and secondary data collected by observation, interviews and from company documents.
From the analysis of p-chart method can be seen that the product is still in damage control limit. With the average proportion of the damage amounted to 0,2551 and the upper control limit (UCL) of 0,3697 and lower control limit (LCL) for 0,1405. From the analysis with pareto charts can be found that there are four types of damage which is damage to a thin thread of 61,56%, impurities included in the yarn of 28,89%, the length is less by 5,78% and 3,77% slack. From the analysis by cause and effect diagram can be known damages caused by factors yarn machines, materials, environmental, and labor.
In an effort to improve the quality of products, the company should improve production strategies, improve employee discipline and provide training, as well as improving the working environment clean and the machines, so that product quality is increasing.
commit to user
1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah.
Perkembangan ilmu pengetahuan dan teknologi yang sangat
pesat dewasa ini membawa dampak yang cukup besar terhadap
tatanan kehidupan dunia. Perubahan yang cepat dan mendasar
terjadi dalam kehidupan di segala bidang yang menuntut
kebebasan interaksi antar kehidupan yang ada di dunia tanpa
mengenal batas wilayah, termasuk juga dalam kegiatan
perdagangan dan bisnis. Salah satu konsekuensi dari perubahan
dunia kearah globalisasi adalah adanya pergeseran cara pandang
dalam pelaksanaan perdagangan internasional, yakni semakin
ketatnya persaingan bisnis.
Perusahaan dalam usaha meningkatkan strategi bisnisnya
tidak terlepas dari pengendalian kualitas. Masalah kualitas
merupakan salah satu bagian penting dan perlu mendapatkan
perhatian yang serius bagi manajer dalam menjalankan strategi
bisnis/ operasinya. Pengendalian kualitas sangat diperhatikan dan
menjadikannya sesuatu hal yang tidak dapat dipisahkan dalam
proses produksi. Pengendalian kualitas ini sangat diutamakan oleh
perusahaan-perusahaan dalam rangka menunjang program jangka
panjang perusahaan, yaitu mempertahankan dan menambah
jumlah pasar perusahaan. Perusahaan yang menjadikan kualitas
commit to user
2
terhadap kompetitornya dalam menguasai pasar karena tidak
semua perusahaan mampu mencapai superioritas kualitas.
“Kualitas tidak pernah merupakan kecelakaan, kualitas selalu
merupakan hasil usaha yang pandai (Heizer dan Render,
2005:263)”. Oleh karena itu perusahaan harus memperhatikan
teknik-teknik pengendalian kualitas dan melakukan pengawasan
kualitas agar dapat mengurangi jumlah produk rusak yang
ditimbulkan oleh sistem operasi perusahaan.
Didalam perusahaan-perusahaan yang sudah maju, produk
yang dihasilkan oleh perusahaan yang bersangkutan pada
umumnya sudah diuji untuk memenuhi standar kualitas tertentu.
Hal ini dimaksudkan untuk menjaga agar produk yang dihasilkan
memenuhi standar kualitas yang dikehendaki didalam perusahaan
yang bersangkutan. Apabila perusahaan tidak mempergunakan
standar kualitas didalam perusahaan, maka kualitas produk yang
dihasilkan akan berubah menjadi kualitas yang lebih rendah.
Ketidakpastian kualitas produk perusahaan akan mengakibatkan
kemunduran pemasaran produk.
Dalam produksinya PT. Dan Liris menggunakan faktor-faktor
produksi yang meliputi bahan baku, tenaga kerja, dan teknologi
tertentu. Faktor-faktor tersebut akan mempengaruhi tinggi
rendahnya kualitas produk yang dihasilkan, sehingga memerlukan
pengendalian kualitas untuk menghasilkan produk yang berkualitas
commit to user
3
produksinya PT. Dan Liris sudah menerapkan strategi-strategi
produksinya, namun kerusakan produk masih tetap ada (± 25%).
Sehubungan dengan hal itu, untuk memperoleh produk yang sesuai
dengan standar kualitas dan untuk terus meningkatkan kualitas
produknya, PT. Dan Liris hendaknya lebih meningkatkan koordinasi
terhadap sumber daya yang dimiliki, baik tenaga kerja maupun
faktor-faktor lain untuk berperan secara optimal dalam
memperlancar proses produksi dan meningkatkan kualitas produk.
Berdasarkan hal-hal diatas mendorong penulis untuk
mengajukan penelitian dan menuangkannya dalam bentuk tugas
akhir dengan judul “Analisis Pengendalian Kualitas Produk Benang
C-30 Pada Divisi Spinning III PT. Dan Liris Sukoharjo”.
B. Rumusan Masalah.
Berdasarkan latar belakang masalah diatas maka dapat
dirumuskan permasalahan sebagai berikut :
1. Berapakah rata-rata kerusakan produk benang C-30 pada PT.
Dan Liris Sukoharjo?
2. Apakah kerusakan produk benang C-30 pada PT. Dan Liris
Sukoharjo masih dalam batas pengawasan?
3. Apa saja jenis kerusakan dan faktor penyebab kerusakan
commit to user
4
C. Tujuan Penelitian.
Berdasarkan rumusan masalah diatas, maka tujuan yang ingin
dicapai melalui penelitian ini adalah sebagai berikut :
1. Mengetahui rata-rata kerusakan produk benang C-30 pada PT.
Dan Liris Sukoharjo.
2. Mengetahui apakah kerusakan produk benang C-30 pada PT.
Dan Liris Sukoharjo masih dalam batas pengawasan.
3. Mengetahui jenis kerusakan dan faktor penyebab kerusakan
produk benang C-30 pada PT. Dan Liris Sukoharjo.
D. Manfaat Penelitian.
Penelitian ini diharapkan dapat bermanfaat bagi beberapa
pihak antara lain :
1. Bagi Penulis.
Penerapan teori yang diperoleh dibangku kuliah dengan
keadaan nyata melalui kegiatan penelitian di perusahaan, agar
dapat menjadi bekal dalam bekerja, khususnya mengenai
pengendalian kualitas.
2. Bagi perusahaan.
Sebagai bahan masukan yang dapat dijadikan bahan
pertimbangan dalam menetapkan kebijakan khususnya dibidang
commit to user
5
3. Bagi pembaca.
Sebagai referensi serta masukan untuk penelitian lanjutan
dalam permasalahan yang sejenis di masa yang akan datang.
E. Metode Penelitian.
1. Desain Penelitian.
Dalam melakukan penelitian ini penulis menggunakan metode
p-chart untuk menganalisa pengendalian kualitas pada produk
benang C-30.
2. Objek Penelitian.
Penulis melakukan penelitian ini pada PT. Dan Liris yang
berlokasi di Banaran (selatan Laweyan), Grogol, Sukoharjo.
3. Jenis dan Sumber Data.
a. Data Primer.
Data primer adalah data yang diperoleh langsung dari
sumbernya, diamati dan dicatat untuk pertama kalinya
(wawancara). Data yang diperoleh misalnya menanyakan
apa fungsi mesin-mesin yang ada dalam perusahaan itu dan
lain sebagainya, dalam hal ini PT. Dan Liris Sukoharjo.
b. Data Sekunder.
Data sekunder adalah data yang diperoleh dari catatan dan
data perusahaan yang berhubungan dengan penelitian
misalnya laporan produksi, catatan produksi rusak dan lain
commit to user
6
4. Metode Pengumpulan Data.
a. Metode Wawancara.
Wawancara merupakan cara pengumpulan data dengan
jalan tanya jawab sepihak yang dikerjakan dengan
sistematik dan berlandaskan kepada tujuan penelitian.
Metode wawancara dilakukan dengan mengadakan tanya
jawab secara langsung mengenai hal-hal yang berkaitan
dengan pokok bahasan kepada karyawan perusahaan.
b. Observasi.
Observasi dilakukan oleh penulis dengan terjun langsung di
lapangan untuk melakukan penelitian, dalam hal ini PT. Dan
Liris Sukoharjo.
5. Metode Analisis Data.
Metode analisis yang digunakan dalam menganalisis
pengendalian kualitas terhadap produk benang C-30 pada PT.
Dan Liris Sukoharjo, yaitu:
a. Metode p-chart.
P-chart merupakan diagram yang mengukur bagian produk
cacat dalam setiap sampel yang diambil pada suatu proses
produksi, dan mengetahui apakah cacat yang dihasilkan
masih dalam batas yang disyaratkan. Adapun
langkah-langkah penerapan bagan kendali p-chart adalah sebagai
commit to user
7
1) Menentukan proporsi rata-rata kerusakan.
= Proporsi rata-rata kerusakan.
= Jumlah total produk rusak.
= Besarnya ukuran sampel.
2) Mencari standar deviasi/ penyimpangan.
= Standar deviasi.
= Proporsi rata-rata kerusakan.
= Ukuran sampel.
3) Menentukan batas pengendalian.
a) Upper control limit (UCL).
Merupakan batas pengawasan atas dari variabel
tingkat kerusakan sampel. Untuk mengetahui batas
pengawasan atas (UCL) digunakan rumus:
b) Lower control limit (LCL).
Merupakan batas pengawasan bawah dari variabel
tingkat kerusakan sampel. Untuk mengetahui batas
commit to user
8
4) Membuat grafik p-chart.
Grafik p-chart dibuat untuk mengetahui tingkat
pengendalian kualitas yang dilakukan perusahaan
dalam mengidentifikasi penyimpangan. Batas
pengawasan atas (UCL) dan batas pengawasan bawah
(LCL) merupakan batas pengawasan dari
penyimpangan kerusakan yang terjadi. Apabila
kerusakan berada diatas batas pengawasan atas (UCL)
dan kerusakan berada dibawah batas pengawasan
bawah (LCL), hal ini berarti terjadi penyimpangan
kualitas pada produk yang dihasilkan, maka perlu
segera diadakan tindakan perbaikan terhadap
pelaksanaan pengendalian kualitas agar kualitas
produk tetap terjaga.
Berikut adalah contoh grafik p-chart :
Karakteristik UCL
produk yang CL
diteliti LCL
Sub group
commit to user
9
b. Diagram Pareto.
Diagram pareto merupakan sebuah metode untuk
mengelola kesalahan, masalah, atau cacat untuk membantu
memusatkan perhatian pada usaha penyelesaian masalah.
(Heizer dan Render, 2005:266).
Diagram ini digunakan untuk :
1) Menentukan urutan pentingnya masalah-masalah atau
penyebab-penyebab dari masalah yang ada.
2) Memberi perhatian pada hal kritis dan penting melalui
pembuatan rangking terhadap masalah atau penyebab
dari masalah itu.
Berikut adalah contoh diagram pareto :
A B C D
Masalah
Gambar 1. 2. Contoh diagram pareto.
F
re
ku
e
n
commit to user
10
c. Diagram Sebab-akibat.
Diagram sebab-akibat merupakan teknik skematis yang
digunakan untuk menemukan lokasi yang mungkin ada
permasalahan kualitas. Dimana digambarkan dengan
sebuah diagram yang bentuknya menyerupai tulang ikan,
setiap tulang mewakili kemungkinan sumber kesalahan.
(Heizer dan Render, 2005:265).
Berikut adalah contoh diagram sebab-akibat:
Gambar 1. 3. Contoh diagram sebab akibat.
Manusia Metode
Masalah
commit to user
11
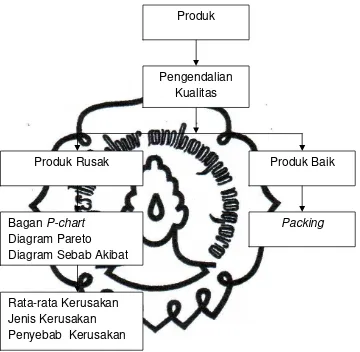
F. Kerangka Pemikiran.
Gambar 1.4. Kerangka pemikiran
Dalam suatu perusahaan diperlukan strategi pengendalian
kualitas terhadap produk untuk menjaga dan mengarahkan agar
kualitas produk dapat dipertahankan sesuai dengan spesifikasi
yang ditetapkan. Berdasarkan pengendalian kualitas yang
dilakukan, produk diklasifikasikan menjadi produk baik dan produk
rusak. Dengan adanya produk rusak maka perlu dilakukan analisis
Produk Rusak Produk Baik
Bagan P-chart Diagram Pareto
Diagram Sebab Akibat
Packing
Rata-rata Kerusakan Jenis Kerusakan
Penyebab Kerusakan
Produk
commit to user
12
menggunakan metode p–chart, diagram pareto, dan diagram sebab
akibat. Dari hasil analisis dapat diketahui apakah rata-rata
kerusakan produk masih dalam batas-batas pengawasan atau
tidak, membantu pemusatan masalah serta penyabab masalahnya.
Dan hasil analisis dapat digunakan sebagai tolak ukur dalam
pengendalian kualitas selanjutnya untuk mengantisipasi kerusakan
di masa yang akan datang, sehingga perusahaan akan mudah
memasarkan produknya dan mampu bersaing dengan
commit to user
13
BAB II
TINJAUAN PUSTAKA
A. Pengertian Kualitas.
Kualitas merupakan suatu kondisi dinamis yang
berhubungan dengan produk, jasa, manusia, proses, lingkungan
yang memenuhi atau melebihi harapan (Yamit, 2004:8). Sedangkan
Heizer dan Render (2005:253), mendefinisikan kualitas sebagai
keseluruhan fitur dan karakteristik produk atau jasa yang mampu
memuaskan kebutuhan pelanggan yang terlihat maupun tersamar.
Berdasarkan definisi diatas, maka dapat diambil kesimpulan
bahwa secara garis besar kualitas adalah kreasi dan inovasi
berkelanjutan yang dilakukan untuk menyediakan produk dan jasa
yang memenuhi atau melampaui harapan para pelanggan, dalam
usaha untuk terus memuaskan kebutuhan dan keinginan mereka.
B. Pengertian Pengendalian Kualitas.
Pengendalian kualitas adalah mengembangkan, mendesain,
memproduksi, dan memberikan layanan produk bermutu yang
paling ekonomis, paling berguna dan selalu memuaskan para
pelanggannya. (Murdifin dan Mahfud, 2007:105).
Melaksanakan pengendalian mutu ini berarti menggunakan
pengawasan mutu sebagai landasan seluruh aktivitas produksi,
melaksanakan pengendalian biaya, harga dan laba secara
commit to user
14
persediaan) serta tanggal pengiriman. Tidak ada gunanya
memproduksi barang dengan biaya murah tetapi tidak memenuhi
harapan kualitas pihak konsumen, dan tidak ada gunanya
memproduksi produk dengan kualitas tinggi tetapi dengan harga
yang mahal dan tidak terjangkau oleh konsumen pada umumnya.
Harus ada keselarasan antara kualitas, biaya, harga dan harapan
konsumen.
C. Sumber Kualitas.
Menurut Tjiptono dan Diana (2003:34), ada lima sumber
kualitas yang biasa dijumpai, antara lain:
1. Program, kebijakan, dan sikap yang melibatkan komitmen dari
manajemen puncak.
2. Sistem informasi yang menekankan ketepatan, baik pada waktu
maupun detail.
3. Desain produk yang menekankan keandalan dan perjanjian
ekstensif produk sebelum dilepas kepasar.
4. Kebijakan produksi dan tenaga kerja yang menekankan
peralatan yang terpelihara baik, pekerja yang terlatih baik, dan
penemuan penyimpangan secara cepat.
5. Manajemen vendor yang menekankan kualitas sebagai sasaran
commit to user
15
D. Dimensi Kualitas.
Berdasarkan perspektif kualitas, Garvin mengembangkan
dimensi kualitas ke dalam delapan dimensi yang dapat digunakan
sebagai dasar merencanakan strategis terutama bagi perusahaan
atau manufaktur yang menghasilkan barang.
Kedelapan dimensi tersebut adalah sebagai berikut (Tjiptono dan
Diana, 2003:27) :
1. Kinerja (performance), yaitu karakteristik operasi pokok dari
produk inti.
2. Ciri-ciri atau keistimewaan tambahan (features), yaitu
karakteristik sekunder atau pelengkap.
3. Kehandalan (reliability), yaitu kemungkinan kecil akan
mengalami kerusakan atau gagal dipakai.
4. Kesesuaian dengan spesifikasi (conformance to specifications),
yaitu sejauh mana karakteristik desain dan operasi memenuhi
standar-standar yang telah ditetapkan sebelumnya.
5. Daya tahan (durability), berkaitan dengan berapa lama produk
tersebut dapat terus digunakan.
6. Servicebility, meliputi kecepatan, kompetensi, kenyamanan,
mudah direparasi, penanganan keluhan yang memuaskan.
7. Estetika, yaitu daya tarik produk terhadap panca indera.
8. Kualitas yang dipersepsikan (perceived quality), yaitu citra dan
reputasi produk serta tanggung jawab perusahaan
commit to user
16
Bila dimensi di atas lebih banyak diterapkan pada
perusahaan manufaktur, maka berdasarkan berbagai penelitian
terhadap beberapa jenis jasa, Zeithaml, Berry dan Parasuraman
(1985) berhasil mengidentifikasikan lima kelompok karakteristik
yang digunakan oleh para pelanggan dalam mengevaluasi kualitas
jasa, yaitu:
1. Bukti langsung (tangibles), meliputi fasilitas fisik, perlengkapan,
pegawai, dan sarana komunikasi.
2. Kehandalan (reliablity), yaitu kemampuan memberikan
pelayanan yang dijanjikan dengan segera dan memuaskan.
3. Daya tanggap (responsivenes), yaitu keinginan para staff untuk
membantu para pelanggan dan memberikan pelayanan dengan
tanggap.
4. Jaminan (assurance), mencakup kemampuan, kesopanan dan
sifat dapat dipercaya yang dimiliki para staf, bebas dari bahaya,
resiko atau keragu-raguan.
5. Empati, meliputi kemudahan dalam melakukan hubungan,
komunikasi yang baik, dan memahami kebutuhan para
commit to user
17
E. Biaya Kualitas.
Menurut Yamit (2004:12), biaya kualitas adalah biaya yang
terjadi atau mungkin akan terjadi karena produk cacat atau kualitas
yang jelek. Biaya yang terjadi atau mungkin yang akan terjadi
berhubungan dengan desain, pengidentifikasian, perbaikan dan
pencegahan kerusakan. Biaya dan kualitas merupakan satu
kesatuan dan bukanlah sesuatu yang perlu dipertentangkan atau
sesuatu yang berlawanan.
Sumber biaya kualitas dari dalam perusahaan maupun dari
luar perusahaan dapat dikelompokan menjadi empat kategori,
yaitu:
1. Biaya pencegahan.
Biaya pencegahan adalah biaya yang terjadi untuk
mengidentifikasi dan menghilangkan penyebab kerusakan agar
tidak terulang kembali kesalahan yang sama dalam setiap
produk dan jasa pelayanan.
2. Biaya inspeksi/ deteksi.
Biaya inspeksi adalah biaya yang terjadi untuk menentukan
apakah produk dan jasa sesuai dengan standar kualitas yang
telah ditentukan.
3. Biaya kegagalan internal.
Biaya kegagalan internal adalah biaya yang terjadi karena
commit to user
18
standar yang telah ditentukan dan terdeteksi sebelum produk
dikirim kekonsumen.
4. Biaya kegagalan eksternal.
Biaya kegagalan eksternal adalah biaya yang terjadi karena
produk dan jasa gagal memenuhi persyaratan yang telah
ditentukan dan diketahui setelah produk tersebut dikirimkan
kepada konsumen.
F. Inspeksi.
Menurut Heizer dan Render (2005:269), inspeksi merupakan
jalan untuk memastikan bahwa sebuah operasi menghasilkan
tingkat kualitas yang diharapkan. Inspeksi meliputi pengukuran,
parasaan, perabaan, penimbangan, dan pengecekan produk.
Tujuannya adalah untuk menemukan proses yang buruk sesegera
mungkin. Inspeksi tidak memperbaiki kekurangan dalam sistem
atau cacat pada produk, tidak juga mengubah suatu produk,
melainkan hanya untuk menemukan kekurangan atau cacat, dan
hal ini mahal.
Pemutusan kapan dan dimana inspeksi dilakukan akan
tergantung pada tipe proses dan nilai tambah pada setiap tahap.
Inspeksi dapat terjadi pada salah satu titik berikut:
1. Pada pabrik pemasok Anda saat pemasok sedang
memproduksi.
commit to user
19
3. Sebelum dilakukan proses yang mahal dan tidak dapat dirubah.
4. Selama tahap demi tahap dalam proses produksi.
5. Saat produksi atau jasa selesai.
6. Sebelum pengantaran dari tempat Anda.
7. Pada titik kontak pelanggan.
G. Sampling Penerimaan.
Menurut Heizer dan Render (2001:130), sampling
penerimaan adalah bentuk pengujian yang mencakup kegiatan
mengambil sampel acak dari kumpulan atau lot produk yang telah
selesai diproduksi dan mengukurnya menurut standar yang telah
ditentukan sebelumnya. Kualitas sampel digunakan untuk menilai
mutu setiap barang yang ada dikumpulan tersebut. Sampling lebih
ekonomis dari pada melakukan inspeksi 100%. Sampling
penerimaan dapat diterapkan pada saat bahan mentah tiba
dipabrik, selama proses produksi, atau inspeksi akhir, tetapi
biasanya sampling penerimaan ini digunakan untuk mengendalikan
commit to user
20
H. Pengaruh Kualitas.
Menurut Heizer dan Render (2005:254), selain sebagai
elemen penting dalam operasi, kualitas juga memiliki pengaruh
sebagai berikut :
1. Reputasi perusahaan.
Suatu organisasi menyadari bahwa reputasi akan mengikuti
kualitas apakah itu baik atau buruk. Kualitas akan muncul
sebagai persepsi tentang produk baru perusahaan, kebiasaan
karyawan, dan hubungan pemasok.
2. Keandalan produk.
Kualitas suatu produk diharapkan sesuai dengan standar yang
telah ditentukan. Produk yang berkualitas rendah dapat
menyebabkan pengeluaran yang besar pada aspek legal,
penyelesaian atau kerugian yang besar dan publisitas yang
buruk.
3. Keterlibatan global.
Bagi perusahaan dan negara yang ingin bersaing secara
efektif pada ekonomi global, maka produk mereka harus
commit to user
21
I. Alat-alat Dalam Pengendalian Kualitas.
Menurut Nasution (2006:304) pada dasarnya ada tujuh alat
yang dapat digunakan untuk melakukan pengendalian kualitas,
yaitu :
1. Diagram sebab-akibat.
Diagram sebab-akibat merupakan teknik skematis yang
digunakan untuk menemukan lokasi yang mungkin ada
permasalahan kualitas. Dimana digambarkan dengan sebuah
diagram yang bentuknya menyerupai tulang ikan, setiap tulang
mewakili kemungkinan sumber kesalahan.
2. Lembar Periksa/ pengumpulan data.
Pengumpulan data bukan merupakan alat, akan tetapi
merupakan proses yang melibatkan penggunaan sebagian
besar instrumen peningkatan kualitas. Bila usaha perbaikan
kualitas dilakukan tanpa mengumpulkan data yang berkaitan
maka akan menghamburkan sumber daya.
3. Stratifikasi.
Stratifikasi merupakan pengelompokan objek masalah untuk
menemukan persoalan dan menemukan penyebabnya.
4. Diagram pareto.
Diagram pareto merupakan sebuah metode untuk mengelola
kesalahan, masalah, atau cacat untuk membantu memusatkan
commit to user
22
5. Histogram.
Histogram merupakan sebuah metode untuk membuat
rangkuman tentang suatu data sehingga data tersebut mudah
dianalisis. Secara grafis menunjukan kemampuan proses dan
memperlihatkan bentuk dari suatu populasi data dan
mengindikasi ada tidaknya penyimpangan dalam data.
6. Diagram pencar.
Diagram pencar merupakan alat yang bermanfaat untuk
menunjukan hubungan antar dua perhitungan dan mempelajari
faktor-faktor yang berpengaruh.
7. Bagan kendali (control chart).
Bagan kendali digunakan untuk mendeteksi
perubahan-perubahan atau penyimpangan dari spesifikasi produk/ jasa
yang telah ditetapkan selama proses produksi berlangsung/
produk akhir dihasilkan. Melalui bagan kendali dapat diketahui
grafik variasi dan proses produksi apakah masih dalam batas
kendali/ tidak, serta menandakan perubahan pada proses
apabila dibutuhkan, sehingga produk cacat/ rusak yang
dihasilkan selama proses produksi dapat ditekan.
Control chart yang digunakan sebagai berikut:
a. P-chart.
P-chart menggunakan proporsi dari kerusakan atau
kecacatan barang dalam sample sebagai statistic sample.
commit to user
23
produksi dan proporsi dari barang yang rusak atau cacat
dalam sampel ditentukan untuk melihat apakah proporsi
tersebut masih tercakup dalam batasan control grafik.
P-chart menggunakan rumus sebagai berikut:
Keterangan:
UCL = Batas kendali atas.
LCL = Batas kendali bawah.
= Sampel dari proporsi kerusakan.
= Standar deviasi dari proporsi sampel.
= Banyaknya produk yang rusak tiap sampel.
b. C-chart.
C-chart digunakan apabila tidak terdapat kemungkinan
untuk menghitung proporsi kerusakan barang dan jumlah
nyata kerusakan baranglah yang harus digunakan.
commit to user
24
Keterangan:
UCL = Batas kendali atas.
LCL = Batas kendali bawah.
= Sample dari proporsi kerusakan.
commit to user
25
BAB III
PEMBAHASAN
A. Gambaran Objek Penelitian.
1. Sejarah Perusahaan.
Latar belakang berdirinya PT. Dan Liris dimulai pada
tahun 1946 sebagai home industri batik. Pada tahun 1966
pemerintah membuka kesempatan yang seluas-luasnya bagi
investor untuk menanamkan modalnya di Indonesia, baik dari
Penanaman Modal Dalam Negeri (PMDN) dan Penanaman
Modal Asing (PMA). Dengan adanya kebijakan tersebut maka
home indutri batik menjadi Perseroan Terbatas dengan nama
PT. Batik Keris pada tahun 1971. Sejak saat itu PT. Batik Keris
menerima permintaan produk dari konsumen yang terus
meningkat dari waktu ke waktu. Selanjutnya PT. Batik Keris
mengambil langkah untuk memenuhi kebutuhan perusahaan
dan untuk mengantisipasi agar tidak terganggunya aktivitas
produksi PT. Batik Keris apabila pada suatu saat mengalami
kesulitan karena terjadi fluktuasi harga bahan baku di pasaran.
Maka didirikanlah perusahaan pemasok bahan baku yaitu PT.
Dan Liris pada tahun 1974.
PT. Dan Liris berdiri sesuai dengan Akta Notaris tanggal
25 April 1974, dengan SK Kehakiman No. YA.5/313/23
commit to user
26
Perdagangan (SIUP) No. 182/11.35/PB/VII/1991/P.I dengan
Tanda Daftar Perusahaan No. 113511700008. Pendiri PT. Dan
Liris adalah almarhum Tjokrosaputro, dan sekarang usaha ini
dilanjutkan oleh anak cucunya. Pada mulanya PT. Dan Liris
merupakan perusahaan khusus pertenunan yang sebagian
digunakan untuk industri batik. Nama Dan Liris sendiri berasal
dari kata Udan Liris yang merupakan suatu jenis motif batik
yang secara filosofis mempunyai arti: Udan yang berarti Hujan
dan Liris yang berarti rintik-rintik. Sehingga diharapkan agar
kelangsungan hidup atau rejeki yang didapat perusahaan ini
bisa berjalan terus menerus. Pada akhirnya kata Udan Liris
disingkat menjadi Dan Liris yang selanjutnya dijadikan nama
PT. Dan Liris.
Kegiatan usaha PT. Dan Liris dimulai hanya dengan satu
bidang saja yaitu pertenunan (weaving). Seiring dengan
berjalannya waktu, sekitar tahun 1976 PT. Dan Liris
berkembang menjadi suatu industri terpadu. Dimana usahanya
tidak hanya berproduksi pertenunan saja, tetapi juga
melebarkan sayapnya untuk memproduksi berbagai jenis
barang dan tekstil. Pada tahun 1978 perusahaan ini memasuki
tahap selanjutnya yaitu memproduksi pakaian jadi. Sejak tahun
1974 sampai sekarang unit-unit produksi tersebut masih
commit to user
27
Lokasi pabrik pertenunan (weaving) pada mulanya berada
di Jl. Adi Sucipto Desa Blulukan Kecamatan Colomadu
Kabupaten Karanganyar. Dengan berkembangnya perusahaan
maka didirikan pabrik perajutan dan pakaian jadi di lokasi yang
sama, sehingga pada tahun 1982 didirikan pabrik pemintalan
(spinning), cetak (printing) dan pembuatan kain bermotif batik
(finishing). Pada tahun 1983 lokasi pabrik dipindah ke Desa
Banaran Kecamatan Grogol Kabupaten Sukoharjo hingga luas
lahan ± 45 hektar dan melengkapi dengan mendirikan pabrik
pembuatan pakaian jadi (Garment) hingga menjadi industri
tekstil terpadu sampai sekarang.
Seiring dengan berkembangan zaman dan kemajuan
teknologi, secara struktural PT. Dan Liris memisahkan seluruh
unit produksinya menjadi 4 divisi, dimana setiap divisi membuat
produk yang berbeda-beda. Divisi yang terdapat pada PT. Dan
Liris meliputi :
a. Divisi Pemintalan (Spinning).
Divisi ini merupakan unit produksi khusus untuk
memproduksi benang tenun. Kapasitas produksi pada divisi
ini yaitu 8.500 bales benang per bulan.
Setiap tahun PT. Dan Liris menghasilkan sekitar 80.000
bales benang per tahun yang sebagian besar digunakan PT.
Dan Liris sendiri untuk produksi tekstile dan pakaian jadi
commit to user
28
luar negeri. Benang yang dihasilkan PT. Dan Liris dibuat dari
serat Cotton 100%, polyster 100%, dan campuran dari
keduanya yaitu TC (Polyster Cotton).
b. Divisi Pertenunan (Weaving).
Divisi ini khususnya untuk memproduksi kain grey dengan
kapasitas produksinya 7.500.000 meter per bulan. Kain grey
yang dihasilkan, selain di gunakan untuk memproduksi
tekstile sendiri, juga dijual dalam negeri dan luar negeri.
c. Divisi Finishing Printing.
Divisi ini merupakan bagian yang memproduksi kain white
(putih), dyeing (warna), printing . Kapasitas produksi yang di
targetkan 5.500.000 meter per bulan.
d. Divisi Pakaian Jadi (Garment).
Divisi ini memproduksi konveksi (pakaian jadi). Kapasitas
produksi pada divisi ini yaitu 950.000 potong per bulan.
PT. Dan Liris menggunakan mesin-mesin modern yang
dilengkapi dengan sistem komputer untuk mengendalikan
efisiensi dan mutu. Berkat kecanggihan peralatan yang dimiliki
dan mutu tinggi yang diterapkan di PT. Dan Liris
produk-produknya (untuk kualitas A) dapat diterima di pasar luar
negeri. Hampir sebagian besar produk yang dihasilkan PT. Dan
Liris adalah pesanan dari luar negeri, hal ini tentunya menjadi
sebuah kebanggaan dan prestasi tersendiri untuk PT. Dan Liris.
commit to user
29
menerapkan Sistem Manajemen Mutu ISO 9001 : 2008 (dari
SGS) dan Sertifikasi dari Lloyd’s.
Saat ini PT. Dan Liris di pegang oleh generasi ketiga yaitu
Ibu Michelle Tjokrosaputro. Pada tahun 2007 beliau
menerapkan Corporate Culture yang baru yaitu : MOVING
TOGETHER TOWARD EXCELLENCE yang berarti “ Maju
Bersama Menjadi Yang Terbaik ”.
2. Visi, Misi dan Sasaran Perusahaan.
PT. Dan Liris mempunyai visi, misi dan Sasaran sebagai
berikut :
a. Visi.
Menjadi perusahaan tekstile yang terintegrasi yang terkenal
sebagai yang terbaik terutama oleh pemegang saham,
pelanggan dan karyawan.
b. Misi.
Menjadi perusahaan tekstile yang terintegrasi yang dapat
memuaskan pemegang saham melalui profit dan pelanggan
melalui baiknya pelayanan pelanggan, kualitas dan harga.
c. Sasaran.
1) Membeli dan memperbaiki mesin-mesin .
2) Menerima dan melatih karyawan yang berarti di pabrik
maupun di manajemen.
commit to user
30
3. Lokasi Perusahaan.
PT. Dan Liris berdiri di atas lahan seluas ± 45 hektar,
dengan kantor pusat pabrik di Kelurahan Banaran, Kecamatan
Grogol, Kabupaten Sukoharjo. Lokasi PT. Dan Liris merupakan
letak yang cukup strategis dan mudah dijangkau, diantaranya :
a. Utara : Desa Gambiran, Jati dan kota Surakarta.
b. Timur : Kelurahan Tipes, Cemani dan Pasar Klewer.
c. Selatan : Desa Candi, Grogol dan jalan arah Wonogiri.
d. Barat : Desa Banaran, Laweyan arah jalur Semarang
dan Yogyakarta.
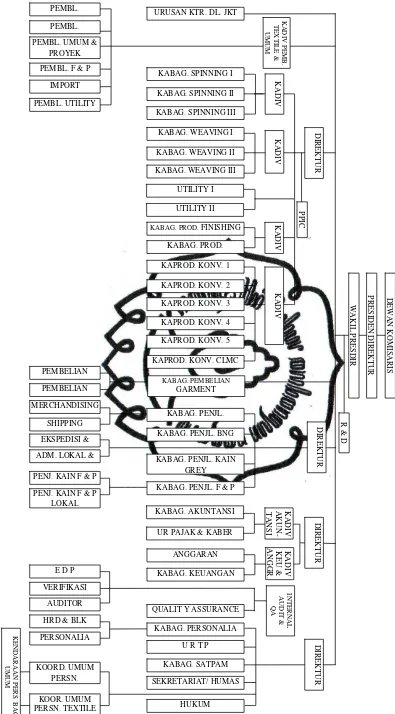
4. Struktur Organisasi.
Penyusunan struktur organisasi dilakukan sesuai dengan
perkembangan perusahaan sehingga terbentuk dengan jelas
mengenai pembagian tugas, wewenang dan tanggung jawab.
Dengan adanya ini perusahaan dapat berjalan lancar untuk
mencapai tujuan perusahaan.
Berikut adalah gambar struktur organisasi PT. Dan Liris
3
KABAG. PROD. FINISHING KABAG. PROD.
UR PAJAK & KABER
commit to user
32
Adapun diskripsi dari tugas masing-masing sebagai berikut :
a. Dewan Komisaris.
1) Mengawasi dan menertibkan pelaksanaan pencapaian
tujuan perusahaan kebijakan umum perusahaan yang
telah ditetapkan.
2) Mengatur dan mengkoordinasi kepentingan para
pemegang saham sesuai dengan anggaran dasar
perusahaan.
3) Memberikan penilaian dan mewakili para pemegang
saham atas pengesahan neraca dan perhitungan laba
rugi tahunan yang disampaikan.
b. Presiden Direktur (Dewan Komisaris).
1) Sebagai pejabat tinggi yang memimpin perusahaan
bersama dengan kepala Departemen.
2) Menjaga kelangsungan hidup perusahaan.
3) Merencanakan, mengkoordinir dan mengawasi
pelaksanaan kegiatan perusahaan.
4) Mempertanggung jawabkan semua hasil kegiatan
perusahaan yang telah dijalankan kepada Dewan
Komisaris.
c. Kepala Divisi.
1) Merencanakan serta mengembangkan rencana untuk
pencapaian tujuan perusahaan termasuk kebijakan
commit to user
33
2) Menetapkan metode dan kebijakan sebagai alat untuk
melaksanakan tugas dan tanggung jawab yang
dibebankan.
3) Mengendalikan dan mengawasi pimpinan di bawahnya
(kepala bagian) agar dapat menjalankan tugas yang
dibebankan.
4) Menampung dan atau menciptakan sasaran yang
memungkinkan adanya penemuan-penemuan baru
untuk mencapai tujuan perusahaan secara maksimal.
d. Kepala Bagian
1) Melaksanakan tindakan perbaikan/ pencegahan dari
temuan internal/ eksternal audit, komplain dari
pelanggan dan tinjauan manajemen.
2) Melaksanakan sasaran jangka panjang dan pendek
yang ditetapkan oleh direksi atau pimpinan di atasnya
dan menterjemahkan ke dalam pelaksanaan kerja
bagian yang dipimpinnya.
3) Mengelola dan mengontrol semua kegiatan sistem
mutu dalam bagiannya.
4) Memberikan motivasi bawahan guna meningkatkan
produktivitas kerja dan merencanakan kebutuhan
commit to user
34
e. Kepala Seksie.
1) Mengkoordinir/ memberi aturan dan mengendalikan
pelaksanaan kegiatan kerja sehari-hari kepada
kelompok-kelompok kerja/ sub-sub seksie di bawahnya
agar terjamin bahwa sasaran jangka pendek dapat
tercapai.
2) Mendata, mengevaluasi, mengusulkan/ menetapkan
tindakan perbaikan dan memberikan laporan kepada
kepala bagian tentang kemajuan realisasi pekerjaan
yang telah dicapai maupun kesulitan-kesulitan/
hambatan-hambatan yang belum dapat diatasi.
3) Merencanakan, mengatur dan menyiapkan semua
perlengkapan kerja yang diperlukan untuk kelancaran
kegiatan.
4) Memberikan pelatihan kepada bawahan yang
berkaitan dengan kebijaksanaan dan sasaran mutu.
5) Mengembangkan, merencanakan, meningkatkan
sasaran kerja dan memastikan bahwa bawahan
bekerja sesuai dengan sasaran kerja yang telah
ditetapkan.
f. Kepala Sub Seksie Staff.
1) Mengatur pelaksanaan kerja berdasarkan rencana
commit to user
35
perencanaan yang ditetapkan dan monitoring proses)
dan tugas lain yang dibebankan pimpinan.
2) Mengkoordinir, membina/ melatih karyawan agar dapat
melaksanakan pekerjaan sesuai kebijakan dan
sasaran mutu perusahaan.
3) Mengontrol semua tahapan kerja agar dapat dicegah
terjadinya penyimpangan-penyimpangan kerja yang
memungkinkan adanya ketidaksesuaian produk.
4) Memberikan dorongan dan mengevaluasi serta
melaporkan semua kegiatan pelaksanaan kerja.
5) Mengoptimalkan semua kegiatan kerja yang menjadi
tanggung jawabnya.
g. Kepala Seksie Produksi.
1) Membantu tugas dan tanggungjawab terhadap semua
proses produksi.
2) Membagi pekerjaan sesuai kebutuhan dan
menganalisis kegiatan kerja serta membimbing
karyawan dibawahnya.
3) Menjaga kelancaran produksi agar sasaran mutu
produksi unit tercapai.
4) Melaksanakan instruksi kerja dan tugas yang
dibebankan pimpinan.
5) Menjalankan instruksi kerja mading-masing mesin
commit to user
36
6) Menjalin kerja sama antar kelompok.
h. Kepala Seksie Maintenance.
1) Mengkoordinir atau memberikan arahan dan
mengendalikan pelaksanaan kegiatan kerja
maintenance yang dipimpinnya agar tercapai sasaran
jangka pendek dan panjang.
2) Mendata atau mengevaluasi serta melaporkan kepada
kepala bagian tentang realisasi pekerjaan serta
kesulitan yang belum dapat diatasi.
3) Memberikan pelatihan kepada bawahannya.
4) Mengusahakan kualitas dan kuantitas hasil produksi.
i. Admintrasi QC.
1) Memberikan arahan dan mengontrol pelaksanaan
kegiatan kerja maintenance dan produksi terkait
dengan hasil kualitas produksi.
2) Mendata dan mengevaluasi serta memberikan laporan
hasil kwalitas dan produktivitas kepada kepala bagian
dan menginformasikan ke seksie lain yang terkait.
3) Merencanakan, mengatur dan mengontrol realisasi
jadwal pekerjaan dari anak buah yang di pimpinnya.
4) Memberikan perintah kepada anak buah yang terkait
commit to user
37
5) Mengembangkan, merancang, meningkatkan sasaran
kerja dan memastikan anak buah bekerja sesuai
dengan sasaran kerja yang telah ditetapkan.
6) Melakukan permintaan perubahan mesin berdasarkan
LTKP.
j. Personalia Bagian.
1) Tata laksana administrasi personalia.
2) Pengawasan tata tertid karyawan dan kedisiplinan.
3) Mengkoordinir hal-hal yang terkait dengan pelatihan
sebagai berikut :
a) Laporan absensi.
b) Laporan upah.
c) Data karyawan.
d) Pelayanan Jamsostek.
e) Pembinaan karyawan.
k. Sumber Daya.
Manajemen menjamin bahwa personil yang bertugas
untuk mengelola pelaksanaan dan verifikasi kegiatan yang
berkaitan dengan mutu termasuk audit mutu internal telah
mendapatkan pelatihan dan pengalaman yang cukup.
Sumber daya yang diperlukan untuk menetapkan,
pelaksanakan dan menjaga sistem mutu ini
commit to user
38
5. Kepersonaliaan.
Sumber daya merupakan element yang sangat penting
dalam setiap kegiatan perusahaan, sehingga dibutuhkan
sumber daya manusia yang profesional demi terwujudnya
keefektifan dan keefisienan setiap kegiatan/ program
perusahaan. PT. Dan Liris saat ini mempunyai jumlah karyawan
sejumlah 6725 orang.
a. Jumlah dan Penggolongan Tenaga Kerja.
PT. Dan Liris membagi status karyawan menjadi 2 yaitu
Karyawan dan Staff.
1) Golongan Karyawan :
a) Golongan A.
Tekstil : Packing, gudang, oiling, kebersihan
mesin, pembantu umum, kebersihan kebun,
minuman dan kernet.
Garment : Pembantu umum,kebersihan kebun,
minuman, kernet dan kebersihan mesin.
b) Golongan B.
Tekstil : Inspection, operator dan maintenance
(SMP).
Garment : Operator jahit, gosok, melipat,
pembantu packing, pembantu gudang dan
commit to user
39
c) Golongan C.
Tekstil : Operator dan maintenance (SMU).
Garment : Mekanik, gelar potong, administrasi,
quality qontrol, helper, sampel, pengawas RTP.
d) Golongan D.
Tekstil : Checker, trainer, koordinator (RTP).
Gament : Asisten leader, PPIC.
e) Golongan E.
Tekstil : Leader.
Garment : Leader, work study, QMS, operator
marker dan trainer.
Umum : Karu satpam, sopir.
2) Golongan Staff :
a) Golongan IA.
Staff pelaksana, staff, administrasi, kasubsie junior,
staff yang baru diangkat dari karyawan harian/
borongan.
b) Golongan IB.
Kasubsie senior, kepala gudang, personalia bagian,
staff dengan jabatan cukup penting (kasubsie
senior untuk garment : 1 line = 50 karyawan).
c) Golongan IIA.
Kashift, koordinator sub seksie, merchandiser,
commit to user
40
produksi), kepala administrasi, computer staff tinggi
(staff dengan posisi dan pekerjaan yang sangat
penting).
d) Golongan IIB.
Kepala seksie, kepala produksi garment s/d 4 lines
(200 mesin jahit), commercial manager, kepala
seksie umum, pimpinan unit.
e) Golongan IIIA.
Wakil kepala bagian/ kepala bagian junior, kepala
produksi garment : 5 s/d 8 lines (250 s/d 400 mesin
jahit).
f) Golongan IIIB.
Kepala bagian/ kepala produksi senior (garment)
lebih dari 8 lines (lebih dari 400 mesin jahit),
marketing manager, purchasing manager, wakil
manager produksi garment.
g) Golongan IVA.
Wakil kepala divisi/ kepala produksi junior, manager
produksi garment dan wakil general manager.
h) Golongan IVB.
Kepala divisi dan general manager.
i) Direktur.
commit to user
41
b. Jam Kerja Perusahaan.
Untuk mempermudah dan memperlancar pelaksanaan
kegiatan operasional perusahaan setiap harinya agar
tercapai keefisienan perusahaan. Maka PT. Dan Liris
mengatur kebijakan jam kerja sebagai berikut :
1) Kantor (day shift).
a) Senin–kamis: 08.00–16.00(istirahat 12.00-13.00).
b) Jum’at : 08.0–16.30 (istirahat 11.30–13.00).
c) Sabtu : 08.00–13.00 (tanpa istirahat).
2) Produksi (shift).
a) Shift 1 : 06.00 – 14.00 (istirahat 09.00 – 10.00).
b) Shift 2 : 14.00 – 22.00 (istirahat 18.00 – 19.00).
c) Shift 3 : 22.00 – 06.00 (istirahat 02.00 – 03.00).
c. Sistem Penggajian.
Sistem penggajian di PT. Dan Liris dibagi menjadi 2 yaitu :
bulanan dan harian. Gaji bulanan merupakan pembayaran
kepada staff yang dilakukan setiap 1 bulan sekali dengan
melalui bantuan Bank Mandiri. Sedangkan gaji harian
merupakan pembayaran kepada karyawan harian atas
dasar “no woek no pay” serta sistem pembayarannya tetap
dibayarkan 1 bulan sekali. PT. Dan Liris dalam memberikan
gaji kepada karyawannya mengacu kepada standar upah
minimum regional (UMR) kabupaten Sukoharjo. Sedangan
commit to user
42
tentang ketenagakerjaan no. 13 tahun 2003 pasal 94
dimana disebutkan komponen upah terdiri dari upah pokok
dan tunjangan tetap dalam hal ini adalah tunjangan tetap
makan.
d. Kesejahteraan.
Selain mendapatkan gaji (upah pokok dan tunjangan tetap
makan), perusahaan juga memberikan fasilitas berupa
tunjangan–tunjangan bagi karyawan sebagai suatu bentuk
komitmen PT. Dan Liris terhadap peningkatan
kesejahteraan karyawan dengan tujuan untuk
meningkatkan semangat dan etos kerja para karyawan.
Fasilitas yang diberikan PT. Dan Liris sebagai berikut :
1) Jaminan sosial tenaga kerja yang meliputi kesehatan,
pemeliharaan kesehatan, hari tua dan kematian.
2) Tunjangan istimewa (tunjangan hari besar keagamaan).
3) Tunjangan kematian (dari perusahaan).
4) Tunjangan pernikahan.
5) Sumbangan kelahiran anak (dibatasi 2 anak).
6) Upah pekerja selama sakit.
7) Jaminan perjalanan dinas.
commit to user
43
6. Proses Produksi.
Seperti yang telah disampaikan diatas bahwa PT. Dan
Liris merupakan perusahaan tekstil terpadu yang bergerak dari
bidang pemintalan (Spinning), Pertenunan (Weaving), Finishing
Printing dan Konfeksi Pakaian Jadi (Garment). Berikut ini
penjelasan tentang bidang yang terdapat di PT. Dan Liris :
a. Pemintalan (Spinning).
Proses Spinning merupakan proses paling awal yang terdiri
dari :
1) Mesin Blowing.
Mesin blowing merupakan rangkaian pertama dalam
proses pembuatan benang, disini kapas mengalami
pembukaan gumpalan-gumpalan, pencampuran
serat-serat, dan juga pembersihan dari kotoran-kotoran yang
terdapat pada kapas tersebut.
2) Mesin Carding.
Hasil olahan dari mesin blowing, lalu dibawa ke mesin
carding, dimana pada mesin carding, lap dari blowing
akan mengalami pembersihan, penguraian serat,
pemisahan serat pendek dan panjang, juga pensejajaran
serat pada mesin. Hasil dari mesin carding berupa sliver.
3) Mesin Drawing.
Proses pada mesin drawing merupakan langkah yang
commit to user
44
dilakukan setelah proses pada mesin carding. Bertujuan
Meluruskan dan mensejajarkan serat, memperbaiki
kerataan berat tiap satuan panjang, campuran atau
sifat-sifat lainnya dengan jalan perangkapan, menyesuaikan
berat sliver tiap satuan panjang dengan cara penarikan
untuk keperluan proses berikutnya.
4) Mesin Flyer.
Mesin ini mempunyai fungsi untuk penarikan, pemuntiran
dan merubah dari bentuk sliver lembut menjadi bentuk
roving dan pemberian twist. Hasil akhir dari mesin flyer
ini adalah roving yang ditempatkan pada can untuk
diantarkan ke mesin ring spinning.
5) Mesin Ring spinning.
Roving hasil dari mesin flyer kemudian dibawa ke mesin
ring spinning untuk diproses, dimana Material yang
berupa roving masuk pada bagian roll-roll peregang.
Hasil dari proses ini adalah benang yang kemudian
dibawa kemesin winder berupa gulungan kecil (cop).
6) Mesin Winder.
Proses pada mesin winder merupakan proses finishing
pembuatan benang, bertujuan memperbaiki kualitas
benang meliputi ketidakrataan benang hasil dari mesin
ring spinning, dan merubah gulungan kecil (cop) menjadi
commit to user
45
7) Packing.
Setelah melalui aliran proses, maka selanjutnya benang
ini menuju ke pengepakan (packing). Pengepakan
adalah menempatkan cones-cones kedalam suatu
tempat sehingga memungkinkan susunan benang rapi,
menghindarkan kerusakan benang akibat
kotoran-kotoran ataupun tercabik, dan menghindari
tercampurnya jenis benang. Disini benang per cones
dibungkus dengan menggunakan plastik, kemudian
dibungkus dengan karung. Tiap karung berisi 16 cones
benang. Sedangkan aturan penataan tumpukan yang
diijinkan adalah 10 tumpukan.
b. Pertenunan (Weaving).
Proses weaving adalah proses penenunan benang menjadi
kain mentah atau kain setengah jadi dimana bahan bakunya
adalah benang pakan dan benang lusi. Pada proses ini hasil
akhirnya adalah kain greige. Setelah melalui proses
inspecting yaitu inspeksi greige, maka untuk pasar dalam
negeri biasanya dijual kain greige dengan grade B dan L.
Khusus untuk pasar luar negeri biasanya pelanggan hanya
membeli kain greige dengan grade A. Selain dijual kain
greige tersebut digunakan sendiri oleh PT. Dan Liris untuk
commit to user
46
c. Finishing Printing.
Proses finishing printing adalah proses mengubah kain
greige untuk diberi warna dasar sesuai dengan permintaan
pembeli. Sedangkan proses printing adalah proses
mengubah desain sesuai dengan mode dan permintaan
pembeli.
d. Konveksi Pakaian Jadi (Garment).
Proses garment adalah proses mengubah kain yang siap
pakai menjadi pakaian siap pakai dimana proses ini
merupakan proses terakhir dari proses produksi di PT. Dan
Liris.
B. Laporan Magang Kerja.
1. Pengertian Magang Kerja.
Magang kerja merupakan bentuk kegiatan penunjang
perkuliahan diluar kampus yang berorientasi pada dunia nyata
(dunia kerja), yang merupakan penerapan dari teori-teori yang
dipelajari selama masa perkuliahan. Magang kerja tersebut
merupakan program fakultas ekonomi UNS Surakarta dalam
upaya untuk meningkatkan kualitas pendidikan pada program
DIII Manajemen Industri. Magang kerja wajib dilakukan oleh
mahasiswa DIII jurusan Manajemen Industri semester akhir.
commit to user
47
juga tergantung keputusan/ kebijakan dari perusahaan yang
bersangkutan.
2. Tujuan magang kerja.
a. Dapat mengetahui dan memahami permasalahan yang
timbul serta memberikan alternatif pemecahan
permasalahan dalam dunia usaha.
b. Agar mahasiswa mendapat pengalaman secara langsung
mengenai aktivitas nyata dalam dunia usaha.
c. Melalui magang kerja mahasiswa dapat berlatih untuk
bekerja secara profesional sebelum memasuki dunia kerja
yang sesungguhnya.
3. Lokasi dan penempatan magang kerja.
a. Lokasi magang kerja.
Magang kerja dilaksanakan di PT. Dan Liris yang
beralamatkan di Banaran (selatan Laweyan), Grogol,
Sukoharjo.
b. Penempatan magang kerja.
Berdasarkan keputusan dari Kepala Bagian produksi,
maka mahasiswa ditempatkan pada satu bagian yaitu di
spinning III.
4. Pelaksanaan Magang Kerja.
Kegiatan magang kerja dilaksanakan selama satu bulan,
tepatnya yaitu dari tanggal 1 Februari 2010 sampai dengan
commit to user
48
dengan karyawan dayshift yaitu masuk pukul 08.00-16.00
dengan satu kali istirahat yaitu pukul 12.00-13.00. Pada saat
melaksanakan magang kerja mahasiswa diwajibkan memakai
seragam yaitu kemeja berwarna putih polos (lengan pendek),
celana panjang hitam, bersepatu dan memakai co-card.
Adapun rincian kegiatan magang kerja adalah sebagai
berikut:
a. Tanggal 1 Februari 2010.
Kegiatan yang dilakukan sebagai berikut :
1) Permintaan izin untuk mengawali pelaksanaan magang
dan pemberian arahan oleh kepala bagian.
2) Perkenalan dengan staff personalia.
3) Penempatan ke divisi spinning III.
4) Perkenalan dengan staff spinning III.
5) Penetapan penanggung jawab magang.
6) Pengarahan dari penanggung jawab magang.
7) Pengamatan sekilas di ruang produksi.
8) Pembagian jadwal selama magang.
Penanggung jawab: Bp.Masudi (kabag spinning III).
b. Minggu ke 1 (tanggal 2 - 6 Februari 2010).
Kegiatan yang dilakukan sebagai berikut :
commit to user
49
Area Front meliputi mesin Blowing, mesin Carding,
mesin Mix Drawing, Finishing Drawing dan mesin
Flayer.
2) Mencatat data yang diperlukan.
3) Konsultasi kepada pembimbing magang mengenai data
yang diperoleh selama pengamatan.
Penanggung jawab : Bp. Eko Sukarelawan Putra.
c. Minggu ke 2 (tanggal 8 - 13 Februari 2010).
Kegiatan yang dilakukan sebagai berikut :
1) Mengamati di area Back I.
Area Back I meliputi mesin Ring Spinning.
2) Mencatat data yang diperlukan.
3) Konsultasi kepada pembimbing magang mengenai data
yang diperoleh selama pengamatan.
Penanggung jawab : Bp. Eko Sukarelawan Putra.
d. Minggu ke 3 (tanggal 15 - 20 Februari 2010).
Kegiatan yang dilakukan sebagai berikut :
1) Mengamati area Back II.
Area Back II meliputi mesin Winder dan Packing.
2) Mencatat data yang diperlukan.
3) Konsultasi kepada pembimbing magang mengenai data
yang diperoleh selama pengamatan.
commit to user
50
e. Minggu ke 4 (tanggal 22 - 27 Februari 2010).
Kegiatan yang dilakukan sebagai berikut :
1) Mengamati area Front, Back I, Back II dan Gudang
kapas.
2) Mencatat data yang diperlukan dan Pematangan data.
3) Konsultasi kepada pembimbing magang mengenai data
yang diperoleh selama pengamatan.
4) Permintaan izin untuk mengakhiri magang dan
pemberian kenang-kenangan.
Penanggung jawab : Bp. Eko Sukarelawan Putra.
C. Pembahasan Masalah.
1. Analisis dengan metode p-chart.
Untuk mengetahui apakah pengendalian kualitas yang
diterapkan perusahaan sudah diterapkan dengan baik adalah
dengan menggunakan peta kendali, yaitu dengan analisis
p-chart. Diharapkan dengan analisis tersebut dapat diketahui
secara jelas apakah produk-produk yang ditolak atau disortir
pada divisi Spinning III ini masih berada dalam batas
pengendalian atau berada diluar batas pengendalian. Sehingga
dapat diperoleh informasi untuk melakukan tindakan perbaikan
yang berarti bagi proses produksi mendatang. Metode p-chart
adalah suatu metode control chart yang digunakan untuk
commit to user
51
metode p-chart akan diterapkan untuk menganalisis produk
yang ditolak pada produk akhir untuk produk benang C-30 di
divisi Spinning III. Data yang digunakan yaitu data produksi
selama tahun 2009. Datanya sebagai berikut:
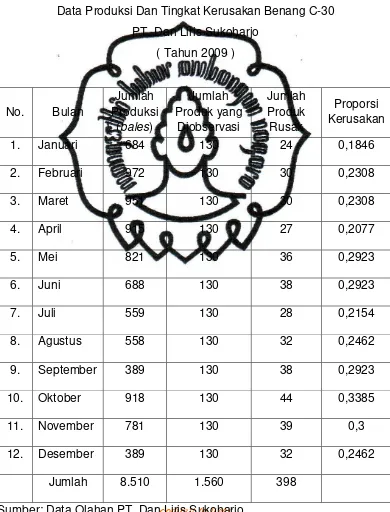
Tabel 3.1
Data Produksi Dan Tingkat Kerusakan Benang C-30
PT. Dan Liris Sukoharjo
( Tahun 2009 )
commit to user
52
Untuk menetapkan besarnya sampel dilakukan dengan
dengan menggunakan rumus sebagai berikut:
n = 130 (pembulatan dari 130,46).
Keterangan :
n = Ukuran sampel.
N = Keseluruhan kumpulan produk.
Jadi ukuran sampel yang digunakan adalah 130.
Tabel diatas menunjukkan data jumlah dan proporsi
kerusakan produk benang C-30 pada PT. Dan Liris
Sukoharjo pada tahun 2009. Dengan tabel diatas maka
dapat diambil langkah-langkah penyelesaian control chart
sebagai berikut:
a. Menentukan proporsi rata-rata kerusakan ).
Keterangan :
= Proporsi rata-rata kerusakan.
= Jumlah total produk rusak.
commit to user
53
b. Menetukan standar deviasi.
c. Menentukan batas pengendalian.
Batas kendali atas (UCL).
Batas kendali bawah (LCL).
commit to user
54
d. Membuat grafik p-chart.
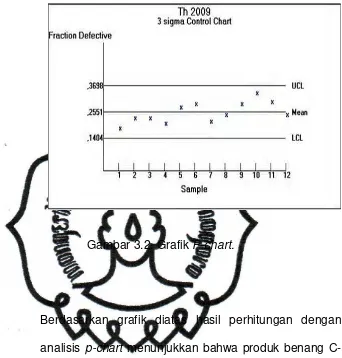
Gambar 3.2. Grafik P-chart.
Berdasarkan grafik diatas hasil perhitungan dengan
analisis p-chart menunjukkan bahwa produk benang
C-30 pada periode 2009, kerusakan yang terjadi masih
berada dalam batas kendali. Hal ini dibuktikan dengan
tidak adanya produk rusak yang berada diluar batas
kendali (out of control) selama periode 2009 tersebut.
Dari grafik tersebut dapat diketahui, untuk jumlah
kerusakan terbesar berada pada bulan oktober yaitu
sebanyak 44 bales atau dengan proporsi sebesar
0,3385 dan untuk jumlah kerusakan terkecil berada