PERBAIKAN TATA LETAK LANTAI PRODUKSI PADA
WORKSHOP
PT SEMEN PADANG
Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program Sarjana di Jurusan
Teknik Industri Universitas Andalas
Oleh:
IMAM BAIHAQI 0810932067
Pembimbing:
TAUFIK, MT
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS ANDALAS
ABSTRAK
Perbaikan tata letak merupakan kegiatan yang penting dilakukan bagi perusahaan karena adanya penambahan jenis produk yang akan diproduksi, penambahan departemen, dan penambahan lantai produksi. Biro workshop PT Semen Padang saat ini akan melakukan penambahan departemen berupa satu unit mesin roll yang akan memproduksi jenis produk baru dan perlu penambahan luas lantai produksi ± 856,8 m2. Perbaikan tata letak lantai produksi workshop
dilakukan dengan melakukan perancangan ulang lantai produksi. Perancangan tata letak berdasarkan tipe tata letak proses karena di workshop berproduksi berdasarkan make to order sehingga variasi produk banyak dan jumlah produk yang dihasilkan sedikit.
Perancangan dilakukan dengan mengikuti prosedur Systematic Layout Planning. Metode yang digunakan dalam perancangan ini adalah metode kuantitatif untuk menentukan keterkaitan proses pemesinan tiap komponen. Metode kuantitatif yang digunakan dengan melakukan perhitungan ongkos material
handling. Melakukan perhitungan koefisien outflow dan koefisien inflow pada metrik from to chart sehingga didapatkan hasil keterkaitan mesin pada tabel skala prioritas. Susunan mesin di tampilkan dalam bentuk Activity Relationship Diagram. Perhitungan jarak dan ongkos material handling menggunakan software Flowplenner. Pemilihan alternatif rancangan berdasarkan jarak dan ongkos material handling terkecil.
Perancangan tata letak berdasarkan prosedur Systematic Layout Planning
dengan metode kuantitatif diperoleh empat rancangan alternatif berdasarkan nilai koefisien outflow dan koefisien inflow. Empat alternatif yang telah dirancang terpilih satu rancangan terbaik berdasarkan jarak dan ongkos material handling
terkecil yaitu pada alternatif 1 koefisen inflow. Jarak tempuh material handling
diperoleh sebesar 19.591,65 meter dan total ongkos material handling sebesar Rp492.851,28.
Kata Kunci : Workshop, Systematic Layout Planning, From to Chart, Ongkos
ABSTRACT
Improvement of layout is a crucial activity done by company because of new product type that will be produced, addition of department, and production layout. Workshop department of PT Semen Padang will have an additional department, a roll machine unit, that will produce new type of product, and it needs layout production about ± 856,8 m2. The improvement of workshop production floor layout is conducted by redesigning the production layout. Layout designing is based on the type of layout process due to make to order based production,
producing various types of products but in small scale for each type.
Designing is conducted by following systematic layout planning procedure. Quantitative method is used in this design to find out the relationship of each component machining process. Quantitative method used by counting material handling cost. Outflow and inflow coefficient counting is used in matrix from to chart so that the relationship of machine in priority scale table is figured out. Machinery layout is displayed in Activity Relationship Diagram. Calculation of distance and material handling cost used flowpleener software. Selection altenative design is based on distance and minimum material handling cost.
Designing layout based on Systematic Layout Planning procedure by using quantitative method results in four alternative designs that are based on outflow and inflow coefficient values. Among the four alternative designs, it is selected the best design based on distance and minimum material handling cost, that is alternative 1 of inflow coefficient. Material handling distance gained is 19.591,65 meters and total cost of material handlingis Rp 492.851,28.
BAB I
PENDAHULUAN
1.1 Latar Belakang
PT Semen Padang adalah perusahaan yang menghasilkan semen di Sumatra Barat. Salah satu sumber daya yang dimiliki oleh PT Semen Padang adalah Biro
Workshop. Untuk menunjang kegiatan produksi dibutuhkan alat-alat produksi yang diperoleh dari biro workshop. Biro workshop menyediakan alat produksi seperti
Hard Facing Tyre LM 41-4-16 untuk menghancurkan batu kapur. Pembuatan alat produksi berdasarkan permintaan dari perusahaan PT Semen Padang itu sendiri maupun dari perusahaan lain yang membutuhkan alat produksi yang sesuai dengan kebutuhan dari perusahaan tersebut. Selain membuat alat produksi, pekerja
workshop melakukan perbaikan pada alat produksi yang rusak. Untuk melihat alat-alat produksi yang dikerjakan oleh Biro Workshop selama Bulan Januari 2012 s.d April 2013 dapat dilihat pada Lampiran B.
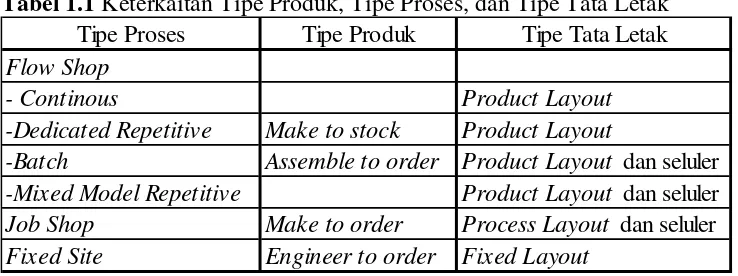
Hadiguna dan Setiawan (2008) menjelaskan tipe-tipe proses pada kegiatan pabrik disesuaikan dengan tipe produk dan tipe tata letak yang dapat dilihat pada Tabel 1.1 dan Grafik 1.1
Tabel 1.1 Keterkaitan Tipe Produk, Tipe Proses, dan Tipe Tata Letak Tipe Proses Tipe Produk Tipe Tata Letak
Flow Shop
- Continous Product Layout
-Dedicated Repetitive Make to stock Product Layout
-Batch Assemble to order Product Layout dan seluler
-Mixed Model Repetitive Product Layout dan seluler
Job Shop Make to order Process Layout dan seluler
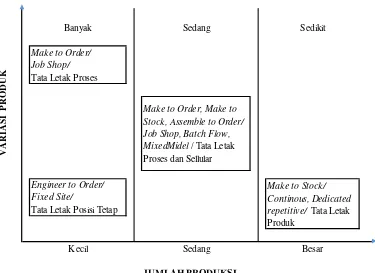
Gambar 1.1 Hubungan Tipe Produk, Tipe Proses, dan Tipe Tata Letak
Hubungan dan keterkaitan tipe produk, tipe proses, dan tipe tata letak pada Tabel 1.1 dan Gambar 1.1 menjelaskan bahwa tata letak proses cocok diterapkan pada pabrik yang memproduksi berdasarkan jumlah produk sedikit dengan jumlah variasi produk banyak. Berdasarkan Gambar 1.1 tata letak di workshop PT Semen Padang tergolong tipe tata letak process layout, tipeproses jobshop, dantipeproduk
make to order.
Penelitian perancangan tata letak fasilitas pabrik di workshop PT Semen Padang sebelumnya telah dilakukan oleh Hendri (2001) dengan menggunakan metode Promethee (Preference Ranking Organization Methode For Enrichment Evaluation) yaitu penentuan kedekatan antar fasilitas dengan memperhatikan kriteria aliran bahan, karakteristik operasi, kebisingan, dan pencahayaan. Hendri (2001) menggunakan satu produk sebagai acuan dalam melakukan perancangan tata letak, sehingga susunan mesin berdasarkan proses yang dilalui oleh satu jenis produk tersebut tanpa melibatkan semua mesin yang ada dilantai produksi.
Thahir (2004) mengenai perancangan ulang tata letak fasilitas produksi di
workshop PT Semen Padang. Metode yang digunakan SOC (Similarity Order Clustring) yaitu mengelompokkan mesin kedalam sel-sel mesin. Dalam Tugas Akhir tersebut produk acuan dipilih berdasarkan kesamaan proses yang tujuannya untuk mengelompokkan mesin berdasarkan proses pemesinan yang sama untuk komponen part family. Perancangan dalam Tugas Akhir tersebut melakukan perubahan tata letak proses yang digunakan workshop saat ini menjadi tata letak
Group Technology dengan batasan produk acuan yang memiliki kesamaan proses. Metode SOC yang digunakan belum menunjukkan urutan proses, sehingga pengelompokan mesin belum berdasarkan urutan proses.
Benhard (2007) mengenai “Perancangan Tata Letak Fasilitas Produksi
Berdasarkan Group Technology Dengan Mempertimbangkan Urutan Proses Operasi di Workshop PT semen Padang”. Dalam Tugas Akhir tersebut penulis
melengkapi kekurangan dari Tugas Akhir Thahir (2004) dengan mempertimbangkan urutan proses operasi, sehingga hasil yang diperoleh lebih baik dengan melihat jarak tempuh total komponen sebelumnya 7215.95 meter menjadi 7152,5 meter.
Penelitian tentang tata letak fasilitas pabrik sebelumnya yang diusulkan oleh Hendri (2000), Thahir (2004), dan Benhard (2007) adalah perancangan tata letak berdasarkan GroupTechnology, namun pihak biro workshop masih menggunakan tata letak proses layout. Tata letak workshop PT Semen Padang saat ini dapat dilihat pada Lampiran A.
Tata letak workshop PT Semen Padang memiliki tiga area untuk melakukan pekerjaan, dari tiga area ini produk dibedakan berdasarkan dimensi, berat, dan jenis material yang di proses karena tiap area memiliki material handling crane yang mampu mengangkat beban material yang berbeda, seperti:
a. Area I termasuk ukuran produk dengan berat sedang, karena pada area I terdapat dua crane yang mampu mengangkat beban seberat 25 ton dan 10 ton. b. Area II termasuk ukuran produk dengan berat ringan dan ukuran produk yang dihasilkan lebih kecil dari produk lainnya. Area II terdapat dua crane yang mampu mangangkat beban seberat 5 ton dan 5 ton.
c. Area III termasuk ukuran produk yang besar dan memiliki berat maksimal dari produk lainnya. Area III terdapat dua crane yang mampu mengangkat benda dengan berat 50 ton dan 10 ton.
Menurut Apple (1990) jenis persoalan tata letak adalah perubahan rancangan, perluasan departemen, pengurangan departemen, penambahan produk baru, memindahkan satu departemen, penambahan departemen baru, peremajaan peralatan yang rusak, perubahan metode produksi, penurunan biaya, dan perencanaan fasilitas baru. Persoalan ini terjadi pada lantai produksi di workshop
PT Semen Padang yaitu adanya penambahan departemen baru karena adanya penambahan variasi produk yang berbeda dari produk sebelumnya, sehingga dibutuhkan perluasan lahan untuk meletakkan satu unit mesin roll. Luas lantai produksi saat ini ± 4.814,66 m2. Lahan yang tersedia untuk melakukan perluasan lantai produksi ± 856,8 m2.
Permasalahan yang telah dijelaskan diatas maka perlu dilakukan perbaikan tata letak pada lantai produksi workshop. Perbaikan yang telah dilakukan dalam pembuatan Tugas Akhir adalah melakukan perbaikan tata letak lantai produksi pada
1.2 Perumusan Masalah
Rumusan masalah dalam penelitian ini adalah bagaimana melakukan perancangan ulang tata letak mesin di Biro Workshop PT Semen Padang dengan adanya penambahan satu unit mesin roll dan penambahan lahan ± 856,8 m2.
1.3 Tujuan Penelitian
Tujuan dari penelitian ini adalah melakukan perancangan ulang tata letak mesin di lantai produksi workshop PT Semen Padang dengan adanya penambahan satu unit mesin dan perluasan lahan ± 856,8 m2 sehingga didapatkan rancangan tata letak baru.
1.4 Batasan Masalah
Batasan masalah dalam penelitian perancangan tata letak di workshop PT Semen Padang adalah:
1. Perancangan dilakukan untuk tata letak fasilitas produksi yang ada di workshop
PT Semen Padang.
2. Perancangan tata letak berdasarkan tata letak proses yang saat ini masih digunakan oleh workshop PT Semen Padang, sehingga beberapa mesin saja yang akan dipindahkan posisinya.
3. Produk acuan untuk melakukan perancangan dipilih berdasarkan dimensi produk dengan ukuran dan berat yang berbeda.
1.5 Sistematika Penulisan
Sistematika dalam penulisan Tugas Akhir Perbaikan Tata Letak Lantai Produksi Pada Workshop PT Semen Padang ini dapat dijelaskan sebagai berikut.
BAB I PENDAHULUAN
BAB II LANDASAN TEORI
Bab ini menjelaskan teori-teori yang relevan mengenai perancangan tata letak fasilitas pabrik sebagai acuan dalam pembuatan tugas akhir.
BAB III METODOLOGI PENELITIAN
Bab ini menjelaskan tentang langkah-langkah yang dilakukan dalam melaksanakan penelitian ini yaitu pengumpulan data, perancangan tata letak serta pembahasan secara sistematis sehingga dapat memberikan jawaban terhadap permasalahan yang terjadi sesuai dengan tujuan yang diinginkan, analisis terhadap rancangan tata letak, dan kesimpulan dalam pengerjaan laporan.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data yang terkumpul untuk melakukan perancangan tata letak pabrik dan pengolahan data sebagai output yang ingin dicapai dalam perancangan tata letak ini.
BAB V ANALISIS
Bab ini berisikan analisis dari hasil yang diperoleh pada saat pengolahan data sebagai pembanding setelah dilakukan perbaikan tata letak.
BAB VI PENUTUP