USULAN PERBAIKAN TATA LETAK LANTAI PRODUKSI
PADA PT. BLUESCOPE LYSAGHT INDONESIA
KARYA AKHIR
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Sains Terapan
Oleh
HARDIANTA TARIGAN NIM : 025204052
P R O G R A M STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
USULAN PERBAIKAN TATA LETAK LANTAI PRODUKSI
PADA PT. BLUESCOPE LYSAGHT INDONESIA
KARYA AKHIR
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Sains Terapan
Oleh
HARDIANTA TARIGAN NIM : 025204052
Disetujui oleh
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Mangara M. Tambunan, MSc) (Ir. Juliza Hidayati, MT)
P R O G R A M STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
RINGKASAN
PT. BlueScope Lysaght Indonesia adalah perusahaan yang bergerak di bidang industri manufaktur pembuatan produk bahan konstruksi baja ringan. Adapun kebijakan yang dipilih oleh PT. BlueScope Lysaght Indonesia dalam melaksanakan proses pembuatan bahan konstruksi baja ringan berdasarkan pesanan (Job Order). Dalam kegiatan produksi pada PT. BlueScope Lysaght Indonesia, pemindahan bahan merupakan suatu kegiatan yang dominan. Tata letak pada PT. BlueScope Lysaght Indonesia yang sekarang memiliki efektifitas waktu yang rendah akibat kegiatan pemindahan bahan yang kurang efisien. Maka dengan demikian perlu dicoba mencari alternatif susunan tata letak yang lebih baik, yang mampu melakukan kegiatan pemindahan bahan dengan lebih efisien, dengan jarak yang sependek-pendeknya.
Pada perancangan tata letak usulan terdapat rancangan I yang memiliki total momen Material Handling adalah 110.052 meter perpindahan/tahun. Pada rancangan II total momen Material Handling adalah 108.832 meter perpindahan/tahun. Pada rancangan III total momen Material Handling 92.191 meter perpindahan/tahun. Rancangan IV total momen Material Handling setelah dilakukan iterasi sebanyak 3 kali, maka didapat layout dengan total momen Material Handling sebesar 84.837,39 meter perpindahan/tahun.
Analisa momen Material Handling pada rancangan I sebesar -2,983%, rancangan II -3,713%, rancangan III sebesar 13,731% dan rancangan IV sebesar 20,612%.
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha esa atas
berkat dan kasih-Nya penulis dapat menyelesaikan Karya Akhir ini. Karya Akhir
ini ditulis untuk memenuhi salah satu syarat mengikuti seminar karya akhir di
Program Studi Teknik dan Manajemen Pabrik, Program Diploma IV , Fakultas
Teknik, Universitas Sumatera Utara.
Judul Karya Akhir ini yaitu “Usulan Perbaikan Tata Letak Lantai Produksi pada PT. BlueScope Lysaght Indonesia”. PT. BlueScope Lysaght Indonesia adalah perusahaan yang bergerak dibidang industri manufaktur
pembuatan produk bahan konstruksi baja ringan. Dalam kegiatan produksi pada
PT. BlueScope Lysaght Indonesia, pemindahan bahan merupakan suatu kegiatan
yang cukup dominan. Dengan demikian, maka perlu dilakukan penelitian untuk
mengevaluasi tata letak mesin dan peralatan di bagian produksi, terutama dalam
hal pemindahan bahan, disebabkan rendahnya efektifitas waktu akibat kegiatan
pemindahan bahan yang kurang efisien, maka peneliti mencoba mencari alternatif
susunan tata letak baru yang lebih baik, yang mampu melakukan kegiatan
pemindahan bahan dengan lebih efisien, dengan jarak yang sependek-pendeknya.
Penulis menyadari bahwa laporan Karya Akhir ini masih jauh dari
sempurna baik dari segi ilmiah maupun penyusunannya, maka untuk itu penulis
Penulis mengharapkan semoga laporan ini dapat bermafaat bagi semua pihak serta
dunia pendidikan pada umumnya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMA KASIH
Dalam penulisan Karya Akhir ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa moral, materil, informasi maupun
segi administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima
kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT. Selaku Ketua Departemen Teknik Industri
2. Bapak Aulia Ishak, ST, MT. selaku koordinator Karya Akhir dalam
pelaksanaan penelitian Karya Akhir.
3. Bapak Ir. Mangara M. Tambunan, MSc. selaku dosen pembimbing I yang
telah meluangkan waktu untuk memberi begitu banyak masukan dan
bimbingan dalam penulisan Karya Akhir ini .
4. Ibu Ir. Juliza Hidayati, MT. Selaku dosen pemimbing II yang telah
menyediakan waktu dan perhatian untuk membimbing penulis dalam
menyelesaikan Karya Akhir ini.
5. Bapak Yurif Patompo, Bapak Yudha, Bapak Dalvin ginting, Bapak
Sumardi dan Bapak Edi Sumantri selaku pembimbing lapangan yang
membimbing, memberikan data dan informasi selama penelitian di
PT. BlueScope Lysaght Indonesia.
6. Filma Artina Sukatendel, untuk dukungan, bantuan dan kerjasama demi
terlaksananya Karya Akhir ini.
7. Abang Adi Yesaya, ST, untuk informasi dan bantuannya untuk
DAFTAR ISI
Bab Halaman
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
I. PENDAHULUAN
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan dan Manfaat ... I-3
1.3.1. Tujuan ... I-3
1.3.2. Manfaat ... I-3
1.4. Batasan Masalah dan Asumsi ... I-4
1.4.1. Batasan Masalah... I-4
1.4.2. Asumsi ... I-5
DAFTAR ISI
(Lanjutan)
Bab Halaman
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Definisi Organisasi ... II-2
2.3.2. Struktur Organisasi Perusahaan ... II-4
2.3.3. Uraian Tugas dan Tanggung Jawab ... II-5
2.3.4. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-12
2.3.5. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-15
2.4. Proses Produksi ... II-17
2.4.1. Bahan-bahan yang Digunakan ... II-17
2.4.1.1. Bahan Baku ... II-17
2.4.1.2. Bahan Tambahan ... II-18
2.4.1.3. Bahan Penolong ... II-19
2.4.2. Spesifikasi Produk ... II-19
2.4.3. Uraian Proses Produksi ... II-23
2.4.3.1. Uraian Proses Produk SMARTRUSS ... II-24
DAFTAR ISI
(Lanjutan)
Bab Halaman
2.4.3.3. Uraian Proses Produk ROOFING ... II-25
2.4.3.4. Uraian Proses Produk FLASHING ... II-26
2.4.4. Mesin dan Peralatan Produksi ... II-27
2.4.4.1. Mesin Produksi ... II-28
2.4.4.2. Peralatan (Equipment) ... II-38
2.4.5. Utilitas ... II-39
2.4.6. Safety and Fire Protection ... II-39
2.4.7. Waste Treatment ... II-40
III. TINJAUAN PUSTAKA
3.1. Definisi Perencanaan Tata Letak Pabrik dan Pemindahan Bahan ... III-1
3.2. Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik ... III-2
3.3. Prinsip-prinsip Dasar Didalam Perencanaan Tata Letak Pabrik ... III-6
3.4. Tipe-tipa Tata Letak dan Dasar Pemilihannya ... III-9
3.4.1. Product Layout ... III-9
3.4.2. Fixed Position Layout ... III-11
DAFTAR ISI
(Lanjutan)
Bab Halaman
3.4.4. Group Layout ... III-14
3.5. Persoalan Pemindahan Bahan dan Pengaruhnya Terhadap Perencanaan
Tata Letak Pabrik ... III-15
3.5.1. Pengertian Umum Pemindahan Bahan... III-16
3.5.2. Tujuan Utama Kegiatan Pemindahan Bahan ... III-17
3.6.Pola Aliran Pemindahan Bahan ... III-19
3.7. Prosedur Perancangan Tata Letak Fasilitas Produksi ... III-21
3.8. Peta Proses Operasi ... III-23
3.9. Computerized Relative Allocation of Facilities Tecnique (CRAFT) ... III-26
IV. METODOLOGI PENELITIAN
4.1. Objek Penelitian ... IV-1
4.2. Jenis Penelitian... IV-1
4.3. Waktu Penelitian ... IV-1
4.4. Identifikasi Masalah ... IV-2
4.5. Alat Penelitian yang Digunakan ... IV-2
4.6. Metode Pengumpulan Data ... IV-2
DAFTAR ISI
(Lanjutan)
Bab Halaman
4.8. Analisa dan Evaluasi ... IV-7
V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Data Primer ... V-1
5.1.2. Data Sekunder ... V-2
5.1.3. Tata Letak Lantai Produksi ... V-2
5.1.4. Data Proses Produksi di Lantai Pabrik ... V-3
5.1.4.1. Urutan Proses Setiap Jenis Produk ... V-6
5.1.4.2. Data Volume Produksi dari Setiap Jenis Produk ... V-6
5.1.5. Data Spesifikasi Bahan dan Produk ... V-7
5.1.6. Data Jumlah Output Produksi ... V-8
5.2. Pengolahan Data ... V-8
5.2.1. Operation Process Chart ... V-8
5.2.2. Analisa Kondisi Awal Lantai Produksi ... V-14
5.2.2.1. Pembagian Departemen ... V-14
5.2.2.2. Analisa Perpindahan Material ... V-15
5.2.2.3. Perpindahan Bahan dalam Proses Produksi ... V-16
DAFTAR ISI
(Lanjutan)
Bab Halaman
5.2.4. Perhitungan Momen Material Handling ... V-20
5.2.5. Perancangan Tata Letak Usulan ... V-21
5.2.5.1. Rancangan I ... V-21
5.2.5.2. Rancangan II ... V-22
5.2.5.3. Rancangan III ... V-23
5.2.5.4. Rancangan IV ... V-24
VI. ANALISA DAN PEMECAHAN MASALAH
6.1. Analisa Operation Process Chart ... VI-1
6.2. Analisa Travel Chart... VI-1
6.3. Analisa Jumlah Perpindahan Setiap Jenis Produk ... VI-2
6.4. Analisa Momen Material Handing dan Pemilihan Tata Letak Terbaik ... VI-2
VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel Halaman
2.1. Perincian Jumlah Tenaga Kerja pada PT. BlueScope
Lysaght Indonesia ... II-14
2.2. Spesifikasi Produk PT. BlueScope Lysaght Indonesia ... II-23
5.1. Kondisi Lantai Produksi PT. BlueScope Lysaght Indonesia ... V-2
5.2. Proses-proses Pada Lantai Pabrik PT. BlueScope Lysaght Indonesia ... V-4
5.3. Urutan Proses Produk ... V-6
5.4. Volume Produksi dan Ukuran Lot Produk ... V-6
5.5. Data Jenis Bahan ... V-7
5.6. Data Spesifikasi Produk ... V-7
5.7. Data Jumlah Output Produksi Bulan Juli 2006 s/d Juni 2007 ... V-8
5.8. Jumlah Perpindahan Setiap Jenis Produk per Tahun ... V-16
5.9. Perpindahan Pada Jenis Produk ROOFING ... V-17
5.10. Perpindahan Pada Jenis Produk SMARTRUSS ... V-17
5.11. Perpindahan Pada Jenis Produk FLASHING ... V-17
5.12. Perpindahan Pada Jenis Produk U-RUNNER ... V-17
5.13. Jumlah Packing Produk Bulan Juli 2006 s/d Juni 2007 di
PT.BlueScope Lysaght Indonesia ... V-18
DAFTAR TABEL
(Lanjutan)
Tabel Halaman
5.15. Perhitungan Momen Material Handling Pada Proses Produksi
Di PT. BlueScope Lysaght Indonesia ... V-21
5.16. Perhitungan Momen Material Handling Pada Tata Letak Usulan I ... V-22
5.17. Perhitungan Momen Material Handling Pada Tata Letak Usulan II ... V-23
DAFTAR GAMBAR
Gambar Halaman
2.1. Struktur Organisasi PT. BlueScope Lysaght Indonesia ... II-11
2.2. Profil Produk SMARTRUSS ... II-20
2.3. Profil Produk U-RUNNER ... II-20
2.4. Profil Produk AUSDEK ... II-21
2.5. Profil Produk SPANDEK II ... II-22
2.6. Profil Produk FLASHING ... II-22
2.7. Un-Coiler Folder Machine ... II-29
2.8. Mesin Un-Coiler C-75 ... II-30
2.9. Un-Coiler RF Machine ... II-31
2.10. Un-Coiler Manual ... II-32
2.11. Cut to Length Machine ... II-33
2.12. Folder Machine ... II-34
2.13. C-75 Machine ... II-35
2.14. RF Machine ... II-36
2.15. Up-Ender Machine ... II-37
2.16. Air Compressor ... II-37
2.17. Crane ... II-38
DAFTAR GAMBAR
(Lanjutan)
Gambar Halaman
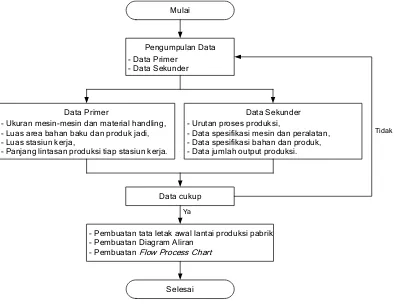
4.1. Flow Chart Pengumpulan Data ... IV-4
4.2. Flow Chart Pengolahan dan Analisis ... IV-6
4.3. Tahapan Proses Penelitian... IV-8
5.1. Peta Proses Operasi Produk ROOFING ... V-10
5.2. Peta Proses Operasi Produk SMARTRUSS ... V-11
5.3. Peta Proses Operasi Produk FLASHING ... V-12
DAFTAR LAMPIRAN
Lampiran Halaman
1. Layout Lantai Produksi PT. BlueScope Lysaght Indonesia Medan ... L-1
2. Diagram Aliran PT. BlueScope Lysaght Indonesia ... L-2
3. Flow Process Chart PT. BlueScope Lysaght Indonesia ... L-3
4. Tata Letak Awal Lantai Produksi PT. BlueScope
Lysaght Indonesia Medan ... L-4
5. Tata Letak Usulan I Lantai Produksi PT. BlueScope Lysaght
Indonesia Medan ... L-5
6. Tata Letak Usulan II Lantai Produksi PT. BlueScope Lysaght
Indonesia Medan ... L-6
7. Tata Letak Usulan III Lantai Produksi PT. BlueScope Lysaght
Indonesia Medan ... L-7
8. Tata Letak Usulan IV (Software) Lantai Produksi PT. BlueScope
Lysaght Indonesia Medan ... L-8
9. Final Layout Lantai Produksi PT. BlueScope Lysaght Indonesia
Medan ... L-9
10. Travel Chart ... L-10
11. Panjang Lintasan Stasiun Kerja Tata Letak Awal (meter) ... L-11
DAFTAR LAMPIRAN
(Lanjutan)
Lampiran Halaman
13. Panjang Lintasan Stasiun Kerja Tata Letak Usulan II (meter) ... L-13
14. Panjang Lintasan Stasiun Kerja Tata Letak Usulan III (meter) ... L-14
15. Initial Layout PT. BlueScope Lysaght Indonesia dengan Software ... L-15
16. Final Layout PT. BlueScope Lysaght Indonesia dengan Software ... L-16
17. Layout Analysis PT. BlueScope Lysaght After 3 – way Exchange ... L-17
18. Rectilinear Distances After 3 – way Exchange PT. BlueScope Lysaght . L-18
19. Jurnal Internet Analisa Tata Letak Pabrik untuk Meminimalisasi
Material Handling pada Pabrik Koper ... L-19
20. Berita Acara Bimbingan Karya Akhir (Pembimbing I) ... L-20
21. Berita Acara Bimbingan Karya Akhir (Pembimbing II) ... L-21
22. Surat Permohonan Karya Akhir ... L-22
23. Formulir Penetapan Karya Akhir ... L-23
24. Surat Balasan dari Pabrik ... L-24
RINGKASAN
PT. BlueScope Lysaght Indonesia adalah perusahaan yang bergerak di bidang industri manufaktur pembuatan produk bahan konstruksi baja ringan. Adapun kebijakan yang dipilih oleh PT. BlueScope Lysaght Indonesia dalam melaksanakan proses pembuatan bahan konstruksi baja ringan berdasarkan pesanan (Job Order). Dalam kegiatan produksi pada PT. BlueScope Lysaght Indonesia, pemindahan bahan merupakan suatu kegiatan yang dominan. Tata letak pada PT. BlueScope Lysaght Indonesia yang sekarang memiliki efektifitas waktu yang rendah akibat kegiatan pemindahan bahan yang kurang efisien. Maka dengan demikian perlu dicoba mencari alternatif susunan tata letak yang lebih baik, yang mampu melakukan kegiatan pemindahan bahan dengan lebih efisien, dengan jarak yang sependek-pendeknya.
Pada perancangan tata letak usulan terdapat rancangan I yang memiliki total momen Material Handling adalah 110.052 meter perpindahan/tahun. Pada rancangan II total momen Material Handling adalah 108.832 meter perpindahan/tahun. Pada rancangan III total momen Material Handling 92.191 meter perpindahan/tahun. Rancangan IV total momen Material Handling setelah dilakukan iterasi sebanyak 3 kali, maka didapat layout dengan total momen Material Handling sebesar 84.837,39 meter perpindahan/tahun.
Analisa momen Material Handling pada rancangan I sebesar -2,983%, rancangan II -3,713%, rancangan III sebesar 13,731% dan rancangan IV sebesar 20,612%.
BAB I
PENDAHULUAN
1.1.Latar Belakang
Tata letak atau pengaturan dari fasilitas produksi dan area kerja yang ada
adalah suatu masalah yang sering dijumpai dalam dunia industri. Masalah ini tidak
dapat dihindari, sekalipun hanya sekedar mengatur peralatan atau mesin di dalam
bangunan yang ada, serta dalam ruang lingkup yang kecil dan sederhana.
Tata letak adalah suatu landasan utama dalam dunia industri. Tata letak pabrik
berhubungan erat dengan segala proses perencanaan dan pengaturan letak dari mesin,
peralatan, bahan, dan orang-orang yang bekerja di masing-masing stasiun kerja yang
ada.
Tata letak dapat didefenisikan sebagai perencanaan dan penggabungan atau
integrasi dari aliran komponen-komponen suatu produk untuk mendapatkan interelasi
yang paling efektif dan paling ekonomis antara pekerja, peralatan dan pemindahan
bahan-bahan mulai dari penerimaan sampai pengolahan bahan dan akhirnya
pengiriman produk jadi ke konsumen.
Dalam perencanaan tata letak layout, maka harus pula dipikirkan mengenai
sistem pemindahan bahan (material handling). Proses pemindahan bahan merupakan
antara satu mesin dengan mesin yang lain, atau satu departemen dengan departemen
yang lain.
Berdasarkan hasil penelitian, diketahui bahwa kegiatan pemindahan bahan
mulai dari berbentuk bahan baku hingga menjadi produk jadi, bisa mencapai 50 %
sampai 70 % dari keseluruhan aktivitas produksi. Pemindahan bahan ini akan
memerlukan biaya yang tidak kecil jumlahnya, yang biasa disebut dengan biaya
pemindahan bahan (material handling costs). Besarnya biaya bahan ini berkisar 25 %
atau lebih dari total biaya produksi dikeluarkan. Proses pemindahan bahan dalam
kegiatan produksi sangat mempengaruhi waktu penyelesaian produk. Waktu
penyelesaian produk juga mempengaruhi kemampuan untuk perusahaan dalam
menyediakan produk dengan tepat waktu kepada konsumen. Dalam beberapa hal
pemindahan bahan yang efektif dan efisien secara langsung akan mengurangi biaya
produksi, sehingga meningkatkan keuntungan perusahaan.
PT. BlueScope Lysaght Indonesia merupakan suatu perusahaan bergerak
dalam bidang pembuatan bahan konstruksi baja ringan. Adapun kebijakan yang
dipilih oleh PT. BlueScope Lysaght Indonesia dalam melaksanakan proses
pembuatan dan perakitan produk adalah berdasarkan pesanan dari pihak konsumen
atau pelanggan (Assemble to Order) yang spesifikasinya sudah disetujui antara pihak
perusahaan dan pihak pembeli, dan dipesan dalam jangka waktu tertentu sesuai
dengan kesepakatan antara pihak perusahaan dengan pihak pembeli.
Pada lantai produksi dijumpai suatu susunan mesin-mesin yang kurang tepat
jarak yang jauh antar mesin yang memiliki frekuensi perpindahan tinggi. Dalam
kegiatan produksi pada PT. BlueScope Lysaght Indonesia, pemindahan bahan
(material handling) merupakan suatu kegiatan yang cukup dominan.
Dari keadaan di atas, peneliti ingin melakukan perhitungan terhadap momen
perpindahan bahan yang terjadi di lantai produksi, selain itu peneliti juga ingin
mencoba mencari alternatif layout baru yang memiliki momen perpindahan bahan
yang lebih minimal.
1.2.Perumusan Masalah
Berdasarkan latar belakang yang telah dikemukakan maka perumusan
masalah adalah susunan tidak teratur dari mesin-mesin maupun peralatan produksi
pada lantai produksi pabrik yang menyebabkan terjadinya back tracking, aliran bahan
yang tidak teratur dan tingginya momen material handling.
1.3.Tujuan dan Manfaat
1.3.1. Tujuan
Adapun tujuan yang ingin dicapai dari penelitian ini adalah merancang
alternatif layout lantai produksi yang lebih baik dari layout yang saat ini digunakan
1.3.2. Manfaat
a. Untuk perusahaan :
Penelitian ini akan menunjukkan jumlah momen perpindahan bahan yang akan
terjadi pada lantai produksi sekarang. Penelitian ini juga akan memberikan
alternatif rancangan layout beserta momen perpindahan dari alternatif layout. Dari
hasil penelitian ini, perusahaan dapat menjadikan rancangan layout sebagai bahan
pertimbangan dalam perubahan tata letak pabrik.
b. Untuk mahasiswa :
Penelitian ini dapat dijadikan studi kasus dalam persoalan tata letak pabrik dan
mencari solusi dari sudut pandang akademis.
1.4. Batasan Masalah dan Asumsi
1.4.1. Batasan Masalah
Pembatasan masalah digunakan agar tujuan pembatasan lebih terarah dan
menghindari penyimpangan dari maksud yang sebenarnya. Agar penelitian ini tepat
sasaran maka ruang lingkupnya perlu dibatasi, untuk itu perlu dilakukan pembatasan
masalah, sebagai berikut :
1. Evaluasi tata letak yang dilakukan adalah untuk mengetahui total momen
pemindahan bahan berdasarkan unsur jarak dan frekuensi perpindahan, serta
volume produksi.
2. Objek penelitian hanya pada bagian produksi PT. BlueScope Lysaght
3. Karena PT. BlueScope Lysaght Indonesia memiliki kebijakan Assemble to
Order, jadi produk yang dihasilkan memiliki berbagai macam ukuran. Maka
peneliti hanya mengambil ukuran yang banyak diproduksi.
4. Layout baru yang akan diusulkan dipilih dari alternatif-alternatif layout yang
dikembangkan, yang kemudian dipilih berdasarkan total jarak pemindahan
bahan yang paling pendek dari masing-masing alternatif.
5. Tidak dilakukan pembahasan mengenai pemilihan jenis alat yang digunakan
sebagai alat pemindahan bahan.
6. Tidak dilakukan pembahasan mengenai aspek ekonomi, dengan kata lain
perusahaan dianggap telah melakukan tindakan ekonomis dalam menentukan
mutu produksinya.
1.4.2. Asumsi
Asumsi-asumsi yang digunakan untuk memecahkan masalah adalah sebagai
berikut :
1. Tidak terjadi penambahan jenis produk baru yang selama ini tidak pernah
diproduksi oleh PT. BlueScope Lysaght Indonesia.
2. Tidak ada penambahan mesin dan peralatan baru, baik jenis dan jumlahnya.
3. Kondisi perusahaan tidak berubah selama penelitian.
4. Proses produksi berlangsung secara normal dan tidak ada gangguan atau
5. Ukuran efektifitas layout yang digunakan adalah jumlah perpindahan dari
setiap produk dalam satu tahun dikalikan dengan jarak perpindahannya.
1.5. Sistematika Penulisan Laporan
Untuk memudahkan penulisan, pembahasan, dan penilaian Karya Akhir ini,
maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika
sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi uraian tentang latar belakang masalah, perumusan
masalah, tujuan penelitian, manfaat penelitian, pembatasan masalah,
asumsi yang digunakan dan sistematika penulisan laporan.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini memuat secara ringkas mengenai perusahaan yang menjadi
objek studi, sejarah perusahaan, ruang lingkup bidang usaha,
organisasi dan manajemen perusahaan, jenis produk yang dihasilkan,
bahan yang digunakan, proses produksi, dan ketenagakerjaan, serta
mesin dan peralatan yang digunakan dalam proses produksi.
BAB III TINJAUAN PUSTAKA
Pada bab ini diuraikan tentang teori-teori yang menjadi acuan untuk
pelaksanaan penelitian yang meliputi teori tentang perencanaan tata
letak pabrik dan pemindahan bahan, terutama tata letak mesin dan
perencanaan tata letak baru untuk meningkatkan efisiensi pemindahan
bahan.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai tujuan
penelitian meliputi langkah-langkah dan tahapan-tahapan penelitian,
serta penjelasan dari setiap tahapan tersebut secara ringkas disertai
dengan diagram alirnya.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi tentang pengumpulan dan pengolahan data, dimana data
yang dikumpulkan dari penelitian di lapangan, diolah berdasarkan
teori-teori tata letak pabrik dan pemindahan bahan, sehingga diperoleh
hasil tingkat efisiensi dari layout yang diteliti, kemudian direncanakan
layout baru yang akan diusulkan sebagai layout yang lebih baik.
BAB VI ANALISA DAN EVALUASI
Bab ini mengemukakan analisa dan evaluasi yang dilakukan dari hasil
pengolahan data.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan yang dapat diambil dari seluruh
tahapan penelitian yang dilakukan, serta saran-saran yang dapat
diberikan peneliti bagi perusahaan berdasarkan kesimpulan yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. BlueScope Lysaght Indonesia merupakan Perusahaan Milik Asing (PMA)
yang bergerak dalam bidang industri manufaktur pembuatan bahan konstruksi baja
yang berlokasi di Jalan Rumah Potong Hewan no. 177 Mabar, Medan. PT. BlueScope
Lysaght Indonesia ini berdiri sejak tahun 1973 di Indonesia.
PT. BlueScope Lysaght Indonesia merupakan perusahaan milik asing yang
memproduksi dan memasok produk penutup atap dan dinding lapis baja dan
berwarna dengan merk LYSAGHT. Pusat dari PT. BlueScope Lysaght terdapat di
Chester Hill, Australia.
2.2. Ruang Lingkup Bidang Usaha
PT. BlueScope Lysaght Indonesia merupakan perusahaan industri manufaktur
yang memproduksi bahan konstruksi baja ringan untuk kebutuhan bahan-bahan
bangunan.
Kebijakan yang dipilih oleh PT. BlueScope Lysaght Indonesia dalam
melaksanakan proses pembuatan dan perakitan produk adalah berdasarkan adanya
pesanan dari pihak konsumen atau pelanggan (Assemble to order). Sehingga produk
yang dihasilkan oleh PT. BlueScope Lysaght Indonesia ini disesuaikan dengan
2.3. Organisasi dan Manajemen
2.3.1. Definisi organisasi
Untuk organisasi banyak sekali diberikan interpretasi. Banyak orang bisa
melihat pada organisasi suatu perusahaan, sebenarnya hanya melihat kepada
orang-orangnya saja. Hal ini bisa membawa kearah yang salah karena lingkungan organisasi
mempunyai pengertian yang jauh lebih luas daripada hanya melihat secara sederhana
kepada orangnya.
Salah satu definisi yang terkenal mengenai organisasi dinyatakan oleh Oliver
Shelden, “Organisasi adalah suatu proses mengkombinasikan pekerjaan yang mana
orang-orangnya atau kelompok-kelompok harus mengerjakan dengan fasilitas yang
diperlukan untuk pelaksanaannya, sehingga kewajiban-kewajiban yang dikerjakan itu
menimbulkan saluran yang baik untuk melaksanakan usaha yang ada secara efisien,
sistematis, positif dan terkordinasi.
Jadi, organisasi menyangkutkan dirinya sendiri untuk mengkombinasikan dan
mengkordinasikan individu sebagai suatu kegiatan kelompok dalam suatu badan
usaha. Dalam pengertian ini, struktur organisasi dapat dipikirkan. Organisasi
mengintergrasikan berbagai macam pekerjaan dari badan usaha ke dalam suatu
kerangka pekerjaan yang efektif untuk mengadakan pencapaian dari tujuan
perusahaan dan manajemen mencapai tujuan ini dengan cara seefisien mungkin
melalui mesin yang efektif kita namakan organisasi.
Sebagian besar dari kita mempunyai pengertian tentang nilai organisasi
didalam proses managerial secara menyeluruh, juga pengetahuan tentang bagaimana
Jadi kita harus mengerti lebih baik tentang aspek-aspek ini, maka kita harus melihat
dulu bentuk dasar yang dipakai oleh struktur-struktur organisasi.
Banyak bentuk organisasi yang dipakai oleh perusahaan, tetapi umumnya ada
tiga struktur organisasi yang dikenal antara lain :
1. Organisasi Lini
Organisasi garis adalah organisasi yang paling sederhana. Ciri-cirinya antara
lain adalah adanya wewenang dari atasan ke eksekutif terus kebawah kepada pekerja
secara langsung. Jadi tidak ada kedudukan staf atau penasehat.
Anggota organisasi ini tidak mengalami kesukaran dalam menentukan kepada
siapa mereka harus melapor dan siapa yang bertanggung jawab kepadanya. Struktur
organisasi ini juga memperlihatkan secara jelas pembagian wewenang dan tanggung
jawab antara manager.
Organisasi garis ini biasanya membuat keputusan secara mudah dan cepat dan
juga dapat jauh lebih stabil, bentuk organisasi garis ini juga jauh lebih murah.
2. Organisasi Fungsional
Organisasi fungsional berasal dari Frederick W. Taylor. Taylor memisahkan
pekerjaan yang bersifat mental dan administrasi dari pekerjaan bengkel atau produksi.
Salah satu keuntungan dari organisasi fungsional ini adalah setiap fungsi itu dipimpin
oleh seorang spesialis. Jenis organisasi semacam ini, mempraktekkan prinsip-prinsip
spesialisasi, yang didasarkan kepada kecakapan dan pengetahuan khusus seseorang.
Karena adanya spesialisasi, pekerja didalam organisasi fungsional ini dapat
3. Organisasi Lini dan Staf
Tujuan utama dari organisasi garis dan staf adalah untuk mempertahankan
stabilisasi dan disiplin, dimana para staf atau bagian fungsional memberikan keahlian
untuk mengatasi persoalan. Kelemahan dari struktur organisasi ini adalah wewenang
dan tanggung jawab dapat menjadi kabur bila tidak dinyatakan secara jelas. Akibat
dari kekaburan ini dapat menimbulkan perselisihan dan iri hati antar anggota
mengenai siapa yang mempunyai wewenang untuk melakukan sesuatu. Organisasi ini
sering dipergunakan pada perusahaan-perusahaan besar.
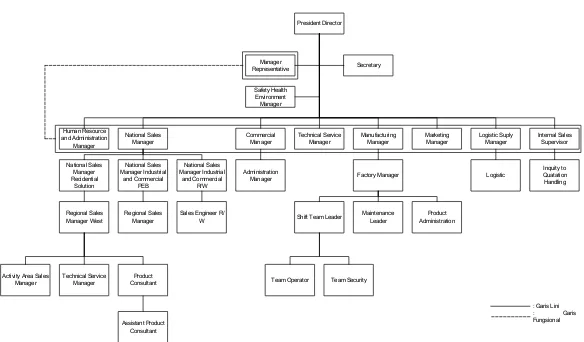
2.3.2. Struktur Organisasi Perusahaan
Sistem organisasi yang dijalankan pada PT. BlueScope Lysaght Indonesia
adalah pemberian delegasi kekuasaan (Delegation of Authority) yang disentralisasi
oleh kantor pusat yang berkedudukan di Jakarta.
Struktur organisai PT. BlueScope Lysaght Indonesia adalah berdasarkan
struktur organisasi fungsional-garis, yaitu gabungan antara struktur organisasi
fungsional dan struktur organisasi garis. Secara fungsional setiap
departemen-departemen yang terdapat di dalam perusahaan, dipimpin oleh orang yang memiliki
keahlian yang sesuai dengan departemen yang dipimpin. Secara garis seorang
bawahan melaksanakan seluruh kegiatan, tanggung jawab, wewenang serta haknya
kepada atasan yang hanya satu orang. Tenaga kerja yang bekerja di perusahaan ini
dibagi atas tiga golongan yaitu :
1. Staff,
3. Karyawan harian tetap (kontraktor).
Adapun keuntungan dari organisasi ini adalah :
1. Pekerja dapat ditempatkan dan digunakan secara lebih efektif,
2. Tidak ada kesukaran dalam menentukan kepada siapa harus melapor atau
bertanggung jawab,
3. Rasa solidaritas yang tinggi, karna karyawan saling mengenal,
4. Garis pimpinan berjalan secara tegas, tidak mungkin terjadi simpang siur karena
pimpinan langsung berhubungan dengan bawahan,
5. Kesatuan perintah terjamin sepenuhnya karena pimpinan berada pada satu tangan.
Struktur organisasi pada PT. BlueScope Lysaght Indonesia dapat dilihat pada
gambar 2.1.
2.3.3. Uraian Tugas dan Tanggung jawab
Dari struktur organisasi, dapat diuraikan tugas dan tanggung jawab
masing-masing bagian dalam struktur organisasi di PT. BlueScope Lysaght Indonesia adalah
sebagai berikut :
1. President Director
a) Memimpin dan mengelola semua faktor produksi demi kelangsungan
perusahaan,
b) Menetapkan target, strategi, kebijakan dan tujuan,
c) Meninjau ulang kebijakan manajemen dalam kurun waktu tertentu yang telah
ditetapkan untuk memastikan efektifitas sistem manajemen yang
d) Memastikan adanya tanggung jawab untuk meningkatkan sistem manajemen
dan pelayanan kepada pelanggan,
e) Memformulasi dan merekomendasikan strategi dan kebijakan keuangan dan
pengembangan usaha,
f) Ketepatan dan integritas produk dan jasa yang diberikan oleh perusahaan,
g) Memastikan perusahaan memiliki target yang jelas, sumber daya tersedia dan
cukup termotivasi untuk mencapai hasil usaha yang lebih baik.
2. Secretary
a) Bertanggung jawab kepada Presiden Direktur,
b) Menyelenggarakan dan memelihara pembukuan organisasi,
c) Mengatur hubungan dengan pihak luar atau tamu,
d) Menyelenggarakan surat menyurat yang berhubungan dengan perusahaan,
e) Menyusun dokumentasi, laporan berkala dan laporan organisasi,
f) Menyelenggarakan notulen rapat pengurus dan rapat anggota.
3. Management Representative
a) Partisipasi dalam program Keselamatan, Kesehatan dan Lingkungan,
b) Mengelola sistem manajemen mutu untuk memastikan sistem yang efektif dan
proses perbaikan berkelanjutan,
c) Melapor kepada manajemen pusat mengenai kinerja sistem manajemen dan
d) Mempromosikan kepedulian atas kepuasan pelanggan diseluruh PT.
BlueScope Lysaght Indonesia.
4. Safety Health EnvironmentManager
a) Pemberian rekomendasi dan pendapat mengenai Keselamatan, Kesehatan dan
Lingkungan,
b) Informasi kepada karyawan mengenai Keselamatan, kesehatan dan
Lingkungan,
c) Pencegahan terhadap kecelakaan,
d) Kepastian bahwa kecelakaan ditangani dengan perlakuan yang profesional,
e) Memastikan semua peralatan dan perlengkapan pemadam kebakaran sudah
pada tempatnya dan dapat digunakan.
5. Human Resource and Admin Manager
a) Pengadaan, pelatihan dan pengembangan karyawan,
b) Sistem penggajian dan penilaian pekerja,
c) Kebijakan sumber daya manusia dan strategi,
d) Hubungan industrial.
6. National Sales Manager
a) Pencapaian budget sales,
b) Mengembangkan sales dan marketing team untuk lebih fokus ke pelanggan,
d) Perjanjian penjualan,
e) Manajemen pemesanan,
f) Mengelola interaksi pelanggan,
g) Menciptakan hubungan dengan distributor, pelanggan utama dan pelanggan
langsung.
7. Manufacturing Manager
a) Proses produksi di tiga wilayah (Jakarta, Surabaya dan Medan),
b) Fungsi teknis produksi dan produk,
c) Kualitas produk,
d) Fungsi engineering dan pemeliharaan.
8. Technical Service Manager
a) Pencapaian budget sales Pre Engineering Building,
b) Perjanjian penjualan,
c) Manajemen pemesanan,
d) Mengelola interaksi pelanggan,
e) Menciptakan hubungan dengan pemasok, BluScope Lysaght Indonesia dan
pelanggan.
9. Business System Manager
a) Menyediakan, mengidentifikasi, mereview dan memodifikasi sistem informasi
b) Memberdayakan MOVEX dan Information System lainnya, agar data yang
diperoleh tepat dan dapat dipertanggung jawabkan,
c) Menyediakan pelatihan guna memberdayakan MOVEX dan Information
System lainnya,
10.Commercial Manager
a) Mendukung sistem informasi,
b) Sebagai pemberi manajemen informasi,
c) Laporan perusahaan dalam posisi yang tepat sesuai dengan posisi keuangan,
d) Memastikan adanya pengawasan internal dan bekerja secara efektif,
e) Fasilitas perbankan dan keuangan,
f) Kewajiban hukum perseroan seperti perijinan,
g) Pertanggungan asuransi meliputi hal-hal yang diperlukan,
h) Mengelola resiko hutang bersama dengan manajer penjualan dan pemasaran,
i) Tingkat keuntungan dari produk dan pelanggan.
11.Marketing Manager
a) Mengidentifikasi, mengembangkan dan melaksanakan peluang pertumbuhan,
b) Mempersiapkan data pasar (inteligen pasar) untuk pengambilan keputusan,
c) Mengikuti perkembangan proyek-proyek besar dan berfokus pada solusi,
12.Logistic and Supply Manager
a) Pengelolaan jumlah bahan baku,
b) Input data bahan baku, barang jadi dan pesanan pelanggan ke dalam data
base,
c) Pengelolaan pesanan,
d) Perencanaan material dan produksi,
e) Pemesanan dan pengelolaan stok.
13.Karyawan PT. BlueScope Lysaght Indonesia
a) Melaksanakan dan mematuhi kebijakan, strategi dan tujuan mutu perusahaan,
b) Menjamin bahwa setiap persyaratan pelanggan (internal dan external) telah
disetujui dan dimengerti sebelum pekerjaan dimulai,
c) Setiap pekerjaan yang mereka lakukan harus berorientasi kepada kepuasan
President Director
Manager Team Operator Team Security
Assistant Product Consultant
: Garis Lini : Garis Fungsional
2.3.4. Jumlah Tenaga Kerja dan Jam kerja Perusahaan
Tenaga kerja pada PT. BlueScope Lysaght Indonesia terdiri dari tenaga kerja
langsung, tenaga kerja tidak langsung dan tenaga kerja honorer. Tenaga kerja
langsung ini meliputi semua tenaga kerja yang langsung berhubungan dengan proses
pembuatan produk, seperti pekerja dibagian produksi. Sedangkan tenaga kerja tidak
langsung meliputi semua karyawan/ tenaga kerja tidak langsung berhubungan
pembuatan produk, seperti bagian administrasi, keamanan dan lain-lain. Tenaga kerja
honorer adalah tenaga kerja yang dibutuhkan untuk hal-hal tertentu.
Penempatan jabatan (job placement) terhadap seorang karyawan dilakukan
pihak manajemen perusahanaan dengan menganut “the right man on the right place”.
Sebelum diputuskan jabatan bagi seorang karyawan terlebih dahulu dilakukan
pertimbangan yang matang dari pihak manajemen. Hal ini berlaku baik untuk
promosi jabatan ke jenjang yang lebih tinggi, demosi ke jabatan yang Iebih rendah
ataupun mutasi posisi ke bidang lain yang posisinya sama.
Bahan pertimbangan yang digunakan perusahaan dalam penempalan jabatan
(job placement) antara lain:
1. Data umum tentang karyawan,
2. Data hasil tes dan training karyawan,
3. Jenjang pendidikan karyawan,
4. Catatan tentang ketrampilan khusus yang dimiliki karyawan,
5. Riwayat perjalanan karir karyawan dalam perusahaan.
Perincian jumlah tenaga kerja yang ada di PT. BlueScope Lysaght Indonesia
Dalam menjalankan aktivitasnya, PT. BlueScope Lysaght Indonesia memiliki
ketentuan jam kerja yang dibuat menurut aturan pemerintah yang berlaku.
PT. BlueScope Lysaght Indonesia memiliki 5 hari kerja dalam satu minggu (Senin
sampai Jumat) dan 8 jam kerja dalam satu hari. Diatas 8 jam per hari, maka dihitung
sebagai jam kerja lembur.
Jam kerja yang ada digolongkan menjadi dua bagian, yaitu :
1. Jam kerja untuk karyawan kantor/administrasi dan proses produksi berlangsung
dari hari Senin sampai Jumat, dengan perincian sebagai berikut :
- Kerja aktif : 08.00 – 12.00 WIB
- Istirahat : 12.00 – 13.00 WIB
- Kerja aktif : 13.00 – 17.00 WIB
Selain untuk jam kerja normal terdapat tiga shift sebagai berikut :
- Jam kerja shift 1 : 06.30-14.30 WIB
- Jam kerja shift 2 : 14.30-23.00 WIB
- Jam kerja shift 3 : 23.00-06.30 WIB
2. Jam kerja untuk karyawan yang berhubungan dengan keamanan pabrik bekerja
secara bergiliran dengan cara pembagian 3 shift kerja, yaitu :
- Shift I : 07.00 – 15.00 WIB
- Shift II : 15.00 – 23.00 WIB
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. BlueScope Lysaght
Indonesia
No Jabatan Jumlah (Orang)
1 President Director 1*
2 Secretary 1*
3 Manager Representative 1*
4 Safety Health Environment Manager 1* 5 Human Resource and Adm Manager 1*
6 National Sales Manager 1*
7 Manufacturing Manager 1*
8 Technical Service Manager 1*
9 Commercial Manager 1*
10 Marketing Manager 1*
11 Logistic and Supply Manager 1*
12 Internal Sales Manager 1*
13 StaffNational Sales Manager 7
14 Staff Manufacturing Manager 4
15 Staff Commercial Manager 1
16 Staff Logistic and Supply Manager 1 17 Staff Internal Sales Supervisor 1
18 Operator 14
19 Security 6
Total 34
2.3.5. Sistem Pengupahan dan Fasilitas yang Digunakan
Dalam hal upah atau gaji karyawan, PT. BlueScope Lysaght Indonesia
memberikannya sekali setiap bulan. Besar upah atau gaji yang diberikan perusahaan
sesuai atau lebih dari ketentuan Upah Minimum Regional (UMR), yaitu sebesar
± Rp. 30.000,-/hari. Untuk melihat disiplin karyawannya, bagian personalia
mempunyai beberapa kode absensi yang dapat membandingkan apakah seorang
karyawan disiplin atau tidak dan tidak hadir kerja karena sesuatu hal yang wajar.
Kode absensi itu dapat dilihat sebagai berikut :
DLK : Dinas Luar Kota
CD : Sakit dengan surat dokter
S : Sakit tanpa surat dokter
CT : Cuti Tahunan atau Cuti Besar
CH : Cuti Haid atau datang bulan
CHM : Cuti hamil atau melahirkan
I : Tidak masuk dengan izin
M : Tidak masuk tanpa izin atau mangkir
Perusahaan juga memberikan kebijakan untuk meninggalkan pekerjaan,
namun tetap mendapat upah dengan batas ketidakhadiran yang ditentukan seperti :
− Hari perkawinan karyawan atau karyawati : 2 hari
− Pernikahan anak karyawan atau karyawati : 2 hari
− Pernikahan adik kandung karyawan atau karyawati : 1 hari
− Kerabat meninggal dunia : 2 hari
− Khitanan atau baptis anak karyawan atau karyawati : 1 hari
− Cuti haid atau datang bulan : 2 hari
− Cuti tahunan : 12 hari
− Cuti hamil atau melahirkan : 90 hari
− Melaksanakan hak dan kewajiban sebagai warga negara : 1 hari
Selain memberikan kebijaksanaan bagi karyawan dalam hal ketidakhadiran
yang disebabkan hal-hal yang telah disebutkan sebelumnya, perusahaan juga
memberikan tambahan gaji kepada karyawan, diberikan berdasarkan insentif yang
besarnya didasarkan pada lamanya bekerja dan prestasi kerja.
Beberapa tunjangan yang diberikan perusahaan bagi para karyawan, antara
lain :
− Tunjangan Transport,
− Penggantian biaya kendaraan,
− Tunjangan uang makan,
− Tunjangan Shift,
− Bantuan Cuti Tahunan,
− Tunjangan Hari Raya Agama,
− Program bonus prestasi,
− Jaminan Sosial Tenaga Kerja,
− Jaminan Kecelakaan Kerja (JKK),
− jaminan Hari Tua – Asuransi,
− Dana Pensiun Perusahaan BSLI (BlueScope Lysaght Indonesia),
− Jaminan Perawatan Kesehatan,
− Tunjangan Masa Kerja.
Sedangkan untuk meningkatkan kesejahteraan karyawan, PT. BlueScope
Lysaght Indonesia memberikan beberapa fasilitas yang meliputi :
a. Fasilitas pengobatan cuma-cuma, di poliklinik atau rumah sakit yang ditetapkan
perusahaan,
b. Pakaian kerja (seragam),
c. Fasilitas training dan pelatihan.
2.4. Proses Produksi
2.4.1. Bahan bahan yang Digunakan
Berikut ini akan diuraikan tentang; bahan baku, bahan tambahan, dan bahan
penolong yang digunakan untuk memproduksi bahan konstruksi baja.
2.4.1.1. Bahan baku
Yang dimaksud dengan bahan baku adalah semua bahan yang membentuk
bagian integral dari suatu produk dimana bahan tersebut dapat dengan mudah
ditelusuri sampai ke produk atau barang jadi. Bahan baku utama yang digunakan
dalam pembuatan produk bahan konstruksi baja ringan adalah perpaduan antara
Lembaran paduan logam ini berbentuk gulungan dengan ukuran lebar tertentu yang
disebut Coil Steel.
Coil Steel tersebut dapat dikelompokkan sebagai berikut :
1. Bare (Un Painted), yang terdiri dari 3 jenis yaitu :
1. ZINCALUME (AZ 150)
2. ABADI (AZ 100)
3. INTERIOR (AZ 50)
2. Painted, yang terdiri dari 3 jenis yaitu :
1. COLORBOND (AZ 150)
2. PELANGI (AZ 150)
3. GEMILANG (AZ 100)
2.4.1.2. Bahan Tambahan
Selain menggunakan bahan baku juga digunakan bahan tambahan sebagai
bahan pelengkap dalam proses dan meningkatkan kualitas dari produk yang
dihasilkan. Bahan tambahan yang digunakan dalam proses produksi sehingga
memberikan nilai tambah pada produk bahan konstruksi baja. Bahan tambahan yang
digunakan dalam pembuatan produk bahan konstruksi baja ringan ini berupa cat
digunakan untuk melapisi bahan dasar Bare (Un-painted) untuk membuat produk
jenis COLORBOND, PELANGI dan GEMILANG. Cat yang digunakan produk dari
2.4.1.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan sebagai bahan penolong baik
secara langsung atau tidak langsung pada produk agar proses produksi dapat berjalan
dengan baik, tetapi bahan tersebut tidak terkandung dalam produk yang dihasilkan.
Bahan penolong yang digunakan adalah:
1. Pembungkus ber etiket
Bahan pembungkus yang terbuat dari plastik kedap air yang telah diberi etiket.
2. Iron Tie
Digunakan untuk mengikat produk yang sudah di packing.
3. Label
Digunakan untuk pemberi keterangan jumlah produk dan tujuan produk.
2.4.2. Spesifikasi Produk
PT. BlueScope Lysaght Indonesia ini menghasilkan tiga jenis produk yaitu
Kuda-kuda baja ringan (SMARTRUSS), Roofing (ROOFING) dan Accesories
sebagai berikut :
1. Kuda-kuda baja ringan
Produk kuda-kuda baja ringan terdiri atas dua jenis, yaitu :
a. SMARTRUSS
Terbuat dari bahan ABADI yaitu inti baja yang memiliki lapisan Zinc dan
Alumunium yang lebih tebal dibandingkan bahan ZINCALUME. Adapun
Gambar 2.2. Profil produk SMARTRUSS
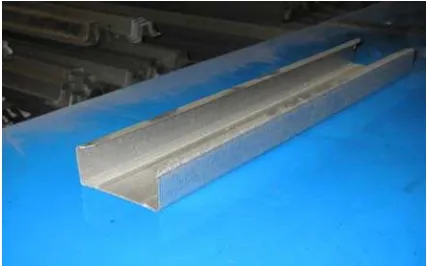
b. U-RUNNER
Terbuat dari bahan ABADI yaitu inti baja yang memiliki lapisan Zinc dan
Alumunium yang lebih tebal dibandingkan bahan ZINCALUME. Adapun
bentuk U-RUNNER dapat dilihat pada Gambar 2.3.
2. ROOFING
Produk roofing terdiri atas dua jenis yaitu :
c. AUSDEK
Terbuat dari ZINCALUME (inti baja yang terdiri dari Zinc dan
Alumunium) dan COLORBOND (bahan ZINCALUME yang diberi warna).
Adapun bentuk profil AUSDEK dapat dilihat pada Gambar 2.4.
Gambar 2.4. Profil produk AUSDEK
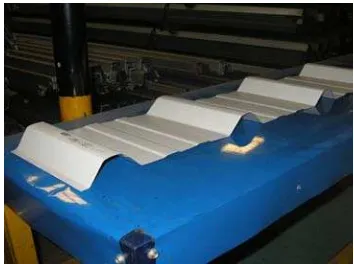
d. SPANDEK II
Terbuat dari ZINCALUME (inti baja yang terdiri dari Zinc dan
Alumunium) dan COLORBOND (bahan ZINCALUME yang diberi warna).
Gambar 2.5. Profil produk SPANDEK II
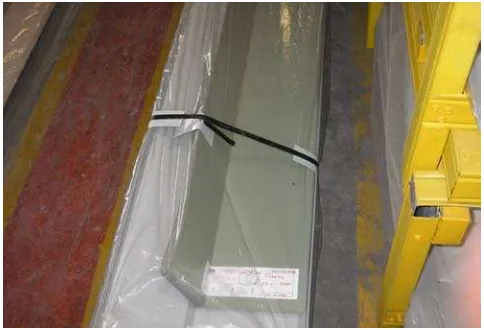
3. Accesories atau FLASHING, terbuat dari ZINCALUME dan COLORBOND.
Bentuk profil dari produk FLASHING dapat dilihat pada gambar 2.6.
Adapun data spesifikasi produk PT. BlueScope Lysaght Indonesia dapat
dilihat pada tabel 2.2.
Tabel 2.2. Spesifikasi Produk PT. BlueScope Lysaght Indonesia
Nama Produk Komponen Ketebalan
(mm) Permukaan
2.4.3. Uraian Proses Produksi
PT. BlueScope Lysaght Indonesia dapat membuat beberapa jenis produk
bahan konstruksi baja ringan sesuai dengan spesifikasi yang diinginkan.
Proses produksi untuk pembuatan produk bahan konstruksi baja ringan dapat
diuraikan berdasarkan kelompok mesin-mesin yang digunakan, yaitu:
1. Folder Machine (FLASHING)
2. C-75 Machine (SMARTRUSS)
3. U-Runner Machine (U-RUNNER)
2.4.3.1. Uraian Proses Produk SMARTRUSS
1. Bahan baku utama (Coil) yang ada di area bahan baku diangkat ke Up-Ender
Machine dengan menggunakan forklift. Pada Up-Ender Machine bahan baku
(Coil) diputar dari posisi vertikal ke posisi horizontal,
2. Dari Up-Ender Machine bahan baku (Coil) dibawa ke Un-Coiler Machine dengan
menggunakan forklift dan crane. Pada produk SMARTRUSS (C-75 Machine)
Coil dipasangkan pada Un-Coiler Machine yang memiliki Coil Car,
3. Terlebih dahulu dilakukan setting pada mesin,
4. Ujung dari Coil dipasang ke C-75 Machine. Coil dipasangkan ke C-75 Machine
melalui Loop-Up,
5. Coil dibentuk menjadi produk SMARTRUSS dengan menggunakan C-75
Machine,
6. Produk kemudian dipotong pada C-75 Machine sesuai dengan ukuran yang
dipesan oleh pembeli,
7. Pemeriksaan produk dengan menggunakan Truss Chord Gauge,
8. Selanjutnya produk dibawa ke area packing dan kemudian produk dipacking,
9. Produk yang sudah dipacking dibawa ke area produk jadi dengan menggunakan
crane.
2.4.3.2. Uraian Proses Produk U-RUNNER
1. Bahan baku utama (Coil) yang ada di pelataran gudang bahan baku diangkat ke
Up-Ender Machine dengan menggunakan forklift. Pada Up-Ender Machine bahan
2. Dari Up-ender Machine bahan baku (Coil) dibawa ke Un-Coiler Manual dengan
menggunakan forklift dan crane,
3. Terlebih dahulu dilakukan setting pada mesin,
4. Ujung dari Coil dipasang ke U-Runner Machine,
5. Coil dibentuk menjadi produk U-RUNNER dengan menggunakan U-Runner
Machine,
6. Produk kemudian dipotong pada U-Runner Machine sesuai dengan ukuran yang
dipesan oleh pembeli,
7. Pemeriksaan produk dengan menggunakan Truss Chord Gauge,
8. Selanjutnya produk dibawa ke area packing dan kemudian produk dipacking,
9. Produk yang sudah dipacking dibawa kegudang produk jadi dengan
menggunakan crane.
2.4.3.3. Uraian Proses Produk ROOFING
1. Bahan baku utama (Coil) yang ada di pelataran gudang bahan baku diangkat ke
Up-Ender Machine dengan menggunakan forklift. Pada Up-Ender Machine bahan
baku (Coil) diputar dari posisi vertikal ke posisi horizontal,
2. Dari Up-Ender Machine bahan baku (Coil) dibawa ke Un-Coiler Machine dengan
menggunakan Crane,
3. Ujung dari Coil dipasang ke RF Machine. Untuk RF Machine memiliki dua buah
Catridge yang masing-masing Catridge untuk dua jenis produk ROOFING yang
berbeda. Produk tersebut adalah AUSDEK dan SPANDEK II,
5. Kemudian produk dipotong pada RF Machine sesuai dengan ukuran yang telah
dipesan oleh pembeli,
6. Pemeriksaan produk dengan menggunakan alat Ausdek and Spandek Check
Gauge,
7. Produk ROOFING dipindahkan ke area packing kemudian produk dipacking,
8. Produk yang sudah dipacking dibawa ke area produk jadi dengan menggunakan
Crane.
2.4.3.4. Uraian Proses Produksi FLASHING
1. Bahan baku utama (Coil) yang ada di pelataran gudang bahan baku diangkat ke
Up-Ender Machine dengan menggunakan forklift. Pada Up-Ender Machine bahan
baku (Coil) dibalik dari posisi vertikal ke posisi horizontal,
2. Dari Up-Ender Machine bahan baku (Coil) dibawa ke Un-Coiler Machine dengan
menggunakan forklift dan crane,
3. Setting mesin oleh operator serta pemasangan meja geser secara manual,
4. Ujung dari Coil dipasang ke Cut-To-Lenght Machine. Kemudian Coil ditarik
sesuai dengan ukuran yang dipesan oleh pembeli lalu dipotong,
5. Coil yang telah berbentuk plat dibawa ke Folder Machine dengan menggunakan
meja geser. Kemudian plat tersebut diberi tanda oleh operator secara manual.
6. Operator melakukan setting pada Folder Machine serta membubuhkan minyak
pada roda sharp strip,
7. Plat coil dipotong menjadi dua bagian lalu dibentuk dengan menggunakan Folder
8. Produk terlebih dahulu diperiksa secara visual oleh operator sebelum produk
dibawa ke area packing,
9. Produk kemudian dibawa ke area packing kemudian produk dipacking.
10.Produk yang sudah dipacking dibawa dengan menggunakan crane ke area produk
jadi.
2.4.4. Mesin dan Peralatan Produksi
Mesin-mesin dan peralatan yang digunakan sebagian besar adalah buatan luar
negeri, dan sebagian kecil buatan dalam negeri, dan semuanya dapat beroperasi
dengan baik. Mesin dan peralatan yang digunakan dalam berproduksi sebagian sudah
otomatis yaitu pada proses pembuatan produk SMARTRUSS. Tetapi masih ada juga
yang semi otomatis yaitu mesin dan peralatan yang digunakan dalam proses
pembuatan produk ROOFING dan U-RUNNER. Disamping ada juga peralatan yang
masih dibantu secara manual, yaitu pada proses pembuatan produk FLASHING.
Untuk jalannya proses produksi yang dilakukan oleh mesin masih diperlukan
keterampilan manusia atau tenaga kerja. PT. BlueScope Lysaght Indonesia dapat
dikatakan atau dikategorikan belum menggunakan teknologi tinggi. Sejauh ini
kondisi mesin-mesin dan peralatan yang digunakan pada perusahaan ini belum pernah
mengalami gangguan proses produksi yang serius akibat kerusakan mesin dan
peralatan. Adapun gangguan yang dihadapi adalah dikarenakan ketidak telitian oleh
para operator pabrik.
Secara umum kondisi mesin dan peralatan pada PT. BlueScope Lysaght
yang terjadi pada mesin ataupun peralatan produksi yang dapat menghambat proses
produksi, maka segera dilakukan perbaikan terhadap mesin dan peralatan tersebut.
Perawatan yang diberikan dapat berupa pemeriksaan terhadap kemampuan mesin dan
peralatan dalam melakukan operasi, pemberian pelumas maupun bahan-bahan khusus
bagi bagian mesin yang bergerak. Membersihkan mesin dan peralatan setelah
digunakan secara teratur. Semua kegiatan-kegiatan diatas dilakukan oleh depertemen
perawatan (Maintenance) yang akan menangani khusus perawatan mesin-mesin dan
peralatan, dimana nantinya akan melakukan koordinasi dengan departemen produksi,
sehingga jadwal perawatan atau pemeliharaan mesin dan peralatan dapat dilakukan.
Adanya departemen perawatan, maka dapat dilakukan perawatan secara teratur dan
kontinu dan diharapkan tingkat kerusakan dari mesin dan peralatan dapat
diminimisasi.
2.4.4.1. Mesin Produksi
Mesin-mesin yang digunakan dalam proses pengolahan produk bahan
konstruksi baja ringan adalah sebagai berikut:
1. Nama mesin : Un-Coiler Folder (Gambar 2.7)
Tahun : 1997
Asal : Australia
Jumlah : 1 unit
Tenaga : 4 bar
Sumber Energi : Compressor
Gambar 2.7. Un-Coiler Folder Machine
2. Nama mesin : Un-Coiler C-75 (Gambar 2.8)
Tahun : 2000
Asal : New Zealand
Daya : 3 HP
Tegangan : 400 Volt
Kuat arus : 10 Ampere
Jumlah : 1 unit
Frekuensi : 50 Hz
RPM : 970
Cos φ : 0,71
Gambar 2.8. Mesin Un-Coiler C-75
3. Nama mesin : Un-Coiler RF ( Gambar 2.9)
Tahun : 2000
Asal : New Zealand
Daya : 3 HP
Tegangan : 380 Volt
Kuat arus : Ampere
Jumlah : 1 unit
Frekuensi : 50 Hz
Gambar 2.9. Un-Coiler RF Machine
4. Nama mesin : Un-Coiler Manual ( Gambar 2.10)
Tahun : 1997
Asal : Indonesia
Jumlah : 1 unit
Gambar 2.10. Un-Coiler Manual
5. Nama mesin : Cut-To-Lenght Machine (Gambar 2.11)
Tahun : 1997
Asal : Australia
Daya : 2 HP
Tegangan : 415 Volt
Kuat arus : 38 Ampere
Jumlah : 1 unit
Frekuensi : 50 Hz
Gambar 2.11. Cut-To-Lenght Machine
6. Nama mesin : Folder Machine (Gambar 2.12)
Tahun : 1981
Asal : Taiwan
Daya : 5 HP
Tegangan : 208 Volt
Kuat arus : 14,8 Ampere
Jumlah : 1 unit
Frekuensi : 50 Hz
Gambar 2.12. Folder Machine
7. Nama mesin : C-75 Machine (Gambar 2.13)
Tahun : 2000
Asal : Australia
Daya : 3 HP
Tegangan : 380 Volt
Kuat arus : 60 Ampere
Jumlah : 1 unit
Frekuensi : 50 Hz
Cos φ : 0,85
Fungsi : Membentuk dan memotong plat Coil menjadi produk
Gambar 2.13. C-75 Machine
8. Nama mesin : RF Machine (Gambar 2.14)
Tahun : 2000
Asal : New Zealand
Daya : 3 HP
Tegangan : 400 Volt
Kuat arus : 10 Ampere
Jumlah : 1 unit
Frekuensi : 50 Hz
RPM : 970
Cos φ : 0,71
Gambar 2.14. RF Machine
9. Nama mesin : Up-Ender Machine (Gambar 2.15)
Tahun : 1997
Asal : Australia
Tegangan : 415 Volt
Jumlah : 1 unit
Frekuensi : 50 Hz
Fungsi : Mengubah posisi Coiler dari posisi vertikal menjadi
Gambar 2.15. Up-Ender Machine
10. Nama mesin : Air Compressor (Gambar 2.16)
Asal : Taiwan
Daya : 10 HP
Tegangan : 380-680 Volt
Jumlah : 1 unit
Fungsi : Untuk menghasilkan udara bertekanan.
2.4.4.2. Peralatan (Equipment)
Peralatan yang digunakan untuk proses produksi antara lain:
1. Crane
Alat yang digunakan untuk memindahkan material yang bobotnya sangat
berat. Kapasitas maksimum dari Crane sebesar 6,3 ton. Crane yang
digunakan dapat dilihat pada gambar 2.17.
2. Forklift
Alat yang juga digunakan untuk memindahkan material yang bobotnya lebih
berat dari tenaga angkut manusia atau Material Handling yang sederhana.
Forklift yang digunakan memiliki daya angkut maksimum 1,5 ton.(Gambar
2.18).
Gambar 2.17. Crane
2.4.5. Utilitas
Unit pembantu/utilitas pada PT. BlueScope Lysaght Indonesia adalah sebagai
berikut:
1. Listrik, bersumber dari PLN sebagai sumber tenaga listrik.
2. Ruang Maintenance
Fungsi : Sebagai tempat perbaikan peralatan yang rusak dan menyimpan
suku cadang mesin.
3. Genset
Fungsi : Sebagai pembantu cadangan tenaga listrik.
2.4.6. Safety and Fire Protection
PT. BlueScope Lysaght Indonesia sangat menjaga keselamatan kerja para
karyawannya, PT. BlueScope Lysaght Indonesia merupakan perusahaan yang
bergerak dibidang pembuatan produk bahan konstruksi baja ringan yang tingkat
kecelakaan yang mungkin terjadi pada saat bekerja sangatlah minim. Kondisi ini
sangat dipengaruhi oleh kebijakan perusahaan dalam hal penciptaan kondisi kerja
yang aman. Hal ini sangat terlihat dimana setiap operator yang bekerja yang
berhubungan dengan mesin-mesin wajib menggunakan Alat Pelindung Diri (APD)
baik berupa helm pengaman, rompi, dan sarung tangan. Demikian juga batas-batas
daerah kerja setiap fasilitas diberi tanda, dimana daerah kerja operator dan dimana
gang –gang yang digunakan diberi tanda batas yang jelas. Disamping itu penggunaan
penutup pengaman (guarding) untuk bagian-bagian mesin yang berputar atau
Untuk menjaga keamanan dan keselamatan kerja juga ada beberapa stasiun
kerja mendapat perhatian khusus. Hal ini disebabkan oleh operator bekerja
menggunakan mesin yang secara tidak langsung bila tidak hati-hati menggunakannya
maka akan dapat menimbulkan kecelakaan kerja. Hal ini sangat diperhatikan sekali
oleh PT. BlueScope Lysaght Indonesia.
Untuk pencegahan bahaya kebakaran, PT. BlueScope Lysaght Indonesia telah
menyediakan beberapa tabung pemadam kebakaran pada beberapa sudut rawan
kebakaran, dimana alat pemadam ini mudah terlihat dan mudah dijangkau oleh para
karyawan sehingga apabila terjadi kebakaran maka karyawan dapat dengan cepat
melakukan pemadaman api sebelum api menyebar kedaerah lain.
2.4.7. Waste Treatment
Limbah yang dihasilkan dari sisa proses produksi sebagian besar berupa scrap
dari baja ringan. Scrap yang masih bisa terpakai dilakukan daur ulang oleh
PT. BlueScope Lysaght Indonesia digunakan untuk keperluan pabrik itu sendiri,
misalnya membuat meja, rak dan lain-lain. Jadi hasil limbah yang dihasilkan oleh
PT. BlueScope Lysaght Indonesia ini tidak berbahaya dan mencemarkan lingkungan.
Perusahaan ini dari kegiatan proses produksinya tidak ada menghasilkan limbah cair
BAB III
TINJAUAN PUSTAKA
3.1. Definisi Perencanaan Tata Letak Pabrik dan Pemindahan Bahan
Tata letak pabrik (plant layout) atau tata letak fasilitas (facilities layout)
dapat didefenisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna
menunjang kelancaran proses produksi, dimana dalam pengaturan tersebut akan
dilakukan pemanfaatan luas area (space) untuk penempatan mesin atau fasilitas
penunjang produksi lainnya, kelancaran gerakan pemindahan material,
penyimpanan material (storage) baik yang bersifat temporer maupun permanen,
personel pekerja dan sebagainya. Tata letak pabrik berhubungan erat dengan
segala proses perencanaan dan pengaturan letak dari mesin, peralatan, aliran
bahan, dan manusia yang bekerja di masing-masing stasiun kerja yang ada. Pada
umumnya tata letak pabrik yang terencana dengan baik akan ikut menentukan
efisiensi dan dalam beberapa hal akan juga menjaga kelangsungan hidup ataupun
kesuksesan kerja suatu pabrik. Peralatan dan suatu desain produk yang bagus akan
tidak ada artinya akibat perencanaan layout yang sembarangan saja.1
Secara garis besar tujuan utama dari tata letak pabrik ialah mengatur area
kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi
aman dan nyaman sehingga akan dapat menaikkan moral kerja dan performance
3.2. Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik
1
dari operator. Lebih spesifik lagi suatu tata letak yang baik akan dapat
memberikan keuntungan-keuntungan dalam sistem produksi, yaitu antara lain
sebagai berikut :
a. Menaikkan output produksi
Suatu tata letak yang baik akan memberikan keluaran (output) yang lebih
besar dengan ongkos yang relatif sama atau lebih kecil, jam kerja manusia
(manhours) lebih kecil, dan mengurangi jam kerja mesin (machine hours).
b. Mengurangi waktu tunggu (delay)
Mengatur keseimbangan antara waktu operasi produksi dan beban dari
masing-masing departemen atau mesin adalah bagian kerja dari mereka yang
bertanggung jawab terhadap desain tata letak pabrik. Pengaturan tata letak
yang terkoordinir dan terencana dengan baik akan dapat mengurangi waktu
tunggu (delay) yang berlebihan.
c. Mengurangi proses pemindahan bahan (material handling)
Biaya pemindahan bahan merupakan salah satu elemen biaya dari total biaya
produksi yang harus dikeluarkan perusahaan. Perhitungan biaya pemindahan
bahan ini biasanya proporsional dengan jarak pemindahan bahan yang harus
ditempuh, sedangkan jarak pemindahan bahan dapat dianalisis dengan
memperhatikan tata letak fasilitas produksi yang ada di pabrik. Karena itu,
dalam perancangan tata letak pabrik, setiap perancang selalu berusaha agar
d. Penghematan penggunaan luas lantai produksi
Suatu perencanaan tata letak pabrik yang optimal akan mampu mengatasi
segala pemborosan pemakaian ruangan yang disebabkan oleh lalu lintas bahan
dalam pabrik, penumpukan material, jarak antar mesin yang berlebihan, dan
lain-lain, serta akan berusaha untuk mengkoreksi semua pemborosan tersebut.
e. Pendayagunaan yang lebih besar dari pemakaian mesin, tenaga keja dan
fasilitas produksi lainnya
Faktor-faktor pemanfaatan mesin, tenaga kerja, dan lain-lain adalah erat
kaitannya dengan biaya produksi. Suatu tata letak yang terencana baik akan
banyak membantu pendayagunaan elemen-elemen produksi secara lebih
efektif dan lebih efisien.
f. Mengurangi inventory in-process
Sistem produksi pada dasarnya mengkehendaki sedapat mungkin bahan baku
untuk berpindah dari suatu operasi langsung ke operasi berikutnya
secepat-cepatnya dan berusaha mengurangi bertumpuknya bahan setengah jadi
(material in process). Problem ini terutama bisa dilaksanakan dengan
mengurangi waktu tunggu (delay) dan bahan yang menunggu untuk segera
diproses.
g. Proses manufacturing yang lebih singkat
Dengan memperpendek jarak antara operasi satu dengan operasi satu dengan
operasi berikutnya dan mengurangi bahan yang menunggu serta storage yang
tidak diperlukan maka waktu yang diperlukan dari bahan baku untuk
diperpendek sehingga secara total waktu produksi akan dapat pula
diperpendek.
h. Mengurangi resiko bagi kesehatan dan keselamatan kerja dari operator
Perencanaan tata letak pabrik adalah juga ditujukan untuk membuat suasana
kerja yang nyaman dan aman bagi mereka yang bekerja didalamnya. Hal-hal
yang bisa dianggap membahayakan bagi kesehatan dan keselamatan kerja dari
operator haruslah dihindari.
i. Memperbaiki moral dan kepuasan pekerja
Pada dasarnya orang menginginkan untuk bekerja dalam suatu pabrik yang
segala sesuatunya diatur secara tertib, rapi dan baik. Penerangan yang cukup,
sirkulasi yang enak, dan lain-lain akan menciptakan suasana lingkungan kerja
yang menyenangkan sehingga moral dan kepuasan kerja akan lebih dapat
ditingkatkan. Hasil positif dari kondisi ini tentu saja berupa performansi kerja
yang lebih baik dan menjurus kearah peningkatan produktivitas kerja.
j. Mempermudah aktivitas supervisi
Tata letak pabrik yang terencana dengan baik akan dapat mempermudah
aktivitas supervisi. Dengan meletakkan kantor atau ruangan diatas, maka
seorang supervisor akan dapat dengan mudah mengamati segala aktivitas yang
sedang berlangsung di area kerja yang dibawah pengawasan dan tanggung
jawabnya.
k. Mengurangi kemacetan dan kesimpang-siuran
Material yang menunggu, gerakan pemindahan yang tidak perlu, serta