PERANCANGAN TATA LETAK LANTAI PRODUKSI DI PT. PLN (PERSERO) J&P UNIT PRODUKSI BANDUNG
oleh: Egi 1.03.06.011
Perencanaan fasilitas dapat dikemukakan sebagai proses perancangan fasilitas, perencanaan, desain dan susunan fasilitas, peralatan fisik dan manusia yang ditunjukan untuk meningkatkan efisiensi produksi dan sistem pelayanan. Di dunia industri, perencanaan fasilitas dimaksudkan sebagai rencana dalam penangananmaterial handling dan untuk menentukan peralatan dalam proses produksi, juga digunakan dalam perencanaan fasilitas secara keseluruhaan. Didalam merancang tata letak pabrik aktifitas pemindahan barang atau sering disebut material handling merupakan suatu hal yang cukup penting untuk diperhatikan dan diperhitungkan karena berhubungan langsung dengan perubahan luas lantai produksi.
Penelitian dilakukan di PT.PLN (Persero) J&P Unit Produksi Bandung dengan menelitilayouttata letak bagian produksi sehingga mengetahui bagaimana keadaan tata letak di bagian produksi, luas lantai produksi, mesin yang digunakan, aliran material handlingdan ongkos material handling. Menganalisis dimana letak kesalahaan dari tata letak PT.PLN J&P Unit Produksi Bandung sehingga menjadi bahan yang harus diteliti.
Pada lantai produksi PT.PLN (Persero) J&P Unit Produksi Bandung telah terjadi kesimpangsiuran aliran yang diakibatan oleh penempatan departemen yang tidak tepat. Departemen yang seharusnya saling berdekatan berdasarkan prioritasnya masing-masing ternyata tidak demikian. Sehingga menimbulkan permasalahan termasuk masalah biaya material handling. Dengan demikian perlu adanya usaha untuk melakukan perbaikan terhadap layout lantai produksi. Metode yang menggunakan beberapa cara yaitu menentukan jarak material handling usulan, menghitung ongkos material handling, membuat tabel from to chart sehingga muncul ARD dan AAD lalu membuat layout usulan lengkap dengan aliran material.
Berdasarkan hasil penelitian menghasilkan desain layout usulan lantai produksi PT.PLN (Persero) J&P Unit Produksi Bandung dengan perubahan letak departemen yang ditambahkan Allowance dan toleransi sesuai luas yang dibutuhkanya. Perubahan letak yang terjadi merupakan hasil dari usulan ongkos material handling awal yaitu OMH sebelum dilakukan perubahan layout. Dari usulan OMH tersebut, menghasilkan ongkos yang lebih minimum yang disebabkan karena jarak aliran material antar departemen menjadi dekat. Sehingga terjadi pengurangan biaya material handling dalam 1 hari kerja yang semula sebesar Rp.3902,686/hari, menjadi Rp.3112.323/hari ongkos material handling usulan ini memiliki nilai penurunan 20% dengan selisih nilai sebesar Rp. 790,363 dalam satu hari. Dengan demikian beban perusahaan dan kerja karyawan akan lebih ringan dengan adanya rancanganlayoutyang diusulkan tersebut.
IN PT. PLN (PERSERO) J&P UNIT PRODUKSI BANDUNG
By: Egi 1.03.06.011
Facility planning can be present as a process of facility desingn, planning, design and arrangement of facilities, equipment and himan physical shown to increase the efficiency of production and service system. In the industrialized world, planning facilities is intended as a plan of treatment and to determine the material handling equipment in the production process, also used in planning the facility a total sum. In designing the layout of the factory activity is often referred to the transfer of goods or material handling is a matter that is important enough to be noticed and taken into account because they relate directly to changes in the production of floor area.
The study was conducted in PT. PLN (Persero) J&P Unit Produksi Bandung by examining the layout of the layout of the production so knowing how things in the production layout, floor area of production, machines used, the flow of material handling and material handling costs. Analyze where the location of the layout error PT. PLN J & P Unit Produksi Bandung so that the subject should be studied.
On the production floor of PT. PLN (Persero) J & P Unit Produksi flow of Bandung has been confusion caused by improper placement department. Department should be adjacent to each other based on their respective priority was not to be. Giving rise to problems including the cost of material handling problems. Thus there is need for efforts to make improvements to the layout of the production floor. The method uses several means of determining the distance of the proposed material handling, material handling calculate costs, create tables from to chart so it appears AAD ARD and then make a complete layout of the proposal with the material flow.
Based on the results of research resulted in the design of production floor layout of the proposed PT. PLN (Persero) J & P Unit Produksi Bandung to change the location of the department were added Allowance and broad tolerances according Needs. Layout changes that occur are the result of the proposed material handling costs prior to the beginning of the OMH layout changes. From these proposals OMH, generating more costs due to the minimum distance of material flow between departments to close. Resulting in reduction of cost of material handling within 1 working day which was originally for Rp.3902, 686/hari, became Rp.3112.323/hari material handling cost of this proposal has a 20% decline in value with the difference in value of Rp. 790.363 in one day. Thus the burden of companies and employees will be lighter with the design of the proposed layout.
TUGAS AKHIR
Karya tulis sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik Program Studi Teknik Industri
Disusun Oleh: EGI 1.03.06.011
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNIK DAN ILMU KOMPUTER
1. Fariyanto, Soni (2008), Perancangan Aliran Material Berdasarkan Area Alocation Diagram Dengan Angkos Material Handling (OMH) Minimum Dilantai Produksi PT KAYO Surya Utama Bandung,Unikom, Bandung. 2. Kurniawan, Lingga.(2010),Analisis Tata Letak Bagian Pabrikasi Di Lantai
Produksi PT Indokemas Sukses Makmur, Unikom Bandung.
3. Suhartono, Anton.(2009), Usulan Perancangan Tata Letak Fasilitas Pada Lantai Proksi PT YOGI SAPUTRA,Unikom Bandung.
4. Egi, Rinnovan Fajar P.(2009),Pratikum Perancangan Tata Letak Fasilitas, Unikom Bandung.
iii
Puji dan syukur Kehadirat Allah SWT atas segala rahmat dan hidayahNya serta lindunganNya yang telah melimpahkan kepada penulis sehingga penulis dapat menyelesaikan laporan Tugas Akhir ini.
Laporan Tugas Akhir yang diberi judul “Perancangan Tata Letak Lantai Produksi Di PT. PLN(Persero) J&P Unit Produksi Bandung” ini disusun untuk memenuhi syarat kelulusan mata kuliah Tugas Akhir Program Studi Teknik Industri, Fakultas Teknik dan Ilmu Komputer, Universitas Komputer Indonesia.
Dalam kesempatan ini penulis mohon maaf apabila terdapat kesalahan yang telah dilakukan dalam penyelesaian laporan Tugas Akhir ini, baik dalam hal penyajian
isi materi maupun dalam sistematika penyusunannya. Oleh karena itu penulis sangat menghargai kritik dan saran yang bersifat membangun mengenai kekurangan yang ada untuk memperbaiki dan menyempurnakan laporan ini.
Penulis menyadari bahwa tanpa adanya bantuan, dukungan, serta nasihat yang paling berharga dari berbagai pihak, penulis tidak dapat menyelesaikan laporan ini. Oleh karena itu pada kesempatan ini pula penulis ingin mengucapkan rasa
terima kasih yang sebesar-besarnya kepada:
1. Mamah Papah tercinta yang selalu memberikan dukungan, material, serta do’a, semoga selalu diberikan kesehatan dan kebahagiaan.
2. Bapak I Made Aryantha A., MT selaku pembimbing dan Ketua Program Studi Teknik Industri Universitas Komputer Indonesia.
3. Ibu Julian Robeca, MT. Selaku Koordinator Tugas Akhir.
4. Para penguji yang sudah memberikan nasihat sewaktu seminar dan sidang.
iv
7. Kakakku Laswati, Nur Janah, Yusuf, Tajudin dan adikku tercinta Lia Prilianti yang selalu memberi semangat kepada penulis.
8. Teman-temanku yang tak akan pernah terlupakan, keluarga besar Wawiwow dan Satlat Padjajaran terimakasih banyak atas semua dukungan dan bantuan yang diberikan kepada penulis.
9. Teman-temanku yang tak akan pernah terlupakan, keluarga besar TI ‘2006’ Arya, Ikal, Codot, Ochim, Jenggo, Pele, Berry nying-nying, Om dan yang lainnya maaf tidak dapat disebutkan satu-persatu terimakasih banyak atas
semua dukungan dan bantuan yang diberikan kepada penulis.
10. Teman-teman 07, Mumuh, Agung, Iduy, dan semua pihak yang telah membantu saya yang tidak sempat saya sebutkan, terima kasih sebesar-besarnya.
11. Teh Shinta selaku sekretariat teknik industri unikom terima kasih atas segala bantuannya.
Penulis menyadari laporan Tugas Akhir ini masih belum sempurna, untuk itu segala saran dan kritik yang sifatnya membangun selalu penulis harapkan untuk
kemajuan kita bersama.
Akhir kata, penulis berharap laporan Tugas Akhir ini dapat bermanfaat bagi penulis khususnya dan pembaca pada umumnya.
Bandung, Agustus 2011
NAMA : EGI
TGL LAHIR : 23 FEBUARI 1988
TEMPAT LAHIR : BANDUNG
TELEPON : (022)91332288
MAIL :egiconk88@yahoo.com
PENDIDIKAN
SD NEGERI 1 CIJERAH
SMP PASUNDAN 2 CIMAHI
SMK ANGKASA BANDUNG
1 1.1. Latar Belakang Masalah
PT. Perusahan Listrik Negara Jasa dan Produksi (PLN J&P) merupakan unit bisnis PLN yang memberikan dukungan di lapangan dalam bidang produksi, konstruksi, dan pelayanan perbaikan, terutama di sektor kelistrikan. Saat ini PLN J&P memiliki 7 Unit Produksi (UP) sebagai basis marketing pusat produksi distribusi barang dan jasa yang berada di lokasi-lokasi strategis yaitu di Bandung, Jakarta, Semarang, Merak, Bali, dan Bangkinang. PLN J&P mengotimalkan potensi jejaring Unit Produksi di seluruh Indonesia dan membangun kepuasan pelanggan dengan terus meningkatan mutu produk, penyerahan yang tepat waktu.
Salah satu Unit Produksi yang dimiliki PLN J&P yaitu Unit Produksi Bandung (UPBDG). Unit ini sebelumnya dikenal dengan nama Bengkel Distribusi di bawah PLN Distribusi Jawa Barat dan berlokasi di jl.Banten No.10 Bandung UPBDG mulai aktivitasnya sebagai fasilitas penunjang dalam melayani pemeliharaan dan perbaikan perbaikan diesel skala kecil dan perbaikan trafo distribusi serta pembuatan komponen jaringan tegangan menengah dan rendah.
Mewujudkan visi dan misi perusahaan maka UPBDG berusaha menyelesaikan produksi barang dan jasa secara tepat waktu dan memiliki kualitas terbaik namun dalam mencapai tujuan tersebut, terdapat beberapa permasalahan saat ini salah satu produk utama yang diproduksi oleh UPBDG yaitu Lave Lane Connector (LLC). Akan tetapi pengiriman meterial yang terjadi dari satu stasiun kerja ke stasiun lainya cenderung tidak teratur sehingga terjadi kesimpangsiuran pada jalur
pengiriman material. Kemudian dari masalah tersebut tentunya akan berdampak pada masalah biaya produksi perusahaan, besarnya ongkos biaya pengiriman
jika kerugian tersebut dikomulatifkan maka jumlahnya akan cukup besar. Untuk itu diperlukan layout lantai produksi yang sesuai dengan perusahaan ini. Dengan adanya masalah tersebut peneliti mengadakan penelitian dengan judul
“PERANCANGAN TATA LETAK LANTAI PRODUKSI DI PT.PLN
(Pesero) J&P UNIT PRODUKSI BANDUNG”
1.2. Identifikasi Masalah
Tata letak mesin dan aliranmaterialyang kurang tepat yang menyebabkan kurang baiknya perpindahan material produksi di lantai produksi. Dari sinilah muncul beberapa permasalahan, yaitu:
Bagaimana merancang tata letak lantai produksi pembuatan produk Lave Lane Connector (LLC) di PT. PLN (Pesero) J&P Unit Produksi Bandung agar aliran produksi berjalan dengan baik dan meminimasi ongkos material handling
(OMH)?
1.3. Tujuan Penelitian
Penelitian ini bertujuan memenuhi kebutuhan serta menjawab permasalahan yang disebutkan pada bagian sebelumnya. Dengan demikian tujuan penelitian ini
adalah sebagai berikut:
Tujuan dari penelitian yang akan dilakukan yaitu menghasilkan satu rancangan tata letak lantai produksilayoutpembuatan produk Lave Lane Connector (LLC) di PT. PLN (Pesero) J&P Unit Produksi Bandung diharapkan dapat mengurangi ongkos material handling (OMH) dan memberikan lingkungan kerja yang lebih baik bagi karyawan.
1.4. Sistematika Pembahasan
Bab 1 Pendahuluan
Bab ini merupakan pengantar yang menerangkan latar belakang masalah, identifikasi masalah, tujuan penelitian, pembatasan masalah dan sistematika pembahasan.
Bab 2 Landasan Teori
Bab ini berisi teori dan konsep untuk mendukung penelitian. Teori yang dibahas mengenai masalah muskuloskeletal dan biomekanika kerja. Selain itu, dibahas pula teori mengenai piranti survei maupun piranti evaluasi serta metode statistik yang digunakan dalam penelitian.
Bab 3 Metodologi Penelitian
Bab ini berisikan tentang model atau cara pemecahan masalah serta langkah-langkah pemecahan masalah yang digambarkan dalam flow chart
pemecahan masalah.
Bab 4 Pengolahan dan Pengumpulan Data
Bab ini berisikan pengumpulan data dan pengolahan data.
Bab 5 Analisis
Bab ini berisikan tentang analisis terhadap pengolahan data.
Bab 6 Kesimpulan dan Saran
4
2.1. Definisi dan Ruang Lingkup Perencanaan Fasilitas
Pabrik atau dalam istilah asing dikenal dengan istilah factory atu plant, adalah tempat dimana faktor-faktor produksi seperti manusia, mesin dan fasilitas atau peralatan produksi, material , energi uang atau modal, informasi dan sumber daya alam dikelola bersama-sama dalam suatu sistem produksi guna menghasilkan suatu produk atau jasa secara efektif, efisiensi dan aman (sritomo wignjoesoebroto hal 1). Istilah pabrik ini sering dihubungkan denan industri, meskipun industri sebenarnya memiliki pengeryian yang lebih luas. Pabrik pada dasarnya merupakan salah satu jenis industri yang terutama akan menghasilkan produk jadi (finished good product),seperti halnya yang dijumpai dalam industri manufaktur.
Industri manufaktur (the manufakturing industries), yaitu industri yang memproses bahan baku guna dijadikan bermacam-macam bentuk atau model produk, baik yang masih berupa produk setengah jadi (semi finished good). Disini akan terjadi suatu transformasi proses baik secara fisik ataupun kimiawi terhadap input material dan akan memberi nilai tambah terhadap material tersebut.
Secara umum desain pabrik ini dapat didefinisikan sebagai “the overall esign of
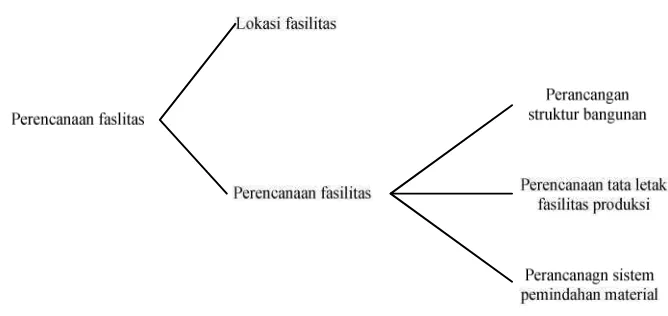
enterprice”. Selanjutnya dengan tata letak pabrik aktivitas perencanaan disini lebih terbatas, yaitu sekedar suatu perencanaan atau pengaturan berlangsungnya proses produksi secara optimal. Dari definisi tersebut diatas jelas lah bahwa perencanaan tata letak pabrik adalah merupakan salah satu aktivitas yang harus dilaksanakan didalam desain pabrik secara keseluruhan.
struktur bangunan (structure design) , perancangan tata letak fasilitas produksi (facilities plant layout design)dan perancangan sistem pemindahan material. Secara skematis dan hirarki dari perencanaan fasilitas pabrik tersebut dapat digambarkan sebagai berikut:
Gambar 2.1. sistematika perencanaan fasilitas pabrik (Sritomo Wignjosoebroto hal 16)
2.1.2. Tujuan Tata Letak Fasilitas
Secara garis besar tujuan utama dari tata letak pabrik adalah mengatur area kerja
dan segala fasilitas produksi yang faling ekonomis untuk operasi produksi aman dan nyaman sehingga akan dapat menaikan moral kerja dan performance dari operator. Lebih baik lagi suatu tata letak yang baik akan dapat memberikam keuntungan - keuntungan dalam sistem produksi, yaitu dalam Sritomo Wignjosoebroto hal 68antara lain sebagai berikut:
Menaikan ouput produksi
Biasanya suatu tata letak yang baik akan memberikan output yang lebih besar.
Mengurangi waktu tunggu
Mengatur keseimbangan antara waktu operasi produksi dan beban dari masing-masing departemen adalah bagian kerja dari mereka yang
Mengurangi proses permindahan bahan
Pada beberapa kasus maka biaya untuk proses pemindahan bahan ini bisa
mencapai 30% sampai 90 dari total biaya produksi dengan mengingat pemindahan bahan yang sedemikian besarnya maka mereka yang bertanggung jawab usaha perencanaan dan perancangan tata letak pabrik akan lebih menekankan desainnya pada usaha-usaha memindahkan akitivitas-aktivitas pemindahan bahan pada saat proses produksi berlangsung.
Penghematan penggunaan areal untuk produksi, gudang dan service.
Jalan lintas material yang menumpuk, jarak antara mesin-mesin yang berlebihan, dan lain-lain, semuanya akan menambah area yang dibutuhkan untuk pabrik.
Pendaya gunaan yang lebih bear dari pemakaian mesin, tenaga kerja dan fasilitasproduksi lainnya.
Faktor-faktor pemanfaatan mesin, tenaga kerja dan lain-lain dalah erat kaitannya dengan biaya produksi.
Menguranagiinventory in proces
Sistem produksi pada dasarbya menghendaki sedapat mungkin bahan baku untuk berpindah dari suatu operasi langsung ke operasi berikutnya
secepat-cepatnya dan berusaha mengurangi tumpukan bahan setengah jadi.
Proses manufakturing yang lebih singkat.
Dengan memperpendek jarak antara operasi satu dengan operasi berikutnya dan mengurangi bahan yang menunggu serta storage yang tidak diperlukan berpindah dari suatu tempat ketempat yang lainnyadalam pabrik akan juga bisa diperpendek sehingga secara total waktu produksi akan dapat pula
diperpendek.
Mengurangi resiko bagi K3 dari operator.
Perencanaan tata letak pabrik adalah juga ditunjukan untuk membuat suasana kerja yang nyaman dan aman bagi operatornya.
Memperbaiki moral dan kepuasan kerja.
Mempermudah aktivitas supervisi.
Tata letak pabrik yang terencana baik akan dapat mempermudah aktivitas
supervisi.
Mengurangi kemacetan dan kesimpang siuran.
Material yang menunggu, gerakan pemindahan yang tidak per;u, serta banyaknya perpotongan dari lintasan yang ada akan menyebabkan kesimpang-siuran yang akhirnya akan membawa kearah kemacetan.
Mengurangi faktor yang bisa merugikan dan mempengaruhi kualitas dari bahan baku atauoun barang jadi.
Tata letak yang direncanakan secara baik akan dapat mengurangi kerusakan-kerusakan yang bisa terjadipada bahan baku ataupun produk jadi.
2.1.3. Langkah-langkah Perencanaan Tata Letak Pabrik
Pada dasarnya proses pengaturan segala fasilitas produksi dalam pabrik ini akan dibedakan dalam dua tahapan, yaitu sebagai berikut:
Pengaturan tata letak mesin dan fasilitas produksi lainnya (machine Layout), yaitu pengaturan dari semua mesin-mesin dan fasilitas yang diperlukan untuk proses produksi didalam tiap-tiap departemen dari pabrik yang ada.
Pengaturan tata letak departemen (departementalization), yaitu pengaturan bagian atau departemen serta hubungannya satu dengan yang lainnya didalam pabrik yang bersangkutan.
Secara singkat langkah-langkah yang diperlukan dalam perencanaan layout pabrik tersebut dapat diuraikan sebagai berikut(Sritomo Wignjosoebroto hal 76):
Analisa Produk adalah akitivitas untuk menganalisa macam dari jumlah produk yang harus dibuat. Dalam langkah ini analisis akan didasarkan pada pertimbangan kelayakan teknis dan ekonomis.
Sigi dan analisis pasar merupakan langkah penting dalam rangka mengidentifikasikan macam dan jumlah produk yang dibituhkan. Informasi
tentang volume produk akan sangat penting dalam rangka menetapkan kapasitas produksi, yang pada gilirannya akan memberi keputusan tentang banyaknya mesin dan fasilitas produksi lainnya yang harus dipasang dan diatur tata letaknya.
Analisis macam dan jumlah mesin atauequipment dan luas area yang dibutuhkan kegiatan analisisi ini merupakan kelanjutan dari langkah-langkah sebelumnya. Dengan memperhatikan volume produk yang harus dibuat, waktu standar untuk menghasilkan satu unit produk, jam kerja dan efisiensi mesin, maka jumlah mesin termasuk juga operator yang diperlukan dapat dikalkulasikan selanjutnya luas area dari stasiun kerja dapat dipasang.
Pengembangan alternatif tata letak (layout) merupakan pokok dari semuanya. Dari mesin atau fasilitas produksi yang telah dipilih macam atau jenis dan dihitung jumlah yang diperlukan maka persoalan yang dihadapi adalah bagaimanaharus diatur tata letaknya didalam pabrik.
Perancangan tata letak mesin dan departemen didalam pabrik hasil dari analisis terhadap alternatif layout, selanjutnya dipakai sebagai dasar
pengaturan fasilitas fisik dari pabrik yang terlibat dalam proses produksi dasar pengaturan fasilitas fisik dari pabrik yang terlihat dalam proses produksi baik secara langsung maupun tidak langsung.
Selanjutnya hal lain yang harus diperhatikan adalah tipe layout yang akan digunakan.
PenyusunanLayout menurut proses (Layout By Process), dalamLayout ini semua mesin atau operasi yang sejenis dikelompokkan menjadi satu tempat. Keuntungan
Layout By Process:
a. Pemakaian mesin-mesin dapat direncanakan dengan lebih baik, dengan
demikian biaya investasi akan menjadi lebih rendah.
b. Fleksibel terhadap perubahan produk dan dengan mudah dapat diubah urutannya.
c. Mudah menjaga kontinuitas produksinya, bila ada kerusakan mesin, kekurangan bahan, pekerja tidak masuk dan sebagainya
d. Mendorong pekerja untuk berproduksi lebih banyak.
KelemahanLayout By Process:
a. Perencanaan dan penjadwalan produksi menjadi lebih rumit. b. Memerlukan pemindahan barang lebih banyak.
c. Memungkinkan akan terjadi menumpuknya barang setengah jadi. d. memerlukan tenaga kerja yang terlatih untuk macam-macam pekerjaan e. Waktu pembuatan produk relatif lebih lama.
2.2. Operation Process Chart
Operation Process Chart (OPC) adalah suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan-bahan baku mengenai urutan-urutan operasi dan pemeriksaan. Sejak dari awal sampai menjadi produk jadi utuh maupun sebagai komponen dan juga memuat informasi-informasi yang diperlukan untuk analisis yang lebih lanjut, seperti: waktu yang dihabiskan, material yang digunakan dan tempat atau alat mesin yang dipakai.
Manfaat pembuatan OPC antara lain: 1. Untuk menentukan kebutuhan operator.
2. Mengetahui kebutuhan akan mesin dan penganggarannya.
3. Bisa memperkirakan kebutuhan akan bahan baku (dengan memperhitungkan
efisiensi ditiap operasi).
4. Alat untuk melakukan perbaikan cara kerja. 5. Alat untuk menentukan tata letak pabrik. 6. Alat untuk latihan kerja.
7. Bisa mengetahui kebutuhan akan mesin dan penggunaannya.
8. Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai.
Informasi-informasi yang bisa didapat dari pembuatan OPC adalah: 1. Mengetahui banyaknya komponen yang digunakan.
2. Untuk mengetahui urutan proses pengerjaan produk. 3. Mengetahui komponen utama dan komponen tambahan. 4. Peralatan atau mesin yang digunakan.
5. Waktu penyelesaian tahapan proses pengerjaan produk. 6. Analisis dan ringkasan aktivitas
Untuk bisa menggambarkan Peta Proses Operasi dengan baik, ada beberapa prinsip yang perlu diikuti sebagai berikut:
1. Pertama-tama pada baris paling atas dinyatakan sebagai bagian “kepala” dari Peta Proses Operasi yang diikuti oleh identifikasi lain seperti:
a. Nama objek
b. Nama pembuat peta
c. Tanggal dipetakan d. Nomor peta e. Nomor gambar
2. Material yang akan diproses diletakan diatas garis horizontal, yang menunjukan bahwa material tersebut masuk kedalam proses.
Lambang-lambang yang digunakan untuk pembuatan OPC antara lain:
a. Proses operasi adalah kegiatan diaman komponen mengalami perubahan karena dirakit dengan komponen lain.
Gambar 2.2. lambang operasi
b. Pemeriksaan adalah kegiatan memeriksa benda atau bahan baku dari segi kualitas maupun kuantitas.
Gambar 2.3. Lambang pemeriksaan
c. Aktivitas gabungan adalah kegiatan diamana antara perakitan dan
pemerikasaan dilakukan secara bersamaan atau dalam selang waktu yang relatif singkat.
Gambar 2.4. Lambang aktivitas gabungan
Gambar 2.5. Lambang penyimpanan
4. Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut dengan proses yang terjadi.
5. Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
6. Agar diperoleh gambar peta operasi yang baik, produk yang biasanya paling banyak memerlukan operasi harus dipetakan terlebih dahulu, berarti dipetakan
dengan garis vertikal disebelah kanan halaman kertas.
7. Setelah semua proses digambarkan dengan lengkap, pada akhir halaman dicatat tentang ringkasannya, yang memuat tentang informasi-informasi seperti: jumlah operasi, jumlah pemeriksaan dan jumlah yang dibutuhkan.
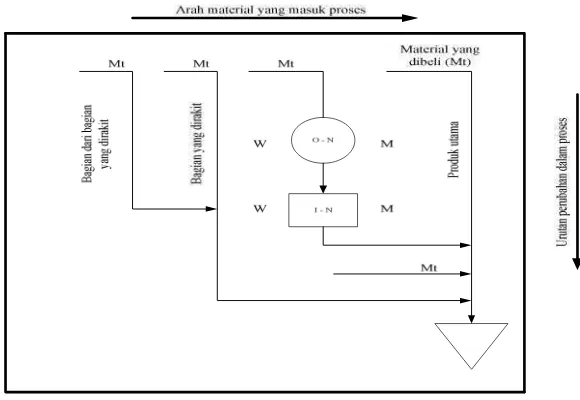
Secara sketsa, prinsip-prinsip pembuatan Peta Proses Operasi ini bisa digunakan sebagai berikut:
Keterangan:
W = Waktu yang dibutuhkan untuk suatu operasi atau pemeriksaan, biasanya dalam jam.
O - N = Nomor urut untuk kegiatan operasi tersebut.
I - N = Nomor urut untuk kegiatan pemeriksaan tersebut.
M = Menunjukan mesin atau tempat dimana kegiatan tersebut dilaksanakan. Ada empat hal yang perlu diperhatikan atau dipertimbangkan agar diperoleh suatu proses kerja yang baik melalui analisis peta proses operasi, yaitu analisis terhadap bahan-bahan, operasi, pemeriksaan dan waktu penyelesaian suatu proses. Keempat hal tersebut di atas, dapat diuraikan sebagai berikut:
a. Bahan-bahan
Kita harus mempertimbangkan semua alternatif dari bahan yang digunakan, proses penyelesaian dan toleransi sedemikian rupa sehingga sesuai dengan fungsi, rebilitas, pelayanan dan waktunya.
b. Operasi
Juga dalam dalam hal ini kita harus mempertimbangkan semua alternatif yang mungkin untuk proses pengolahan, pembuatan, pengerjaan dengan mesin atau metode perakitannya, beserta alat-alat dan perlengkapan yang digunakan.
Perbaikan yang mungkin bisa dilakukan misalnya dengan menghilangkan, menggabungkan, mengubah atau menyederhanakan operasi-operasi yang terjadi.
c. Pemeriksaan
Dalam hal ini kita harus mempunyai standar kualitas. Suatu objek dikatakan memenuhi syarat kualitasnya jika setelah dibandingkan dengan standar ternyata lebih baik atau minimal sama. Proses pemeriksaan bisa dilakukan
dengan teknik samping atau satu persatu dari semua objek yang dibuat tentunya cara yang terkhir tersebut dilaksanakan apabila jumlah produksinya sedikit.
d. Waktu
2.3.Material Handling
Material handling adalah salah satu jenis transportasi (pengangkutan) yang dilakukan dalam perusahaan industri, yang artinya memindahkan bahan baku, barang setengah jadi, atau barang jadi, dari tempat asal ke tempat tujuan yang telah
ditetapkan. Pemindahan material dalam hal ini adalah bagaimana cara yang terbaik untuk memindahkan material dari satu tempat proses produksi ke tempat proses produksi yang lain.
Secara garis besar material handling adalah memindahkan bahan dari mobil pengangkut ke gudang bahan mentah, kemudian dipindahkan ke bagian operasi
pertama dan selanjutnya ke tempat operasi yang lain dan akhirnya menuju gudang barang jadi dan diangkut ke mobil pengangkut.
Kegiatan material handling adalah kegiatan yang tidak produktif, karena pada kegiatan ini bahan tidak mendapat perubahan bentuk atau perubahan nilai, sehingga sebenarnya akan mengurangi kegiatan yang tidak efektif dan mencari ongkos material handling terkecil. Menghilangkan transportasi, tidaklah mungkin dilakukan, maka caranya adalah dengan melakukanhand off, yaitu menekan jumlah ongkos yang digunakan untuk biaya transportasi. Menekan jumlah ongkos transportasi dapat dilakukan dengan cara menghapus langkah transportasi, mekanisasi, atau meminimasi jarak.
Di dalam merancang tata letak pabrik, aktifitas pemindahan bahan (material handling) merupakan salah satu hal yang cukup penting untuk diperhatikan dan diperhitungkan. Pentingnya masalah pemindahan bahan ini karena tujuan utama
dari pemindahan bahan berhubungan langsung dengan suatu cakupan yang luas yang berurusan dengan efisiensi produksi menyeluruh.
Secara terperinci tujuan dari pemindahan bahan adalah sebagai berikut: a. Meningkatkan kapasitas.
b. Memperbaiki kondisi kerja.
c. Memperbaiki pelayanan pada konsumen.
e. Mengurangi ongkos.
Salah satu prinsip pemindahan bahan yaitu Prinsip Ukuran Satuan, yang menyatakan bahwa makin besar beban yang dibawa akan makin rendah biaya tiap
satuan yang dipindahkan. Muatan satuan dapat dikatakan sebagai jumlah barang atau bahan onggokan sedemikian rupa disusun atau dibatasi sehingga beban tersebut dapat diambil dan dipindahkan sebagai objek tunggal, yang dapat dipindahkan oleh tangan manusia, maupun oleh alat bantu atau alat angkut pemindahan barang. Aktivitas pemindahan tersebut dapat ditentukan terlebih dahulu dengan memperhatikan aliran bahan yang terjadi dalam suatu operasi.
2.3.1. Ongkos MaterialHandling
Ongkos material handling adalah suatu ongkos yang timbul akibat adanya aktivitas material dari satu mesin ke mesin lain atau dari suatu departemen ke pdepartemen lain yang besarnya ditentukan pada stuan tertentu. Stuannya adalah rupiah per meter gerakan. Faktor-faktor yang mempengaruhi perhitungan ongkos material handling adalah alat angkut yang digunakan, jarak pengangkutan dan cara pengankutannya. Dalam menentukan alat angkut perlu diperhatikan hal-hal sebagai
berikut:
a. Berat material disesuikan dengan daya agkut maksimal alat angkut.
b. Bentuk dan jenis material serta ukuran luasnya yang disesuaikan dengan daya tampung alat angkut.
c. Sifat material, dimana hatrus diperhatikan kemungkinan menggunakan alat angkut khusus.
Tujuan dibuatnya perencanaanmaterial handlingadalah: a. Meningkatkan kapasitas.
b. Memperbaiki kondisi kerja.
c. Memperbaiki pelayanan kepada konsumen.
2.3.2. Alat Angkutmaterial handling
Ada beberapa macam alat angkut yang dapat digunakan dalam melakukan material handling. Penggunaan alat angkut tersebut biasanya disesuaikan dengan kapasitas alat angkut itu sendiri dan kondisi produksi serta lantai produksinya. Alat angkut
yang umum digunakan diperusahaan manufaktur diantaranya Conveyor, Liftruck, Walky Fallet, dan Manusia.
Tiga tahapan dalam melakukanmaterial handling, yaitu:
1. Progresif/sistem orientik yang terdiri dari semua sumber/supply. Yaitu perpindahan barang dari semua sumber dan perpindahan semua barang dalam
pabrik/manufaktur secara diam.
2. Contemporary, yaitu perpindahan barang atau material dari satu tempat ke tempat lain.
3. Convensional, yaitu perpindahan barang dari suatu tempat ke tempat lain secara individual.
2.3.3. Jarak Pengangkutan
Kegiatan awal perhitungan OMH ini merupakan perhitungan tahap pertama, karena
akan dilakukan bagi perhitungan OMH yang merupakan revisi dari perhitungan tahap pertama. Pada perhitungan tahap pertama ini, jarak antar kelompok mesin di asumsikan berdampingan. Selain itu untuk mengoptimalkan jarak antar aktivitas tersebut, maka kelompok mesin atau departemen untuk sementara diasumsikan berbentuk bijur sangkar.
Gambar 2.7. jarak pengangkutan AB=1/2 luas mesin A + ½ luas mesin B
BC= ½ 2 luas mesin B + ½ luas mesin C
a. JarakEuclidean
Jarak Euclidean merupakan jarak yang diukur lurus antara pusat fasilitas satu dengan pusat faslitas lainnya.sistem pengukuran dengan jarakEuclidean sering digunakan karena lebih mudah dimengerti dan mudah digunakan. Contoh
penggunaan dari jarakEuclidean misalnya pada beberapa model conveyor dan juga jaringan transportasi dan distribusi.
Dimana:
Xi = kordinat x pada pusat fasilitas i Yi = kordinat y pada pusat fasilitas i Dij = jarak anatara pusat fasilitas i dan j
b. JarakRectilinear
Sering juga disebut jarak manhatan, merupakan jarak yang diukur mengikuti jalur tegak lurus. Disebut dengan jarak manhattan, mengingat jalan-jalan di kota manhattan yang membentuk garis-garis paralel dan saling tegak lurus antara satu dengan jalan lainnya. Pengukuran dengan jarak Rectilinear sering digunakan karena mudah perhitungannya, mudah dimengerti dan untuk beberapa masalah lebih sesuai misalnya untuk menentukan jarak antara kota, jarak antara fasilitas dimana peralatan pemindahan bahan hanya dapat bergerak
secara lurus. Dengan notasi:
c. Square Euclidean
Sebagaimana namanya Square Euclidean merupakan ukuran jarak dengan mengkuadratkam bobot terbesar suatu jarak antara dua fasilitas yang berdekatan. Relatif untuk beberapa persoalan terutama menyangkut persoalan
d. Aisle
Ukuran jarakaislesangat berbeda dengan ukuran jarak seperti dikemukanan di muka. Aisle akan mengukur jarak total sepanjang lintasan yang dilalui alat pengangkut pemindah bahan. Seperti:
Gambar 2.8. Jarak untukaisle jarak totalnya adalah a+b+c+d+e merupakan jarak untuk aisle.
e. Jarak berdasarkan Luas departemen
Untuk menemukan jarak berdasrkan luas lantai, diperlukan data lintasan yang dilalui oleh setiap komponen dari suatu departemen ke departemen tujuannya.
Sehingga jarak antar depatemen dapat dihitung berdasarkan luas lantai departemen yang dilalui dan departemen tujuan.
2.4.From To chart
From to chartkadang-kadang disebut pula sebagai trip frekuensi chart atautravel chart yaitu suatu teknik konvensional yang umum digunakan untuk perencanaan tata letak pabrik dan pemindahan bahan dalam suatu proses produksi. Teknik ini
sangat berguna untuk kondisi-kondisi dimana item yang mengalir melalui suatu area sepertijob shop,bengkel pemesinan, kantor dan lain-lain.
From to chart (FTC) merupakan penggambaran tentang beberapa total OMH dari suatu bagian aktivitas dalam pabrik menuju pabrik lainnya. Sehingga dari peta ini dapat dilihat ongkos material handling dari dan kemasing-masing departemen secara keseluruhan, mulai dari gudang bahan baku menuju pabrikasi, assembling
Cara pengisisan FTC adalah sebagai berikut:
Perhatikan total ongkos dari tabel OMH, kemudian masukan nilai total ongkos tersebut disesuaikan dengan pengangkiutan bahan dari satu tempat ketempat lainnya.
Jumlah total ongkos setiap baris dan setiap kolom juga total ongkos secara keseluruhan.
2.4.1.OutflowdanInflow
Perhitungan selanjutnya yang akan kita lakukan adalah perhitunganinflow-outflow. Data yang diperlukan diperoleh dari OngkosMaterial Handling(OMH) danFrom To Chart(FTC).
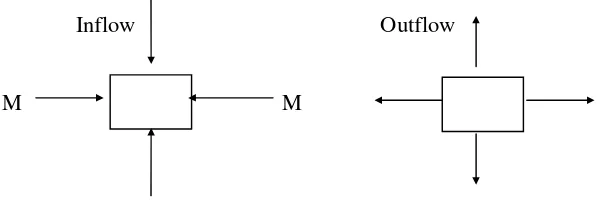
Mengenai arti dariInflow-Outflowdapat didefinisikan dengan gambar berikut:
Inflow Outflow
M M
Gambar 2.9.Inflow-Outflow
Outflowkegunaannya untuk mencari koefisien ongkos yang keluar dari suatu area (M) ke beberapa area lain. Sedang inflow untuk mencari koefisien ongkos yang
Referensi perhitunganOutflow-Inflowyaitu dari OMH dan FTC, yaitu ongkos yang dibutuhkan untukmaterial handlingdari satu mesin ke mesin yang lainnya.
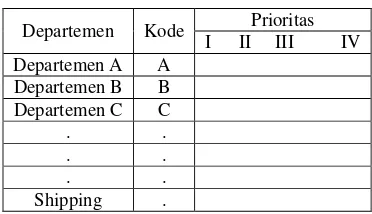
2.4.2. Tabel Skala Prioritas (TSP)
Tabel Skala Prioritas (TSP) adalah suatu tabel yang menggambarkan urutan prioritas antara departemen atau mesin dalam suatu lintasan ataulayoutpabrik.
TSP didapat dari hasil perhitungan Outflow–Inflow, dimana prioritas diurutkan berdasarkan harga koefisien ongkosnya, yang mana harga koefisien yang terbesar yang akan merupakan prioritas satu dan begitu selanjutnya untuk prioritas dua, tiga dan selanjutnya.
Tujuan dari pembuatan TSP adalah: 1. Untuk meminimumkan ongkos.
2. Memperkecil jarak handling. 3. Mengoptimalkanlayout.
Tabel 2.1. Contoh Tabel Skala Prioritas Departemen Kode Prioritas
I II III IV Departemen A A
Departemen B B Departemen C C
. .
. .
. .
Shipping .
2.5. Activity Relation Diagram(ARD)
Pada saat menyusun ARD ini kemungkinan terjadinya error sangat besar karena kita berangkat dari asumsi bahwa semua departemen berdekatan satu sama lain. Adapun yang dimaksud error disini adalah suatu keadaan dimana mesin-mesin (departemen-departemen) yang mendapat prioritas satu tidak dapat menempati
posisinya untuk saling berdekatan satu sama lain tanpa ada pembatas dari departemen lain. Adapun batas error yang diijinkan dalam penempatan departemen-departemen tersebut (pembuatan ARD) adalah maksimal dua buah
error.
2.6. Area Allocation Diagram(AAD)
Area Allocation Diagram (AAD) merupakan kelanjutan dari ARD dimana dalam ARD diketahui kesimpulan dari tingkat kepentingan antar aktivitas. Maka dengan demikian berarti bahwa ada sebagian aktivitas harus dekat dengan aktivitas yang lainnya dan juga sebaliknya. Sehingga dapat dikatakan bahwa hubungan antar aktivitas mempengaruhi tingkat kedekatan antar tata letak aktivitas tersebut. Kedekatan tata letak aktivitas tersebut dapat dilihat dalamArea Allocation Diagram
(AAD).
Area Allocation Diagram ini merupakan lanjutan penganalisisan tata letak setelah
Activity Relationship Chart danActivity Relation Diagram, maka dapat dibuat area
AllocationDiagramnya.
Area Allocation Diagram (AAD) merupakan template secara global, informasi yang dapat dilihat hanya pemanfaatan area saja, sedangkan gambar visualisasinya secara lengkap dapat dilihat pada template yang merupakan hasil akhir dari
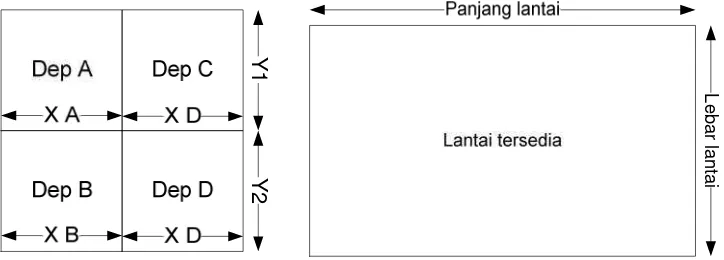
Y
Gambar 2.10 ARD dan luas lantai tersedia Setelah menentukan Y dan X masing-masing departemen, maka:
Y1
Template merupakan suatu gambaran yang lebih jelas dari tata letak pabrik yang akan dibuat dan merupakan gambaran detail dariArea Allocation Diagram (AAD) yang telah dibuat. Informasi yang dapat dilihat pada template adalah sebagai berikut:
1. Tata letak kantor dan peralatannya.
2. Tata letak pelayanan yang ada di pabrik, seperti: Mushola
Jalan
Tempat parkir kendaraan bermotor
Pelayanan kesehatan
3. Tata letak bagian produksi, misalnya:
Receiving
Pabrikasi
Assembling
Shipping
4. Aliran setiap material, mulai darireceivinghinggashipping.
5. Distribusi material terhadap setiap mesin sesuai dengan jumlah mesin yang dibutuhkan.
Ada beberapa bentuk pola aliran yang terdapat pada tata letak fasilitas suatu pabrik,
yang sangat bergantung dari macam produk yang dihasilkannya. Beberapa bentuk pola aliran tersebut adalah:
Aliran setiap material, mulai dariReceivingsampaiShipping. adapun pola aliran material dapat dilihat pada gambar di halaman berikut:
1. Pola aliran garis lurus digunakan untuk proses produksi yang pendek dan
sederhana.
2. Pola aliran bentuk L. Pola ini hampir sama dengan pola garis lurus, hanya saja pola ini digunakan untuk mengakomodasi jika pola aliran garis lurus tidak bisa digunakan dan biaya bangunan terlalu mahal jika menggunakan pola aliran garis lurus.
3. Pola aliran bentuk U. Pola ini digunakan jika aliran masukmaterial dan aliran keluarnya produk pada lokasi yang relatif sama.
4. Pola aliran bentuk O. Pola ini digunakan jika keluar masuknya material dan produk pada satu tempat/satu pintu. Kondisi ini memudahkan dalam pengawasan keluar masuknya barang.
Gambar 2.11 pola aliran umum
Apabila luas tanah yang ada atau tersedia dibatasi atau terbatas maka sebagai pemecahan masalah tersebut adalah dengan mengefisiensikan luas tanah yang tersedia untuk pemanfaatan penempatan fasilitas, produksi dan perkantoran.
Adanya pemisahan lantai antara bagian perkantoran dan produksi merupakan jalan keluar yang terbaik, yaitu dengan mengikuti syarat-syarat sebagai berikut:
1. Untuk template dengan satu lantai (single Floor)
Untuk penempatan tata letak antara bagian produksi, pelayanan (service) dan perkantoran ditempatkan dalam satu lantai jika luas lahan yang tersedia masih mencukupi dan memungkinkan.
2. Untuk template dengan dua lantai atau lebih (Multi Floor)
25 3.1.FlowchartPenelitian
Untuk Memecahkan masalah dilakukan beberapa tahap agar semua tujuan bisa tercapai. Dengan demikian dilakukan tahap-tahap sebagai berikut:
3.2. Langkah-Langkah Pemecahan Masalah 1. Pengamatan diperusahaan
Pengamatan dilakukan langsung dengan mendatangi pabrik PT. PLN J&P Unit Produksi Bandung.
2. Perumusan Masalah
Melakukan penelitian menggunakan literature buku serta sumber bahan lainnya yang berhubungan dengan perancangan tata letak fasilitas.
3. Pengumpulan Data
Pengumpulan data dilakukan dengan:
a. Melakukan wawancara langsung dengan pimpinan lantai produksi dalam
pembuatan Lave Lane Connector. b. Observasi di lantai produksi 4. Pengolahan Data
Pengolahan data menggunakan urutan proses sebagai berikut: a. Menghitung jarak awal.
b. Menghitung OMH (ongkos material Handling) awal. c. Menghitung outflow dan TSP (tabel skala priotas) awal. d. Menentukan ARD (activity relation diagram).
e. Menentukan AAD (area allocation diagram). f. Menentukan Layout lantai produksi usulan. g. Menghitung jarak usulan.
h. Menghitung OMH (ongkos material Handling) usulan. 5. Analisis
Menganalisis hasil Penempatan mesin pabrikasi. 6. Kesimpulan
28 4.1. Pengumpulan Data
4.1.1. Pengumpulan Data Umum
Sejarah Singkat PT. PLN (PERSERO) J&P Unit Produksi Bandung
Sebelum proklamasi
Kelistrikan di Indonesia dimulai pada abad ke IX, pada saat beberapa perusahaan Belanda, antara lain pabrik gula dan pabrik teh mendirikan pembangkit tenaga
listrik untuk keperluan sendiri. Kelistrikan untuk kemanfaatan umum mulai ada pada saat perusahaan Belanda yaitu NV Nign yang semula bergerak di bidang gas, memperluas usahanya di bidang listrik untuk kemanfaatan umum.
Perusahaan Umum Listrik Negara atau PLN Distribusi Jawa Barat, didirikan kira-kira pada tahun 1914 oleh para pengusaha Belanda pada waktu itu dengan nama
Games Gafelek Elektrik Bandoeng Bedrif And On Streken (GEBEO). Untuk melayani segala kebutuhan yang menyangkut alat-alat perlengkapan dan perbaikan-perbaikan kepentingan GEBEO, maka para pengusaha Belanda pada waktu itu mendirikan sebuah bengkel yang berlokasi di jalan Dayeuh Kolot pada tahun 1917 dengan namaDient Voor Water Kracht And Electricteitswezen(W.E).
Sehubungan dengan kebutuhan GEBEO semakin hari semakin bertambah, baik mengenai alat-alat perlengkapan perbaikan, dan kebutuhan-kebutuhan lainnya
maka pada tahun 1930 para pengusaha Belanda mendirikan lagi sebuah Bengkel yang berlokasi di jalan Kebon Waru Bandung dengan namaWerkplateGEBEO.
Pada tahun 1934 Departemen Pemerintah Belanda yaitu Veer And Waterstat
mengambil alih, perubahan nama menjadi Elektricittswezen yang kemudian berganti lagi dengan namaLandwaterkracht Bedrijf Bandoeng She Hoogvlate (L. W. B), sedangkan Bengkel yang ada di Jalan Kebon Waru tidak mengalami
Hari Listrik dan Gas. Hari tersebut diperingati untuk pertama kalinya pada tanggal 21 Oktober 1946, bertempat di gedung Badan Komite Nasional Pusat (BPKNIP),
Yogyakarta. Penetapan secara resmi tanggal 27 Oktober 1945 sebagai Hari Listrik dan Gas berdasarkan Keputusan Menteri Pekerjaan Umum dan Tenaga Listrik No. 235/KPTS/1975, tanggal 30 September 1975. Peringatan Hari Listrik dan Gas kemudian digabung dengan Hari Kebaktian Pekerjaan Umum dan Tenaga Listrik yang jatuh pada tanggal 3 Desember.
Sejak masa penjajahan Belanda sampai permulaan tahun 1942, di Indonesia telah dikenal suatu badan atau perusahaan yang menyediakan tenaga listrik, baik milik pemerintah, daerah otonom (gemente), swasta maupun gabungan antara pemerintah dan swasta.
Setelah Proklamasi Kemerdekaan
Setelah proklamasi Kemerdekaan Republik Indonesia tanggal 17 Agustus 1945, di Indonesia mengalami periode perjuangan fisik sampai tibanya saat penyerangan kedaulatan RI dari pemerintah Hindia Belanda. Tahun 1957 merupakan titik tolak dan awal pengolahan dan penguasaan kelistrikan di seluruh Indonesia yang dikuasai oleh Pemerintah Republik Indonesia, karena pada tahun tersebut dimulai adanya Nasionalisasi Perusahaan Asing di Indonesia.
Pada tanggal 27 Desember 1957 GEBEO diambil alih oleh Pemerintah RI yang dikukuhkan dengan Peraturan Pemerintah No. 86 tahun 1958, Peraturan Pemerintah No. 18 tahun 1959 tentang Penentuan Perusahaan Listrik dan Gas milik Belanda yang pada tahun 1961 berdasarkan Peraturan Pemerintah No. 67 tahun 1961 dibentuk Badan Pimpinan Umum Perusahaan Listrik Negara (BPU-PLN), sebagai wadah kesatuan pimpinan PLN.
Kemudian istilah PLN Bandung diganti dengan nama PLN Eksploitasi XI sebagai
Berdasarkan Peraturan Menteri PUTI No. 013/PRT/1957 tanggal 8 September
1975 tentang Organisasi dan Tata Kerja Perusahaan Umum Listrik Negara, maka PLN mengadakan reorganisasi menyangkut nama, tugas, dan wilayah kerja daerah. Kemudian berdasarkan pengumuman PLN Eksploitasi XI diubah namanya menjadi Perusahaan Umum Listrik Negara Distribusi Jawa Barat.
Dengan adanya Peraturan Pemerintah Republik Indonesia No. 23 tahun 1994,
tanggal 16 Juni 1994 tentang pengalihan bentuk Perusahaan Umum Listrik Negara Distribusi Jawa Barat menjadi Perusahaan Perseroan (PERSERO) dengan sebutan PT. PLN (Persero) Distribusi Jawa Barat, sejak tanggal 30 Juli 1994 sesuai akte pendirian.
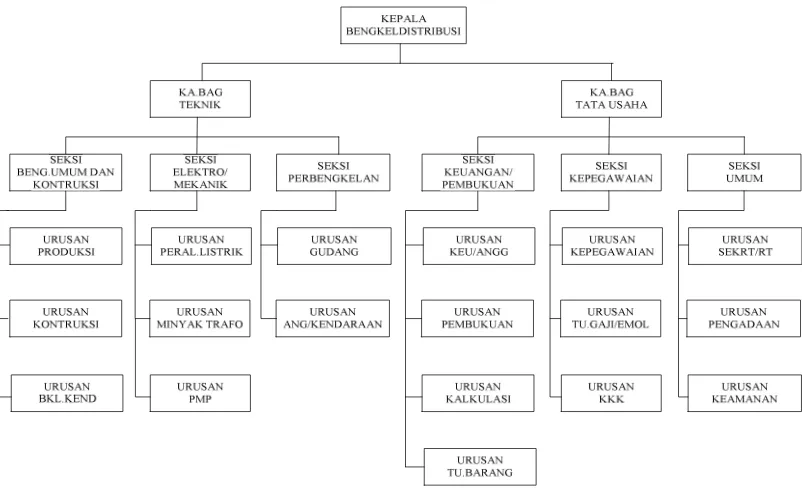
Struktur Organisasi
Susunan Organisasi PT. PLN (Persero) Jasa dan Produksi (J&P) Unit Produksi Bandung adalah sistem Fungsional Garis.Manager merupakan pimpinan tertinggi membawahi Asisten Manager. Asisten Manager membawahi Supervisor, dan Supervisor membawahi Koordinator.
Untuk membantu mengelola kelancaran perusahaan, Manager Unit Produksi Bandung dibantu oleh 3 Asistan Manager dan masing-masing Asistan Manager
- Bidang Teknik
Asisten Manager Bidang Teknik membawah:
a. Supervisor Pemasaran dan Niaga
b. Supervisor Perencanaan dan Pengendalian ProduksiI c. Supeervisor Perbekalan
Supervisor Pemasaran dan Niaga membawahi: a. Juru Utama Pemasaran
b. Juru Utama Niaga
Supervisor Perencanaan dan Pengendalian Produksi membawahi: a. ATMU Perencanaan produksi
b. Juru Utama Pengendalian Produksi c. Juru Utama Biaya Produksi
d. Juru Gambar
a. Supervisor Elektrikal b. Supervisor Penyaringan
c. Supervisor Peneraan dan Laboratorium Supervisor Elektrikal membawahi:
a. TU Uji Trafo b. TU Perbaikan Trafo c. TU Mekanikal / Konstruksi d. Teknisi Perakitan Trafo
e. Teknisi Mekanikal/Konstruksi f. Supervisor Penyaringan g. TU Treatment minyak Trafo h. Teknisi Treatment minyak Trafo
Supervisor Peneraan dan Laboratorium membawahi: a. TU Rekondisi APP Kwh meter dan segel b. Teknisi Rekondisi APP Kwh meter dan segel c. Teknisi Lab pengujian minyak trafo
- Bagian Administrasi Dan Keuangan
Asisten Manager bidang. Administrasi dan Keuangan membawahi: a. Supervisor Anggaran Dan Keuangan
b. Supervisor Akuntansi c. Supervisor Personalia d. Supervisor Umum
Supervisor Anggaran dan Keuangan membawahi: a. JU Anggaran Keuangan
b. JU Pengendalian Keuangan c. Juru TU Keuangan
Supervisor Akuntansi membawahi: a. JU Akuntansi Umum
b. JU Fasilitas kantor dan Kendaraan c. Juru TU Pengadaan
d. Juru Rumah Tangga dan Umum
Uraian Tugas ( Job Description )
Kedudukan PT. PLN (Persero) Jasa dan Produksi (J&P) Unit Produksi Bandung adalah sebagai salah satu unit dari PT. PLN (Persero) Unit Bisnis Jasa Perbengkelan yang dalam melaksanakan tugasnya memproduksi, memelihara dan
memperbaiki peralatan-peralatan listrik milik PT. PLN (Persero) Distribusi Jawa Barat, serta memenuhi segala kebutuhan diluar PT. PLN (persero) Distribusi Jawa Barat.
Pembagaian tugas (Job Description) sudah didefinisikan sampai level bagian dan proses-proses manajemen yang menjadi tanggung jawab masing-masing bagian
tersebut.
Pembagian tugas tersebut dibagi menjadi beberapa bagian diantaranya Manager Unit Produksi, tugasnya adalah mengatur dan bertanggung jawab kepada seluruh kegiatan yang ada di PT.PLN (Persero ) J&P Unit Produksi Bandung
- Bagian Teknik
a. Supervisor Pemasaran dan Niaga bertugas mengelola kegiatan pemasaran dan
menjual jasa, baik untuk PLN maupun Non PLN.
b. Supervisor Perencanaan dan Pengendalian Produksi berrtugas melaksanakan rancang bangun, perancanaan dan pengendalian proses dan mutu produk serta mengadakan penelitian dan pengembangan produk.
c. Supervisor Perbekalan
d. Juru Utama Perbekalan dan logistik
1. Melaksankan penerimaan dan pengeluaran barang-barang sesuai dengan ketentuan yang berlaku.
4. Menyiapkan data untuk bahan laporan.
5. Dalampelaksanaannya bekerja sama dengan semua seksi.
e. Urusan Pemeliharaan Mesin Pembangkit
1. Melaksankan penerimaan dan pengeluaran barang-barang sesuai dengan ketentuan yang berlaku.
2. Melaksankan penatan dan pengamatan barang-barang gudang.
3. Memberikan informasi mengenai keadaan persedian barang kebagian Teknik.
4. Menyiapkan data untuk bahan laporan.
5. Dalampelaksanaannya bekerja sama dengan semua seksi.
- Bagian Produksi a. Teknis Utama Uji Trafo
1. Melaksankan penerimaan dan pengeluaran barang-barang sesuai dengan ketentuan yang berlaku.
2. Melaksankan penatan dan pengamatan barang-barang gudang.
3. Memberikan informasi mengenai keadaan persedian barang kebagian Teknik.
4. Menyiapkan data untuk bahan laporan.
5. Dalam pelaksanaannya bekerja sama dengan semua seksi. b. Teknis Utama Mekanikal/Konstruksi
1. Melaksankan Perintah kerja yang bersifat pembuatan atau perbaikan barang-barang untuk keperluan teknik, serta mengdakan pengujiannya dan
membuat laporan pertanggungjawaban administrasi.
2. Merencanakan keprluan bahan untuk keperluan urusannya guna keprluan pengadaan.
3. Melaksankan pencatatan dan pengawasan seluruh aktiva inventaris yang ada urusannya guna keprluan pengadaan.
pengujian dalam system kartu.
2. Mengerjakan penyaringan dan pengolahan minyak trafo di cabang
berdasarkan jadwal dan melaksanakan pencatatan hasil pengujian dan sistem kartu serta malakukan penyaringan minyak atas pihak ke tiga
3. Menyusun pengajuan kebutuhan minyak trafo untuk penyadiaan secara periodik
d. Supervisor peneraan dan laboratorium mempunyai tugas peneraan kwh meter.
- Bagian Administrasi Dan Keuangan
a. Supervisor Anggaran dan Keuangan mempunyai tugas melaksanakan pengelolaan anggaran pendapatan dan belanja, mengelola keuangan dan akuntanso serta keselamatan kerja .
b. Juru utama Anggaran dan Keuangan mempunyai tugas: 1. penyiapan rencana kerja dan anggaran
2. pengelolaan dana dan daur kas
3. pemantauan anggaran belanja dan pendapatan unit produksi
4. pencatatan pajak perusahaan
c. Juru Utama Akuntansi Umum mempunyai tugas:
1. menginput data transaksi – transaksi yang sumber datanya bersumber dari akuntansi biaya, TUB dan aktiva tetap
2. menyiapkan data yang diperlukan mengenai bidangnya untuk bahan laporan.
3. membuat laporan keuangan harian, bulanan dan tahunan untuk diserahkan
kepada PLN pusat.
4. menganalisa tentang perkembangan perusahaan ssehingga dapat memberikan masukan dalam manajemen.
d. Supervisor Personalia mempunyai tugas mengawasi pelaksanaan administrasi kepegawaian, kesekretariatan dan rumah tangga serta penggajian
e. Juru Kesejahteraan
4. Pelaksanaan tungasnya bekerja sama dengan Urusan Tata Usaha Barang, Urusan kepegawaian dang anggaran, Urusan Gajih/Upag dan Emolumen,
Urusan Pembukuan dan Adminstrasi Aktiva tetap, Bagian Teknik. f. Juru Rumah tangga dan Umum
1. Memeriksa mengawasi pengiriman dan penyimpanan surat.
2. Memeriksa dan meregistrsi ulang surat dinas serta mengatur peredarannya. 3. Matur dan mengurus arsip korepondensi umum.
4. Mengatur akomodasi petugas dan tamu.
5. Merencanakan alat tulis kantor (ATK). g. Juru TU Pengadaan mempunyai tugas:
1. Membuat rencana perbekalan
2. Memeriksa dan meneliti kualitas serta kuantitas barang yang diterima digudang.
3. melaksanakan pengadaan kebutuhan bahan atau peralatan kerja bengkel unit produksi
h. Juru utama Kesekretariatan mempunyai tugas:
1. Memeriksa, mengatur dan mengawasi pengiriman dan penyimpanan surat –surat dengan tertib dan teratur.
2. Menerima pengadaan registrasi surat–surat
3. Mengatur dan melaksanakan penomoran surat – surat perizinan akte atau sertifikat tanah dan bangunan serta menyiapkan dokumen penting yang berhubungan dengan masalah agraris.
4. Merencanakan kebutuhan alat tulis
Kedudukan, Tugas Pokok, dan Fungsi
PT. PLN (Persero) Distribusi Jawa Barat dan Banten adalah perusahaan yang bergerak di bidang ketenagalistrikan. Jasa yang ditawarkan untuk memudahkan atau meningkatkan mutu:
a. Peningkatan pelayanan permintaan penyambungan baru dan penambahan
b. Peningkatan pelayanan pembayaran rekening listrik dengan dikembangkan pembayaran melalui payment point selain dengan giralisasi. Yaitu dengan
cara transfer dari rekening bank pelanggan ke rekening Bank PT. PLN (Persero) dengan waktu 24 jam.
Visi :
Visi PT. PLN (Persero) Distribusi Jawa Barat dan Banten adalah menjadi perusahaan kelas dunia yang tumbuh berkembang, unggul dan terpercaya, dengan bertumpu pada potensi insani.
Misi :
Misi PT. PLN (Persero) Distribusi Jawa Barat dan Banten adalah sebagai berikut :
a. Melakukan bisnis kelistrikan dan bidang usaha terkait yang berorientasi kepada kepuasan pelanggan, anggota perusahaan, dan pemegang saham. b. Menjadikan tenaga listrik sebagai media untuk meningkatkan kualitas
kehidupan masyarakat.
c. Mengupayakan agar tenaga listrik menjadi pendorong kegiatan ekonomi.
d. Menjalankan kegiatan usaha yang berwawasan lingkungan.
Selain harus mempunyai visi dan misi, perusahaan pun harus memiliki nilai-nilai sebagai budaya perusahaan sehingga seluruh organisasi mampu menciptakan nilai bersama sesuai dengan visi dan misi perusahaan. Berikut nilai-nilai PT. PLN (Persero) Distribusi Jawa Barat dan Banten: percaya, peduli, sadar biaya, peka/tanggap, terbuka, integritas, pembelajaran.
bergerak dalam ketenaga litrukan yang bertugas menyediakan tenaga listrik dan pelayanan ketenaga listrikan kepada masyarakat. Disamping itu PT. PLN (Persero) J&P Unit Produksi Bandung mempunyai misi:
a. Mengutamakan tingkat keuntungan yang wajar. b. Meningkatkan tingkat rasio elektrifikasi.
c. Menyediakan tenaga listrik bagi pelanggan pedesaan dan daerah terpencil. d. Mendukung program pemerintah dengan mengutamakan pengguna jasa
dan produksi dalam negeri, meningkatkan kepedulian terhadap lingkungan
hidup serta mengupayakan konservasi dan diservikasi energi.
Dalam mendukung tugas PT. PLN (Persero) J&P Unit Produksi Bandung mempunyai tugas perbengkelan dan pemeliharaan alat-alat listrik baik itu milik PLN (Cabang-cabang) maupun milik Non PLN. Adapun pelayanan atau produksi yang bisa dikerjakan oleh PT. PLN (persero) Jasa dan Produksi Unit Produksi
Bandung sebagai berikut: a. Perbaikan Trafo. b. Pengetesan Minyak. c. Penyaringan Minyak Trafo.
d. Pengetesan trafo baru/bekas (Certificate). e. Pembuatan tiang PJU/ Tiang besi.
f. Peneraan Kwh Meter.
produksi di PT. PLN(Persero) J&P Unit Produksi Bandung. Data yang telah di kumpulakan adalah:
4.1.3. Jenis Mesin Yang digunakan
Mesin yang digunakan di PT. PLN(Persero) Unit Produksi Bandung merupakan mesin yang tegolong canggih, mesin yang digunakan ada 9 macam yaitu:
Tabel 4.1. Jenis mesin pada PT. PLN(Persero) J&P Unit Produksi Bandung.
no Jenis mesin Jumlah Mesin
(set)
Dimensi mesin
P(m) L(m)
1 Timbangan 1 1 0.5
2 Tungku 2 1.85 1.45
3 Dais matres(cetak) 1 0.6 2.45
4 Gerinda 3 0.45 0.65
5 Bor 8 0.25 0.45
6 Taf 1 0.65 0.45
7 Ragum 6 0.55 0.25
8 Boit basting 1 2.55 3.65
9 Meja 2 1.5 1.5
4.1.4. Jenis Bahan Baku yang digunakan
Bahan Baku yang digunakan di PT. PLN(Persero) J&P Unit Produksi Bandung adalah bahan baku yang berkualitas, jenis bahan yang digunakan yaitu:
Tabel 4.2. Jenis Bahan baku utama di PT. PLN(Persero) J&P Unit Produksi Bandung.
No Nama Bahan Baku Ukuran Pakai
minggu mempunyai 5 hari kerja, hal ini dilakukan agar tercapainya permintaan konsumen.
1 hari = 7.5 jam kerja.
Hari kerja 1 minggu = 5 hari.
Hari kerja 1 bulan = 25 hari.
Hari kerja 1 tahun = 300 hari.
Tabel 4.3. Data Hari Kerja di PT. PLN(Persero) J&P Unit Produksi Bandung.
Hari Jam Kerja Jam Istirahat Jumlah Jam
Kerja Senin - Jumat 08.00–16.30 WIB 12.00–13.00 WIB 7.5 jam
4.1.6. Data Permintaan Lave Lane Connector 2008 sampai 2009 Tabel 4.4. Permintaan periode 2008 sampai 2009.
Bulan Tahun 2008 (Buah) Tahun 2009 (Buah)
Januari 15.000 6.500
Februari 7.550 11.450
Maret 5.250 8.500
April 10.650 1.500
Mei 4.800 7.350
Juni 7.650 15.550
Juli 11.000 1.500
Agustus 3.550 10.700
September 8.550 12.500
Oktober 9.300 9.500
November 12.100 5.250
desember 9.500 7.600
4.1.7. Ongkos Perpindahan Material
Ongkos Perpidahan Material merupakan salah satu jenis transportasi yang
Maka ongkos perpindahan material menggunakan tenaga manusia adalah sebesar:
- Frekuensi/hari adalah jumlah berapa kali angkut per hari dalam proses yang
sama
Bahan baku = 120 kg/hari
Bahan baku yang digunakan ada 2 jenis Almunium = 95 kg/hari
Tembaga = 25 kg/hari
- Jika kapasistas angkut untuk manusia adalah 15 Kg, maka:
- kali per hari
- kali per hari
- kali per hari
menjelaskanm setiap operasi yang terjadi dalam proses manufakturing adapun peta proses operasi yang didapat:
Ukuran jarak aisle mengukur jarak sepanjang lintasan yang dilalui alat pengangkut pemindah bahan. Aisle distance pertama kali diaplikasikan pada masalah tata letak dari proses manufaktur.
Tabel 4.5. Jarak dari mesin ke mesin dengan metodeAisle
Dari Ke
Jarak
Rata-Rata Jarak
1 2 3 4 5 6 7 8
receiving timbangan 4.34 4.34
receiving meja 6.78 9.14 7.96
timbangan tungku 11 13.02 12.01
tungku dais matres 4.99 4.55
dais matres gerinda 9.50 10.10 10.19 9.93
gerinda bor 14.4 14.2 14.1 13.9 13.7 13.5 13.32 13.2 13.79
bor taf 3.18 3.18
taf ragum 3.42 3.6 3.8 4.2 4.3 4.5 3.97
ragum bolf basting 8.56 8.56
bolf basting meja 5.5 5.8 5.65
meja shipping 8.25 8.25
Contoh perhitungan Menentukan jarak antar departemenReceivingke departemen Meja:
Dari Ke Nama Komponen Frekuensi/hari Alat Angkut Ongkos Jarak Total Ongkos
Alumunium Body (O-1) 3 Manusia 5.34 4.34 69.527
Alumunium Penjepit
(O-9) 2 Manusia 5.34 4.34 46.351
Alumunium Lidah
(O-17) 2 Manusia 5.34 4.34 46.351
Tembaga cincin (O-25) 2 Manusia 5.34 4.34 46.351
ASSEMBLING
Meja Baut dan Ring 1 Manusia 5.34 7.96 42.506
PABRIKASI PABRIKASI
Timbangan Tungku Melting
Alumunium Body (O-2) 3 Manusia 5.34 12.01 192.400
Alumunium Penjepit
(O-10) 2 Manusia 5.34 12.01 128.267
Alumunium Lidah
(O-18) 2 Manusia 5.34 12.01 128.267
Tembaga cincin (O-26) 2 Manusia 5.34 12.01 128.267
Tungku Melting M. Dais Matres
Alumunium Body (O-3) 3 Manusia 5.34 4.99 79.940
Alumunium Penjepit
(O-11) 2 Manusia 5.34 4.99 53.293
Alumunium Lidah
(O-19) 2 Manusia 5.34 4.99 53.293
M. Dais Matres M. Gerinda
Alumunium Lidah
(O-20) 2 Manusia 5.34 9.93 106.052
Tembaga cincin (O-28) 2 Manusia 5.34 9.93 106.052
M. Gerinda M.Bor
Alumunium Body (O-5) 3 Manusia 5.34 13.79 220.916
Alumunium Penjepit
(O-13) 2 Manusia 5.34 13.79 147.277
Alumunium Lidah
(O-21) 2 Manusia 5.34 13.79 147.277
Tembaga cincin (O-29) 2 Manusia 5.34 13.79 147.277
M.Bor M.Taf
Alumunium Body (O-6) 3 Manusia 5.34 3.18 50.944
Alumunium Penjepit
(O-14) 2 Manusia 5.34 3.18 33.962
Alumunium Lidah
(O-22) 2 Manusia 5.34 3.18 33.962
Tembaga cincin (O-30) 2 Manusia 5.34 3.18 33.962
M.Taf Ragum
Alumunium Body (O-7) 3 Manusia 5.34 3.97 63.599
Alumunium Penjepit
(O-15) 2 Manusia 5.34 3.97 42.400
Alumunium Lidah
(O-23) 2 Manusia 5.34 3.97 42.400
Tembaga cincin (O-31) 2 Manusia 5.34 3.97 42.400
Ragum M. Bolf Basting
Alumunium Body (O-8) 3 Manusia 5.34 8.56 137.131
Alumunium Penjepit
PABRIKASI ASSEMBLING
M. Bolf Basting Meja
Perakitan Ass 1+Ass 2+Ass 3 + Baut dan Ring (O-33)
9 Manusia 5.34 5.65 271.539
Pemeriksaan (I-1) 9 Manusia 5.34 5.65 271.539
ASSEMBLING SHIPPING
Meja Shipping LLC 9 Manusia 5.34 8.25 396.495
Total Ongkos Produksi (Rp) 3902.686
4.2.3.From To Chart, Out FlowDan Skala Prioritas Awal 4.2.3.1.From To Chart
Untuk dapat menentukan prioritas kedekatan setiap stasiun pada tabel skala prioritas, harus membuat table from to chart terlebih dahulu, data masukan untuk tabelfrom to chart yaitu besarnya ongkos yang di dapat dari OMH yang berarti besarnya ongkos dari suatu stasiun kerja ke stasiun kerja lainnya pada proses produksi.
Tabel 4.7. From to chart berdasarkan OMH awal
A Receiving 208.580 42.506 251.0
B Timbangan 577.201 442.0
C
Tungku
Melting 239.819 239.8
D
M. Gravity
Casting 477.236 477.2
E M. Gerinda 662.747 662.7
F M. Bor 152.831 152.8
G M.Taf 190.798 190.7
H ragum 411.394 411.3
I M. Bolf Basting 543.078 543.0
J Meja 396.495 396.4
K Shipping
Total 208.580 577.201 239.819 477.236 662.747 152.831 190.798 411.394 585.584 396.495 3767.
4.2.3.2.Out Flow
Tabel 4.8.Out flowawal.
kode
Ke
Receiving Timbangan
Tungku Melting
M. Gravity Casting
M.
Gerinda M. Bor M.Taf Ragum
M. Bolf
Basting Meja Shipping Tota
Dari
A Receiving 0.361 0.074 0.43
B Timbangan 2.407 2.40
C
Tungku
Melting 1.990 1.99
D
M. Gravity
Casting 0.720 0.72
E M. Gerinda 4.336 4.33
F M. Bor 0.801 0.80
G M.Taf 0.464 0.46
H Ragum 0.758 0.75
I M. Bolf Basting 1.370 1.37
J Meja 1.000 1.00
K Shipping
masing-masing stasiun kerja berdasarkan prioritasnya pada tabel skala prioritas.
Tabel 4.9.Skala Prioritas Awal. Tabel Skala Prioritas
Kode Stasiun 1 2
A Receiving B J
B timbangan C
C Tungku Melting D
D M. Dais Matres E
E M. Gerinda F
F M. Bor G
G M.Taf H
H Ragum I
I M. Bolf Basting J
J Meja k
4.2.4.Activity Relation Diagram(ARD)
Dari hasil tabel skala proritas dapat diketahui prioritas kedekatan antara stasiun
kerja dengan stasiun kerja lainnya berdasarkan OMH. Sehingga dapat dibuat ARD.
J
K I H G F
A B C D E
masing-masing departemen berdasarkan ukuran luas lantai dengan cara mencari tinggi dan lebar masing-masing bagian. Agar lebih jelasnya berikut perhiungan
untuk menentukanarea alocation diagram.
Karena departemen meja (J) tidak dihitung, maka perhitungan hanya dilakukan pada 10 kolom departemen.
Gambar 4.5 penentuan panjang X dan Y masing-departemen
Y1 adalah lebar untuk departemen F, G, H, I dan K
Y2 adalah lebar untuk depertemen A, B, C, D dan E
Sedangkan Xnadalah panjang departemenn
Contoh perhitungan penentuan ukuran lay out masing-masing departemen:
Y1 = lebar lantaiPerusahaan
FGHIK
koordinat dan titik pusat masing-masing derpatemen gambar berikut adalah dasar alat bantu untuk menghitung titik koordinat masing-masing derpatemen.
Tabel. 4.10. Titik koordinat masing-masing departemen dari layout usulan
No Nama departemen Titik koordinat Titik pusat
X1 X2 Y1 Y2 X Y
A Receiving 0 1.46 0 5.15 0.73 2.575
B Timbangan 1.46 2.78 0 5.15 2.12 2.575
C Tungku Melting 2.78 13.69 0 5.15 8.235 2.575 D M. Dais Matres 13.69 16.68 0 5.15 15.185 2.575
E M. Gerinda 16.68 19 0 5.15 17.84 2.575
F M. Bor 17.62 19 5.15 12 18.31 8.575
G M.Taf 16.56 17.62 5.15 12 17.09 8.575
H Ragum 15.3 16.56 5.15 12 15.93 8.575
I M. Bolf Basting 1.09 15.3 5.15 12 8.195 8.575
J Meja 6 16.5 12 15 11.25 13.5
K Shipping 0 1.09 5.15 12 0.545 8.575
Contoh perhitungan: DepartemenReceiving
Mencari Titik PusatReceiving( x dan y) X = ( titik koordinat Xa + titik koordinat Xb)/2
= ( 0 + 1.46)/2 = 0.73
Y = ( titik koordinat Ya + titik koordinat Yb)/2 = ( 0 + 5.15)/2 = 2.575
Departemen M. Gerinda
Mencari Titik Pusat M. Gerinda ( x dan y) X = ( titik koordinat Xa + titik koordinat Xb)/2
= ( 16.68 + 19)/2 = 17.84
2 2
1/2 Departemen M. Bor ke departemen M. Taf
2 2
1/2Dari titik koordinat titik pusat masing-masing derpatemen, maka dihitung jarak antar departemen yang hasilnya sebagai berikut:
Tabel. 4.11. Jarak TempuhMaterial Handling
No Dari Ke Jarak
1 Receiving Meja 15.17 2 Receiving Timbangan 1.39 3 Timbangan Tungku Melting 6.12
4 Tungku Melting M. Dais 6.95
5 M. Dais Matres M. Gerinda 2.66
6 M. Gerinda M. Bor 6.02
7 M. Bor M.Taf 1.22
8 M.Taf Ragum 1.16
9 Ragum M. Bolf Basting 7.74
10 M. Bolf Basting Meja 5.80