BAB I
PENDAHULUAN
1.1. Latar Belakang
Sasaran dari perencanaan tata letak fasilitas ialah mendapatkan rancangan susunan atau tata letak fasilitas fisik yang mampu mendukung seluruh kegiatan produksi dalam suatu pabrik secara efisien. Salah satu gejala untuk mengetahui apakah tata letak fasilitas produksi baik atau tidak adalah jarak tempuh dalam pemindahan bahan yang relatif besar. Jika gejala ini ditemukan maka dapat dipastikan bahwa rancangan tata letak perusahaan bersangkutan sedang bermasalah sehingga perlu dilakukan perbaikan (Sukaria Sinulingga, 2008: 194).
PT. Barata Indonesia (Persero) Medan merupakan suatu perusahaan manufaktur peralatan industri. Produk yang diproduksi terbagi menjadi tiga bagian yaitu Hydro Mechanicals, Process Industry, dan Sugar Cane Factory. Produk yang diproduksi di antaranya adalah vertical sterilizer, nut cyclone, feed tank, dan pintu air dimana setiap produk terdiri dari beberapa komponen-komponen penyusun. Tipe produk PT. Barata Indonesia (Persero) Medan adalah Engineering To Order dimana pelanggan menyediakan spesifikasi produk kemudian perusahaan membuat desain hingga produk selesai.
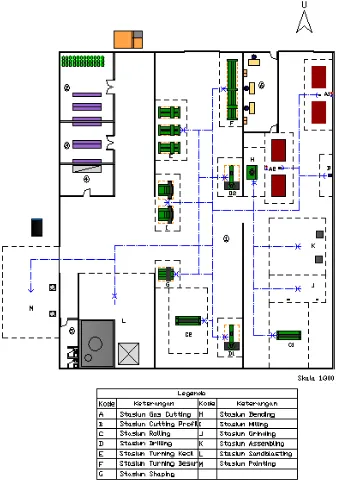
pada tahun 2016 (vertical sterilizer, nut cyclone, feed tank, dan pintu air) yaitu sebesar 8041,6 meter dimana momen perpindahan yang dihasilkan yaitu sebesar 17537,47 meter per tahun. Tata Letak lantai produksi PT. Barata Indonesia (Persero) dapat dilihat pada Gambar 1.1.
Penelitian mengenai perancangan ulang tata letak dengan menggunakan metode Grafik sebelumnya sudah pernah dilakukan oleh Keerthi UR dan Dr. M S Jayamohan (2013) pada sebuah perusahaan pembuatan mobilyang menyebabkan terjadinya penghematan biaya sebesar 15% untuk setiap bus yang diproduksi. Penelitian dengan metode ini juga sudah pernah dilakukan oleh Pinto Wilsten J dan Shayan E (2007) di sebuah perusahaan pembuatan furniture yang menyebabkan terjadinya penurunan momen perpindahan.
Penelitian mengenai perancangan ulang tata letak menggunakan metode Rank Order Clustering (ROC) sebelumnya sudah pernah dilakukan oleh Rajendra Godwa dan Sanjay Kumar (2014) dalam mengimplementasikan cellular manufacturing di sebuah perusahaan penerbangan yang menyebabkan terjadinya penurunan jarak pada delapan kelompok komponen. Penelitian dengan metode ini juga sudah pernah dilakukan oleh S Prakasam dan Abdulla Fajri (2015) pada perusahaan yang memproduksi alat transportasi yang menyebabkan terjadinya penurunan jarak perpindahan sebesar 63,67%.
memperhitungkan ukuran fasilitas seperti metode heuristik lainnya dan lebih efektif karena mempertimbangkan kembali hubungan kedekatan antar stasiun kerja. Metode Rank Order Clustering dipilih karena lebih mudah dalam pengelompokan mesin, efektif, dan efisien dibandingkan dengan metode analisis cluster lainnya.
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan di atas, yang menjadi rumusan permasalahan pada penelitian ini adalah penyusunan stasiun kerja membentuk jarak yang tidak diperlukan yang disebabkan adanya area yang tidak digunakan di antara dua stasiun kerja yang bersebelahan dan penyusunan stasiun kerja juga tidak memperhatikan hubungan proses produksi sehingga mempengaruhi jarak perpindahan bahan. Untuk memecahkan masalah tersebut dilakukan perancangan ulang tata letak lantai produksi dengan menggunakan pendekatan Process Layout dan Group Technology Layout kemudian dilakukan analisa untuk memilih rancangan tata letak lantai produksi usulan terbaik yang menjadi perbaikan tata letak lantai produksi PT. Barata Indonesia (Persero) Medan dimana rancangan yang terpilih adalah yang memiliki momen perpindahan terkecil.
1.3. Tujuan Penelitian
1. Mengetahui momen perpindahan material awal tata letak lantai produksi pada PT. Barata Indonesia (Persero) Medan.
2. Mendapatkan tata letak lantai produksi usulan PT. Barata Indonesia (Persero) Medan dan momen perpindahannya dengan pendekatan Process Layout dan Grup Technology Layout.
3. Memilih tata letak lantai produksi usulan dengan momen perpindahan terkecil sebagai tata letak lantai produksi usulan PT. Barata Indonesia (Persero) Medan.
1.4. Batasan dan Asumsi Penelitian
Adapun batasan dalam penelitian ini adalah :
1. Hanya menghitung momen perpindahan pada lantai produksi PT. Barata Indonesia (Persero) Medan sebagai acuan dalam memilih rancangan tata letak lantai produksi usulan dan tidak dilakukan perhitungan biaya perpindahan bahan dan waktu produksi.
2. Hanya membahas masalah perpindahan bahan pada lantai produksi PT. Barata Indonesia (Persero) Medan dalam kaitannya dengan menentukan momen perpindahan dan tidak dilakukan kelayakan dari segi biaya dan waktu pengimplementasian.
3. Ukuran dan bentuk ruang lantai produksi PT. Barata Indonesia (Persero) Medan tidak mengalami perubahan.
Nut Cyclone, Feed Tank, dan Pintu air dimana produk-produk ini memiliki kesamaan proses produksi dengan produk yang diproduksi pada periode sebelumnya.
5. Pengurutan mesin pada tata letak dengan pendekatan Grup Technology Layout dilakukan dengan metode Hollier II.
Adapun yang menjadi asumsi dalam penelitian ini adalah :
1. Tidak terjadi perubahan proses produksi dan penambahan produk baru pada PT. Barata Indonesia (Persero) Medan selama penelitian berlangsung.
2. Tidak ada penambahan mesin baru pada PT. Barata Indonesia (Persero) Medan selama penelitian berlangsung.
3. Frekuensi perpindahan bahan sebelum dan sesudah dilakukan perbaikan pada PT. Barata Indonesia (Persero) Medan tetap sama.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah: 1. Bagi Peneliti
Meningkatkan keterampilan dalam menerapkan teori dan metode ilmiah yang diperoleh di bangku kuliah untuk memecahkan masalah yang ada di perusahaan serta menambah pengalaman dalam memahami dunia kerja khususnya pada perusahaan manufaktur.
2. Bagi Perusahaan
3. Bagi Departemen Teknik Industri USU
Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri USU dan untuk menambah referensi perpustakaan.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan tugas sarjana ini dibagi menjadi beberapa bab sebagai berikut :
BAB I : PENDAHULUAN
Dalam bab ini dikemukakan mengenai latar belakang masalah, rumusan masalah, tujuan penelitian, batasan dan asumsi penelitian, manfaat penelitian, dan sistematika penulisan tugas sarjana.
BAB II : GAMBARAN UMUM PERUSAHAAN
Bab ini memuat secara ringkas dan padat berbagai atribut dari perusahaan yang menjadi objek studi yaitu sejarah perusahaan, ruang lingkup bidang usaha, sistem pemasaran, organisasi dan manajemen yang terdiri dari struktur organisasi dan pembagian tugas dan tanggung jawab, jumlah tenaga kerja dan jam kerja, serta proses produksi yang terdiri dari standar dan mutu bahan baku, standar dan mutu produk, bahan yang digunakan, dan uraian proses produksi.
BAB III : LANDASAN TEORI
persoalan perusahaan. Landasan teori yang digunakan mengenai tata letak fasilitas, jenis tata letak berdasarkan fasilitas sitem produksi, tipe-tipe tata letak yang terdiri dari pendekatan Process Layout dengan metode Grafik dan pendekatan Group Technology Layout dengan metode Rank Order Clustering, dan permasalahan material handling.
BAB IV : METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai tujuan penelitian meliputi tempat dan waktu penelitian, objek penelitian, jenis penelitian, dan variabel penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini menjelaskan tentang jenis-jenis data, baik data primer maupun data sekunder yang perlu dikumpulkan. Data primer yang dikumpulkan terdiri dari data jenis dan jumlah komponen, data luas mesin dan stasiun kerja, data proses produksi, dan data block layout bagian produksi. Data sekunder yang dikumpulkan terdiri dari data jenis produk dan volume produksi, data jenis dan jumlah mesin, dan data block layout pabrik. Pengolahan data dilakukan dengan menggunakan dua pendekatan yaitu pendekatan Process Layout dengan metode Grafik dan pendekatan Group Technology Layout dengan metode Rank Order Clustering.
BAB VI : ANALISIS PEMECAHAN MASALAH
perpindahan, momen perpindahan, dan rancangan tata letak lantai produksi usulan yang terpilih.
BAB VII : KESIMPULAN DAN SARAN