Informasi Dokumen
- Penulis:
- Djuangga Noer Briezenda
- Pengajar:
- Ir. Handoyo, MT
- Ir. M.Anang F, MMT
- Sekolah: Universitas Pembangunan Nasional "Veteran" Jawa Timur
- Mata Pelajaran: Teknik Industri
- Topik: Perancangan Dan Perakitan Rangka Sepeda Balap Yang Ergonomis
- Tipe: Skripsi
- Tahun: 2011
- Kota: Surabaya
Ringkasan Dokumen
I. PENDAHULUAN
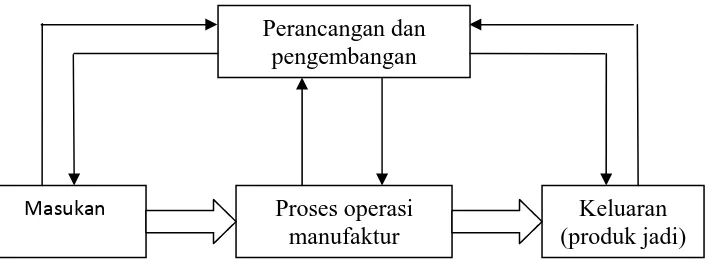
Bagian ini menjelaskan latar belakang pentingnya perancangan rangka sepeda balap yang ergonomis dalam konteks industri yang terus berubah dan kebutuhan konsumen yang meningkat. Penekanan pada efisiensi waktu dan biaya dalam proses perakitan menjadi fokus utama, di mana penelitian ini berusaha untuk mengimplementasikan metode Design for Assembly (DFA) untuk meningkatkan kualitas produk dan mengurangi biaya produksi. Hal ini sangat relevan dengan tujuan pendidikan di bidang Teknik Industri, di mana mahasiswa diharapkan dapat menerapkan teori yang diperoleh dalam konteks praktis.
1.1. Latar Belakang
Latar belakang penelitian ini menyoroti pentingnya inovasi dalam industri sepeda balap untuk memenuhi tuntutan pasar yang dinamis. Dengan menerapkan metode DFA, penelitian ini bertujuan untuk mengurangi waktu perakitan dan biaya, serta meningkatkan ergonomi produk. Hal ini sejalan dengan tujuan pendidikan yang mengedepankan penerapan teori dalam praktik industri.
1.2. Rumusan Masalah
Rumusan masalah yang dikemukakan dalam penelitian ini adalah bagaimana merancang dan merakit rangka sepeda balap yang ergonomis dan efisien. Ini menunjukkan fokus pada pencarian solusi praktis yang dapat diterapkan dalam konteks nyata, yang merupakan aspek penting dalam pendidikan teknik.
1.3. Tujuan Penelitian
Tujuan penelitian ini adalah untuk merancang rangka sepeda balap yang dapat dibongkar pasang secara efisien dan ergonomis. Ini juga mencakup penerapan teori desain produk untuk memenuhi kebutuhan pengguna, yang merupakan hasil belajar yang diharapkan dari mahasiswa teknik industri.
1.4. Batasan Penelitian
Batasan penelitian ini mencakup fokus pada sistem bongkar pasang dan penggunaan teori CAD/CAM, serta analisis waktu assembly berdasarkan metode DFA. Hal ini memberikan kerangka kerja yang jelas bagi mahasiswa untuk memahami ruang lingkup penelitian dan penerapan teori yang relevan.
1.5. Asumsi
Asumsi yang digunakan dalam penelitian ini mencakup kelengkapan mesin dan ketersediaan bahan baku yang baik. Ini menunjukkan pentingnya pemahaman tentang faktor-faktor yang mempengaruhi proses produksi, yang merupakan bagian dari kurikulum pendidikan teknik industri.
1.6. Manfaat Penelitian
Manfaat penelitian ini tidak hanya untuk peneliti tetapi juga bagi perguruan tinggi dan industri. Bagi mahasiswa, penelitian ini memberikan pemahaman praktis tentang desain produk dan penerapan teori. Bagi perguruan tinggi, hasil penelitian ini dapat menjadi referensi untuk studi lebih lanjut dalam bidang desain produk.
1.7. Sistematika Penulisan
Sistematika penulisan memberikan gambaran umum tentang struktur skripsi, memudahkan pembaca untuk mengikuti alur pemikiran penulis. Ini juga mencerminkan pentingnya organisasi dalam penyampaian informasi, yang merupakan keterampilan penting dalam dunia akademik dan profesional.
II. TINJAUAN PUSTAKA
Tinjauan pustaka mencakup teori-teori dasar yang mendasari perancangan produk, termasuk Design for Assembly (DFA). Pengetahuan ini penting untuk memberikan landasan bagi penelitian yang dilakukan, serta membantu mahasiswa memahami bagaimana teori dapat diterapkan dalam konteks nyata.
2.1. Design for Assembly (DFA)
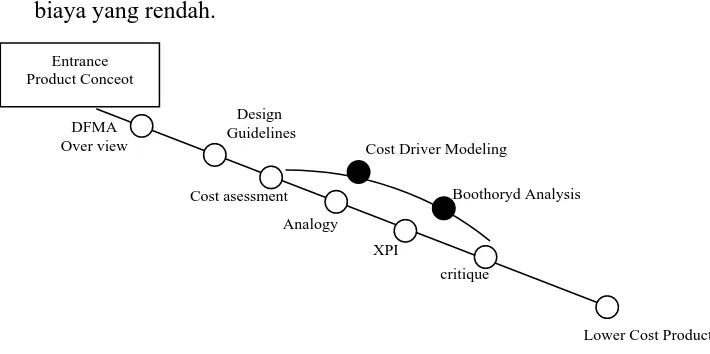
DFA adalah metode yang digunakan untuk merancang produk agar mudah dirakit dan biaya perakitan rendah. Ini menjadi penting dalam pendidikan teknik karena mahasiswa belajar untuk mengidentifikasi dan mengatasi masalah perakitan sejak tahap desain, yang merupakan keterampilan yang sangat dibutuhkan dalam industri.
2.1.1. Langkah-Langkah Pengerjaan DFA
Langkah-langkah dalam DFA mencakup identifikasi komponen, pemilihan komponen assembly, dan analisis efisiensi desain. Pembelajaran tentang langkah-langkah ini memberikan mahasiswa pemahaman praktis mengenai bagaimana merancang produk yang efisien dan efektif.
2.1.2. Hal-Hal yang Perlu Diperhatikan dalam DFA
Hal-hal yang perlu diperhatikan dalam DFA mencakup aksesibilitas dan visibilitas rancangan, serta minimasi jumlah komponen. Ini mengajarkan mahasiswa pentingnya desain yang mempertimbangkan aspek praktis dalam proses perakitan.
2.1.3. Macam-Macam Perakitan
Perakitan dapat dibedakan menjadi manual, otomatis, dan robotic. Memahami perbedaan ini membantu mahasiswa dalam memilih metode perakitan yang tepat berdasarkan kebutuhan produk, yang merupakan bagian penting dari pendidikan teknik industri.
2.2. Panduan Design for Assembly (DFA)
Panduan ini memberikan strategi untuk mengurangi jumlah komponen dan mempermudah proses perakitan. Ini berfungsi sebagai pedoman praktis bagi mahasiswa dalam merancang produk yang efisien dan ekonomis.
2.3. Model Pemilihan Alternatif
Model pemilihan alternatif seperti Electre dan AHP digunakan untuk menilai berbagai opsi desain. Pembelajaran tentang model ini penting untuk mengembangkan keterampilan analisis dan pengambilan keputusan mahasiswa.
III. METODE PENELITIAN
Metode penelitian menjelaskan langkah-langkah yang diambil untuk mencapai tujuan penelitian. Ini mencakup lokasi penelitian, identifikasi komponen, dan analisis data. Memahami metodologi penelitian adalah keterampilan penting bagi mahasiswa dalam mengembangkan proyek penelitian mereka sendiri.
3.1. Lokasi dan Waktu Penelitian
Menentukan lokasi dan waktu penelitian sangat penting untuk memastikan data yang relevan dan akurat. Ini mengajarkan mahasiswa pentingnya perencanaan dalam setiap proyek penelitian.
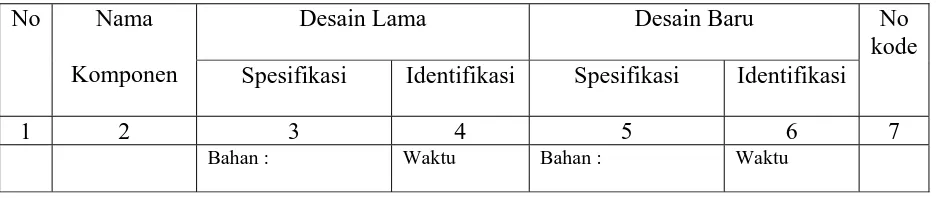
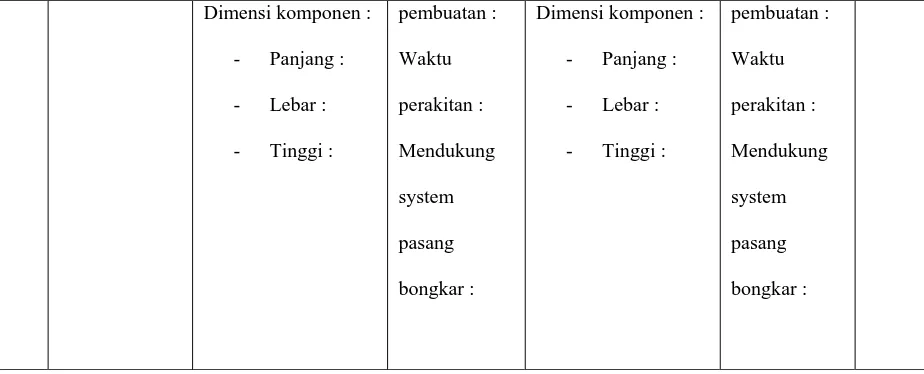
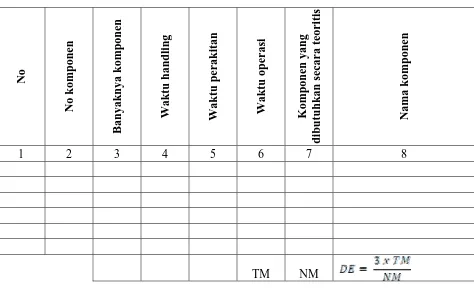
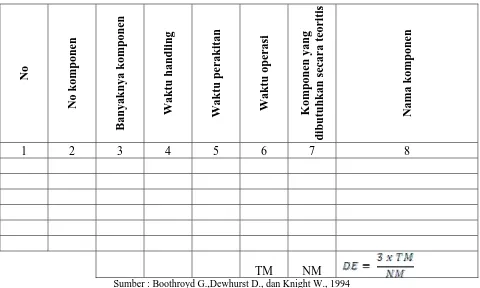
3.2. Identifikasi Masing-Masing Komponen dengan DFA
Identifikasi komponen menggunakan DFA membantu dalam memahami bagaimana setiap bagian berkontribusi pada keseluruhan desain. Ini memberikan wawasan praktis bagi mahasiswa tentang pentingnya analisis komponen dalam desain produk.
3.3. Flowchart
Flowchart digunakan untuk menggambarkan langkah-langkah dalam proses penelitian. Ini membantu mahasiswa dalam memahami alur kerja dan pentingnya visualisasi dalam perencanaan proyek.
IV. HASIL PEMBAHASAN
Hasil pembahasan mencakup analisis data yang dikumpulkan selama penelitian. Bagian ini penting untuk mengevaluasi efektivitas desain yang diusulkan dan memberikan umpan balik untuk perbaikan. Pembelajaran dari analisis ini sangat berharga bagi mahasiswa dalam memahami bagaimana hasil penelitian dapat diterapkan dalam praktik.
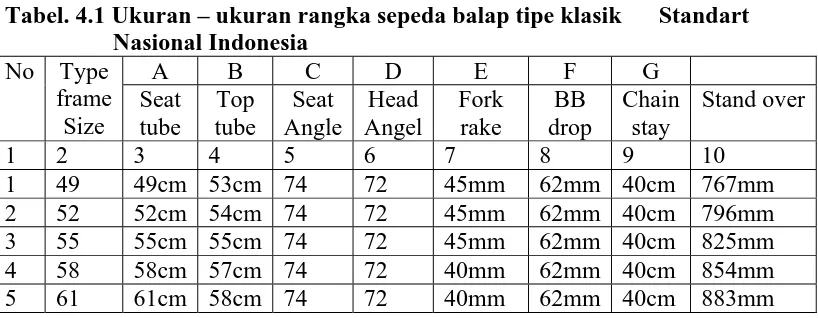
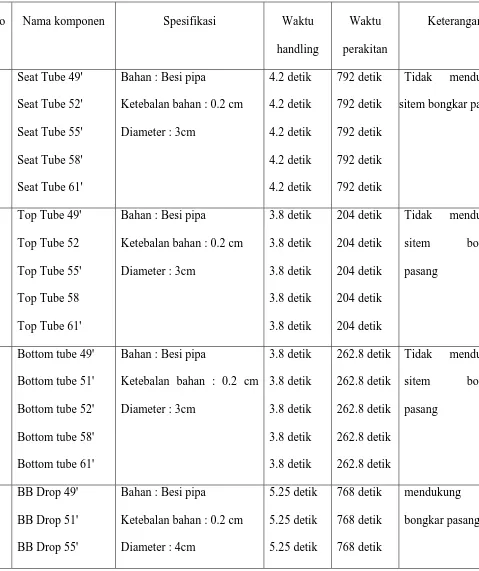
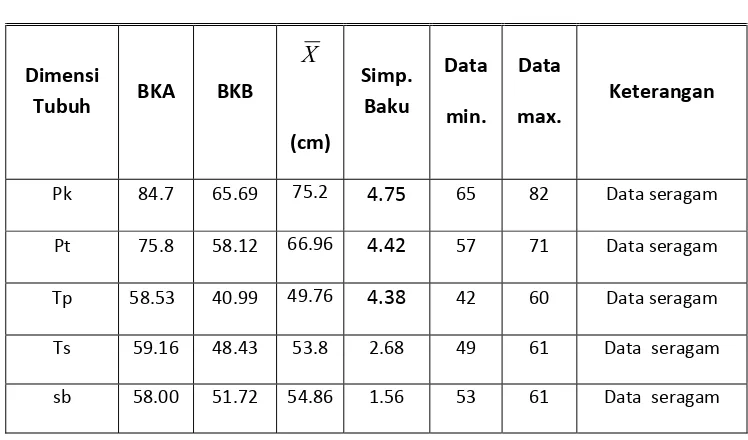
4.1. Pengumpulan Data
Pengumpulan data dilakukan melalui identifikasi komponen dan spesifikasi produk. Ini memberikan mahasiswa pengalaman langsung dalam mengumpulkan dan menganalisis data yang relevan.
4.2. Tahap Pemilihan Komponen Assembly dan Pemilihan Alternatif
Pemilihan komponen assembly dan alternatif dilakukan untuk menentukan desain terbaik. Ini mengajarkan mahasiswa pentingnya evaluasi dan pemilihan dalam proses desain.
4.3. Tahap Simulasi atas Waktu Penyelesaian
Simulasi waktu penyelesaian membantu dalam mengevaluasi efisiensi desain. Ini memberikan mahasiswa pemahaman praktis tentang bagaimana waktu dan biaya dapat dianalisis dalam proses perakitan.
V. KESIMPULAN DAN SARAN
Kesimpulan memberikan ringkasan dari hasil penelitian dan menjawab tujuan yang telah ditetapkan. Bagian ini penting untuk memberikan pemahaman yang jelas tentang hasil yang dicapai dan rekomendasi untuk penelitian selanjutnya. Ini juga mencerminkan keterampilan mahasiswa dalam merangkum dan menyajikan hasil penelitian.
5.1. Kesimpulan
Kesimpulan menyatakan bahwa desain rangka sepeda balap yang ergonomis dan efisien dapat dicapai dengan menerapkan metode DFA. Ini menunjukkan keberhasilan penelitian dalam mencapai tujuan yang ditetapkan.
5.2. Saran
Saran untuk penelitian selanjutnya mencakup eksplorasi lebih lanjut tentang material dan teknologi baru. Ini memberikan mahasiswa wawasan tentang pentingnya inovasi dan penelitian berkelanjutan dalam bidang teknik.
Referensi Dokumen
- Perancangan dan Pengembangan Vaccine Carrier Box Menggunakan Model Design For Assembly (DFA) ( Danardono AS., dkk )
- Pengembangan Sepeda Flexi Dengan Metode DFA ( Adi Kurniawan P. )
- Perencanaan Dan Pengembangan Produk ( Widodo I.D. )
- COMPUTER AIDED MANUFACTURING ( W.J. Fabrycky and J.H. Mize. )
- Menggambar Teknik ( WARREN J.LUZADDER. )