1
ANALISA KEBIJAKAN SISTEM PENGGANTIAN CUTTING TOOL DENGAN METODE RELIABILITY,
AVAILABILITY, MAINTAINABILITY (RAM) DAN MAINTENANCE VALUE STREAM MAPPING (MVSM) DI AREA MACHINING NR CRANKSHAFT
PADA PT. MMN
Irwan Sukendar1), Nurwidiana,2), Mochammad Muyammamun Nafi,3)
1)2)3)Jurusan Teknik Industri Fakultas Teknologi Industri Universitas Islam Sultan Agung Jl. Raya Kaligawe Km 4 Semarang
e-mail: [email protected]1), [email protected]2), muhammadmuyammamun- [email protected]3)
ABSTRAK
PT MMN merupakan sebuah perusahaan otomotif yang memproduksi engine mobil. Permasalahan yang ada yaitu downtime yang diakibatkan oleh penggantian cutting tool cukup tinggi, sehingga perlu dilakukan perbaikan untuk mengurangi bahkan menghilangkan downtime akibat penggantian cutting tool tersebut. Metode yang digunakan adalah reliability, maintainability dan availability (RAM) dan cost of unreliability (COUR) untuk menghitung waktu penggantian cutting tool yang optimum dengan biaya yang terendah dan maintenance value stream mapping (MVSM) untuk meningkatkan efisiensi. Hasil Penelitian ini rata – rata nilai reliability pada MTBF cukup rendah yaitu sebesar 46,95%. Rata – rata availability mencapai target yaitu 95% untuk nilai inherent availability (Ai) sebesar 98,60%, achieved availability (Ai) sebesar 98,64%dan operational availa- bility (Ai) sebesar 94,91% (cutting tool OP030 T1, T2, T3 dan T4 tidak tercapai tingkat availabil- itynya) serta nilai maintainability didapatkan hasil yang sangat rendah yaitu sebesar 5,212%. Hasil perbaikan pada MVSM maka didapatkan nilai VA (MTTR) sebesar 4,05 menit dengan presentase 39,74% atau sama dengan nilai dari presentase efisiensi maintenance. Sedangkan nila NVA (MTTO + MTTY) sebesar 6,14 menit dengan presentase 60,26%. Sehingga nilai future state Mapping yang lebih baik, hal ini dapat dilihat dari pengurangan NVA sebesar 30,02 menit yaitu dari 36,16 menit (90,43%) menjadi 6,14 menit (60,26%) serta naikknya presentase efisiensi perawatan dari 9,57%
menjadi 39,74% atau lebih dari 3 kali efisiensi awal.
Kata Kunci: Buffer Conveyor, Cutting Tool,COUR, MVSM, RAM.
ABSTRACT
PT MMN is an otomotif companies that produce car engine. The problem is that the downtime caused by the replacement of cutting tools is quite high, so improvements need to be made to reduce or even eliminate downtime due to the replacement of the cutting tool. The methods used are relia- bility, maintainability and availability (RAM) and cost of unreliability (COUR) to calculate the op- timum cutting tool replacement time with the lowest cost and maintenance value stream mapping (MVSM) to increase efficiency. The results of this study - the average reliability value on the MTBF is quite low, amounting to 46.95%. Average availability reached the target of 95% for the inherent availability (Ai) of 98.60%, achieved availability (Ai) of 98.64% and operational availability (Ai) of 94.91% (cutting tool OP030 T1, T2 , The availability level T3 and T4 were not achieved) and the value of maintainability obtained very low results in the amount of 5.212. The results of improve- ments to the MVSM obtained VA values (MTTR) of 4.05 minutes with a percentage of 39.74% or equal to the value of the percentage of maintenance efficiency. While NVA tilapia (MTTO + MTTY) was 6.14 minutes with a percentage of 60.26%. So that the value of future state mapping is better, this can be seen from the reduction in NVA by 30.02 minutes, from 36.16 minutes (90.43%) to 6.14 minutes (60.26%) and the increasing percentage of maintenance efficiency from 9.57% to 39.74%
or more than 3 times the initial efficiency.
Keywords: Buffer Conveyor, Cutting Tool,COUR, MVSM, RAM.
2 I. PENDAHULUAN
Sebuah perusahaan otomotif di Jawa Barat, PT MMN, memproduksi engine dari mobil merek X dan Y. Machining section merupakan salah satu bagian yang penting dalam sistem produksi. Dimana machining merupakan proses pembuatan dari raw material (blank ma- terial) yang diproses (turning, milling, endmill, tap dan lain-lain) menjadi produk yang diinginkan (output). Pada machiningsection terdiri dari tiga lini 3SZ, KR dan NR. Dengan cycle time yang lebih cepat, mesin yang otomatis dan akan ditambahnya kapasitas produksi pada lini NR maka pada lini ini perlu dilakukan perbaikan supaya dapat memproduksi sesuai target yang telah ditentukan. Berikut adalah nilai efisiensi pada tiap lini pada ma- chining NR :
TABEL I
EFISIENSI LINI MACHINING NR
Bulan
Efisiensi Lini Machining NR Cylinder
Block
Cylinder
Head Crankshaft
Mei 94,70% 94,93% 94,53%
Juni 94,87% 94,94% 93,68%
Juli 93,86% 94,19% 94,65%
Agustus 95,24% 94,36% 94,79%
Rata - rata 94,67% 94,61% 94,41%
( Sumber : Pengolaha Peneliti)
Tabel I menunjukan bahwa pada lini crankshaft memiliki nilai efisiensi terendah disband- ing lini lain sehingga perlu dilakukan perbaikan.
Gambar 1 Total Produksi Machining NR Crankshaft ( Sumber : Pengolahan Peneliti)
Pada machining section terdapat beberapa komponen penting diantaranya yaitu cutting tool.Cutting tool merupakan alat bantu, perkakas atau pahat yang digunakan dalam prosesmachining. Cutting tool pada mesin perlu dilakukan penggantian apabila telah me- masuki masa keausan (wear) dari cutting tool tersebut.
3
Gambar 2 Downtime in Reguler Process ( Sumber : Pengolahan Peneliti)
Pada gambar 2 diatas menunjukkan waktu downtime tertinggi disebabkan oleh cutting tool change dengan waktu 19,2 menit. Downtime yang disebabkan oleh pergantian cutting tool yang tinggi akan mengakibatkan tingkat availability dari lini machining NR crankshaftcenderung tidak stabil. Rincian tingkat availability pada lini machining NR crankshaftyang terjadi selama empat bulan dari bulan mei sampai agustus 2017 dapat dilihat pada Gambar 3.
Gambar 3 Downtime in Reguler Process ( Sumber : Pengolahan Peneliti)
Pada Gambar 3 terlihat bahwa tingkat availability dari lini machining NR crankshaftmasih cenderung tidak stabil dari empat bulan tersebut karena downtime yang diakibatkan oleh penggantian cutting tool yang telah mengalami kerusakan (falied). Tingkat availability komponen ini tidak bisa dihindari karena untuk memperolehnya tidak bisa seketika se- dangkan untuk kebutuhan akan komponen tersebut bisa sewaktu-waktu. Hal ini dikare- nakan kegiatan perawatan korektif yang dilakukan, sehingga cutting tool shop section tidak dapat memprediksi kapan cutting tool harus di supply. Oleh sebab itu, perlu dilakukan kegiatan perawatan preventif sehingga dapat diprediksi kapan cutting tool tersebut akan diganti dan dapat meningkatkan tingkat avaibility komponen tersebut supaya kelancaran produksi tetap terjaga. Saat menentukan tingkat avaibility komponenseyogyanya memper- timbangkan kebutuhan operasi sistem dan mengembangkan tingkat-tingkat yang mencukupi pada tiap lokasi perawatan koreksi dikerjakan. Dalam hal ini adalah mengu- rangi waktu kegiatan perawatan yang tidak memiliki nilai tambah seperti kegiatan menunggu (delay) dan lain sebagainya.Oleh karena itu, tujuan penelitian ini untuk menge- tahui tingkat kehandalan, tingkat avaibility dan kemampuan perawatan dari cutting tool dan menentukan usulan perbaikan supaya pergantian cutting tool lebih efisien.
4 II. TINJAUAN PUSTAKA DAN LANDASAN TEORI
A. Tinjauan Pustaka
Pada industri manufaktur atau otomotif proses produksi biasa disebut machining. Akan tetapi pada saat produksi atau dalam prosesnya terdapat kendala – kendala seperti breakdown karena problem mesin, Cutting Tool change maupun disebabkan oleh hal lain.
Dalam mengatasi hal ini maka perlu dilakukan identifikasi masalah seperti penelitian yang dilakukan oleh (Vivekprabhu, et.al, 2014) dan (Alvira, et.al, 2015) keduanya menggunakan metode overall equipment effectiveness (OEE) untuk menganalisis kerugian yang didapatkan dari losses OEE serta menggunakan Failure Mode and Effect Analysis (FMEA) untuk mengidentifikasi komponen kritis atau yang menyebabkan masalah terbesar.
Kemudian setelah dilakukan identifikasi penyebabnya dapat dilakukan perhitungan kehandalan komponen seperti yang dilakukan oleh (Sodikin, 2010),(Nursubiyantoro dan Triwiyanto, 2012), dan (Ariyanto, 2015) untuk menentukan interval penggantian komponen yang optimum. Selanjutnya melakukan pengujian distribusi dan perhitungan nilai Mean Time Between Failure (MTBF). Akan tetapi penelitian tersebut hanya menghitung nilai kehandalannya saja. Maka penelitian yang dilakukan oleh (Prabowo, et.al, 2010), (Sujatman, et.al, 2016), (Diputra, et.al, 2017) dan (Wardoyo, 2017) tentang kebijakan sistem maintenance maupun penentuan interval penggantian komponen disempurnakan dengan menggunakan metode RAM sehingga didapat parameter berupa kehandalan, ketersediaan dan juga kemampuan perawatan dan perhitungan biaya menggunakan metode COUR untuk menghitung biaya ketidakhandalan yang terjadi akibat kegiatan korektif dan juga downtime. Penelitian yang dilakukan oleh (Diputra, et.al, 2017), (Prabowo, et.al, 2010), (Sodikin, 2010), dan (Wardoyo, 2017) akan lebih sempurna lagi apabila ditambah metode Maintenance Value Stream Mapping (MVSM) seperti yang dilakukan oleh (Fernando, 2016) dan (Matondang dan Ishak, 2013) sehingga tidak hanya menentukan kebijakan agar lebih efisien saja akan tetapi lebih efektif. Lebih efektif disini karena mengurangi waktu yang tidak mempunyai nilai tambah sehingga kebijakan perawatan lebih efektif dan efisien.
B. Definisi Perawatan
Perawatan adalah suatu konsepsi dari semua aktivitas yang diperlukan untuk menjaga atau mempertahankan kualitas peralatan agar tetap berfungsi dengan baik seperti dalam kondisi sebelumnya (Supandi, 1990).
C. Reliability, Availability dan Maintainability (RAM)
Reliability, Availability, dan Maintability (RAM) analysis merupakan suatu metode yang dapat digunakan untuk memprediksi kinerja keandalan (reliability), ketersediaan (availa- bility), kemampuan perawatan (maintainability) dari suatu komponen atau sistem. RAM Analysis juga merupakan suatu alat yang dapat digunakan untuk memberikan pedoman da- lam optimasi dari suatu komponen atau sistem (Ebrahimi, 2010).
D. Konsep Keandalan (Reliability)
Kehandalan adalah probabilitas suatu peralatan atau komponen pada saat suatu operasi be- rada pada kondisi lingkungan tertentu dan dapat berfungsi dengan baik (menunjukkan ke- mampuan sesuai dengan fungsinya) yang menjadi standar kemampuan peralatan atau kom- ponen pada selang waktu tertentu.
5 E. Mean Time Between Failure (MTBF)
MTBF = E (t) = ∫ 𝑡𝑓(𝑡)𝑑𝑡0∞ ……… (1) Perhitungan nilai MTBF untuk masing-masing distribusi adalah
1. Distribusi Normal : MTBF = 𝜇………...……… (2) 2. Distribusi Lognormal : MTBF = tmed𝑒𝑠2 2⁄ ………. (3) 3. Distribusi Eksponensial : MTBF = 1/ 𝜆……….… (4) 4. Distribusi Weibull : MTBF =𝜃𝛤 (1 +1
𝛽) ………(5)
F. Kemampuan Perawatan (Maintainability)
Maintainability didefinisikan sebagai jumlah kegiatan perawatan korektif dalam selang waktu tertentu dibagi dengan jumlah waktu perawatan total yang diperlukan untuk mem- perbaiki sistem. Dari definisi tersebut terlihat bahwa maintainability berbanding terbalik dengan Mean Time To Repair (MTTR).
G. Availability Analysis
Availability adalah peluang suatu sistem atau komponen untuk melaksanakan fungsinya berdasarkan periode waktu yang ditetapkan ketika dioperasikan dan di maintain sesuai tata cara yang telah ditentukan.
1) Cost of Unreliability
Cost of unreliability berarti seluruh biaya yang merupakan hasil dari seluruh situasi yang berhubungan dengan masalah kegagalan realibilitas, termasuk juga semua biaya yang berhubungan dengan program keandalan yang buruk dan pekerjaan perawatan yang buruk
2) Maintainance Value Stream Mapping
MVSM adalah metode yang menghasilkan output berupa jumlah waktu pada aktivitas perawatan didalamnya memiliki aktivitas bernilai tambah (value added) dan aktivitas tidak memiliki nilai tambah (non value added) serta efesiensi perawatan sehingga dapat diketahui berupa waktu pada setiap aliran proses. Adapun tahapan untuk menganalisis aktivitas perawatan, sebagai berikut:
Gambar 4 Tahapan MVSM
MMLT = MTTO + MTTR + MTTY……….(6) Oleh karena itu, value added time dan non value added time ditunjukkan dengan persa- maan:
Value added time = MTTR
Non value added time = MTTO + MTTY
6 Secara matematis:
Efisiensi Maintenance (%) = (MTTR / MMLT) x 100 %...(7)
III. METODEPENELITIAN
Gambar 5 Diagram alir Metode Penelitian
IV. HASILPENELITIANDANPEMBAHASAN A. Overall Equipment Effectiveness
TABEL II
NILAI OEE CRANKSHAFT M NR BULAN MEI – AGUSTUS 2017
Bulan (2017) Mei Juni Juli Agustus Average
Availability 99,13% 97,37% 98,71% 98,43% 98,41%
Perfomance 98,99% 99,71% 99,37% 99,88% 99,49%
Quality 100,00% 99,98% 100,00% 100,00% 99,99%
Availability Other 96,33% 96,50% 96,49% 96,42% 96,44%
OEE 94,53% 93,68% 94,65% 94,79% 94,41%
− Downtime Machine = 𝐴𝑣𝑎𝑖𝑏𝑖𝑙𝑖𝑡𝑦 𝐿𝑜𝑠𝑠𝑒𝑠
𝐿𝑜𝑠𝑠𝑒𝑠 (𝐴𝑉𝐵+𝑃𝑅+𝑄𝑅+𝐴𝑉𝐵 𝑂𝑡ℎ) x OEE losses = 1,59%
(1,59%+0,51%+0,01%+3,56%) x 5,59%= 1,57 %
Gambar 6 Problem Pada Lini M. NR Crankshaft
7 Berdasarkan losses tersebut maka perlu dilakukan perbaikan dengan mengurangi atau menghilangkan nilai losses terbesar yaitu yang disebabkan oleh penggantian cutting tool.
B. Reliability
1) Perhitungan Index of Fit Distribusi Eksponensial
TABEL III
INDEX OF FIT DISTRIBUSI EKSPONENSIAL
i Ti F(ti) Ln Ti Yi Ti^2 Yi^2 Ti.Yi
1 12350 0,09 9,42 0,10 152522500 0,01 1227,25 2 12351 0,23 9,42 0,26 152547201 0,07 3223,78 3 12352 0,36 9,42 0,45 152571904 0,21 5606,79 4 12352 0,50 9,42 0,69 152571904 0,48 8561,75 5 12354 0,64 9,42 1,01 152621316 1,02 12455,65 6 12356 0,77 9,42 1,47 152670736 2,16 18173,84 7 12358 0,91 9,42 2,36 152720164 5,56 29142,08 Total 86473 3,50 65,95 6,34 1068225725 9,51 78391,15
a) Menghitung nilai Sxy
Sxy = 𝑛 ∑𝑛𝑖=1𝑋𝑖𝑌𝑖 − (∑𝑛𝑖=1𝑋𝑖∑𝑛𝑖=1𝑌𝑖)
= (7 x 78.391,149) – (86.473 x 6,345) = 94,021 b) Menghitung nilai Sxx
Sxx = 𝑛 ∑𝑛𝑖=1x𝑖2- (∑𝑛𝑖=1x𝑖)2
= 7 x 1.068.225.725 – (86.473)2= 346 c) Menghitung nilai Syy
Syy = 𝑛 ∑𝑛𝑖=1Y𝑖2- (∑𝑛𝑖=1Y𝑖)2
= (7 x 9,505) – (6,345)2= 26,282
d) Pengujian Goodness of Fit Distribusi Eksponensial 1. Menentukan hipotesis :
H0 diterima apabila B ≤ χ2α/2;r-1
H0 ditolak apabila B > χ2α/2;r-1
2. Menentukan nilai α (tingkat kesalahan) dan r (banyaknya data pengamatan) Ting- kat kepercayaan 95% sehingga nilai α = 5% (0,05) dan nilai r merupakan banyaknya data pengamatan yaitu 7 data. χ2tabel =χ20,05/2;r-1 =χ20,025/2;7-1 = 1,237 3. Menghitung nilai Bartlett (B) dengan menggunakan rumus :
B =2𝑟 [ln (
1
𝑟) ∑ 𝑡𝑖)−(1
𝑟) ∑𝑟𝑖=1𝑙𝑛𝑡𝑖)
𝑟𝑖=1 ]
1+ (𝑟+1)
(6𝑟)
= 2𝑥7 [ln(
1
7)86.473 − (1
7)2.284,897]
1+ (7+1)
(6𝑥7)
= 2,721 x 10-7 4. Membandingkan nilai B dengan nilai χ2 tabel yang disesuaikan dengan derajat
kebebasan apabila nilai B < χ2α/2;r-1 maka H0 diterima. Jadi, B < χ2tabel = 2,721 x 10-
7< 1,237 sehingga data kerusakan mengikuti distribusi eksponensial atau H0
diterima.
5. Estimasi Parameter Distribusi Eksponensial
Contoh perhitungan adalah cutting tool OP180 T2 dengan nilair = 7 ∑ti= 86.473.
λ = r/∑ti = 7/86.473 = 8,095 x 10-5
2) Mean Time Between Failure Distribusi Weibull
Pada cutting tool OP180 T2 dengan nilai𝛽= 55,893 θ = 658,448 MTBF =𝜃𝛤 (1 +1
𝛽) = 658,448 x Γ (1 + 1
55,893)= 651,853
8 3) Perhitungan R(t) Pada Distribusi Lognormal
Berikut adalah contoh perhitungan R(t) pada cutting tool OP180 T4 dengan t = MTBF
= 10.476,44 tmed = 10.476,444 ŝ = 1,2 x 10-4 R(t) = 1 − ∅ (1
𝑠ln 𝑡
𝑡𝑚𝑒𝑑) = 1 − ∅ ( 1
1,2 𝑥10−4ln10.476,444
10.476,444)= 60,11%
C. Maintainability
1) Menghitung NilaiMean Time Between Maintenance(MTBM) a. Mean Time Between Maintenance
MTBM = 𝑇𝑜𝑡𝑎𝑙 𝑤𝑎𝑘𝑡𝑢 𝑜𝑝𝑒𝑟𝑎𝑠𝑖
𝐹𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 𝑝𝑒𝑚𝑒𝑙𝑖ℎ𝑎𝑟𝑎𝑎𝑛= 1.432,167
428 = 3,346 jam/unit b. Fpt
λ = Frekuensi pemeliharan
jam kerja mesin = 428
1.432,167 = 0,299 unit/jam 2) Waktu rata – rata pemeliharaan aktif (M)
a. Waktu rata – rata pemeliharaan korektif (Mct) Mct = 𝑇𝑜𝑡𝑎𝑙 𝑤𝑎𝑘𝑡𝑢 𝑝𝑒𝑚𝑒𝑙𝑖ℎ𝑎𝑟𝑎𝑎𝑛 𝑘𝑜𝑟𝑒𝑘𝑡𝑖𝑓
𝐹𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 𝑝𝑒𝑚𝑒𝑙𝑖ℎ𝑎𝑟𝑎𝑎𝑛 𝑘𝑜𝑟𝑒𝑘𝑡𝑖𝑓 = 428 x 0,205
428 = 0,205 jam b. Waktu rata – rata pemeliharaan preventif (Mpt)
Mpt = 𝑇𝑜𝑡𝑎𝑙 𝑤𝑎𝑘𝑡𝑢 𝑝𝑒𝑚𝑒𝑙𝑖ℎ𝑎𝑟𝑎𝑎𝑛 𝑝𝑟𝑒𝑣𝑒𝑛𝑡𝑖𝑓 𝐹𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 𝑝𝑒𝑚𝑒𝑙𝑖ℎ𝑎𝑟𝑎𝑎𝑛 𝑝𝑟𝑒𝑣𝑒𝑛𝑡𝑖𝑓 = 0
0= 0 jam c. Waktu rata – rata pemeliharaan aktif (M)
M̅ = (λ x M̅ ct)+(fpt x M̅ pt)
λ+𝑓𝑝𝑡 = (0,299 x 0,205)+(0 x 0)
0,299+0 = 0,205 jam 3) Rata - rataDowntime (MDT)
MDT = M + LDT + ADT= 0,205 + 0,5 + 0 = 0,705 jam 4) Maintainability
M = 𝑓𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 𝑘𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛 𝑥 MDT
𝑆𝑡𝑢𝑑𝑦 𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙 x 100= 428 𝑥 0,705
1.432,167 x 100 = 21,074%
D. Availability
Perhitungan ini mengambil contoh no 1 yaitu cutting tool OP030 T1 1) MenghitungNilai Inherent Availability (Ai)
Ai = MTBF
MTBF+Mct= 210,885
210,885+(0,205 x 60
0,9 )= 93,91%
2) Achieved Availability (Aa) Aa = MTBM
MTBM+Mct= 3,346
3,346+0,205= 94,22%
3) Operational Availability (Ao) Ao = MTBM
MTBM+MDT= 3,346
3,346+0,705= 82,59%
Berdasarkan perhitungan diatas maka nilai availability tidak mencapai target 95%.
E. Cost of Unreliability
1) MenghitungNilai Failure Rate (FR)
Perhitungan ini mengambil contoh no 1 yaitu cautting tool OP030 T1 FR = 𝑁𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝐹𝑎𝑖𝑙𝑢𝑟𝑒
𝑆𝑡𝑢𝑑𝑦 𝐼𝑛𝑡𝑒𝑟𝑣𝑎𝑙 = 428
1.432,167= 0,299 unit/jam 2) Menghitung Nilai Time Lost (TL)
a. TL Corrective
TL Corrective = Number of Failure x Corrective Time/Failure ; (Jam/Tahun) TL Corrective= 428 x 0,205 = 87,811 jam
9 b. TL Downtime
TL Downtime = Number of Failure x Downtime Time/Failure; (Jam/Tahun) TL Downtime = 428 x 0,705 = 301,881 jam
3) Menghitung Nilai Money Lost (ML)
Berikut adalah perhitungan biaya ketidakhandalan pada lini crankshaft machining NR pada cutting tool OP030 T1:
Harga produk = Rp 700.000 per unit Maintenance cost = Rp 351.653 per jam
Labor cost = Rp 21.875 per jam Loss Profit = Rp 32.214.000 a. Corrective
Spare part cost = TL Corrective x Maintenance Cost/hrs = 87,811 x 351.653= Rp 30.879.118,801 Labor Mtn Cost = TL Corrective x Labor Maintenance Cost/hrs
= 87,811 x 21.875 = Rp 1.920.872,917
COUR Corrective = Loss profit + equipmentcost + labor maintenance cost = 32.214.000 + 30.879.118,801 + 1.920.872,917 = Rp 65.013.991,717
b. Downtime
Spare part cost = TL Downtime x Maintenance Cost/hrs = 301,811 x 351.653 = Rp 106.132.860,801 Labor Mtn Cost = TL Downtime x Labor Maintenance Cost/hrs
= 301,811 x 21.875 = Rp 6.602.122,917
COUR Downtime = Loss profit + equipmentcost + labor maintenance cost = 32.214.000 + 106.132.860,801+ 6.602.122,917 = Rp 135.729.814,640
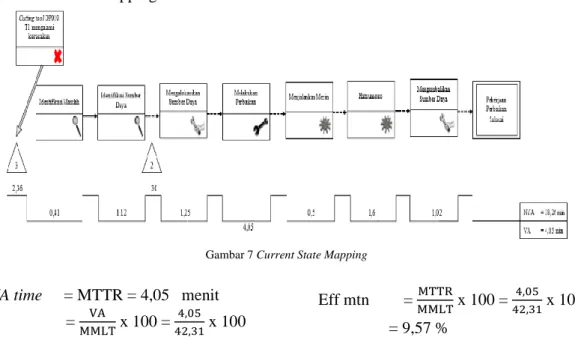
F. Maintenance Value Stream Mapping 1) Current state mapping
Gambar 7 Current State Mapping
VA time = MTTR = 4,05 menit
= VA
MMLT x 100 = 4,05
42,31 x 100
= 9,57%
Eff mtn = MTTR
MMLT x 100 = 4,05
42,31 x 100
= 9,57 %
10 NVA time = MTTO + MTTY = 38,26 menit
= NVA
MMLT x 100 = 38,26
42,31 x 100 = 90,43%
2) Future state mapping
Gambar 8 Future State Mapping
VA tim = MTTR = 4,05 menit = VA
MMLT x 100 = 4,05
10,19 x 100 = 39,74%
NVA time = MTTO + MTTY = 6,14 menit = NVA
MMLT x 100 = 6,14
10,19 x 100 = 60,26%
Eff mtn = MTTR
MMLT x 100 = 4,05
10,17 x 100 = 39,74 %
Nilai OEE perusahaan sudah sangat baik terbukti dari hasil perhitungan nilai rata – rata OEE dari bulan Mei sampai Agustus 2017 sebesar 94,41% melampaui standar dunia yaitu 85%. Akan tetapi masih dapat dilakukan perbaikan karena masih terdapat losses pada nilai OEE sebesar 5,59%. Losses ini disebabkan oleh beberapa hal seperti downtime mesin sebe- sar 1,57%, slow cycle 0,51%, defect produk 0,005% dan penggantian cutting tool 3,51%.
Sehingga perlu dilakukan perbaikan pada proses penggantian cutting tool.
Tingkat reliability pada area machining NR crankshaft cukup rendah yaitu 46,59% akan tetapi terjadi peningkatan paa nilai MTBF. Sedangkan tingkat availability rata – rata men- capai target yaitu 95% untuk nilai inherent availability (Ai) sebesar 98,60%, achieved avail- ability (Ai) sebesar 98,64% dan operational availability (Ai) sebesar 94,91% (cutting tool OP030 T1, T2, T3 dan T4 tidak tercapai tingkat availabilitynya), hal ini disebabkan karena nilai MTBF naik dan nilai MTTR tetap serta nilai MTBM yang rendah sehingga frekuensi penggantian sering terjadi. Kemudian untuk nilai operational availability rata – rata tidak tercapai hal ini dikarenakan nilai mean downtime (MDT) yang tinggi karena downtime yang masih tinggi. Sedangkan nilai maintainability rata – rata sebesar 5,212%.Kemudian tidak ada perubahan pada tingkat maintainability (waktu penggantian cutting tool). Dengan terdapat peningkatan reliability (MTBF) dan availability serta tidak ada perubahan pada Maintainability (MTTR) maka dapat dilakukan pertimbangan RAM sebagai berikut : a. Perbaikan perancangan reliability.
b. Tes screening lebih efisien pada produk yang diproduksi.
c. Mengurangi jumlah kegagalan.
11 d. Mengurangi jumlah insiden dimana kegagalan yang jelas tidak dapat diverifikasi.
e. Meningkatkan waktu antara preventive maintenance.
Biaya ketidakhandalan yang sangat tinggi disebabkan oleh downtime penggantian cutting tool yang lama sehingga menyebabkan tingginya biaya kehilangan produksi, yang ber- pengaruh terhadapat biaya ketidakhandalan tersebut. Rata – rata biaya yang disebabkan oleh waktu korektif, untuk biaya kehilangan produksi sebesar Rp 32.214.000, biaya spare part sebesar 6.996.336,395, biaya pekerja maintenance sebesar Rp 435.215,564 dan biaya ketidakhandalan sebesar Rp 39.645.551,958. Sedangkan rata – rata biaya yang disebabkan oleh downtime, untuk biaya kehilangan produksi sebesar Rp 32.214.000, biaya spare part sebesar 27.953.228,799, biaya pekerja maintenance sebesar Rp 1.738.864,392 biaya ketidakhandalan disebabkan oleh downtime sebesar Rp 61.906.093,191.
Berdasarkan pembuatan MVSM maka pada current state mapping masih banyak kegiatan NVA yang perlu dikurangi. Identifikasi penyebab banyaknya kegiatan NVA dilakukan dengan why why analysis serta untuk mengurangi atau mengeliminasi kegiatan NVA maka dilakukan usulan perbaikan seperti pada pengolahan sehingga didapatkan nilai future state Mapping yang lebih baik, hal ini dapat dilihat dari nilai mean maintenance lead time (MMLT) mengalami penurunan dari 42,31 menjadi 10,19 menit, mean time to organize (MTTO) juga mengalami penurunan dari 36,16 menjadi 4,04 menit, mean time to repair (MTTR) sebesar 4,05 menit dan mean time to yield (MTTY) sebesar 2,10. Sehingga didapat nilai VA (MTTR) sebesar 4,05 menit dengan presentase 39,74% atau sama dengan nilai dari presentase efisiensi maintenance. Sedangkan nilai NVA (MTTO + MTTY) lebih besar dari nilai VA sebesar 6,14 menit dengan presentase 60,26%. Sehingga nilai future state Mapping menghasilkan nilai yang lebih baik, hal ini dapat dilihat dari pengurangan NVA sebesar 30,02 menit yaitu dari 36,16 menit (90,43%) menjadi 6,14 menit (60,26%) serta naikknya presentase efisiensi perawatan dari 9,57% menjadi 39,74% atau lebih dari 3 kali efisiensi awal.
IV. KESIMPULAN
Nilai OEE perusahaan sudah sangat baik terbukti dari hasil perhitungan nilai rata – rata OEE dari bulan Mei sampai Agustus 2017 sebesar 94,41% melampaui standar dunia yaitu 85%. Tingkat reliability pada area machining NR crankshaft cukup rendah yaitu 46,59%
akan tetapi terjadi peningkatan paa nilai MTBF. Sedangkan tingkat availability rata – rata mencapai target yaitu 95% untuk nilai inherent availability (Ai) sebesar 98,60%, achieved availability (Ai) sebesar 98,64% dan operational availability (Ai) sebesar 94,91%, Se- dangkan nilai maintainability rata – rata sebesar 5,21%. Perbaikan yang dilakukan future state Mapping, mampu menurunkan nilai mean maintenance lead time (MMLT) dari 42,31 menjadi 10,19 menit, mean time to organize (MTTO) juga mengalami penurunan dari 36,16 menjadi 4,04 menit, mean time to repair (MTTR) sebesar 4,05 menit dan mean time to yield (MTTY) sebesar 2,10. Sehingga didapat nilai VA (MTTR) sebesar 4,05 menit dengan presentase 39,74% atau sama dengan nilai dari presentase efisiensi maintenance.
Sedangkan nilai NVA (MTTO + MTTY) lebih besar dari nilai VA sebesar 6,14 menit dengan presentase 60,26%. Sehingga nilai future state Mapping menghasilkan nilai yang lebih baik, hal ini dapat dilihat dari pengurangan NVA sebesar 30,02 menit yaitu dari 36,16 menit (90,43%) menjadi 6,14 menit (60,26%) serta naikknya presentase efisiensi perawatan dari 9,57% menjadi 39,74% atau lebih dari 3 kali dari efisiensi awal.
12 PUSTAKA
A. Ebrahimi, “Effect analysis of Reliability, Availability, Maintainability and Safety (RAMS ) Parameters in design and operation of Dynamic Positioning (DP) systems in floating offshore structures,” Master Thesis Writ. KTH, R. Inst.
Technol. Sch. Ind. Eng., no. October, 2010.
A. Fernando. KS, “penerapan metode reliability engineering dan maintenance value stream mapping (MVSM) dalam perencanaan dan perhitungan biaya mesin di PG Kwalamaju PTPN II,” Medan, 2016.
B. Ariyanto, “Analisis Penggantian Komponen Mesin Tube Splicing dan Mesin Tube Curing dengan Distribusi Weibull dan Perhitungan Efisiensi Biaya di PT Gajah Ttunggal Tbk,” MIX, vol. V, no. 1, pp. 70–89, 2015.
D. A. Diputra, F. T. D. Atmaji, and E. Budiasih, “Usulan Perancangan Kebijakan Perawatan Mesin Jet Dyeing dengan Menggunakan Metode Reliability, Availability, Maintainability (RAM) DAN Cost of Unreliability (COUR) di PT.
XYZ,” e-proceeding Eng., vol. 4, no. 2, pp. 2521–2528, 2017.
D. Alvira, Y. Helianty, and H. Prassetiyo, “Usulan Peningkatan Overall Equipment Effectiveness ( OEE ) Pada Mesin Tapping Manual dengan Meminimumkan Six Big Losses,” J. Tek. Ind. Itenas, vol. 03, no. 03, pp. 240–251, 2015.
E. Nursubiyantoro and Triwiyanto, “Sistem Manajemen Perawatan Unit MMU Pump dan Oil Shipping Pump,” Ind. Eng.
Conf., vol. 5, no. September, pp. 1–7, 2012.
E. S. Sujatman et al., “Performance Assesment Berbasis Reliability Menggunakan Metode Reliability , Availability , Maintainability ( RAM ) dan Cost of Unreliability ( COUR ) Pada Mesin Cincinnati Milacron di Direktorat Aerostructure PT Dirgantara Indonesia,” e-proceeding Eng., vol. 3, no. 2, pp. 2478–2484, 2016.
F. Vicente, “Assesing the Cost of Unreliability in Gas Plant to Have a Sustainable Operation,” 2012.
H. A. Prabowo, I. Almahdy, and G. B. Hasibuan, “Sistem Perawatan Mesin Press,” PASTI, vol. 3, no. 1, pp. 33–44, 2010.
I. Sodikin, “Analisis penentuan waktu perawatan dan jumlah persediaan suku cadang rantai garu yang optimal,” J. Teknol., vol. 3, pp. 44–52, 2010.
M. Vivekprabhu, R. Karthick, and G. S. Kumar, “Optimization of Overall Equipment Effectiveness in A Manufacturing System,” Int. J. Inov. Res. Sci. Eng. Technol., vol. 3, no. 3, 2014.
P. O. P, N. Matondang, and A. Ishak, “Perancangan Sistem Perawatan Mesin Dengan Pendekatan Reliability Engineering Dan Maintenance Value Stream Mapping ( MVSM ) Pada PT XXX,” e-jurnal Tek. Ind. FT USU, vol. 3, no. 1, pp.
52–56, 2013.
Supandi, Manajemen Perawatan Industri. Bandung: Ganeca Exact, 1990.
T. Wardoyo, “Optimasi Interval Pemeliharaan Periodik Berdasarkan Analisa Terhadap Reliability, Availability dan Maintainability (RAM) di PLTA Saguling,” J. Artic., 2017.