BAB V
ANALISA DAN PEMECAHAN MASALAH
5.1 Tahap Analisa (Analyze Phase)
Pada tahap atau fase ini akan dilakukan proses analisa lebih lanjut untuk 10 potensial X yang ditemukan pada fase Measure . metode yang digunakan pada Phase Analyse ini adalah metode hipotesa dengan bantuan tool 2 proportion test
pada aplikasi Minitab.
Ada 3 langkah yang harus dilakukan pada tahap analisa ini, yaitu: 1. Pengumpulan data
Pada tahap ini dilakukan pengumpulan data guna melakukan pengujian ulang terhadap Deck berdasarkan potensial X yang telah ditemukan. 2. Menganalisa data
Metode analisa yang digunakan adalah dengan menggunakan hipotesa. Dimana terdapat H0 yang menyatakan bahwa potensial X merupakan bukan penyebab terjadinya cacat, sedangkan H1 merupakan penyebab terjadinya cacat. Untuk menentukan apakah hipotesa mana yang benar, maka dilakukan analisa 2 proportion test.
Jika hasil pengukuran P Value benar, > 0.05 maka dapat disimpulkan bahwa pernyataan H0 adalah benar. Begitu pula sebaliknya jika p-value
0.05 maka pernyataan H1 adalah benar. 3. Menentukan Vital Few X
Yang dimaksud dengan Vital Few adalah bahwa potensial X tersebut
adalah potensial vital dan sangat penting untuk di lakukan perbaikan guna memperbaiki cacat produksi pada Deck.
5.1.1 Analisa Hipotesa terhadap Potensial X’s Faktor
Langkah yang perlu dilakukan untuk melakukan proses hipotesa adalah dengan membuat:
1. Membuat pertanyaan (Question)
2. Membuat pernyataan H0 3. Membuat pernyataan H1
4. Melakukan pengambilan sample kembali untuk proses analisa ulang dengan menggunaka 2-proportion test.
5.1.1.1 Hipotesa Main Frame NG (Terkena tekanan di proses Housing) Design untuk posisi top main frame adalah sedikit bending ke arah atas (upward) untuk memberikan ruang kepada compac disc agar dapat berputar tanpa halangan/ menyentuh pada main frame.
Berikut adalah hipotesa untuk Main Frame NG:
Question : apakah Main Frame NG menjadi penyebab cacat? H0 : cacat tidak disebabkan oleh Main Frame NG H1 : cacat disebabkan oleh Main Frame NG Data Analysis :
Tabel 5.1 Hipotesa Main Frame
No Test Prod NG
1 Main Frame Downward
Bend 50 9
2 Main Frame Upward
Bend 50 1
2-Proportion Test dengan menggunakan Minitab Test and CI for Two Proportions
Sample X N Sample p
1 9 100 0.180000 2 1 100 0.020000
Difference = p (1) - p (2) Estimate for difference: 0.16
95% CI for difference: (0.0466605, 0.273339)
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .006 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X1 adalah merupakan Vital Few dan harus segera dilakukan perbaikan.
5.1.1.2 Hipotesa Flexible Printed Cable (FPC) tidak menempel pada PCB Flexible Printed Cable merupakan sarana aliran arus listrik dari stepping motor ke spindle motor.
Berikut adalah hipotesa untuk FPC tidak menempel pada PCB:
Question : apakah FPC tidak menempel pada PCB menjadi penyebab cacat? H0 : cacat tidak disebabkan oleh FPC tidak menempel pada PCB H1 : cacat disebabkan oleh FPC tidak menempel pada PCB Data Analysis :
Tabel 5.2 Hipotesa Tape FPC
No Test Prod NG
1 FPC tanpa tape 250 4
2 FPC dengan tape 250 0
2-Proportion Test dengan menggunakan Minitab Test and CI for Two Proportions
Sample X N Sample p
1 4 250 0.016000 2 0 250 0.000000
Difference = p (1) - p (2) Estimate for difference: 0.016
95% CI for difference: (0.000446232, 0.0315538)
Test for difference = 0 (vs not = 0): Z = 2.02 P-Value = 0.044
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0.044 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X2 adalah merupakan Vital Few dan harus segera dilakukan perbaikan.
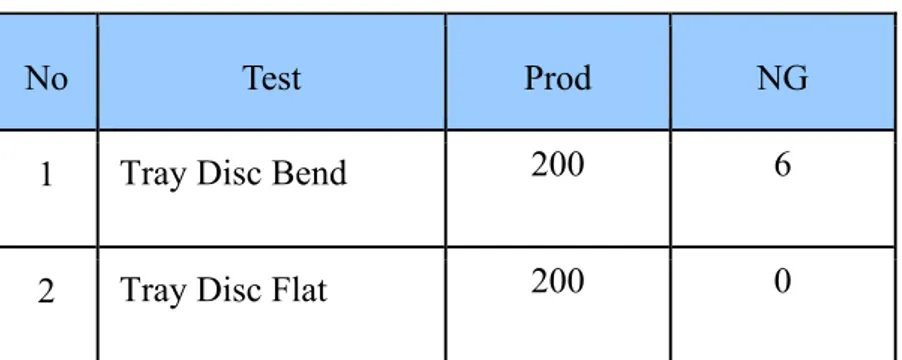
5.1.1.3 Hipothesis Tray Disc NG (Bend)
Tray Disc merupakan salah satu part yang bergerak di dalam suatu reel sehingga permukaannya harus selalu rata agar tidak menyebabkan touch pada dinding main frame pada saat bergerak:
Question : apakah tray disc bending menjadi penyebab cacat? H0 : cacat tidak disebabkan oleh tray disc bend
H1 : cacat disebabkan oleh tray disc bend Data Analysis :
Tabel 5.3 Hipotesa Tray Disc
No Test Prod NG
1 Tray Disc Bend 200 6
Test and CI for Two Proportions
Sample X N Sample p
1 10 30 0,333333 2 0 30 0,033333
Difference = p (1) - p (2) Estimate for difference: 0,3
95% CI for difference: 0,119497; 0,480503)
Test for difference = 0 (vs not = 0): Z = 3,26 P-Value = 0,001
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0,001 < 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X3 merupakan vital few sehingga harus segera dilakukan perbaikan.
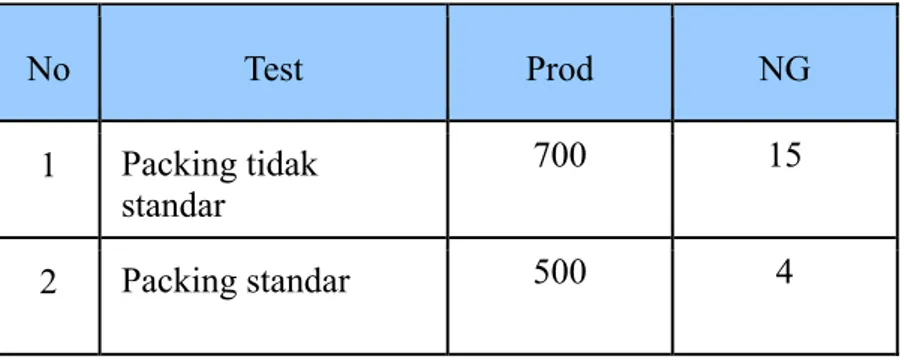
5.1.1.4 Hipothesis penyimpanan main frame tidak standar/ terlalu banyak. Manajemen penyimpanan yang tidak baik (sesuai standar) akan menyebabkan kerusakan pada produk, Kapasitas Main Frame dalam satu trolley adalah 500 ea, tetapi aktual di isi sampai dengan 700ea dengan kondisi di tumpuk dan di press sehingga Main Frame menekan satu sama lain
Question : apakah penyimpanan tidak standar / terlalu banyak menjadi penyebab cacat pada Deck?
H0 : cacat tidak disebabkan oleh main frame bending H1 : cacat disebabkan oleh main frame bending
Data Analysis :
Tabel 5.4 Hipotesa Packing Sistem
No Test Prod NG
1 Packing tidak standar
700 15
2 Packing standar 500 4
Test and CI for Two Proportions Sample X N Sample p
1 15 700 0,021429 2 4 500 0,008000
Difference = p (1) - p (2) Estimate for difference: 0,013
95% CI for difference: (-0,000160286; 0,0266969)
Test for difference = 0 (vs not = 0): Z = 1,98 P-Value = 0,047
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .047 <0.05, maka disimpulkan bahwa penyataan H0 benar. Sehingga potensial X9 adalah merupakan vital few.
5.1.1.5 Hipotesa timah PAD spindle motor tipis
Timah PAD spindle Motor diperlukan guna mempermudah proses soldering FPC pada Spindle Motor.
Berikut adalah hipotesa untuk timah spindle motor tipis yang menyebabkan cacat electrical fail:
Question : apakah timah spindle motor tipis menjadi penyebab cacat? H0 : cacat tidak disebabkan oleh timah Spindle Motor tipis H1 : cacat disebabkan oleh timah Spindle Motor tipis Data Analysis :
Tabel 5.5 Hipotesa Timah Spindle Motor
No Test Prod NG
1 Timah Spindle
Motor Tipis 150 5
2 Timah Spindle
Motor Tebal 150 0
Test and CI for Two Proportions
Sample X N Sample p
1 5 150 0.033333 2 0 150 0.000000
Difference = p (1) - p (2)
Estimate for difference: 0.0333333
95% CI for difference: (0.00460700, 0.0620597)
Test for difference = 0 (vs not = 0): Z = 2.27 P-Value = 0.023
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .023 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X4 adalah merupakan Vital Few dan harus segera dilakukan perbaikan.
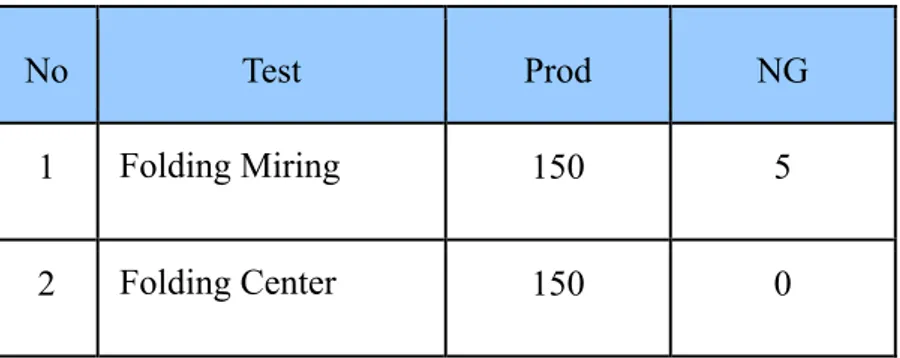
5.1.1.6 Hipotesa Folding FPC Miring
Folding (Lipatan) miring sehingga menyebabkan posisi FPC tidak pas pada saat proses soldering ke spindle motor.
Berikut adalah hipotesa untuk Folding FPC miring:
Question : apakah Folding FPC miring menjadi penyebab cacat electrical fail?
H0 : cacat tidak disebabkan oleh Folding FPC Fail H1 : cacat disebabkan oleh Folding FPC Fail Data Analysis :
Tabel 5.6 Hipotesa Folding FPC
No Test Prod NG
1 Folding Miring 150 5
2 Folding Center 150 0
Test and CI for Two Proportions
Sample X N Sample p
1 5 150 0.033333 2 0 150 0.000000
Difference = p (1) - p (2)
Estimate for difference: 0.0333333
95% CI for difference: (0.00460700, 0.0620597)
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .023 0.044, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X5 adalah merupakan Vital Few dan harus segera dilakukan perbaikan.
5.1.1.7 Hipotesa screw spindle motor not fully inserted
Kondisi insert screw yang tidak sempurna pada spindle motor dan bracket menyebabkan jarak antara spindle motor dengan optical pickup tidak sempurna.
Berikut adalah hipotesa untuk screw not fully inserted:
Question : apakah screw not fully inserted menjadi penyebab cacat? H0 : cacat tidak disebabkan oleh screw not fully inserted H1 : cacat disebabkan oleh screw not fully inserted Data Analysis :
Tabel 5.7 Hipotesa Screw Spindle Motor
No Test Prod NG
1 Screw not fully
inserted 150 8
2 Screw fully inserted 150 1
Test and CI for Two Proportions
Sample X N Sample p
1 8 150 0.053333 2 1 150 0.006667
Estimate for difference:a 0.0466667
95% CI for difference: (0.00842271, 0.0849106)
Test for difference = 0 (vs not = 0): Z = 2.39 P-Value = 0.017
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .017 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X8 adalah merupakan vital few dan harus segera dilakukan perbaikan.
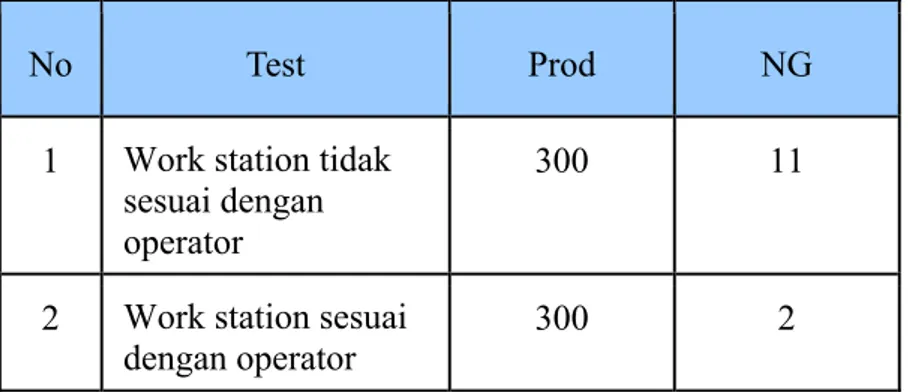
5.1.1.8 Hipotesa tinggi work station tidak sesuai dengan tiap operator
Work station sangat berpengaruh terhadap hasil kerja dari tiap operator yang harus di sesuaikan sesuai anatomi operator itu sendiri.
Berikut adalah hipotesa untuk work station tidak sesuai: H0 : cacat tidak disebabkan oleh work station tidak sesuai H1 : cacat disebabkan oleh work station tidak sesuai Data Analysis:
Tabel 5.8 Hipotesa Work Station
No Test Prod NG
1 Work station tidak sesuai dengan operator
300 11
2 Work station sesuai
dengan operator 300 2
Test and CI for Two Proportions
Sample X N Sample p
1 11 300 0.036667 2 2 300 0.006667
Difference = p (1) - p (2) Estimate for difference: 0.03
95% CI for difference: (0.00682474, 0.0531753)
Test for difference = 0 (vs not = 0): Z = 3.39 P-Value = 0.011
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .011 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X8 adalah merupakan vital few dan harus dilakukan perbaikan segera.
5.1.1.9 Hipotesa temperatur mesin solder tidak di kontrol
Temperatur mesin solder sangat menentukan hasil dari proses soldering dimana temperatur harus selalu terjada pada range 30~40 derajat celcius
Berikut adalah hipotesa untuk work station tidak sesuai
H0 : cacat tidak disebabkan oleh temperatur mesin solder tidak cek H1 : cacat disebabkan oleh temperatur mesin solder tidak cek. Data Analysis:
Tabel 5.9 Hipotesa Temperatur Mesin Solder
No Test Prod NG
1 Temperatur Mesin
Solder </> 35+5 C 600 13
2 Temperatur Mesin
Solder 35+5 C 600 5
Test and CI for Two Proportions
Sample X N Sample p
2 5 100 0.008333
Difference = p (1) - p (2) Estimate for difference: 0.0133
95% CI for difference: (-0.000400666, 0.0270673)
Test for difference = 0 (vs not = 0): Z = 1.90 P-Value = 0.057
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .057 > 0.05, maka disimpulkan bahwa penyataan H0 benar. Sehingga potensial X9 bukan merupakan vital few.
5.1.1.10 Hipotesa konduktor FFC terkelupas
Konduktor adalah bagian penghantar arus listrik pada sebuah Flexible Flat Cable yang posisinya akan masuk kedalam connector
Berikut adalah hipotesa untuk konduktor FFC terkelupas yang menyebabkan cacat no play:
Question : apakah konduktor FFC terkelupas menjadi penyebab cacat no play?
H0 : cacat tidak disebabkan konduktor FFC terkelupas H1 : cacat disebabkan oleh konduktor FFC terkelupas Data Analysis :
Tabel 5.10 Hipotesa Konduktor FFC
No Test Prod NG
1 Konduktor
terkelupas 200 6
2 Konduktor
2-Proportion Test dengan menggunakan Minitab Test and CI for Two Proportions
Sample X N Sample p 1 6 200 0.030000 2 0 200 0.000000 Difference = p (1) - p (2) Estimate for difference: 0.03
95% CI for difference: (0.00635825, 0.0536417)
Test for difference = 0 (vs not = 0): Z = 2.49 P-Value = 0.013
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .013 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X10 adalah merupakan Vital Few dan harus segera dilakukan perbaikan.
5.1.1.11 Hipotesa material excess dari hasil cutting
Pada proses injection tentu akan terdapat bagian yang tidak di inginkan entah itu berasal dari gate runner maupun proses melting yang terlambat sehingga menyebabkan excess point yang disebut burr. Burr tersebut akan di buang dengan cara cutting tetapi seringkali material hasil cutting menempel ke bagian lain sehingga menyebabkan masalah yang lain.
Berikut adalah hipotesa untuk menyebabkan cacat: Question : apakah material excess menjadi penyebab cacat? H0 : cacat tidak disebabkan oleh material excess H1 : cacat disebabkan oleh material excess
Data Analysis :
Tabel 5.11 Hipotesa Excess Material
No Test Prod NG
1 Deck terdapat excess
material 500 10
2 Deck tidak terdapat
excess material 500 1
2-Proportion Test dengan menggunakan Minitab Test and CI for Two Proportions
Sample X N Sample p 1 10 200 0.020000 2 1 200 0.002000 Difference = p (1) - p (2) Estimate for difference: 0.018
95% CI for difference: (0.00511900, 0.0308810)
Test for difference = 0 (vs not = 0): Z = 2.74 P-Value = 0.006
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .006 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X11 adalah merupakan Vital Few dan harus segera dilakukan perbaikan.
5.1.1.12 Hipotesa Bracket Tidak Rata
Point Bracket yang dimaksudkan adalah posisi untuk penempatan FPC Stepping motor yang tingginya lebih rencah dibanding permukaan PCB Spindle motor sehingga hasil proses penyambungan dengan cara soldering sering bermasalah.
Berikut adalah hipotesa untuk Bracket tidak rata
Question : apakah Bracket tidak rata menjadi penyebab cacat electrical? H0 : cacat tidak disebabkan oleh Bracket tidak rata
H1 : cacat disebabkan oleh Bracket tidak rata Data Analysis :
Tabel 5.12 Hipotesa Bracket Deck
No Test Prod NG
1 Tinggi Bracket tidak
rata 300 4
2 Tinggi Bracket rata 300 0
Test and CI for Two Proportions
Sample X N Sample p
1 4 300 0.013333 2 0 300 0.000000
Difference = p (1) - p (2)
Estimate for difference: 0.013333
95% CI for difference: (0.000354309, 0.0263124)
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0.044 < 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X12 merupakan vital few dan harus segera dilakukan tindakan perbaikan.
5.1.1.13 Hipotesa Jig Touch-Up tidak standar
Jig Touch-up diperlukan untuk menahan FPC tidak gap dengan PAD PCB Spindle motor pada saat proses soldering.
Berikut adalah hipotesa untuk Jig Touch-up tidak standar H0 : cacat tidak disebabkan oleh Jig touch-up tidak standar H1 : cacat disebabkan oleh Jig touch-up tidak standar Data Analysis :
Tabel 5.13 Hipotesa Jig Touch Up
No Test Prod NG
1 Jig touch-up tidak
standar 100 15
2 Jig touch-up standar 100 2
Test and CI for Two Proportions
Sample X N Sample p
1 15 100 0.150000 2 2 100 0.020000
Difference = p (1) - p (2) Estimate for difference: 0.13
Test for difference = 0 (vs not = 0): Z = 3.39 P-Value = 0.001
Dengan hasil tersebut maka dapat diketahui bahwa nilai P-Value = 0 .001 0.05, maka disimpulkan bahwa penyataan H0 tidak benar. Sehingga potensial X13 adalah merupakan vital few.
5.2 Tahap Perbaikan (Improve Phase)
Tahap perbaikan atau improve phase ini merupakan tahapan selanjutnya
setelah tahap analisi atau juga merupakan tahap ke 4 dalam struktur Six Sigma.
Pada tahapan ini akan dilakukan tahapan perbaikan atas hasil analisa dari cacat produksi.
5.2.1 Perbaikan Main Frame NG
Pada hasil penguraian penyebab dari Main Frame NG diketahui jarak yang terlalu jauh sekitar 30Cm antara robot dengan alas di proses output mesin injection dan karakteristik alas yang keras menjadi penyebab Main Frame NG.
Perbaikan yang perlu dilakukan yakni mendekatkan jarak alas peletakkan dengan robot, kemudian perlu memasang bahan yang lembut pada alas agar proses Main Frame di jatuhkan oleh robot tidak menyebabkan benturan yang keras yang merusak Main Frame.
Gambar 5.1 Main Frame NG Bending
Gambar 5.2 Perbaikan Main Frame NG
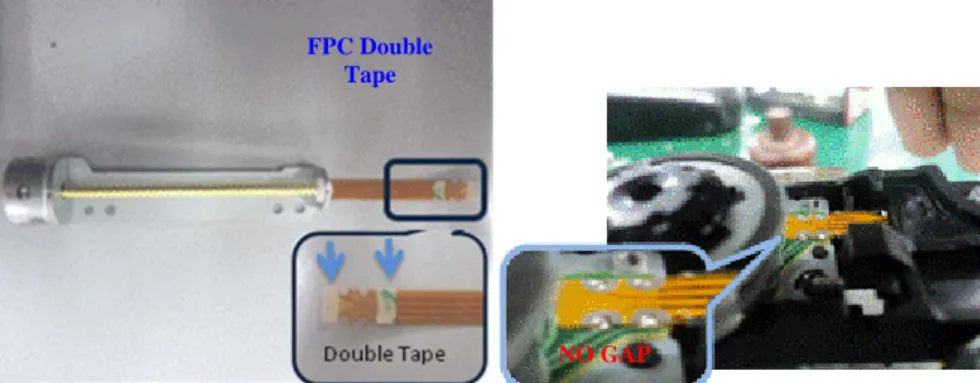
5.2.2 Perbaikan Flexible Printed Cable Tidak Menempel Pada PCB Proses penyolderan adalah salah satu proses yang krusial dan sulit, dengan penempatan dan posisi komponen tidak baik, maka hasil penyolderan tidak maksimal, kondisi tersebut disebabkan oleh FPC yang sulit menempel pada PCB pada saat penyolderan sehingga membuat konduktor dan solder PAD pada PCB tidak pas.
Sehingga perbaikan yang perlu dilakukan ada dengan menambah tape pada FPC agar pada saat penyolderan, posisi FPC dan PCB fix dan tidak bergerak.
FPC Single Tape
GAP
Gambar 5.3 Soldering FPC Gap
FPC Double Tape
NO GAP
Gambar 5.4 Perbaikan Tape FPC
5.2.3 Perbaikan Tray Disc Bending
Tray Disc Bending disebabkan oleh setting hold press pada mesin injection yang terlalu besar, standar setting adalah 55Kg/Cm tetapi actual setting 58Kg/Cm sehingga perbaikan yang perlu dilakukan adalah menurunkan setting Hold Press sesuai dengan standar.
2 2
Gambar 5.5 Tray Disc NG Bending
NO TOUCH
Gambar 5.6 Perbaikan Tray Disc Bending
5.2.4 Perbaikan Packing Sistem Main Frame Tidak Standar Tidak ada standar yang menjelaskan system packing Main Frame,saat ini packing mengguanakan Trolley dengan kapasitas 800 pcs, hal tersebut menyebabkan saling berdempetan dan saling menekan satu sama lain,
Perubahan packing system dengan menggunakan box container dengan kapasitas 120 pcs tiap box container akan cukup menghindari tekanan pada Main Frame satu sama lain.
Gambar 5.7 Perbaikan Sistem Packing
5.2.5 Perbaikan Solder PAD Spindle Motor Tipis
Pada saat proses soldering, volume timah sangat berpengaruh terhadap hasil proses penyolderan, semakin banyak volume timah maka semakin mudah FPC untuk menempel pada PAD PCB Spindle Motor
Perbaikan yang perlu dilakukan adalah menambah volume timah pada proses Mounting PCB.
Solder PAD sebelum perbaikan: Panjang 1+0.5mm, Lebar 1+0.5mm Solder PAD setelah perbaikan: Panjang 1.3+0.2mm, Lebar 1.4+0.2mm
Gambar 5.9 Perbaikan Solder PAD Spindle Motor
5.2.6 Perbaikan Folding FPC Miring
Kondisi folding yang dilakukan secara manual akan menimbulkan banyak variasi dalam hasil folding sebagai contoh hasil folding miring, hal tersebut berpengaruh terhadap proses soldering karena FPC dan Solder PAD tidak akan terkoneksi dengan pas.
Perbaikan yang perlu dilakukan adalah dengan menggunakan ruler pada proses folding FPC agar hasil lipatan senantiasa lurus.
5.2.7 Perbaikan Screw Spindle Motor Gap
Seperti yang sudah dijelaskan sebelumnya, Skew NG diakibatkan oleh kerataan assembly tiap-tiap komponen, dalam hal ini adalah Spindle Motor yang tidak rata dikarenakan insert screw belum sesuai dengan spec yang ditentukan.
Hasil analisa ditemukan Hole Bracket terlalu kecil sehingga proses insert screw menjadi terhambat.
Adapun perbaikan yang perlu dilakukan adalah memodifikasi Hole Bracket sesuai dengan diameter screw agar proses insert screw tidak terhambat.
Gambar 5.11 Perbaikan Screw Spindle Gap
Hasil Insert Screw Not Full
5.2.8 Perbaikan Tinggi Work Station Tidak Ergonomis
Work station adalah media dimana proses produksi dilakukan oleh operator sehingga posisinya harus disesuaikan dengan fisik dari operator itu sendiri.
Pada kondisi sekarang, tinggi work station berbeda, ada yang sesuai dan ada yang tidak sesuai dengan fisik operator sehingga perbaikan yang perlu dilakukan adalah menyesuaikan work station dengan kondisi operator.
Gambar 5.12 Perbaikan Tinggi Work Station
5.2.9 Perbaikan Temperatur Solder Tidak Di Kontrol
Temperatur mesin solder sangat mempengaruhi hasil soldering, hal ini sangat penting untuk dilakukan pengontrolan karena temperatur mesin solder memiliki spec 230 + 10 C O
Perbaikan yang harus dilakukan yaitu membuat checklist dengan periode harian agar temperatur mesin solder selalu terjaga sesuai spec
Gambar 5.13 Perbaikan Pengontrolan Temperatur Mesin Solder
5.2.10 Perbaikan Konduktor FFC Terkelupas
Dalam proses analisa, penyebab dari konduktot terkelupas adalah daya rekan konduktor yang kurang baik dikarenakan pada proses laminating ditemukan heating roll kotor sehingga kotoran merekat di sela-sela konduktor dan film, dengan adanya kotoran pada area tersebut maka tingkat kerekatan konduktor tidak baik sehingga mudah terkelupas pada proses inserting FFC pada komponen.
Perbaikan yang perlu dilakukan untuk defect ini adalah mengganti heating roll dengan yang baru dan melakukan pengontrolan secara periodic terhadap kondisi heating roll dengan menggunakan checklist.
5.2.11 Perbaikan Excess Material
Excess material atau disebut material sisa cutting seringkali masih menempel pada part dikarenakan proses injection..
Gambar 5.15 Excess Material
Perbaikan yang perlu dilakukan adalah menambah proses visusl cek kondisi Main Frame setelah proses injection secara 100%
5.2.12 Perbaikan Bracket Tidak Rata Dengan Spindle Motor
Bracket pada lokasi peletakkan FPC tidak sejajar dengan PCB Spindle Motor mengakibatkan proses soldering menjadi sulit dan open joint, gap, bahkan FPC lepas dari PCB Spindle Motor.
Perbaikan yang perlu dilakukan adalah melakukan modifikasi Braacket untuk lokasi peletakkab FPC dengan menyesuaikan kerataan.
Gambar 5.17 Perbaikan Bracket Deck
5.2.13 Perbaikan Jig Touch-up yang berbeda setiap operatornya
Pada saat proses penyolderan operator akan menempelkan JIG pada benda kerja, tetapi saat ini kondisi JIG berbeda-beda untuk tiap operator sehingga penggunaan jig tidak efektif.
Perbaikan yang perlu dilakukan adalah mengganti semua JIG Touch-up yang dirasa yang paling baik dalam penggunaan di proses soldering.
Gambar 5.18 Standarisasi Jig Touch-Up Solder
5.2.14 Perbaikan FFC Cutting Miring
FFC design menggunakan pitch 0.5mm (40P) dimana kondisi lebar konduktor harus sesuai dengan spec, beberapa kasus ditemukan proses cutting yang miring sehingga pada saat kondukor masuk ke terminal yang ada pada connector, posisi konduktor tidak terpotong dengan sempurna sehingga sebagian pin dari FPC tidak dapat menghantarkan arus listrik.
Perbaikan yang perlu dilakukan adalah membuat sistem pengontrolan pisau cutting dengan beberapa langkah sebagai berikut:
- Mengganti metode pengisian cheklist dari input data menjadi input evidence
- Membuang hasil produksi 5 sampai dengan 10 pcs FFC setelah pergantian pisau untuk menghindari pisau yang masih belum stabil
Gambar 5.20 Perubahan Instruksi Kerja Proses Cutting
5.3. Phase Control
Phase ini adalah terakhir dari konsep six sigma dimana fase ini akan dilakukan perbandingan (Compare) untuk trend cacat Assy Deck dengan cara mengumpulkan data quality trend pada periode trisemester kedua mulai dari bulan Apr ~ Jun 2012 (setelah dilakukan improve) untuk mengetahui apakah segala proses perbaikan yang telah dilakukan memiliki efek dalam penurunan jumlah cacat atau tidak.
5.3.1. Analisa Pareto
Berikut adalah trend defect yang terjadi selama periode trisemester kedua setelah dilakukan penelitian dan perbaikan di proses produksi.
Gambar 5.21 Diagram Pareto Trisemester Kedua
Analisa pareto memperlihatkan penurunan persentasi cacat untuk tiap kategori dengan tingkat cacat.
Tabel 5.14 Hasil Analisa Pareto Trisemester Kedua No Jenis Cacat Prod. Cacat Cacat (%) Rasio (%)
1 Noise 898,012 770 39.4% 39.4%
2 Electrical 898,012 520 26.6% 66.0%
3 Skew NG 898,012 456 23.3% 89.3%
4 Open Close 898,012 146 7.5% 96.7%
5.3.2 Data Cacat Deck Trimester Kedua
Dari data dibawah, dapat diketahui bahwa penelitian dan perbaikan yang sudah dilakukan ternyata berpengaruh cukup signifikan terhadap penurunan cacat Deck yang terjadi di proses, secara data per bulan, periode Juni ’12 telah mencapai target dengan cacat sebesar 1,401 PPM.
Tetapi apabila dihitung secara data keseluruhan pada periode trimester kedua sebesar 2,278 PPM memang terjadi penurunan sebesar 3,020 PPM tetapi persentasi cacat tersebut masih di atas target yang ditentukan yakni 2,000 PPM.
Tabel 5.15 Data Cacat Trisemester Kedua (Apr ~ Jun’12)
Item Apr May Jun Total Target
Hasil Prod. 168,025 136,774 144,207 449,006 2,000 PPM Cacat 527 294 202 1,023 Cacat (PPM) 3,136 2,150 1,401 2,278