e-isssn : 2655- 0865
Email : [email protected] Online: https://jurnal.ranahresearch.com.
134
Rancang Bangun Mesin CNC Berbasis Atmega 128 untuk Pembuatan
Layout PCB
Tomi Alfiandi1, Edidas2
1,2) Universitas Negeri Padang, Indonesia
KATA KUNCI A B S T R A K
CNC, G-Code, Motor Stepper, Atmega 128, PCB
Studi ini bertujuan untuk membuat mesin CNC (Computer Numerical Control) yang memiliki fungsi memotong, pengeboran, ukiran dengan mengontrol beberapa motor stepper untuk penggerak sumbu mesin CNC. Khususnya mesin CNC ini dapat mencetak rangkaian elektronika yang diaplikasikan pada PCB (Printed Circuit Board ) sehingga produksi dapat dilakukan secara otomatis tanpa melalui proses manual yang panjang seperti melarutkan papan PCB serta melubangi papan PCB secara manual. Metoda penelitian yang diterapkan yaitu dari perancangan perangkat lunak serta perancangan perangkat keras. Dimana perangkat lunak ini berupa sistem yang akan diterapkan pada mikrokontroler serta perangkat keras berupa bagian mekanik dan elektronika. Mesin CNC ini dijalankan dengan mikrokontroler Atmega 128 yang memiliki fungsi komplek berupa membaca memori sd tempat tersimpannya program G-Code serta yang mengontrol pergerakan motor stepper sesuai dengan koordinat yang ada dalam program G-Code. Alat ini menggunakan tiga motor stepper untuk masing masing sumbu X, sumbu Y dan sumbu Z serta menggunakan LCD yang berfungsi menampilkan setiap proses yang dilakukan mesin CNC. Proses pencetakan papan PCB dilakukkan dengan cara ukiran dan pengeboran. KORESPONDEN No. Telepon: - E-mail: [email protected] PENDAHULUAN
Perkembangan teknologi pada saat ini sangat pesat dimana terdapat munculnya berbagai macam produk teknologi dengan keunggulan pengunaan yang beragam, seperti komputer, telepon genggam, ataupun teknologi lainnya yang dapat membantu pekerjaan manusia menjadi mudah. Misalnya saja pada komputer dengan berbagai spesifikasi dan penggunaan yang beragam seperti komputer yang dikhususkan editor, gaming ataupun komputer yang khusus untuk mengontrol mesin tertentu.
Komputer yang khusus untuk pengontrol biasanya terdapat pada bidang industri, misalnya saja seperti merek Omron, Siemens, Schneider dan lain-lain. Biasanya komputer-komputer ini digunakan untuk mengontrol motor ataupun sensor di setiap bagian sistem industri sehingga proses produksi akan menjadi lebih efisien.
Pada industri elektronika perancangan serta pembuatan papan PCB merupakan hal yang paling utama dilakukan dalam membuat suatu produk elektronika. Sementara itu pembuatan papan PCB pada bidang industri dilakukan dengan cara otomatis menggunakan mesin-mesin
135 dengan teknologi canggih dengan berbagai macam bentuk serta dengan harga yang tentunya mahal.
Mesin CNC (Computer Numerical Control) adalah sebuah perangkat mesin perkakas yang dikendalikan dengan sistem komputer dengan gerak otomatis yang dikntrol atau diprogram dengan bahasa numeric. Pada prinsipnya mesin CNC merubah cara mengendalikan gerak eretan dan putaran spindle dengan cara manual diganti dengan control numeric (Sarwanto, 2018).
Dengan membuat mesin CNC yang ukurannya diperkecil dari ukuran mesin CNC industri sehingga dapat dipergunakan pada bagian pendidikan elektronika dengan biaya pembuatan mesin CNC yang lebih murah dari pada mesin CNC industri.
Mikrokontroler adalah suatu rangkaian terintegrasi (IC) yang bekerja unuk aplikasi pengendalian. Untuk mendukung pengendaliannya suatu mikrokontroler memiliki bagian-bagian seperti Central Processing Unit (CPU), Read Only Memory (ROM), Random Access Memory (RAM), Pewaktu/Pencacah dan Unit I/O (Iswanto, 2011).
Atmega 128 terdapat 64 pin pada mikrokontroler ini dengan 53 pin yang dapat dijadikan input atau output sesuai dengan program yang dibuat dengan software Bascom AVR.
Gambar 1. Mikrokontroler Atmega 128
Dimana mikrokontroler ini merupakan keluaran Atmel AVR dengan tipe RISC (Reduce Intruction Set Computer) yang memiliki instruksi yang sedikit namun terdapat banyak register dibandingkan dengan tipe CISC (Complex Instruction Set Computer ).
Motor Stepper adalah motor listrik sinkron yang mengubah pulsa data digital ke rotasi mekanikdan satu putaran penuhnya terbagi dalam banyak langkah (step) (Sumardi, 2013).
136 Motor stepper ini dijadikan sebagai penggerak untuk setiap sumbu mesin CNC dengan disambungkan dengan sumbu berulir sehingga mampu mengerakkan sumbu maju atau mundur dengan sangat akurat tergantung dari jarak ulir serta jumlah step motor dalam satu putaran.
METODE PENELITIAN
Pembuatan mesin CNC ini menggunakan mikrokontroler Atmega 128 sebagai pengontrol utama mesin CNC. Dimana atmega 128 ini merupakan pusat dari keseluruhan perangkat mesin CNC.
A. Blok Diagram
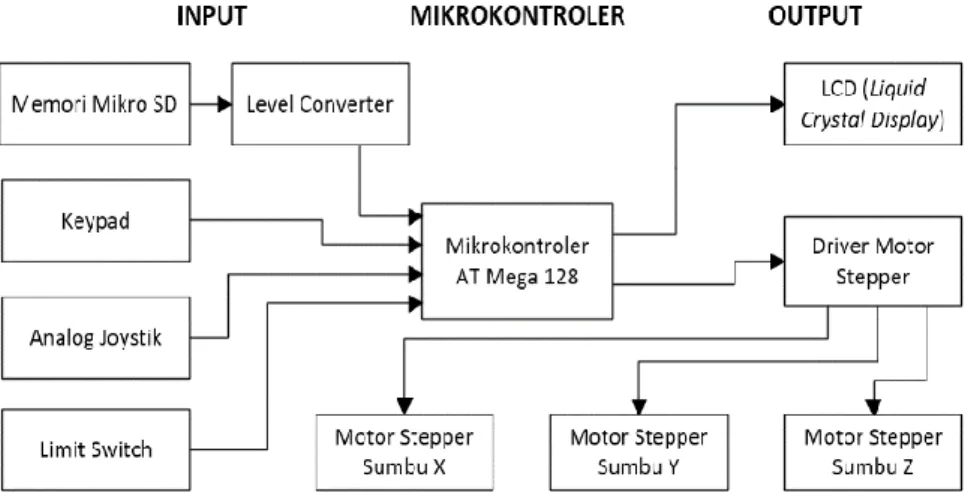
Gambar 3. Diagram Mesin CNC
Gambar diatas menunjukkan blog diagram dari keseluruhan sistem mesin CNC dengan beberapa bagian yaitu input, mikrokontroler dan output.
1. Memori Mikro SD
Memori mikro sd merupakan komponen mesin cnc yang berfungsi untuk menyimpan program G-Code yang dibuat melalui software eagle.
2. Level Converter
Lever converter digunakan untuk converter tegangan agar memori dapat berkomunikasi SPI dengan mikrokontroler.
3. Keypad
Keypad merupakan perangkat input yang berguna memberikan data-data yang dapat mengontrol sistem utama oleh user mesin cnc.
4. Analog Joystik
Analog joystik dipergunakan untuk mengatur posisi mata pisau mesin cnc, sehingga user lebih dipermudahkan mengatur posisi awal mesin cnc akan bekerja. 5. Limit Switch
Limit switch ini dipasang pada setiap ujung sumbu mesin cnc dengan fungsi yang memberikan data bahwa sumbu telah mencapai batasnya. Prinsip kerjanya yaitu ketika sumbu mesin cnc menekan limit switch sehingga mengirim data 0 ke mikrokontroler sehingga motor stepper langsung dihentikan oleh mikrokontroler.
6. Mikrokontroler atmega 128
137 7. LCD
Digunakan sebagai media display atau penampil proses kerja mesin cnc. Yang ditampilkan di LCD merupakan proses yang sedang dilakukan oleh mesin CNC. 8. Driver Motor Stepper
Driver motor stepper berfungsi mengatur putaran motor stepper, baik putaran searah jarum jam ataupun berlawanan arah jarum jam. Serta pada bagian ini data digital dari mikrokontroler diperkuat sehingga mampu menggerakkan motor stepper.
9. Motor Stepper
Motor stepper merupakan bagian dari mesin CNC yang berfungsi menggerakkan sumbu mesin CNC dengan cara memutar sumbu berulir sehingga mampu menggerakkan sumbu mesin CNC.
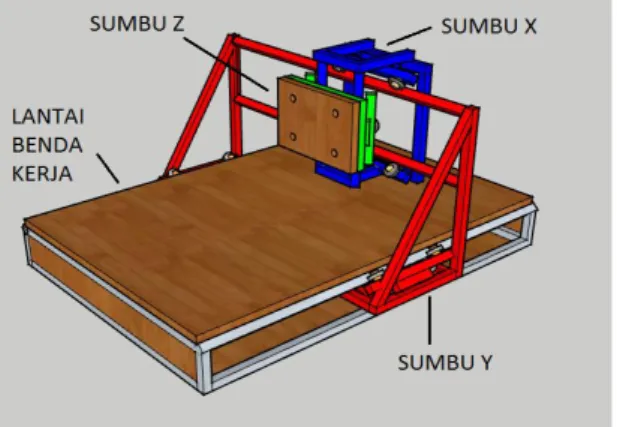
B. Rancangan Mekanik
Pada bagian mekanik terdapat 4 bagian utama yang berperan sebagai bagian yang bergerak pada mesin CNC ini:
1. Bagian Mekanik Sumbu Z
Pada bagian sumbu Z merupakan bagian penggerak sumbu yang bekerja untuk menggerakkan mata pisau naik dan turun.
2. Bagian Mekanik Sumbu X
Pada bagian sumbu X memiliki fungsi yaitu jalur sumbu Z dan juga tempat motor stepper sumbu Z beserta perangkat penggerak sumbu Z lainnya.
3. Bagian Mekanik Sumbu Y
Pada bagian sumbu Y memiliki fungsi yaitu jalur sumbu X beserta perangkat penggerak sumbu X lainnya.
4. Bagian Lantai Benda Kerja
Pada lantai kerja terdapat jalur sumbu Y beserta tempat motor stepper dan perangkat mekanik sumbu Y lainnya.
Gambar 4. Rancangan Mekanik C. Rancangan Elektronika
Rancangan elektronika merupakan rancangan rancangan yang berhubungan dengan komponen elektronika mesin CNC.
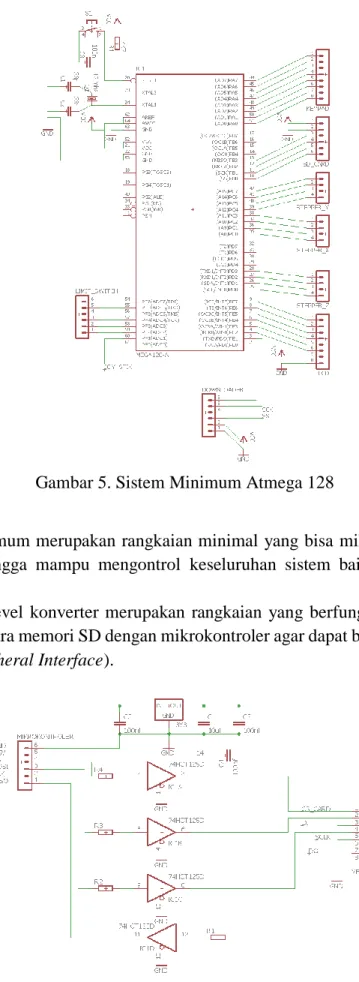
138 Gambar 5. Sistem Minimum Atmega 128
Sistem minimum merupakan rangkaian minimal yang bisa mikrokontroler atmega 128 bekerja, sehingga mampu mengontrol keseluruhan sistem baik itu input ataupun output.
Rangkaian level konverter merupakan rangkaian yang berfungsi untuk mengubah level tegangan antara memori SD dengan mikrokontroler agar dapat berkomunikasi secara SPI (Serial Pheripheral Interface).
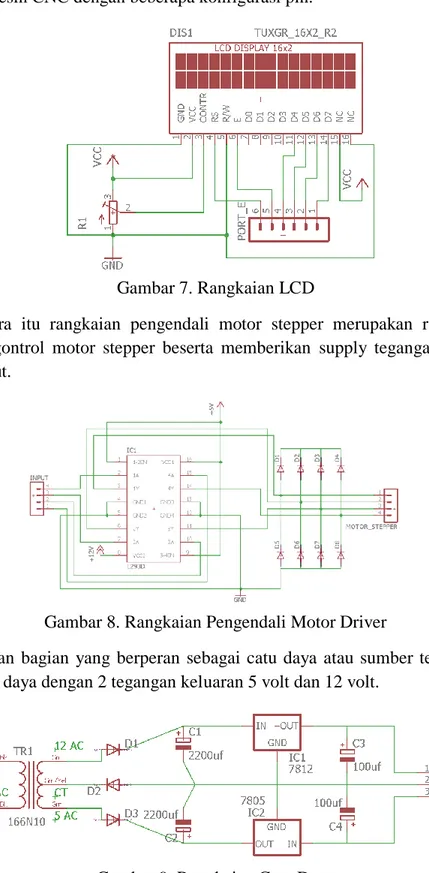
139 Rangkaian LCD merupakan rangkaian yang berperan agar LCD dapat menampilkan proses kerja mesin CNC dengan beberapa konfigurasi pin.
Gambar 7. Rangkaian LCD
Sementara itu rangkaian pengendali motor stepper merupakan rangkaian yang bertugas mengontrol motor stepper beserta memberikan supply tegangan untuk motor stepper tersebut.
Gambar 8. Rangkaian Pengendali Motor Driver
Sedangkan bagian yang berperan sebagai catu daya atau sumber tegangan adalah rangkaian catu daya dengan 2 tegangan keluaran 5 volt dan 12 volt.
Gambar 9. Rangkaian Catu Daya D. Prinsip Kerja
Dimulai dengan mikrokontroler atmega 128 membaca memori mikro SD kemudian mengambil data yang diperlukan untuk dijalankan sesuai dengan perintah dari user melalui keypad, dimana keypad berfungsi untuk memilih data yang ada pada memori mikro SD.
140 Setelah data didapatkan dalam format (txt) kemudian akan diambil setiap kode yang ada dalam data tersebut untuk mendapatkan beberapa informasi seperti Feedrate, posisi sumbu X, Posisi sumbu Y dan posisi sumbu Z beserta informasi lainnya agar mesin CNC berjalan secara otomatis.
Data yang ada dalam memori SD ini merupakan program G-Code yang didapatkan dari software eagle dengan cara membuat rancangan PCB kemudian di ekspor ke bentuk program G-Code.
Setelah data didapatkan kemudian mikrokontroler mengeluarkan sinyal digital baik untuk motor stepper maupun LCD dimana motor stepper akan bergerak berdasarkan sinyal digital yang dikeluarkan oleh mikrokontroler.
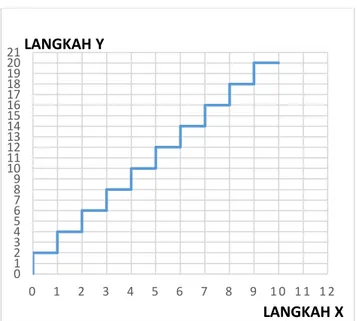
Gambar 10. Contoh Pergerakan Motor Stepper
Pergerakan motor stepper diatas merupakan contoh pergerakan motor stepper apabila dalam suatu program G-Code terdapat nilai X1.00 dan Y2.00, pergerakan ini di asumsikan jika dalam 1 mm terdapat 10 step yang dilakukan motor stepper.
E. Teknik Analisa Data
Teknik analisa data merupakan langkah-langkah yang ditempuh untuk mendapatkan data tertentu untuk mendapatkan hasil dari penelitian sehingga dapat menarik kesimpulan dari hasil penelitian tersebut.
1. Rata-rata (mean) 𝑥̅ =𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+. . + 𝑥𝑛 𝑛 2. Penyimpangan (deviasi) 𝑑1 = 𝑥1− 𝑥̅ 𝑑2 = 𝑥2− 𝑥̅ 𝑑𝑛 = 𝑥𝑛 − 𝑥̅ 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 0 1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 LANGKAH X LANGKAH Y
141 3. Kesalahan (error) % 𝐾𝑒𝑠𝑎𝑙𝑎ℎ𝑎𝑛 = 𝑎𝑘𝑡𝑢𝑎𝑙 − 𝑡𝑒𝑟𝑏𝑎𝑐𝑎 𝑎𝑘𝑡𝑢𝑎𝑙 × 100% 4. Ketelitian (Accuracy) 𝐾𝑒𝑡𝑒𝑙𝑖𝑡𝑖𝑎𝑛 = 1 − (𝑥𝑛− 𝑥̅𝑛 𝑥̅𝑛 ) 5. Ketepatan (Precission) 𝐴 = 1 − (𝑦𝑛− 𝑥𝑛 𝑥𝑛 )
HASIL DAN PEMBAHASAN
Pada bagian ini setelah dilakukan pembuatan alat mesin CNC untuk mendapatkan mesin CNC yang baik tentu perlu melalui pengujian serta perbaikan sistem serta pengujian perangkat keras pada mesin CNC.
Dimana pengujian sistem merupakan pengujian program yang di buat dengan software BASCOM AVR, apakah program tersebut bekerja untuk membaca memori mikro sd serta mengaplikasikan seluruh data penyimpanan mikro sd berupa program G-Code menjadi jalur rangkaian elektronika yang sudah tercetak pada papan PCB.
A. Ketepatan
Pengukuran ketepatan merupakan pengukuran yang bertujuan untuk membandingkan antara rancangan pada software eagle dengan hasil cetak mesin CNC pada papan PCB.
Tabel 1. Data Ketepatan Mesin CNC
Variabel Eagle Hasil Ketepatan error
Jarak 7 pin 15,24 15,20 0.062 0.26 % Panjang PCB 69,37 69,28 0.013 0.13 % Lebar PCB 28,96 29,10 0.039 0.48 % Lebar Jalur 1,016 1,02 0.98 0.39 % Lebar Pin 1,55 1,52 0.71 1.9 % Rata-rata 0.361 0.632 % B. Ketelitian
Pengukuran ketelitian dilakukan secara berulang ulang dengan nilai variabel yang diukur sama secara berulang ulang, bertujuan untuk melihat apakah mesin CNC ini bekerja dengan teliti, ini dilihat dari hasil ukur tidak akan jauh berbeda meski dilakukan berulang.
142 Tabel 2. Data Ketelitian Mesin CNC
No X Xn Deviasi Ketelitian 1 100.00 100.02 0.006 0.0099 2 100.00 100.00 -0.014 0.0101 3 100.00 100.04 0.026 0.0097 4 100.00 100.02 0.006 0.0099 5 100.00 100.04 0.026 0.0097 6 100.00 100.00 -0.014 0.0101 7 100.00 99.98 -0.034 0.0103 8 100.00 100.00 -0.014 0.0101 9 100.00 100.02 0.006 0.0099 10 100.00 100.02 0.006 0.0099 Mean 100.00 100.014 0 0.00996 C. Pembahasan
Berdasarkan dari hasil pengukuran yang telah dilakukan mesin CNC dapat bekerja dengan baik sesuai dengan rencana awal penelitian dimana atmega 128 dapat menggerakkan motor stepper berdasarkan program G-Code yang ada pada memori Mikro SD sehingga mesin CNC juga mampu mencetak papan PCB sesuai dengan apa yang direncanakan pada software design PCB.
Gambar 11. Proses Mesin CNC Mencetak PCB
Gambar diatas menunjukkan pada saat mesin CNC melakukan pekerjaan mencetak papan PCB dengan pengerjaan otomatis sesuai dengan rancangan PCB pada software Eagle.
143 Gambar 12. Bentuk Jadi mesin CNC
Sementara itu pada gambar 12 menunjukkan bentuk jadi dari mesin CNC berbasis Atmega 128.
KESIMPULAN
Berdasarkan hasil dari penelitian setelah dilakukan berbagai pengukuran dan pengamatan didapatkan beberapa kesimpulan.
1. Perangkat mekanik mesin CNC bekerja dengan baik yang didukung dengan perangkat elektronik yang juga bekerja dengan baik untuk menggerakkan keseluruhan sumbu mesin CNC.
2. Mikrokontroler dapat membaca memori sd dengan baik dengan data yang ada didalamnya berupa program G-Code untuk perintah koordinat sumbu X, Sumbu Y dan sumbu Z. 3. Mesin CNC dapat mencetak papan PCB sesuai dengan rancangan yang dibuat dengan
software design PCB sehingga mendapatkan papan PCB yang tercetak secara otomatis. 4. Driver motor stepper bekerja dengan baik dimana mampu mengendalikan pergerakan
motor stepper baik searah jarum jam ataupun berlawanan jarum jam.
Saran
Berdasarkan dari hasil penelitian serta pengamatan dalam proses pembuatan alat mesin CNC berbasis atmega 128 ini ada beberapa saran yang penulis sampaikan agar dapat menjadikan mesin CNC ini dapat berkembang pada penelitian selanjutnya.
1. Pada pembacaan data pada memori hendaknya ditampilkan pada LCD sehingga user dapat memilih program G-Code mana yang akan dijalankan mesin CNC sehingga tidak bergantung pada 2 mode engraving dan drilling saja
2. Pada proses manual hendaknya ditambahkan masukan koordinat sehingga mesin akan otomatis ke posisi yang di input dari keypad berdasarkan koordinat yang diberikan sehingga proses memposisikan mata pisau mesin CNC lebih mudah.
144
DAFTAR RUJUKAN
Sarwanto (2018). Mahir Permesinan Mesin CNC Milling Untuk Pemula. Yogyakarta. Iswanto (2011). Belajar Mikrokontroler AT89S51 dengan Bahasa C. Yogyakarta: Andi. Sumardi (2013). Mikrokontroler Belajar Avr Mulai dari Nol. Yogyakarta: Graha Ilmu.