RANCANG BANGUN ALAT BANTU PRESS TOOL
SEBAGAI ALAT PERAGA
TUGAS AKHIR
Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Diploma III (Ahli Madya) Jurusan Teknik Mesin Politeknik Negeri Padang
Oleh:
Nama : Muhammad Aulia Rahman
Nomor. Bp : 1301012008 Program Studi : Teknik Mesin Konsentrasi : Produksi
KEMENTERIAN RISET, TEKNOLOGI DAN PENDIDIKAN
TINGGI
POLITEKNIK NEGERI PADANG
JURUSAN TEKNIK MESIN
LEMBAR PENGESAHAN TUGAS AKHIR
RANCANG BANGUN ALAT BANTU PRESS TOOL
SEBAGAI ALAT PERAGA
Disusun Oleh :
Nama : Muhammad Aulia Rahman Nomor. Bp : 1301012008
Prodi : Teknik Mesin Konsentrasi : Produksi
Telah Lulus Sidang Pada Tanggal : 28 September 2016
Disetujui Oleh : Disahkan Oleh : Ketua Jurusan Teknik Mesin Hanif,ST.,MT Nip.19710902 199802 1 001 Pembimbing I Zulhendri,ST.,MT Nip. 19650525 199003 1 003 Pembimbing II Asmed,ST.,MT Nip. 196403 199103 1 004
Kepala Progam Studi Teknik Mesin Sir Anderson,ST.MT Nip.19720818 200003 1 002 Kepala Konsentrasi Produksi Drs.Mulyadi,ST.,MT Nip.19640706 198903 1 003
LEMBAR PENGESAHANTUGAS AKHIR
RANCANG BANGUN ALAT BANTU PRESS TOOL
SEBAGAI ALAT PERAGA
Tugas Akhir Ini Telah Diujidan Dipertahankan di Depan Tim Penguji Tugas Akhir Diploma III Jurusan Teknik Mesin Politeknik Negeri Padang
PadaTanggal :28 September 2016
Tim Penguji :
Ketua/Penguji I Sekretaris/Penguji II
Asmed,ST.,MT Drs.Dt Zuliardie Nip. 19640304 199103 1 004 Nip. 19511208 197603 1 005
Anggota I / Penguji III Anggota II / Penguji IV
Drs. Yusri.,MT Nasirwan,ST.,MP
Tugas akhir ini telah dipertahankan di depan sidang penguji dan dinyatakan lulus pada tanggal: 28 September 2016
Abstrak telah disetujui oleh penguji:
Tanda Tangan
1 2 3 4
Nama
Terang Asmed,ST.,MT Drs.Dt Zuliardie Drs.Yusri Mura,MT Nasirwan,ST., MP
Mengetahui:
Ketua Jurusan Teknik Mesin Hanif, ST., MT
Nip. 19710902 199802 1 001 Tanda Tangan
Alumnus telah mendaftar ke PoliteknikNegeri Padang dan mendapat nomor alumnus: Petugas
Nomor Alumni Nama Tanda Tangan
“RANCANG BANGUN ALAT BANTU PRESS TOOL SEBAGAI ALAT PERAGA” TugasAkhir D-III Oleh : Muhammad Aulia Rahman
PembimbingI : Zulhendri,ST.,MTdanPembimbing II: Asmed,ST.,MT
ABSTRAK
Untuk tercapainya pemahaman mengenai suatu materi pembelajaran, selain dari kompetensi dari tenaga pengajar yang betugas, keberadaan alat bantu peraga dapat menunjang pemahaman mengenai materi yang diajarkan, karena alat peraga dapat lansung diterapkan dalam proses pembelajaran. Maka dari itu tujuan dari pembuatan tugas akhir ini selain dapat merancang dan membuat press tool serta dapat memperlihatkan proses pemotongan juga dapat membuat press tool yang ringan agar mudah dibawa bawa.Dimana proses dari tugas akhir diawali dari tahap perancangan kemudian dilanjutkan pada tahap pemilihan bahan untuk komponen, setelah bahan di tentukan barulah dilanjutkan pada tahap pembuatan alat dan terakhir pengujian alat yang sudah dibuat. Alat bantu press tool sebagai alat peraga dibuat dari bahan yang ringan dan mudah diproses pemesinan, oleh karena itu resin polimer tipe 108 diplih karena bersifat ringan sehingga mudah untuk dibawa bawa, sementara untuk punch dan dies terbuat dari bahan stainless steel, produk yang dihasilkan oleh alat peraga ini berupa washing ring M10 yang bermaterialkan kertas karton tipe bond.Untuk tahap perancangan penulis menggunakan ST 37 sebagai bahan alat dan ST60 sebagai bahan dari punch.
Kata Kunci :Press tool, Alat Peraga, Rancang bangun, Resin.
MUHAMMAD AULIA RAHMAN
BIODATA
(a) Tempat/TglLahir: Padang/ 27Januari 1995 (b) Nama Orang Tua : H.Efrizal dan Hj.Nurmiswati (c) Jurusan: TeknikMesin. (d) NIM : 1301012008 (e) Tanggal Lulus: 29 September 2016 (g) Predikat Lulus: Sangat Memuaskan (h) IPK: 3,43 (i) Lama Studi: 3 Tahun (j) Alamat Orang Tua: Jl. Widuri Blok B1 No.28 Komplek Cimpago Permai,Kelurahan Koto Lua,Kecamatan Pauh.
iii
KATA PENGANTAR
Assalamu’alaikum Wr. Wb
Alhamdulillah, segala puji dan syukur penulis panjatkan kehadirat Allah SWT, yang telah melimpahkan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan tugas akhir ini. Tak lupa pula shalawat serta salam, penulis sampaikan kepada Nabi Muhammad saw yang membuka tabir keilmuan dan membimbing manusia kejalan yang benar.
Penulisan tugas akhir ini merupakan salah satu syarat untuk menyelesaikan program Diploma III (D III) Teknik Mesin Politeknik Negeri Padang. Oleh karena itu penulisan tugas akhir ini diharuskan setiap mahasiswa pada semester VI, pada kesempatan ini penulis mengambil judul Tugas Akhir (TA) tentang “RANCANG BANGUN ALAT BANTU PRESS TOOL SEBAGAI ALAT PERAGA”.
Dalam penyusunan tugas akhir ini, penulis banyak mengalami kesulitan dan hambatan, namun berkat bantuan dari berbagai pihak maka tugas akhir ini dapat diselesaikan dengan lancar dan baik. Untuk itu penulis mengucapkan terima kasih kepada :
1. Ayah, Ibu, Kakak, Adik, dan Sahabatku yang telah memberikan dorongan, doa-doa dan nasehat serta kasih sayangnya kepada penulis sehingga selesainya Tugas Akhir ini dengan baik dan lancar.
2. Bapak Zulhendri,ST.,MT selaku Dosen Pembimbing I Tugas AkhirPenulis di Politeknik Negeri Padang.
3. Bapak Asmed, ST.,M T selaku Dosen Pembimbing II Tugas Akhir Penulis di Politeknik Negeri Padang.
4. Bapak Aidil Zamri,ST.,MT selaku Direktur Politeknik Negeri Padang. 5. Bapak Hanif,ST.,MT selaku Ketua Jurusan Teknik Mesin Politeknik
Negeri Padang.
6. Bapak Rakiman ST.,MT selaku Sekretaris Jurusan Teknik Mesin Politeknik Negeri Padang.
7. Bapak Sir Anderson ST,MT selaku Kepala Prodi Jurusan Teknik Mesin Politeknik Negeri Padang.
iv
8. Bapak Drs,Mulyadi,ST.,MT selaku Kepala Konsentrasi Produksi Jurusan Teknik Mesin Politeknik Negeri Padang.
9. Seluruh Staf Pengajar dan Karyawan Jurusan Teknik Mesin Politeknik Negeri Padang.
Rekan-rekan Mahasiswa Jurusan Teknik Mesin dan Himpunan Mahasiswa Mesin yang telah memberikan dukungan semangat kepada Penulis.
Serta seluruh pihak yang telah membantu penulis baik secara langsung maupun tidak langsung yang tidak dapat disebutkan satu persatu.
Semoga semua dukungan, bantuan, dan do’anya serta bimbingan yang telah diberikan kepada penulis mendapat balasan pahala dari Allah SWT. Amin.
Penulis menyadari bahwa tugas akhir ini masih banyak terdapat kekurangan- kekurangandalam penulisan. Oleh karena itu penulis mengharapkan kritik dan saran yang sifatnya membangun penulis untuk masa yang akan datang. Penulis berharap agar tugas akhir ini dapat bermanfaat bagi kita semua.Demikian penulisan tugas akhir ini, atas perhatiannya penulis ucapkan terima kasih.
Padang, September 2016
v DAFTAR ISI HALAMAN KULIT LEMBAR PENGESAHAN I LEMBAR PENGESAHAN II KATA MUTIARA ABSTRAK
LEMBAR TUGAS AKHIR ASISTENSI
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... viii
BAB I. PENDAHULUAN 1.1 Latar Belakang ... 1 1.2 Perumusan Masalah ... 1 1.3 Tujuan ... 2 1.3.1 Tujuan Umum ... 2 1.3.2 Tujuan Khusus ... 2 1.4 Batasan Masalah ... 2
1.5 Metoda Pemgumpulan Data ... 2
1.6 Sistematika Penulisan Laporan ... 3
1.7 Manfaat ... 4
1.7.1 Bagi Mahasiswa ... 4
1.7.2 Bagi Masyarakat ... 4
1.7.3 Bagi Dunia Pendidikan ... 4
BAB II. TEORI DASAR 2.1 Defenisi ... 5
2.2 Klasifikasi ... 5
vi
2.4 Komponen Press Tool ... 14
2.5 Rumus gaya gaya perencanaan ... 17
BAB III. METODOLOGI 3.1 Diagram alir ... 24
3.2 Tempat dan waktu ... 25
3.3 Alat dan bahan yang digunakan ... 25
BAB IV. PEMBAHASAN 4.1 Perhitungan ... 26
4.1.1 Perancangan material strip ... 27
4.1.2 Tahap perhitungan ... 27
4.2 Tahap pembuatan alat ... 35
4.3 Tahap perawatan ... 38
BAB VI. PENUTUP 5.1 Kesimpulan ... 39
5.2 Saran ... 39
DAFTAR PUSTAKA
vii
DAFTAR GAMBAR
Gambar 2.1 Simple tool ... 6
Gambar 2.2 Compound tool ... 7
Gambar 2.3 Progressive tool ... 7
Gambar 2.4 Proses pierching ... 9
Gambar 2.5 Proses blanking ... 9
Gambar 2.6 Proses notching ... 9
Gambar 2.7 Proses parting ... 10
Gambar 2.8 Proses shaving ... 10
Gambar 2.9 Proses trimming ... 11
Gambar 2.10 Proses cropping ... 11
Gambar 2.11 Proses Lanzing ... 12
Gambar 2.12 Proses bending ... 12
Gambar 2.13 Proses flanging ... 13
Gambar 2.14 Proses deep drawing ... 13
Gambar 2.15 Proses curling ... 13
Gambar 2.16 Proses embossing ... 14
Gambar 2.17 Komponen Press Tool ... 14
Gambar 4.1 Ring M10 ... 26
Gambar 4.2 Layout ... 26
Gambar 4.3 Dimensi ring plat M10 ... 27
Gambar 4.4 Center of gravity... 30
viii
DAFTAR TABEL
Tabel 2.1 Harga Elastisitas pada Rumus Tetmejer ... 19
Tabel 2.2 Kelonggaran punch dan dies untuk beberapa bahan ... 21
Tabel 2.3 Rekomendasi kelonggaran(Clearance)(% x ketebalan) ... 22
Tabel 2.4 Rekomendasi kelonggaran menurut Sharma P.C ... 23
Tabel 4.1 Center of gravity ... 32
Tabel 4.2 Spesifikasi bahan produk ... 34
1
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Dewasa ini manusia berlomba-lomba dalam menciptakan alat yang memiliki efisiensi kerja yang maksimal dalam membuat produk dengan kosumsi waktu yang sedikit. Press tool merupakan salah satu dari alat yang dapat menciptakan produk dengan waktu yang relatif singkat, dikarenakan press tool adalah alat dengan prinsip kerja penekanan untuk pemotongan, pembentukan ataupun gabungan dari keduanya untuk membuat produk dengan output yang sama dalam waktu yang singkat. Maka dari itu perlu kiranya seorang mahasiswa teknik mesin memahami teori mengenai press tool, mulai dari prinsip kerja sampai pada komponen yang terdapat pada press tool. Untuk itu diperlukan sebuah alat peraga yang dapat mempermudah proses pembelajaran dan pemahaman materi mengenai
press tool tersebut.
Alat peraga pendidikan diperlukan sebagai wadah untuk menambah pemahaman mengenai suatu materi yang tengah dipelajari, selain mempermudah mahasiswa dalam memahami, alat peraga juga dapat mempermudah dosen atau pengajar dalam menjelaskan prinsip kerja, maupun komponen yang terdapat pada alat tersebut.
Maka dari itu penulis tertarik mengambil judul mengenai “Rancang Bangun Alat Bantu Press Tool Sebagai Alat Peraga”, yang diharapkan nantinya dapat bermanfaat dalam proses belajar mengajar dalam mata kuliah press tool.
1.2 Perumusan Masalah
Dalam penulisan Tugas Akhir mengenai “Rancang Bangun Alat Bantu Press
Tool Sebagai Alat Peraga”, penulis merumuskan masalah dengan penjabaran
sebagai berikut :
1. Perancangan press tool
2
1.3 Tujuan
1.3.1 Tujuan Umum
Adapun tujuan umum dari tugas akhir ini adalah:
1. Untuk memenuhi salah satu syarat lulus program Diploma III (DIII) Jurusan Teknik Mesin di Politeknik Negeri Padang.
2. Mengasah kemampuan mahasiswa untuk berfikir analitis dan memecahkan masalah berdasarkan hal yang telah dipelajari baik dibangku perkuliahan maupun dilapangan.
3. Membuka wawasan mahasiswa mengenai aplikasi dan implementasi bidang ilmu yang telah dipelajari pada dunia nyata.
1.3.2 Tujuan Khusus
Adapun tujuan khusus dari tugas akhir ini adalah: 1. Dapat merancang press tool
2. Dapat membuat press tool yang diperuntukan sebagai alat peraga. 3. Dapat memperlihatkan proses pemotongan yang sedang berlansung. 4. Membuat alat peraga yang dapat dibawa bawa / portable.
1.4 Batasan Masalah
Dari masalah inilah penulis merencanakan press tool (alat tekan) ini, disamping masalah lain yang menjadi pertimbangan dalam pembuatan tugas akhir ini, antara lain :
1. Membuat rancang press tool yang sudah tersedia pada pelajaran pratek semester 5.
2. Menentukan bahan alat yang ringan.
1.5 Metoda Pengumpulan Data.
Dalam penulisan Tugas Akhir ini, semua data dan informasi penulis peroleh melalui beberapa metode, yaitu :
3
1. Metode Interview
Yaitu melakukan konsultasi langsung dengan pembimbing mengenai kendala yang dihadapi dan penulisan Laporan Tugas Akhir.
2. Metode Literatur
Yaitu metode pengumpulan informasi berdasarkan referensi-referensi yang terkait dengan pokok permasalahan dari berbagai sumber.
1.6 Sistematika Penulisan Laporan
Untuk mempermudah proses pembahasan, penyusunan serta pembahasan dalam Tugas Akhir ini, penulis menguraikan semuanya dalam beberapa BAB, yaitu sebagai berikut :
BAB I PENDAHULUAN
Bab ini menjelaskan tahap awal dari penulisan berupa latar belakang, batasan masalah, metode penulisan tugas akhir dan sistematika penulisan, tujuan dan manfaat.
BAB II TINJAUAN PUSTAKA
Bab ini berisi tentang : Definisi press tool, klasifikasi press
tool, prinsip kerja, pengerjaan yang dilakukan press tool,
serta komponen yang terdapat pada press tool.
BAB III METODOLOGI
Bab ini berisikan tentang : Alur kerja pembuatan alat, waktu dan perancanaan pengerjaan, serta alat dan bahan yang diperlukan.
BAB IV PEMBAHASAN
Bab ini berisikan tentang : Hasil dari perencanaan ,tahap pembuatan dan perawatan alat.
4
BAB V PENUTUP
Bab ini berisikan tentang kesimpulan dan saran dari laporan tugas akhir yang penulis buat.
DAFTAR PUSTAKA
LAMPIRAN
1.7 Manfaat
1.7.1 Bagi Mahasiswa
a. Merupakan proses belajar secara nyata dalam mengembangkan, memodifikasi dan menciptakan suatu alat yang bermanfaat untuk diri sendiri maupun orang lain.
b. Sebagai proses pembentukan karakter kerja mahasiswa dalam menghadapi persaingan di dunia kerja.
c. Sarana dalam menerapkan ilmu yang didapat selama kuliah untuk mengembangkan Ilmu Pengetahuan dan Teknologi ( IPTEK ).
d. Membangkitkan minat dalam mengamati, mempelajari dan mengembangkan alat tersebut serta melatih untuk bekerja dalam sebuah tim.
1.7.2 Bagi Masyarakat
a. Mendorong masyarakat umum agar berfikir ilmiah, dinamis dan berperan aktif dalam dunia teknologi yang semakin berkembang pesat. b. Membantu dalam meningkatkan efektifitas dan efisiensi produksi . c. Mengurangi biaya produksi.
1.7.3 Bagi Dunia Pendidikan
a. Memberikan masukan yang positif terhadap pengembangan dan pemberdayaan teknologi tepat guna.
5
BAB II
TEORI DASAR
2.1 Defenisi
Press Tool adalah peralatan yang mempunyai prinsip kerja penekanan
dengan melakukan pemotongan pembentukkan atau gabungan dari keduanya. Peralatan ini digunakan untuk membuat produk secara massal dengan produk
output yang sama dalam waktu yang relatif singkat.
2.2 Klasifikasi
Press Tool dapat dklasifikasikan menjadi beberapa macam menurut proses
pengerjaan yang dilakukan pada die yaitu: simple tool, compound tool dan
progressive tool, sementara dari produk yang dihasilkan tipenya adalah group tool dan gang tool.
Berdasarkan proses pengerjaan pada die 1. Simple Tool
Simple Tool adalah jenis dari press tool yang paling sederhana, dimana hanya
terjadi satu proses pengerjaan dan satu station dalam satu alat. Pemakaian jenis
simple tool ini mempunyai keuntungan dan kerugian.
Keuntungan simple tool :
Dapat melakukan proses pengerjaan tertentu dalam waktu yang singkat. Kontruksinya relatif sederhana
Harga alat relatif murah Kerugian simple tool:
Hanya mampu melakukan proses-proses pengerjaan untuk produk yang sederhana sehingga untuk jenis pengerjaan yang rumit tidak dapat dilakukan oleh jenis press tool ini.
6
Gambar 2.1Simple Tool
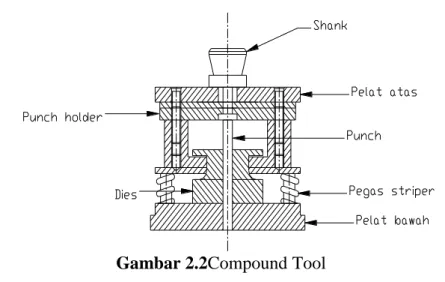
2. Compound Tool
Pada press tool jenis ini, dalam satu penekanan pada satu station terdapat lebih dari satu pengerjaan, dimana proses pengerjaannya dilakukan secara serentak. Pemakaian jenis compound tool ini juga mempunyai keuntungan dan kerugian.
Keuntungan compound tool :
Dapat melakukan beberapa proses pengerjaan dalam waktu yang bersamaan pada station yang sama.
Kerataan dan kepresisian dapat dicapai.
Hasil produksi yang dicapai mempunyai ukuran yang lebih teliti. Kerugian compound tool:
Konstruksi dies menjadi lebih rumit.
Terlalu sulit untuk mengerjakan material yang tebal.
Dengan beberapa proses pengerjaan dalam satu station menyebabkan perkakas cepat rusak.
7
Gambar 2.2Compound Tool 3. Progressive Tool
Progressive Tool merupakan peralatan tekan yang menggabungkan sejumlah
operasi pemotongan atau pembentukkan lembaran logam pada dua atau lebih station kerja, selama setiap langkah kerja membentuk suatu produk jadi.
Keuntungan progressive tool:
Dapat diperoleh waktu pengerjaan produksi yang relatif singkat dibandingkan simple tool.
Pergerakkan menjadi lebih efektif.
Dapat melakukan pemotongan bentuk yang rumit pada langkah yang berbeda.
Kerugian progressive tool :
Ukuran alat lebih besar bila dibandingkan simple tool dan compound
tool.
Biaya perawatan besar.
Harga relatif lebih mahal karena bentuknya rumit.
8
Berdasarkan jenis pemotongan 1. Gang tool
Gang tool atau yang lebih dikenal juga dengan gang die adalah jenis presstool yang mana menghasil 2 atau lebih komponen yang mirip dalam
satu tool dan dalam sekali langkah penekanan.
Keuntungan gang tool :
Dapat memproduksi dalam skala besar.
Bahan produk menjadi lebih irit karna memanfaatkan sisa produk sebelumnya.
Kerugian gang tool :
Kontruksi yang besar. 2. Group tool
Dari beberapa sumber buku group tool juga disebut dengan combination
tool karena pada tool jenis ini menggabungkan dua proses pengerjaan
pemotongan dan pembentukan pada satu station.
2.3 Jenis - Jenis Pengerjaan Pada Press Tool
Berdasarkan proses pengerjaannya, press tool dibedakan menjadi dua kelompok besar, yaitu :
1. Cutting Tool
Yaitu suatu proses pengerjaan yang dilakukan dengan cara menghilangkan sebagian material atau pemotongan menjadi bentuk yang sesuai dengan keinginan. Adapun proses yang tergolong dalam cutting tool ini adalah sebagai berikut :
a. Pierching
Pierching adalah proses pemotongan material oleh punch dengan prinsip kerjanya sama dengan proses blanking, namun seluruh sisi potong punch melakukan proses pemotongan. Pada alat ini proses pierching adalah punch untuk membuat lubang.
9
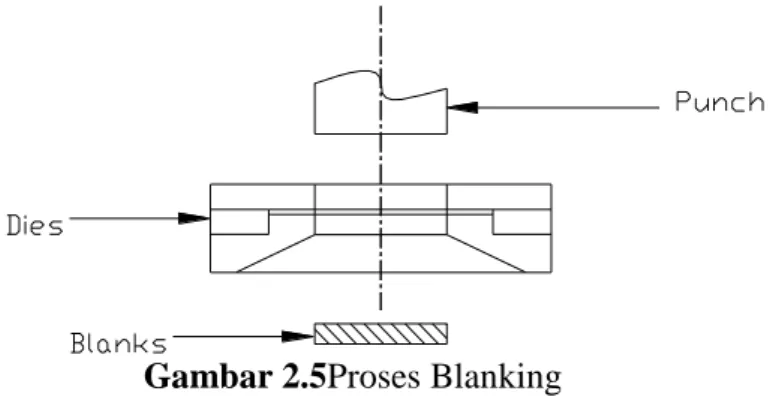
Gambar 2.4Proses Pierching b. Blanking
Merupakan proses pengerjaan material dengan tujuan mengambil hasil produksi yang sesuai dengan punch yang digunakan untuk menembus atau dengan sistem langkah penekanan. Pada umumnya proses ini dilakukan untuk membuat benda kerja dengan cepat dan berjumlah banyak dengan biaya murah.
Gambar 2.5Proses Blanking c. Notching
Notching adalah proses pemotongan oleh punch, dengan minimal dua sisi yang terpotong, namun tidak seluruh sisi punch melakukan pemotongan. Tujuan dalam pemotongan ini adalah untuk menghilangkan sebagian material pada tempat-tempat tertentu yang diinginkan.
Gambar 2.6Proses Notching d. Parting
Parting adalah proses pemotongan untuk memisahkan blank melalui satu garis potong atau dua garis potong antara komponen yang satu dengan komponen
10
yang lain. Biasanya proses ini digunakan pada pengerjaan bentuk-bentuk blank yang tidak rumit atau bentuk material yang sederhana.
Gambar 2.7Proses Parting e. Shaving
Shaving merupakan proses pemotongan material dengan sistem mencukur, dengan maksud untuk menghaluskan permukaan hasil proses blanking atau
pierching guna mendapatkan ukuran teliti dari hasil pemotongan yang dilakukan
terlebih dahulu.
Punch
Die Scrap
Gambar 2.8 Proses Shaving f. Trimming
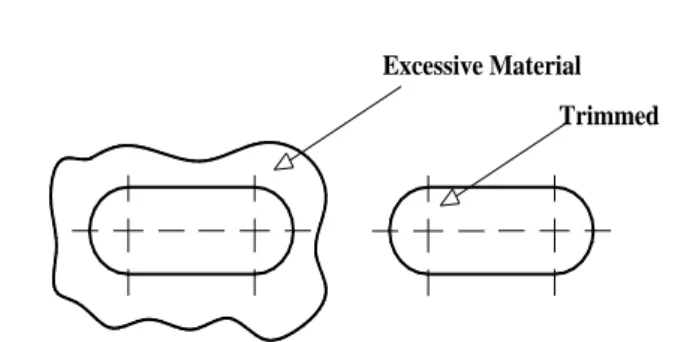
Trimming adalah merupakan proses pemotongan material sisa, guna mendapatkan fininshing ini digunakan untuk memotong sisa penarikan dalam maupun benda hasil penuangan.
11 Excessive Material
Trimmed
Gambar 2.9 Proses Trimming g. Cropping
Cropping adalah merupakan proses pemotongan material atau benda kerja tanpa meninggalkan sisa. Proses yang terjadi pada Cropping ini sama dengan proses yang terjadi pada Blanking, akan tetapi dalam Cropping tidak ada bagian yang tertinggal. Benda kerja akan terpotong dan cenderung sudah mempunyai ukuran lebar yang sama dengan ukuran yang diminta serta mempunyai panjang material sesuai dengan jumlah komponen yang diminta. Proses Cropping ini digunakan untuk membuat komponen Blanking berbentuk sederhana, tidak rumit dan teratur.
Stock Strip Cropped Part
Scrap
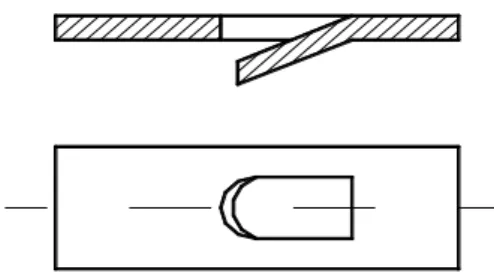
Gambar 2.10Proses Cropping h. Lanzing
Lanzing adalah merupakan proses pengerjaan gabungan antara penekukan (bending)dan pemotongan (cutting). Hasil proses ini berupa suatu tonjolan. Sedangkan punch yang digunakan sedemikian rupa, sehingga punch dapat memotong pelat pada dua sisi sampai tiga sisi serta pembengkokannya pada sisi
12
Gambar 2.11Proses Lanzing 2. Forming Tool
Yaitu proses pengerjaan material yang dilakukan tanpa pengurangan atau penghilangan, akan tetapi hanya mengubah bentuk geometris benda kerja. Yang tergolong dalam forming tool adalah bending, flanging, deepdrawing, curling dan embossing.
a. Bending
Proses bending merupakan proses pembengkokkan material sesuai dengan yang dikehendaki. Proses pembendingan dapat dilakukan pada proses dingin ataupun pada proses panas. Perubahan yang terjadi pada proses ini hanya bentuknya saja namun volume material yang dibendingkan akan tetap.
Gambar 2.12Proses Bending
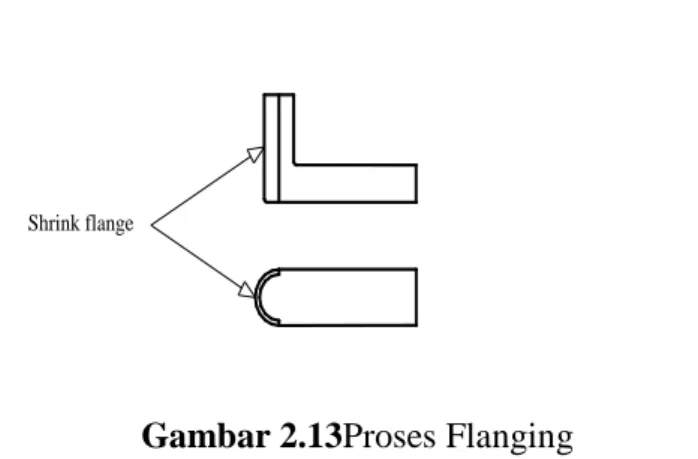
b. Flanging
Flanging adalah proses yang menyerupai proses bending hanya perbedaanya terletak pada garis bengkok yaitu bukan merupakan garis lurus namun merupakan radius.
13
Shrink flange
Gambar 2.13Proses Flanging
c. Deep Drawing
Deep Drawing merupakan proses penekanan benda yang diinginkan dengan
kedalaman cetakan sampai batas deformasi plastis. Tujuannya adalah untuk memperoleh bentuk tertentu dan biasanya tebal material akan berubah setelah proses ini.
Gambar 2.14 Proses Deep Drawing d. Curling
Merupakan pembentukkan profil yang dilakukan pada salah satu ujung material.
14
e. Embossing
Embossing merupakan proses pembentukkan contour material pada salah satu sisi material tersebut.
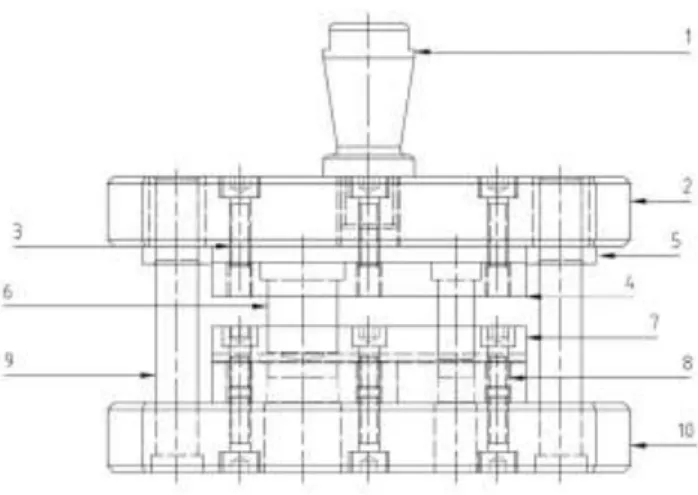
Gambar 2.16Proses Embossing 2.4 Komponen Press Tool
Adapun komponen-komponen yang terdapat pada press tool dapat dilihat seperti gambar dibawah ini:
Gambar 2.17Komponen Press tool
1. Shank
Merupakan pemegang yang digunakan sebagai tempat pengikat antara
press tool yang digunakan dengan mesin press tetap yang dipasang pada
plat atas.
2. Plat atas (Top Plate)
Biasanya digunakan sebagai dudukan plat pemegang punch, poros pemegang (shank) dan juga dudukan bush pengarah dan pillar.
15
3. Pressure plate
Komponen ini digunakan untuk menahan tekanan balik dari punch untuk menghindari cacat dari plat atas.
4. Punch holder
Plat ini berfungsi sebagai pemegang punch yang dipasang pasang pada plat atas.
5. Bush pengarah
Merupakan sarung pengarah dari pillar. 6. Punch
Punch merupakan bagian laki laki dari press tool yang akan menembus
plat.Punch dipasang tetap pada plat atas atau plat bawah. 7. Plat stripper
Komponen ini berfungsi untuk melepas plate strip dari punch agar bahan yang menjepit punch setelah proses pemotongan/pembentukan, hal ini dimaksudkan untuk menghindari dari lekukkan atau lipatan.
8. Dies
Merupakan bagian perempuan dari press tool yang membatasi dan mengelilingi punch yang dipasang pada plat dasar atau plat atas.
9. Tiang pengarah (guide pillar)
Komponen ini bertujuan untuk mendapatkan ketepatan suaian posisi antara plat atas dan plat bawah .
10. Plat bawah
Komponen ini merupakan dudukan daripada die dan guide pillar (tiang pengarah).
2.5 Rumus Gaya-Gaya Perencanaan
Dalam perencanaan ini dibutuhkan dasar-dasar perhitungan yang menggunakan teori dan rumus-rumus tertentu. Adapun teori dan rumus-rumus tersebut antara lain untuk mecari gaya-gaya perencanaan terlebih dahulu mengetahui gaya-gaya yang bekerja pada suatu rancang bangun benda.
16
a. Gaya Pemotongan (Blanking, Pierching,Notching)
Untuk menentukan gaya pierching dapat digunakan rumus seperti dibawah ini :
Fp = 0,8 U t t
Keterangan :
U = panjang sisi potong (mm) t = tebal material proses (mm) t = tegangan tarik bahan (N/mm2)
Fp = gaya (blanking, perching, notching) (N)
0,8 merupakan konversi dari tegangan tarik ke tegangan geser untuk bahan yang mempunyai tegangan tarik kurang dari 900 N/mm2 .
b. Gaya Forming (Deep Drawing)
Gaya pembentukan yang terjadi dapat dicari dengan menggunakan rumus : F = d t t ( d D - K) Keterangan : F = Gaya pembentukan (N/mm2)
d = Diameter pembentukan benda kerja (mm) t = Tegangan Tarik (N/mm2)
D = Diameter bentangan benda kerja sebelum dibentuk (mm) t = Tebal Pelat (mm)
K = Konstanta (0,6 ÷ 0,7) c. Gaya Pegas Stripper
Pada perencanaan ini posisi stripper terletak pada unit bawah dan tebal
spesimen yang akan dibentuk adalah 1 mm, maka langkah untuk menentukan
gaya pegas stripper adalah sebagai berikut: Fps = 5÷20% x F Total Keterangan :
Fps = Gaya pegas stipper (N) F = Gaya Total (N)
17
d. Perhitungan Gaya Pegas Pelontar
Untuk mencari gaya pegas pelontar ini dihitung terlebih dahulu volume pena pelontar dengan rumus:
V= 4 . .D2 t Keterangan :
V = Volume pena pelontar (mm3) D = Diameter pena pelontar (mm) t = Tinggi pena pelontar (mm)
Kemudian dicari jumlah massa totalnya dengan rumus : M = V.
Keterangan :
= massa jenis bahan (kg/m3)
V = Volume pena pelontar (mm3)
M = massa total (kg)
Baru didapat gaya pegas pelontar, yaitu : F= m . g
Keterangan :
F = Gaya pegas (N) m = Massa bahan (kg)
g = Gravitasi bumi (9,81 m/s2) e. Rumus mencari tebal Die
Rumus Empiris mencari tebal pelat untuk mencari tebal Die berdasarkan gaya total yang di butuhkan untuk perencanaan press tool adalah :
3 g tot F H Keterangan : H = Tebal Die (mm)
g = Gravitasi bumi (9,81 m/det2) Ftot = Gaya total (N)
18
f.Rumus Mencari Panjang Punch Maksimum
Dalam mencari panjang Punch maksimum dipakai punch yang memiliki diameter terkecil/yang paling kritis.Dimana penjabaran rumusnya berawal dari gaya buckling dikarnakan batang punch yang ramping cendrung untuk melengkung dan akibatnya akan timbul momen. Besar gaya buckling menurut rumus euler sebagai berikut :
Fb = E · I min ·π² ………...…( Budiarto. 2001,hal 81 ) L² Fb I E L . . 2 Keterangan : Fb = Gaya Buckling ( N ) E = Modulus Elastisitas ( N/mm² ) Imin = Momen Inersia ( mm )
L = Panjang Punch ( mm )
Gaya bucklimg dapat juga dicari berdasarkan kerampingannya, yaitu : λ ≥ λ0 Digunakan untuk rumus euler
λ < λo Digunakan untuk rumus tetmejer λ = S/i i = A I Keterangan : S = Panjang Batang (mm ) A = Luas penampang ( mm² )
i = jari- jari girasi λ = kerampingan I = Momen Inersia
Apabila menggunakan rumus tetmejer maka rumusnya adalah sebagai berikut:
19
Tabel 2. 1Harga Elastisitas pada Rumus Tetmejer
Bahan E( N /mm²) λ0 Rumus tetmejer
ST 37 210.000 105 δB = 310 – 1,14 λ
ST 50 dan ST 60 210.000 89 δB = 335 – 0,6 λ
Besi tuang 100.000 80 δB = 776 - 12λ + 0,053λ
g. Rumus Titik Berat Gaya
F xi F X . F yi F Y . Keterangan :
X = Titik berat terhadap sumbu x Y = Titik berat terhadap sumbu y xi = Titik berat ke-i terhadap sumbu x yi = Titik berat ke-i terhadap sumbu y ΣF = Gaya proses pada satu bidang (N) h. Perhitungan Pelat Atas
Pada pelat atas akan terjadi tegangan bengkok yang diakibatkan gaya-gaya reaksi dari Punch. Besarnya tegangan yang terjadi adalah:
i= Wb Mb 6 .h2 b Wb h = i . max . 6 b Mb σi =σt / v Keterangan : h = Tebal pelat (mm)
MB maks = Momen bengkok maksimum
b = Panjang pelat atas yang direncanakan (mm) dimana
20
σi = Tegangan tarik izin (N/ mm2)
v = Faktor keamanan i. Perhitungan Kedalaman Sisi Potong
H = 3 x s bila s < 2 mm Keterangan : H = Kedalaman kelonggaran (mm) S = Tebal pelat (mm) j. Kelonggaran (Clearance)
Kelonggaran atau clearance adalah suatu ukuran antara punch dan dies. Ada beberapa fungsi kelonggaran (clearance) diantaranya adalah :
1. Mencegah terjadinya gesekan antara punch dan dies saaat operasi pemotongan, gesekan semakin besar bila kelonggaran antara punch dan dies terlalu kecildan sebaliknya gesekan kecil bila kelonggaran besar.
2. Menentukan kualitas sisi potong yang diharapkan, kelonggaran yang lebih kecil menghasilkan hasil yang lebih halus dan lebih baik.
3. Menentukan ketepatan toleransi produk hasil yang diperoleh, kelonggaran yang lebih kecil dan membentuk beberapa toleransi produk yang lebih baik .
4. Berpengaruh terhadap burr yang terjadi beralur lebih kecil bila kelonggaran lebih kecil.
Kelonggaran clearance diklasifikasikan dalam tiga bagian besar, yaitu : 1. Excesive clearance (kasar)
Excesive clearance terjadi akibat beberapa hal diantaranya :
a. Kelonggaran antara punch dan dies besar membentuk burr yang besar.
b. Bibir plat pada permukaan yang terpotong membentuk radius yang cukup besar.
c. Permukaan bawah bibir blan membentuk radius. d. Penetrasi pemotongan kecil.
21
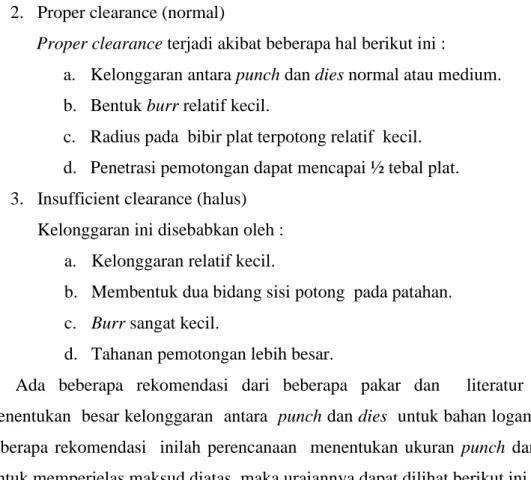
2. Proper clearance (normal)
Proper clearance terjadi akibat beberapa hal berikut ini :
a. Kelonggaran antara punch dan dies normal atau medium. b. Bentuk burr relatif kecil.
c. Radius pada bibir plat terpotong relatif kecil. d. Penetrasi pemotongan dapat mencapai ½ tebal plat. 3. Insufficient clearance (halus)
Kelonggaran ini disebabkan oleh : a. Kelonggaran relatif kecil.
b. Membentuk dua bidang sisi potong pada patahan. c. Burr sangat kecil.
d. Tahanan pemotongan lebih besar.
Ada beberapa rekomendasi dari beberapa pakar dan literatur untuk menentukan besar kelonggaran antara punch dan dies untuk bahan logam. Dari beberapa rekomendasi inilah perencanaan menentukan ukuran punch dan dies. Untuk memperjelas maksud diatas, maka uraiannya dapat dilihat berikut ini :
1) Groover M. P., menetapkan kelonggaran sebagai berikut :
c = a .t (mm)
Keterangan :
c = kelonggaran (clearance) (mm)
a = konstanta, harganya dapat dilihat pada Tabel 2.2 berikut ini. t = tebal plat (mm)
Tabel 2. 2Kelonggaran punch dan dies untuk beberapa bahan
Metal Group a
11005 And 50,25 Aluminium Alloys, All Tempers 0,045 21245 and 6061 ST Alloys, Brass All Tempers, Solf
Cold Rolled Steel, Stainless Steel 0,060
Cold Rolled Steel, Half Hard, Stainless Steel Half hard
and full Hard 0,075
Sumber : Groover M.P.,2002, Fundamentals Of Modern Manufacturing,
22
2) Kalpakjian S., Menetapkan kelonggaranya secara umum adalah 2 s.d 10 % dari tebal plat. Untuk pemotongan yang halus (fine Blanking) 1% dari tebal plat (untuk kecepatan pons yang rendah / slow punching speeds).
3) Sckey J.A., menetapkan kelonggaran yang dianjurkan adalah sebesar 0,04 s.d 0,12 h, h adalah ketebalan dari material yang dipotong. 4) Luchsinger H.R., secara umum untuk menentukan kelonggaran (C)
antara punch dan dies adalah sebagai berikut : a. Untuk ketebalan plat s ≤ 3 mm
𝐶 = 𝑘 . 𝑠√𝑇𝐵. b. Untuk ketebalan s ≥ 3 mm 𝐶 = (1,5 𝑘 . 𝑠 − 0,015) √𝑇𝐵. Keterangan : C = clearance (mm) k = konstanta
0,005 untuk permukaan halus 0,010 untuk permukaan normal 0,035 untuk permukaan kasar
S = tebal plat yang dipotong (mm)
TB = tegangan geser (shear stress) bahan (kg/mm2)
Tegangan geser 0,8 tegangan tarik bahan.
5) Alamsyah A., untuk menentukan kelonggaran direkomendasikan berdasarkan Tabel 2.3 berikut ini :
Tabel 2. 3RekomendasiKelonggaran (Clearance) (% x ketebalan)
Jenis material Kekuatan material
(kg/mm2) % x Tebal pelat
Mild steel > 25 2 s.d 3
Mild steel 25 s.d 40 3 s.d 5
Steel 40 s.d 80 5 s.d 9
Jenis material Kekuatan material
23
Al, Brass, Copper - 2 s.d 4
6) Sharma P. C., kelonggaran punch dan dies untuk beberapa macam metal adalah C = % tebal pelat atau % x t (lihat Tabel 2.4)
Tabel 2. 4Rekomendasi Kelonggaran Menurut Sharma P.C
Jenis Material Kelonggaran
C = % x tebal pelat Brass 5 Soft Steel 5 Medium Steel 6 Hard Steel 7 Aluminium 10
Sumber : Sharma P.C., 2003 Production Engineering. S, Cand & Company LTD. Ram Nagar, New Delhi – 110 055
7) Sharma P.C., juga menentukan kelonggaran dengan melakukan perhitungan memakai rumus :
𝐶 = 0,0032 . 𝑡√𝜏𝑔.
Keterangan :
C = Kelonggaran (mm) t = tebal pelat (mm)
τg = tegangan geser material (kg/mm2)
Sumber : Alamsyah A., 1993, Pemilihan Baja Perkakas dan Perlakuan Panasnya
24
BAB III
METEODOLOGI
3.1 Diagram Alir Mulai Pendahuluan Tinjauan pustaka Pemilihan bahan dan peralatan Perancangan alat Menentukan Lay-out produk Proses pembuatan alat Tidak Sesuai25
3.2 Tempat dan waktu
Tempat : Laboratorium mekanik Politeknik Negeri Padang. Waktu : Agustus s/d September 2016
3.3 Alat dan bahan yang digunakan Peralatan : Mesin bubut Mesin milling Mesin bor Wadah cetakan Spatula pengaduk Sarung tangan Bahan : Resin tipe 108 Katalistor
26
BAB IV
PEMBAHASAN
4.1. Perhitungan
Ring adalah pelat tipis (biasanya berbentuk disk) dengan lubang ditengah
yang biasanya digunakan untuk mendistribusikan beban yang diterima oleh sebuah pengikat seperti sekrup dan mur. Ring juga penting digunakan untuk mencegah terdinya korosi galvanik, khususnya dengan isolasi sekrup baja dari permukaan alumunium. Ring pada saat ini tidak hanya digunakan pada industri otomotif tetapi banyak juga digunakan pada industri bangunan dan baja. Untuk menjamin kerataan pada penyambungan pada saat perakitan maka digunakan ring sebagai pendistribusi gaya dari mur ke baut. Selain itu ring juga dapat mencegah keausan permukaan dari benda pada saat penguncian sambungan dengan baut atau sekrup.
Gambar 4.1 Ring M10
Ring M 10 direncanakan dibuat dari plat ST 37 dengan tebal plat 1mm.Proses pembuatan ring M 10 dilakukan dengan pierching dan blanking tool,
27
dimana proses pierching dilakukan terlebih dahulu dan dilanjutkan dengan proses
blanking.
4.1.1 Perancangan material strip
Sebagai alat peraga bahan dari produk hasil nantinya terbuat dari kertas karton dengan ketebalan 0,097 mm ,tetapi untuk perhitungan digunakan bahan umum untuk pembuatan washing ring yaitu plat ST 37 dengan ketebalan 1 mm.
4.1.2 Tahap Perhitungan Gaya Yang Dibutuhkan
Gaya yang bekerja pada press tool adalah gaya pierching, gaya blanking, dan gaya pegas pembalik.
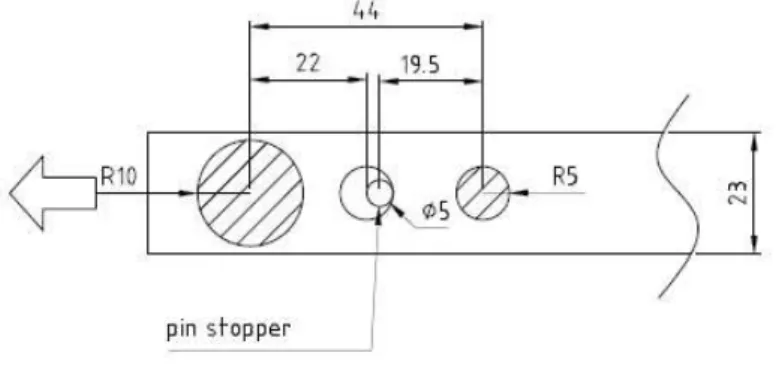
Gambar 4.3 Dimensi Ring Plat M 10
Dari dimensi dan bahan Ring Plat dapat dihitung gaya pierching dan
blanking yang terjadi dengan menggunakan rumus:
- Gaya Pierching ( Fp ) : Fp = 0,8 . U. t . σt = 0.8 x (π x 10 mm) x 1mm x 370 N/mm2 = 9294,4 N - Gaya Blanking ( Fb ) Fb = 0,8 . U . t . σt = 0,8 x( π x 20 mm) x 1 mm x 370 N/mm2 = 18588,8 N
28
Keterangan :
Fp = Gaya Pierching ( N )
Fb = Gaya Blanking ( N )
U = Luas sisi potong t = Tebal plat ( mm )
σ
t=
Tegangan tarik bahan ( ST 37 Tegangan tarik = 370 N/mm2 )Maka diperoleh gaya total proses : Pierching : 9294,4 N
Blanking : 18588,8 N Total : 27833,2 N
Gaya pegas yang dibutuhkan antara 5% - 20% dari proses kerja. Gaya pegas dipengaruhi oleh beberapa faktor antara lain gesekan dari material dengan punch dan kondisi potong die dengan punch.Gaya Pegas pembalik ( Fps ) dapat dihitung
dengan kekuatan pegas yang diambil 10 % dari total : - Gaya pegas stripper
Fps = 10 % . Ftotal
= 10 % x 27833,2 N = 2783,32 N
Jadi gaya pegas yang bekerja pada proses adalah 2783,32 N Dies
- Tebal dies
Tebal dies dapat dihitung dengan persamaan 7 yaitu :
H =
√
𝐹𝑡 𝑔 3 H =√
𝐹𝑡𝑜𝑡𝑎𝑙 𝑔 3=
√
27833,2 𝑁 9,81 𝑚𝑚 329
Keterangan :
H = Tebal Dies Ftotal = Gaya total ( N )
g = Gravitasi bumi ( 9,81 m/det2 ) Perhitungan panjang dan lebar die
- Jarak kritis (s) : (1,5-2) x tebal die
= 2 x 14,15 mm = 28,3 mm
- Lebar die : s + lebar stock strip
= 28,3 + 23 mm = 51,3 mm - Panjang die : s + panjang proses
= 28,3 + 56,5 = 84,8 mm Maka diperoleh :
Panjang die : 84,8 mm ukuran yang diambil : 90 mm Lebar die : 51,3 mm ukuran yang diambil : 52 mm Tebal : 14,15 mm ukuran yang diambil : 15 mm
Panjang Punch
Perhitungan punch maksimal dimaksudkan agar tidak terjadi pembengkokan atau efek buckling pada saat melakukan pemotongan maupun pembendingan. Untuk menentukan panjang punch maksimal dan menghindari efek buckling maka dipilih punch dengan potongan terkecil.
Dalam pembuatan punch yang terkecil adalah punch pierching dengan gaya sebesar 9294,4 N maka panjang punch dapat dihitung dengan menggunakan rumus :
Lmak =
√
𝜋2.𝐸.𝐼
𝐹𝑏
Bahan Punch yang digunakan adalah besi ST 60 dengan modulus elastisitasnya adalah 300-340 Gpa ( Norton, 2005 ) :
340 Gpa = 340 x 1000 Mpa = 340000 Mpa = 340000 ( N/mm2 )
30
Momen inersia untuk penampang punch yang berbentuk bulat pejal dapat dihitung sebagai berikut : I = 𝜋 64d 4 = 3,14 64 10 4 = 490,625 mm4
Panjang Punch maximum dapat dihitung sebagai berikut :
=
√
3,14 2𝑥 340000 𝑁/𝑚𝑚2𝑥 490,625 𝑚𝑚4 9294,4 N =√
1644704525 𝑁/𝑚𝑚 2 9294,4 𝑁 =√
176956,503 mm2 = 420,6 mmJadi panjang punch maksimal dari perhitungan yang didapat sebesar 420,6 mm, untuk ukuran yang diambil adalah 27 mm.
Titik berat (Center of grafity)
Penentuan titik berat ini diperlukan sebagai pedoman untuk meletakkan shank pada posisi yang dapat mendistribusikan gaya secara merata sehingga dapat menghemat tenaga .
Gambar 4.4Center of Grafity
y
31
Tabel 4.1 Center Of Gravity
F xi F X . 27833,2 1969297 mm 62 , 70 F yi F Y . 27833,2 1115328 mm 07 , 40
Perhitungan Plat Atas
Pada pelat atas akan terjadi tegangan bengkok yang diakibatkan gaya-gaya reaksi dari Punch. Besarnya tegangan yang terjadi adalah:
i = Wb Mb 6 .h2 b Wb h = i . max . 6 b Mb σi =σt / v Keterangan : h = Tebal pelat (mm)
MB maks = Momen bengkok maksimum
b = Panjang pelat atas yang direncanakan (mm) σi = Tegangan tarik izin (N/ mm2)
v = Faktor keamanan,(5)
bahan plat atas ST 60 diperoleh,
σt = 600 N/mm² σi = 600 N/mm² ÷ 5 = 120 N/mm² Mb max = 27833,2 N x 70,62 mm = 1965580,58 Nmm No. F(Gaya) N X Mm Y mm F.x Nmm F.y Nmm 1 9294.4 99.96 40 929068 371776 2 18588.8 55.96 40 1040229 743552 Jumlah(Σ) 27883.2 - - 1969297 1115328
32 maka, h = i . max . 6 b Mb 150 .120 / 2 Nmm 1965580,58 . 6 mm N mm mm N / 18000 Nmm 8 11793483,4 2 193 , 655 mm = 25,59 mm
Maka diperoleh tebal plat atas ialah 25,59 mm ,namun ukuran yang diambil adalah 26 mm.
Maka diperoleh ukuran dari plat atas sebagai berikut: Panjang : 150 mm
Lebar : 90 mm Tebal : 26 mm
Clearence Punch dan Dies
Clearence punch terhadap die merupakan jarak clearence batang punch terhadap lubang dies. Untuk mendapatkan clearence antara punch dan dies digunakan rumus: 𝑈𝑠 = 𝑐 . 𝑡 . √𝜎𝐵 Untuk t < 3 mm 𝑈𝑠 = (1,5 . 𝑐 . 𝑡 − 0,0015) √𝜎𝐵 Untuk t > 3 mm Keterangan : Us = Clearence ( mm ) c = Faktor kerja
0,005 untuk permukaan halus 0,010 untuk permukaan normal 0, 035 untuk permukaan kasar s = Tebal Plat
TB = Tegangan Geser ( Shear Stress ) bahan ( kg/mm2 ) =
=
33
Gambar 4.5 Kelonggaran Punch terhadap Dies
Faktor kerja yang dipakai pada perencanaan ini adalah faktor kerja untuk pengerjaan normal yaitu c = 0,01
Us = c . s . √𝑇𝐵
= 0,01 x 1 x √310 = 0,176 mm
Dari perhitungan clearence antara dies terhadap punch didapat 0,176 mm per sisi.Setelah clearence didapatkan maka dapat diperoleh ukuran punch dan
dies, agar didapatkan hasil pemotongan yang baik dan sesuai ekspektasi
perancangan, dengan mengacu pada konsep dasar sebagai berikut:
- Untuk proses pierching, ukuran punch tetap sementara ukuran dies mengikuti, maka diperoleh ukuran dies pierching 10,176 mm.
- Untuk proses blanking, ukuran dies tetap sementara ukuran punch mengikuti, maka diperoleh ukuran punch blanking 19,824 mm.
Pressure Plate
Plat penahan berguna untuk melindungi sisi bagian bawah dari plat atas dan gaya aksial yang sebabkan oleh punch. Pada plat penekan akan mengalami tegangan tekan pada setiap penampang bidang kontak punch. Untuk bahan perhitungan pressure plate menggunakan bahan ST37 dengan tegangan tarik 370 N/mm² dan faktor keamanan 6.
𝜏 𝑖𝑧𝑖𝑛 > 𝜏𝑝
𝜏 𝑖𝑧𝑖𝑛 = 370 𝑁/𝑚𝑚² 6 = 61,6 N/mm²
Untuk menghitung tebal pressure plate digunakan rumus : h = 𝑓
34
dimana :
h = tebal plat penahan (mm) f = gaya punch terbesar (N) l = keliling sisi potong (mm)
𝜏𝑡 = tegangan tarik izin bahan (N/mm²)
Maka,
h = 18588.8 N
62,8 mm. 61,6 N/mm² = 4,82 mm
Maka diperoleh ketebalan minimum dari pressure plate adalah sebesar 4,82 mm,sementara untuk ukuran yang diambil adalah sebesar 5 mm,dan diperoleh dimensi dari pressure plate yakni:
Panjang = 90 mm Lebar = 52 mm Tebal = 5 mm
Sementara itu bahan washing ring ini nantinya akan menggunakan kertas karton dari jenis bond dengan spesifikasi sebagai berikut:
Subjek Penjelasan Standar
TAPPI
Nama kertas karton jenis bond (75gram/m²) T 410
Ketebalan 0,0097 mm T 411
Kecerahan 0-90 % ISO T 452
Tegangan tarik bahan 0,0036 N/mm² (MD) , 0,0026 N/mm² (CD) T 414
Tegangan geser 0,0028 kg/mm² T 404
Tearing resistance 100 mN T 404
Sumber: www.paperonweb.com/
Keterangan: TAPPI : Technical Association of the Puld and Paper Industry
Dan untuk komponen press tool sendiri nantinya menggunakan dua bahan bahan yaitu resin(fenol-formaldehida) dan stainless steel untuk bagian punch dan dies, dengan spesifikasi sebagai berikut:
35
Subjek Penjelasan
Nama Resin 108 (buatan)
Katalisator (pengeras) Methyl ethyl ketone peroxide Bahan resin Reaksi phenol dengan formaldehida
Sifat fisik Plastis, transparan, keras, dan lembek/leleh
Sifat kimia Asam resinal
Alkohol resinal Resino tannol Ester-ester
Sedikit mengandung oksigen dengan banyak mengandung karbon (Anonim,2010)
Sumber: dari berbagai sumber
4.2 Tahap Pembuatan Alat
Tahap ini dimulai dari proses perancangan yang mulai dari perhitungan gaya yang akan terjadi sampai pada pehitungan dimensi setiap komponennya, dengan perincian sebagai berikut:
1. Perancangan Alat
Pembuatan bentuk lay out
Lay out sangat penting dalam proses perencanaan press tool karena
perhitugan pada plat atas tergantung dari bentuk lay out, juga sebagai pedoman dalam pembuatan press tool.
Pemilihan bahan
Pemilihan bahan disini mencakup untuk komponen press tool dan bahan dari produk press tool, untuk bahan dari komponen press tool sendiri dipilih bahan resin tipe 108 dikarnakan sifatnya yang keras namun elastis,campuran fenol dan formaldehida ini juga dapat dibentuk sesuai cetakan yang diinginkan.
36
Resin adalah senyawa polymer rantai karbon. Polymer berasal dari kata –poly (banyak) dan –mer (ikatan). Senyawa polymer rantai karbon dapat didefinisikan sebagai senyawa yang mempunyai banyak ikatan rantai karbon.
Resin merupakan bahan pembuat Fiberglass yang berujud cairan kental seperti lem, berkelir hitam atau bening. Berfungsi untuk mengeraskan semua bahan yang akan dicampur.
Agar resin dapat mengeras maka diperlukan campuran katalis yang manacairan ini bisa dibilang pendamping setia resin, cairan ini berwarna bening dan berbau agak menyengat. Cairan ini berfungsi untuk mempercepat proses pengerasan adonan fiber, semakin banyak katalis maka akan semakin cepat adonan mengeras tetapi hasilnya kurang bagus. Cairan ini jika mengenai kulit akan terasa panas, seperti cairan air zuur.
Untuk pemilihan bahan produk disesuaikan dengan gaya yang dapat dihasilkan oleh press tool ini, kertas dinilai cocok karna memiki spesifikasi yang dapat diproses pada alat ini.
2. Pembuatan dan Permesinan A. Tahap penyetakan
Pada tahap penyetakan alat penulis menggunakan bahan-bahan sebagai berikut:
a) Cairan resin. b) Mal/cetakan.
c) Katalisator(Methyl ethyl ketone peroxide). d) Wadah pengaduk.
Tahap tahap yang dilakukan pada proses penyetakan meliputi: a) Buat bentuk mal/cetakan sesuai dengan dimensi alat yang
akan dibuat,dengan ukuran yang di lebihkan untuk tindakan pencegahan bila terjadi kesalahan dalam proses permesinan.
37
b) Campurkan cairan resin dengan katalisator dengan perbandingan 10 : 1, untuk volume yang digunakan ditentukan dengan volume bidang cetak.
c) Setelah campuran diaduk hingga timbul gelembung udara kecil ,maka tuangkan ke wadah cetakan.
d) Tunggu dalam beberapa menit hingga cairan mengeras, lamanya pengeraskan tergantung dari dimensi yang akan dibuat, semakin besar maka akan semakin lama.
e) Khusus untuk bidang silinder,pakailah cetakan yang bersifat tetap dan mudah dibuka ,seperti pipa plastik.
f) Untuk proses pengeringan ,alat dapat ditempatkan ditempat yang kering yang tidak terpapar lansung oleh sinar matahari.
B. Tahap permesinan
Pada tahap permesinan penulis menggunakan mesin milling dan mesin bubut untuk dengan penjabaran sebagai berikut :
1. Mesin milling
Komponen yang dibuat dengan menggunakan pengerjaan milling adalah : a) Plat atas b) Plat bawah c) Punch holder d) Stripper e) Dies f) Shank 2. Mesin bubut
Komponen yang dibuat dengan menggunakan pengerjaan bubut adalah:
a) Shank
b) Bush pengarah c) Tiang pengarah
38
4.3 Tahap Perawatan
Tahap perawatan untuk material resin yang dilakukan untuk menjaga umur dan performa alat dapat dilakukan perlakukan perawatan sebagai berikut:
1. Preventive maintenance : Menghidari alat berbenturan keras dengan bidang keras karna dapat menyebabkan alat pecah dan rusak. 2. Corrective maintenance : Pembersihan dapat dilakukan dengan
menggunakan alat pembersih sederhana seperti kain dan tisu.
3. Overhaul : Bila terdapat bagian yang pecah
dapat ditambal dengan tahap sebagai berikut: - Bersihkan komponen yang pecah.
- Buat mal/cetakan sesuai dengan bidang yang akan di tambal. - Campurkan resin dengan katalisator dengan rata.
39
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan uraian - uraian penulisan dari bab – bab sebelumnya dan sesudah melalui beberapa tahapan proses pembuatan alat press tool ini, penulis dapat menyimpulkan:
1. Dapat merancang press tool.
2. Dapat membuat press tool yang diperuntukan sebagai alat peraga pendidikan.
3. Dapat memperlihatkan proses pemotong bahan.
4. Alat dapat dibawa bawa karna komponen berbahankan resin polimer.
5.2 Saran
Adapun saran yang diberikan disini setelah melihat hasil dari pembuatan press tool ini adalah :
1. Tentukan gaya yang dibutuhkan dan dimensi alat yang akan dibuat. 2. Buat gambar alat yang sudah direncanakan.
3. Dalam proses pembuatan pastikan ukuran alat sesuai dengan yang direncanakan, karena dapat mempengaruhi hasil produk yang dibuat.
4. Pergunakanlah alat ini sesuai dengan fungsi dan prinsip kerjanya, serta perhatikanlah perawatan dan perbaikannya agar alat ini bisa bekerja secara maksimal dan tahan lama.
5. Harapan penulis semoga alat ini dapat bekerja dengan baik agar berguna untuk masa yang akan datang.
DAFTAR PUSTAKA
Luchsinger,H.R.1994.Tool design 2.Swiss:Polyteknik Mekanik Swiss Prakash,H.Joshi._____.Press tools design and constructions.India:Wheeler Publishing.
Groover,M.P.2002.Fundamentals of Modern Manufacturing:Materials,Processes and Systems.USA:Jhon Willey & Son,Incorporated.
Alamsyah A., 1993, Pemilihan Baja Perkakas dan Perlakuan
Sharma P.C., 2003 Production Engineering. S, Cand & Company LTD. Ram Nagar, New Delhi – 110 055
http://www.paperonweb.com/paperpro.htm#top1
Lampiran 1
Lampiran 2
Lampiran 3
Lampiran 4
Mal /cetakan resin
Lampiran 5