LANDASAN TEORI
3.1 Kualitas
Faktor utama yang menentukan kinerja suatu perusahaan adalah kualitas barang atau jasa yang dihasilkan. Produk atau jasa yang berkualitas adalah yang sesuai dengan apa yang diinginkan konsumennya. Oleh karena itu perusahaan perlu mengenal konsumen dan mengetahui kebutuhan dan keinginannya. Terdapat banyak sekali definisi dan pengertian kualitas, yang sebenarnya pengertian yang satu hampir sama dengan pengertian yang lain.
Banyak ahli yang mendefinisikan kualitas yang secara garis besar orientasinya adalah kepuasan pelanggan yang merupakan tujuan perusahaan yang berorientasi pada kualitas. Oleh karena itu, dapat dikatakan bahwa secara garis besar, kualitas adalah keseluruhan ciri atau karakteristik produk atau jasa dalam tujuannya untuk memenuhi kebutuhan dan harapan pelanggan.
Suatu produk dikatakan berkualitas mempunyai nilai subjektifitas yang tinggi antara satu konsumen dengan konsumen lain. Hal inilah yang sering didengar sebagai dimensi kualitas yang berbeda satu dari yang lainnya.
Secara umum dapat dikatakan bahwa kualitas produk atau jasa itu akan dapat diwujudkan bila orientasi seluruh kegiatan perusahaan tersebut berorientasi pada kepuasan pelanggan (customer satisfaction).
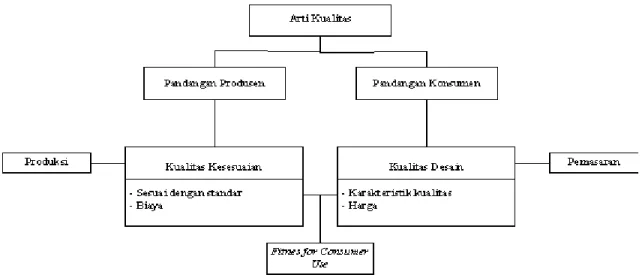
Apabila diutarakan secara rinci, kualitas memiliki dua perspektif, yaitu perspektif produsen dan perspektif konsumen, dimana bila kedua hal tersebut disatukan maka akan
dapat tercapai kesesuaian antara kedua sisi tersebut yang dikenal sebagai kesesuaian untuk digunakan oleh konsumen. Menurut Russel (1996), hal ini dapat digambarkan seperti pada Gambar 3.1. (Ariani, 1999, p7).
Gambar 3.1 Dua Perspektif Kualitas
Pada gambar di atas dapat terlihat bahwa kedua perspektif tersebut akan bertemu pada satu kata yaitu fitness for consumer use. Kesesuaian untuk digunakan tersebut
merupakan kesesuaian antara konsumen dengan produsen sehingga dapat membuat suatu standar yang disepakati bersama dan dapat memenuhi kebutuhan dan harapan kedua belah pihak.
3.2 Pengendalian Kualitas
Untuk memungkinkan perusahaan pabrik dapat bekerja sebagaimana yang diharapkan, maka dibutuhkan adanya kegiatan pengawasan dan pengendalian atas sistem produksi agar penyimpangan-penyimpangan yang terjadi dapat segera diketahui dan diperbaiki. Bila terjadi penyimpangan dalam kegiatan produksi, maka harus diusahakan
agar penyimpangan yang terjadi menjadi sekecil mungkin, dan pengawasan itu sendiri merupakan alat pengukur untuk memperbaiki penyimpangan yang tidak diinginkan dan untuk menjamin tercapainya tujuan serta terlaksananya rencana yang telah digariskan. Penyimpangan itu sendiri akan merupakan bahan pertimbangan dalam penyusunan rencana masa depan.
Dalam kegiatan pengawasan dan pengendalian juga dilihat sebab-sebab timbulnya penyimpangan, berapa besar penyimpangan tersebut dan mencari kemungkinan-kemungkinan untuk dapat memperkecil atau menghindari penyimpangan-penyimpangan, serta mencari kemungkinan mengenai dasar-dasar perbaikan atas penyimpangan yang ada.
Semua kegiatan produksi harus diarahkan untuk menjamin terdapatnya kontinuitas dan koordinasi kegiatan dalam usaha pengolahan dan penyelesaian hasil produksi atau produk sesuai dengan bentuk, kuantitas, kualitas, dan waktu yang diinginkan, serta dalam batas-batas biaya yang direncanakan. (Assauri, 1999, p123). Pengendalian kualitas merupakan proses yang berkelanjutan untuk menjamin kualitas produk yang dihasilkan. Kegiatan pengendalian kualitas tidak hanya meliputi penetapan standar produk atau proses dari pihak produsen, melainkan standar yang ditetapkan produsen tersebut juga harus sesuai dengan spesifikasi atau toleransi yang ditetapkan oleh pihak konsumen. (Ariani, 2003, p5). Tujuan pengendalian kualitas adalah :
1. agar barang hasil produksi dapat mencapai standar mutu yang telah ditetapkan 2. mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin
3. mengusahakan agar biaya desain dari produk dan proses dengan menggunakan mutu produk tertentu dapat menjadi sekecil mungkin
4. mengusahakan agar biaya produksi dapat menjadi serendah mungkin
Definisi dari Nuclear Regulatory Commision NRC USA perihal QA dan QC :
Penjaminan mutu (QA) adalah semua perencanaan dan langkah sistematis yang diperlukan untuk memberikan keyakinan bahwa instalasi atau sistem yang akan diwujudkan dapat beroperasi secara memuaskan.
Pengendalian mutu (QC) adalah bagian dari QA yang memberikan petunjuk dan cara-cara untuk mengendalikan mutu material, struktur, komponen, atau sistem agar memenuhi keperluan yang telah ditentukan.
Jadi QC meliputi tindakan-tindakan yang berupa pengetesan, pengukuran, dan pemeriksaan untuk memantau apakah kegiatan-kegiatan engineering, pembelian,
manufakturing, konstruksi, dan kegiatan lain untuk mewujudkan sistem telah dilakukan sesuai dengan kriteria yang digariskan. Demikian juga halnya dengan material, peralatan, dan instalasi yang telah dibuat, dibeli, dan dibangun apakah telah sesuai dengan prosedur, gambar, dan spesifikasi. Bila ternyata terdapat penyimpangan maka segera diadakan koreksi. (Suharto, 1995, p304).
3.3 Statistical Quality Control
Berdasarkan Gaspersz (1998, p1) Statistical Process Control (SPC) adalah
sebuah terminologi yang mulai digunakan sejak tahun 1970an untuk menjabarkan penggunaan teknik–teknik statistikal dalam memantau dan meningkatkan performansi proses menghasilkan produk berkualitas.
Pengendalian proses statistik merupakan teknik penyelesaian masalah yang digunakan sebagai pemonitor, pengendali, penganalisis, pengelola, dan memperbaiki
proses menggunakan metode-metode statistik. Dengan menggunakan pengendalian proses statistik ini maka dapat dilakukan analisis dan minimasi penyimpangan atau kesalahan, mengkuantifikasikan kemampuan proses, dan membuat hubungan antara konsep dan teknik yang ada untuk mengadakan perbaikan proses. Sasaran utamanya adalah mengadakan pengurangan terhadap variasi atau kesalahan-kesalahan proses. (Ariani, 2003, p61)
Pada tahun 1950–1960an juga digunakan terminologi SQC yang memiliki pengertian sama dengan SPC. Statistical Quality Control (SQC) adalah suatu sistem
yang dikembangkan untuk menjaga standard yang uniform dari kualitas hasil produksi,
pada tingkat biaya yang minimal dan merupakan bantuan untuk mencapai efisiensi perusahaan pabrik. SQC merupakan penggunaan metode statistik untuk mengumpulkan dan menganalisis data dalam menentukan dan mengawasi kualitas hasil produksi.
Menurut Assauri (1999, pp220-223) Sebenarnya SQC terdiri dari : penggunaan diagram chart dan prinsip-prinsip statistik dan tindakan operator untuk mengawasi
proses pengerjaan atau pengolahan. Keuntungan metode statistik :
a. Pengawasan (control) dimana penyelidikan yang diperlukan untuk dapat
menerapkan statistical control mengharuskan bahwa syarat-syarat mutu pada situasi
itu dan kemampuan prosesnya telah dipelajari hingga mendetail. Hal ini akan menghilangkan beberapa titik kesulitan tertentu, baik dalam spesifikasi ataupun dalam proses.
b. Pengerjaan kembali barang-barang yang telah afkir (scrap-rework) dapat dikurangi
yaitu dengan dijalankannya pengontrolan, maka dapat dicegah terjadinya penyimpangan dalam proses sebelum terjadi hal yang serius dan akan diperoleh
kesesuaian yang lebih baik antara kemampuan proses (process capability) dengan
spesifikasi.
c. Karena statistical control dilakukan dengan jalan mengambil sample dan
menggunakan sampling techniques, maka hanya sebagian saja dari hasil produksi
yang perlu untuk diperiksa. Akibatnya akan dapat menurunkan biaya pemeriksaan.
3.4 Variasi Proses
Menurut Gaspersz (1998, p28) Variasi adalah ketidakseragaman dalam sistem produksi sehingga menimbulkan perbedaan dalam kualitas output (barang/jasa) yang
dihasilkan. Pada dasarnya dikenal dua sumber atau penyebab timbunya variasi yaitu : 1. Variasi Penyebab Khusus (Special Causes Variation)
Adalah kejadian-kejadian di luar sistem yang mempengaruhi variasi dalam sistem. Penyebab khusus dapat bersumber dari manusia, peralatan, material, lingkungan, metode kerja, dan lain-lain. Penyebab khusus ini mengambil pola-pola non acak sehingga dapat diidentifikasikan/ditemukan, sebab mereka tidak selalu aktif dalam proses tetapi memiliki pengaruh yang lebih kuat pada proses sehingga menimbulkan variasi. Dalam konteks pengendalian proses statistikal menggunakan peta-peta kendali (control charts), jenis variasi ini sering ditandai dengan titik-titik
pengamatan yang melewati atau keluar dari batas-batas pengendalian yang didefinisikan (defined control limits).
2. Variasi Penyebab Umum (Common Causes Variation)
Adalah faktor-faktor di dalam sistem atau yang melekat pada proses yang menyebabkan timbulnya variasi dalam sistem serta hasil-hasilnya. Penyebab umum sering disebut juga penyebab acak (random causes) atau penyebab sistem (system
causes). Karena penyebab umum ini selalu melekat pada sistem, untuk
menghilangkannya kita harus menelusuri elemen-elemen dalam sistem itu dan hanya pihak manajemen yang dapat memperbaikinya, karena pihak manajemenlah yang mengendalikan sistem itu. Dalam konteks pengendalian proses statistikal dengan menggunakan peta-peta kendali, jenis variasi ini sering ditandai dengan titik-titik pengamatan yang berada dalam batas-batas pengendalian yang didefinisikan.
3.5 Jenis Data
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun kuantitatif yang digunakan sebagai petunjuk dalam bertindak. Berdasarkan data, kita mempelajari fakta-fakta yang ada dan kemudian mengambil tindakan yang tepat berdasarkan pada fakta itu. Dalam konteks pengendalian proses statistikal dikenal dua jenis data yaitu : (Gaspersz, 1998, p43)
1. Data Variabel
Merupakan data kuantitatif yang dapat diukur untuk keperluan analisis. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume biasanya merupakan data variabel. Contoh : diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam persen, dll.
2. Data Atribut
Merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Data atribut biasanya diperoleh dalam bentuk unit-unit nonkonformans atau ketidaksesuaian dengan spesifikasi atribut yang ditetapkan. Contoh : ketiadaan label pada kemasan produk, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karena corelap, dll.
3.6 Uji Kecukupan Data
Menurut Sutalaksana (1979, p134) Uji kecukupan data dilakukan untuk mendapatkan apakah jumlah data hasil pengamatan cukup untuk melakukan penelitian. Uji kecukupan data ini digunakan pada proses sampling, apabila variabilitas data yang
dianalisis semakin kecil, maka jumlah sampel yang dibutuhkan akan semakin kecil, sedangkan apabila variabilitas pengumpulan data semakin besar, maka jumlah data yang dikumpulkan akan semakin besar pula. Rumus yang dipakai adalah sebagai berikut :
N’ = 2 2 2
∑
∑
)-(∑
) ( / i i i x x x N s kdimana : N’ = jumlah data yang seharusnya dilakukan pengamatan N = jumlah data yang aktual
Dengan kesimpulan :
Apabila N’≤ N, maka jumlah data cukup Apabila N’ > N, maka jumlah data belum cukup
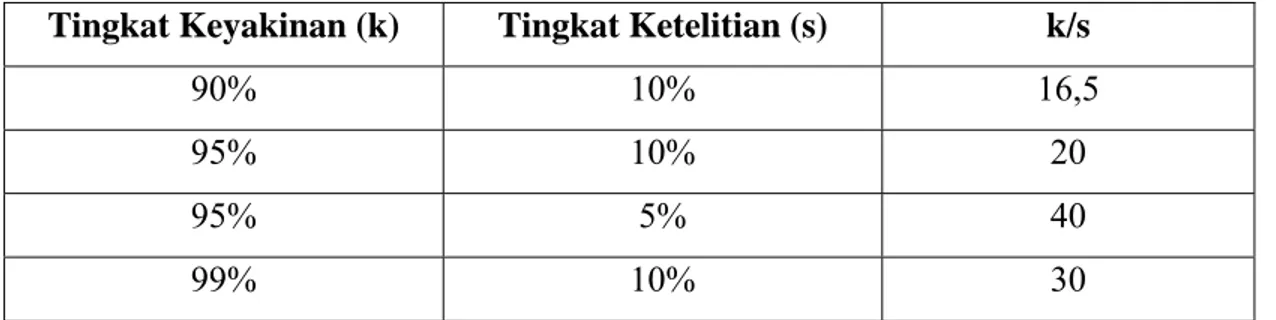
Tabel 3.1 Tingkat Keyakinan dan Ketelitian Uji Kecukupan Data
Tingkat Keyakinan (k) Tingkat Ketelitian (s) k/s
90% 10% 16,5
95% 10% 20 95% 5% 40 99% 10% 30 Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari
tingkat keyakinan menunjukkan besarnya keyakinan si pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi.
3.7 Tools yang Digunakan
3.7.1 Diagram Pareto
Diagram Pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Diagram Pareto dikembangkan oleh Vilfredo Pareto untuk membandingkan berbagai kategori kejadian yang disusun menurut ukurannya untuk menentukan pentingnya atau prioritas kategori kejadian-kejadian sehingga kita dapat memusatkan perhatian pada sebab-sebab yang mempunyai dampak terbesar terhadap kejadian tersebut.
Diagram Pareto dapat digunakan sebagai alat interpretasi untuk :
menentukan frekuensi relatif dan urutan pentingnya masalah atau penyebab dari masalah yang ada
memfokuskan perhatian pada isu-isu kritis dan penting melalui pembuatan rankingterhadap masalah atau penyebab dari masalah itu dalam bentuk yang signifikan
membandingkan data cacat berdasarkan tipe dan melihat cacat mana yang palingumum terjadi
membandingkan masalah berdasarkan hari tiap minggu atau tiap bulan, untuk melihat selama periode tersebut masalah yang muncul paling sering
mengurutkan tipe dari keluhan pelanggan untuk mengetahui keluhan apa yang paling sering terjadiLangkah-langkah pembuatan diagram Pareto (Gaspersz, 1998, p53) adalah sebagai berikut :
Langkah 1
Menentukan masalah apa yang akan diteliti, contohnya adalah keterlambatan pengiriman barang, keterlambatan pelayanan, item yang rusak/cacat, kerugian dalamnilai uang, kecelakaan yang terjadi, dan lain-lain. Kategori-kategori atau penyebab-penyebab dari masalah yang dapat diidentifikasi oleh pihak manajemen. Misalnya kategori-kategori atau penyebab-penyebab dari masalah keterlambatan pengiriman barang adalah kekurangan personel, kekurangan alat transportasi, terlalu sibuk, kemacetan lalu lintas, jadwal pengiriman tidak konsisten, dll.
Menentukan data apa yang diperlukan dan bagaimana mengklasifikasikan atau mengkategorikan data itu. Contohnya klasifikasi berdasarkan penyebab keterlambatan, jenis kerusakan, lokasi, proses, mesin, shift, operator/pekerja,metode, dan lain-lain. (Catatan : untuk data yang kejadiannya jarang muncul dapat diklasifikasikan ke dalam jenis “lain-lain”).
Menentukan metode dan periode pengumpulan data. Termasuk dalam hal ini adalah menentukan unit pengukuran dan periode waktu yang dikaji. (Catatan : gunakan formulir pengumpulan data yang memudahkan untuk penggunaan selanjutnya dan sedapat mungkin data yang dikumpulkan cukup banyak sehingga mampu menggambarkan masalah yang sesungguhnya).Langkah 2
Membuat suatu ringkasan daftar atau tabel yang mencatat frekuensi kejadian dari masalah yang telah diteliti dengan menggunakan formulir pengumpulan data atau lembar periksa.
Langkah 3
Membuat daftar masalah secara berurut berdasarkan frekuensi kejadian dari yang tertinggi sampai terendah, hitung frekuensi kumulatif, persentase total kejadian, dan persentase total kejadian secara kumulatif.
Langkah 4
Menggambar dua buah garis vertikal dan sebuah garis horisontal. Garis vertikal sebelah kiri : buatkan pada garis ini, skala dari nol sampai total keseluruhan dari kerusakan. Garis vertikal sebelah kanan : buatkan pada garis ini, skala dari 0% sampai 100%. Garis Horisontal : Bagilah garis ini ke dalam banyaknya interval sesuai dengan banyaknya
item masalah yang diklasifikasikan.
Langkah 5
Buatkan histogram pada diagram Pareto. Langkah 6
Gambarkan kurva kumulatif serta cantumkan nilai kumulatif (total kumulatif atau persen kumulatif) di sebelah kanan atas dari interval setiap item masalah.
Langkah 7
Memutuskan untuk mengambil tindakan perbaikan atas penyebab utama dari masalah yang sedang terjadi itu. Untuk mengetahui akar penyebab dari suatu masalah, kita dapat menggunakan diagram sebab akibat atau bertanya mengapa beberapa kali (konsep five whys).
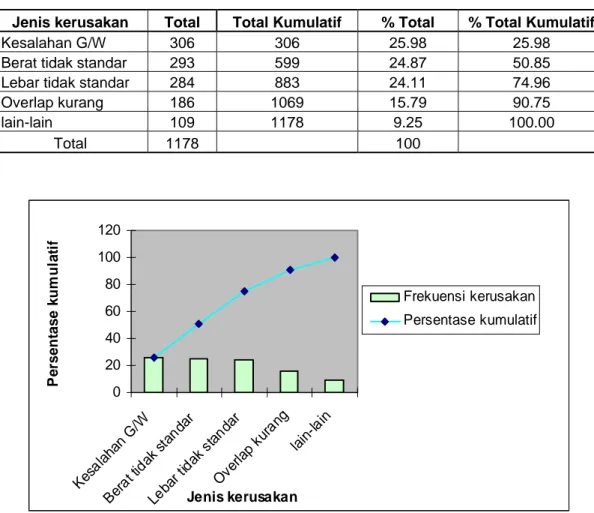
Pada Tabel 3.2 dan Gambar 3.2 di bawah ini merupakan contoh penggunaan Diagram Pareto masalah kerusakan “Green Tire” di PT. IRI Tire Division pada bulan Desember 1991.
Tabel 3.2 Contoh Lembar Data untuk Pembuatan Diagram Pareto
Jenis kerusakan Total Total Kumulatif % Total % Total Kumulatif
Kesalahan G/W 306 306 25.98 25.98
Berat tidak standar 293 599 24.87 50.85
Lebar tidak standar 284 883 24.11 74.96
Overlap kurang 186 1069 15.79 90.75 lain-lain 109 1178 9.25 100.00 Total 1178 100 0 20 40 60 80 100 120 Kes alahan G/W Bera t tidak sta ndar Leb ar tid ak s tandar Over lap k uran g lain -lain Jenis kerusakan P e rs e n ta se ku m u la ti f Frekuensi kerusakan Persentase kumulatif
Gambar 3.2 Contoh Diagram Pareto
3.7.2 Diagram Sebab Akibat (Cause and Effect Diagram)
Menurut Gaspersz (1998, p61) Diagram sebab akibat adalah suatu diagram yang menunjukkan hubungan antara sebab dan akibat. Berkaitan dengan pengendalian proses statistikal, diagram ini digunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh faktor-faktor penyebab itu.
Diagram sebab akibat sering disebut juga sebagai diagram tulang ikan (fishbone
diagram) karena bentuknya seperti kerangka ikan atau diagram Ishikawa (Ishikawa’s diagram) karena pertama kali diperkenalkan oleh Prof. Kaoru Ishikawa dari Universitas
Tokyo pada tahun 1953.
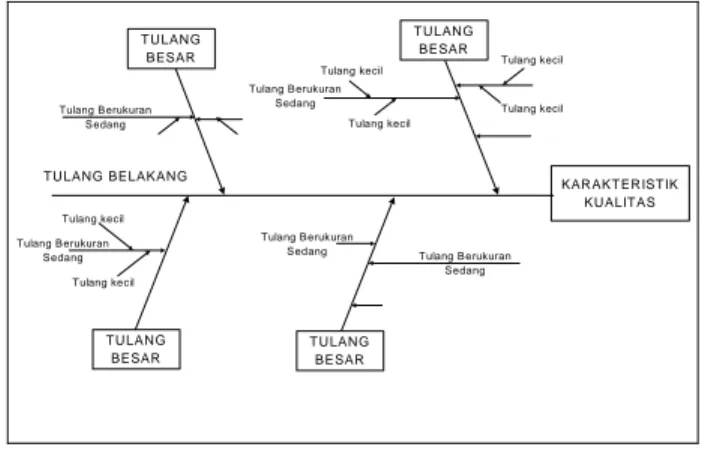
KARAKTERISTIK KUALITAS TULANG BESAR Tulang Berukuran Sedang Tulang kecil TULANG BELAKANG TULANG BESAR TULANG BESAR TULANG
BESAR Tulang kecil
Tulang kecil Tulang kecil Tulang Berukuran Sedang Tulang Berukuran Sedang Tulang Berukuran Sedang Tulang kecil Tulang kecil Tulang Berukuran Sedang
Gambar 3.3 Struktur Diagram Sebab Akibat
Diagram sebab akibat digunakan untuk :
membantu mengidentifikasi akar penyebab dari suatu masalah
membantu membangkitkan ide-ide untuk solusi suatu masalah
membantu dalam penyelidikan atau pencarian fakta lebih lanjutLangkah-langkah dalam pembuatan diagram sebab akibat sebagai berikut : 1. Mulai dengan pernyataan masalah-masalah utama yang penting dan mendesak untuk
diselesaikan.
2. Tuliskan pernyataan masalah itu pada “kepala ikan”, yang merupakan akibat (efek). Tuliskan pada sisi sebelah kanan dari kertas (kepala ikan), kemudian gambarkan “tulang belakang” dari kiri ke kanan dan tempatkan pernyataan masalah itu dalam kotak.
3. Tuliskan faktor-faktor penyebab utama (sebab-sebab) yang mempengaruhi masalah kualitas sebagai “tulang besar”, juga ditempatkan dalam kotak. Faktor-faktor penyebab atau kategori-kategori utama dapat dikembangkan melalui stratifikasi ke dalam pengelompokan dari faktor-faktor : manusia, mesin, peralatan, material, metode kerja, lingkungan kerja, pengukuran, dan lain-lain, atau stratifikasi melalui langkah-langkah aktual dalam proses. Faktor-faktor penyebab atau kategori-kategori dapat dikembangkan melalui brainstorming.
4. Tuliskan penyebab-penyebab sekunder yang mempengaruhi penyebab-penyebab utama (tulang-tulang besar), serta penyebab sekunder itu dinyatakan sebagai “tulang-tulang berukuran sedang“.
5. Tuliskan penyebab-penyebab tersier yang mempengaruhi penyebab-penyebab sekunder (tulang-tulang berukuran sedang), serta penyebab-penyebab tersier itu dinyatakan sebagai “tulang-tulang berukuran kecil“.
6. Tentukan item-item yang penting dari setiap faktor dan tandailah faktor-faktor
penting tertentu yang kelihatannya memiliki pengaruh nyata terhadap karakteristik kualitas.
7. Catatlah informasi yang perlu di dalam diagram sebab akibat itu, seperti : judul, nama produk, proses, kelompok, daftar partisipan, tanggal, dan lain-lain.
Untuk mengetahui faktor-faktor penyebab dari suatu masalah yang sedang dikaji kita dapat mengembangkan pertanyaan-pertanyaan berikut :
Apa penyebab itu ?
Bertanya “mengapa“ beberapa kali (konsep five whys) sampai ditemukan penyebabyang cukup spesifik untuk diambil tindakan perbaikan. Penyebab-penyebab spesifik itu yang dimasukkan atau dicatat ke dalam diagram sebab akibat.
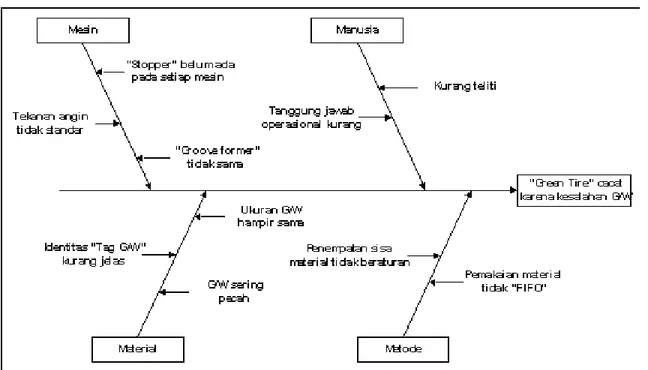
Pada Gambar 3.4 di bawah ini merupakan contoh penggunaan Diagram Sebab Akibat masalah kerusakan “Green Tire” di PT IRI Tire Division pada bulan Desember 1991.
Gambar 3.4 Contoh Diagram Sebab Akibat
3.7.3 Peta Kendali (Control Chart)
Salah satu alat terpenting dalam pengendalian mutu statistik (statistical quality control) adalah peta kendali Shewhart (Shewhart control chart), dinamakan demikian
karena teknik ini dikembangkan oleh Dr. Walter A. Shewhart pada tahun 1920an sewaktu ia bekerja pada Bell Telephone Laboratories.
Keampuhan teknik Shewhart terletak dalam kemampuannya untuk memisahkan sebab-sebab terusut (assignable causes) dari keragaman mutu (quality variation). Hal ini
memungkinkan dilakukannya diagnosis dan koreksi terhadap banyak gangguan produksi dan seringkali pula dapat meningkatkan mutu produk secara berarti serta mengurangi bagian yang rusak atau pengerjaan ulang. Lebih dari itu, dengan mengidentifikasi beberapa jenis keragaman mutu sebagai keragaman acak (change variation) yang tak
terhindarkan, peta kendali dapat memberitahu kapan suatu proses harus dibiarkan begitu saja dan karenanya dapat mencegah frekuensi tindakan penyesuaian yang tak perlu yang cenderung menambah keragaman proses dan bukan menurunkannya. (Grant, 1996, p6).
Peta kendali adalah alat statistik yang digunakan untuk melihat apakah variansi proses disebabkan oleh common / special causes, sehingga dapat disimpulkan apakah
proses stabil / tidak stabil. Peta kendali digunakan untuk : membantu menekan variabilitas, memonitor performance setiap saat, melakukan koreksi proses untuk
mencegah reject part, mendeteksi kondisi trend dan out of control, dan menentukan
kemampuan proses (capability process).
Menurut Gaspersz (1998, p108) Pada dasarnya setiap peta kendali memiliki : 1. Garis tengah (central line=CL).
2. Sepasang batas kendali (control limits) yang ditempatkan di atas garis tengah (batas
kendali atas=upper control limits=UCL) dan di bawah garis tengah (batas kendali
bawah=lower control limits=LCL).
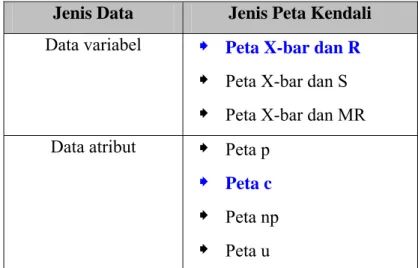
Jenis peta kendali terbagi 2 yaitu : peta kendali untuk data variabel dan peta kendali untuk data atribut seperti yang ditunjukkan dalam Tabel 3.3 berikut.
Tabel 3.3 Jenis Data dan Peta Kendali
Jenis Data Jenis Peta Kendali
Data variabel
Peta X-bar dan R
Peta X-bar dan S
Peta X-bar dan MR Data atribut
Peta p
Peta c
Peta np
Peta u3.7.3.1Peta Kendali X dan R
Peta kendali X dan R digunakan untuk memantau proses yang mempunyai
karakteristik berdimensi kontinu, sehingga sering disebut sebagai peta kendali untuk data variabel. Peta kendali X menjelaskan tentang perubahan-perubahan yang terjadi
dalam ukuran titik pusat (central tendency) atau rata-rata dari suatu proses. Peta kendali
R menjelaskan tentang perubahan yang terjadi dalam ukuran variasi, dengan demikian berkaitan dengan perubahan homogenitas produk yang dihasilkan melalui suatu proses. (Gaspersz, 1998, p112).
Langkah-langkah pembuatan peta kendali X dan R :
1. Tentukan ukuran contoh (n = 3, 4, 5, ...)
2. Kumpulkan banyaknya set contoh, sedikitnya 20 subgroup atau 60-100 titik data individu.
4. Hitung nilai rata-rata dari semua X yaitu : X yang merupakan garis tengah (central line) dari peta kendali X serta nilai rata-rata dari semua R, yaitu : R yang
merupakan garis tengah (central line) dari peta kendali R.
5. Hitung batas-batas kendali 3-sigma :
Batas kendali peta XCL = X
UCL = X + (A2. R)
LCL = X - (A2. R)
Batas kendali peta R CL = RUCL = D4. R
LCL = D3. R
Nilai A2, D4, dan D3 merupakan konstanta yang nilainya dapat dilihat di lampiran Table D.
6. Buat peta kendali X dan R dengan menggunakan batas-batas kendali 3-sigma di
atas. Setelah itu plot data serta lakukan pengamatan apakah data berada dalam pengendalian statistikal.
Apabila semua data pengukuran berada dalam peta kendali maka kita dapat memantau proses yang sedang berlangsung dari waktu ke waktu. Apabila ada data yang keluar dari batas peta kendali, maka data tersebut tidak diikutsertakan dalam perhitungan sehingga dilakukan perhitungan ulang dan pembuatan peta kendali yang
baru. Proses ini dilakukan sampai semua data pengukuran berada dalam batas-batas pengendalian.
Penggunaan peta kendali X dan R dapat membantu memberikan 3 macam
informasi untuk menentukan tindakan selanjutnya yaitu : 1. keragaman dasar dari karakteristik mutu
2. kekonsistenan penampilan (performance)
3. tingkat rata-rata dari karakteristik mutu
Tidak ada proses produksi yang cukup baik untuk menghasilkan bentuk produk yang persis serupa. Keragaman tidaklah terhindarkan ; besarnya keragaman dasar ini tergantung pada berbagai karakteristik dari proses produksi, seperti : mesin, bahan, operator. Kalau batas atas dan batas bawah untuk suatu karakteristik mutu telah ditetapkan, apakah keragaman dasar dalam proses begitu besarnya sehingga tidak memungkinkan untuk membuat semua produk berada dalam batas-batas spesifikasi. Bila peta kendali menunjukkan bahwa hal ini benar dan bila spesifikasi tak dapat diubah, maka alternatifnya adalah dengan mengubah secara mendasar proses produksi yang dapat mengurangi keragaman dasar tadi ataupun menghadapi kenyataan bahwa produk-produk yang dapat diterima harus selalu dipilih. Tapi kadang-kadang bila peta kendali menunjukkan keragaman dasar yang cukup besar sehingga beberapa produk memang terpaksa dihasilkan di luar batas toleransi, maka situasi ini menunjukan bahwa batas toleransi yang ada telah ditetapkan terlalu ketat untuk keperluan pembuatan produk tersebut. Dalam hal ini tindakan yang perlu dilakukan adalah mengubah spesifikasi untuk memperlebar batas toleransi.
Keragaman suatu karakteristik mutu dapat mengikuti pola acak atau mungkin juga terjadi secara menyimpang akibat munculnya sebab-sebab terusut pada waktu tertentu yang dapat dicari dan dihapus. Batas kendali pada peta diletakkan sehingga dapat mengungkapkan ada atau tidaknya sebab-sebab terusut tadi. Walaupun penghapusan sebab-sebab itu sebenarnya merupakan pekerjaan rekayasa, peta kendali memberitahu kita kapan, dan pada beberapa hal, juga di mana mencarinya. Tindakan yang dibuat operator dalam mencoba memperbaiki sebuah proses sesungguhnya merupakan tindakan yang dapat menjadi sebab terusut bagi timbulnya keragaman mutu. Manfaat peta kendali adalah memberitahukan kapan harus membiarkan suatu proses berjalan seadanya atau kapan harus mengambil tindakan untuk mengatasi gangguan. Penghapusan sebab-sebab terusut yang menimbulkan fluktuasi yang menyimpang ini disebut sebagai mengatur sebuah proses menjadi terkendali dan hal yang terakhir ini merupakan sebab utama bagi terjadinya penurunan biaya akibat penerapan pengendalian mutu secara statistik.
Bila peta kendali memperlihatkan bahwa sebuah proses telah terkendali pada tingkatan yang memuaskan dan juga mempunyai batas-batas kemampuan yang memuaskan, maka seseorang boleh percaya bahwa produknya akan memenuhi spesifikasi yang ditetapkan. (Grant, 1996, p9).
3.7.3.2Peta Kendali c
Suatu item yang tidak memenuhi syarat atau yang cacat dalam proses
pengendalian kualitas didefinisikan sebagai tidak memenuhi satu atau lebih spesifikasi untuk item itu. Bila ada titik spesifik (specific point) yang tidak memenuhi spesifikasi
memenuhi syarat. Konsekuensinya setiap item yang tidak memenuhi syarat akan
mengandung paling sedikit satu titik spesifik yang tidak memenuhi syarat.
Penggolongan produk yang cacat berdasarkan kriteria di atas kadang-kadang untuk jenis produk tertentu dianggap kurang representatif, karena bisa saja suatu produk masih dapat berfungsi dengan baik meskipun mengandung satu atau lebih titik spesifik yang tidak memenuhi spesifikasi. Sebagai contoh, dalam proses perakitan komputer, setiap unit komputer dapat saja mengandung satu atau lebih titik lemah, namun kelemahan itu tidak mempengaruhi operasional komputer, dan oleh karena itu dapat digolongkan sebagai tidak cacat atau atau masih layak diterima. Jika terdapat banyak titik lemah, tentu saja unit komputer itu perlu digolongkan sebagai cacat atau tidak memenuhi syarat. Demikian pula misalnya dalam proses pembuatan kayu lapis, mungkin dalam satu lembar kayu lapis terdapat beberapa titik lemah, misalnya : terkena minyak mesin, core kotor, core tidak rata, dll, namun dapat saja kayu lapis itu masih
dianggap dapat diterima dalam batas-batas tertentu. Demikian pula misalnya dalam pemeriksaan terhadap mobil-mobil yang siap dipasarkan masih ditemukan beberapa titik lemah, namun mobil-mobil itu tidak ditolak untuk dikerjakan ulang karena titik-titik lemah itu tidak berpengaruh serius pada operasional mobil-mobil tersebut. Demikian pula misalnya dalam kasus proses pengisian formulir ditemukan ada beberapa kesalahan kecil, namun formulir itu masih dapat diterima untuk diproses lebih lanjut.
Dalam kasus-kasus di atas – dimana kita masih dapat memberikan toleransi atas kelemahan satu atau beberapa titik spesifik yang tidak memenuhi syarat sepanjang tidak mempengaruhi fungsi dan item yang diperiksa itu – peta kendali yang sesuai adalah peta
dalam suatu item. Peta c membutuhkan ukuran contoh konstan atau banyaknya item
yang diperiksa konstan untuk setiap periode pengamatan. (Gaspersz, 1998, pp165-166) Langkah-langkah pembuatan peta kendali c :
1. Tentukan ukuran contoh yang bersifat konstan.
2. Lakukan pengamatan untuk beberapa periode waktu atau beberapa kelompok contoh.
3. Hitung nilai rata-rata banyaknya ketidaksesuaian yang ditemukan yaitu : c = total
banyaknya ketidaksesuaian dibagi dengan banyaknya kelompok (periode) pengamatan.
4. Hitung nilai simpangan baku yaitu : Sc = c
5. Hitung batas-batas kendali 3-sigma : CL = c
UCL = c + 3 c
LCL = c - 3 c
6. Plot data banyaknya titik spesifik yang tidak sesuai dan lakukan pengamatan apakah data itu berada dalam pengendalian statistikal.
Peta kendali c mengukur jumlah ketidaksesuaian dari sebuah satuan unit yang berukuran tetap, dimana mungkin dalam sebuah unit bisa saja ditemukan cacat yang berbeda–beda, unit ini bisa saja merupakan sebuah produk, atau bagian tertentu dari sebuah produk.
Peta kendali c dapat diterapkan untuk 2 situasi yang agak khusus. Yang pertama adalah untuk keperluan perhitungan jumlah ketaksesuaian seperti cacat pada daerah
tertentu dari permukaan yang dilapisi atau dicat, titik-titik lemah pada panjang tertentu karet pembungkus kabel, atau ketaksempurnaan pada sekayu kain. Yang kedua adalah untuk pemeriksaan unit-unit yang dirakit secara cukup rumit yang banyak membuka kemungkinan untuk timbulnya berbagai tipe ketaksesuaian, dan jumlah total dari semua tipe ketaksesuaian per unit yang ditemukan oleh pemeriksa dicatat untuk tiap-tiap unit. Peta kendali ditetapkan untuk mendeteksi ada atau tidaknya sebab-sebab keragaman terusut dan selanjutnya dapat memberitahu kapan harus mengambil tindakan pada suatu proses. Keragaman yang tidak menentu pada standar pemeriksaan dan pada praktek pemeriksaan agaknya cenderung terjadi pada tipe ini. Peta kendali tentang ketaksesuaian per unit berguna dalam penyusunan standar metode pemeriksaan. (Grant, 1996, p10).
3.8 Kemampuan Proses (Process Capability)
Berdasarkan Ariani (1999, p153) Kemampuan proses berkenaan dengan keseragaman proses, sehingga variabilitas merupakan ukuran keseragaman proses. Analisis kemampuan proses merupakan suatu studi guna menaksir kemampuan proses dalam bentuk distribusi probabilitas yang mempunyai bentuk, rata-rata (mean), dan
penyebaran (standard deviation).
Manfaat mempelajari analisis kemampuan proses antara lain :
dapat menciptakan output yang seragam
kualitas dapat dipertahankan atau bahkan ditingkatkan
membantu dalam membuat perancangan produk maupun proses
membantu dalam pemilihan pemasok yang memenuhi persyaratan
mengurangi biaya mutu total dengan memperkecil biaya kegagalan internal dan eksternal
memperkirakan seberapa baik proses akan memenuhi toleransi
mengurangi variabilitas dalam proses produksiCara membuat analisis kemampuan proses untuk data variabel adalah : 1. Rasio Kemampuan proses (Process Capability Ratio / Cp index )
σ = 2 d R PCR atau Cp = 6σ -LSL USL
USL dan LSL adalah batas toleransi yang ditetapkan konsumen yang harus dipenuhi oleh produsen. Dari hasil perhitungan tersebut, apabila :
a. Cp > 1,33 maka kapabilitas proses sangat baik.
b. 1,00≤Cp ≤1,33 maka kapabilitas proses baik, namun perlu pengendalian
ketat apabila Cp mendekati 1,00.
c. Cp < 1,00 maka kapabilitas proses rendah, sehingga perlu ditingkatkan
performansinya melalui perbaikan proses itu.
Catatan : Cp index baru layak untuk dihitung bila proses berada dalam pengendalian statistikal.
2. Indeks kemampuan atas dan bawah ( Upper and Lower Capability Index )
CPL = X 3-σLSL
CPU adalah perbandingan dari rentang atas rata–rata, sedang CPL adalah perbandingan rentang bawah rata–rata. Baik Cp, CPU maupun CPL digunakan untuk
mengevaluasi batas spesifikasi yang ditentukan.
3. Indeks Cpk
Nilai Cpk mewakili kemampuan sesungguhnya dari suatu proses dengan parameter
nilai tertentu.
Cpk = min( CPU , CPL )
Bila Cpk ≥1 maka proses disebut baik (capable).
Bila Cpk ≤ 1 maka proses disebut kurang baik (not capable).
Analisa kemampuan proses ini hanya dapat digunakan untuk pengendalian proses data variabel. Untuk pengendalian proses data atribut, analisis ini tidak dapat dilakukan karena dalam pengendalian proses data atribut analisis ini telah ada pada nilai
central line-nya. Jadi Cp untuk peta c = c.
3.9 Metode Process FMEA
Berdasarkan Baumgartner (1995, p1) FMEA (Failure Mode and Effects Analysis) adalah sebuah metode yang dapat dikatakan sebagai sebuah kumpulan
aktivitas yang sistematis yang ditujukan untuk :
Mengidentifikasi dan mengevaluasi kemungkinan terjadi kegagalan potensial dan efek yang ditimbulkannya dalam sebuah proses atau desain
Mengidentifikasi aksi yang dapat mengeliminasi atau mengurangi kesempatan dan frekuensi timbulnya kegagalan potensial yang sama
Dokumentasikan proses tersebut dan dapat dilengkapi dengan cara mendefinisikan bagaimana sebuah desain dapat memuaskan konsumenSecara ringkas, FMEA dapat dikatakan sebagai ringkasan dari pemikiran team
manufaktur tentang apa saja yang mungkin salah dalam proses berdasarkan pengalaman dan kemungkinan yang ada di masa lalu selama proses tersebut dikembangkan.
Process FMEA adalah sebuah teknik analisis yang digunakan oleh team yang
bertanggung jawab di bagian produksi untuk memastikan apabila mungkin setiap kegagalan, penyebab potensial kegagalan, akibat dan penanggulangannya telah diperkirakan. Fungsi dari Process Potential FMEA :
Mengidentifikasikan produk yang mungkin terjadi kegagalan dalam prosesnya
Menentukan efek yang mungkin terjadi bagi konsumen bila terjadi kegagalan
Mengidentifikasi penyebab kegagalan utama dalam manufaktur dan mengurangi tingkat kejadian dari penyebab itu dengan memfokuskan kontrol akan variabel tersebut
Membuat daftar yang terurut untuk potensial kegagalan dan menentukan tingkat prioritas untuk penanganan dan tindakan penyelesaian
Mendokumentasikan hasil dari proses manufaktur atau perakitanPada saat pembuatan dan pelaksanaan Process FMEA, setiap anggota team yang
manufaktur yang bertanggung jawab akan desain, kualitas, maupun proses produksinya sendiri. Process FMEA adalah sebuah dokumen yang terus dikembangkan dimulai dari
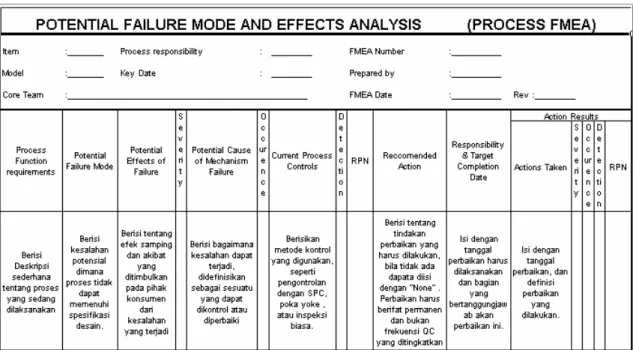
persiapan produksi, persiapan peralatan produksi, dan juga pada seluruh proses manufaktur itu sendiri sehingga setiap kegagalan yang mungkin terjadi akan dapat diidentifikasi sedini mungkin. (Baumgartner, 1995, p27). Contoh dokumen FMEA dapat dilihat pada Tabel 3.4 berikut.
Tabel 3.4 Contoh Dokumen FMEA
Keterangan :
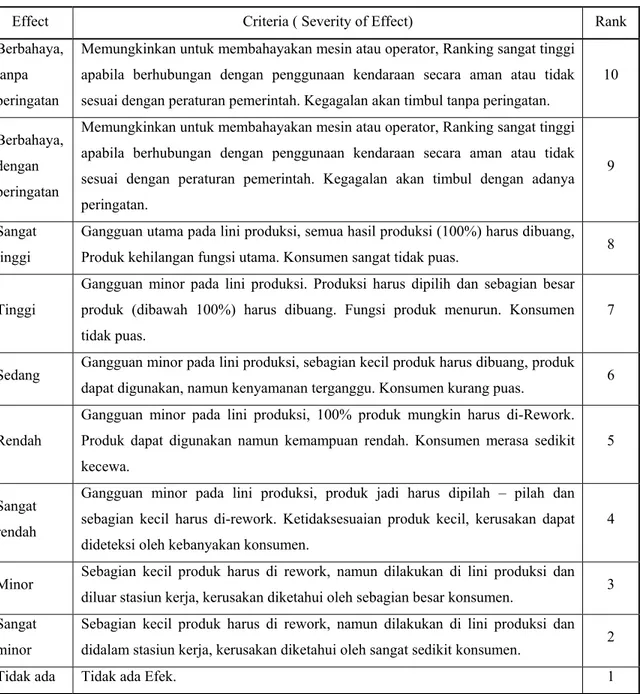
1. Severity, merupakan tingkat parahnya kerusakan yang disetujui oleh team yang
menyusun FMEA ini, dapat diklasifikasikan antara 1–10 dengan kriteria dalam Tabel 3.5 berikut.
Tabel 3.5 Kriteria Severity
Effect Criteria ( Severity of Effect) Rank
Berbahaya, tanpa peringatan
Memungkinkan untuk membahayakan mesin atau operator, Ranking sangat tinggi apabila berhubungan dengan penggunaan kendaraan secara aman atau tidak sesuai dengan peraturan pemerintah. Kegagalan akan timbul tanpa peringatan.
10
Berbahaya, dengan peringatan
Memungkinkan untuk membahayakan mesin atau operator, Ranking sangat tinggi apabila berhubungan dengan penggunaan kendaraan secara aman atau tidak sesuai dengan peraturan pemerintah. Kegagalan akan timbul dengan adanya peringatan.
9
Sangat tinggi
Gangguan utama pada lini produksi, semua hasil produksi (100%) harus dibuang, Produk kehilangan fungsi utama. Konsumen sangat tidak puas. 8 Tinggi
Gangguan minor pada lini produksi. Produksi harus dipilih dan sebagian besar produk (dibawah 100%) harus dibuang. Fungsi produk menurun. Konsumen tidak puas.
7
Sedang Gangguan minor pada lini produksi, sebagian kecil produk harus dibuang, produk dapat digunakan, namun kenyamanan terganggu. Konsumen kurang puas. 6 Rendah
Gangguan minor pada lini produksi, 100% produk mungkin harus di-Rework. Produk dapat digunakan namun kemampuan rendah. Konsumen merasa sedikit kecewa.
5
Sangat rendah
Gangguan minor pada lini produksi, produk jadi harus dipilah – pilah dan sebagian kecil harus di-rework. Ketidaksesuaian produk kecil, kerusakan dapat dideteksi oleh kebanyakan konsumen.
4
Minor Sebagian kecil produk harus di rework, namun dilakukan di lini produksi dan diluar stasiun kerja, kerusakan diketahui oleh sebagian besar konsumen. 3 Sangat
minor
Sebagian kecil produk harus di rework, namun dilakukan di lini produksi dan didalam stasiun kerja, kerusakan diketahui oleh sangat sedikit konsumen. 2
Tidak ada Tidak ada Efek. 1
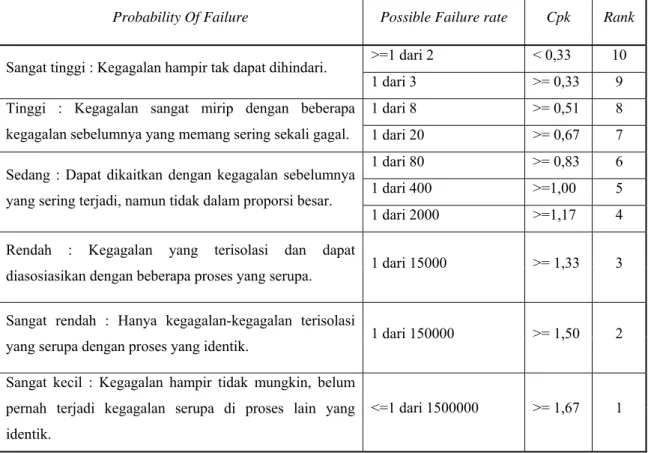
2. Occurrence, merupakan bagaimana seringnya penyebab kegagalan tersebut timbul, ranking di skala 1–10 ini memiliki arti, bukan sekedar angka penggolongan saja,
Tabel 3.6 Kriteria Occurrence
Probability Of Failure Possible Failure rate Cpk Rank
>=1 dari 2 < 0,33 10 Sangat tinggi : Kegagalan hampir tak dapat dihindari.
1 dari 3 >= 0,33 9
1 dari 8 >= 0,51 8
Tinggi : Kegagalan sangat mirip dengan beberapa
kegagalan sebelumnya yang memang sering sekali gagal. 1 dari 20 >= 0,67 7
1 dari 80 >= 0,83 6
1 dari 400 >=1,00 5
Sedang : Dapat dikaitkan dengan kegagalan sebelumnya yang sering terjadi, namun tidak dalam proporsi besar.
1 dari 2000 >=1,17 4
Rendah : Kegagalan yang terisolasi dan dapat
diasosiasikan dengan beberapa proses yang serupa. 1 dari 15000 >= 1,33 3 Sangat rendah : Hanya kegagalan-kegagalan terisolasi
yang serupa dengan proses yang identik. 1 dari 150000 >= 1,50 2 Sangat kecil : Kegagalan hampir tidak mungkin, belum
pernah terjadi kegagalan serupa di proses lain yang identik.
<=1 dari 1500000 >= 1,67 1
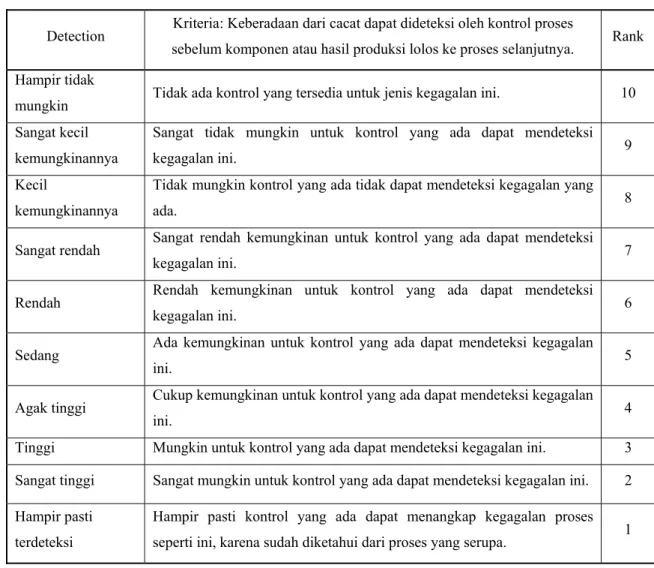
3. Detection, merupakan perkiraan kemungkinan dari kontrol yang diterapkan pada
proses tersebut dapat mendeteksi kegagalan yang ada sebelum produk tersebut keluar dari proses produksi. Untuk dapat menentukan angka Detection dapat dilihat
Tabel 3.7 Kriteria Detection
Detection Kriteria: Keberadaan dari cacat dapat dideteksi oleh kontrol proses
sebelum komponen atau hasil produksi lolos ke proses selanjutnya. Rank Hampir tidak
mungkin Tidak ada kontrol yang tersedia untuk jenis kegagalan ini. 10 Sangat kecil
kemungkinannya
Sangat tidak mungkin untuk kontrol yang ada dapat mendeteksi
kegagalan ini. 9
Kecil
kemungkinannya
Tidak mungkin kontrol yang ada tidak dapat mendeteksi kegagalan yang
ada. 8
Sangat rendah Sangat rendah kemungkinan untuk kontrol yang ada dapat mendeteksi
kegagalan ini. 7
Rendah Rendah kemungkinan untuk kontrol yang ada dapat mendeteksi
kegagalan ini. 6
Sedang Ada kemungkinan untuk kontrol yang ada dapat mendeteksi kegagalan
ini. 5
Agak tinggi Cukup kemungkinan untuk kontrol yang ada dapat mendeteksi kegagalan
ini. 4
Tinggi Mungkin untuk kontrol yang ada dapat mendeteksi kegagalan ini. 3 Sangat tinggi Sangat mungkin untuk kontrol yang ada dapat mendeteksi kegagalan ini. 2 Hampir pasti
terdeteksi
Hampir pasti kontrol yang ada dapat menangkap kegagalan proses seperti ini, karena sudah diketahui dari proses yang serupa. 1
4. RPN (Risk Priority Number) adalah gabungan dari ranking Severity (S), Occurrence(O), dan Detection (D) dengan rumus :
RPN = (S) x (O) x (D)
Nilai ini harus digunakan untuk mengurutkan perhatian yang harus diberikan pada proses tersebut. RPN bernilai antara 1 dan 1000. Untuk RPN yang besar, team harus
mampu menurunkan nilai resiko, umumnya perhatian tertinggi harus diberikan pada
3.10 Sistem Informasi
Menurut McLeod (2004, p9) Sistem adalah sekelompok elemen-elemen yang terintegrasi dengan maksud yang sama untuk mencapai suatu tujuan. Menurut O’Brien (2002, p7) Sistem adalah gabungan dari komponen-komponen yang saling terhubung dan berinteraksi sehingga membentuk satu kesatuan untuk mencapai satu tujuan bersama dengan menerima input dan menghasilkan output dalam serangkaian proses yang
terorganisasi.
Tiga buah elemen/komponen dari sistem adalah :
1. Input ; mencakup seluruh elemen/komponen yang memasuki sistem untuk diproses.
Contoh : bahan mentah, energi, data, tenaga manusia.
2. Proses ; termasuk didalamnya seluruh kegiatan transformasi yang mengubah input
menjadi output. Contoh : perhitungan matematis, kegiatan manufaktur.
3. Output ; termasuk didalamnya hasil dari elemen-elemen yang telah dihasilkan oleh
proses yang akan dikirimkan ke tujuan akhir. Contoh : barang jadi, pelayanan jasa, dan manajemen informasi yang diterima oleh pengguna.
Menurut McLeod (2004, p12) Informasi adalah data yang telah diproses atau data yang memiliki arti. Menurut O’Brien (2002, p13) Informasi adalah data yang telah dikonversikan menjadi bentuk yang bermakna dan berguna bagi pengguna akhir. Informasi dapat dikatakan sebagai data yang telah diolah dalam bentuk :
1. teratur, telah dimanipulasi, dan terorganisasi dengan baik 2. isinya telah dianalisa dan dievaluasi
Menurut O’Brien (2002, p7) Sistem Informasi adalah suatu kombinasi yang terorganisasi dari sumber daya orang, perangkat keras, perangkat lunak, jaringan komunikasi, dan sumber daya data yang mengumpulkan, mengubah, dan menyebarkan informasi dalam sebuah organisasi.
Model sistem informasi menggambarkan suatu kerangka konseptual dasar yang utama dari aktivitas dan komponen sistem informasi. Suatu sistem informasi tergantung pada sumber daya orang (pemakai dan spesialis sistem informasi), perangkat keras (mesin dan media), perangkat lunak (program dan prosedur), data (basis data dan pengetahuan), dan jaringan (media komunikasi dan jaringan pendukung) untuk melaksanakan masukan, pengolahan, keluaran, penyimpanan, dan aktivitas pengendalian yang mengubah sumber daya data ke dalam produk berbentuk informasi.
3.11 Komponen Sistem Informasi
Menurut O’Brien (2002, p11) Komponen sistem informasi merupakan model sistem informasi yang menunjukkan hubungan antara komponen dan aktivitas sistem informasi, yang terdiri dari :
1. Sumber daya orang (people resources)
Merupakan orang-orang yang mengoperasikan semua sistem informasi. Sumber daya orang meliputi :
Pemakai (end user) adalah orang-orang yang menggunakan sistem informasiatau informasi yang dihasilkannya. Contoh :
¾ Clerical personnel, untuk menangani transaksi dan pemrosesan data dan
¾ First level manager, untuk mengelola pemrosesan data didukung dengan
perencanaan, penjadwalan, identifikasi situasi out-of-control dan
pengambilan keputusan level menengah ke bawah.
¾ Management, untuk pembuatan laporan berkala, permintaan khusus, analisis
khusus, laporan khusus, pendukung identifikasi masalah dan peluang, pendukung analisis pengambilan keputusan level atas.
Spesialis sistem informasi merupakan orang-orang yang mengembangkan dan mengoperasikan sistem informasi.2. Sumber daya perangkat keras (hardware resources)
Meliputi semua alat dan material fisik yang digunakan dalam pengolahan informasi, mencakup semua mesin dan media data. Komponen penting adalah :
Sistem komputer, adalah CPU dan yang terkait seperti : terminal dan jaringan PC (personal computer).
Penghubung komputer, adalah alat masukan dan alat keluaran seperti papan tombol (keyboard), monitor, dan sarana penyimpanan sekunder.
Jaringan telekomunikasi, adalah sistem komputer yang saling berhubungan melalui berbagai media telekomunikasi seperti : modem.3. Sumber daya perangkat lunak (software resources)
Meliputi sekumpulan instruksi untuk pengolahan informasi. Sumber daya perangkat lunak meliputi :
Perangkat lunak aplikasi, digunakan untuk membantu pelaksanaan tugas spesifik dari pemakai seperti : pengolah kata.
Prosedur, adalah instruksi kerja atau operasional untuk orang yang menggunakan sistem informasi tersebut.4. Sumber daya data (data resources)
Data adalah bahan baku utama diantara berbagai sumber daya organisatoris yang sangat berharga di dalam suatu sistem informasi. Data dapat disajikan dalam bentuk
alphanumeric, teks, gambar dan/atau format audio.
5. Sumber daya jaringan (network resources)
Merupakan komponen sumber daya yang fundamental dari semua sistem informasi. Sumber daya jaringan meliputi : communication media, contohnya : twisted pair cabel, coaxial cabel, fiber optic cabel, technology microwave, cellular, satellite wireless dan network support yang menekankan bahwa teknologi perangkat keras,
perangkat lunak, data dibutuhkan untuk mendukung jaringan komunikasi.
3.12 Analisa dan Perancangan Sistem 3.12.1 Analisa Sistem
Menurut McLeod (2004, p138) Analisa sistem adalah penelitian atas sistem yang telah ada dengan tujuan untuk merancang sistem yang baru atau diperbarui. Jadi dapat disimpulkan bahwa analisa sistem adalah penelitian sistem yang ada dengan tujuan penyempurnaan sistem yang dapat dimanfaatkan oleh pengguna sistem.
Menurut Dewitz (1996, p96) Analisa sistem adalah proses pemahaman fungsi-fungsi yang berjalan saat ini serta menentukan kebutuhan sistem yang akan datang. Seorang analis akan menginvestigasi sistem yang ada untuk mengerti lingkungan, komponen, fungsi, serta menemukan masalah-masalah yang ada. Analisa sistem mencakup pengamatan akan operasi sistem berjalan, mengamati sistem yang sama di organisasi lain, serta melakukan wawancara pada user yang terlibat dalam penggunaan
sistem.
3.12.2 Perancangan Sistem
Menurut McLeod (2004, p140) Perancangan sistem adalah penentuan proses dan data yang diperlukan oleh sistem baru. Jika sistem itu berbasis komputer, rancangan dapat menyertakan spesifikasi jenis peralatan yang akan digunakan.
Menurut Mulyadi (1993, p51) Perancangan sistem adalah proses penterjemahan kebutuhan pemakai ke dalam alternatif rancangan sistem informasi yang diajukan kepada pemakai informasi untuk dipertimbangkan.
Menurut O’Brien (2002, p352) Perancangan sistem adalah aktivitas perancangan yang menghasilkan spesifikasi sistem sesuai dengan kebutuhan yang dikembangkan di dalam proses analisa sistem.
3.13 OOAD (Object Oriented Analysis and Design)
Object Oriented melihat suatu permasalahan yang kompleks sebagai suatu
kumpulan objek yang mempunyai arti dan bekerja sama satu sama lain untuk mencapai
higher level behaviour.
Analisis menekankan pada investigasi dari suatu permasalahan daripada mendefinisikan suatu solusi dari permasalahan. Dalam analisis berorientasi objek, lebih ditekankan pada menemukan dan menggambarkan objek-objek atau konsep-konsep dalam inti permasalahan atau problem domain.
Desain menekankan pada suatu solusi secara logikal dan bagaimana sistem memenuhi spesifikasi yang dibutuhkan. Dalam kegiatan desain berorientasi objek, lebih ditekankan pada pendefinisian objek logik dalam aplikasi (logical software object) yang
akan diimplemantasikan ke dalam bahasa pemrograman berorientasi objek.
Tujuan dari analisa dan desain adalah untuk mengembangkan garis besar dari keseluruhan kebutuhan sistem dan sebagai landasan untuk implementasi sistem. Desain akan diimplementasikan dalam bahasa pemrograman seperti : C++, Java, Visual Basic.
(Larman, 1998, p6) Analysis Investigation of the problem Design Logical Solution Implementation Code
3.13.1 Objek dan Class 3.13.1.1 Objek
Objek merepresentasikan sebuah entitas, baik secara fisik, konsep ataupun secara perangkat lunak. Definisi yang formal dari objek adalah sebuah konsep, abstraksi atau sesuatu yang diberi batasan jelas dan dimaksudkan untuk sebuah aplikasi. Sebuah objek adalah sesuatu yang mempunyai keadaan, kelakuan dan identitas.
Keadaan dari objek adalah satu dari kondisi yang memungkinkan dimana objek dapat muncul, dan dapat secara normal berubah berdasarkan waktu. Keadaan dari objek biasanya diimplementasikan dengan kelompok propertinya (disebut atribut), berisi nilai dari properti tersebut, ditambah keterhubungan objek yang mungkin dengan objek lainnya.
Kelakuan menentukan bagaimana sebuah objek beraksi dan bereaksi terhadap permintaan dari objek lainnya. Direpresentasikan dengan kelompok pesan yang direspon oleh objek (operasi yang dilakukan oleh objek). Kelakuan dari objek mendeskripsikan segala sesuatu yang dapat kita lakukan terhadap objek tersebut dan segala sesuatu yang dapat dilakukan oleh objek untuk kita.
Setiap objek mempunyai identitas yang unik. Identitas yang unik ini membuat kita dapat membedakan dua objek yang berbeda, walaupun kedua objek tersebut mempunyai keadaan dan nilai yang sama pada atributnya.
3.13.1.2 Class
Class mendeskripsikan beberapa objek yang memiliki structure, behaviour dan attribute yang sama, dimana class merupakan cetak biru dari objek. Attribute umumnya
digunakan untuk data, seperti : angka dan string. Behaviour merupakan operasi yang
dapat dilakukan oleh objek yang diwakili class tersebut.
Sebuah objek yang diciptakan dari sebuah class disebut juga instansi dari class,
dengan kata lain class adalah deskripsi statik dan objek adalah instansi dinamis dari class. (Ali Bahrami, 1999, p16)
3.13.2 Encapsulation, Inheritance, Polymorphism
3.13.2.1Encapsulation
Encapsulation merupakan kemampuan objek untuk menyembunyikan informasi
penting (information hiding) dan tidak dapat diakses oleh objek lain yang tidak memiliki
hak akses dalam objek itu. Hal ini dapat direalisasikan dalam bentuk penggunaan variabel private, public, dan protected. Variabel private hanya dapat diakses oleh fungsi
dalam class itu sendiri, public dapat diakses oleh semua objek, dan protected hanya
dapat diakses oleh class turunan dari class tersebut.
Contoh dalam dunia nyata, seorang ibu rumah tangga menanak nasi dengan menggunakan rice cooker, ibu tersebut menggunakannya hanya dengan menekan
tombol. Tanpa harus tahu bagaimana proses itu sebenarnya terjadi. Disini terdapat penyembunyian informasi milik rice cooker, sehingga tidak perlu diketahui seorang ibu.
Dengan demikian menanak nasi oleh si ibu menjadi sesuatu yang menjadi dasar bagi konsep information hiding.
3.13.2.2Inheritance
Inheritance merupakan kemampuan objek untuk menurunkan sifat, metode,
sederhana berarti menciptakan class baru yang memiliki sifat-sifat class induknya,
ditambah karakteristik khas individualnya. Jika kelas A menurunkan kelas B, maka operasi dan struktur informasi yang terdapat pada kelas A akan menjadi bagian dari kelas B.
Objek-objek memiliki banyak persamaan, namun ada sedikit perbedan. Contoh dengan beberapa buah mobil yang mempunyai kegunaan yang berbeda-beda. Ada mobil bak terbuka seperti truk, bak tertutup seperti sedan dan minibus. Walaupun demikian objek-objek ini memiliki kesamaan yaitu teridentifikasi sebagai objek mobil, objek ini dapat dikatakan sebagai objek induk (parent). Sedangkan minibus dikatakan sebagai
objek anak (child), hal ini juga berarti semua operasi yang berlaku pada mobil berlaku
juga pada minibus.
3.13.2.3Polymorphism
Polymorphism merupakan kemampuan dari tipe objek yang berbeda untuk
menyediakan atribut dan operasi/metode yang sama dalam hal yang berbeda.
Polymorphism adalah hasil natural dari fakta bahwa objek dari tipe yang berbeda
(bahkan dari subtipe yang berbeda) dapat menggunakan properti dan operasi yang sama dalam hal yang berbeda.
Contoh pada objek mobil, walaupun minibus dan truk merupakan jenis objek mobil yang sama, namun memiliki perbedaan. Misalnya suara truk lebih keras daripada minibus, hal ini juga berlaku pada objek anak (child) melakukan metode yang sama
3.14 UML (Unified Modelling Language)
3.14.1 Sejarah UML
UML adalah sebuah bahasa yang berdasarkan grafik/gambar untuk memvisualisasi, menspesifikasikan, membangun, dan pendokumentasian dari sebuah sistem pengembangan software berbasis OO (Object Oriented). (Booch, Rumbaugh, Jacobson, 1999, p13). Pendekatan analisa dan rancangan dengan menggunakan model
OO mulai diperkenalkan sekitar pertengahan 1970 hingga akhir 1980 dikarenakan pada saat itu aplikasi software sudah meningkat dan mulai kompleks. Pada tahun 1994, Booch
dan Rumbaugh bergabung di Rational Software Corp dan membentuk sebuah standar
yang baru. Pada awal tahun 1996, OMG (Object Management Group) mengajukan
proposal untuk bertanggung jawab pada pengembangan dan penyatuan metode pengembangan berbasis objek, inilah yang terus dikembangkan menjadi UML.
Jumlah yang menggunakan metoda OO mulai diuji cobakan dan diaplikasikan antara tahun 1989 hingga tahun 1994, seperti halnya oleh Grady Booch dari Rational Software Co. yang dikenal dengan OOSE (Object Oriented Software Engineering) dan
James Rumbaugh dari General Electric yang dikenal dengan OMT (Object Modelling Technique).
Kelemahan saat itu mulai disadari oleh Booch maupun Rumbaugh yaitu tidak adanya standar penggunaan model yang berbasis OO sehingga mereka mulai mendiskusikan untuk mengadopsi masing-masing pendekatan metode OO untuk membuat suatu model bahasa yang seragam yaitu UML dan dapat digunakan oleh seluruh dunia.
Secara resmi bahasa UML dimulai pada bulan Oktober 1994, ketika Rumbaugh bergabung dengan Booch untuk membuat sebuah proyek pendekatan metode yang
seragam dari masing-masing metode mereka. Saat itu baru dikembangkan draft metode
UML version 0.8 dan diselesaikan, serta di release pada bulan Oktober 1995. Bersamaan
dengan saat itu, Jacobson bergabung dan UML tersebut diperkaya ruang lingkupnya dengan metoda OOSE sehingga muncul release version 0.9 pada bulan Juni 1996.
Hingga saat ini, sejak Juni 1998 UML version 1.3 telah diperkaya dan direspons oleh
OMG, Anderson Consulting, Ericsson, Platinum Technology, Object Time Limited, dan
lain-lain, serta di pelihara oleh OMG yang dipimpin oleh Cris Kobryn. UML adalah standar dunia yang dibuat oleh OMG, sebuah badan yang bertugas mengeluarkan standar-standar teknologi object oriented dan software component.
3.14.2 Diagram UML 3.14.2.1 Class Diagram
Class menggambarkan keadaan (atribut/properti) suatu sistem sekaligus
menawarkan layanan untuk memanipulasi keadaan tersebut (metode/operasi/fungsi).
Class diagram memiliki tiga area pokok yaitu : nama, atribut dan metode. Atribut dan
metode dapat memiliki sifat : private, tidak dapat dipanggil dari luar class yang
bersangkutan ; protected, hanya dapat dipanggil oleh class yang bersangkutan dan
anak-anak yang mewarisinya ; public, dapat dipanggil oleh siapa saja. Contoh class diagram
dapat dilihat pada Gambar 3.12.
Hubungan antar class dalam class diagram :
Generalization yaitu hubungan umum khusus dari class turunan terhadap classVehicle
Bus Truck Car
Gambar 3.7 Generalization
Association yaitu hubungan komunikasi antara satu class dengan class lain.Umumnya association digambarkan dengan sebuah garis yang dilengkapi dengan
sebuah label, nama, dan status hubungannya.
Company -Employer Person
1
-Employee
*
Gambar 3.8 Association
Aggregation yaitu hubungan “bagian dari” atau “bagian keseluruhan”. Suatu classatau objek mungkin memiliki atau bisa dibagi menjadi class atau objek tertentu,
dimana class atau objek yang disebut kemudian merupakan bagian dari class atau
objek yang terdahulu. Aggregation adalah bentuk khusus dari association.
Company Departmen
1 *
Gambar 3.9 Aggregation
Composition adalah strong aggregation. Pada composition, objek “bagian” tidakdapat berdiri sendiri tanpa objek “keseluruhan”. Jadi mereka terkait dengan kuat satu dengan yang lainnya.
Company Departmen
1 *
Gambar 3.10 Composition
Multiplicities yaitu hubungan satu class dengan banyak class, seperti hubungan one to many, many to many, dan sebagainya.Gambar 3.11 Contoh Class Diagram (1)
3.14.2.2 Use Case Diagram
Use case diagram merupakan sebuah diagram yang menggambarkan fungsi dari
sistem yang dimengerti oleh pengguna sistem, yang disebut sebagai aktor. Diagram ini menunjukkan fungsionalitas sistem yang digambarkan sebagai transaksi antara pengguna dengan sistem.
Aktor adalah sebuah entitas manusia atau mesin yang berinteraksi dengan sistem untuk melakukan pekerjaan-pekerjaan tertentu. Aktor adalah pengguna, pemeran (role),
yang bisa berupa sistem eksternal maupun orang. Aktor digambarkan dengan gambar orang.
Use case merupakan sebuah pekerjaan tertentu, misalnya : login ke sistem,
meng-create sebuah daftar belanja, dan sebagainya. Use case digambarkan sebagai ellips di dalam sistem.
Contoh use case diagram dapat dilihat pada Gambar 3.13. Hubungan-hubungan
yang terdapat pada use case diagram dapat dilihat pada Tabel 3.8 berikut.
Tabel 3.8 Hubungan Use Case
Relationship Purpose Notation
Association Menunjukkan hubungan antara aktor
dan use case.
Generalitation Menunjukkan inheritance di antara use case.
Include Meliputi fungsionalitas dari satu use case terhadap use case lainnya.
Extend Memperluas fungsionalitas dari satu use case terhadap use case lainnya dalam
kondisi tertentu.
3.14.2.3 Interaction diagram
Interaction diagram terdiri dari 2 diagram yang terpisah yaitu : sequence diagram dan collaboration diagram. Interaction diagram menggambarkan interaksi
yang terdiri dari sekumpulan objek-objek dan hubungannya, termasuk pesan-pesan yang dikirim antara kedua objek tersebut.
3.14.2.3.1 Sequence Diagram
Sequence diagram adalah sebuah interaction diagram yang menekankan pada
urutan waktu penyampaian dari suatu pesan. Setiap class memiliki sebuah lifeline (garis
hidup) yang digambarkan sebagai garis lurus. Setiap pesan yang dikirimkan digambarkan sebagai anak panah antara lifeline dari class tersebut. Contoh sequence diagram dapat dilihat pada Gambar 3.14.
Gambar 3.14 Contoh Sequence Diagram
3.14.2.3.2 Collaboration Diagram
Collaboration diagram adalah interaction diagram yang menekankan pada
struktur organisasi dari objek-objek yang mengirim dan menerima pesan. Diagram ini menggambarkan hubungan interaksi dalam bentuk geometris yang mudah dimengerti. Objek dan database digambarkan sebagai kotak dan interaksi pesan diantaranya
digambarkan sebagai garis penghubung dengan keterangan yang jelas. Contoh
Gambar 3.15 Contoh Collaboration Diagram
3.14.2.4 Statechart Diagram
Statechart diagram menggambarkan daur hidup dari sebuah objek atau class.
Diagram ini menggambarkan beberapa state (kondisi) dari objek atau class yang
dihubungkan dengan transitions (perpindahan state). Setiap state memodelkan periode
tertentu dalam daur hidup model dan kondisi tertentu dari objek. Contoh statechart diagram ini dapat dilihat pada Gambar 3.16.
3.14.2.5 Activity Diagram
Activitiy diagram menggambarkan urutan dari aktivitas-aktivitas dalam sebuah
sistem, dimana aktivitas-aktivitas tersebut memiliki conditional behaviour dan parallel behaviour. Contoh activity diagram dapat dilihat pada Gambar 3.17.
Gambar 3.17 Contoh Activity Diagram
3.14.2.6 Component Diagram
Component diagram menggambarkan struktur dan hubungan antar komponen
komponen terbentuk dari beberapa class dan/atau package, tapi dapat juga dari
komponen-komponen yang lebih kecil. Komponen dapat juga berupa interface, yaitu
kumpulan layanan yang disediakan sebuah komponen untuk komponen lain. Contoh
component diagram dapat dilihat pada Gambar 3.18.
Gambar 3.18 Contoh Component Diagram
3.14.2.7 Deployment Diagram
Deployment diagram menggambarkan pengaturan komponen–komponen dalam
sebuah sumber daya fisik yang disebut node. Node ini bisa berupa komputer, server,
atau tempat penyimpanan. Diagram ini memungkinkan alokasi sumber daya yang tepat untuk sistem yang telah dirancang. Contoh deployment diagram dapat dilihat pada
Gambar 3.19 Contoh Deployment Diagram
3.15 Tahapan Pengembangan Sistem Informasi Berorientasi Objek
Dalam pengembangan sistem informasi ini digunakan metode Mathiassen, untuk tahapan atau langkah-langkah dalam menganalisis dan mendesain sistem. Seorang analis harus mampu mendefinisikan apa yang diinginkan pengguna dari sistem tersebut.
Menurut Mathiassen et al. (2000, p14) Untuk menganalisis dan mendesain
sistem informasi berbasiskan objek terdapat empat kegiatan utama yang harus dilakukan seperti terlihat pada Gambar 3.20 berikut :
Gambar 3.20 Empat Kegiatan Utama
3.15.1 Problem Domain Analysis
Pada tahap ini, sistem akan dirancang sesuai dengan spesifikasi kebutuhan dari pengguna. Tahap ini akan menentukan hasil dari keseluruhan kegiatan analisis dan desain sistem.
Tahapan dari problem domain analysis adalah :
a) Menentukan class yang ada dalam sistem dengan melakukan proses identifikasi
dari definisi sistem yang telah dikembangkan
b) Menganalisa dan mengembangkan structure hubungan dari class–class yang ada
c) Menganalisa behaviour dari class–class tersebut untuk menentukan state dari
setiap class yang termasuk dalam sistem ini
Hasil dari problem domain analysis adalah :
b) Class Diagram : menggambarkan hubungan antara class–class dalam sebuah
sistem
c) State Diagram : menggambarkan bagaimana state dari daur hidup class yang ada
dalam sistem ini
Gambar 3.21 Problem Domain Analysis
3.15.2 Application Domain Analysis
Pada tahap ini, lebih fokus pada bagaimana sistem akan digunakan oleh pengguna.
Tahapan dari application domain analysis adalah :
a) Menentukan usage dengan menentukan aktor dan use case-nya
b) Menentukan functions sistem untuk memproses informasi dan membuat daftar
fungsi (function list)
Hasil dari application domain analysis adalah :
a) Use Case Diagram : menggambarkan interaksi antara pengguna sebagai aktor
dengan sistem
b) Function List : menggambarkan kemampuan yang harus dimiliki oleh suatu
sistem sebagai kebutuhan dasar dari user
c) User Interface / Navigation Diagram : menggambarkan tampilan layar yang
akan dirancang untuk memenuhi kebutuhan user
Gambar 3.22 Application Domain Analysis
3.15.3 Architectural Design
Pada tahap ini, akan dirancang arsitektur hubungan antara client dan server yang
memadai untuk sistem dapat berjalan dengan baik. Perancangan pada tahap ini akan menentukan bagaimana struktur sistem fisik akan dibuat dan bagaimana distribusi sistem informasi pada rancangan fisik tersebut.
Gambar 3.23 Architectural Design
3.15.4 Component Design
Pada tahap ini, sistem akan menghubungkan antar komponen. Component design
menentukan kebutuhan implementasi dalam suatu kerangka arsitektural.