1. KURULUŞUN TANIMI 1.1. Türkiye Şeker Sanayisi’nin Kuruluşu
Günümüzde şeker pancarı ve şeker kamışından yaygın bir biçimde üretilen şeker, tarihin çok eski çağlarından beri insanlar tarafından kullanılan gıda maddelerinden biridir.
Şekerin dünya ekonomisindeki önemi, insanin beslenmesinde temel enerji kaynağı olmasından ve çeşitli amaçlar için ham madde olarak kullanılmasından ileri gelmektedir.
Dünya şeker üretiminin hemen hemen hepsi şeker kamışı ile şeker pancarından yapılmaktadır. Ancak ülkemizdeki tüm fabrikalarda ham madde olarak şeker pancarı kullanılmaktadır.
Beyaz pancarın ısıtılmasıyla tatlı bir şurup elde edildiği ilk kez XVI. yüzyılda Fransa'da belirlenmiştir. Ancak pancardan şeker çıkarılması yönünde çalışmalar ilk kez XVIII. yüzyıl ortalarında Almanya'da başlatılmıştır. Nihayet XIX. yüzyıl başında şeker pancarından şeker çıkaran ilk fabrikalar Almanya, Fransa ve Rusya'da kurulmaya başlanmıştır.
Bu arada şeker pancarının ıslahı yönünde de büyük ilerlemeler kaydedilerek şeker yüzdesinin yükseltilmesinin gerçekleştirilmesi ile pancardan şeker üretme sanayi XIX. yüzyıl sonlarında hızla gelişmeye ve yayılmaya başlamıştır.
Bu gelişmeler ülkemizde de etkisini göstermiştir ve bu amaçla İstanbul, Trakya ve İzmir yörelerinde şeker fabrikası kurmak için imtiyazlar alınmış olduğu, ancak, gerek tarım gerekse endüstri alanındaki bilgi noksanlıkları ve kapitülasyonlar nedeniyle bu girişimlerin başarısızlıkla sonuçlandığı bildirilmektedir.
Türkiye'de şeker sanayi kurma fikri 1842 yılında doğmuş olup, çeşitli nedenlerden ötürü gerçekleşmemiştir. Kurtuluş savaşının kazanılmasından sonra Uşak'ta Nuri Şeker'in öncülüğünde 51 kişilik bir kurucu heyet tarafından 600.000 TL. sermaye ile kurulan şirket, Uşak Şeker Fabrikasının Temelini 6.12.1925 tarihinde atmıştır. 14.06.25 tarihinde Alpullu 01.02.1933 tarihinde Eskişehir, 19.10.1934 tarihinde Turhal Şeker Fabrikaları ilk kurulan fabrikalardır.
Şeker Sanayi 1953 yılında Adapazarı, 1954 yılında Konya, Amasya ve Kütahya, 1955 yılında susurluk, Burdur ve Kayseri, 1956 yılında da Erzurum, Erzincan, Elazığ ve Malatya Şeker Fabrikalarım işletmeye açarak ülkeye programlı bir çalışma örneği vermiştir.
Daha sonra Ankara Şeker Fabrikası 1962, Kastamonu Şeker Fabrikası da 1963 yılında hizmete açılmıştır. 1975 yılında Afyon ve sırasıyla Ilgın, Muş, Bor, Ağrı, Elbistan, Erciş, Ereğli ve Çarşamba şeker fabrikaları kurularak işletmeye alınmıştır. Sorgun , Kırşehir ve Kars şeker fabrikalarının temeli 1990 yılında atılmıştır. Çorum şeker fabrikasının da 19 Temmuz 1987 yılında temeli atılmış olup 4 Ekim 1991 tarihinde üretime başlamıştır[1,2]. 1.2. Ankara Şeker Fabrikası
Ankara Şeker Fabrikası’nın montajına 20.10.1961 tarihinde başlanmıştır. 20.9.1962 tarihleri arasında soğuk ve sıcak denemeleri yapılarak 15.10.1962 tarihinde deneme kampanyasına girilmiştir. Deneme kampanyası 40 ½ gün sürmüş ve toplam 41600 ton pancar işlenerek 5558 ton kristal şeker üretilmiştir.
Fabrikanın kuruluş kapasitesi 1200 ton/gün’dür. Zamanla pancar ekiminin artması ve daha ekonomik şeker üretebilme ihtiyacının doğması nedeniyle 1985 yılında yapılan tevziat sonucunda fabrikanın pancar işleme kapasitesi 3500 ton/gün’e çıkarılmıştır.
Fabrikanın pancar ekim sahası Genel Müdürlükçe verilen iş programına bağlı olarak değişmektedir. 1998 yılında fabrikanın bölgelerinde 170 000 dekat sahayapancar ekimi yapılacağı hesap edilmiştir.
1962 yılında 2 adet 1260 KW’lık karşı basınçlı türbinle devreye giren fabrika daha sonra 6320 KW’lık Simens marka türbinin de devreye girmesiyle türbinlerin toplam gücü 8840 KW’a yükseltilmiştir.
Fabrikada 2 adet 20 ton/h’lık Borsig marka, bir adet de 50 ton/h’lık VKW buhar kazanı mevcuttur. 1992 yılına kadar yapılan dönüşümle doğalgazla çalışır hale getirilmiştir. Ayrıca alternatif yakıt olarak özel yakıt da kullanılabilmektedir.
Ankara Şeker Fabrikası’nın toplam arazisi 4215423 m2 olup, bu arazi içerisinde Şeker Fabrikası, Makine Fabrikası, Tohum İşleme Fabrikası, E.M.A.F., Şeker Enstitüsü, Eğitim Dairesi Başkanlığı ve Teftiş Kurulu Başkanlığı vardır. Ayrıca fabrikanın arazisi içerisinde
ilkokul, ortaokul, lise, kapalı spor salonu, tenis sahası, futbol sahası, misafirhaneler, lojmanlar, cami, kreş, lokanta ve sinema salonu gibi sosyal tesisler yer almaktadır[1].
Şekil 1. Ankara Şeker Fabrikası 1.3. Ürün Sayısı, Üretim Şekilleri ve Ürünlerin Teknik Özellikleri
2009/2010 kampanya döneminde günde 3873 ton, toplamda 421.000 ton pancar işlenmiştir. Bundan 62.550 ton kristal şeker, 17.720 ton melas ( % 50 polar şekerli) elde edilmiştir. Geri kalan kısmı hayvan yemi olarak kullanılmıştır.
Şeker fabrikasının yan ürünleri olarak pancar toprağı, pancar baş ve yaprakları, pancar kuyruğu, küspe, küspe suyu, filtre pres ve döner filtre çamuru, melas sayılabilir.
Şeker pancarının % 90,1’i usare, % 5’i kuru posa, % 5‘i posadaki kolloid sudur. Posanın % 50‘sini pektin, % 25’ini selüloz ve % 25’ini de pentosan, protein ve tuzlar oluşturur. Pancardan elde edilen taze usarenin bileşiminde % 18,0 sakaroz, % 0,15 invert şeker, % 0,01 rafinoz, % 0,2 bitkisel asitler, % 0,5 protein, pepton ve aminoasitler, % 0,14 inorganik tuzlar (K+, P04-3), eser miktarda saponinler bulunur. Usarenin % 81’i sudur.
Sakarozun erime noktası 160 °C’dir. Soğukta ağırlığının 1/3 ü kadar suda çözünür ( 30 g sakaroz, 10 gram suda çözünür). 190 °C ye ısıtıldığında rengi sarı- kahverengi olur. Buna "karamelizasyon" denir. Oluşan kütle karameldir. İnvert şeker balda bulunur. Kristalleşmediği
için sakarozun invert şekere dönüşmesi istenmez. Sakarozun parçalanmasıyla oluşan glukoz ve fruktoz karışımına "invert şeker" denir. Pektin, pentos ve galaktronik asit moleküllerinden oluşmuş yüksek moleküllü polisakarittir. Kaynar suda çözünür, soğukta jel haline dönüşür. Rafinoz bir trisakarittir. Selüloz ise glikoz molekülünden oluşmuş bir polisakarittir[1,3].
1.4. Kullanılan Ana Ham Maddeler ve Bu Maddelerin Sağlandığı Kaynaklar
Şeker üretiminde ham madde olarak ülkemizde de üretilen şeker pancarı kullanılır. Şeker pancarı diğer pancarlardan farklıdır, daha büyüktür, rengi beyazdır. İçerdiği şeker bakımından dünyanın büyük bir bölümünde çok değerli bir üründür. Şeker pancarı özel bir kültür ve yetiştirme ile yabani pancardan elde edilmiş bulunan ve dünyamızın mutedil iklimli mıntıkalarında yetişen, bol şeker ihtiva eden bir bitkidir. Pancarın diğer türleri olan hayvan pancarı, kırmızı pancar, beyaz pancar ve diğerleri gibi şeker pancarı da Akdeniz ve Atlantik denizi sahil memleketleri bitkisi olan ve halen oralarda bulunan yabani sahil pancarından sağlanmaktadır.
Şeker pancarı iki yıllık bir bitkidir ve ilkbaharda ekilir. Birinci yıl tohumdan kök ve yapraklar çıkar. Bitkinin kışı geçirmesine müsaade edilirse ikinci yıl, 1,5-2 m yüksekliğinde saplar, küçük yapraklar, çiçek ve sonunda tohum elde edilir. Şeker fabrikasyonu için gerekli olan şeker pancarının birinci yıl oluşan köküdür. Kökü rendelenip sıkılmak veya sıcakla haşlanmak suretiyle kendisinden elde edilen tatlı usarenin koyulaştırılması ile bildiğimiz şeker istihsal edilir. Yurdumuzda şeker pancarı 57 ilimizde ekilmektedir. Şeker pancarı tarımı yurdumuzda deniz seviyesine yakın bölgelerden 1750 m yükseklikteki Erzurum merkez bölgesine kadar uygun olan her yerde yapılmaktadır[1,2,3].
1.5. Ürünlerin Ana Tüketici veya Tüketici Kuruluşları
Ankara Şeker Fabrikası Türkiye de bulunan diğer şeker fabrikaları gibi Türkiye'nin şeker ihtiyacını karşılamaktadır.
Şeker fabrikasının yan ürünlerinden olan pancar toprağı, pancar ile birlikte gelmektedir. Toprak ayırıcısından geçtikten sonra ayrılan toprak, pancar ekicisine verilmektedir. Şeker pancarı küspesinin içerdiği albüminler, hemiselüloz ve selüloz, pektin maddeleri ve şeker, büyük baş hayvanları için çok kıymetli bir yemdir.
Yan ürünlerden biri olan döner filtre çamurunun gübre olarak yararlanılması sağlanmaktadır.. Almanya da bazı fabrikalarda döner filtre çamuru özel fırınlarda kurutularak torbalanmakta ve çiftçilere satılmaktadır.
Diğer yan ürünlerinden melas çeşitli kullanım sahalarında ya doğrudan doğruya ya da ham madde olarak değerlendirilir. Melas hayvan yemi olarak kullanılabilir. Ayrıca şekersizlendirme işlemiyle şeker elde edilmesinde, fermantasyon işlemiyle alkol, maya, gliserin, süt asidi gibi maddelere ayrılmasında, azot içeren organik şeker dışı maddelerin başında gelen "glutamin asidi" elde edilmesinde kullanılabilir.
Şeker, ilaç sanayinde de faydalı bir rol oynayabilmektedir. Bir şeker bileşiği olan "sorbit askorbin asidinin" imalinde dolayısıyla C vitamini istihsalinde kullanılmaktadır[1,3].
1.6. Kuruluşun Endüstriyel Organizasyon Şema ve Yapısı
Ankara Şeker Fabrikası’nın endüstriyel organizasyon şeması Ek 2’de verilmiştir[1]. 1.7. Kuruluştaki Çalışanların Görevleri ve Sayıları
Fabrika Müdür Yardımcısı (Teknik) : İşletme biriminin en yetkili amiridir.
Mevzuat, şirket yönetmelikleri, yönetim kurulu kararları ve Genel Müdürlük talimatlarına uygun olarak işletmenin teknik ve idari işlerini en rasyonel bir şekilde yönetir.
Genel müdürlüğe sunulacak iş programı teklifi için kendi bölümü ile ilgili hususları hazırlar, birimine bağlı işletmelerin bakım ve kampanya dönemlerine ait çalışma programlarını tespit eder. Bununla ilgili şema ve grafik hazırlar, bu programların zamanında yapılıp yapılmadığını kontrol eder, aynı zamanda birimine bağlı personelin mevki ve idari alanda yetişmesi için gerekli çalışmaları yapar.
Maliyeti etkileyen teknik faktörleri inceler ve bu faktörlerin maliyet düşürücü yöne çevrilmesi için tedbirleri araştırır, önemli işletme arızalarının sebeplerini ve bu hususta gerekli tedbirlerin alınmasını sağlar.
Birimine bağlı işletmelerin daha iyi çalışmasını temin edecek gerekli tadilat ve modernizasyon planlarını hazırlar veya hazırlatarak Fabrika Müdürüne teklifte bulunur.
Muhasebe kayıtları ve maliyet hesapları için gerekli bilgi ve bilgileri muhasebe servisine intikal ettirir.
Birimine bağlı personelin tayin, nakil, terfi ile izin ve vazife salahiyetleri hakkında fabrika müdürüne teklifte bulunur.
Birimi ile ilgili işlerin düzenli bir şekilde yapılabilmesi için birimindeki personel ile ve diğer birimlerle işbirliği kurarak düzenli bir koordinasyon sağlar.
İşletme Uzmanı (1 kişi): Birimle ilgili işlerde Fabrika Müdür Yardımcısına ( Teknik ) yardım eder. Fabrika müdür yardımcısından aldığı talimatlar uyarınca birimine ilişkin işleri tanzim sevk ve idare eder. Genel müdürlük talimatlarına göre imza yetkisini kullanır. Fabrika müdür yardımcısının olmadığı zaman yerine vekalet eder, kendi iş alanına giren konularda iş ilişkisi kurar. Fabrika Müdür Yardımcısının ( Teknik ) görevlendirdiği dış temasları yapar ve neticelendirir.
Makine Elektrik Şefi (1 kişi): İşletme uzmanının talimatları uyarınca, mevzuat, şirket yönetmelikleri ve talimatlara uygun olarak birimine bağlı kısımların işlerini yürütmek temel görevidir.
Birimine bağlı Makinistlik, Elektrik Atölyesi, Kazan Dairesi, Türbin Dairesi, Kantarcılar, Mekanik Atölye, Resim hane gibi tesislerin çalışma esaslarını ve kadrolarını düzenler, kendisine bağlı kısımların bakım ve onarım programlarını hazırlar ve uygulanmasını sağlar. Makine ve tesislerin işletme bakım talimatlarını hazırlar tatbik eder veya ettirir. Bakım onarım için gerekli yedek parça ve malzemelerin iç ve dıştan temini için gerekli hazırlıklar yapar ve bu konudaki siparişleri takip eder. Kampanya içinde ve dışında birimi ile ilgili defter ve kayıtları tutmak ve tutturmak, gerekli raporları hazırlamak ve hazırlatmak işletmede meydana gelecek önemli arızalarda ve olaylarda gerekli tedbirleri almak ve işletme uzmanını haberdar etmek. Üretilen şekerlerin ve ambalajın istenilen evsaf ve gramajda olmasını sağlamak.
İşletme birimiyle ilgili makine ve tesislerin, parçaların resim ve şemaların tekniğine uygun olarak hazırlatır ve düzenli bir şekilde saklatır. Yapılması onaylanan her türlü
değişiklikleri mevcut plan ve resimler üzerine işletir ve resimlerin mevcut tesisata her an uygun olmasını sağlar. Önemli işletme arızalarının sebeplerini araştırır ve bunların önlenmesi için alınacak tedbirler hakkında teklifte bulunur, kantar ve ölçü aletlerinin revizyon ayar ve damgalarının yapılmasını ve çalışma süresince bu ölçü aletlerini tespit edilen esaslar içerisinde kontrol eder ve ettirir.
İşletme Şefi (1 kişi): İşletme uzmanının talimatlarına uygun olarak birimine bağlı kısımların işlerini yürütür. Birimine bağlı fabrika meydan işleri, ham fabrikanın bütün kısımları, kireç üretimi, nakil vasıtaları, küspe kurutma, maniplant ve yardımcıları, rafinerinin maniplant ve yardımcıları, terzi gibi kısımların genel esaslarını düzenler. İşletmenin genel bakım ve onarım programlarını hazırlar ve kurulmasını sağlar. Bakım ve onarım için gerekli parça ve işletme malzemesinin iç ve dıştan temini için gerekli hazırlıkları yapar. Birimi ile ilgili tesislerin işletme ve bakım talimatlarını düzenler, tatbik eder ve ettirir. Tesislerin düzenli ve rasyonel çalışmasını temin için gerekli tedbirleri alır, işletme için gerekli etütleri yapar ve yaptırır. Üretim rantabilite ve kalite konularında, makineleri takip ve uygulama imkanları hakkında teklifte bulunur. Önemli işletme sorunlarını araştırır ve bunların önlenmesi için alınacak tedbirler hakkında teklife bulunur. Fabrikada bulunan ölçü aletlerinin kontrolünü yaptırır, önemli arıza ve olaylarda gerekli tedbirleri alır, üretilen ürün ve ambalajların istenilen evsaf ve gramajda olmasını sağlar
İşletme ve Makine Elektrik Mühendisleri (3 kişi): İşletme Şefi ve Makine Elektrik Şefine bağlı olarak, onlardan aldığı talimatlara uygun olarak biriminde kendine bağlı olan kısımlarda işleri yürütürler. İşletmenin daha verimli çalışması için bağlı olan alt birimlerle koordinasyon sağlayarak tamir, bakım, onarım ve üretim işlerini tekniğine uygun olarak yapmak ve yaptırmak, ürünlerin kalite ve ambalajlanmasının uygunluğunu kontrol etmek görevleri arasındadır. Kısımlar arasındaki organizasyonu sağlayarak üretimi sürekli kılarlar. Fabrikasyon ara kademelerinden alınan numunelerin analiz değerlerinin tekniğe uygun oluşup oluşmadığını kontrol ederler, fabrikasyonda gerekli önlemleri alırlar. İşletmenin daha verimli çalışması için gerekli değişikliğin yapılmasını teklif ederler ve onaylanmış değişiklikleri yaptırırlar[1,3].
Statü Sayısı Mühendis 36 Usta 148 İdari Personel 205 Teknisyen 1 İşçi 596 Toplam 986
Tablo 2. Meydan Amirliği Çalışanları ve Sayıları
Meydan Amiri 1
Meydan Amir Yardımcısı 1
Meydancı 3
Silocu 3
Pancar Boşaltma Operatörü 3
Manevracı 3
Makinist Yardımcısı 2
Kireç Ocağı Ustası 1
Kasiyer İşçi 2
Müteferrik İşçi 9
Muvakkat İşçi 53
Dozer Operatörü 3
Tablo 3. Ham Fabrika Çalışanları ve Sayıları
Ham Fabrika Maniplantı 1
Maniplant Yardımcıları 3
Yıkamacı 2
Pancar Bıçak Ustaları 2
Pancar Bıçak Usta Yardımcısı 2
Şerbet Üretim Ustası 3
Difüzyoncu 1
Şerbet Koyulaştırma ve Tasfiye Ustası 3
Usta Yardımcısı 2
Filtreci 2
Kireç Ocağı Usta Yardımcısı 3 Müteferrik İşçi 6 Muvakkat İşçi 109 Terzihane 1 Kasiyer İşçi 1 Müteferrik İşçi 3 Muvakkat İşçi 105
Tablo 4. Kazan Dairesi Çalışanları ve Sayısı
Kazan Dairesi Ustabaşı 1
Kazan Dairesi Ustabaşı Yardımcısı 2
Kazan Tamir Ustası 3
Ateşçi 2 Kömür Hazırlama Ustası 1 Su Hazırlama Ustası 1 Kasiyer işçi 1 Müteferrik işçi 4 Muvakkat işçi 25
Tablo 5. Türbin Dairesi Çalışanları ve Sayısı
Türbin Dairesi Baş Makinisti 1
Türbin Ustası 2
Kasiyer işçi 2
Muvakkat işçi 5
2. ŞEKER PANCARINDAN ŞEKER ÜRETİM PROSESİ Bir şeker fabrikası yapılan işlemlere göre dört bölümde incelenebilir:
• Meydan: Pancar ve diğer işletme malzemelerinin alındığı, silolandığı ve fabrikasyona hazır bir hale getirildiği bölümdür.
• Ham Fabrika: Şerbet üretiminin ve arıtımının yapıldığı bölümdür.
• Rafineri: Şerbetin koyulaştırılması, oluşan koyu şerbetin kristallendirilmesi, ayrılması ve kurutularak torbalanması işlemlerinin yapıldığı bölümdür.
• Yan Tesisler: Şeker fabrikasyonu için gerekli işletme malzemeleri ve enerjinin üretildiği veya yan ürünlerin değerlendirildiği tesislerdir. (Kireç ocağı, buhar kazanı,türbinler,su arıtma tesisleri,küspe kurutma tesisi gibi)
Pancardan şeker elde edilene kadar uygulanan işlemler sırası ile aşağıdaki gibidir: Pancarın hasadı ve fabrikaya nakli,
Pancarın yıkanması; tartılması ve kıyılması,
Pancardan ham şerbet elde edilmesi,
Ham şerbetin arıtılması,
Sulu şerbetin koyulaştırılması,
Şurubun (koyu şerbetin) lapaya işlenmesi,
Kristalizasyon,
Kristal şekerin kurutulması,
Kristal şekerin ambalajlanması.
2.1. Pancarın Hasadı ve Şeker Fabrikasına Nakli
Fabrikanın ham maddesi olan pancarın ekimi, hasadı ve fabrikaya nakli, şirketin Ziraat Teşkilatı tarafından planlanır ve yürütülür. Pancarların olgunlaşması ekolojik koşullara ve pancarın çeşidine göre farklı zamanlarda olur. Birim zamanda, oluşan ve kullanılan şeker miktarı birbirine eşitlendiği zaman pancar fizyolojik olgunluğa erişmiş olur. Artık, bu aşamada, pancarda şeker birikimi durmuştur. Ülkemiz pancarlarında bu zaman genellikle Eylül-Ekim aylarına rastlar.
Tarlada sökülen pancarların baş ve yapraklan kesilir. Pancarın baş kısmı tüm pancar ağırlığının yaklaşık %10'unu oluşturur. Fazla kesme pancarın dayanıklılığını azaltır. En uygunu yaprakların çıktığı yerden kesmektir. Pancarın uzun olan kuyrukları da kesilir. Sökülen pancarlar hemen fabrikaya nakledilmeyecekse birkaç günü geçmemek kaydıyla tarla kenarlarında ya da tren istasyonu yanında yığın halinde istiflenir ve toprak silo yapılır.
Çiftçi; söktüğü pancarını işlenmek üzere teşkilatın bölge kantarlarına veya fabrikaya kara yoluyla; örneğin traktör römorku, kamyon vs. ile nakleder[1,4].
2.2. Meydan
Pancarın tarlada hasat edilmesinden, pancar bıçaklarına ayrılmasına kadar olan şeker fabrikasyonunda birim işlemlere hazırlanması için gerekli ara işlemlerin yapıldığı alana meydan denir[5].
Meydan tesislerinin en önemli görevi; pancarın nakil araçlarından boşaltılarak ham fabrikaya naklinin sağlanmasıdır. Vagon veya kamyonlar vasıtası ile fabrikaya sevk edilen pancarları boşaltmaya yarayan tertibat, bütün fabrikalarda, pancarı fabrika meydanında silo edildiği yerden fabrika binası içinde işleneceği yere kadar sevk eden sistemle bir işbirliği içerisindedir. Bir şeker fabrikasına gelen pancar meydanda sırasıyla şu tesislerden geçer[4].
2.2.1. Pancarın Boşaltılması ve Silolanması
Boşaltım: Şeker fabrikasına çiftçi tarafından getirilen veya çiftçiden alınarak fabrikaya sevk edilen pancar, fabrika meydanındaki kantarlarda tartılır. Toprak firesi tespit edilir ve meydandaki pancar silolarına boşaltılır.
Fabrikaya gelen pancar, 2 şekilde boşaltılır. a)Otomatik( mekanik) boşaltma ile,
b) Basınçlı su ile
Karayolu ile fabrikaya gelen pancar, kamyonun hidrolik sistemle kaldırılan bir platformda belli bir eğime getirilmesi ile boşaltılarak transportlar aracılığıyla silolara sevk edilir. Bu sistemlerde pancardan toprağı ayıracak bir kısım bulunduğundan toprağın fabrikaya girmesi önlenmiş olur. Tesellüm merkezlerinden fabrikaya gelen pancarın bir kısmı da basınçlı su ile fabrika pancar yüzdürme kanallarına boşaltılır[6].
Şekil 2. Pancarın Boşaltılması
Pancarların yüzdürülmek sureti ile pancar yıkama ünitesine sevk edilmeleri için, bir ton pancar başına, kanallarda ortalama olarak 8 ile 10 m3 suyun devretmesi lazımdır. Bu sevkiyat esnasında, pancara yapışık toprağın bir kısmı pancardan ayrılarak suda süspansiyon haline geçer. Bu sevkiyat işlemini yapmak için devamlı olarak temiz su kullanılmaz. Çöktürme havuzlarında zamanla kanalın tıkanması ve dolmasına sebep olacak çamur atılarak elde edilen suya temiz su ilave edilerek kullanılır. Sevkiyat temiz su vasıtası ile yapıldığı taktirde, yoğunlukları 1,08 ile1,09 arasında değişen pancarlar suyun altına iner ve su akımının tesiri ile kanalın dibinde yuvarlanarak sürüklenirler. Suların geri kazanımı tesisatı ile çalışırken, süspansiyon halinde hafif çamur ihtiva eden bu suyun yoğunluğu 1,00’ den biraz fazla olduğu için pancarlar su içinde veya yüzeyde kolaylıkla yüzebilirler ve hareket edebilirler. Su akımının hızı kanalın eğimine bağlıdır. Bu kanal, ortalama olarak metrede 10 mm meyil verecek şekilde oluşturulur. Meyilin bundan fazla olması, kanalların birleşme noktasının çok aşağıda olmasına sebep olur, dolayısı ile yıkama ünitesinde pancarların toplandığı çukurun derinleşmesine sebep olur. Günümüzde fabrika kapasitelerinin daha da büyümesi nedeni ile el ile boşaltma yetersiz kalmaktadır ve günümüzde artık kullanılmamaktadır. Mekanik boşaltma sistemlerinde pancardan toprağı ayıracak bir kısım bulunduğundan, ayrıca pancarın fabrikaya yüzdürülmesinde kullanılan suya karışan çamur oranı da azaltılmaktadır. Hızlı çalışma ve toprak ayırma avantajlarına karşılık mekanik pancar boşaltma sistemlerinde pancarın zedelenmesi tehlikesi daha büyüktür[1,3,7].
Silolama: Şeker fabrikalarının iki üç günlük pancarını alabilen günlük siloların yanında, genel pancar sökümünden sonraki aylarda işlenecek olan pancarlar da uzun süreli silolarda muhafaza edilirler. Bu silolar fabrikanın kış aylarındaki nakliye olanaklarına göre 10-30 günlük pancar ihtiyacını depo edebilir. Bütün siloların alt kısmında, silodaki pancar işleneceği zaman bunun yıkama ünitesine doğru su vasıtası ile sevk edilmesini sağlayan bir kanal mevcuttur. Silolar dörtgen kesitli, etrafı betondan yapılmış dik duvarlarla çevrili, tabanın eksenine de hafif meyilli yapılardır. Silolar pancarla doldurulmadan önce kanala açılan ağızları bir kapakla kapatılır. Silolardan pancar boşaltılacağı zaman bu kapaklar açılır ve kanalın üst tarafından tazyikli su verilerek pancarın boşaltılması sağlanır[1,3,7].
Şekil 3. Pancarın Silolanması 2.2.2. Ot, Taş ve Kuyruk Tutucular
Fabrikaya gelen pancarda (fire) ot, taş, toprak %’si 5-15’tir. Yağışlı havalarda % 15-25’lere ulaşır.
Elfa ile doğrudan kamyondan veya püskürtme başlıklarıyla silolardan su ile yüzdürme kanallarına indirilen pancarlar, bu kanallar vasıtasıyla fabrikaya gönderilirler. Bu kanallar üzerinde bulunan tesislerde pancarla birlikte gelen ot ve taş büyük ölçüde ayrılır. Bu ayırma işleminde bu maddelerin özgül ağırlıkları arasındaki farktan yararlanılır. Otlar su üzerinde yüzdüğünden kanalın genişlediği ve su hızının azaldığı bir bölümde suyun üst kısmına dalan taraklar yardımıyla dışarı alınırlar. Suda daha hızlı çökebilen taşlar ise kanalın dibindeki bir delikten dışarıya alınırlar. Pancarın bu delikten aşağı düşmemesi için buradan pancarın sudaki çökme hızı olan 0.17 m/sn hızla su gönderilir. Bu şekilde alttaki bir hazneye düşen taşlar ya kesikli olarak zaman zaman haznenin boşaltılmasıyla veya sürekli olarak tarayıcı kovalar yardımıyla dışarı atılırlar. Şekil 3 ve 4’te sırası ile ot ve taş tutucular görülmektedir.
Şekil 4. Ot Tutucu Şekil 5. Taş Tutucu
Yıkama teknesinden seviye taşkanı ve tahliye kapakları ile ayrılan sudaki kuyruk ve kırıntı pancarların tutulmasını sağlar. Gövdesi 8- 12 mm delikli perfore bir saç tambur ve yatay eksende dönen tambur içi sıyırıcı paletlerden oluşur[5].
2.2.3. Pancar Ayar Çarkı ve Pancar Sürgüsü
Pancar ayar çarkı merkezden ışınsal doğrultuda uzanan kalın çubuklar üzerinde, dikey eksenle açılı kanatçıkların monte edildiği bir çarktır[5].
Fabrikanın iyi çalışabilmesi için pancar girişinin de düzenli olması arzulanır. Belirli bir hızda dönen ve demir çubuklardan taraklarla bölmelere ayrılmış olan pancar ayar çarkı her bölmesinde suyun seviyesine göre belirli miktarda pancarın geçmesine izin vererek bu düzenliliği sağlamada yardımcı olur. Herhangi bir arıza nedeniyle pancar girişinin durdurulması isteniyorsa sinyal lambaları yardımıyla elfa ve püskürtme başlıklarındaki personel ikaz edilir ve demir çubuklardan yapılmış bir kafes olan pancar sürgüsü yardımıyla kanal kesiti tamamen kapatılarak pancarın ilerlemesi önlenir.
2.3. Ham Fabrika
2.3.1. Pancar Dolabı ve Pancar Pompası
Yüzdürme kanalları yer seviyesinin altında olmasına karşılık pancar yıkama teknesi altından su ve taş alınacağından yer seviyesi üstüne konmuştur. Bu nedenle pancarın yıkama teknesi seviyesine kadar kaldırılması gereklidir. Bu işlem pancar dolabı veya pancar pompasıyla yapılır. Pancar dolabı 8-10 m çapında bir çarktır ve çevresindeki kepçeler yardımıyla pancarı yüzdürme kanalından alarak yukarıya taşır. Bu kepçeler delikli
yapıldığından aynı zamanda pancar yüzdürme suyundan ayrılması sağlanır. Oldukça kirli olan yüzdürme suyunun yıkama teknesine gitmesi arzulanmaz[1,3,7].
Pancar pompası büyük bir santrifüj pompasıdır. % 700 su ile karışmış pancar bu pompa yardımıyla dolaptan daha yükseğe gönderilebilir. Böylece dolap sisteminde yıkama teknesinden sonra pancar bıçaklarının bunkerine pancarın çıkarılması için kullanılan elevatörden tasarruf edilebilir. Böyle sistemlerde yıkama teknesi yükseğe konur ve buradan çıkan yıkanmış pancar doğrudan bıçakların bunkerine düşer. Ancak pompa kullanıldığında yıkama teknesine girmeden yüzdürme suyunun ayrılabilmesi için özel elek sistemi gereklidir. Diğer taraftan su-pancar oranı düştüğünde pancarların pompada zedelenmesi tehlikesi de doğabilir[1,3].
2.3.2. Yıkama Teknesi
Genellikle fabrika binası içinde bulunan pancar yıkama teknesi son yıllarda daha çok ayrı bir binaya veya doğrudan meydana konulmaktadır. Çalışma şekli de daha çok meydan tesisleriyle ilgili olduğunda pancar yıkama da bu meydanda incelenebilir.
Pancarın üzerindeki toprağın fabrikaya girmesi çeşitli işletme kademelerinde güçlüklere neden olduğundan arzulanmayan bir husustur. Toprakla birlikte gelen mikroorganizmalar
difüzyonda şekerin parçalanmasına neden oldukları gibi, toprağın kendisi de şerbet arıtımında süzme işlemini güçleştirir. Pancarın yıkanması esas olarak üç ayrı sistemle yapılabilir;
Tambur tipi yıkayıcılar
Püskürtme yıkama
Döner kollu yıkama teknesi
Her birinin çeşitli avantaj ve dezavantajları olan bu sistemlerden Türkiye'de döner kollu yıkama teknesi kullanılmaktadır. Pancarlar bu teknede yaklaşık 10 dakika kalır ve birbirlerine sürtünerek temizlenirler. Tekneden çıkan pancarın gerektiğinde dezenfektan bir
madde de ilave edilmiş bir temiz su duşundan geçmesi yararlı olur[1,4,8].
Yıkama teknesinin önemi: Yıkama teknesi ön taş tutucu sistemi çalışır durumda olmalıdır. Alttan basınç sağlayan, uskur fan kontrol edilmeli ve çalışmıyorsa, çalışır duruma getirilmelidir. Taş boşaltma kapakları muntazaman metal çubuklardan oluşan meyilli bir ızgara konulmalıdır. Tekneye giren yüzdürme suyunun en az kirlilikte olması durumunda, tahliye kapaklarının açılması periyodu da uzayacağından, teknenin temiz takviye suyu ihtiyacı da bağlı olarak daha az olacaktır[5].
2.3.3. Pancar Kesme Makinaları ve Pancarın Kıyılması
Kesme makinelerinde pancar teknolojik değerlere uygun olarak kıyılır. Kıyma işlemi sırasında pancar hücre dokusu bozulmamalıdır. Pancar kıyım makineleri genellikle ekseni üzerinde dikilmiş silindirik bir bunker ve bu eksene dik dönebilen bir pancar kıyma tablasından oluşur[1].
Şekil 7. Pancarın kıyılması ( Dubourg, 1957)
Bu tabla üzerinde bıçak gruplarını taşıyan pancar bıçak kasaları yerleştirilmiştir.
Şekil 8. Pancar Bıçağı ( Dubourg, 1957)
Ağırlığı ile bıçaklara gelen pancar, dönen bıçaklar vasıtasıyla kıyım haline getirilir. Pancar bıçaklarında kıyılan pancar kıyımları nakil bandında sürekli otomatik kantarda tartılarak haşlama teknesine verilir. Bazı şeker fabrikalarında, dikey (tambur) tipi kıyım makinaları bulunmaktadır.
Kaliteli kıyım
Yüksek kapasitede istenilen tonaj Minumun arıza
Hızlı operasyon bıçak değişimi hızlı
Düşük güç tüketimi
Kolay kullanım, mükemmel dizayn
Az ve hızlı bakım temizlik
Otomatik sistem olarak sayılabilir[5]. 2.3.4. Ham Şerbet Üretimi
Pancardaki şekerin su ile ekstraksiyon yoluyla dışarı alınması ve "Ham şerbet" adı verilen siyaha yakın koyu renkli, % 12-18 kuru madde kapsayan bir şerbetin üretilmesi işlemi ham şerbet üretimi olarak isimlendirilir. Çok eskiden pancardaki şeker, pancarın preslenmesiyle elde edilen usareden kristallendirilirdi. Daha sonra su ile ekstraksiyon yöntemi ve bu yöntemde ters akım prensibiyle çalışan çeşitli sistemler geliştirildi. Uzun yıllar şeker sanayisinde önemli bir yer tutan Robert Batarya Difüzörü artık yerini sürekli çalışan kule veya tekne sistemlerine terk etmiştir. Türkiye'de son difüzyon bataryası Erzurum fabrikasında 1979 yılında kaldırılmıştır. Fabrikalarımızın bir çoğunda kullanılan Kule difüzörü Batı Alman BMA firmasının, bazı fabrikalarımızdaki DDS difüzörü ise Danimarka’nın DDS firmasının lisansıyla makine fabrikalarımızda imal edilmektedir. Şerbet üretiminde amaç kuru madde kapsamı ve arılığı yüksek bir ham şerbet ve şeker oranı düşük ve sıkılabilme yeteneği yüksek bir sulu küspe elde etmektir[1,4,8].
2.3.5. Difüzyon
Kıyım, bıçaklardan sonra band kantarlarında tartıldıktan sonra difüzyon sistemine girer. Difüzöre giren kıyımlar su devrettirmek sureti ile bütün şekerlerini verene kadar yıkanmaktadırlar. Eklerde difüzyon sistemi akım şeması verilmiştir.
Şekeri alınacak kıyımlar dikey bir kule içerisinden devamlı olarak aşağıdan yukarıya doğru çıkarken, su bu kuleyi yukarıdan aşağıya doğru kat eder. Difüzörde şerbet şeker itibari ile zenginleştikçe yoğunluğu artar ve difüzörün alt kısmına doğru ilerler. Şeker içeriği azalan kıyımın ise yoğunluğu azalacağından kule içerisinde yukarıya doğru hareket eder. Kulenin üst kısmından içerisinde eser miktarda şeker bulunan şekersiz küspe alınırken alt kısımdan da şeker içeriği fazla olan ham şerbet alınır. Kule difüzöründe kıyımlar önce haşlama teknesi olarak
adlandırılan bir teknede kuleden çekilen sirkülasyon şerbeti ile karıştırılır. Burada amaç hem kıyımların optimum difüzyon sıcaklığı olan 70-72 °C’ye ısıtmak hem de şerbetle karıştırılarak kuleye pompalanabilir hale getirmektir. Ham şerbet haşlama teknesinin kıyım girişi tarafındaki akım süzgecinden çekilir, kum tutucu ve pülp ayırıcıdan geçtikten sonra düşük sıcaklığı nedeniyle başka yerde kullanılmayan rafinerinin vakum brüdesi ile 60°C’ye kadar ısıtılır. Eklerde kule difüzyon sisteminin akış şeması verilmiştir.
2.3.6. Küspe
Difüzyon sistemlerinden çıkan şekeri alınmış kıyımlar (sulu küspe) küspe preslerinden geçirilerek başlangıçta % 8 dolayında olan kuru madde oranı % 18-20 ye kadar çıkartılır. Fazla preslemek suretiyle küspeden daha fazla miktarda su çıkarmak bir noktadan sonra doğru değildir. Sulu küspe çok fazla miktarda sıkıldığı taktirde küspe hücrelerindeki bazı önemli gıda maddeleri ve selüloz azalmış olur. Bu sıkılmış küspe ya doğrudan doğruya hayvan yemi olarak çiftçiye verilir, veya küspe kurutma tesislerinde melasla birlikte kurutularak kuru küspeye dönüştürülür[1,7].
Sulu küspe ,fazla su içerdiğinden,hayvan yemi olarak uzun süre saklanamaz.Aynı zamanda kolay bozulması nedeniyle çevre kirliliği yaratmakta ve kapsadığı fazla hacimden dolayı da nakliye masrafları artmaktadır.Bu nedenle küspe preselerden geçirilerek su içeriği azaltılmakta ve kurutularak uzun süre saklanabilmektedir[9].
Tablo 6. Sıkılmış Küspe İçeriği
Kuru Madde % 18-30 Ham Protein g/kg 104 Yağ (eter ekstraklı) g/kg 9 Toplam kül g/kg 40-90 Net Enerji (laktasyon) g/kg 7.2
Küspe kurutmanın avantajları;
Stok edileceği zaman küspenin iyi bir şekilde muhafaza edilebilmesini sağlamak, Mikroplarla mücadele edebilmektir.
Kurutulduktan sonra küspedeki su miktarı %10 civarındadır, yani kuru madde miktarı %90 olmalıdır. Bu kuru madde oranından öteye geçmek gereksizdir, çünkü kuru küspe istif edildiğinde %11 ile %12 kuru madde içeriğine kadar sulanır. Bunun yanında, kuru maddedeki su miktarının asla %12’den fazla olmaması gerekir. Çünkü kuru küspenin dökme olarak stok edilmesi halinde ısınmalar ve oto oksidasyonlar nedeniyle yangın çıkma ihtimali vardır. Preslerden çıkan ve % 0.6-1.2 arasında şeker kapsayan pres suyu ise ısıtıldıktan sonra difüzyon sistemine geri alını[3,4].
2.3.7. Difüzyon Kayıpları
Katı madde içeriği yaklaşık olarak % 20-25 olan sıkılmış küspede kalan şeker miktarı difüzyon kaybını oluşturur ve normal koşullarda işlenen pancara göre % 0.2-0.3 mertebesindedir. Bu kaybı düşük tutmak için kıyım kalitesinin iyi olması, difüzyon sıcaklığını 70-72 °C arasında olması ve 100 birim pancara göre sistemden alınan ham şerbet miktarının (çekiş) sistem için öngörülen optimum değerde (110-120 arası) olması gerekir. Bunlardan başka difüzyona verilen taze suyun pH değerinin 5.8-6.0 değerine getirilmiş olması gerek ham şerbetin arılığı gerekse küspenin sıkılabilme yeteneği açısından önem taşır.
Difüzyonda oluşabilecek diğer bir kayıp şekerin mikroorganizmaların etkisiyle
parçalanmasından doğar. Prensip olarak tüm işletmede, daha çok ham fabrikada ve özellikle difüzyonda görülen bu parçalanma sonucu kaybolan şeker "bilinmeyen kayıplar" adı altında geçen % 0.1-0.2 dolayındaki kayıpların en önemli kısmını oluşturur. Difüzyon sıcaklıklarının yüksek tutulması ve belirli aralıklarla dezenfektan olarak şok halinde sisteme formalin verilmesiyle bu kayıplar en düşük düzeyde tutulabilir. Difüzyonda enfeksiyonun varlığına bir işaret olarak ham şerbetin pH’ının veya difüzyon ortamından alınan şerbetin pH sının 5.5’in altına düşmesi ile gözlenebilir. Difüzyon sisteminden alınan ham şerbet pancarın kalitesine göre normal koşullarda % 12-20 kuru maddeli, % 85-90 arılıkta siyah bir sıvıdır. İçindeki yabancı maddelerin en önemlileri protein ve pektin gibi kolloidler, Amino asitler, betain, çeşitli organik ve anorganik asitler, Potasyum, Sodyum ve az miktarda diğer çeşitli katyonlardır. Ayrıca şerbetin hava ile temasında oluşan melanin grubu renk maddeleri, sakaroz'un parçalanmasıyla oluşmuş invert şeker ve az miktarda rafinoz, kestoz gibi diğer şeker türleri bulunur.
Pancardaki çözünen şeker dışı maddeler azotlu, azotsuz maddeler ve küldür. Azotlu şeker dışı maddeler albuminler, amidler, amino asitler ve benzerleridir. Azotsuz organik şeker dışı maddeler invert şeker, pektin maddeleri, organik asitlerdir[1,7]
Difüzörlerden çıkan ham şerbet; koyu renkli, viskoz yapılı, kolloid maddeler içeren bir sıvıdır. Sıcaklığı 35-40 °C olup, kuru madde içeriği 14-15 Brix, saflık katsayısı 88-90 kadardır. Şeker dışı maddelerin bazıları şerbet içerisinde kolloidel halde bulunurlar ve bunlar buharlaştırma ve kristallendirme gibi işlemlerin yapılmasını imkansız hale getirdikleri için tamimiyle tasfiye edilmesi gerekir[1,6,8]
2.3.8.1. Kireç ile Şeker Dışı Maddelerin Tasfiyesi
Sanayide 150 seneden beri kullanılan ve hala tatbik edilen yegane çöküntü teşkil ettirici madde kireç olup, uygulama esnasında şerbeti biraz ısıtmak gerekir bu yöntem pancar şekeri fabrikalarında kullanıldığı gibi kamış şekeri fabrikalarında da kullanılır. Günümüzde yaygın olarak uygulanan kademeli birinci kireçlemeli arıtım sistemi şu basamaklardan oluşur;
• Kademeli birinci kireçleme • İkinci kireçleme
• Birinci karbonatlama • Çöktürme ve süzme • İkinci karbonatlama • Süzme
Ham şerbetin temizlenmesinin esası; ham şerbetin önce kireçle muamele edilmesi, sonra da kireçli şerbete CO2 vererek kireci CaCO3 şeklinde çökeltmek ve takiben süzmekten ibarettir. Bu işlemlerden birincisi kireçleme ikincisi saturasyon işlemi olarak adlandırılır.
Pancar ham şerbetlerindeki kolloidler yaklaşık pH 11 değerinde topaklanarak çökerler. Şerbete kireç sütü (Kalsiyum hidroksit çözeltisi ve süspansiyon) verilerek pH’ın arttırılması işlemi kademeli olarak yapılırsa bu çökelek daha dayanıklı ve daha küçük hacimli olur[4,6,8].
2.3.8.1.1. Kireçleme
Ham şerbetin kireçlenmesi ile; içinde bulunan, Fosfor asidi, suda çözünmeyen kalsiyum fosfat haline dönüşerek, Oksalik ve sitrik asit gibi organik asitler suda az çözünen kalsiyum tuzlarına dönüşerek, Demir ve magnezyum, metal hidroksitleri haline dönüşerek, Proteinler koagüle olarak ve parçalanarak, Amonyum tuzları, amino asitler, pektik maddeler parçalanarak ve tuz oluşturarak, İnvert şekerler parçalanarak şerbetten uzaklaşır.
Ayrıca, kireçlenme ile; şerbetin pH'si yükselerek (pH=10-12.5) alkali ortam oluşur ve mikroorganizmalar ölür. Bu arada bir kısım şeker (sakkaroz) de fazla kirecin bir kısmıyla birleşerek suda çözünebilir, kalsiyum mono sakkarat formuna dönüşür.
C12H22O11 + Ca(OH)2 CaC12H20O11 + 2H2O
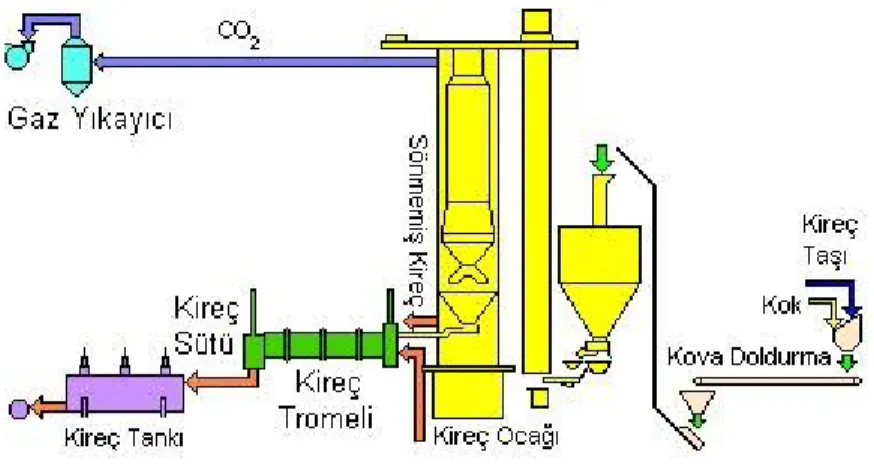
Şekil 9. Kireç Ocakları
Eskiden bir defada yapılan kireçleme işlemi günümüzde ön kireçleme (1. kireçleme) ve ikinci kireçleme olmak üzere iki aşamada yapılmaktadır. Ön kireçleme sayesinde daha açık renkli ve daha kolay filtre edilebilen bir ince şerbet elde edilir[1,4,8].
• Birinci Kireçleme
Birinci kireçlemede amaç; ham şerbetteki şeker dışı maddeleri, kademeli olarak pH 11’e getirerek çöktürmektir. Difüzyondan alınan şerbetin kuru maddesi %12-17 şeker yüzdesi 11-15 ve arılığı yaklaşık 84-89 civarındadır. I. Kireçleme altı bölmeli, U kesitinde tabandan biraz yüksekte olan levhalarla bölünmüştür. Bu levhaların üst kısmında hareket edebilir kanatlar mevcuttur. Bu levhalarla bölümler arasındaki şerbet geçiş hızı arttırılıp azaltılabilir. Tekneyi baştan başa kateden bir mil ve üzerinde her bölmeye ait kanatlar vardır.
Şekil 10. Birinci kireçlemenin şematik gösterimi
Teknenin bir ucundan ham şerbet verilerek bölmeden bölmeye ilerlerken, diğer ucundan alttan verilen kireç sütü [Ca(OH)2] sabit kanatların altından ters istikamette ilerleyerek ham şerbete karışır. I. Kireçleme pancara göre %0,2 CaO kapsar ve kireçleme süresi 20 dakika, sıcaklığı 65 ˚C, son bölmenin pH’ı ise 11 civarındadır. I.Kireçlemenin üçüncü bölmesine çökmeyi hızlandırıcı bir miktar (pancara göre %20) I.Karbonatlama şerbeti verilir.
Şekil 11. Birinci Kireçleme Bölümleri
• İkinci Kireçleme
Birinci kireçleme sonunda şeker dışı maddeler pıhtılaşmış ve süzülmeye hazır hale gelmiştir. Bu pıhtıyı büyük kütleli bir çöküntü içerisinde dağıtmak gerekir. Çünkü bu pıhtı süzgeçleri süratle tıkar ve süzülme işlemini imkansız hale getirir. 1. Kireçleme sonunda, sıcaklık 86-88 ºC, p.g.% CaO miktarı 1.2, pH 12.6, süre ise 10-15 dakikadır.
II. Kireçlemede amaç; şerbet içindeki invert şekeri parçalamak ve bakteri faaliyetini durdurmaktır.
İkinci kireçleme kabında yine kireç sütü ilavesiyle şerbetin alkalitesi 1.00 1.20 g CaO / 100 ml değerine kadar yükselir. Bu yüksek alkalitede ham şerbet 85 C’ye kadar ısıtılarak dinlendirme teknesine alınır. Kimyasal parçalanmaya uğramış şeker dışı maddeler gaz halinde şerbetten uzaklaştırılır[8,10]
2.3.8.1.2. Saturasyon ( Karbonatlama)
Saturasyon işlemi, kireçleme işleminden sonra yapılmaktadır. Bu işlemde daha önceden kireçlenmiş olan şerbet, CO2 ile doyurulur. Bu sırada başlıca iki tepkime meydana gelir.
Ca(OH)2+C02 CaC03+H20
CaCı2H20On+CO2+H2O CnHbOn+CaCOs
Bu tepkimeler sonucunda, şerbette bulunan fazla kireç, kalsiyum karbonat (CaCO3) şeklinde çöker ve suda çözünür nitelikteki kalsiyum monosakkarat yeniden sakkaroz ve kalsiyum karbonata ayrılır. Saturasyon ile şerbetin pH'ı da aşamalı olarak 10.9'a ve 9.5'e indirilir.
Çökelen CaCO3 büyük bir yüzeye sahip olduğundan renk maddeleri ve diğer kolloidleri de adsorbe ederek beraberinde çöktürür. Böylece şerbet durulur, rengi açılır ve su gibi saydam bir görünümde, filtre edilebilecek durumdaki şerbet elde edilmiş olur[8,10].
• Birinci Saturasyon ( Birinci Karbonatlama)
I.ve II. Kireçlemeden geçen ham şerbet 80-82 ˚C’de I.Karbonatlamaya gelir. Karbonatlama kazanı silindirik bir kuleye benzemekte olup, ters akım prensibine göre çalışmaktadır. Kireçlenmiş şerbet üstten, karbondioksit gazı ise alt kısımdan verilir. Çökme işlemi tamamlanmış şerbet karbonatlama kazanının alt kısmından alınır. Karbonatlama için gerekli olan CO2 gazı kireç ocağından kirecin yanması ile elde edilir. I.Karbonatlamaya pH’ı 12 olarak gelen kireçli şerbet I.Karbonatlamayı 10,8-11,2 arasındaki pH’ta terk eder[6].
İkinci kireçlemede ilave edilen kirecin fazlası CO2 ile CaCO3 olarak çöktürülür. Bu CaCO3 ‘ün 2 görevi vardır:
Kimyasal arıtım
I.Karbonatlama çamurlu şerbeti, dekantörde çöktürülür. Dekantörler; yoğunluk farkı, dolayısıyla çamur parçacıklarının dibe çökmesi ilkesine dayanır. Dekantörün üstünde berrak şerbet altında çamur birikir. Dekantör çamuru pompa vasıtasıyla pres filtrelere veya döner filtrelere gönderilerek şerbet çamurundan ayrılır. Dekantörün üstündeki berrak şerbet I.GP filtrelerine pompa ile basılır ve süzülür, süzülen bu iki şerbet ısıtıcılara gitmeden birleştirilir. Isıtıcılarda 94-96 ˚C’ye kadar ısıtılan şerbet II.Karbonatlama’ya basılır[6].
• İkinci Saturasyon ( İkinci Karbonatlama)
Filtre edilen I. Karbonatlama şerbeti, içindeki kalan kireci de alabilmek için II. karbonatlamaya tabi tutulur. II. Karbonatlama kazanı I. Karbonatlama kazanı gibi çalışır. Sıcaklık 92-95 ºC civarındadır, şerbet 2.GP filtrelerinden süzülerek sulu şerbet elde edilir.Sulu şerbetin kuru maddesi %12-15 arasındadır. Rengi açık sarı ve berraktır[1,6].
Şekil 12. İkinci Saturasyon Kolonu 2.3.8.1.3. Buharlaştırma İstasyonu( Tephir İstasyonu)
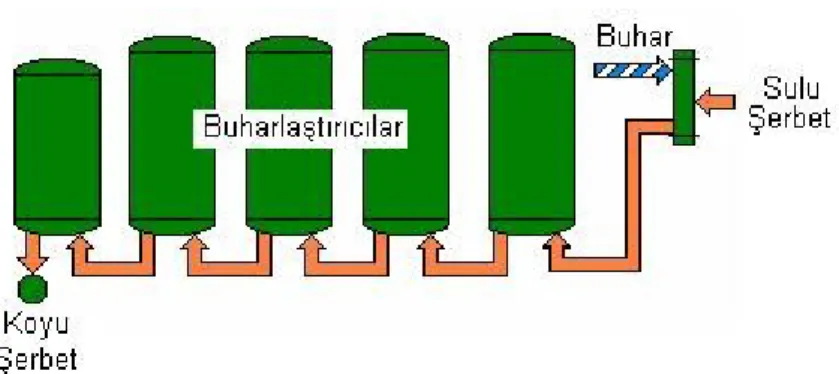
Şerbetteki sakkarozun kristalleşebilmesi için, derişiminin arttırılması, yani suyunun büyük ölçüde buharlaştırılması gerekir. Şeker fabrikasında pancardan üretilen şerbet tasfiye ve süzme işlemlerinden sonra 14-26 Briks’te sulu şerbet olarak buharlaştırma (tephir) istasyonuna gelmektedir[1,6].
Tephirler, sulu şerbetin koyulaştırıldığı istasyondur. Buharlaştırma aparatları buhar kamarası, şerbet kamarası ve şerbet buharı kamarasından ibarettir. Şerbet buharlaştırıcıya alttan girer, buhar kamarası içinden geçen boruların dışındaki ısıtma buharının etkisiyle buharlaşarak
yükselir ve ısıtma kamarasının tam ortasındaki sirkülasyon borusundan tekrar aşağı inerek diğer buharlaştırıcıya geçer. Brüde olarak adlandırılan şerbet buharı ise, aparatın üstünden alınır ve diğer buharlaştırıcının buhar kamarasına verilir. Tephir istasyonu, buhar tasarrufu yönünden beş kademeli olarak çalışır. Beş kademeli buharlaştırıcıların beşinci buharlaştırıcısı üstten kondensere bağlıdır. Böylece tüm buharlaştırıcılarda kademeli olarak basınç düşürülmüş ve şerbetin kaynaması kolaylaştırılmış ve buharlaştırıcılardaki yüksek sıcaklık nedeniyle sakaroz parçalanması önlenmiş olur[1,12].
5. Buharlaştırıcıdan alınan şerbete koyu şerbet denir. Koyu şerbetin kuru maddesi 60-65, arılığı sulu şerbetten bir birim daha fazla, koyu sarı ile açık kahverengi arası, renkli, viskoz bir şeker çözeltisidir. Koyu şerbet pişirime elverişli hale geldiği için artık rafineriye gönderilir. Ham fabrikadaki tesislerin bir kısmında sistemi otomatik olarak çalıştıracak kontrol düzengeçleri vardır.
Şekil 13. Tephir İstasyonu 2.4. Rafineri
Rafineride ilk işlem %60-65 kuru maddeli koyu şerbetin süzülmesidir. Bu işlem için basınçlı filtreler kullanılmaktadır. Basınçlı filtre delikli silindirik elemanlar üzerine bez takılmış kapalı silindirik bir aparattır. Üzerleri bez kaplanmış süzme elemanları süzmeden önce kaplama maddesi perlit ile sıvanır ve daha sonra filtre yardımcı maddesi (perlit) katılmış koyu şerbet bu elemanlardan süzülür. Şerbet yandan aparata verilir. Silindirik süzme elemanlarının içinden geçerek üstten temiz olarak alınır. Kirli şerbet tarafında basıncın yükselmesi, temiz şerbet debisinin düşmesi filtre süzme alanının tıkandığını (kirlendiğini) gösterir. Süzme bitirilip, kirlenen süzme elemanları şerbet akışı yönünün tersinden hava-su verilerek yıkanıp temizlenir. Basınçlı filtrelerin süzme yüzeyleri 45 m², her m² için kullanılacak filtre yardımcı maddesi perlit ise 0.6 kg dır[6].
2.4.2. Şekerin Kristallendirilmesi ( Şeker Pişirimi- Kristal Lapa Pişirimi)
Kristalizasyon işlemi vakum altında çalışan ve bir buhar kamarası aracılığıyla ısıtılan dikey kazanlarda yapılmaktadır. Yüksek koyulukta bir şeker çözeltisi normal basınç altında 100 °C’den daha yüksek sıcaklıkta kaynar hale gelir. Böyle yüksek sıcaklıkta şeker, sıcaklığın etkisi altında parçalanır. Bunu önlemek için, ancak kaynatma ısısının düşürülmesi yani vakum altında yapılması ile mümkündür. Bu nedenle şekerin kristallendirilmesine yarayan kazanlara vakum kazanları denir.
Fabrikada,
• otomatik karıştırıcılı,
• otomatik pişirim yapan vakum cihazları kullanılmaktadır.
Koyu şerbet süzüldükten sonra orta şekerle karıştırılarak standart şurup elde edilmekte ve kristal şeker pişiriminde ana şurup olarak bu şurup kullanılmaktadır.
Standart şurup içerisindeki şekerin tümünün tek bir işlemle kristallendirilmesi imkansızdır. Böyle bir yöntemle yeşil şurupta fazla miktarda kristallenebilecek şeker kalır. Bu nedenle, pratikte kristallendirme işlemi birkaç kademede yapılır. Her kademeden sonra kristallerinden ayrılan yeşil ve beyaz şuruplar tekrar pişirilir. Bu işlemler sonunda pratik olarak artık içindeki şekerin kristallenmesi imkanı bulunmayan bir süzüntü elde edilir ki buna melas adı verilir.
Melas içinde % 50 kadar şeker olmasına rağmen, şekerdışı maddelerin fazlalığı (Q = 58) nedeni ile kristallenmesi imkansızdır. Melasta kalan şeker, fabrikasyon kaybı olarak kabul edilir.
Melas çeşitli yöntemler ile değerlendirilir. Mikrobiyolojik ve kimyasal yöntemlerle çeşitli maddeler elde edilir veya pancar küspesine katılarak hayvan yemi olarak kullanılır.
Kristallendirmenin esas amacı; mümkün olduğu kadar fazla miktarda kristal elde etmek ve beyaz şurupta mümkün olduğu kadar az miktarda şeker bırakmaktır.
Pişirimde kullanılan terimler:
Lapa: Şeker pişiriminin sonucunda elde edilen kristal- ana şurup karışımı Yeşil şurup: Ana şurup- santrifrüjde su ilave edilmeden önceki şurup
Beyaz şurup: Santrifrüjlemede su ile yıkama sonucu elde edilen arılığı yüksek şurup Klere: Orta ve son şekerin suda çözülmesiyle elde edilen şurup
Afinasyon: Düşük kalitedeki şekerlerin arılıklarını artırmak amacıyla su veya bir şurupla karıştırılması
Standart şurup: Birçok şurubun karıştırılması ile elde edilen sabit arılıklı şurup [13]
Kristalizasyon işlemindeki kazanların ısıtma yüzeyleri 280 m², çapları 4,2 metre ve 60 ton lapa üretimi yapacak şekilde tasarlanmışlardır. Pişirim aparatı şu ana kısımlardan oluşur:
1. Şurup kamarası 2. Buhar kamarası 3. Mekanik karıştırıcı
Pişirim başlangıcında önce buhar kamarasının üstüne kadar pişirim için gerekli şurup çekilir ve buharlaştırılarak aşırı doygun hale gelinceye kadar koyulaştırılır. Aşırı doygun şuruba pudra şekeri maya olarak verilerek kristal taneleri oluşturulur ve koyulaştırmaya devam edilerek bu taneler büyütülür. Yaklaşık olarak 65 Bx’deki şerbet takriben 92 Bx kadar koyulaşarak lapa halini alır. Beyaz şurup olarak tabir edilen ve şuruptaki bütün safsızlıkları içeren bir şurubun içerisinde süspansiyon halinde şeker kristallerinin bulunmasına “lapa” denir. Pişirim süresince lapa sürekli karıştırılır. Lapanın kuru maddesi % 92-94’e gelince pişirime son verilip, aparatın alt kapağı açılarak lapa refrijerantlara alınır. Kristal lapa pişirimi için 3. buharlaştırıcının şerbet buharı kullanılır. Pişirim cihazlarında vakum, çıkan brüdenin (şerbet buharı) kondenser denilen cihazlarda soğuk su ile yoğunlaştırılması ile elde edilir. Pişirim otomasyonu olan fabrikada bütün bu işlemler seviye ve kuru madde parametrelerine tabi olarak bilgisayar destekli otomasyon sistemi vasıtasıyla gerçekleştirilir[6].
Şekil 14. Şekerin Kristallendirilmesi 2.4.3. Kristal Lapa Refrijerantları ( Soğutma)
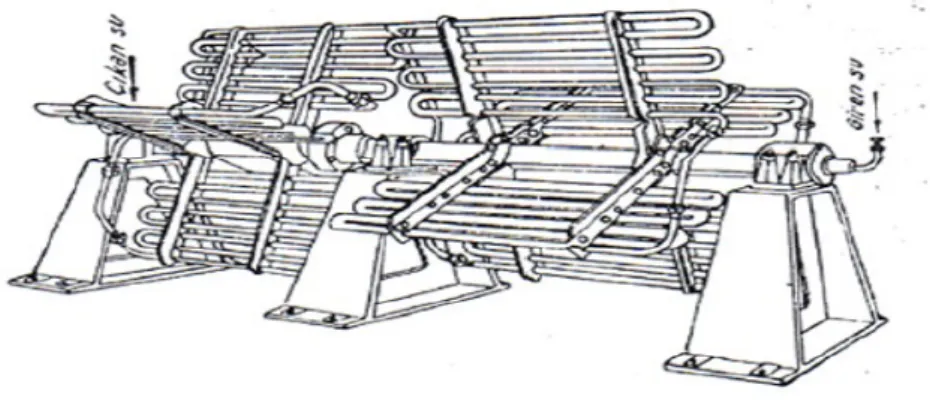
Pişirme işleminden sonra pişirme kazanındaki lapanın sıcaklığı 80-85°C arasındadır. Kristal şeker verimini artırmak için lapa yavaş yavaş soğutularak kristaller daha da büyütülür. Vakum kazanında pişen her lapa refrigerantlara boşalır. Bu boşalma işlemi vakum kazanının serbest kalabilmesi için süratle yapılması gerekir. Lapa seri olarak konmuş refrigerantlardan birincisine geçer ve bütün refrigerantları sıra ile geçerek en sonunda istenilen dereceye kadar soğutulur. Refrijerantlar; çapları 2.5 metre, boyları 9 metre olan U şeklinde teknelerdir. Refrijerantlardaki lapa santrifüjlerin ihtiyacı kadar bir debi ile, santrifüjlere işlenmek üzere sevk edilir. Tekneye alınan lapa donmaması için sürekli karıştırılır[6].
Yüksek arılıklı lapalar (küp ve kristal lapaları) refrigerantlarda fazla bekletilmeden santrifüjlenerek kristaller şuruptan ayrılır. Orta şeker lapası(86-88 arılıklı) 2 saat kadar refrigerantta bekletilerek bir miktar daha şekerin kristallenmesi saglanır. Arılığı 75-78 arasında olabilen son şeker lapası soğuk su dolaşımlı refrigerantlarda 24-48 saat arasında bekletilerek bir soğutma kristalizasyonuna tabi tutulur. Lapanın viskozitesinin, sıcaklığının, sogutma hızının, şeker dışı madde bileşiminin önemli faktörler olduğu bu soğutma kristalizasyonunda ana şurup
arılığı yaklaşık beş birim kadar düşer. Sonuçta santrifüjlerden ayrılan ana şurup melas olduğundan ve artık fabrika dışına pompalanacağından soğutma kristalizasyonunun iyi yürütülmesi ve mümkün olduğu kadar düşük arılıklı melas elde edilmesi büyük önem taşır.
Refrigerantlar genellikle pişirme kazanlarının altına konmuşlardır. Bunların içinde lapanın iyice karışmasını sağlayan bir karıştırıcı vardır (Şekil 15). Soğuma tamamlanınca bunların, içindeki lapa, sürgüsü açılan ve altı kısımda bulunan genişçe bir delikten akıtılarak refrigerant boşaltılır. Refrigerantların içindeki karıştırıcı, içerisinden sıcak ve soğuk su geçirilebilen borulardan oluşmuştur. Bu borulardan gerektiğinde sıcak veya soğuk su geçirilerek soğutma işlemi kontrollü olarak yapılır. Soğumanın çok hızlı olması çok küçük kristallerin oluşmasına neden olacağından, bu durum santrifüjleme de verimi düşürdüğü için istenmez. Şekil 15’te ısıtma serpantinli bir refrigerant karıştırıcısı görülmektedir[8,13].
Şekil 15. Isıtma serpantinli refrigerant karıştırıcısı (Dubourg,1957) 2.4.4 Santrifüjler (kristal şeker)
Kristal lapa içindeki sakaroz kristallerinin ayrılması işlemi santrifüjlerde yapılır. Santrifüj üstten bir motorla çevrilen etrafı delikli levhayla kaplı silindirik yapıya sahiptir. Lapa santrifüjlendiğinde kristaller silindirin içinde kalırken şurup dışındaki gövdeye savrulur ve buradan depoya gönderilir. Şurubu ayrılan şeker kristalleri su ve buhar püskürtülerek yıkanır ve kurutma ünitesine gönderilir[6].
Santrifüj üstten bir motorla çevrilen etrafı delikli levhayla kaplı bir silindirdir. Lapa santrifüjlendiğinde kristaller “sepet” adı verilen bir silindirin içinde kalırlar. Şurup sepet dışındaki gövdeye fırlatılır ve buradan toplanarak depoya kanalize edilir. Su ile yıkama ve buhar verme sepet içine uzanan bir boru üzerindeki memeler yardımıyla yapılır. 900-1800 devir/dak arasında maksimum hıza erişen santrifüjler doldurma ve boşaltma işlemleri sırasında 50 devir/dak dolayında bir hızla dönerler. Boşaltma işlemi sepet içine indirilen bir sıyırıcı kürek
yardımıyla yapılır. Sıyırma işlemi tüm santrifüjleme işlemleri tam otomatik olarak yapılabilir. Son yıllarda fabrikalarımızda sürekli santrifüjler de kullanılmaya başlanmıştır. Aynı anda doldurma ve boşaltma işlemini yapan ve bakım hariç 24 saat durmadan çalışan sürekli santrifüjlerin sepeti koni şeklindedir ve göbekten verilen lapa şurubunu kaybederken bir yandan merkezkaç kuvvetin etkisiyle yukarıya doğru tırmanır. Santrifüjlenmiş ve gereğinde yıkanmış kristaller koninin üst kenarından dışarıya savrulurlar. Ancak bu şekilde santrifüjlemede kristaller sürtünmeyle kırıldığından sürekli santrifüjler kristal şekerde kullanılamazlar.
Şeker fabrikasyonunda tam olarak saf kristaller elde etmek için, santrifüjleme işleminden sonra şeker kristalleri üzerindeki yapışkan zarın alınması gerekir. Bu sebeple santrifüje edilen şekeri su veya buharla yıkamak gerekir. Buharla yıkamada, şurubu süzülmüş olan şeker tabakası arasından buhar geçirilir. Buharla temas eden şeker ısınır ve kristali saran gayet ince olan zarın mukavemeti zayıflar ve böylece santrifüjün dışına çıkması kolaylaşır. Diğer santrifüjlerde şeker su ile yıkandığı halde son şeker santrifüjünde melas arılığını yükseltmemek için su ile yıkama yapılmaz. Santrifüjden alınan son şeker kristalleri daha yüksek arılıklı bir şurupla karıştırılarak üzerlerindeki melas tabakası bir ölçüde yıkanır. “Afinasyon” adı verilen bu işlemden sonra afinasyon lapası adı verilen kristal şurup karışımı tekrar santrifüjlenir ve yıkanır. Alınan toplam şurupların bir kısmı tekrar afinasyon işleminde kullanılır, bir kısmı da son şeker pişirim aparatlarına gönderilir. Kristal şeker ve orta şeker santrifüjlerinde lapanın ana şurubu (yeşil şurup) ile daha sonra su ile yıkamada çıkan yüksek arılıklı şurubu (beyaz şurup) ayrı ayrı depolara almak olanağı vardır. Gerek bu şurup ayırma zamanı, gerekse santrifüjleme süresi, su verme başlangıcı, su verme süresi, buhar verme süresi gibi parametreler her santrifüj için konulan kumanda dolabındaki zaman röleleriyle ayarlanırlar. Bu rölelerin doğru ayarlanması hem istenilen rafineri şemasının uygulanabilmesi hem de kristal şekerin kalitesi açısından önem taşır[1,8,12,13].
2.4.5. Şekerin Kurutulması ve Ambalajlanması
Santrifüjlerden çıkan şeker bir sarsak yardımıyla elevatöre daha sonra da kurutma ünitesine nakledilir.
Santrifrüjden inen şeker, üç ayrı cins rutubet içerir. Bu rutubetlerden birincisi serbest rutubettir. Serbest rutubet, şeker kristallerinin etrafını saran şeker çözeltisinden ileri gelmektedir. Kolayca uçurulabilen rutubettir. İkinci rutubet, bağlı rutubettir. Bağlı rutubet, doymuş şurup zarı olup sakkaroz kristali yüzeyine yapışmış vaziyettedir. Daha zor uçurulabilen rutubet türüdür. Şeker kristallerinde kuşatılmış rutubet adı verilen bir rutubet daha vardır. Bu
rutubet şeker kristalleri içinde hapsedilmiş olarak kaldığı varsayılan su zerreleridir. Bu rutubet ancak şeker kristalleri kırıldığı takdirde ortaya çıkmaktadır.
Pratikte şekerin kurutulmasında maksat serbest rutubetin uçurulmasıdır. Bizim kurutma tesislerimizde de serbest rutubet uçurulmakta; fakat bağlı rutubet kalmaktadır[14].
Karıştırılarak sıcak hava ile kurutulan şeker soğutularak kristal şeker bunkerine gider. Kristal şeker depoya girmeden önce elenir. Artık kristal şeker elde edilmiş olup, ambalajlama işlemine hazırdır. Bunkerin alt kısmında hassas kantarda tartılır, 50 kg lık polipropilen torbalara konarak ambara sevk edilir ve ambardan satışa sunulur[1,6].
Şekil 16. Şekerin Ambalajlanması
3. YARDIMCI BİRİMLER
Yardımcı birimlerde fabrikanın yardımcı tesisleri, enerji üretim ve dağıtımı, proses parametrelerin ölçüm ve kontrolü, analiz ve kontrol laboratuarları, kalite kontrol bölümleri, proses için su hazırlama ve çevre için atık arıtılmaları, ham madde ve ürünlerin depolanma ve transferleri, güvenliği ve yangına karşı tedbirleri, idare ve muhasebesi anlatılacaktır
Bir şeker fabrikasında pancarın fabrikaya alınışından, şekerin ambarda depo edilişine kadar olan işlemler esnasında kireç, karbondioksit, buhar, su ve elektrik gibi yardımcı maddelere ihtiyaç vardır.
Yan tesislerden en önemlileri; kireç ocağı, buhar kazanı ve türbin dairesidir[6]. 3.1. Kireç Ocağı ve Kireç Üretimi
silindir şeklinde olan kireç ocağına üstten kireç taşı ve kok karışımı verilir. Ocak içinde yanan kok, kireç taşını 1000-1100 ºC’ ye ısıtarak, kireç ve karbondiokside ayrışmasını sağlar. Kireç su ile söndürülerek, şerbet arıtımında kullanılmak üzere, kireç sütü hazırlanır. Ocağın üst
bölümünden çekilen CO2 ise arıtımda kullanılan kirecin fazlasının çöktürülmesinde kullanılır. Kireç ocakları; silindir şeklinde olup, dış yüzeyleri çelikten yapılmıştır. Çelik örtü ocağın fiziksel dayanıklılığını sağlar ve içteki diğer tabakaları atmosferin etkilerinden korur. En içte yüksek sıcaklığa ve ocak işletme şartlarına oldukça dayanıklı şamot tuğladan örülmüş bir astar vardır. Astarla çelik örtü arasında izolasyonu sağlayacak izole maddeleri ve izole tuğlaları mevcuttur.
Şekil 17. Kireç Ocakları
Ocaktan saturasyon gazı çekişi, ocağın üst yan tarafından su halkalı pompalarla sağlanır. Çekilen gaz temizlenip şerbet arıtımında kullanılmak üzere fabrikaya gönderilir. Ocağın altından kirecin alınması vibratörlü boşaltma oluklarıyla otomatik olarak yapılır.
Kireç daireleri fabrikanın yanında kurulur. Kireç dairesi içerisinde ocak doldurma ve boşaltma tesisleri, kireç sütü hazırlama trommeli, kireç sütü hidrosiklonları kireç sütü depo ve pompaları, gaz pompaları bulunur.
Ham şerbetin arıtılması için, kireç sütüne [Ca(OH)2] ve CO2 gazına ihtiyaç vardır. Bu iki ürün kireç taşının (CaCO3) 900- 1150°C arasında yakılmasıyla şu reaksiyona göre elde edilir.
CaCO3 CaO + O2 + Q
• Kok ve ters akım prensibi ile çalışan dikey kireç ocakları
Taşın kokla yakılması, teşekkül eden karbondioksitin ocaktan uzaklaşması, oluşan kirecin kireç sütü hazırlamak üzere trommele verilmesi işlemlerini yerine getiren komple bir tesistir. Ankara şeker fabrikasında 2 tane kireç ocağı mevcuttur.
3.2. Su temini
Şeker fabrikaları, çok fazla miktarda su kullanan işletmelerdir. İşletmede kullanılan suların fazla oluşu ve işletmeden çıkan suların da fazla olması nedeniyle Şeker Fabrikaları akar sulara, göl ve nehirlere yakın yerlerde kurulmuşlardır. Şeker fabrikalarında 100 ton pancarı işlemek için ortalama 1500-2000 m3 suya gereksinim duyulmaktadır. Fakat kullanılan bu suyun ancak küçük bir birimi taza sudur, büyük bölümü ise kendi içinde devrettirilerek birçok kez kullanılabilen sulardır. Fabrikada kullanılamayacak derecede kirli suların arıtılarak akarsulara verilmesi gerekmektedir. 100 ton pancarın işlenmesiyle ortaya çıkacak arıtılması gerekli su miktarı 30 ila 50 m3 arasında bulunmalıdır[15].
Pancarın yıkanması ve yüzdürülmesi için yaklaşık olarak pancarın on katı su kullanılır. Su , pancarın çamurdan ayrı olarak biraz şeker ile pancardan çözünebilen diğer bazı maddeleri ve ayrıca da kuyruk tutucuya geçen kök, ot ve yaprakları da ihtiva eder.
Fabrikaların kurulacakları yerler eskiden, yüzdürme ve yıkama suyunu bir defa kullandıktan sonra dışarı atılabilecek şekilde seçilirdi. Pis su evvela bir çamur havuzuna alınır. Buradan taşan su, dışarı atılırdı. Çamur havuzunda kum ve toprak kalmış olur. Bu havuzda toplanmış olan çamur, yaz aylarında boşaltılır. Fabrika kapasiteleri büyüdükçe, işlenen pancar miktarı ve buna bağlı olarak kullanılan su da artmış, dolayısıyla da hem temiz suyun tedariki ve hem de pis suyun atılması güçleşmiştir .Bundan dolayı, bir kere kullanılan suyun temizlenip tekrar kullanılması kaçınılmaz olmuştur.
Pis suyun içinde bulunan çöken ve yüzen maddeler durultma havuzunda toplanıp, mekanik olarak buradan atılmaktadır.
Şekil 18. Atık Su Arıtma Havuzu
Çöken maddeler taş parçacıkları, kum, çamur ve pancar parçalarıdır. Yüzen maddeler ise ot ve yapraklar, pancar tali kökleri ile çürümüş pancar parçalarıdır.
Su durulma havuzlarının ilk kademesi BRÜGNER havuzudur ve yaklaşık 52 m çapında ve 1.4 m yüksekliğindedir. Çamurlu su girişi havuzun ortasındadır. Çamurun büyük bir kısmını bu havuzda bırakan su, nispeten temizlenmiş olarak bu havuzun kenarlarındaki taşkanlardan taşarak ikinci kademe durulma havuzları olan AQUA- PURA havuzlarına gelir. Bu havuzların yaklaşık hacimleri 600 m3 tür.
Toplam su kütlesi: Brügner havuzu : 3000 m , Aqua- Prua : 600+ 600 m
Havuzların tabanlarında biriken çamur, pompalar vasıtasıyla 800.000 m3 lük Aslım çökeltme havuzlarına basılır. Fabrikanın su ihtiyacını karşılamak üzere 6 adet derin kuyu pompası bulunmaktadır. Bunlardan 5 tanesi faal olarak çalışmaktadır[1,15].
3.3. Enerji Üretim ve Dağıtımı
Genel olarak sanayinin bütün kollarında olduğu gibi şeker fabrikalarının da iki türlü enerjiye ihtiyacı bulunur. Bunlar ısı ve elektriktir. Isı enerjisi buhar kazanlarından, elektrik enerjisi ise Turbo-Jeneratör gruplarından sağlanmaktadır. Turbo-Jeneratör grubu bir buhar türbini ve alternatif akım jeneratöründen oluşmuştur. Dizayn özelliklerinden dolayı türbin devri jeneratör devrinden yüksek olduğu için devir sayısını dengeleyen bir dişli kutusu ile donatılmışlardır[7,8].
3.3.1. Buhar Kazanları
Buhar kazanları imal şekline göre genel olarak; alev borulu, su borulu, özel (akışkan yatak) olmak üzere üçe ayrılır. Şeker fabrikasında genellikle su borulu kazanlar kullanılmaktadır. Şeker üretim prosesinde kullanılan ısı ve elektrik enerjisi fabrika içerisinde yer alan kazan ve türbin dairesinden olu1şan tesislerden elde edilir. Şeker fabrikalarında yüksek basınçlı kızgın buhar üreten kazanlar kullanılmaktadır. Fabrikanın pancar işleme kapasitesine göre kazan özellikleri belirlenir. Kazanlarda yakıt olarak kömür, fueloil ve doğal gaz kullanılmaktadır. T.Ş.F.A.Ş. ye bağlı şeker fabrikalarında fabrika ihtiyacına göre 10-100 t/h arasında buhar üreten çeşitli kazanlar kullanılmaktadır. Kazanlardan elde edilen yüksek basınçtaki buhar türbinden geçirilerek fabrikanın kullanacağı elektrik enerjisi elde edilir[1,16].
Isıtıcı Yüzeyler
Isıtıcı yüzeyler olarak "ekonomayzer, dolaşım boruları, kazan domları, kızdırıcı, hava ön ısıtıcısı" sayılabilir.
Ekonomayzer
Besleme suyu ön ısıtıcılarında eskiden korozyona dayanıklılığı yüzünden demir döküm kanatlı boru demetlerinden faydalandırdı. Ancak bunların yüksek basınçlara dayanıklı olmaması nedeniyle çelik boru demetleri tipine dönülmüştür. Fabrikadaki kazanlarda serpantin tipli borulu ısıtıcılar kullanılmaktadır. Besleme suyu burada doyma sıcaklığının 30 °C altında olacak şekilde ısıtılır.
Dolaşım boruları
Bunlar suyun dolaşımını sağlayan borular olup, buhar bu borularda oluşmaya başlar. Ancak düşüş boruları ısıtıcı yüzeyler sayılmazlar. Isıtıcı yüzeyleri oluşturan borular ateş bölmesi duvarlarına veya demet halinde duman gazı yoluna yerleştirilir. Bu borular genellikle karbonlu çeliklerden yapılırlar.
Kazan domları
Doymuş buharın su-buhar karışımından ayrılması üst domda olur. Domlar kazanda enine ve boyuna yerleştirilen büyük çapta silindirik kaplar olarak düşünülebilir. Kazanlardan su atılması(blöf) gerektiğinde ve besi suyunun şartlandırılması domlarda yapılır.
Kızdırıcı
Doymuş buharın aynı basınçta ısıtılarak kızgın buhar haline getirilmesi işlemi kızdırıcıda olur. Kızgın buhar iki önemli yarar sağlar. Birincisi kızgın buharın aynı basınçtaki doymuş buhardan daha yüksek entalpili oluşu, diğeri de kızgın buharın kesinlikle nemsiz oluşu türbinlerin işletilmesinde istenen bir husustur.
Hava ön ısıtıcısı
Yüksek basınçlı katı yakıtlı kazanlarda yanmanın kolaylaştırılması için yakma havası duman gazlarının ısısından yararlanılarak ısıtılır. Isıtılmış havanın sıcaklığı pülverize kömürlü kazanlarda 150-300 °C ızgaralı sistemlerde ise 150°C dolayında tutulur. Böylece kazan veriminde % 3-5 artma sağlanabilir. Borulu veya plakalı tipleri mevcuttur.
3.3.1.1. Buhar Kazanlarında Kullanılan Yakıtlar ve Yakma Sistemleri
Buhar kazanlarında yakıtlar katı, sıvı, gaz yakıtlar olmak üzere üçe ayrılır. Katı yakıtlar taş kömürü, linyit, odun, çeşitli atıklardır. Sıvı yakıtlar olarak, inceltilmiş Fuel-Oil kullanılır. Gaz yakıtlar olarak da doğalgaz kullanılmaktadır.
Katı yakıtların başında gelen kömür kazana üç yolla verilir. Kürekle ( elle), ızgaralar yardımıyla, pülverizasyonla. Elle besleme küçük kalorifer kazanlarının beslenmesinde kullanılır. Büyük sistemlerde kullanılan ızgaralar ise hareketli sonsuz, sarsak, savurmalı, geri itmeli tiplerdir. Pülverizasyonla beslemede kömür değirmenlerde öğütülerek primer hava ile karıştırılıp ocağa püskürtülür.
Sıvı ve gaz yakıtlı kazanlarda ise yakıtı yakan değişik tiplerde brülörler bulunmaktadır. Ankara Şeker Fabrikasında 4 adet kazan bulunmaktadır. Bunlardan ikisi 20 ton/h kapasiteli, Fuel-Oil ve doğalgaz ile çalışabilir. Yapısında içten dışa doğru mantar tuğla, ateş tuğla, dış tuğla bulunmaktadır. 900 °C ye kadar ısıtma sağlanır. Bu kazandan çıkan buhar 28-30 atü basınç arasında türbine gider. Buhar vanaları türbin çalışırken iyice açıktır. Kızgın buhar çıkış basıncı 25-30 bar arasında, sıcaklığı 380-410 °C arasında olmaktadır. Dizayn basıncı 38 bar, kızdırıcı çıkış basıncı 30 bar, dom basıncı 34 bar, besleme suyu eko giriş sıcaklığı 110 °C dir. Kazan yüksekliği 30 m dir. Kazanlardan bir tanesi 50 ton/h kapasiteli ve doğalgaz ile çalışmaktadır. Diğer kazan yıldız kazan olarak adlandırılır. 10 ton/h kapasiteli ve fuel-oilin