BAB 2
LANDASAN TEORI
2.1 Pengertian Tata Letak
Tata Letak adalah suatu landasan utama dalam dunia industri. Tata letak
pabrik (plant layout) atau tata letak fasilitas (facility layout) dapat didefinisikan
sebagai tata cara pengaturan fasilitas – fasilitas pabrik guna menunjang kelancaran
proses produksi. Pengaturan tersebut akan coba memanfaatkan luas area (space)
untuk penempatan mesin atau fasilitas penunjang produksi lainnya, kelancaran
gerakan perpindahan material, penyimpanan material (storage) baik yang bersifat
temporer maupun permanen, personel pekerja dan sebagainya. Dalam tata letak
pabrik ada dua hal yang diatur letaknya yaitu pengaturan mesin (machine layout) dan
pengaturan departemen yang ada dari pabrik (department layout).
2.2 Tujuan Tata Letak
Secara garis besar tujuan utama dari tata letak pabrik ialah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi
aman, dan nyaman sehingga akan dapat menaikkan moral kerja dan performance dari
2.3 Tipe-tipe Tata Letak
Tipe tata letak yang sesuai akan menjadikan efis iensi proses manufakturing untuk jangka waktu yang cukup panjang. Tipe-tipe tata letak secara umum adalah
product layout dan process layout.
2.3.1 Tata Letak Fasilitas Berdasarkan Aliran Produksi (Product Layout atau Production Line Product)
Product layout dapat didefinisikan sebagai metode atau cara pengaturan dan penempatan semua fasilitas produksi yang diperlukan ke dalam suatu departemen tertentu atau khusus. Suatu produk dapat dibuat / diproduksi sampai selesai di dalam departemen tersebut. Bahan baku di pindahkan dari satu stasiun kerja ke stasiun kerja lainnya di dalam departemen tersebut, dan tidak perlu dipindah-pindahkan ke
departemen lain. Dalam Product layout, mesin-mesin atau alat Bantu disusun
menurut urutan proses dari suatu produk. Produk-produk bergerak secara terus
menerus dalam suatu garis perakitan. Product layout akan digunakan bila volume
produksi cukup tinggi dan variasi produk tidak banyak dan sangat sesuai untuk produksi yang continue. Produk layout digambarkan sebagai berikut.
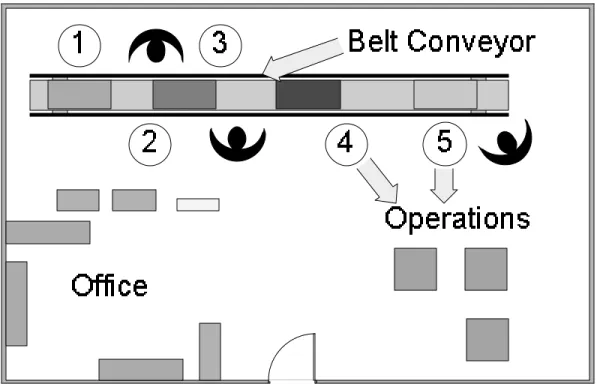
Gambar 2.1 Product Layout
Dari gambar produk layout diatas terlihat bahwa produk akan dipindahkan oleh ban berjalan dari satu tempat ke tempat kerja yang lain. Bila pekerjaan adalah manual dan memerlukan bantuan peralatan di hamper semua garis perakitan maka operator biasanya mengerjakan dengan peralatan-peralatan yang mudah dijinjing (portable tools). Sebaliknya jika produksi komponen – komponen berlangsung terus menerus biasanya memerlukan mesin –mesin yang lebih modern misalnya untuk melakukan pekerjaan pemotongan, pengeboran, pengikiran, pengepakan dan lain sebagainya, untuk mendapatkan hasil sesuai ukuran dan bentuk yang sama, dengan kecepatan yang sama pula. Tujuan dari tata letak ini pada dasarnya adalah untuk
mengurangi proses pemindahan bahan dan memudahkan pengawasan di dalam aktivitas produksi, sehingga pada akhir terjadi penghematan biaya.
2.3.2 Tata letak fasilitas berdasarkan fungsi atau macam proses (process layout)
Dalam Process / functional Layout semua operasi dengan sifat yang sama
dikelompokkan dalam departemen yang sama pada suatu pabrik / industri. M esin, peralatan yang mempunyai fungsi yang sama dikelompokkan menjadi satu, misalnya semua mesin bubut dijadikan satu departemen, mesin bor dijadikan satu departemen dan mill dijadikan satu departemen. Dengan kata lain, material dipindah menujun departemen – departemen sesuai dengan urutan proses yang dilakukan.
Process layout dilakukan bila volume produksi kecil, dan terutama untuk jenis
produk yang tidak standart, biasanya berdasarkan order. Kondisi ini disebut sebagai “job shop”. Tata letak tipe process layout banyak dijumpai pada sector industri manufacturing maupun jasa.
Kelebihan atau keuntungan menggunakan layout tipe ini antara lain adalah, total investasi yang rendah karena digunakan mesin yang umum (general purpose). Tenaga kerja dan fasilitas produksi lebih fleksibel karena sanggup mengerjakan berbagai macam jeni dan model produk. Pengendalian dan pengawasan lebih mudah dan lebih baik, khususnya untuk pekerjaan yang sulit dan memerlukan ketelitian tinggi dan yang terakhir ialah mudah untuk mengatasi breakdown daripada mesin,
yaitu dengan cara memindahkannya ke mesin yang lain dan tidak menimbulkan hambatan-hambatan dalam proses produksi.
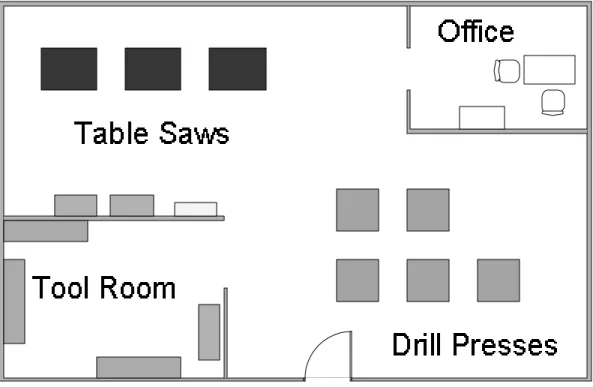
Gambar 2.2 Process Layout
Sedangkan sisi kelemahannya adalah terjadinya aktivitas perpindahan material, karena tata letak mesin tergantung pada macam proses atau fungsi kerjanya dan tidak tergantung pada urutan proses produksi. Juga memerlukan penambahan space area untuk work in process storage. Waktu yang diperluka untuk proses produksi pun lebih lama. Selain itu banyaknya macam produk yang harus dibuat menjadikan proses dan pengendalian produk menjadi lebih kompleks dan diperlukan pula skill operator
yang tinggi untuk menangani berbagai macam aktivitas produksi yang memiliki bermacam-macam variasi.
2.4 Tipe – tipe Aliran Bahan
Pola aliran bahan merupakan pola aliran yang dipakai untuk pengaturan aliran bahan dalam proses produksi yang mana akan dibedakan menurut :
• Straight Line
• Serpentine atau zig-zag (S-Shaped)
• U-Shaped
• Circular
• Odd-Angle
2.4.1 Straight Line
Gambar 2.3 Pola Straight Line
Pola aliran berdasarkan garis lurus atau straight line umum dipakai bilamana
proses produksi berlangsung singkat, relative sederhana dan umum terdiri dari beberapa komponen – komponen atau beberapa macam production equipment. Pola aliran bahan berdasarkan garis lurus ini akan memberikan :
• Jarak terpendek antara 2 (dua) titik.
• Proses atau aktivitas produksi berlangsung sepanjang garis lurus yaitu dari
mesin nomor satu sampai ke mesin terakhir.
• Jarak perpindahan bahan (handling distance) secara total akan kecil karena
jarak antara masing – masing mesin adalah yang sependek – pendeknya.
2.4.2 Serpentine atau zig-zag (S-Shaped)
Gambar 2.4 Pola Serpentine atau zig-zag (S-Shaped)
Pola aliran berdasarkan garis – garis patah ini sangat baik diterapkan bilamana aliran proses produksi lebih panjang dibandingkan dengan luasan area yang tersedia. Untuk itu aliran bahan akan dibelokkan untuk menambah panjangnya garis aliran yang ada dan secara ekonomis hal ini akan dapat mengatasi keterbatasan dari area, dan ukuran dari bangunan pabrik yang ada.
2.4.3 U-Shape
Gambar 2.5 Pola U-Shape
Pola aliran menurut U-Shaped ini akan dipakai bilamana dikehendaki bahwa
akhir dari proses produksi akan berada pada lokasi yang sama dengan awal produksinya. Hal ini akan mempermudah pemanfaatan fasilitas transportasi dan juga sangat mempermudah pengawasan untuk keluar masuknya material dari dan menuju
pabrik. Aplikasi garis aliran bahan relative panjang, maka pula U-Shaped ini akan
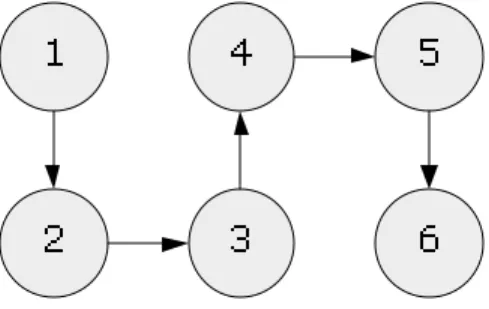
2.4.4 Circular 2 1 6 3 4 5
Gambar 2.6 Pola Circular
Pola aliran berdasarkan bentuk lingkaran (circular) sangat baik dipergunakan
bilamana dikehendaki untuk mengembalikan material atau produk pada titik awal aloran produksi berlangsung. Hal ini juga baik dipakai apabila departemen direncanakan untuk berada pada lokasi uang sama dalam pabrik yang bersangkutan.
2.4.5 Odd-Angle
Pola aliran berdasarkan odd-angle ini tidaklah begitu dikenal dibandingkan dengan pola - pola aliran yang lain. Pada dasarnya pola ini sangat umum dan baik digunakan untuk kondisi – kondisi seperti :
• Bilamana tujuan utamanya adalah untuk memperoleh garis aliran yang produk diantara suatu kelompok kerja dari area yang saling berkaitan.
• Bilamana proses handling dilaksanakan secara mekanis.
• Bilamana keterbatasan ruangan menyebabkan pola aliran yang lain terpaksa
tidak dapat diterapkan.
• Bilamana dikehendaki adanya pola aliran yang tetap dari fasilitas – fasilitas
produksi yang ada.
Odd-angle ini akan memberikan lintasan yang pendek dan terutama akan
terasa
kemanfaatannya untuk area kecil.
2.5 Jenis – jenis Ukuran
Ada beberapa ukuran yang digunakan untuk memperkirakan jarak dalam tata letak, yaitu:
• Euclidean, yaitu mengukur secara garis lurus jarak antara pusat fasilitas –
fasilitas. Jarak ini akan menggambarkan jarak terpendek dua titik yang akan menjadi batas bawah jarak sesungguhnya. Dalam mengembangkan persamaan
untuk matriks Euclidean, kita perlu mempertimbangkan notasi berikut : xi
adalah koordinat pusat fasilitas i, yj adalah koordinat pusat fasilitas j, sserta dij
adakah jarak antara pusat fasilitas I dan j. M atriks jarak Euclidean sebagai berikut :
dij = [ ( xi – xj ) 2 + ( yi – yj ) 2 ] 0,5
• Euclidean kuadrat, yaitu kuadrat dari Euclidean yang mencerminkan bobot
terbesar jarak dua pasang titik yang saling berdekatan. M atriks jarak Euclidean kuadrat sebagai berikut:
dij = ( xi – xj ) 2 + ( yi – yj ) 2
• Rectilinier yang dikenal dengan Manhattan, sudut kanan, atau matriks empat
persegi. M atriks jarak rectilinier sebagai berikut : dij = │ xi – xj │ + │ yi – yj │
• Tchebychev merupakan ukuran jarak terbesar dua nilai. Bila asumsinya adalah
maka garis horizontal merupakan matriks jarak Tchebychev. M atriks Tchebychev sebagai berikut :
dij = max [ ( xi – xj ), ( yi – yj ), ( zi – zj ) ]
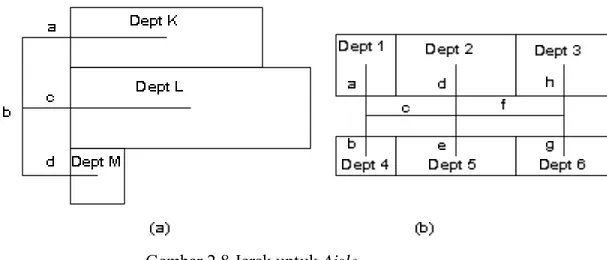
• Jarak aisle / gang merupakan jarak aktual perpindahan barang di sepanjang
gang yang dilakukan alat pemindahan barang. Cara demikian diaplikasikan pada masala tata letak manufaktur karena lintasan pembawa pemindahan bahan tidak diketahui dalam tahap awal desain, sehingga digunakan untuk tahap evaluasi. Contoh dari gambar (a), ukuran jarak aisle antara Departemen K dan M merupakan jumlah dari a, b, dan d. Sedangkan gambar (b), ukuran
jarak aisle departemen 1 dengan departemen 3 merupakan jumlah a, c, f, dan
h.
• Adjancency adalah matriks berdasarkan kedekatan yang mempunyai
kelemahan tidak diturunkan dari fasilitas non kedekatan.
• Lintasan terpendek, yaitu jarak antara dua simpul pada masalah lokasi
jaringan kerja. Cara demikian digunakan untuk masalah yang memiliki banyak lintasan.
2.6 Analisis Hubungan Aktivitas
Aliran bahan yang mengalir dari satu departemen ke detartemen yang lainnya seringkali tidak mengalir secara lancar, hal ini disebabkan tata letak departemen yang tidak sesuai dengan pola aliran bahan. Untuk mengevaluasi diperlukan teknik analisis untuk mengukur hubungan aktivitas.
2.6.1 Peta dari – ke (From – To Chart)
From To Chart disebut juga dengan trip frequensi chart adalah metode
konvensional yang sering digunakan untuk perencanaan tata letak. M etode ini sangat berguna untuk perencanaan apabila barang yang mengalir pada suatu lokasi berjumlah banyak seperti di bengkel – bengkel mesin umum, kantor atau fasilitas – fasilitas lainnya. Peta dari – ke dilakukan dengan cara mengubah data dasarnya menjadi data siap dipakai pada peta dari – ke dilanjutkan dengan membuat matrik sesuai dengan kegiatan tersebut. Adapun data yang dimasukkan ke dalam matriks dapat berbagai bentuk yang antara lain sebagai berikut.
• Jumlah gerakan antar kegiatan.
• Berat bahan yang dipindahkan tiap periode.
• Kombinasi dari jumlah, waktu, dan berat tiap satuan waktu.
• Prosentase dari tiap kegiatan terhadap kegiatan – kegiatan sebelumnya.
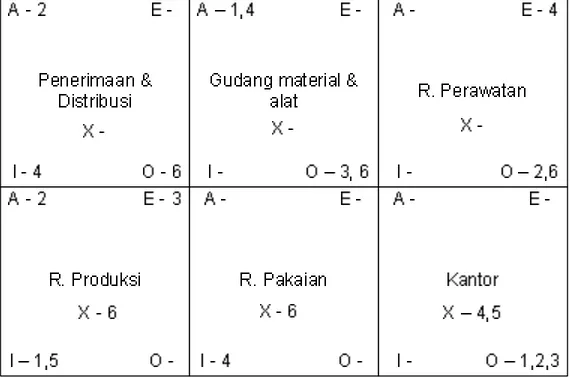
2.6.2 Activity Relationship Chart
Activity Relationship Chart (ARC) merupakan metode yang menghubungkan
aktivitas – astivitas secara berpasangan sehingga semua aktivitas akan diketahui tingkat hubungannya. Hubungan aktivitas bisa ditinjau dari keterkaitan aliran (aliran material, peralatan, manusia, informasi maupun aliran keuangan), keterkaitan lingkungan (keamanan dan keselamatan, temperature, kebisingan, penerangan, dan sebagainya), dan juga keterkaitan proses. Hubungan keterkaitan secara kuantitatif. Pada ARC terdapat perubah atau variabel untuk menggantikan angka – angka yang bersifat kuantatif. Variabel tersebut berupa suatu simbol –simbol yang
melambangkan derajat keterdekatan (closeness) antara departemen satu dengan
departemen lainnya. Simbol – symbol yang digunakan untuk menunjukan derajat keterkaitan aktivitas adalah sebagai berikut.
A = M utlak perlu E = Sangat penting I = Penting O = Cukup / biasa U = Tidak Penting X = Tidak dikehendaki
Jika dua departemen mendapat nilau atau derajat keterkitan A, maka dua departemen tersebut mutlak untuk didekatkan agar proses operasi perusahaan berjalan dengan baik. Sedangkan derajat keterkaitan E diberikan kepada dua departemen yang nilai sangat erat terkait, hanya saja keterkaitan hubungan dua departemen tidak sepenting derajat keterkaitan dua departemen tidak sepenting derajat keterkaitan A. Begitu pula dengan derajat keterkaitan I, dimana dua departemen penting pula dengan derajat keterkaitan I, dimana dua departemen penting pula untuk didekatkan jika kondisi area memungkinkan. Sedangkan nilai O diberikan kepada departemen yang kaitannya tidak terlalu dekat. Khusus untuk nilai U dan X, sangat penting sekali membedakannya, dimana nilau atau derajat keterkaitan U mengandung arti bahwa dua departemen tidak perlu didekati hanya dalam keadaan tertentu masih dapat ditempatkan berdampingan. Sedangkan derajat keterkaitan X mempunyai arti bahwa dua departemen harus dipisahkan antara satu dengan lainnya, karena kemungkinan akan mengganggu kelancara proses operasu, baik pada masing – masing departemen, kedua departemen sekaligus atau bahkan ada kemungkinan dapat mengganggu kelancaran proses operasi perusahaan secara keseluruhan.
Gambar 2.9 Contoh ARC
2.6.3 Activity Relationship Diagram (ARD)
Peta aktivitas yang telah dibuat kemudian digunakan sebagai dasar dalam
pembuatan activity relationship diagram, yaitu untuk menentukan letak masing –
masing aktivitas / departemen.
2.7 Material Handling
M aterial handling merupakan penanganan material dalam jumlah yang tepat dari material yang sesuai dalam kondisi yang baik pada tempat yang cocok, dalam urutan yang sesuai dan biaya yang murah dengan menggunakan metode yang benar. Tujuan utama dari perencanaan material handling adalah untuk mengurangi biaya produksi.
2.8 Computerized Relative Allocation of Facilities Technique (CRAFT)
CRAFT is a computerized heuristic algorithm that takes in load matrix of interdepartmental flow and transaction costs with a representation of a block layout as the inputs. The block layout could either be an existing layout or; for a new facility, any arbitrary initial layout. The algorithm then computes the departmental locations and returns an estimate of the total interaction costs for the initial layout. The governing algorithm is designed to compute the impact on a cost measure for two-way or three-two-way swapping in the location of the facilities. For each swap, the various interaction costs are computed afresh and the load matrix and the change in cost (increase or decrease) is noted and stored in the RAM. The algorithm proceeds this way through all possible combinations of swaps accommodated by the software. The basic procedure is repeated a number of times resulting in a more efficient block layout every time till such time when no further cost reduction is possible. The final block layout is then printed out to serve as the basis for a detailed layout template of
the facilities at a later stage. Since its formulation, more powerful versions of CRAFT have been developed but these too follow the same, basic heuristic routine and therefore tend to be highly CPU-intensive.
The basic computational disadvantage of a CRAFT-type technique is that one always has got to start with an arbitrary initial solution. This means that there is no mathematical certainty of attaining the desired optimal solution after a given number of iterations. If the starting solution is quite close to the optimal solution by chance, then the final solution is attained only after a few iterations. However, as there is no guarantee that the starting solution will be close to the global optimum, the expected number of iterations required to arrive at the final solution tend to be quite large thereby straining computing resources.