MENINGKATKAN KUALITAS BOOM
TOP
CASTING UNIT HYDRAULIC EXCAVATOR
KELAS 13 TON PADA PRODUKSI ALAT
BERAT di PT. XYZ
Prayogo Septyabudi
School of Industrial Engineering, Faculty of Engineering, BINUS University, Jl. KH Syahdan No. 9, Palmerah, Jakarta, 11410, Indonesia, 021-5345830, prayogoseptyabudi@gmail.com
Prayogo Septyabudi,Januar Nasution, B.Sc., M.Sc.
ABSTRACT
Abstract
The purpose of this research is to improve the quality of which is useful to minimize damage at boom top casting unit hydraulic excavators 13 tons is used to improve customer satisfaction with the product. The research methodology used to solve the problem is taken to perform problem identification, collection and processing of data, analysis and interpretation of results, and the conclusions and suggestions. Analysis obtained using the above method of research that is damage to the boom top casting heat treatment due to adverse. Analysis obtained using the above method of research that is damage to the boom top casting process due to poor heat treatment. Conclusion of this improvement process is a process of heat treatment can affect the hardness of objects that affect the quality.
Key Word:Quality, Boom Top Casting, Heat Treatment, Crack
PENDAHULUAN
Latar Belakang
Pada tahun-tahun ini kebutuhan akan alat berat di Indonesia semakin meningkat sehubungan dengan produksi batubara, perkebunan dan kehutanan yang semakin meningkat. Oleh karena itu, kualitas semakin memegang peran penting dalam perancangan dan proses produksi sebuah produk, baik produk berupa jasa atau barang. Hal ini dikarenakan semakin pentingnya aspek kualitas dalam suatu proses produksi sebagai penunjang peningkatan kualitas produk yang dihasilkan.
Untuk merancang produk alat berat yang berkualitas, proses
pembuatan alat berat adalah hal yang harus diperhatikan berdasarkan standar produksi
yang digunakan.
Hal ini dikarenakan proses pembuatan produk berbeda-beda akibat beberapafaktor yang mempengaruhi produk yang dihasilkan yaitu: berat, dimensi, dan bahan dasar produk. Faktor pembeda tiap proses produksi produk juga bisa disebabkan oleh jenis pekerjaan, dan kondisi tempat kerja. Dengan memilih proses produksi yang tepat, maka perusahaan penghasil produk alat berat akan mampu menyesuaikan bentuk dan fungsi dari produk yang dihasilkannya guna memenuhi kebutuhan konsumen sesuai permintaan konsumen. Dengan demikian juga dapat dipastikan kalau sebagian besar populasi dari konsumen produk tersebut nantinya akan dapat memilih produk secara efektif, efisien, nyaman dan aman.
Salah satu strategi yang digunakan PT. XYZ untuk mendorong produk alat berat yang berkualitas adalah mendengar keluhan konsumen (customer voice) tentang masalah yang terjadi pada produk ketika digunakan agar konsumen menjadi puas terhadap produk yang di gunakan (customer statisfaction). Salah satu keluhan konsumen alat berat terjadi pada hydraulic excavator kelas 13 ton yaitu crack pada boom top casting, dimana alat tersebut lebih banyak digunakan dalam bidang kehutanan (forestry).Berdasarkan customer voice yang diterima PT. XYZ, kerusakan tersebut terjadi pada unit yang diproduksi baik lokal maupun import. Hal ini tentu mempengaruhi kepuasan konsumen terhadap hydraulic excavator kelas 13 ton yang diproduksi PT. XYZ, sehingga dapat mempengaruhi jumlah produksi hydraulic excavator kelas 13 ton tersebut.
Perumusan Masalah
Berdasarkan latar belakang masalah yang terjadi, penulis akan melakukan analisa dalam menjawab pertanyaan berikut :
1. Kondisi dan proses kerja unit yang seperti apa sehingga mengakibatkan crack pada boom top casting?
2. Apakah proses heat treatment pada produksi boom top casting berpengaruh terhadap kualitas boom top casting yang dihasilkan?
3. Improvementapa yang tepat untuk menyelesaikan masalah crack pada boomtop casting? 4. Apakah improvement yang dibuat dapat meminimalisir crack pada boom topcasting?
Tujuan dan Manfaat
Tujuan dilakukan proses pengembangan penelitian ini adalah: 1) Mengetahui faktor-faktor penyebab crack pada boom top casting, 2) Mengetahui hubungan antara proses produksi terhadap kualitas boom top casting, 3) Menemukan solusi untuk menyelesaikan masalah crack pada boom top casting.Dari tujuan-tujuan tersebut diharapkan dapat memberikan manfaat antara lain: 1) Memberikan solusi untuk menyelesaikan crack pada boom top casting hydraulic excavator kelas 13 ton, 2) Memberikan parameter yang diperlukan dalam memproduksi boom top casting untuk menghasilkan produk yang berkualitas.
METODE PENELITIAN
Diagram alirMembahas metode penelitian dan langkah-langkah yangpenulisgunakan dalam penelitian dengan menampilkan bantuan diagram alir dan penjelasannya secara rinci. Metode penelitian berguna sebagai penentu hasil yang sesuai dengan tujuan yang telah ditentukan sebelumnya
Tahap Pendahuluan
Tahap awal ini merupakan pengumpulan referensi berupa data-data penunjang yang bersumber dari dasar teori yang berkaitan dengan topik penelitian seperti teori quality, quality control, dan quality management. Penulis juga menyertakan teknik simulasi beserta penggunaanya melalui software alat
simulasi Pro-Engineering. Dasar teori yang terkumpul semua ini akan sangat menunjang dalam pemecahan masalah.
Identifikasi Masalah
Identifikasi masalah diperlukan untuk mengenal dan mendalami masalah crackpada Boom Top Castingyang akan diteliti. Crack (retak) pada kondisi aktual inilah yang akan dijadikan parameter untuk menentukan perbaikan yang akan dilakukan. Pada tahap ini dilakukan studi lapangan untuk mengamati fungsi dari part yang akan diperbaiki pada proses produksi alat berat di PT XYZ.
Pengumpulan data
Langkah yang harus dilakukan sebelum mengolah data adalah melakukan pengumpulan data sebagai salah satu cara mengetahui kondisi aktual yang mengakibatkan crack pada Boom Top Casting unit hydraulic excavator kelas 13 tonpada produksi alat berat di PT XYZ. Berikut data hasil yang telah dilkumpulkan adalah sebagai berikut :
a. Proses Produksi Boom Top Casting
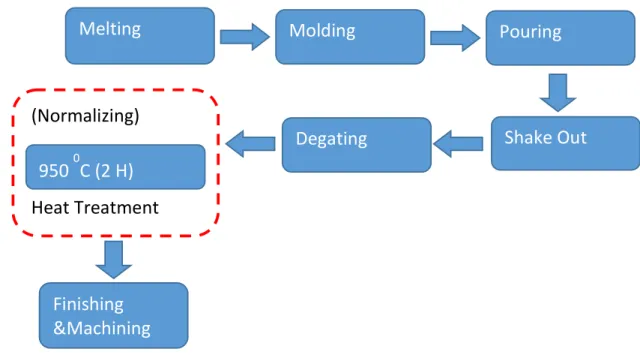
Berdasarkan hasil pengamatan, proses produksi Boom Top Casting sebagai berikut:
Gambar 1. Proses Produksi Boom Top Casting
b. AnalisaCrack Boom Top Casting
b.1 Penggunaan Boom Top Casting Pada Unit Hydraulic Excavator
Boom top casting yang terpasang pada unit hydraulic excavator kelas 13 ton digunakan untuk proses skidding, bunching, loading dan unloading kayu pada daerah kerja foresty. Pada proses tersebut akan terdapat beban yang dapat mengakibatkan boom top castingcrack, proses yang dapa mengakibatkan coom top casting crack yaitu unbalancedoperation dan side hitting operation.
Unbalanced operation adalah proses kerja tidak seimbang pada unit hydraulic excavator ketika mengangkat benda yang panjang. Proses ini dapat mengakibatkan momen punter pada boom top casting
Melting
Molding
Pouring
Shake Out
Degating
(Normalizing)
Heat Treatment
950
0C (2 H)
Finishing
&Machining
yang dapat mengakibatkan crack. Crack dapat terjadi ketika unbalancedoperation sering terjadi ketika excavator beroperasi. Sedangkan side hitting operation adalah proses kerja pada unit hydraulic excavator yang mengakibatkan terjadinya beban dari samping, proses ini terjadi ketika unit digunakan untuk merapikan kayu pada mobil pengangkut kayu dengan cara memukulkan unit ke kayu sehigga kayu rata.
Gambar2. Unbalanced and Side Hitting Operation
b.2 Pengaruh Kerja Unit Terhadap Crack
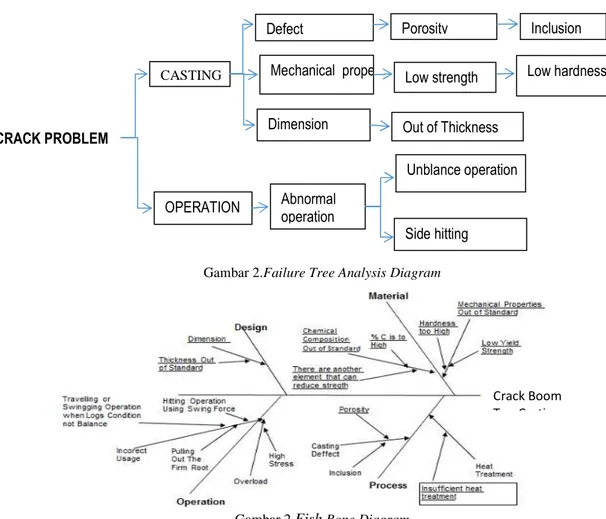
Proses kerja unit yang tidak sesuai dengan prosedur akan mengakibatkan crack pada salah satu komponen unit, salah satu komponen unit tersebut adalah boom top casting. Crack dapat terjadi karena beberapa faktor, salah satu faktor tersebut adalah proses produksi yang kurang bagus. Untuk mengetahui apakah pengaruh crack tersebut, maka penulis membuat analisa crack menggunakan FTA (Failure Tree Analysis) dan untuk menguatkan FTA tersebut penulis juga membuat Fish Bone Diagram untuk membantu dalam melakukan analisa. FTA dan Fish Bone Diagram dijelaskan pada diagram berikut:
Gambar 2.Failure Tree Analysis Diagram
Gambar 2.Fish Bone Diagram CASTING
OPERATION
Defect Porosity
Mechanical properties Low strength
Dimension Out of Thickness
Abnormal operation Unblance operation Side hitting Inclusion CRACK PROBLEM Low hardness Crack Boom Top Casting
Dari FTA dan Fish Bone Diagram didapat beberapa data berikut 1. Pengujian Sifat Mekanik Boom Top Casting
Untuk mengetahui apakah sifat mekanik berpengaruh terhadap material boom top casting maka dilakukan pengujian sifat material dengan cara melakukan pengujian kekerasan material. Dari pengetesan tersebut didapat data sebagai berikut:
Gambar 3.Posisi Uji Kekerasan
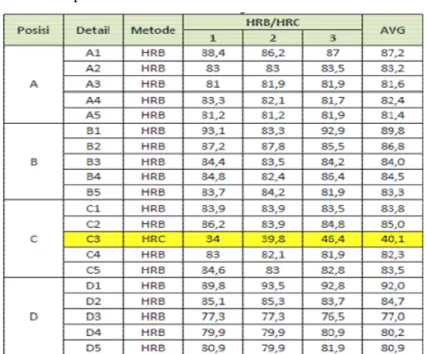
Hasil uji kekerasan sebagai berikut : Tabel 1. Hasil Uji Kekerasan
T
Dari gambar di atas dapat disimpulkan bahwa hasil dari tes mekanik berupa tes kekerasan terhadap boom top casting terdapat satu titik pengujian dengan kekerasan rata-rata cukup tinggi yaitu pada posisis C3 sebesar40,1 HRC (371 HB, Tensile Strength 127,8 kg/mm2 (1250 N/mm2)) dimana standar kekerasan untuk proses normalizing adalah 160 HB (2 HRC, Tensile Strength 56.2 kg/mm2 (551 N/mm2)).
2. Pengujian komposisi kimia
Pengujian komposisi kimia dilakukan untuk mengetahui kandungan kimia yang terdapat pada boom top casting sesuai atau tidak dengan standar yang ada. Hasil dari pengujian komposisi kimia ditunjukkan pada tabel di bawah ini:
Tabel 2. Hasil Uji Tes Kimia 3.
Pengukuran Tebal Boom Top Casting
Proses pengecekan ini dilakukan untuk memastikan tebal boom top casting sesuai dengan standar atau tidak. Hal ini dilakukan untuk mengetahui apakah faktor crack boom top casting berasal dari ketebalan yang tidak sesuai standar (tipis). Karena semakin tipis material maka akan semakin mudah material tersebut crack karena terkena beban dari luar part. Untuk mengetahui tebal boom top casting dapat dilihat dari tabel berikut:
Tabel 3. Hasil Uji Tes Kimia
Dari tabel hasil pengukuran tebal di atas, ketebelan bukan merupakan faktor penyebab boom top casting mengalami crack karena tebal boom top casting tidak melebihi atau kurang dari standar yang ditentukan untuk part tersebut yaitu 25±2 mm.
4. Stress Test
Stress Test dilakukan untuk mengetahui beban terbesar yang terdapat pada boom top casting ketika unit melakukan pekerjaan yang sebenarnya. Unit dibuat seolah-olah bekerja sesuai dengan pekerjaan yang dilakukan di lapangan seperti skidding, bunching, loading dan unloading kayu. Untuk
mengetahui beban terbesar tersebut dipasangkan strain gauge di titik-titik tertentu pada Boom Top Casting. Hasil dari pengujian stress test dapat dilihat pada tabel dibawah ini :
Tabel 4. Stress Test Result Tabel 4. Stress Test Position
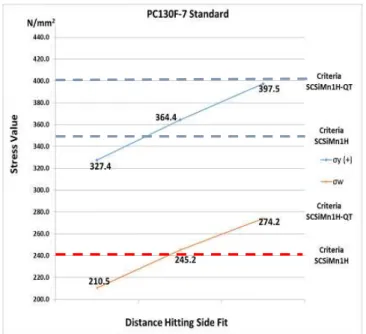
Untuk lebih memahami hasil stress test di atas maka dilakukan pembuatan grafik hasil stress test. Berikut adalah grafik hasil dari proses stress test :
Gambar 5. Hasil Stress Test
Dari grafik di atas dapat disimpulkan bahwa masih terdapat beban berlebih yang dihasilkan dari pengujian stress test, dimana masih terdapat nilai yang melebihi batas maksimum dan minimum yang diijinkan untuk material boom top casting. Batas maksimum yang diijinkan adalah 245 N/mm2 untuk material SCSiMn1H tanpa proses IQT.
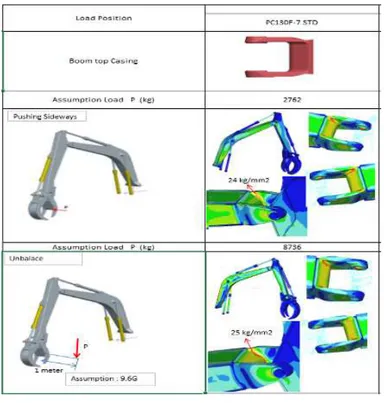
5. Analisa Boom Top Casting Menggunakan FEM (Finite Element Analysis)
Tahap selanjutnya yang dilakukan adalah analisa crack menggunakan FEM, FEM adalah sebuah software yang memiliki fungsi untuk mengetahui daerah mana yang mengalami beban kritis jika benda diberikan beban dari beberapa titik. Apabila beban tersebut kritis akan ditandai dengan warna merah sedangkan beban yang tidak kritis akan berwarna biru.
Pada kasus crack ini, dilakukan analisa menggunakan FEM seperti terlihat pada gambar di bawah ini:
Gambar 6. Hasil Stress Test
Dari hasil analisa diatas dapat disimpulkan bahwa terdapat beban kritis pada satu titik di boom top casting. Beban tersebut ditunjukkan dengan warna merah yaitu 24 kg/mm2 (240 N/mm2) apabila beban diberikan dari samping, dan 25 kg/mm2 (245 N/mm2) apabila beban yang diterima di tidak seimbang (unbalance).
Pengolahan data
Membahas langkah-langkah yang digunakan penulis dalam menganalisa data. Hasil pengolahan data kemudian untuk kemudian ditarik kesimpulan.
Kesimpulan dan saran
Membahas kesimpulan dari perbaikan yang telah dilakukan. Penulis juga memberikan saran terhadap perbaikan yang diusulkan agar nantinya perbaikan yang dijalankan bisa bermanfaat dan berfungsi dengan baik.
HASIL DAN BAHASAN
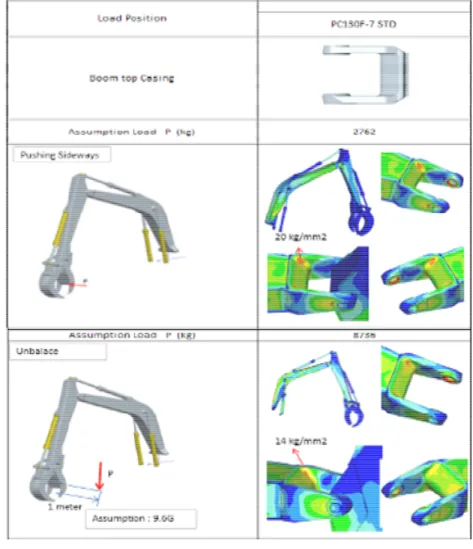
1.FEM Analysis
FEM analysis digunakan untuk menganalisa boom top casting yang akan diperbaiki apakah proses perbaikan akan menghasilkan boom top casting yang sesuai dengan kebutuhan. Berikut adalah hasil dari FEM analysis boom top casting yang dikondisikan sesuai dengan proses perbaikan :
Gambar 7. FEM Analysis
Dari gambar analysis FEM di atas dapat diketahui bahwa proses perbaikan yang dilakukan sudah sesuai, hal ini dapat dilihat dari gambar diatas dimana tegangan yang terjadi dibawah standar yang ditentukan yaitu 20 kg/mm2 apabila boom top casting mendapatkan gaya dari samping (Side Hitting) dan 14 N/mm2 apabila part mendapatkan gaya yang tidak seimbang ketika proses loading kayu (Unbalanced Operation).
2. Uji Kekerasan
Pengujian ini dilakukan guna mengetahui apakah kekerasan yang dihasilkan setelah proses perbaikan heat treatment sesuai dengan standar yang ditentukan. Standar tersebut disesuaikan dengan fungsi part ketika digunakan pada unit hydraulic excavator, hasil uji kekerasan material dapat dilihat pada tabel berikut:
Tabel 5. Hasil UjiKekerasan
Dari hasil uji kekerasan boom top casting dapat diambil kesimpulan bahwa hasil proses IQT sesuai dengan yang diharapkan, dimana kekerasan material yang dihasilkan sesuai dengan standar proses IQT. Kekerasan yang dihasilkan adalah 238 HB (799,8 N/mm2), dengan standar kekerasan 229-277 HB. 3. Stress Test
Stress test setelah perbaikan proses produksi produk dilakukan guna memastikan produk yang dihasilkan tidak terjadi crack ketika digunakan customer di lapangan. Untuk mengetahui hasil stress test tersebut dapat dilihat pada tabel berikut :
Dari tabel di atas dapat diambil kesimpulan bahwa tidak terdapat nilai stress test yang melebihi batas maksimum atau minimum yang diijinkan pada posisi 40M. Hal ini diakibatkan dari perubahan proses heat treatment yang dilakukan, proses heat treatment tersebut mengakibatkan boom top casting menjadi keras dan ulet.
Berikut adalah grafik hasil stress test:
Gambar 9. Hasil Stress Test
Dari hasil stress test diatas dapat diambil kesimpulan bahwa proses perbaikan yang dilakukan sudah sesuai dengan kriteria yang dibutuhkan. Dimana tidak terjadi beban yang melebihi batas maksimal dan minimum yang menjadi standart boom top casting setelah proses perbaikan dilakukan.
SIMPULAN DAN SARAN
Kesimpulan
Kesimpulan yang dapat diperoleh dari penelitian ini adalah:
1. Proses kerja seperti yang menghasilkan side hitting dan unbalanced process dapat mengakibatkan boom top casting crack karena didapatkan tegangan yang tinggi pada salah satu titik pada boom top casting.
2. Proses produksi yang kurang sesuai dengan kebutuhan part dapat mengakibatkan kualitas yang kurang bagus sehingga dapat mengakibatkan part tersebut rusak.
3. Improvement yang sesuai untuk meminimalisir crack boom top casting adalah dengan mengubah proses heat treatment dari proses normalizing menjadi proses IQT (Induction Quenching Tempering). Perubahan ini dilakukan karena boom top casting pada unit hydraulic excavator kelas yang berbeda dengan proses kerja yang sama dilakukan proses heat treatment berupa IQT, dimana proses IQT akan menghasilkan part yang keras dan ulet.
4. Perubahan proses heat treatment dari proses normalizing ke proses IQT dapat meminimalisir crack pada boom top casting hal ini terlihat dari hasil analisa FEM, kekerasan material, dan stress test yang berada di bawah standar yang ditentukan.
Saran
Setelah melakukan penelitian, maka penulis dapat memberikan saran untuk penelitian selanjutnya, yaitu:
1. Perlu dilakukan penelitian lebih lanjut tentang pengaruh IQT terhadap boom top casting selain meminimalisir crack agar dikemudian hari tidak terjadi masalah yang lain.
2. Dari hasil penelitian yang dilakukan terdapat 30% problem yang belum terselesaikan dari 70% problem crack. Oleh karena itu perlu diadakan penelitian lebih lanjut untuk menyelesaikan crack tersebut, penelitian dapat dilakukan dengan cara menambah reinforcement pada boom top casting, segi komposisi material yang digunakan, dan penyimpanan boom top casting sebelum digunakan. 3. Memberi saran kepada customer tentang bahaya proses side hitting dan unbalanced process terhadap
boom top casting sehingga diharapkan customer dapat meminimalisir proses tersebut sesuai dengan prosedur penggunaan yang telah di jelaskan.
REFERENSI
Armand V. Feigenbaum. 2000. Total Quality Control.
Dael H Besterfield et al. 2006. Total Quality Management. Toko buku Spektra: Jakarta Likker, Jeffrey K, Phd. 2000. The Toyota Way. Erlangga: Jakarta.
Pyzdek, Thomas.2003. The Six Sigma Handbooks. New York:McGraw-Hill
Soejanto, Irwan. 2009. Desain Eksperimen dengan Metode Taguchi. Graha Ilmu: Jogjakarta
RIWAYAT PENULIS
Prayogo Septyabudilahir di kotaJakarta pada tanggal 21 September 1989. Penulis menamatkan
pendidikan S1 di Universitas Bina Nusantara jurusan Teknik Industri pada tahun 2013. Saat ini bekerja sebagai Product Maintenance (Design) di PT. Komatsu Indonesia.