TUGAS AKHIR
ANALISA PERBAIKAN DISAIN DIES UNIVERSAL
UNTUK PEMBUATAN PLAT PENDINGIN OLI
SEBAGAI PELAKSANAAN
PROGRAM PENGURANGAN BIAYA
PADA PT. RADIATOR SYSTEM COMPANY
Diajukan untuk menyelesaikan Tugas Akhir Program Studi Teknik Mesin
Disusun oleh :
LUKMAN NUR HIDAYAH 41305110022
FAKULTAS TEKNOLOGI INDUSTRI PROGRAM STUDI TEKNIK MESIN
JAKARTA 2009
UNTUK PEMBUATAN PLAT PENDINGIN OLI
SEBAGAI PELAKSANAAN
PROGRAM PENGURANGAN BIAYA
PADA PT. RADIATOR SYSTEM COMPANY
Disusun oleh : Lukman Nur Hidayah
41305110022 Teknik Mesin
Mengetahui, Pembimbing
Dr. Ir. Abdul Hamid, M.Eng.
Koordinator TA Kaprodi
Abstrak
Universitas Mercu Buana i
ABSTRAK
Persaingan dibidang industri manufactur saat ini sangatlah ketat, untuk tetap dapat bertahan sebuah industri manufaktur harus mampu mengoptimalkan proses produksinya sehingga biaya produksi perlu ditekan untuk mencapai keuntungan. Untuk melakukan hal tersebut PT RADIATOR SYSTEM COMPANY melaksanakan program pengurangan biaya. Dari hal tersebut, penulis melakukan evaluasi terhadap dies plate pendingin oli. Penulis melihat bahwa proses pembuatan plate pendingin oli sangatlah tidak efisien. Proses pembuatan oil cooler plate menggunakan 9 dies yang berbeda untuk 9 type , padahal sebenarnya hal ini bisa diperhemat dengan menggunakan satu dies yang disebut dies universal.
Maka dari itu direncanakan dies model baru untuk perbaikan.. Dengan dasar teori mengenai product knowledge radiator dan teori perancangan press tool, metal forming sebagai metode yang akan menuntun dalam perencanaan sebuah dies yang mampu memenuhi tuntunan sebuah press tool serta berdasar pada data – data hasil trial sebelumnya. . Dalam perencanaan dies ini dilakukan perhitungan yang sangat diperlukan dalam perencanaan antara lain: perhitungan bentangan, gaya-gaya yang bekerja agar dihasilkan sebuah dies yang presisi dan efisien.
Hasil yang dicapai sangatlah memuaskan, disamping dies yang di hasilkan efisien dan presisi juga mampu memenuhi tujuan yang hendak dicapai yaitu melaksanakan program pengurangan biaya.
Hasil yang dicapai dengan dies model baru dapat dirinci sebagai berikut: - waktu setting lebih hemat 68.05 % dari 4320 detik menjadi 1380 detik.
- hemat tempat penyimpanan 88.89 %, dari 9 peta lokasi pada rak dies menjadi 1 peta lokasi.
- hemat biaya pembuatan dies 96.86 %, dari Rp 2.030.387.370,81 menjadi Rp 1.966.538.846,41.
- kualitas produk mencapai standar engineering. Kata kunci : plat pendingin oli, dies, draw, clearance.
Daftar isi iii
Universitas Mercu Buana
DAFTAR ISI
halaman Abstrak... iDaftar isi...iii
Daftar Gambar... vii
Daftar Tabel... x Nomenklatur... xi BAB I PENDAHULUAN 1.1 Latar belakang………1 1.2 Permasalahan………..2 1.3 Tujuan penelitian ………..2 1.4 Metode penelitian………..3 1.5 Batasan masalah………3 1.6 Sistematika penulisan………4
BAB II LANDASAN TEORI 2.1 Product Knowledge Radiator………5
2.1.1 Pengertian Radiator...5
2.1.2 Fungsi Radiator...6
2.1.3 Cara Kerja Radiator ...6
2.1.4 Jenis Radiator ...6
2.1.5 Komponen Radiator ...7
2.2 Teori Metal Forming ………15
2.2.1 Teori Pemotongan Plat……….15
2.2.3 Cutting Force (gaya potong)………....17
2.2.4 Stripping Force (gaya stipper)……….18
2.2.5 Clearance………19 2.2.6 Prinsip pemotongan ………..22 2.2.6.1 Tahap pemotong………..22 2.2.6.2 Jenis-Jenis pemotong ………..24 2.2.7 Jenis-Jenis pembentukan ………...27 2.2.8 Press Tool ………..30
2.2.8.1 Bagian-bagian utama press tool………..30
2.2.8.2 Sistem kerja press tool………32
2.2.9 Flow chart perancangan dies universal untuk plat pendingin oli… 35 BAB III RANCANGAN DIES PLATE OIL COOLER UNIVERSAL 3.1 Pendahuluaan………....36
3.2 Langkah Umum Merancang Press Tool………...37
3.2.1 Membuat Gambar Produk………..38
3.2.2 Membuat alternatif-alternatif pengerjaan………...38
3.2.3 Membuat gambar pre design beserta perhitungannya…...38
3.2.4 Membuat gambar detail………..39
3.2.5 Membuat gambar design / gambar assembling………39
3.3 Perhitungan-perhitungan………40
3.3.1 Perhitungan bentangan……….40
3.3.2 Perhitungan gaya pada proses drawing ………44
3.3.3 Gaya total………... ...45
Daftar isi v
Universitas Mercu Buana 3.3.5 Jumlah dan ukuran pegas yang digunakan……….. 46
3.3.6 Kapasitas mesin yang digunakan……… 47
3.3.7 Menghitung clearance………... 47
BAB IV HASIL DAN ANALISA 4.1 Pendahuluan………... 49
4.2 Hasil yang diperoleh dengan dies baru………. 49
4.3 Analisa dies model lama dibanding model baru……….51
BAB V KESIMPULAN DAN SARAN 5.1 Kesaimpulan……….. 53
5.2 Saran untuk penelitian selanjutnya……… 54
5.3 Penutup……….. 55
5.4 Daftar Pustaka……… 56
5.5 Lampiran – lampiran……….. 57
Lampiran A
A.1 Gambar assy dies draw plate oil cooler universal A.2 Gambar detail dies draw plate oil cooler universal A.3 Tabel komponen standar
A.4 Tabel harga untuk pembuatan dies radiator A.5 Tabel drawing rasio
A.6 Tabel hardening dan tempering A.7 Tabel material
Lampiran B
Daftar tabel ix
Universitas Mercu Buana
DAFTAR TABEL
halaman 1. Tabel 1.1 Panjang penetrasi dan shear stress………. 182. Tabel 1.2 Drawing ratio dan angka koreksi………... 44
3. Tabel 1.3 Keliling plate oil cooler………. 45
4. Tabel 1.4 Clearance………..………. 48
5. Tabel 1.5 Dimensi hasil pengukuran produk………. 50
6. Tabel 1.6 Perbandingan dies lama dan dies baru………... 51
DAFTAR GAMBAR
halaman
1. Gambar 01 Radiator Assy……….. 5
2. Gambar 02 Jenis Radiator……….. 7
3. Gambar 03 Komponen Radiator……… 7
4. Gambar 04 Cooling Fin………. 8
5. Gambar 05 Jenis Fin……….. 8
6. Gambar 06 Spesifikasi Fin……….9
7. Gambar 07 Kerusakan pada Fin……….10
8. Gambar 08 Jenis Aluminium Tube……….11
9. Gambar 09 Jenis Tube Berdasar Proses………..11
10. Gambar 10 Analisa Pemotongan……….17
11. Gambar 11 Clearance………..19
12. Gambar 12 Robekan Clearance Besar……….20
13. Gambar 13 Clearance Besar………21
14. Gambar 14 Prinsip Pemotongan………..22
15. Gambar 15 Prinsip Pemotongan………..22
16. Gambar 16 Prinsip Pemotongan………..23
17. Gambar 17 Prinsip Pemotongan………..23
18. Gambar 18 Blanking…………..………..24
Daftar gambar vii
Universitas Mercu Buana 20. Gambar 20 Notching………….………..24
21. Gambar 21 Cropping………….………..25
22. Gambar 22 Parting………….………..25
23. Gambar 23 Lanzing…..……….………..25
24. Gambar 24 Semi Notching………….………...……..26
25. Gambar 25 Shaving………..….………..26 26. Gambar 26 Trimming………….………...27 27. Gambar 27 Bending………….………....27 28. Gambar 28 Flanging………….………...27 29. Gambar 29 Embossing………….……….…..28 30. Gambar 30 Coining………….………..………..28
31. Gambar 31 Deep Drawing………….………...…………..28
32. Gambar 32 Crimping………….………..…….………..29
33. Gambar 33 Curling………….………..………..29
34. Gambar 34 Colar Drawing………….………..………..29
35. Gambar 35 Bagian-bagian press tool………….……..……..…………30
36. Gambar 36 Single tool………….………..32
37. Gambar 37 Compound tool……….………..33
38. Gambar 38 Lay-out pemotongan dengan gang tool………..34
39. Gambar 39 Group tool………….………..…….……..34
40. Gambar 40 Ukuran Plat pendingin oli ………….………....40
41. Gambar 41 Contoh bentukan draw...………….………...41
43. Gambar 43 Ukuran panjang plat pendingin oli ………….………...41
44. Gambar 44 Ukuran panjang plat pendingin oli……….………...44
45. Gambar 45 Clearance………...………….………...46
46. Gambar 46 Rak dies……….………….………...50
Nomenklatur x
Universitas Mercu Buana
NOMENKLATUR
Symbol keteranagn satuan
δ Clearance mm v konstanta tekukan - Ft Gaya total N Fd Gaya drawing N Fp Gaya potong N Fs Gaya stripper N Fpg Gaya pegas N
k Angka koreksi burring -
m Drawing ratio -
n Jumlah pegas pcs
t Tebal mm
U Keliling mm
α
Angka koreksi drawing -σ
B Tegangan tarik bahan N/mm2τ
B Tegangan geser bahan N/mm2BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Persaingan usaha akhir-akhir ini sangat ketat, perusahaan yang mampu memberikan jaminan bagi pelanggannya atas kualitas produk yang dihasilkannya akan dapat terus memperlihatkan eksistensinya di pasaran. Pengembangan dan inovasi baru terhadap produk yang dihasilkan perlu terus menerus dilakukan untuk menjaga selera pasar. Apalagi dalam kondisi krisis ekonomi global seperti sekarang ini. Pengembangan dan inovasi saja terasa belum cukup, penghematan juga perlu dilakukan untuk mengimbangi pengeluaran yang makin bertambah dan pemasukan yang berkurang. Hal inilah yang sedang digalakkan oleh PT. RADIATOR SYSTEM COMPANY.
PT. RADIATOR SYSTEM COMPANY adalah salah satu perusahaan yang bergerak dibidang automotive parts manufacturing, yang salah satu produknya adalah radiator. Baik radiator dengan transmisi otomatis atau bukan. Perbedaan antara kedua jenis radiator tersebut terletak pada oil cooler.
Oil cooler adalah salah satu bagian dari radiator dengan transmisi otomatis,yang berfungsi sebagai penukar kalor fluida. Lebih dari 75% radiator yang diproduksi oleh PT Radiator System Company adalah radiator dengan transmisi otomatis.
Oil cooler terdiri dari beberapa bagian, antaralain : upper plate, lower plate, expander, support plate atas, support plate bawah, dan letbush. Upper dan lower plate adalah komponen yang dibuat dengan pengepresan. Selama ini tiap
Bab I Pendahuluan 2
Universitas Mercu
Buana
tipe radiator memiliki dies oilcooler plate tersendiri. Sehubungan dengan adanya Cost Reduction Program dan penulis melihat bahwa salah satu hal yang dapat menjalankan program tersebut adalah dengan mengembangkan desain dies yang dapat digunakan untuk semua tipe radiator. Dikarenakan lebar oil cooler plate yang sama, penulis merasa akan lebih efisien apabila dibuat design dies baru, yang biasa disebut dies universal. Karena dengan demikian, dapat mengurangi biaya pembuatan dies baru untuk oil cooler plate
1.2 Permasalahan
Penulis melihat bahwa design dies draw oil cooler plate masih kurang efisien. Dies yang dipakai adalah 9 dies berbeda untuk 9 tipe produk. Setelah dilakukan penelitian lebih lanjut, penulis melihat adanya kesamaan lebar pada semua produk tersebut sehingga sebenarnya seluruh produk tersebut dapat dikerjakan dengan satu dies yang dapat diganti intinya yang disebut dies universal.
Karena bila menggunakan dies khusus banyak pemborosan yang terjadi diantaranya pada waktu set up, biaya pembuatan dies, waktu pembuatan dies. 1.3 Tujuan Penelitian
Penelitian ini dilaksanakan sebagai tugas akhir untuk persyaratan kelulusan program studi S1 Fakultas Teknologi Industri Program studi Teknik Mesin Universitas Mercu Buana Jakarta.
Selain itu penulis juga ingin mengetahui lebih banyak tentang design dies yang efisien beserta gaya-gaya yang terjadi saat proses pengepresan.
Penulis berharap penelitian ini dapat menjadi masukan bagi perusahaan serta dapat memberi manfaat untuk pengembangan selanjutnya.
1.4 Metode Penelitian
Dalam penyusunan tugas akhir, penulis menggunakan beberapa metode untuk mengumpulkan data yang diperlukan antara lain :
a. Penelitian Lapangan
Merupakan metode pengumpulan data yang diperoleh langsung dari lapangan antara lain :
i. Obsevasi lapangan
ii. Interview atau wawancara b. Penelitian Kepustakaan
Merupakan metode pengumpulan data dari studi kepustakaan yang digunakan sebagai pedoman dalam bidang yang diambil.
1.5 Batasan Masalah
Pembahasan dibatasi pada perencanaan pembuatan dies yang meliputi perhitungan bentangan material oil cooler plate sebagai dasar design dies, gaya-gaya yang bekerja, gaya-gaya stripper dan kapasitas mesin yang diperlukan, serta produk hasil dies dengan design baru dibanding produk dies design lama ditinjau dari segi kualitas, produktifitas, biaya pembuatan dies dan biaya produksi.
Pemilihan material dan perpindahan kalor tidak dibahas dalam tugas akhir ini. Material yang digunakan adalah material umum yang sudah menjadi standar umum di pasaran. Data-data trial adalah hasil realita yang telah direkap oleh penulis selama melakukan pengamatan di lapangan.
Bab I Pendahuluan 4
Universitas Mercu
Buana
1.6 Sistematika Penulisan
Sistem penulisan ini memberikan gambaran secara umum mengenai tata cara penulisan tugas akhir, dan memberikan penjelasan secara garis besar tentang pokok bahasan, serta disusun sebagai berikut :
Bab I Pendahuluan
Bab ini berisikan latar belakang, permasalahan, tujuan penelitian, pembatasan masalah, dan sistematika penulisan tugas akhir.
Bab II Landasan Teori
Dalam bab ini dibahas mengenai pengertian radiator termasuk didalamnya oil cooler sebagai gambaran tentang produk yang menjadi tujuan dalam perencanaan dies dan landasan teori metal forming.
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli
Bab ini menjelaskan tentang proses design gambar, perhitungan bentangan dan perhitungan yang diperlukan dalam perencanaan dies.
Bab IV Hasil dan Analisa
Bab ini membahas mengenai hasil yang dicapai dari dies yang telah dirancang dan perbandingan antara design baru dengan design lama ditinjau dari segi kualitas, produktifitas dan biaya produksi.
Bab V Kesimpulan
Bab ini merupakan bab terakhir yang berisi kesimpulan dari hasil yang telah dicapai dengan rancangan dies baru tersebut.
BAB II
LANDASAN TEORI
2.1 Product Knowledge Radiator
2.1.1 Pengertian Radiator
Radiator adalah Suatu alat penukar panas (kalor) dari satu media ke media lain yang digunakan untuk menjaga temperatur mesin sesuai dengan spesifikasi yang ditetapkan.
Gbr. 01 Radiator Assy
Sebuah radiator dikatakan memenuhi spesifikasi bila : – Performance Heat rejection sesuai spesifikasi.
– Memiliki durability dan endurance terhadap tekanan kerja, getaran, temperatur. – Dapat di pasang /difitting cocok dengan dudukan dan engine.
Bab II Landasan Teori 6
Universitas Mercu Buana
2.1.2 Fungsi Radiator
Fungsi radiator adalah : Menjaga temperatur mesin agar tetap/ konstan sesuai yang diinginkan dari spesifikasi yang telah ditetapkan. Umumnya untuk mesin kendaraan 80 – 90 C.
2.1.3 Cara kerja Radiator
Air didalam radiator masuk ke dalam engine melalui water outlet pipe melewati celah celah didalam blok mesin, kemudian air tersebut kembali ke radiator melalui water inlet pipe untuk didinginkan dengan bantuan kipas/energi luar.
2.1.4 Jenis Radiator
Jenis Radiator Berdasarkan penggunaanya radiator terdiri atas: • Radiator Kendaraan/ Passenger Car
• Radiator Heavy Duty /Alat Berat dan Radiator Industri.
Jenis Radiator Berdasarkan jenis alirannya (flow) radiator terdiri atas: • Down Flow (tanki berada diatas dan bawah)
• Cross Flow (tanki berada disamping kiri dan kanan)
Jenis Radiator Berdasarkan materialnya radiator terdiri atas : • Radiator Copper Brass (C/B type)
• Radiator Copper Plastic (C/P type) • Radiator Aluminum Plastic (A/P type)
Gbr. 02 Jenis Radiator
2.1.5 Komponen Radiator
Pada dasarnya komponen radiator secara keseluruhan dapat dilihat pada gambar di bawah ini :
Bab II Landasan Teori 8
Universitas Mercu Buana
Cooling Fin
Fungsi cooling fin adalah :
Sebagai ventilasi untuk mengalirkan kalor dan membuang kalor melalui sudut-sudut jendela (louver) yang ada pada fin.
Gbr. 04 Cooling Fin Berdasarkan bentuknya fin terdiri atas :
• Corrugated Aluminum lebar 16,24,32,42,52 mm.
• Corrugated Copper lebar 16mm (1 row), 32 & 35 (2 rows), 45mm (3rows), 66mm (4 rows).
• Flat Fin (lebar 61,80,100,118,138,156 mm)
Berdasarkan materialnya fin terdiri atas : • Aluminum Fin
• Copper Fin • Steel fin
Gbr. 06 Spesifikasi Fin
Hal-hal yang perlu diperhatikan untuk corrugated cooling fin adalah : A. Jumlah Gelombang/Panjang Fin (harus sesuai spesifikasi gambar) B. Lebar Fin/Fin width
C. Fin Pitch (harus sesuai spesifikasi gambar) D. Tinggi Fin (harus sesuai toleransi FH+0.05) E. Sudut Jendela (sesuai standar, 25+3)
Bab II Landasan Teori 10
Universitas Mercu Buana
Hal-hal yang tidak diijinkan dalam pembuatan fin adalah :
• Tinggi fin yang tidak sesuai
• Pitch fin yang tidak sesuai
• Fin miring
• Fin tidak rata
• Fin mengerut (atas/bawah)
• Fin melintir
• Potongan fin berbentuk kurva
• Puncak fin tidak radius
• Fin pitch tidak stabil
Gbr. 07 Kerusakan pada Fin Water Tube
Fungsi water tube adalah:
Sebagai media distribusi air untuk kemudian mengalami proses pendinginan secara konveksi oleh udara yg melalui bidang kontak dengan fin.
Berdasarkan materialnya tube terdiri atas :
• Aluminium tube ukuran 14.55x2mm, 22x2mm, 30x2mm. • Brass tube ukuran 13x2mm dan 14x2mm
Gbr. 08 Jenis Aluminium Tube Berdasarkan prosesnya tube terdiri atas : • Lock seam tube
• Weld tube • B-Fold tube
Gbr. 09 Jenis Tube Berdasar Proses Header Plate
Fungsi header plate adalah :
• Sebagai media penghubung antar core dengan tanki. • Sebagai merekatnya tube dengan header plate. Berdasarkan materialnya header plate
terdiri atas :
Bab II Landasan Teori 12
Universitas Mercu Buana
Side Plate
Fungsi side plate adalah:
• Sebagai pelindung, penahan dan penguat dari fin • Sebagai tempat pemasangan baut fan shroud.
• Sebagai tempat pemasangan radiator ke rangka kendaraan. Berdasarkan jenis material side plate terdiri atas :
• Aluminium (Al 3003) • Terne sheet (SPCC-Pb) Protector
Fungsi protektor adalah :
• Sebagai pelindung fin bagian luar pada core
• Sebagai tempat merekatnya fin dengan protector dengan media timah. Tin Tape
Fungsi tin tape adalah :
• Sebagai bahan perekat antara fin yang terakhir dengan side plate • Sebagai penambah kekuatan bidang kontak antara fin dengan side plate. Plastic Tank
Fungsi tanki plastik adalah :
• Sebagai media penampungan air yang terbuat dari bahan polyamid 66 + reinforce 30% Glass Fiber
• Sebagai tempat saluran masuk dan saluran keluar fluida / air menggunakan selang.
Brass Tank
Fungsi tanki brass adalah :
• Sebagai media penampungan air yang terbuat dari bahan brass (Copper + Zinc). • Sebagai tempat saluran masuk dan saluran keluar fluida /air dengan menggunakanselang.
Inlet & Outlet Pipe
• Fungsi inlet/outlet pipe sebagai pipa masuk dan keluar air dari engine ke radiator atau dari radiator ke engine.
• Jenis inlet & outlet pipe dari diameter 22, 28, 32, 35, 38, Oil Cooler
Fungsi oil cooler adalah :
Menjaga suhu oli transmisi tetap konstan pada kondisi kerja (untuk kendaraan dgn transmisi otomatis)
Berdasarkan jenis oil cooler dibedakan : • Round type oil cooler
• Plate type oil cooler
Berdasarkan jenis material dibedakan : • Brass oil cooler diameter 38, 25, 19 mm • Stainless steel oil cooler
• Aluminum oil cooler Filler Neck & Filler Cap Fungsi filler neck adalah :
Bab II Landasan Teori 14
Universitas Mercu Buana
Berdasarkan dimensinya filler neck terdiri atas : • Small size
• Micro size • Medium size • Large size
Fungsi filler cap adalah :
Sebagai penutup sekaligus sebagai alat menjaga tekanan berlebih dan tekanan vacuum.
Berdasarkan dimensinya filler cap terdiri atas : • Small size
• Medium size • Large size
Drain Seat, Plug dan Oring Fungsi drain set adalah :
Sebagai lubang untuk menguras air didalam radiator. Fungsi o-ring adalah :
Sebagai media untuk mencegah kebocoran antara drain set dan plug. Fungsi plug adalah :
Sebagai produk penyumbat lubang pengurasan. Berdasarkan materialnya terdiri atas :
• Drain Seat : as kuningan pejal • Drain Plug : plastik Acetal, Nylon • O ring : karet/EPDM, NBR
Rubber Gasket
• Berfungsi sebagai seal antara tank plastic dengan header plate. • Berdasarkan jenis penampang gasket di bedakan :
• Round gasket • Square gasket
2.2
Teori Metal Forming
2.2.1 Teori Pemotongan Plat
Secara garis besar ada bermacam pengerjaan plat (sheet metal) yang lebih dikenal dengan nama : cutting, forming, drawing, stamping, blanking, dll. Proses tersebut dapat disebut press working atau disebut dengan “ Punch press working “. Dasar-dasar pemotongan pada pengerjaan plat ini akan dibahas terlebih dahulu, sebab hal ini merupakan pengertian dasar yang perlu dan sangat penting diketahui. Beberapa pernyataan dan contoh tentang teori pemotongan akan disajikan berikut. Seperti halnya pada pengerjaan trimming (pemotongan kembali), dari hasil forging dan die casting dapat juga dianalisa dalam masalah ini. Demikian juga pada pengerjaan potong kawat, batangan, baja profil akan didapat hasil analisa yang sama, juga pemotongan plat dengan sistem gunting maupun square shearing machine atau punching akan digunakan bentuk sisi potong yang pada prinsipnya sama. Selanjutnya akan dibahas tentang “The cutting of round holes” atau pemotongan dengan sisi potong berbentuk keliling. Proses ini sering disebut punching.
Bab II Landasan Teori 16
Universitas Mercu Buana
2.2.2 Analisa Pemotongan
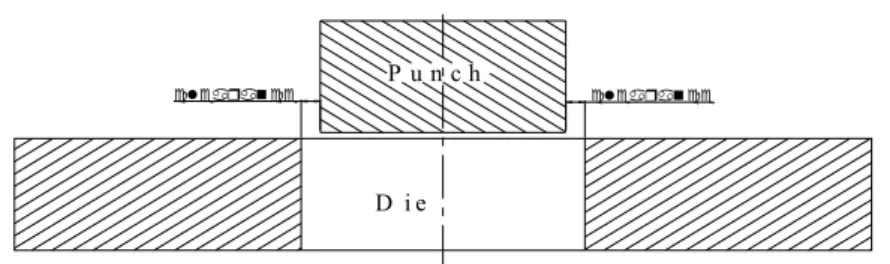
Bila kita akan memotong suatu plat, maka kita akan memerlukan suatu gaya. Besarnya gaya tersebut akan diterima sepenuhnya oleh plat. Untuk memberikan gaya terhadap plat itu digunakan perkakas yang dinamakan “punch” dan “die”. Dengan dasar perhitungan gaya geser atau gunting. Dalam hal ini besarnya gaya yang diperlukan, baik dari atas maupun dari bawah besarnya sama. Dengan memberikan jarak spasi yang relatif kecil yang disebut dengan “Clearance”. Gaya yang diberikan ini akan menciptakan suatu tekanan pada plat atau material. Tekanan ini disebut “tegangan geser”. Hal inilah yang menyebabkan terpotongnya plat tersebut.
Sedangkan tekanan perlawanan dari material dinamakan “kekuatan geser” atau “batas patah geser”.
Sedangkan tekanan perlawanan dari material dinamakan “kekuatan geser” atau “batas patah geser”.
Gbr.10 Analisa pemotongan 2.2.3 Cutting force (gaya potong)
Gaya potong adalah gaya yang harus diberikan supaya proses pemotongan dapat terjadi. Gaya potong suatu bahan tergantung pada tegangan geser dan luas bidang potong. Untuk menghitung besarnya kekuatan potong kita gunakan rumus sebagai berikut:
P = S.L.T (untuk contour) …… (Ref. 2 hal 28) P = S.π.D.T (untuk lingkaran) …… (Ref. 2 hal 28)
Setelah diketahui kekuatan potongnya dapat dihitung besarnya kerja atau tenaga yang dibutuhkan dengan rumus sebagai berikut :
W = P x T x % penetrasi …… (Ref. 2 hal 29)
P = kekuatan potong (N) S = shear stress (N/mm²) L = panjang sisi potong (mm) T = tebal material (mm) D = diameter potong (mm) W = kerja / tenaga (Nm)
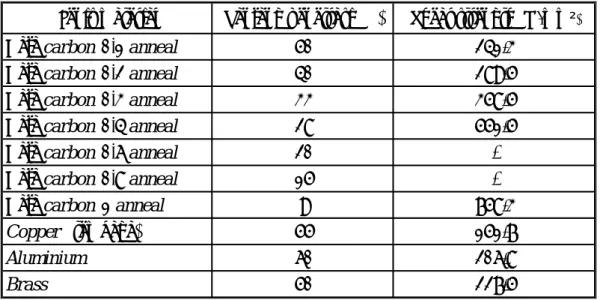
Berikut ini tabel mengenai shear strength dan % penetrasi (panjang langkah yang menyebabkan terpotongnya plat) untuk berbagai jenis material :
Bab II Landasan Teori 18
Universitas Mercu Buana
Tabel 1.1 Panjang penetrasi dan shear stress
Jenis material Panjang penetrasi (%) Shear strength (N/mm²)
Baja carbon 0,1 anneal 50 241.3
Baja carbon 0,2 anneal 40 289.5
Baja carbon 0,3 anneal 33 358.5
Baja carbon 0,4 anneal 28 551.5
Baja carbon 0,6 anneal 20
-Baja carbon 0,8 anneal 15
-Baja carbon 1 anneal 9 758.3
Copper (tembaga) 55 151.7
Aluminium 60 206.8
Brass 50 227.5
2.2.4 Stripping force (gaya stripper)
Setelah punch memotong material maka material akan mempunyai kecenderungan menjepit punch atau die. Hal ini dapat kita atasi dengan menggunakan stripper plate. Penjepitan ini akibat sifat logam yaitu sifat elastisitas logam (spring back). Gaya striper ini berkisar antara 5% - 20% dari besarnya gaya potong yang dibutuhkan, atau dapat dihitung secara rumus sebagai berikut :
TNs = (3500.L.T) / 2000 (for contour)…… (Ref. 2 hal 35) TNs = (3500.D.T) / 2000 (for round) … (Ref 2 hal 35) TNs = stripping force (N) → … (ton) L = panjang sisi potong (mm) → … (inch) T = tebal material (mm) → … (inch) D = diameter (mm) → … (inch)
2.2.5 Clearance
Untuk mendapatkan proses pemotongan plat ini yang terpenting adalah panjang langkah yang diberikan (stroke), yang dalam hal ini langkah punch-nya serta ukuran diameter punch yang lebih kecil daripada ukuran diameter die-nya. Perbedaan diameter ini merupakan hal yang sangat penting untuk menentukan hasil pemotongannya. Selisih ukuran antara punch dan die ini disebut allowance, sedangkan yang dimaksud dengan clearance adalah selisih ukuran yang besarnya diukur hanya pada satu sisi saja atau dengan kata lain separoh dari besarnya allowance. Disamping itu besarnya clearance juga menentukan besarnya gaya potong yang akan kita berikan. Sebagai gambaran penggunaan clearance yang lebih besar daripada tebalnya material yang akan di punch serta sisi potong punch yang tumpul dapat dilihat sebagai berikut :
Gbr.11 Clearance
Pada waktu punch ditekan kebawah, maka plat akan cenderung membengkok, hal ini akibat sisi potong punch atau die yang tumpul. Demikian juga clearance yang besar akan memudahkan bengkoknya plat tersebut.
Bab II Landasan Teori 20
Universitas Mercu Buana
Gbr.12 Robekan Clearance besar
Apabila tekanan punch ditambah, posisi plat akan menjadi vertikal diantara punch dan die, akibatnya plat akan terpotong berdasarkan tarikan. Sehingga hal ini material akan mengalami dua perubahan bentuk yaitu : terpotong karena pembengkokan dan regangan mulur karena tarikan.
Besarnya clearance akan mempengaruhi proses dan hasil pemotongan seperti : 9 besarnya gaya potong yang dipakai (force).
9 umur pakai dari punch dan die (life time) 9 permukaan hasil pemotongan (surface finish)
Besarnya pemilihan clearance tergantung dari tebal dan jenis material, disamping beberapa pertimbangan berikut ini :
9 Untuk proses blanking, pada material yang memiliki batas patah geser tinggi dipilih clearance yang kecil agar didapatkan hasil potongan yang baik.
9 Untuk proses blanking pada mesin potong otomatis, digunakan clearance yang besar agar mendapatkan umur pakai yang lama.
9 Untuk mendapatkan hasil potongan yang halus, biasanya dipilih clearance yang kecil.
Jika clearance yang dipilih terlalu besar, permukaan potongnya akan berbenmtuk radius yang sangat ekstrim. Disamping itu akan mengakibatkan terjadinya robekan / secondary shear pada permukaan bagian luar yang berbentuk radius. Didaerah ini batas patah tarik materialnya telah terlampaui. Demikian juga dengan clearance yang terlalu besar dan pada material yang lunak, akan mudah terjadi burr.
Gbr.13 Clearance besar
Dengan clearance sebesar 36% dari tebal materialnya akan didapat tebal burr sebesar kurang dari clearance-nya. Untuk contoh diatas, dalam percobaan menggunakan plat dari baja paduan karbon rendah pengerjaan roll panas.
Bab II Landasan Teori 22
Universitas Mercu Buana
2.2.6 Prinsip Pemotongan 2.2.6.1 Tahap pemotongan
Apabila sisi potong dari punch dan die tajam, serta pemilihan clearance yang tepat sesuai dengan tebal material, maka material tersebut akan dapat terpotong dengan baik. Pada dasarnya terpotongnya plat itu akan mengalami tahap – tahap sebagai berikut :
a. Pada waktu punch menekan benda kerja, sebelum material tersebut mencapai batas lumernya, jika beban penekanan dari punch dihilangkan maka material akan kembali ke bentuk semula. Hal ini akibat dari sifat elastisitas yang dimiliki oleh material tersebut.
Gbr. 14 Prinsip pemotongan
b. Apabila penekanan punch diteruskan sampai material mencapai batas lumernya, maka material tersebut sudah akan mulai retak, hal ini sering disebut dengan “plastis deformation”.
c. Selanjutnya semakin dalam langkah penekanan punch, maka plat tersebut akan semakin retak. Keretakan – keretakan ini diakibatkan oleh sisi potong punch dan die yang tajam yang semakinlama semakin panjang sehingga saling bertemu, maka terpotonglah plat tersebut sesuai bentuk sisi potongnya.Seperti terlihat pada gambar dibawah ini.
Gbr. 16 Prinsip pemotongan
Dari hasil proses tersebut diatas permukaan potongnya akan memiliki 4 hal yang penting, yang terdiri 3 bagian akibat proses tadi yaitu berturut – turut berupa radius, lurus, mengkilap dan berupa patahan / robekan serta yang ke 4 adalah pada bagian ujungnya akan terjadi burrs (chip).
Bab II Landasan Teori 24
Universitas Mercu Buana
2.2.6.2 Jenis – jenis pemotongan a. Blanking
Proses pemotongan pada seluruh bentuk. Hasilnya disebut blank, sedang bahan yang tak terpakai disebut strip.
Gbr. 18 Blanking b. Piercing
Prosesnya sama dengan blanking, tetapi yang dipakai stripnya. Sisa pemotongan disebut slug atau scrap.
Gbr. 19 Piercing c. Notching
Prinsipnya sama dengan piercing, tetapi sisi potong alat pemotong tidak memotong seluruhnya.
d. Cropping
Proses pemotongannya tidak menghasilkan tatal (hanya pada proses pertama yang jadi tatal / srap). Lebar komponen yang dibuat sama dengan lebar bahan
Gbr. 21 Cropping e. Parting
Sama dengan cropping, tetapi menghasilkan tatal
Gbr. 22 Parting f. Lanzing
Pemotongan hanya pada tiga sisi dari pemotong. Bagian yang terpotong masih menempel pada bahan yang dipotong.
Bab II Landasan Teori 26
Universitas Mercu Buana
g. Semi Notching
Prosesnya sama dengan lanzing. Pemotongan hanya pada dua sisi dari pemotong. Dilakukan pada bagian sisi benda kerja.
Gbr. 24 Semi notching h. Shaving
Metode ini bertujuan hanya menghilangkan burr / chip. Dilakukan untuk mendapatkan bentuk dan ukuran yang presisi.Tidak ada cutting clearance.
i. Trimming
Proses pengerjaan akhir untuk memotong tepi-tepi yang tidak berfungsi. Dilakukan untuk menghilangkan serpihan pelat hasil “deep drawing”.
Gbr. 26 Trimming
2.2.7 Jenis – jenis pembentukan a. Bending
Proses pembengkokan lembaran pelat kearah melintang terhadap ketebalan pelat.
Gbr. 27 Bending b. Flanging
Proses hampir sama dengan bending, hanya pada proses ini disamping menekuk kearah melintang tebal pelat juga membentuk lengkungan.
Bab II Landasan Teori 28
Universitas Mercu Buana
c. Embossing
Proses pembentukan dimana hasilnya membekas seperti bentuk yang dibuat tetapi kebalikannya.
Gbr. 29 Embossing d. Coining
Prosesnya sama dengan embossing, hanya terjadi pada dua sisi.
Contoh : proses pembentukan tulisan / bentuk tertentu pada lembaran logam.
Gbr. 30 Coining e. Deep Drawing
Proses pembentukan pelat yang menghasilkan rongga. Pelat dibentuk antara punch dan die (pembentuk laki-laki dan perempuan), pada keempat sisinya.
f. Crimping
Proses pembengkokan pada benda yang kecil. Biasa dilakukan untuk pembentukan sambungan kawat kelistrikan.
Gbr. 32 Crimping g. Curling
Proses pengerolan bagian sisi pelat. Dapat dilakukan proses penyambungan dengan sistem tekan.
Gbr. 33 Curling h. Colar drawing
Proses perluasan lubang tanpa adanya pemotongan. Proses ini dilakukan untuk menambah bidang kontak lubang pada pelat atau menginginkan bentuk ulir pada pelat. Kadang proses ini disebut “hole flanging”.
Bab II Landasan Teori 30
Universitas Mercu Buana 2.2.8 Press tool
2.2.8.1 Bagian – bagian utama press tool
Gbr. 35 Bagian – bagian press tool 1. Shank
Bagian dari perkakas yang paling atas adalah shank, bagian ini terpegang langsung oleh mesin press. Bentuk dan ukurannya tergantung dari bentuk holder yang tersedia pada mesin pres.
2. Top plate (plat atas)
Bagian ini berfungsi sebagai tempat punch, guide bush, punch holder dan lain – lain. Biasanya berbentuk kotak dan material yang digunakan pada umumnya adalah baja St 42 atau S 50C.
3. Punch Holder
Bagian dari perkakas ini juga sering disebut dengan top shoe / upper shoe yang berfungsi untuk membawa punch dan tempat memasang shank. Punch plate juga terpasang pada bagian ini.
4. Punch
Pada perkakas press tool yang paling utama adalah pemotong, yang berupa berpasangan. Punch merupakan alat pemotong male, pada umumnya bagian ini yang bergerak dan posisinya diatas. Bentuk permukaan potong dari bagian ini tergantung dari bentuk yang kita inginkan. Material yang digunakan biasanya baja perkakas yang dikeraskan sampai dengan 60-62 HRC.
5. Die
Die adalah alat pemotong bagian bawah (female) pada umumnya tidak bergerak dan mempunyai rongga (lubang). Bentuk pemotongnya sesuai dengan bentuk punch-nya. Alat pemotong ini merupakan satu set (punch dan die). Material yang digunakan biasanya baja perkakas yang dikeraskan sampai dengan 60-62 HRC.
6. Bottom plate (plat bawah)
Bagian ini berfungsi sebagai tempat die, guide pillar, stopper dan lain – lain. Biasanya berbentuk kotak dan material yang digunakan pada umumnya adalah baja St 42 atau S 50C.
7. Stripper Plate
Bagian ini berfungsi untuk menahan material yang terangkat keatas karena terjepit punch. Hal ini dapat terjadi karena sifat yang dimiliki oleh material, yang sering disebut dengan spring back, yaitu timbulnya gaya inti material, semakin ulet material semakin besar gaya intinya.
8. Pengarah (guide pillar dan guide bush, jika satu set disebut guide post) Bagian ini berfungsi sebagai pengarah antara gerakan atas terhadap bidang referensinya (bottom plate) agar selalu sama (tidak bergeser). Karena berfungsi sebagai penempat
Bab II Landasan Teori 32
Universitas Mercu Buana maka ukuran dari guide pillar (umumnya dipasang pada bottom plate) dan guide bush (umumnya dipaasang pada top plate) haruslah presisi.
9. Dowel pin
Suatu pengikat antara dua atau beberapa pelat yang berfungsi agar supaya pada sewaktu perkakas tersebut dibongkar maka untuk merakitnya kembali akan lebih cepat dan mudah dan tidak akan mengubah posisi antara punch dan die.
2.2.8.2 Sistem kerja press tool a. Single tool
Pada satu konstruksi press tool dirancang hanya untuk melakukan satu jenis proses saja, baik pemotongan atau pembentukan. Konstruksinya dapat dibuat dengan atau tanpa pengarah. Sedangkan pengerjaan produknya berupa produk tunggal atau sebagai salah satu dari tahapan proses pengerjaan produk.
b. Compound tool
Compound tool adalah tool khusus yang dapat melakukan beberapa proses pemotongan sekaligus ( biasanya blanking dan piercing ). Konstruksi compound tool biasanya berupa inverted tool.
Gbr. 37 Compound tool c. Gang tool
Gang tool adalah single tool yang dirancang untuk pengerjaan pemotongan satu bentuk produk dengan dua posisi lay-out pada plat material dengan membalikkan strip material. Tujuannya adalah untuk penghematan material.
Bab II Landasan Teori 34
Universitas Mercu Buana Gbr. 38 Lay-out pemotongan dengan gang tool
d. Group tool
Press tool yang dirancang untuk melakukan lebih dari satu proses pengerjaan produk, baik dengan jenis proses yang sama ataupun berlainan, dimana elemen utama punch dan diesnya dipasang pada lokasi dan konstruksi yang terpisah satu sama lainnya.
2.2.9 Flow chart perancangan dies universal untuk plat pendingin oli
Note : * proses machining dan assembling tidak dibahas pada tugas akhir ini. 1. Permasalahan
Disain dies tidak efisien 9 dies khusus untuk 9 produk
4. Perhitungan untuk perancangan dies : perhitungan bentangan, gaya proses drawing, gaya total, gaya stripper, jumlah dan ukuran pegas, kapasitas mesin, clearance.
5. *Proses machining dan assembling
6. Proses trial
8. Hasil,Kesimpulan 2. Permasalahan
Disain dies tidak efisien Start
3.Mengumpulkan data spesifikasi plat pendingin oli : dimensi plat pendingin oli, Spesifikasi material yang dipakai.
7. Analisa
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli 36
Universitas Mercu Buana
BAB III
RANCANGAN DIES UNIVERSAL
UNTUK PEMBUATAN PLAT PENDINGIN OLI
3.1 PENDAHULUAN
Bila kita berencana untuk membuat dies produk tertentu, maka harus memiliki gambaran jelas tentang produk yang akan dibuat, serta proses paling efisien untuk membuat produk tersebut. Kita harus membuat rencana kerja yang jelas, semua proses diamati dan diperiksa secara seksama sehingga dapat ditentukan produk tersebut akan dikerjakan pada mesin press double action (elastis) atau dengan mesin press single action (kaku). Untuk produk sederhana yang berbentuk silindris atau produk yang bentuk bagian dasarnya/alasnya beraturan biasanya dibuat pada mesin press eksentrik.
Konstruksi dasar dies stamping pada prinsipnya sama, baik untuk dies dengan ukuran kecil maupun besar. Hanya bentuk dari bagian-bagian detailnya tergantung pada bentukan produk yang akan dibuat dan tuntutan proses yang dibuat. Biasanya tuntutan-tuntutan atau spesifikasi pada pembuatan dies stamping yang berhubungan dengan bentuk produk antara lain :
9 Radius pada bagian depan/ujung drawing punch harus sesuai dengan radius dalam produk.
9 Radius dalam drawing die harus sesuai dengan radius luar produk. 9 Kelonggaran (clearance) drawing punch dengan drawing die. 9 Kesimetrisan clearance drawing punch dengan drawing die. 9 Material yang sesuai untuk punch dan die.
9 Air venting, stripping atau ejecting dari benda kerja yang mencukupi, dll.
Kodisi kerja stamping dies, misal kecepatan pressing, temperatur, dan pelumasan juga sama pentingnya. Untuk proses draw pada produk yang memiliki kesamaan ukuran, misal lebar produk yang sama, dapat dibuat satu unit dies stamping dengan jumlah inti dies (punch dan die) sesuai dengan jenis produk yang dibuat. Dies semacam ini sering disebut dies universal.
3.2 Langkah Umum Merancang Press Tool
Untuk merencanakan sebuah perkakas press tool, kita harus mengetahui secara pasti maksud kehendak dari pemesan atau engineering. Untuk itu perlu diperhatikan beberapa ketentuan diantaranya:
a) Produk yang di kehendaki harus jelas, biasanya berupa contoh jadi atau gambar produk yang jelas.
b) Jumlah produk yang dikerjakan
c) Jenis material yang akan di gunakan untuk produksi, termasuk tebal d) Tipe atau kapasitas mesin press yang akan di gunakan.
Keempat ketentuan diatas tersebut adalah merupakan dasar untuk merencanakan sebuah perkakas press tool, sehingga kita dapat menentukan lebih lanjut bagaimana perkakas itu nanti akan dibuat. Disamping keempat faktor di atas, perlu diperhatikan tiga hal sebagai berikut :
a) Murah tidak terlalu banyak komponen yang diperlukan
b) Kuat secara menyeluruh,perkakas harus kuat demikian juga masing-masing komponennya
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli 38
Universitas Mercu Buana c) Praktis jika suatu saat diperlukan perbaikan-perbaikan,misal
pengasahan terhadap punch atau die-nya atau komponen lai,tidak banyak membongkar komponenlainnya
Berikut ini langkah-langkah yang harus di lakukan dalam perancangan sebuah press tool :
3.2.1 Membuat gambar produk.
Langkah pertama yang di lakukan adalah membuat gambar produk (kecuali sudah ada gambar produknya). Tujuannya untuk mendapatkan bentuk produk tersebut dalam gambar 2 dimensi berserta ukuran-ukurannya. Dengan adanya gambar tersebut maka akan mempermudah seorang designer untuk mulai merancang press tool.
3.2.2 Membuat alternatif-alternatif pengerjaan.
Sebelum membuat gambar pre design, kita harus dapat membuat alternatif-alternatif pengerjaan dari produk tersebut. Tujuannya supaya kita dapat mempunyai beberapa pilihan design dan menentukan design yang paling baik dan sesuai.
3.2.3 Membuat gambar pre design beserta perhitungannya.
Gambar pre design ini berupa gambar assembling tapi masih dalam bentuk kasar. Tujuan dari gambar pre design ini supaya kita dapat mengetahui konstruksi /sistem kerja dari press tool yang kita rancang. Selain itu, dengan adanya gambar pre design kita dapat menentukan daftar material yang di butuhkan. Gambar pre design ini merupakan paduan untuk membuat gambar detail oleh karena itu sedapat mungkin semua part/komponen ditunjukkan dalam gambar pre design. Pada saat membuat gambar pre design, ada bagian-bagian tertentu yang harus
melewati proses perhitungan. Perhitungan-perhitungan ini misalnya menentukan titik berat, gaya potong, gaya stipper, gaya bending, jenis pegas yang digunakan, tebal die, menentukan ukuran bentangan (untuk proses bending/drawing). Dengan melakukan perhitungan-perhitungan tersebut maka konstruksi press tool dapat di pertanggungjawabkan karena angka-angka yang didapat tidak sembarang angka. Meskipun demikian, gambar pre design bukan gambar akhir sehingga masih dapat mengalami perubahan.
3.2.4 Membuat gambar detail
Setelah gambar pre design selesai, langkah selanjutnya adalah membuat gambar detail tiap-tiap bagian. Gambar detail ini berisi informasi lengkap dari suatu bagian/item. Informasi tersebut berupa ukuran beserta toleransinya, tanda-tanda pengerjaan, material, kekerasan dll. Gambar ini merupakan gambar yang akan digunakan sebagai acuan bagi operator mesin di workshop. Dengan membuat gambar detail ini kita juga dapat melakukan pengecekan apakah gambar pre design benar-benar dapat dikerjakan atau masih ada bagian-bagian yang tidak cocok dan harus dilakukan perubahan.
3.2.5 Membuat gambar design /gambar assembling
Langkah terakhir yang dilakukan adalah membuat gambar design/assembling .Setelah semua gambar detail selesai di buat, kita dapat mengetahui semua ukuran-ukuran yang ada. Berdasarkan ukuran-ukuran yang ada. Berdasarkan ukuran-ukuran tersebut kita dapat membuat gambar assembling yang baik dimana semua bagian-bagiannya dapat terakit dengan baik(tidak ada yang bertabrakan). Bila gambar design sudah selesai,berarti semua langkah sudah selesai dan gambar siap untuk di kirim ke workshop.
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli 40
Universitas Mercu Buana 3.3 Perhitungan – Perhitungan 3.3.1 Perhitungan Bentangan 428 413 403 388 353 343 330 293 248 9 8 7 6 5 4 3 2 1 Dimensi S (mm) No
Gbr. 40 Ukuran Plat Pendingin Oli
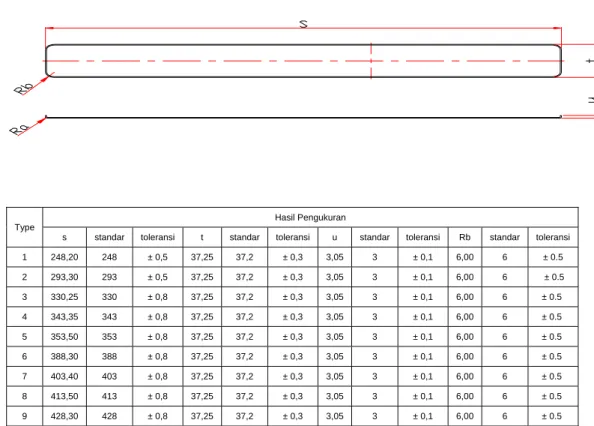
Bentangan adalah ukuran material awal sebelum dilakukan proses drawing. Pada dasarnya kita tidak dapat melakukan perhitungan untuk menentukan besar ukuran blank atau material awal secara pasti, karena dari bentukan yang dibuat terkadang sangat rumit. Karena setelah proses drawing akan terjadi perbedaan tebal material yang disebabkan oleh gaya tarikan drawing punch yang bervariasi di tiap titik. Oleh karena itu perhitungan yang ada hanya bersifat pendekatan. Penentuan dimensi blank yang tidak tepat akan mengakibatkan bentuk dan dimensi hasil drawing tidak sesuai dengan spesifikasi yang diinginkan. Perhitungan pendekatan untuk mendapatkan ukuran blank adalah sebagai berikut :
Gbr. 41 Contoh bentukan draw
Panjang bentangan (L) = A + B + C – n x v x t (mm) …(Ref. 1 hal 32) Dimana : n = jumlah tekukan
v = konstanta yang nilainya adalah 1.6
Sehingga untuk mencari dimensi bentangan plate oil cooler tersebut adalah : a) Panjang bentangan untuk lebar (sama untuk 9 type)
Gbr. 42 Ukuran lebar plat pendingin oli L = A + B + C – n x v x t (mm)
= 3+37.2+3 – 2 x 1.6 x 0.8 = 43.2 – 2.56
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli 42
Universitas Mercu Buana b) Panjang bentangan untuk panjang
Gbr. 43 Ukuran panjang plat pendingin oli 1. Panjang bentangan type 1 dimana S = 248 mm
L1 = A + B + C – n x v x t (mm) L1 = 3+248+3 – 2 x 1.6 x 0.8 L1 = 254 – 2.56
L1 = 251.44 mm
2.Panjang bentangan type 2 dimana S = 293 mm L2 = A + B + C – n x v x t (mm)
L2 = 3+293+3 – 2 x 1.6 x 0.8 L2 = 299 – 2.56
L2 = 296.44 mm
3.Panjang bentangan type 3 dimana S = 330 mm L3 = A + B + C – n x v x t (mm)
L3 = 3+330+3 – 2 x 1.6 x 0.8 L3 = 336 – 2.56
L3 = 333.44 mm
4.Panjang bentangan type 4 dimana S = 343 mm L4 = A + B + C – n x v x t (mm)
L4 = 349 – 2.56 L4 = 346.44 mm
5.Panjang bentangan type 5 dimana S = 353 mm L5 = A + B + C – n x v x t (mm)
L5 = 3+353+3 – 2 x 1.6 x 0.8 L5 = 359 – 2.56
L5 = 356.44 mm
6.Panjang bentangan type 6 dimana S = 388 mm L6 = A + B + C – n x v x t (mm)
L6 = 3+388+3 – 2 x 1.6 x 0.8 L6 = 394 – 2.56
L6 = 391.44 mm
7.Panjang bentangan type 7 dimana S = 403 mm L7 = A + B + C – n x v x t (mm)
L7 = 3+403+3 – 2 x 1.6 x 0.8 L7 = 409 – 2.56
L7 = 406.44 mm
8.Panjang bentangan type 8 dimana S = 413 mm L8 = A + B + C – n x v x t (mm)
L8 = 3+413+3 – 2 x 1.6 x 0.8 L8 = 419 – 2.56
L8 = 416.44 mm
9.Panjang bentangan type 9 dimana S = 428 mm L9 = A + B + C – n x v x t (mm)
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli 44
Universitas Mercu Buana L9 = 3+428+3 – 2 x 1.6 x 0.8
L9 = 434 – 2.56 L9 = 431.44 mm
3.3.2 Perhitungan gaya pada proses drawing
Pada proses drawing, terjadi gaya drawing. Gaya ini mirip dengan gaya potong, besarnya tergantung pada tebal plat dan kelilingnya. Hanya pada proses ini masih diperhitungkan adanya angka koreksi (α) yang besarnya tergantung pada drawing ratio. Gaya drawing ini dihitung berdasar rumus berikut ini :
Fd = U x t x σB x α ……(Ref. 1 hal 19)
Dimana : Fd = gaya drawing (N)
U = keliling benda kerja (mm) t = tebal plat (mm)
σB = tegangan tarik patah (N/mm2) α = angka koreksi (lihat table)
m 0.9 0.85 0.8 0.75 0.7 0.65 0.6 0.55 0.5 α 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 Tabel 1.2 drawing ratio dan angka koreksi
Dimana : m = drawing ratio
Besarnya drawing ratio tergantung pada jenis material (lihat lampiran) Sehingga besarnya gaya drawing adalah :
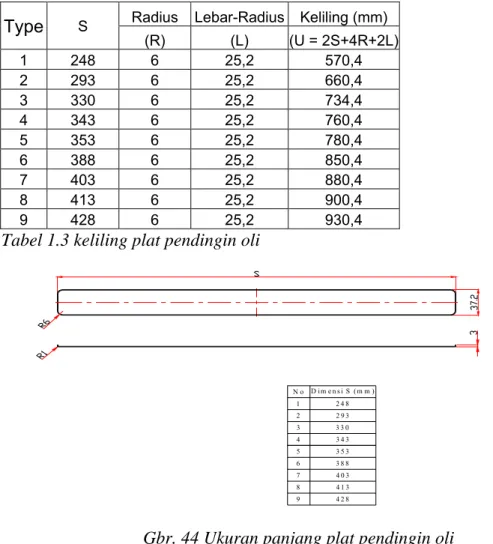
Type S Radius Lebar-Radius Keliling (mm) (R) (L) (U = 2S+4R+2L) 1 248 6 25,2 570,4 2 293 6 25,2 660,4 3 330 6 25,2 734,4 4 343 6 25,2 760,4 5 353 6 25,2 780,4 6 388 6 25,2 850,4 7 403 6 25,2 880,4 8 413 6 25,2 900,4 9 428 6 25,2 930,4
Tabel 1.3 keliling plat pendingin oli
4 2 8 4 1 3 4 0 3 3 8 8 3 5 3 3 4 3 3 3 0 2 9 3 2 4 8 9 8 7 6 5 4 3 2 1 D im e n s i S ( m m ) N o
Gbr. 44 Ukuran panjang plat pendingin oli Keliling yang diambil adalah keliling terbesar.
Fd = U x t x σB x α dimana : σB = 350 N/mm2 … (Ref. 2 hal 19)
α = 0.4 Fd = 930.4 x 0.8 x 350 x 0.4
= 104204.8 N = 10420.48 Kg = 10.42048 Ton
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli 46
Universitas Mercu Buana 3.3.3 Gaya total
Gaya total adalah total keseluruhan gaya yang bekerja pada dies. Besarnya gaya ini dirumuskan : Ft = Fp + Fd + Fb ……(Ref. 1 hal 18)
Dimana : Ft = Gaya total (N)
Fp = Gaya potong (N) Fd = Gaya drawing (N) Fb = Gaya pengendali blank (N)
Karena gaya yang bekerja hanya gaya drawing, maka besarnya gaya total sama dengan gaya drawing.
Ft = Fd = 104204.8 N 3.3.4 Gaya stripper
Apabila kita memotong plat dengan punch atau blanking, maka plat tersebut akan cenderung terjepit oleh punch atau die. Hal ini perlu diatasi dengan melepasnya kembali, yaitu dengan menggunakan alat yang disebut stripper plate. Penjepitan ini dapat terjadi karena sifat elastis yang dimiliki plat. Semakin keras dan tipis material maka gaya stripper semakin kecil. Umumnya gaya stripper (Fs) diambil antara 5 s/d 10% darigaya total. Perhitungan gaya stripper diambil 10% dari gaya total :
Fs = 10% x Ft… (N) ……(Ref. 2 hal 28) Sehingga besarnya gaya stripper adalah ;
Fs = 10% x 104204.8 N Fs = 10420.48 N
3.3.5 Jumlah dan ukuran pegas yang digunakan
Besarnya gaya stripper adalah 10420.48 N, disesuaikan dengan dimensi dan gaya stripper tersebut kita pilih pegas type SSWM (Coil spring – medium load). Tinggi penekanan pada pegas adalah 8 mm. Dari table kita dapatkan pegas dengan spesifikasi :
SSWM ; ØD (diameter luar) = 30 mm, Ød (diameter dalam) = 15 mm, L (panjang) = 50 mm dan Fpg dengan 28.8% = 1578.9 N.
Maka jumlah pegas dapat ditentukan dengan : n = Fs/Fpg… (pcs) … (Ref. 1 hal 26) Maka jumlah pegas yang dibutuhkan adalah :
n = 10420.48/1578.9 n = 6.59 pcs
n = 7 pcs
3.3.6 Kapasitas mesin yang digunakan
Pada umumnya kapasitas mesin dihitung dengan menambahkan 30% dari gaya total. Angka ini sebagai angka keamanan untuk menghindari beban berlebih yang tidak mampu ditahan mesin. Semakin besar factor keamanan, maka konstruksi akan semakin aman tapi efisiensi kurang.
Kapasitas mesin = Ft+30% Ft… (N) → (ton) … (Ref. 1 hal 18) Kapasitas mesin = 104204.8 + 30% x 104204.8
= 104204.8 + 31261.44 = 135466.24 N
= 13546.624 Kg = 13.546 Ton
Bab III Rancangan Dies Universal untuk Pembuatan Plat Pendingin Oli 48
Universitas Mercu Buana Karena kapasitas mesin terkecil adalah mesin 25 ton, maka mesin yang digunakan adalah mesin dengan kapasitas 25 ton.
3.3.7 Menghitung clearance JzLHH JL JzLHH JL P u n c h D i e Gbr. 45 Clearance
Clearance (δ) dihitung berdasar pada tebal plat, seperti pada table berikut :
No Material
Kelonggaran drawing / clearance (δ) Drawing murni Drawing die dipolish Penipisan tebal material
1 Plat baja deep drawing 1,2 t t
0,8 t
2 Kuningan 1,05 t t
3 Seng 1,3 t 1,1 t
4 Aluminium t<1,5 mm t t
5 Aluminium t>1,5 mm 1,15 t t
6 Plat baja anti karat 1,2 t t
7 Aluminium-bronze 1,2 t t
8 Logam monel 1,5 t t
Tabel 1.4 clearance (Ref. 1 hal 29)
Karena material yang digunakan adalah aluminium, maka clearance yang diambil adalah 1 t = 0.8 mm.
BAB IV
HASIL DAN ANALISA
4.1 Pendahuluan
Setelah semua tahap selesai dilaksanakan, maka tahap selanjutnya adalah pelaksanaan analisa terhadap hasil produk dengan menggunakan dies baru. Analisa dilakukan dengan proses evaluasi jika dibandingkan dengan menggunakan dies lama. Evaluasi didasarkan pada segi efisiensi waktu setting, biaya pembuatan dies, tempat penyimpanan, serta kualitas produk yang dihasilkan. Sesuai dengan tujuan awal pembuatan dies model baru ini adalah untuk melaksanakan cost reduction program, namun hasil yang diperoleh juga diharapkan mampu memenuhi standar kualitas produk yang disyaratkan. Berikut ini dijabarkan hasil yang diperoleh dengan menggunakan dies baru dan perbandingannya dengan dies model lama.
4.2 Hasil yang diperoleh dengan menggunakan dies baru
Hasil diperoleh dari proses trial yang telah dilakukan oleh operator yang berpengalaman dengan mesin sesuai dengan spesifikasi pada bab III adalah sebagai berikut :
4.2.1 Waktu setting yang diperlukan dengan dies model baru : a) Setting awal 5 menit
b) Ganti seri pertype 2 menit
4.2.2 Biaya pembuatan dies model baru ini adalah : Rp 63.848.524,40 4.2.3 Tempat (rak) dies yang diperlukan adalah 1 bagian area rak dies
Bab IV Hasil dan Analisa 50
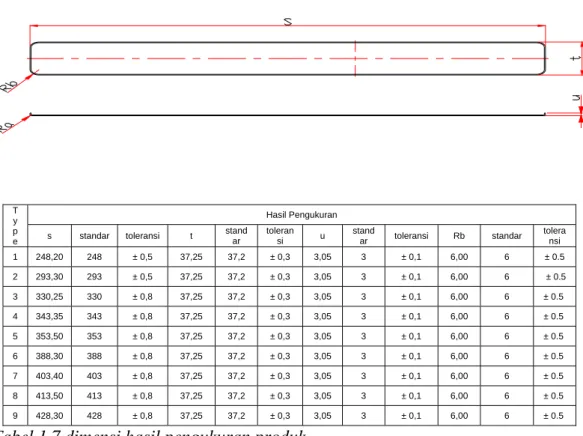
Universitas Mercu Buana 4.2.4 Dimensi produk yang dihasilkan :
Type
Hasil Pengukuran
s standar toleransi t standar toleransi u standar toleransi Rb standar toleransi 1 248,20 248 ± 0,5 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 2 293,30 293 ± 0,5 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 3 330,25 330 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 4 343,35 343 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 5 353,50 353 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 6 388,30 388 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 7 403,40 403 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 8 413,50 413 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 9 428,30 428 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5
1 1.1 Setting awal = 5 menit = 300 detik 1.2 = 68,05 % 2 2.1 = 88,89 % 3 3.1 = RP 1.966.538.846,41 = 96,86 % 4
Gbr. 47 Rak ganti seri Penghematan = 8 peta lokasi pada rak dies Waktu setting Tempat penyimpanan Rp2.030.387.370,81 Biaya pembuatan dies Dimensi produk yang dihasilkan
Setting awal 9 dies = 5 menit x 9 = 45 menit = 2700 detik
= 6 x 32066804,93 + 3 x 36662180,41 = Rp 1920400829,58 + Rp 109986541,23 Total = 4320 detik
9 peta lokasi tersendiri untuk 9 dies
Gbr. 46 Rak dies
6 dies range 5 dan 3 dies range 4
Penghematan = Rp 2.030.387.370,81 - Rp 63.848.524,4
Rp63.848.524,40 Rp1.966.538.846,41
Ganti seri 9 type = 2 menit x 9 = 18 menit = 1080 detik
1 peta lokasi pada rak dies dan sebuah rak ganti seri (rak ganti seri sudah tersedia sebelumnya untuk ganti seri dies endplate) Menurunkan dies setelah proses = 3 menit x 9 =
27 menit = 1620 detik
Total = 1380 detik Penghematan = 2940 detik
4.1 Type 1 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 248 ± 0,5 248,10 248,20
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
4.2 Type 2 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 293 ± 0,5 293,15 293,30
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
4.3 Type 3 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 330 ± 0,8 330,10 330,25
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
4.4 Type 4 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 343 ± 0,8 343,10 343,35
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
4.5 Type 5 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 353 ± 0,8 353,20 353,50
t 37,2 ± 0,3 37,25 37,25
52
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
4.7 Type 7 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 403 ± 0,8 403,20 403,40
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
4.8 Type 8 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 413 ± 0,8 413,20 413,50
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
4.9 Type 9 Standar Toleransi Hasil pengukuran Hasil pengukuran
s 428 ± 0,8 428,15 428,3
t 37,2 ± 0,3 37,25 37,25
u 3 ± 0,1 3,05 3,05
Rb 6 ± 0,5 6 6
Tabel 1,6 Perbandingan dies baru dengan dies lama
Universitas Mercu Buana Universitas Mercu Buana
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Hasil yang dicapai oleh dies model baru ini sangatlah memuaskan. Mencapai sasaran dengan tepat dari tujuan yang hendak dicapai yaitu untuk melaksanakan cost reduction program sehingga biaya berkurang, disamping itu kualitas produk yang dihasilkan tetap memenuhi standar. Hasil yang dicapai dengan dies model baru ini dapat disimpulkan sebagai berikut.
5.1.1 Lamanya waktu setting lebih cepat dari sebelumnya 4,320 detik menjadi 1,380 detik atau menghemat waktu sebesar 68.05 %.
5.1.2 Tempat penyimpanan pada rak dies diperhemat dari 9 peta lokasi menjadi 1 peta lokasi atau menghemat tempat sebesar 88.89 %.
5.1.3 Diperoleh penghematan biaya pembuatan dies dari Rp2.030.387.370,81. Menjadi Rp 1,966.538.846,41 atau menghemat biaya sebesar 96.86 %.
5.1.4 Kualitas produk yang dihasilkan tetap memenuhi standar sesuai yang diinginkan:
Bab V Kesimpulan dan Saran 54
Universitas Mercu Buana
T y p e
Hasil Pengukuran s standar toleransi t stand
ar toleran si u stand ar toleransi Rb standar tolera nsi 1 248,20 248 ± 0,5 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 2 293,30 293 ± 0,5 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 3 330,25 330 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 4 343,35 343 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 5 353,50 353 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 6 388,30 388 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 7 403,40 403 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 8 413,50 413 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5 9 428,30 428 ± 0,8 37,25 37,2 ± 0,3 3,05 3 ± 0,1 6,00 6 ± 0.5
Tabel 1.7 dimensi hasil pengukuran produk
5.2 SARAN UNTUK PENELITIAN SELANJUTNYA
Hasil yang telah dicapai memang mencapai sasaran dengan tepat tetapi penulis merasa bahwa perencanaan dies ini masih kurang sempurna oleh karena itu penulis mempunyai beberapa saran untuk penelitian selanjutnya agar hasil yang dicapai lebih maksimal, antara lain :
5.2.1 Untuk mendesain dies yang diharapkan dapat lebih ringkas sehingga besarnya biaya investasi tooling dapat ditekan
5.2.2 Sistem kerja press tool saat ini biasanya masih berjalan secara manual dan konvensional, perlu dilakukan penelitian lebih lanjut lagi agar system kerja dapat berjalan otomatis sehingga produktifitas lebih meningkat
5.2.3 Untuk mencapai umur pakai press tool yang lama tidak ditentukan dari pemilihan material saja tetapi factor cara penggunaan dan perawatan sangatlah mempengaruhi, oleh karena itu perlu dilakukan penelitian lebih lanjut mengenai paerlakuan dan perawatan press tool (total preventive maintenance press tool
5.3 PENUTUP
Sebagaimana disadari bahwa tidak ada manusia yang sempurna begitu juga dengan penulisan perencanaan dies ini, penulis merasa masih banyak kekurangan dan kelemahan dalam perencanaan dies ini oleh karena itu kritik dan saran sangatlah kami harapkan untuk kesempurnaan penelitian selanjutnya.
Akhir kata penulis ingin menyampaikan, mudah-mudahan tulisan perencanaan dies ini dapat menjadi inspirasi bagi rekan-rekan semua untuk membangun teknologi yang lebih baik khususnya dibidang press tool sehingga Negara kita mampu berkembang lebih pesat dan tidak tertinggal oleh Negara-negara lain.
Daftarpustaka 56
Universitas Mercu Buana
DAFTAR PUSTAKA
1. Andi Lesmono, Product Knowledge Radiator, Radiator System Company, Jakarta, 2001
2. Moerbani. J , Teori tentang Deep Drawing, ATMI Press, Surakarta,1990 3. Nunung Gunung R, Puncing Tool 1, ATMI Press Tool, Surakarta, 1994 4. Politeknik Manufakturing Bandung, Tool Design 2,1994
5. Society of Manufacturing Engineers, Die Design Hand Book, third edition 1990
6. Sudibyo.B, Ilmu logam, ATMI Press, Surakarta, 1990
Lampiran A
A.1 Gambar assy dies draw plate oil cooler universal A.2 Gambar detail dies draw plate oil cooler universal A.3 Tabel komponen standar
A.4 Tabel harga untuk pembuatan dies radiator A.5 Tabel drawing rasio
A.6 Tabel hardening dan tempering A.7 Tabel material
Lampiran
Universitas Mercu Buana Lampiran B