59
DAFTAR PUSTAKA
Araki, T., R. Shirakashi, and Y. Sagara, 2001, Numerical simulation of freezing process of coffee solutions related to freeze-drying, Proceedings Of ADC 2001, The 2nd Asian Oceanian Drying Conference, Penang, Malaysia, August 20-22, 2001
Araki, T., Y. Sagara, K. Abdullah, and A.H. Tambunan,2001, Transpor properties of cellular food materials undergoing freeze-drying, Drying Technology, 19(2) : 297-312
Belyamin, Tambunan, A.H., Purwadaria, H.K., Alhamid, M.I., 2006, Kajian energi pengeringan beku dengan pembekuan vakum dan pemanasan dari bawah, Prosiding, Seminar Nasional Tahunan Teknik Mesin (SNTTM) V, Jakarta, Indonesia, 21-23 November, 2006
Belyamin, Tambunan, A.H., Purwadaria, H.K., Alhamid, M.I., 2007, Simulasi pengering beku dengan dan tanpa pemanasan dari bawah, Prosiding, Seminar Nasional Teknik Mesin 2, Surabaya, Indonesia, 14-15 Februari, 2007
Belyamin, Tambunan, A.H., Purwadaria, H.K., Alhamid, M.I., 2007, Rancang bangun pengering beku dengan penerapan pembekuan vakum dan pemanasan dari bawah, Prosiding, Seminar Nasional Teknik Mesin 2, Surabaya, Indonesia, 14-15 Februari, 2007
Belyamin, Tambunan, A.H., Purwadaria, H.K., Alhamid, M.I., 2007, Penerapan system pembekuan vakum dan pemanasan dari bawah pada mesin pengering beku, Jurnal Keteknikan Pertanian, (3) : 235-248
Barnett, S.,1984, Spray and freeze dring of coffe extract, Proceeding of fourth International Drying Symposium, Kyoto, Japan, July 9-12,1984
Cheng, J., Z.R. Yang, H.Q. Chen, 2002, Analytical solutions for the moving interface problem in freeze drying with or without back heating, Drying Technology – An International Journal, 20(3) : 553-568
Carapelle, A., Henriest, M., Rabecki F., 2001, A Study of Vacuum Freeze Drying of Frozen Wet Paper, Drying Technology – An International Journal, 19(6) : 1113-1124
De Garmo, E. P., Black, J. T., Kohser, R. A.,1984, Materials and Prosesses in Manufacturing, sixth edition. Mc Millan Pub Co, New York, N.Y., USA. Gere, J. M., Timoshenko, S. P.,1987, Mechanics of Material, second edition, Van
Nostrand Reinhold, Hong Kong .
Farial, J., Farid, M., 2003, Analysis of Heat and Mass Transfer in Freeze Drying, Drying Technology – An International Journal, 21 (2) : 249-261
Grabowski, S., Marcotte, M., Poirier,M., Kudra, T., 2002, Drying characteristics of osmotically pretreated cranberries-energy and quality aspect, Drying Technology – An International Journal, 20(10) : 1989-2002
Hua, Z.Z., B.G. Li, Z.J.Liu, D.W.Sun, 2003, Freeze drying of Lyposomes with Cryopectants and Its Effect on Retention Rate of Encapsulated Ftorafur and vitamin A, Drying Technology – An International Journal, 21(8) : 1491-1505
60 Horaczek A., Viernstein H., 2004, Comparison of three commonly used drying
technologies with respect to activity and longevity of aerial conidia of beauviria brongniartii and metarhizium anisopliae. Biological Control, 31 : 65-71
Kinsky R., 1989, Heat Engineering, Mc Graw-Hill, Singapore
Liapis, A.I., R. Bruttini, 1995, Freeze drying, in A.S. Mujumdar (Ed.) Handbook of Industrial Drying, Vol.1, Marcel Dekker, USA.
Liapis, A.I., M.J. Pikal, R. Bruttini, 1996, Research and development needs and opportunities in freeze drying, Drying Technology – An International Journal, 14(6) : 1265-1300
Martinez-Soto, G., R.M. Myhara, Mahgoub, Z.H. Attabi, and M.M. Al-Mugheiry, 2001, Effect of pretreatment and drying on the quality of oyster mushrooms (Pleurotus ostreatus), Drying Technology – An International Journal, 19(3&4) : 661-672
Mellor, J. D., 1978, Fundamentals of freeze drying, Academic Pr, Bristol, UK Mishra, V.K., B. Ooraikul, and F. Temeli, 1996, Physical characterization and
water sorption of freeze-dried dulse palmaria palmate powder, J. of Food Processing and Preservation, 20 : 25-39
Mujumdar, A.S., 2001, Pengering untuk bahan berbentuk padatan partikulat, bubur, dan lembaran, dalam Panduan Praktis Mujumdar untuk Pengeringan Industrial (Devahastin, S., ed., terjemahan oleh Tambunan, A.H., et al.), IPB Press, Bogor
Mujumdar, A.S., 2001, Beberapa pemikiran tentang penelitian dan pengembangan, kreativitas serta kebutuhan akan interaksi industri – perguruan tinggi, dalam Panduan Praktis Mujumdar untuk Pengeringan Industrial (Devahastin, S., ed., terjemahan oleh Tambunan, A.H., et al.), IPB Press, Bogor
Nurfadilah, 2004, Studi Pendahuluan Isolasi dan Penentuan Kadar Aloin Pada Getah Tanaman Lidah Buaya (Aloe vera Linn), [skripsi] , Depok :Fakultas Matematika dan Ilmu Pengetahuan Alam, Universitas Indonesia.
O’Hanlon, J.F., 1988, A user guide to vacuum technology, John Wiley and Sons, Arizona,USA.
Pikal M.J.,Shah S.,1990, The collapse Temperatur in Freeze Drying: Dependence on measurement Technology and Rate of Water Removel from the Glassy Phase. Int.J. Pharm.,.
Sadikoglu H.,Ozdemir M.,Seker M., 2006, Freeze-Drying of Pharmaceutical Product: Research and Development Needs. Drying Technol. J., 24 : 849-861.
Sagara, Y., 2001, Structural models related to transport properties for the dried layer of food materials undergoing freeze-drying, Drying Technology – An International Journal, 19(2) : 281-296
Shishehgarha, F.,Makhlouf, J.,Ratti, C., 2002, Freeze-drying characteristics of Strawberries. Drying Technol. J., 20(1) : 131-145.
Siregar, K., 2004, Kajian pengeringan beku dengan pembekuan vakum dan pemanasan terbalik untuk daging buah durian, [Tesis], Bogor, Sekolah Pasca Sarjana, IPB
61 Song, C.S., J.H. Nam, C.-J. Kim, S.T. Ro, 2002, A finite volume analysis of
vacuum freeze drying processes of skim milk solution in trays and vials, Drying Technology – An International Journal, 20(2) : 283-385
Sutanto YN. 2004. Konsumsi energi radiasi pada proses pengeringan beku berbagai bahan biologik[skripsi]. Bogor. Institut Pertanian Bogor. Fakultas Teknologi Pertanian.
Tambunan, A.H., 1999, The effects of operation condition on the transport properties, heating performance and quality in a freeze drying, in Innovation of Agricultural Engineering Technology for the 21st Century (editor: Zeng
Dechao, et.al)
Tambunan, A.H., Hernani, Kisdiyani, M. Solahudin, 1999, Characteristics and quality of the freeze-dried Indonesian traditional herb medicine, Proceedings ADC'99, Bali, Indonesia.
Tambunan, A.H., 2000, Optimum operating condition for an energy efficient freeze drying process, Proceedings of the 12th International Drying Symposium IDS200, Elsevier Science, B.V.
Tambunan, A.H., 2000, Faktor-faktor yang mempengaruhi laju pembekuan vakum bahan pangan cair, Buletin Keteknikan Pert. 14(3): 201-209
Tambunan, A.H., L.P. Manalu, 2000, Mekanisme pengeringan beku produk pertanian, Jurnal Sains dan Teknologi Indonesia, BPPT, 2(3) : 66-74
Tambunan, A.H., Yudistira, Kisdiyani, Hernani, 2001, Freeze drying characteristics of medicinal herbs, Drying Technology – An International Journal, 19(2) : 313-324
Tucker, C.G., 1962, The freeze drying of vegetables and fruit, Di dalam : Cotson, S., Smith D.B., editor. Freeze drying of foodstuff, Columbine Pr., Manchester, UK
Wulandani, D., A.H. Tambunan, L.O. Nelwan, E. Hartulistiyoso, 2002, Pengembangan metode pembekuan vakum untuk produk pangan, Laporan Penelitian Hibah Bersaing
Xiang, J., Hey J.H.,Liedtke, V.,Wang D.Q., 2004, Investigation of freeze-drying sublimation rates using a freeze-drying microbalance technique, Int.J. Pharm., 279 : 95-105
Zainuddin, I., 2003, Rancang bangun peralatan dan analisis karakteristik pembekuan vakum udang windu, [Tesis], Bogor,Sekolah Pasca Sarjana, IPB
62 Lampiran 1. Perhitungan untuk pembuatan pengering beku
1. Ruang Pengering
Ruang pengering yang digunakan adalah ruang vakum yang telah dibuat oleh peneliti terdahulu (Zainuddin, 2003). Sebelum ruang pengering ini digunakan, terlebih dulu dilakukan perhitungan ulang kekuatan bahannya. Hal ini dilakukan dengan menghitung tebal dinding ruang pengering. Jika tebal dinding pengering yang dibuat ini lebih besar dari tebal hasil perhitungan pembebanan, maka dapat disimpulkan pengering ini aman untuk digunakan.Tebal dinding yang telah dibuat adalah 5 mm.
Penekanan pada dinding ruang pengering terjadi karena perbedaan antara tekanan di dalam pengering, pv dan di luar ruang pengering, patm. Karena tekanan
di dalam ruang pengering sangat kecil (vakum) sedangkan tekanan di luar ruang adalah tekanan atmosfir maka terjadi pembebanan tekan ke dalam (Gambar L1.1).
Pada perancanangan ini digunakan ruang pembeku yang terbuat dari baja karbon. Tegangan yield bahan, σy baja adalah 340 Mpa dan faktor keamanan, n,
yang digunakan 1.67 (Gere et al. 1987). Dengan data kekuatan bahan ini, dapat dicari tegangan bahan ijin, σi.
MPa n y i = =203.6 σ σ [L1.1]
Jika tekanan vakum, pv, 10 Pa dan tekanan atmosfir, patm, 101.3 Kpa, maka
tekanan dinding pembeku, Δp = patm – pv = 101.29 Kpa
pv pv patm
xdp
patm
63 Ketika diameter ruang pengering yang digunakan 0.35 m dan panjang 0.5 m maka dapat dicari tebal dindingnya dengan mempertimbangkan beberapa macam pembebanan. 1. Beban radial. l x l d p A F dp t i 2 π σ = = Δ [L1.2] maka mm d p x i dp 0,2735 2 = Δ = σ π [L1.3] 2. Beban axial d x d p A F dp t i π π σ 2 4 Δ = = [L1.4] mm d p x i dp 0,044 25 , 0 Δ = = σ [L1.5]
Dari hasil perhitungan dengan pembebanan radial didapat tebal dinding ruang pengering yang diperlukan 0.27 mm sedangkan dengan pembebanan axial, tebal yang diperlukan 0.044 mm. Karena tebal ruang yang tersedia lebih besar (5 mm) dari tebal hasil perhitungan pembebanan, maka dinding pengering kuat untuk dibebani.
2. Pintu Ruang Pengering
Seperti pada perancangan ruang pengering, pintu yang digunakan juga dihitung ulang untuk meyakinkan bahwa syarat kekuatan pintu pengering juga dipenuhi. Jika tebal pintu yang dibuat lebih besar dari tebal hasil perhitungan pembebanan, maka berarti syarat kekuatan pintu pengering dipenuhi atau dengan kata lain pintu pengering kuat untuk menahan beban yang diberikan.
Pintu pengering ini dibuat dari Acrylics. Nilai σult acrylics diketahui adalah
5.5 103 Lb/in2 atau 37895 103 Pa. Garmo (1984) mengatakan bahwa jika tegangan yang digunakan adalah σult, maka faktor keamanan yang harus
digunakan adalah 2.8. Dengan data-data ini maka dapat dicari σi (Gere et al.
64 Pa n ult i 3 10 9 . 13533 = =σ σ [L1.6]
Ketebalan pintu ditentukan dengan menggunakan persamaan 4 dengan mengganti varabel xdp menjadi x pp. mm d p x yi pp 4 10 549 . 6 25 . 0 Δ = − = σ [L1.7]
Karena hasil perhitungan kekuatan bahan menunjukkan tebal pintu acrylics yang dibutuhkan adalah 0.65 mm sedangkan tebal acrylics yang dibuat adalah 5 mm, maka dapat disimpulkan pintu pengering memenuhi syarat kekuatan bahan.
3. Pompa Vakum
Pompa vakum yang digunakan adalah pompa rotari model RP6002, 3 fasa, dengan daya listrik 0.75 kW. Pompa ini mampu mengalirkan udara dengan laju 600 l/menit dan menghasilkan tekanan kerja sebesar 0.067 Pa. Untuk mengalirkan udara bertekanan rendah digunakan pipa flexibel berdiamater ¾ inchi.
4. Dimensi Pipa Air Pemanas
Pemanasan dilakukan dengan mengalirkan air di dalam pipa yang dipasangkan pada pemanas atas atau bawah. Dimensi pipa yang digunakan ditentukan dengan mempertimbangkan penurunan tekanan di dalam pipa dan aliran panas ke plat pemanas tersebut. Pipa yang kecil penurunan tekanannya dan susunan pipa yang dapat melepaskan panas yang besar ke plat pemanas dipilih untuk digunakan. Ukuran pipa pemanas yang dipilih ¾ inchi karena penurunan tekanan yang rendah terjadi pada diameter ini. Selain itu, pada diameter ini penurunan tekanan pipa 1 pass dengan multipass besarnya hampir sama karena perbedaan panjang yang sedikit. Karena pertimbangan penurunan tekanan dalam pipa yang hampir sama dan pertimbangan kemudahan membuatnya maka dipilih susunan pipa multipass. Pipa ini disusun dengan menyambungkan pipa-pipa menggunakan belokan U.
65 5. Filamen Pemanas
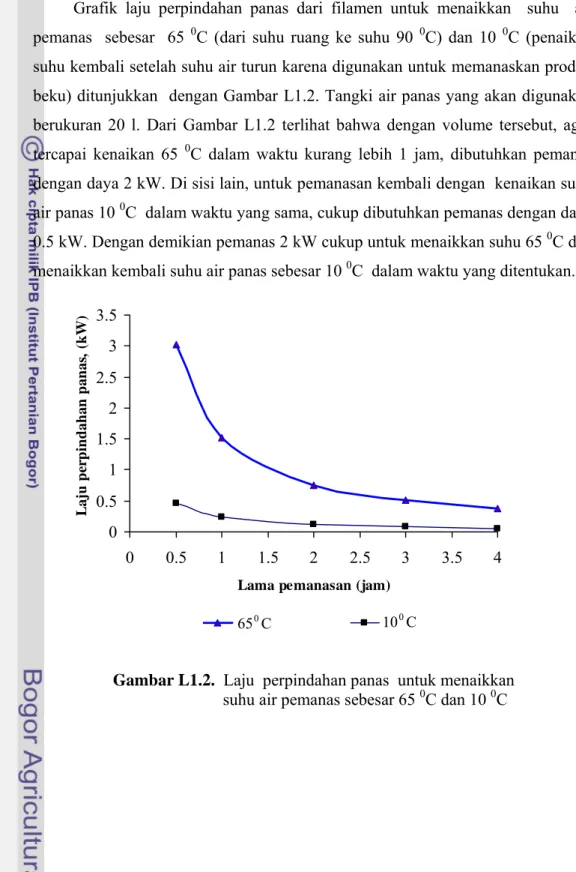
Grafik laju perpindahan panas dari filamen untuk menaikkan suhu air pemanas sebesar 65 0C (dari suhu ruang ke suhu 90 0C) dan 10 0C (penaikan suhu kembali setelah suhu air turun karena digunakan untuk memanaskan produk beku) ditunjukkan dengan Gambar L1.2. Tangki air panas yang akan digunakan berukuran 20 l. Dari Gambar L1.2 terlihat bahwa dengan volume tersebut, agar tercapai kenaikan 65 0C dalam waktu kurang lebih 1 jam, dibutuhkan pemanas dengan daya 2 kW. Di sisi lain, untuk pemanasan kembali dengan kenaikan suhu air panas 10 0C dalam waktu yang sama, cukup dibutuhkan pemanas dengan daya 0.5 kW. Dengan demikian pemanas 2 kW cukup untuk menaikkan suhu 65 0C dan menaikkan kembali suhu air panas sebesar 10 0C dalam waktu yang ditentukan.
0 0.5 1 1.5 2 2.5 3 3.5 0 0.5 1 1.5 2 2.5 3 3.5 4
Lama pemanasan (jam)
L a ju pe rpi nda ha n pa na s, (kW )
Gambar L1.2. Laju perpindahan panas untuk menaikkan suhu air pemanas sebesar 65 0C dan 10 0C
C
100
C
LAB. PPM RUANG PENGERING BEKU Skala = -Satuan = mm 17/07/2007 A4 520 340 328 520 20 480 750 110 80 66 Lampiran 2. Ruang pengering beku
200 160
Lampiran 3. Cold trap
67 200
23
LAB. PPM COLD TRAP Skala =
-Satuan = mm 17/07/2007
Lampiran 4. Tangki air pemanas
68
300
LAB. PPM TANGKI AIR PANAS Skala =
-Satuan = mm 17/07/2007
Lam piran 5. P em anas 69 LA B . P P M P EM A N A S S kala = -S atuan = m m 17/07/2007 A 4 234 490
70
Lampiran 6. Jenis termokopel yang dapat digunakan
(a) Spesifikasi termokopel (sumber: Thermocouple Reference information.htm)
ANSI Type
Thermocouple
Pair Materials Polarity
Material Type TC Temp. Range(3) EMF (mV)
T Constantan® Copper +/- Base -200 to 350 °C -5.60 to
17.82
J Constantan®Iron +/- Base 0 to 750 °C 0 to 42.28
E Constantan®Chromel® +/- Base -200 to 900 °C -8.82 to
68.78
K Chromel® Alumel® +/- Base -200 to 1250 °C -5.97 to
50.63 R(1) Platinum 13% Rhodium Platinum +/- Noble 0 to 1450 °C 0 to 16.74 S(1) Platinum 10% Rhodium Platinum +/- Noble 0 to 1450 °C 0 to 14.97 C(1)(2) Tungsten 26% RheniumTungsten 5% Rhenium +/- Refractory 0 to 2320 °C 0 to 37.07
71
Lampiran 7. Perubahan suhu selama pemanasan PBPV dengan pemanas atas pada tekanan kerja 226 Pa
-40 -20 0 20 40 60 80 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28
Waktu pemanasan (jam)
Suh
u (
0 C)
Lapisan permukaan atas bahan Lapisan 1 cm dari dasar wadah sampel
Lapisan 0.5 cm dari dasar wadah sampel Lapisan pada dasar wadah sampel
72
Lampiran 8. Tahapan Pengujian Kinerja Pengering Beku
Bahan yang akan dikering-bekukan adalah lidah buaya. Proses pengeringan lidah buaya ini dilakukan dengan tahapan tahapan seperti berikut:
1. Penimbangan massa pelepah lidah buaya segar. 2. Pengupasan Lidah buaya segar.
3. Pembersihan lendir/getah yang ada pada daging lidah buaya.
4. Penimbangan seluruh daging lidah buaya segar yang didapat dari satu pelepah segar.
5. Pemotongan daging lidah buaya menjadi dadu kurang lebih 1 cm3.
6. Pemblansiran lidah buaya ukuran dadu dengan menguapkannya dengan air suhu 70 0C selama 10 menit.
7. Lidah buaya yang sudah diblansir kemudian diblender.
8. Lidah buaya yang sudah diblender dicampur maltodextrin dan air untuk mendapatkan campuran lidah buaya 65%, maltodextrin 5% dan 30% air. 9. Lidah buaya sebanyak 130 gr yang sudah diformulasikan, di masukkan ke
wadah sampel.
10.Pemasangan kabel thermokopel untuk pengukuran suhu pada
lapisan-lapisan produk
11.Penimbangan wadah sampel berisi lidah buaya tersebut. 12.Dilakukan pembekuan vakum.
13.Setelah semua bahan membeku kemudian dilakukan pengeringan dengan
sublimasi.
14.Penimbangan kembali seluruh wadah berisi serbuk lidah buaya setelah selesai proses pengeringan beku.
73
Lampiran 9. Verifikasi thermokopel air pemanas
Kode thermokopel
Pada enam thermokopel yang diverifikasi masing-masing diberi kode : 1pbpv, 2pbpv, 3pbpv, 4pbpv, 5pbpv, 6pbpv.
Peralatan
Oil Bath
Thermometer standar Hibrid recorder
Enam thermokopel jenis CC.
Metode verifikasi
1. Kawat tembaga dan konstantan pada satu ujung thermokopel dililitkan
sedangkan ujung yang lain masing-masing : kawat tembaga disambungkan ke kutub positip Hibrid recorder dan kawat konstantan dihubungkan ke kutub negatip Hibrid recorder tersebut.
2. Thermometer standar dimasukkkan ke Bath Oil.
3. Semua ujung thermokopel yang dililit dimasukkan ke Bath Oil dengan
penempatan sebagai berikut :
thermokopel 2pbpv dan 3pbpv dimasukkan pada lubang di Bath Oil yang sama. thermokopel 1pbpv dan 5pbpv dimasukkan pada lubang di Bath Oil yang lain. thermokopel 4pbpv dan 6pbpv dimasukkan pada lubang di Bath Oil yang lain. 4. Pemanas Bath Oil dinyalakan dan diset pada suhu pengukuran.
5. Ketika suhu stabil, dilakukan pembacaan suhu estándar dan suhu termokopel satu sampai enam pada recorder.
6. Prosedur pengukuran diulang untuk setting suhu mulai dari 50 0C sampai 100 0C dengan selang 5 0C.
7. Hubungan antara hasil pembacaan estándar dengan hasil pembacaan masing-masing thermokopel dicari dengan metoda regresi. Persamaan yang didapatkan adalah hubungan antara hasil ukuran yang sebenarnya dengan hasil pembacaan thermokopel (ketika thermokopel ini digunakan pada pengukuran suhu)
74 Hasil verifikasi (0C) T set Tstandar 1 pbpv 2pbpv 3pbpv 4pbpv 5pbpv 6pbpv 50 50.5 52.5 52.3 52.2 51.9 52.5 52.5 55 55 57.4 56.9 56.8 57 57.5 57.4 60 62 64.3 63.8 63.8 64.2 64.5 64.2 65 65 66.9 66.7 67 66.8 67.2 67 70 70 72.3 72.2 72.4 72.4 72.3 72.3 75 79 80.6 80.6 80.7 80.6 80.8 80.7 80 81.6 83.7 83.8 83.8 83.7 84 83.8 85 85 86.6 86.8 86.7 86.7 87 86.9 90 90 91.9 91.9 92 92 92.1 92.1 95 95.7 97 97 97.1 97 97.1 97.1 100 100 102.1 102.2 102.3 102.2 102.4 102.2
Hubungan suhu standar dengan suhu pengukuran thermokopel
Untuk semua thermokopel :
y = suhu sebenarnya
x = suhu hasil pengukuran dengan thermokopel
Termokopel 1pbpv
4th Degree Polynomial Fit: y=a+bx+cx^2+dx^3...
Coefficient Data: a = -0.000157 b = 1.1251807 c = -0.007807 d = 1.17E-04 e = -5.31E-07 Termokopel 2pbpv
Quadratic Fit: y=a+bx+cx^2
Coefficient Data: a = -0.025465 b = 0.95141 c = 0.00031 Termokopel 3ppbpv
4th Degree Polynomial Fit: y=a+bx+cx^2+dx^3...
Coefficient Data:
a = -0.001367
b = 1.2141396
75 d = 0.0001413
e = -6.06E-07
Termokopel 4pbpv
4th Degree Polynomial Fit: y=a+bx+cx^2+dx^3...
Coefficient Data: a = -0.0001 b = 1.327415 c = -0.014894 d = 0.0001987 e = -8.44E-07 Termokopel 5pbpv
4th Degree Polynomial Fit: y=a+bx+cx^2+dx^3...
Coefficient Data: a = -0.000171 b = 1.1522442 c = -0.00874 d = 0.0001261 e = -5.60E-07 Termokopel 6pbpv
3rd degree Polynomial Fit: y=a+bx+cx^2+dx^3...
Coefficient Data:
a = 0.0054694 b = 0.8958847 c = 0.0015447
76
Lampiran 10.Listing program simulasi pengeringan beku
Const sel = 2500
Public kkk As Single, Tm As Single, Tmuka As Single, Tr As Single, U(sel) As Single, uk As Single, uks As Single, V As Single
Dim a(sel, sel) As Single, AA(-3 To sel) As Single, akhir As Single, Alfa As Single
Dim Ate As Single, c(-3 To sel) As Single, Caks(-3 To sel) As Single, Cpg As Single, Cpte As Single, CTK(1500, 1500) As Single
Dim countstx As Integer, dt As Single, dx As Single, dxlap As Single, Dum(sel) As Single, F(sel) As Single
Dim final As Single, FV As Single, Hsg As Single, Hgi As Single, k As Single, kb As Single
Dim M As Single, mass As Single, masstotal As Single, N As Single, NN As Single, NNN As Single, Nw As Single, pst As Single, PV As Single
Dim q As Single, qb As Single, qback As Single, qtotal As Single, rhote As Single, r As Single, row As Single, rte As Single, s As Single, sp As Single, Stef As Single, Stxsubl As Single
Dim Stx As Single, t As Single, Tbdry As Single, Tb As Single, Tpa As Single, Tperm As Single, ujg As Single, uk1 As Integer, uk2 As Integer
Dim vch As Single, Waktu As Single, x As Single, xatas As Single, xBwh As Single, xmax As Single
Dim xmin As Single, xn As Single, xpert As Single Sub Hitung()
'Mengisi nilai parameter
Asect = 3.141 * 0.045 ^ 2 '(m2) FV = 0.18 'misalkan Cpg = 1.034692 Cpte = 3.1 k = 0.000412 '0.058533 ' r2 = 1185.21 'Sutanto Stef = 0.0000000567 '(W/m2K4) rhote = 9.43 'Sutanto sp = 0.01 vch = 1
Alfa = k / (rhote * Cpte) x = 0.01 'xpermukaan
'Menolkan parameter sebagai inisialisasi Tm = 0
q = 0 xpert = 0
77 'Membaca data dari form
dx = Val(Form1.Text5.Text) '(mm) dsublimasi
Hsg = Val(Form1.Text12.Text) '(kJ/K), Properties saturated water pd p= ..kPa Hgi = Val(Form1.Text13.Text) '(kJ/K), Properties saturated water pd p= ..kPa xatas = Val(Form1.Text4.Text) '(mm)
Tb = Val(Form1.Text11.Text) '(det) Tpa = Val(Form1.Text9.Text) '(K) Tmuka = Val(Form1.Text10.Text) '(K) Stx = Val(Form1.Text7.Text) 'step lapisan x
Stxsubl = Val(Form1.Text16.Text) 'step lapisan x sublimasi dxlap = Val(Form1.Text6.Text) '(mm) dlapisan didalam dx NN = CInt((xatas - x) / dx + 1) 'jumlah iterasi
'NNN = CInt((xatas - x) / dxlap) - 1
'mencetak baris satu dan dua With Form1.Spreadsheet1 .Cells(1, 1) = "qmuka" .Cells(1, 2) = "xsubl(mm)" .Cells(1, 3) = "t (det)" .Cells(1, 4) = "t (jam)" .Cells(1, 5) = " T(K) pd " .Cells(1, 6) = " x = ..(mm) " For JJ = 2 To 4 .Cells(3, JJ) = 0 Next JJ End With III = 1
For II = 0 To xatas Step (Stx * dxlap) With Form1.Spreadsheet1 .Cells(2, III + 4) = II .Cells(3, III + 4) = Tb End With III = III + 1 Next II
qtotal = 0 'awal panas sublimasi masstotal = 0
For kkk = 1 To NN
'Menghitung q,t dan Tmuka
q = Stef * Asect * FV * (Tpa ^ 4 - Tmuka ^ 4) '(W) qtotal = qtotal + q 'total panas sublimasi
Nw = q / (Asect * Hsg)
xpert = q / (r2 * Asect * Hsg) '(m/det) t = (0.001 * dx * kkk) / xpert ' (det) mass = Nw '* Asect * t
masstotal = masstotal + mass 'Tm = Tmuka
78 Tmuka = newton(Stef, Tmuka, dx * kkk, FV, Asect, Tpa, Tb, k) '(K)
Form1.Text14.Text = kkk
'Menyimpan Hasil perhitungan CTK(kkk, 1) = Nw CTK(kkk, 2) = Round(q, 4) CTK(kkk, 3) = Round(dx * kkk, 2) CTK(kkk, 4) = Round(t, 2) CTK(kkk, 5) = Round(t / 3600, 3) CTK(kkk, 6) = Round(Tmuka, 2) x = x + dx Next kkk For kkk = 1 To NN
'perhitungan lapisan kering
r = (CTK(kkk, 4) * Alfa) / CTK(kkk, 3) ^ 2 't=CTK(kkk,4),x=CTK(kkk,3) s = (CTK(kkk, 4) * Cpg * CTK(kkk, 1)) / (rhote * Cpte * CTK(kkk, 3))
'Nw=CTK(kkk, 1)
xmin = 0.01: xmax = CTK(kkk, 3) uk1 = CInt((xmax - xmin) / dxlap - 1) Initial 'memberikan nilai awal
'uk1 = JmN(dxlap, xmin, xmax) 'If uk1 = 1 Then
'With Form1.Spreadsheet1 '.Cells(7, 4) = " Harap" '.Cells(7, 5) = "stop running " '.Cells(8, 4) = " isi dxlap < dx/3" '.Cells(8, 5) = "run kembali" 'End With
'GoTo 20 'End If
Call DefMatriks2(uk1) 'Memasukkan nilai matriks Lapisan kering For J = 1 To uk1
a(J, N) = F(J)
a(1, N) = F(J) + r * CTK(kkk, 6) 'q / (k * Asect) * dx '+ r * Tbdry a(uk1, N) = F(J) + (r - s) * Tb
Call Thomas 'memecahkan matrix
Dum(J) = U(J)
CTK(kkk, J + 6) = Dum(J) 'menyimpan T lapisan-lapisan
'Definisi nilai F yang baru F(J) = Dum(J)
79 With Form1.Spreadsheet1 .Cells(7, 4) = " Harap" .Cells(7, 5) = "tunggu, " .Cells(8, 4) = " sedang" .Cells(8, 5) = "dihitung" End With x = x + dx Next kkk J = 0
For kkk = Stxsubl To NN Step Stxsubl J = J + 1
'Mencetak hasil perhitungan q,t dan Tmuka With Form1.Spreadsheet1
For MM = 1 To 5
.Cells(J + 3, MM) = CTK(kkk, MM + 1) 'cetak q,x,t(det),t(jam),Tmuka Next MM
End With
'Menecetak T lapisan2 kk = 0
For p = 1 To (xatas / (Stx * dxlap)) kk = kk + 1 Form1.Spreadsheet1.Cells(J + 3, kk + 5) = CTK(kkk, (kk * Stx) + 6) Next p Next kkk Form1.Text1.Text = Round(t / 3600, 2) Form1.Text2.Text = qtotal
Form1.Text3.Text = masstotal * Asect * Hgi End Sub
Function JmN(z As Single, z1 As Single, z2 As Single) As Integer z3 = CInt((z2 - z1) / z)
If z1 + z * JmN < z2 Then JmN = z3 Else JmN = z3 + 1 End Function
Sub CetakBrsAwal() J = 3
For I = xmin + dx To xmax Step Stxsubl * dx Form1.Spreadsheet1.Cells(1, J) = I
J = J + 1 Next I J = 2
80 Form1.Spreadsheet1.Cells(2, J) = 0 End Sub Sub Initial() For I = 1 To uk1 F(I) = Tb Next I End Sub Sub Cetak()
'Menyimpan nilai untuk dicetak CTK(2, 1) = 0
CTK(row - 1, 2) = Tmuka I = 0
For J = 1 To (1 + uk) Step Stxsubl I = I + 1
CTK(row - 1, 1) = Waktu / 3600 CTK(row, 2) = Tmuka
CTK(row, I + 2) = Dum(J) Next J
'Kolom terakhir tiap baris
If J - Stxsubl < (1 + uk) Then ujg = I + 3 Else ujg = I + 2 CTK(row - 1, ujg) = Tmuka
CTK(row, ujg) = Tmuka CTK(1, ujg) = xmax CTK(row, ujg + 1) = PV End Sub Sub Cetak2() With Form1.Spreadsheet1 .Cells(2, 1) = CTK(2, 1)
.Cells(row - 1, 2) = CTK(row - 1, 2) 'Tbdry .Cells(row - 1, ujg) = CTK(row - 1, ujg) .Cells(row, ujg) = CTK(row, ujg)
.Cells(row, ujg + 1) = CTK(row, ujg + 1) I = 0
For J = 1 To (1 + uk) Step Stxsubl I = I + 1
.Cells(row, 1) = CTK(row, 1) 'Waktu .Cells(row, 2) = CTK(row, 2)
.Cells(row, I + 2) = CTK(row, I + 2) 'Dum(j) Next J
End With End Sub
81 Sub DefMatriks(uks)
'Definisi nilai matriks M = uks N = uks + 1 For I = 1 To M For J = 1 To M a(I, J) = 0 Next J, I For I = 1 To M For J = 1 To M
If J = I Then a(I, J) = 1 + 2 * rte If J = I - 1 Then a(I, J) = -rte If J = I + 1 Then a(I, J) = -rte Next J, I
a(M, M) = 1 + rte ' perpindahan dari ruas kiri End Sub
Sub DefMatriks2(uks) Dim I As Integer Dim J As Integer 'Definisi nilai matriks M = uks N = uks + 1 For I = 1 To M For J = 1 To M a(I, J) = 0 Next J, I For I = 1 To M For J = 1 To M If J = I Then a(I, J) = 1 + 2 * r - s If J = I - 1 Then a(I, J) = -r
'If J = I + 1 Then a(I, J) = -r + s / 2 If J = I + 1 Then a(I, J) = -r + s Next J, I
End Sub
Sub DefMatriks3(uks)
'Definisi nilai matriks pemanasan sekunder M = uks N = uks + 1 For I = 1 To M For J = 1 To M a(I, J) = 0 Next J, I
82 For I = 1 To M For J = 1 To M If J = I Then a(I, J) = 1 + 2 * r ' / 2 If J = I - 1 Then a(I, J) = -r - s / 2 If J = I + 1 Then a(I, J) = -r + s / 2 Next J, I End Sub Sub Thomas() U(N) = 0 ' menolkan U ke (M+1) For I = 1 To M
AA(I - 1) = ((-1) * a(I, I + 1)) / ((a(I, I) + a(I, I - 1) * AA(I - 2))) c(I) = a(I, N)
Caks(I - 1)=((-1)* a(I, I - 1)* Caks(I - 2) + c(I))/(a(I, I) + a(I, I - 1)*AA(I - 2)) Next I
For I = M To 1 Step -1
U(I) = AA(I - 1) * U(I + 1) + Caks(I - 1) Next I
End Sub
Function newton(Stef, Tm, x, FV, Asect, Tpa, Tb, k) 10
Tm1 = Tm
ffx = FV*Asect * Stef * (Tpa ^ 4 -Tm ^ 4) - (k*Asect * (Tm -Tb) / (0.001 * x)) ffxt = -4 * FV * Asect * Stef * Tm ^ 3 - k * Asect / (0.001 * x)
Tm = Tm - ffx / ffxt If Abs(Tm1 - Tm) < 0.0001 Then newton = Tm Else GoTo 10 End If End Function
83
Lampiran 11. Hasil analisa variansi (Anova dua arah ) Waktu Pembekuan Parameter dependen : Waktu Pembekuan (jam)
Sumber Variansi Jumlah kwadrat Derajat bebas Rat-rata Kwadrat F hitung Signifikansi blan 0.482 1 0.482 9.323 0.093 kons 0.163 2 0.082 1.581 0.387 Error 0.103 2 0.052 Total
Harga signifikansi blansir Waktu Pembekuan < 0.1 sehingga ada perbedaaan antara proses blansir dan tidak blansir dengan tingkat keyakinan 90%. Hal ini berarti bahwa faktor blansir mempengaruhi Waktu Pembekuan. tetapi harga signifikansi kons (% campuran) > 0.1 sehingga faktor konsentrasi mempengaruhi waktu pembekuan dengan tingkat keyakinan 61%. Dengan merujuk pada hasil analisa variansi dan Gambar 4.12 dapat disimpulkan bahwa proses blansir dapat mengurangi Waktu Pembekuan
Lampiran 12. Hasil analisa variansi (Anova dua arah ) Laju Pembekuan Parameter dependen : Laju Pembekuan (cm/jam)
Sumber Variansi Jumlah kwadrat Derajat bebas Rat-rata Kwadrat F hitung Signifikansi blan 0.680 1 0.680 2.371 0.263 kons 1.286 2 0.643 2.241 0.309 Error 0.574 2 0.643
Signifikansi faktor blansir Laju Pembekuan > 0.1 yang berarti blansir mempengaruhi Laju Pembekuan dengan tingkat keyakinan 73%. Demikian juga dengan perubahan persentase campuran lidah buaya yang mempunyai nilai Signifikansi kons > 0.1.
84
Lampiran 13. Hasil analisa variansi (Anova dua arah ) Waktu Pengeringan Parameter dependen : Waktu Pengeringan (jam)
Sumber Variansi Jumlah kwadrat Derajat bebas Rat-rata Kwadrat F hitung Signifikansi blan 1.215 1 1.215 6.231 0.130 kons 2.830 2 1.415 7.256 0.121 Error 0.390 2 0.195
Signifikansi faktor blansir Waktu Pengeringan > 0.1 sehingga blansir mempengaruhi Waktu Pengeringan dengan tingkat keyakinan 87%. Signifikansi faktor kons juga > 0.1 sehingga persentase campuran lidah buaya ini juga mempengaruhi Waktu Pengeringan beku lidah buaya dengan keyakinan 88%.
Lampiran 14. Hasil analisa variansi (Anova dua arah ) Massa Tersublimasi Parameter dependen : Massa Tersublimasi (g)
Sumber Variansi Jumlah kwadrat Derajat bebas Rat-rata Kwadrat F hitung Signifikansi blan 2.160 1 2.160 2.204 0.276 kons 1.480 2 0.740 0.755 0.570 Error 1.960 2 0.980
Signifikansi faktor blansir Massa Tersublimasi > 0.1 jadi blansir mempengaruhi jumlah Massa Tersublimasi dengan keyakinan 72%. Signifikansi faktor kons juga > 0.1 sehingga persentase campuran lidah buaya juga mempengaruhi jumlah Massa Tersublimasi dengan keyakinan 43%.
85
Lampiran 15. Hasil analisa variansi (Anova dua arah ) Laju Pengeringan Parameter dependen : Laju Pengeringan (jam)
Sumber Variansi Jumlah kwadrat Derajat bebas Rat-rata Kwadrat F hitung Signifikansi blan 0.047 1 0.047 90.613 0.011 kons 0.051 2 0.026 49.387 0.020 Error 0.001 2 0.001
Harga signifikansi blansir Laju Pengeringan < 0.1 sehingga ada perbedaaan antara proses blansir dan tidak blansir dengan keyakinan 98%. Hal ini berarti bahwa faktor blansir mempengaruhi Laju Pengeringan. Nilai signifikansi kons (% campuran) juga < 0.1 sehingga faktor konsentrasi juga mempengaruhi Laju Pengeringan dengan keyakinan 98%. Dengan merujuk pada hasil analisa variansi dan Gambar 4.16 dapat disimpulkan bahwa proses blansir dapat meningkatkan Laju Pengeringan. Selain itu persentase campuran lidah buaya juga meningkatkan Laju Pengeringannya.