SIMULASI PENGARUH TEMPERATUR, TEKANAN, KOSENTRASI UMPAN DAN POROSITAS UNGGUN DALAM REAKSI DEHIDRASI BIOETANOL MENJADI BIOETILEN
Tony Handoko, I Gede Pandega W., Felicia Kusnakhin, Sarah Caroline Program Studi Teknik Kimia, Fakultas Teknologi Industri, Universitas Katolik Parahyangan
Jl. Ciumbuleuit 94, Bandung 40141, Indonesia, Telp: (022) 2032655
Email: tony.handoko@yahoo.com; feliciakusnakhin@yahoo.com; sarahsupit@gmail.com
Abstrak
Perkembangan industri plastik di Indonesia semakin meningkat dari tahun ke tahun. Salah satu bahan baku pembuat plastik adalah etilen. Etilen yang berada banyak di pasaran terbuat dari minyak bumi yang merupakan sumber daya alam yang tidak dapat diperbaharui. Oleh karena itu, bioetanol yang merupakan bahan terbarukan digunakan untuk memenuhi kebutuhan akan etilen. Untuk mendapatkan etilen dari bioetanol, reaksi yang dilakukan adalah reaksi dehidrasi. Simulasi dilakukan untuk mengetahui kondisi optimum pembuatan bioetilen dan mengurangi resiko pada saat pembuatan bioetilen dalam laboratorium. Metode penelitian yang dilakukan adalah simulasi menggunakan MATLAB. Reaksi yang terjadi adalah reaksi dehidrasi etanol yang dilakukan dalam reaktor unggun tetap. Model matematika reaktor unggun tetap merupakan persamaan diferensial biasa dan diselesaikan dengan menggunakan fungsi ODE 45 pada MATLAB.
Variasi kondisi operasi yang digunakan adalah variasi tekanan, temperatur, konsentrasi masukan umpan dan porositas unggun katalis. Variasi tekanan yang digunakan adalah tekanan 0,5 – 1,2 atm dengan selang 0,1 atm. Temperatur yang digunakan 600 K, 673 K, dan 743 K. Konsentrasi umpan etanol yang digunakan dalam percobaan dalam rentang 30% hingga 95%-v. Variasi porositas yang digunakan adalah porositas unggun 0,5, 0,77 dan 0,9. Berdasarkan hasil percobaan, didapatkan bahwa semakin besar tekanan dan konsentrasi masukan umpan, semakin besar perolehan etilen dan semakin besar temperatur reaksi dan porositas unggun, semakin kecil perolehan etilen. Menggunakan kondisi operasi tekanan 1 atm, temperatur 673 K, konsentrasi masukan umpan dalam rentang 90-100%-v etanol dan porositas unggun 0,77 didapatkan perolehan etilen yang maksimal. Hal ini dikarenakan dengan kondisi operasi demikian didapatkan konversi etanol 100%. Selain itu, dari percobaan didapatkan bahwa konversi etanol 99-100% dapat dicapai menggunakan reaktor yang lebih pendek dari 3 m.
Kata kunci: bioetanol, bioetilen, dehidrasi, reaktor unggun tetap Abstract
The growth of plastic industry in Indonesia has been increasing in the past years. Parallel with the plastic industry growth, the needs of ethylene as one of the plastic raw material is also increasing. The ethylene that is generally used by the industries is made from petroleum, which is a non-renewable energy. Hence, the use of renewable energy like bioethanol is used to fulfill the needs of ethylene. To get the ethylene from bioethanol, dehydration reaction is a necessary reaction to be performed. However, many of the formation reaction from bioethanol to bio-ethylene are not yet known. The simulation has been performed to discover the optimal condition from bio-bio-ethylene as well as reducing the risk in the making of bio-ethylene. The chemical reaction that will be tested in this research is the ethanol dehydration reaction that will be performed in a fixed bed reactor. Fixed bed reactor mathematic models consist of some standard differential equations, which will be solved with ODE 45 function in MATLAB. The variations of operating condition that will be use are pressure, temperature, concentration of variation input, and porosity of the catalyst bed variation. For the pressure variation, the pressure that will be used is 0.5-1.2 atm with 0.1 atm interval. In temperature, 600 K, 673 K, and 743 K are the temperature that will be used for this research. The concentration variation input that will be used is in the range of 30%-v to 95%-v while the porosity variations are 0.5, 0.77, and 0.9. Based on the experiment results, the production of ethylene is increasing as the concentration variation input and pressure increase. Inversely, the production of ethylene decreased as the temperature and porosity increase. The experiment results also show that the optimal production of ethylene achieved in the 1 atm, 673 K temperature, 90-100% concentration variation input, and porosity of 0.77. By conditioning this environment, the ethanol conversion has achieved 100% conversion rate. Besides, the ethanol conversion of 99-100% could be reach with a shorter than 3 m reactor.
PENDAHULUAN
Etilen merupakan salah satu senyawa turunan bioetanol yang sangat bermanfaat bagi pertanian. Etilen merupakan salah satu hormon pada tumbuhan yang dapat memicu proses pematangan buah, mempercepat proses pertumbuhan pada tanaman, karena penduduk di Indonesia sebagian besar memiliki mata pencaharian sebagai petani. Sehingga produk etilen sangat bermanfaat bagi para petani. Dalam dunia industri, etilen merupakan bahan intermediet yang sangat penting. Etilen merupakan bahan baku dari pembuatan polimer, etilen oksida, dan etilen glikol. Produk dari etilen yang paling berkembang di masyarakat adalah polimer. Hampir 70% dari kehidupan kita berhubungan dengan polimer. Pada kenyataannya proses pembuatan etilen dilakukan dengan metode thermal cracking hydrocarbon dengan bahan baku nafta yang merupakan produk dari minyak bumi. Penurunan produksi minyak bumi menyebabkan pengurangan produksi nafta. Oleh karena itu, bioetanol digunakan sebagai proses alternatif untuk pembuatan etilen. Etilen dapat diperoleh dari etanol dengan menggunakan reaksi dehidrasi yakni penghilangan kadar air yang terkandung dalam bioetanol. Etilen yang dihasilkan dari bioetanol disebut bioetilen. Struktur kimia bioetilen sama dengan etilen pada umumnya. Menurut data dari Badan Pusat Statistik, pada tahun 2003 produksi bioetanol 158.388.000 liter dan diperkirakan produksi bioetanol akan terus meningkat setiap tahunnya. Apabila dilihat dari nilai jualnya, harga bioetanol pada tahun lalu mencapai Rp 9.000,00/liter dan diperkirakan pada tahun ini dapat mencapai Rp 15.000,00/liter.[1] Dari sumber di atas dapat disimpulkan bahwa produksi bioetanol di Indonesia semakin meningkat dari tahun ke tahunnya. Tabel 1 memperlihatkan perkembangan bioetanol di Indonesia.
Tabel 1 Perkembangan Bioetanol di Indonesia[2] Tahun Produksi Bioetanol
(liter/tahun) 2003 158.388.000 2004 160.686.000 2005 167.984.000 2006 169.752.000 2007 174.328.000
Peningkatan produksi bioetanol berbanding terbalik dengan bioetilen. Pada Tabel 1 dapat dilihat bahwa perkembangan etilen di Indonesia tidak berkembang dan cenderung dikatakan konstan dari tahun 2006 sampai 2010. Perkembangan etilen seperti disajikan dalam Tabel 2, juga dapat dikatakan konstan, akan tetapi perkembangan plastik berkembang dengan sangat pesat di Indonesia. Tabel 3 memperlihatkan
perkembangan produksi plastik terus mengalami peningkatan yang signifikan tiap tahunnya. Peluang yang besar ini dapat dimanfaatkan dengan baik apabila kondisi optimum dalam pembuatan polietilen dari bahan dasar etanol telah diketahui. Oleh sebab itu, dilakukan simulasi untuk mengetahui kondisi reaksi optimum dalam pembentukan bioetilen.
Tabel 2 Perkembangan Etilen di Indonesia [3] Tahun Produksi Etilen
(liter/tahun) 2006 489.900,00 2007 531.920,00 2008 488.094,00 2009 454.580,00 2010 520.000,00
Simulasi ini juga digunakan untuk mengurangi resiko kecelakaan kerja dan meminimalisir biaya dalam melakukan penelitian. Perangkat lunak yang digunakan dalam proses simulasi ini adalah Matrix Laboratory (MATLAB). MATLAB merupakan bahasa pemograman yang dapat digunakan untuk mengerjakan operasi matematika dan memberikan kemudahan dalam mengimplementasikan metode numerik. MATLAB juga dilengkapi dengan berbagai fasilitas interaktif, visualisasi, pemodelan, program aplikasi, pembuatan grafis, mendesain algoritma, analisis data, simulasi, dan pembuatan prototype.
Tabel 3 Perkembangan Plastik di Indonesia[4] Tahun Kemasan dari Plastik
Barang-Barang Plastik (ton/tahun) (ton/tahun) 2006 10.283.836.244 4.762.232.930 2007 16.128.167.291 5.639.439.232 2008 16.185.345.185 7.365.092.324 2009 16.525.193.944 10.894.580.929 2010 16.821.866.987 95.128.270.796 METODOLOGI
Reaksi pembuatan bioetilen dari bioetanol merupakan reaksi dehidrasi. Tahap awal adalah studi literatur dan simulator Matrix Laboratory. Studi literatur yang dilakukan adalah studi terhadap sifat-sifat fisik dan kimia etanol dan etilen, mencari jenis-jenis reaktor yang digunakan, mencari kondisi operasi reaksi tersebut. Tahapan selanjutnya adalah pembuatan model proses reaksi. Model matematika reaktor yang digunakan merupakan pemodelan dengan menggunakan neraca mol. Setelah model matematika ditentukan dilakukan validasi data dengan menggunakan data konversi etanol sepanjang reaktor dari literatur. Dalam tahapan validasi, dapat diperoleh parameter tetapan laju reaksi. Setelah model dan data literatur valid, simulasi proses dapat dilakukan.
Variasi yang digunakan dalam penelitian kali ini adalah temperatur, tekanan, konsentrasi umpan, dan porositas unggun. Variasi temperatur dilakukan pada saat temperatur 600 K, 673K, dan 743K. Kondisi operasi dari reaksi dehidrasi adalah 673K[5]. Variasi temperatur ini dilakukan untuk mengetahui pengaruh temperatur terhadap konversi etanol apabila dioperasikan di bawah dan di atas kondisi operasi. Hal yang sama dilakukan untuk variasi tekanan, dan porositas unggun. Variasi tekanan dilakukan pada saat tekanan 0,5 atm, 1 atm, dan 1,2 atm. Kondisi operasi dari literatur reaksi dehidrasi untuk tekanan adalah 1 atm[5]. Variasi yang selanjutnya adalah porositas unggun. Porositas yang digunakan adalah 0,5, 0,77, dan 0,9. Kondisi operasi dari literatur untuk variasi porositas pada reaksi dehidrasi ini adalah 0,77. Variasi yang terakhir adalah konsentrasi umpan. Variasi konsentrasi dilakukan pada saat 30%-95%, pengambilan konsentrasi etanol 30% dikarenakan konsentrasi etanol yang dihasilkan pada umumnya adalah 30% dan setelah dimurnikan menjadi 95%. Penyelesaian persamaan diferensial dari model matematika reaktor dilakukan dengan menggunakan sintaks ODE 45. Sedangkan pencarian parameter laju reaksi digunakan dengan menggunakan sintaks fminsearch. Hasil yang diperoleh kemudian dianalisa dengan membandingkan hasil perhitungan dan teori. HASIL DAN PEMBAHASAN
Simulasi dimulai dengan memvalidasi data literatur menggunakan model matematika reaktor yang akan digunakan. Reaktor yang digunakan adalah reaktor unggun tetap dengan satu dimensi dengan fasa heterogen. Model matematika yang diperoleh untuk reaktor unggun tetap dengan satu dimensi per satuan berat katalis adalah sebagai berikut:
( ) ( ) ( ) ( ) ( ) ( )
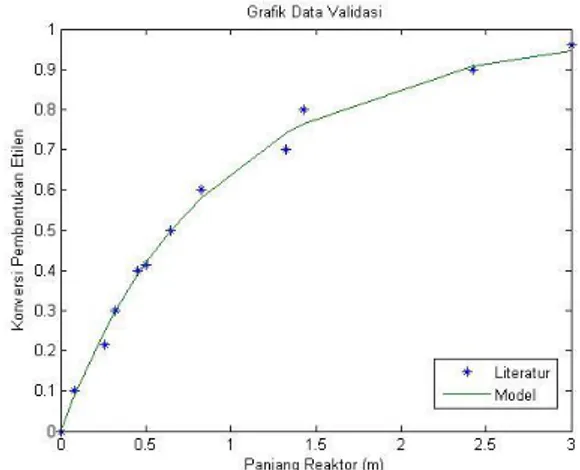
Model matematika tersebut kemudian diselesaikan menggunakan data kondisi operasi yang juga diperoleh dari literatur. Hasil validasi dari model matematika tersebut disajikan pada Gambar 1.
Gambar 1 Perbandingan Data Validasi dengan Data Model Satu Dimensi
Setelah validasi data, tahap selanjutnya adalah menentukan parameter dari laju reaksi. Penentuan tetapan laju reaksi menggunakan sintaks fminsearch. Tabel 4 menunjukan nilai tetapan laju reaksi yang diperoleh yaitu Ao dan Ea.
Tabel 4 Nilai Ao dan Ea/R Hasil Perhitungan
Ao Ea/R k1 8,5361e-009 48,1571 k-1 261,2770 270,8676 k2 170,3286 190,2573 k3 841,8469 438,3150 k4 109,6961 10,8991
Dengan menggunakan parameter tetapan laju reaksi, simulasi dilanjutkan dengan beberapa variasi. Variasi pertama adalah tekanan, hasil perhitungan menggunakan model matematika yang telah divalidasi disajikan dalam Tabel 5 dan Gambar 2. Perolehan etilen adalah etilen pada saat keluaran reaktor, yaitu z=3.
Tabel 5 Tabel Perolehan Etilen dengan Variasi Tekanan
Tekanan (atm) Fout Etilen (kmol)
0,5 26,389 0,6 27,5596 0,7 28,3459 0,8 28,8766 0,9 29,236 1 29,48 1,1 29,6458 1,2 29,7587
Gambar 2 Grafik Perolehan Etilen terhadap Panjang Reaktor dengan Variasi Tekanan
Berdasarkan Tabel 5 dan Gambar 2, dapat dilihat bahwa semakin besar tekanan semakin besar pula laju perolehan etilen. Laju ini ditunjukkan kenaikan kurva yang makin tajam seiring dengan bertambahnya tekanan. Tekanan yang tinggi membuat konsentrasi semakin tinggi sehingga molekul dapat lebih banyak berkontak. Dengan banyaknya molekul yang berkontak, makin cepat pula reaksi yang terjadi. Bila dibandingkan, makin besar tekanan, makin tinggi pula konversi etanol. Pada reaksi dengan tekanan 0,5 atm, konversi etanol sebesar 87,96%. Sedangkan pada tekanan 1,2 atm, konversi etanol sebesar 99,19%. Variasi selanjutnya adalah variasi temperatur yang dilakukan pada temperatur 600, 673 dan 743 K. Hasil percobaan disajikan dalam Tabel 6 dan Gambar 3.
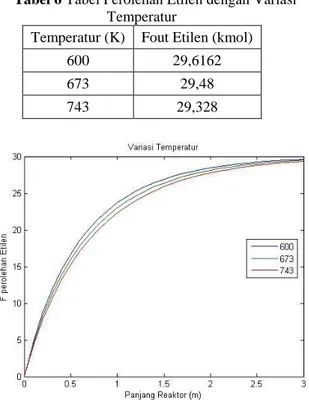
Tabel 6 Tabel Perolehan Etilen dengan Variasi Temperatur
Temperatur (K) Fout Etilen (kmol)
600 29,6162
673 29,48
743 29,328
Gambar 3 Grafik Perolehan Etilen terhadap Panjang Reaktor dengan Variasi Temperatur
Berbanding terbalik dengan variasi tekanan dimana semakin tinggi tekanan semakin besar konsentrasi, semakin tinggi temperatur konsentrasi akan semakin kecil. Berdasarkan grafik hasil perhitungan yang disajikan pada Tabel 6 dan Gambar 3, dapat dilihat bahwa perolehan etilen untuk ketiga suhu hampir sama dengan kecepatan yang sedikit berbeda. Namun, semakin besar temperatur, semakin kecil etilen yang diperoleh.
Kondisi operasi yang divariasikan selanjutnya adalah konsentrasi umpan masukan. Rentang variasi konentrasi umpan yang dilakukan adalah 30-95%-v. Hasil percobaan disajikan dalam Tabel 7 dan Gambar 4. Dari Tabel 7 dan Gambar 4, dapat dilihat bahwa hasil percobaan sesuai dengan teori. Semakin besar konsentrasi masukan etanol, semakin besar pula perolehan etilen. Perolehan etilen sudah maksimal menggunakan reaktor sepanjang 3 m menggunakan kondisi operasi dari literatur dan konsentrasi masukan umpan >90%.
Tabel 7 Tabel Perolehan Etilen dengan Variasi Konsentrasi Umpan
Konsentrasi Fout Etilen (kmol)
30 29,48 40 39,5225 50 49,6535 60 59,8198 70 69,9489 80 79,9966 90 90
Gambar 4 Grafik Perolehan Etilen terhadap Panjang Reaktor pada tiap Konsentrasi
Percobaan dilajutkan dengan variasi porositas unggun katalis. Unggun katalis yang digunakan pada kondisi operasi dari literatur adalah 0,77, sehingga untuk mengetahui pengaruh porositas unggun, dipilih nilai porositas di atas dan di bawah nilai kondisi operasi
dari literatur yaitu 0,5 dan 0,9. Hasil percobaan ditunjukkan oleh Tabel 8 dan Gambar 5. Tabel 8 dan Gambar 5 menunjukkan semakin besar nilai porositas, semakin panjang reaktor yang dibutuhkan. Nilai porositas yang besar menunjukkan semakin renggang unggun katalis, oleh karena itu luas permukaan katalis yang dapat berkontak dengan etanol lebih kecil. Pada kurva dapat dilihat bahwa dengan meningkatnya porositas unggun, reaksi berjalan semakin lambat yang ditunjukkan oleh bentuk kurva yang landai. Bila reaksi berjalan lambat, maka dibutuhkan waktu tinggal yang lebih lama untuk mendapatkan hasil yang sama dengan reaktor dengan porositas unggun yang lebih kecil.
Tabel 8 Tabel Perolehan Etilen dengan Variasi Porositas Unggun Katalis
Porositas Fout Etilen (kmol)
0,5 29,9942
0,77 29,48
0,9 25,3268
Gambar 5 Grafik Perolehan Etilen terhadap Panjang Reaktor dengan Variasi Porositas Unggun
Katalis
Untuk mendirikan suatu pabrik, bila diinginkan perolehan etilen yang besar dapat dicapai dengan kondisi operasi yang sesuai. Kondisi operasi yang didapatkan dari literatur untuk reaksi dehidrasi etanol menjadi etilen adalah reaksi terjadi pada temperatur 673K, tekanan 1 atm dan porositas unggun sebesar 0,77. Dengan kondisi operasi tersebut, didapat perolehan etilen sebesar 29,38 kmol untuk konsentrasi masukan umpan 30 kmol. Perolehan etilen merupakan jumlah etilen keluaran reaktor (z=3). Kondisi operasi yang diperoleh dari literatur, sudah memberikan perolehan etilen yang besar. Namun, belum ditentukan konsentrasi masukan yang ideal. Konsentrasi umpan akan terkonversi seluruhnya pada tekanan 1 atm mulai pada konsentrasi etanol masukan 90%. Oleh karena itu, ditetapkan untuk mendapatkan konversi etanol 99-100% yang juga menyatakan perolehan etilen yang maksimal, konsentrasi masukan umpan yang digunakan adalah >90%. Tabel 9 menunjukkan
kondisi operasi untuk mendapatkan perolehan etilen yang optimal.
Tabel 9 Kondisi Operasi untuk Perolehan Etilen Optimal Parameter Tekanan 1 atm Temperatur 673 K Konsentrasi Umpan 90~100% Porositas Unggun 0,77 KESIMPULAN
1. Semakin besar tekanan, perolehan etilen semakin besar
2. Semakin besar temperatur, perolehan etilen semakin kecil
3. Semakin besar konsentrasi umpan, perolehan etilen semakin besar
4. Semakin besar porositas unggun, perolehan etilen semakin kecil
5. Diameter 10 cm dapat memberikan aliran turbulen di dalam reaktor
6. Panjang 3 meter dapat memberikan perolehan etilen maksimal (konversi etanol 100%) dengan kondisi operasi: temperatur 673K, tekanan 1 atm, porositas unggun 0,77 dan konsentrasi masukan > 90%.
SARAN
1. Penelitian selanjutnya dapat meninjau reaktor dengan kondisi adiabatik dan menghitung kalor yang dilepas atau dihasilkan dari reaksi.
2. Karena ditemui adanya ketidaksesuaian dengan teori pada variasi temperatur, peneliti selanjutnya dapat meneliti lebih lanjut tentang hal ini.
DAFTAR PUSTAKA
1. Handoyo, (2013), PTPN Siap Jual Bioetanol ke Pasar Eskpor, www.kontan.co.id (diakses tanggal 18 April 2013)
2. Institut Teknologi Sepuluh November, Pabrik Bioethanol dari Batang Jagung dengan Proses Fermentasi, www.its.ac.id (diakses tanggal 5 Mei 2013)
3. Kementrian Perindustrian, Industri Etilen, www.kemenperin.go.id (diakses tanggal 18 April 2013)
4. Kementrian Perindustrian, Produksi Plastik, www.kemenperin.go.id (diakses tanggal 5 Mei 2013)
5. Nasikin, M., (2000), Alternatif Sintesis Etilen dari Etanol sebagi Bahan Baku yang Terbarukan dengan Katalis Zeolit Alam, Universitas Indonesia, Depok.
![Tabel 2 Perkembangan Etilen di Indonesia [3] Tahun Produksi Etilen](https://thumb-ap.123doks.com/thumbv2/123dok/2682192.2257511/2.892.473.813.702.883/tabel-perkembangan-etilen-indonesia-tahun-produksi-etilen.webp)