KAJIAN KETERKAITAN SISTEM PELAKSANAAN
PROGRAM HIGIENE DALAM MEREDUKSI
RISIKO BAHAYA HISTAMIN PADA PROSES
PRODUKSI TUNA LOIN BEKU
MINAL FITRANI C34060598
DEPARTEMEN TEKNOLOGI HASIL PERAIRAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR
2011
RINGKASAN
MINAL FITRANI. Kajian Keterkaitan Sistem Pelaksanaan Program Higiene dalam Mereduksi Risiko Bahaya Histamin pada Proses Produksi Tuna Loin Beku. Dibimbing oleh WINI TRILAKSANI dan BAMBANG RIYANTO.
Peningkatan ekspor tuna Indonesia yang besar ternyata masih memiliki permasalahan akan tingginya kadar histamin dari produk yang ada. Histamin merupakan bahaya potensial penyebab keracunan yang terdapat pada ikan-ikan scombroidae, seperti tuna. Secara teoritis, histamin merupakan hasil bentukan dari proses dekarboksilasi histidin oleh mikroorganisme, terutama mikroorganisme yang berasal dari kontaminasi lingkungan, seperti saat penanganan (handling) yang tidak higienis. US-FDA telah menentukan standar kadar histamin pada produk tuna, yaitu sebesar 20 mg per 100 g, dimana nilai ini merupakan indikasi dari proses penanganan ikan yang tidak higienis.
Higiene adalah semua kondisi dan tindakan yang dibutuhkan untuk memastikan dan menjamin dihasilkannya produk yang aman pada setiap tahapan pada rantai proses pengolahan. Akan tetapi, masih banyak industri pengolahan tuna yang belum serius dalam menerapkan peraturan higiene sebagai pondasi dari sistem keamanan pangannya, sehingga dibutuhkan informasi mengenai keterkaitan ketidaksesuaian pelaksanaan sistem higiene terhadap risiko bahaya yang dapat ditimbulkannya.
Tujuan dari penelitian ini adalah mempelajari sistem higiene pada proses produksi tuna loin beku dan melakukan kajian keterkaitan pelaksanaan program higiene terhadap risiko bahaya histamin. Kajian ini dilakukan dengan penilaian kesesuaian pelaksanaan program higiene, pengujian produk tuna loin beku dan verifikasi dengan analisis statistik menggunakan statistical process control (SPC) pada temuan ketidaksesuaian pelaksanaan program higiene selama proses produksi tuna loin beku.
Ketidaksesuaian aspek higiene yang ditemukan dan diduga dapat menyebabkan kenaikan jumlah histamin pada produk tuna loin beku adalah mutu dan suhu bahan baku; penyimpangan suhu dan waktu proses (tahap penerimaan bahan baku, pemberian gas CO, pemvakuman, pengepakan, dan penyimpanan beku) serta aspek personal (pihak manajemen dan karyawan). Analisis histamin dan analisis mikrobiologis menunjukkan kadar histamin, jumlah bakteri TPC, dan bakteri penghasil histamin (BPH) meningkat selama pengolahan. Rataan kadar histamin pada tahap penerimaan bahan baku, tahap pembentukan loin, dan produk akhir berturut-turut yaitu: 1,17 ppm, 3,67 ppm, dan 10,26 ppm. Jumlah TPC yaitu 1,4 x 104 Koloni/g, 2,4 x 104 Koloni/g, dan 7,2 x 104 Koloni/g, serta jumlah BPH yaitu: 4,8 x 103 Koloni/g, 5,1 x 103 Koloni/g dan 3,1 x 104 Koloni /g.
Analisis statistical proses control pada bahan baku menunjukkan kadar histamin stabil dengan nilai rataan 1,51 ppm dengan standar deviasi 0,53; suhu bahan baku stabil, yaitu ≤ 3oC dengan nilai rataan 1,39oC dengan standar deviasi 0,17. Adapun aspek penyimpangan suhu dan waktu proses menunjukkan ketidaksesuaian pelaksanaan program higiene menghasilkan kapabilitas proses yang rendah (tingkat kesalahan tinggi), sehingga berpotensi mempertinggi risiko histamin selama proses produksi tuna loin beku.
KAJIAN KETERKAITAN SISTEM PELAKSANAAN
PROGRAM HIGIENE DALAM MEREDUKSI
RISIKO BAHAYA HISTAMIN PADA PROSES
PRODUKSI TUNA LOIN BEKU
MINAL FITRANI C34060598
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar Sarjana Perikanan pada Departemen Teknologi Hasil Perairan
DEPARTEMEN TEKNOLOGI HASIL PERAIRAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR
2011
Judul : Kajian Keterkaitan Sistem Pelaksanaan Program Higiene dalam Mereduksi Risiko Bahaya Histamin pada Proses Produksi Tuna Loin Beku
Nama : Minal Fitrani
NIM : C34060598
Menyetujui,
Pembimbing 1,
(Ir. Wini Trilaksani, M.Sc ) NIP : 19610128 198601 2 001
Pembimbing II,
(Bambang Riyanto S.Pi, M.Si) NIP : 19690603 199802 1 001
Tanggal Lulus,………... Mengetahui, Ketua Departemen:
(Dr. Ir Ruddy Suwandi, MS, M.Phil) NIP : 1958 0511 198503 1 002
PERNYATAAN MENGENAI SKRIPSI DAN SUMBER INFORMASI
Dengan ini saya menyatakan bahwa skripsi yang berjudul Kajian Keterkaitan Sistem Pelaksanaan Program Higiene dalam Mereduksi Risiko Bahaya Histamin pada Proses Produksi Tuna Loin Beku adalah karya saya sendiri dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang berasal atau kutipan dari karya yang diterbitkan maupun yang tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, Maret 2011 Minal Fitrani
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa karena berkat rahmat dan karunianya penulis dapat menyelesaikan skripsi dengan judul Kajian Keterkaitan Sistem Pelaksanaan Program Higiene dalam Mereduksi Risiko Bahaya Histamin pada Proses Produksi Tuna Loin Beku. Pada kesempatan ini penulis mengucapkan terima kasih kepada semua pihak yang telah membantu dalam menyelesaikan skripsi, terutama kepada:
1. Ir. Wini Trilaksani, M.Sc dan Bambang Riyanto, S. Pi, M.Si selaku dosen pembimbing skripsi, atas segala bimbingan dan pengarahan yang diberikan kepada penulis.
2. Ibu Ir. Winarti Zahiruddin, MS selaku dosen penguji, atas segala pertanyaan serta kritik dan saran yang membangun.
3. Ir. Djoko Poernomo selaku dosen pembimbing akademik, atas segala bimbingan dan pengarahan yang diberikan kepada penulis.
4. Bapak Dr. Ir. Ruddy Suwandi, MS, M.Phil selaku Ketua Departemen Teknologi Hasil Perairan.
5. Bapak Dr. Ir. Agoes Mardiono Jacoeb, Dipl. Biol sebagai Ketua Komisi Pendidikan Departemen Teknologi Hasil Perairan.
6. Ibu Wahyuni sebagai kepala UPT BPMPHPK DKI Jakarta dan Ibu Devi sebagai Kepala Teknis Laboratorium UPT BPMPHPK DKI Jakarta.
7. Bapak Hendra Sugandhi sebagai direktur utama PT LNJ atas izin penelitian yang diberikan serta Bapak Nur Hadipitoyo sebagai Manajer Umum PT LNJ atas bantuan, bimbingan dan kerjasamanya.
8. Bundaku tersayang, Bapak, Mas Abi, Mbak Lia dan Dede Nurul serta keluarga atas kasih sayang tiada tara, doa tanpa henti, bantuan moril dan materil serta semangat pada penulis dalam menyelesaikan skripsi ini. 9. Teman-teman satu bimbingan: partner setiaku Patmawati, Wahyu, Ibnu,
Ozi, especially teman-teman seperjuangan di Muara Baru: Anggi dan Rizal atas kebersamaan, dukungan dan semangat yang diberikan.
10. Teman-teman tersayang: Rzers (Dwi, Nurma, Nurul, Erika, Ana, Lana, Ely, Ika, Laras, Chacha, Yuyun), Cikuik, Nanda, Era, Pipit, Memey, Cece, Hilda, Ratna, Rida, Aci, Icha.
11. Yayan Sofyan, Mbak Nana, Mbak Uppy, Mas Danuri, Mas Wisman, Pipit dan seluruh karyawan PT LNJ atas perhatian, canda tawa, bantuan dan kerjasamanya.
12. Karyawan UPT BPMPHPK: Ibu Yuli, Ibu Ellis, Anita, Diah, Mita, Sidik, Pak Kur, Kak Kukuh, Pak Woko atas bantuan yang diberikan.
13. Keluarga besar Departemen Teknologi Hasil Perairan, staff , dosen dan Tata Usaha (TU), serta teman-teman THP 41, 42, 43, 44, dan 45 yang telah memberikan dorongan dan semangat.
14. Terakhir, kepada semua pihak yang tidak bisa disebutkan satu-persatu. Penulis menyadari bahwa masih ada kekurangan dalam penulisan skripsi ini. Oleh karena itu penulis mengharapkan kritik dan saran yang dapat membangun dalam penyempurnaan skripsi ini. Semoga tulisan ini bermanfaat bagi pihak-pihak yang memerlukan.
Bogor, Maret 2011 Minal Fitrani
RIWAYAT HIDUP
Penulis dilahirkan di Palas, Lampung Selatan pada tanggal 16 Mei 1988, sebagai anak kedua dari pasangan Ponijo dan Suarni, S.Pd.
Penulis menempuh pendidikan formal di SMA Al-Kautsar Bandar Lampung (tahun 2003-2006). Pada tahun 2006, penulis diterima di Institut Pertanian Bogor melalui jalur USMI (Undangan Seleksi Masuk IPB) dan pada tahun 2007 diterima di Departemen Teknologi Hasil Perairan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor.
Selama masa perkuliahan, penulis aktif dalam berbagai organisasi kemahasiswaan diantaranya Himpunan Mahasiswa Teknologi Hasil Perikanan (HIMASILKAN) sebagai anggota divisi sosial kemasyarakatan periode 2008-2009 dan 2009-2010, OMDA Kemala (Keluaga Mahasiswa Lampung) sebagai pengurus, serta aktif dalam kepanitiaan berbagai kegiatan kemahasiswaan di Institut Pertanian Bogor. Penulis juga aktif menjadi asisten praktikum mata kuliah Diversifikasi dan Pengembangan Produk Hasil Perairan 2009/2010, Teknologi Pemanfaatan Hasil Samping dan Limbah 2009/2010 dan Teknologi Produk Tradisional Hasil Perairan 2009/2010. Pelatihan yang pernah penulis ikuti yaitu pelatihan Good Laboratory Practices (GLP) yang diadakan oleh HIMASILKAN dan pelatihan ISO 22000 yang diadakan di Institut Pertanian Bogor.
Sebagai salah satu syarat untuk menyelesaikan program sarjana di Departemen Teknologi Hasil Perairan, penulis melaksanakan penelitian dengan judul Kajian Keterkaitan Sistem Pelaksanaan Program Higiene dalam Mereduksi Risiko Bahaya Histamin pada Proses Produksi Tuna Loin Beku dibawah bimbingan Ir. Wini Trilaksani, M. Sc dan Bambang Riyanto, S. Pi, M.Si.
DAFTAR ISI
Halaman
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
1 PENDAHULUAN... 1 1.1 Latar Belakang ... 1 1.2 Tujuan ... 3 2 TINJAUAN PUSTAKA ... 4 2.1 Tuna Loin ... 4 2.2 Histamin ... 7 2.3 Higiene ... 11 3 METODOLOGI ... 17
3.1 Waktu dan tempat ... 17
3.2 Alat dan Bahan ... 17
3.3 Prosedur Penelitian ... 17
3.4 Prosedur Pengujian ... 20
4 HASIL DAN PEMBAHASAN ... 29
4.1 Mempelajari, Mendeskripsikan dan Memverifikasi Proses Pembuatan Tuna Loin Beku di PT X ... 30
4.2 Mempelajari Sistem Pelaksanaan, Memverifikasi Program Higiene pada Proses Produksi Tuna Loin Beku, dan Melakukan Penilaian Pelaksanaan Program Higiene PT X ... 35
4.2.1 Produksi bahan baku ... 35
4.2.2 Desain dan fasilitas ... 35
4.2.3 Prosedur pengendalian... 44
4.2.4 Sanitasi... 52
4.2.5 Personal ... 53
4.3 Kajian Keterkaitan Sistem Pelaksanaan Program Higiene dengan Mutu Produk Tuna Loin Beku ... 54
4.3.1 Mutu produk tuna loin beku... 54
4.3.2 Ketidaksesuaian pelaksanaan program higiene yang berpotensi meningkatkan pembentukan histamin ... 59
5 KESIMPULAN DAN SARAN ... 71
5.1 Kesimpulan ... 72
5.2 Saran ... 72
DAFTAR PUSTAKA ... 73
LAMPIRAN ... 79
DAFTAR TABEL
No. Halaman 1 Komposisi Gizi Beberapa Jenis Ikan Tuna (Thunnus sp.) per 100 gram
daging ikan ... 6 2 Konsentrasi asam amino bebas pada yellowfin tuna loin pada
penyimpanan 1.0±0.3oC ... 7 3 Bakteri penghasil histamin yang terdapat pada ikan laut ... 9 4 Analisis statistika kendali proses pada beberapa alur proses yang
mengandung ketidaksesuaian dalam pelaksanaan program higiene .... 62 5 Uji tingkat kepercayaan karyawan pada kinerja manajemen puncak
dalam sistem higiene ... 68
DAFTAR GAMBAR
No. Halaman
1 Ikan tuna (Thunnus sp) ... 4
2 Alur kajian keterkaitan pelaksanaan program higiene dengan risiko bahaya histamin ... 28
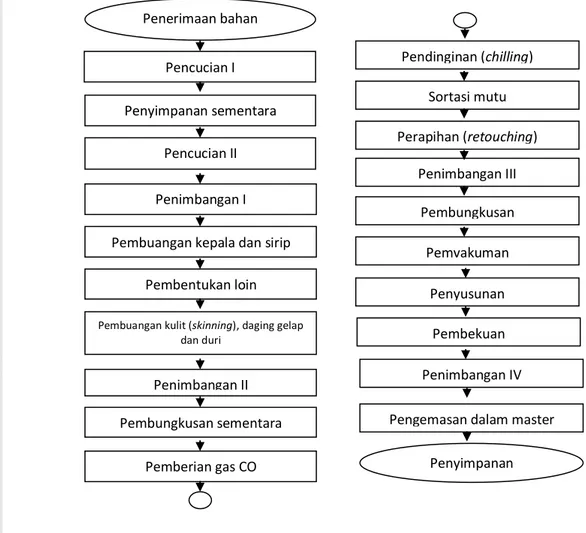
3 Diagram alur proses produksi tuna loin pada PT X ... 34
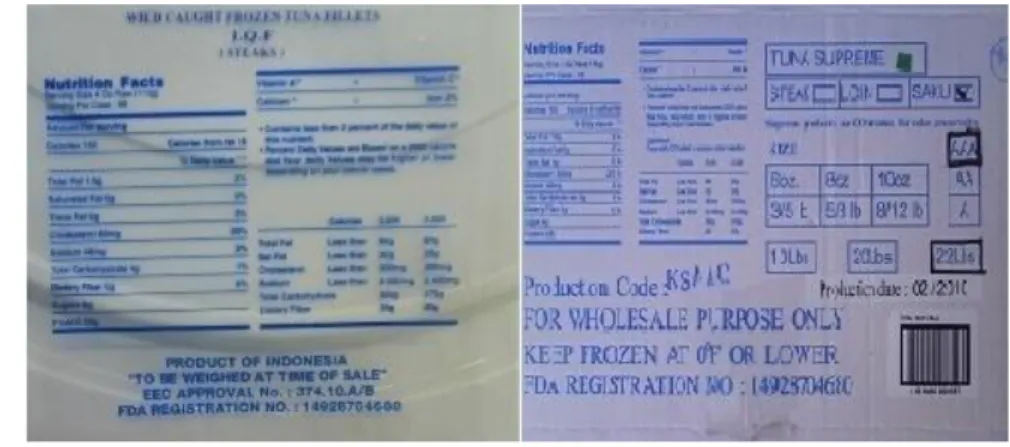
4 Kemasan dan label yang digunakan PT X ... 49
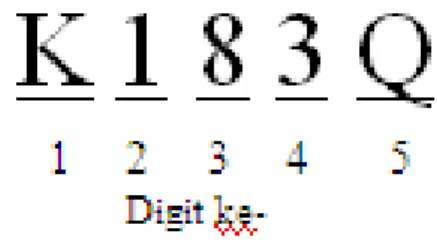
5 Contoh kode batch tahap pembelian-penimbangan akhir ... 51
6 Contoh kode produksi pengemasan- stuffing pada master carton ... 52
7 TPC pada ikan tuna selama proses produksi ... 55
8 Jumlah bakteri penghasil histamin pada tuna loin selama proses produksi ... 55
9 Jumlah bakteri total dan bakteri penghasil histamin... 56
10 Kadar histamin produk tuna loin selama pengolahan ... 58
11 Variasi resiko histamin berdasarkan bagian tubuh yang dijadikan sampel pada tuna ... 59
12 Fluktuasi suhu ikan tuna bahan baku loin ... 60
13 Fluktuasi kadar histamin ikan tuna bahan baku loin ... 60
14 Diagram sebab akibat penyebab variasi kadar histamine tuna loin beku ... 67
15 Hasil pengisian kuisioner oleh karyawan PT X ... 69
DAFTAR LAMPIRAN
No. Halaman
1 Format tabel observasi kegiatan proses pembuatan tuna loin beku .. 80
2 Tabel observasi kegiatan proses pembuatan tuna loin beku ... 81
3 Format tabel program higiene pada proses produksi tuna loin PT X 83
4 Tabel program higiene pada proses produksi tuna loin PT X ... 84
5 Format Tabel Penilaian Kesesuaian program higiene pada proses produksi tuna loin beku di PT X ... 87
6 Tabel Penilaian Kesesuaian program higiene pada proses produksi tuna loin beku di PT X ... 88
7 Kuisioner karyawan (Modifikasi Aarnisalo et.al 2006) ... 101
8 Kuisioner tentang kepercayaan karyawan terhadap manajemen puncak (Brown 1999) ... 103
9 Form harvest vessel receiving record ... 104
10 Layout pekerja di PT X ... 105
11 Chilling temperature monitoring control ... 106
12 Frezzing monitoring report ... 107
13 Cold storage temperature report ... 108
14 Alur pembuangan limbah padat ... 109
15 Hasil pengujian histamine bahan baku PT X ... 110
16 Hasil pengujian TPC bahan baku PT X ... 111
17 Daily record of raw material receiving ... 113
18 Dailly Report of packing and labelling ... 114
19 Dailly Report of sanitation inspection ... 115
20 Hasil pengujian air PT X ... 116
21 Analisis statistik suhu bahan baku ... 117
22 Analisis statistik histamin bahan baku ... 117
23 Analisis statistik alur proses penerimaan bahan baku ... 118
24 Analisis statistik alur proses pemberian gas CO ... 119
25 Analisis statistik alur proses pemvakuman ... 120
26 Analisis statistik alur proses pengepakan ... 121
27 Analisis statistik suhu penyimpanan beku ... 122
28 Tabel konversi nilai DPMO ke nilai Sigma ... 123
29 Data analisis TPC ... 126
30 Data analisis bakteri penghasil histamin ... 126 31 Data pengujian histamin ... 126 32 Dokementasi kegiatan penelitian ... 130
1 PENDAHULUAN
1.1 Latar Belakang
Tuna merupakan komoditas ekspor terbesar ke-2 Indonesia setelah udang dengan nilai ekspor mencapai US$ 243 juta pada tahun 2009 (KKP 2010). Data ekspor dan impor KKP tahun 2010 menunjukkan bahwa produksi tuna Indonesia naik yaitu dari 203.269 ton pada tahun 2009 menjadi 207.010 ton pada tahun 2010 atau mengalami peningkatan sebesar 1,84% (KKP 2011).
Produksi dan pasar tuna Indonesia yang besar tersebut, ternyata masih memiliki kendala, diantaranya adalah penolakan oleh negara importir akibat kadar histamin yang melampaui batas. Rapid Alert System for Food and Feed (RASFF) Uni Eropa tahun 2007 mencatat bahwa terdapat 22 kasus ekspor tuna dari Indonesia dengan kadar histamin yang melebihi ambang batas (EC 2007). Food and Drugs Administration (FDA) Amerika Serikat juga melaporkan bahwa telah terjadi kasus penolakan ikan tuna asal Indonesia, dengan 13 kasus pada tahun 2007 dan 7 kasus pada tahun 2008, yang disebabkan oleh kadar histamin yang melebihi ambang batas (FDA 2009). Histamin merupakan bahaya potensial penyebab keracunan yang terdapat pada ikan-ikan scombroid, seperti tuna. Keracunan dapat terjadi dalam beberapa menit atau beberapa jam setelah mengkonsumsi ikan dengan kandungan histamin tinggi (Emborg et al. 2008).
Pembentukan histamin terjadi dari proses dekarboksilasi histidin oleh mikroorganisme, baik yang terdapat dalam tubuh ikan maupun mikroorganisme dari lingkungan (Rawles et al. 1996). Kontaminasi khususnya oleh bakteri penghasil histamin jenis psikrofilik dapat mempertinggi risiko keracunan histamin. Hal ini karena bakteri psikrofilik masih dapat mendekarboksilasi histidin menjadi histamin, walaupun penyimpanan dilakukan pada suhu chilling (Dalgaard dan Emborg 2008). Selain itu enzim histidin dekarboksilase yang telah terbentuk oleh kontaminan, dapat terus membentuk histamin walaupun ikan disimpan pada suhu beku dan sel bakteri telah injury (Baranowski et al. 1990).
Kontaminasi yang menyebabkan terbentuknya histamin terutama disebabkan oleh adanya penanganan yang tidak higiene (FDA 1998). Kaitan antara higiene dengan histamin ini diperkuat oleh Hui dan Taylor (1983) yang menyatakan
bahwa histamin merupakan parameter yang menggambarkan penerapan higiene yang kurang baik pada penanganan bahan baku dan proses produksi tuna. Selain itu, United States-Food and Drugs Assosciation (US-FDA) telah mengeluarkan standar kadar histamin pada tuna 20 mg per 100 g yang menunjukkan adanya indikasi yang tidak higienis pada beberapa tahap penanganan pasca tangkap tuna (FDA 2001).
Higiene adalah semua kondisi dan tindakan yang dibutuhkan untuk memastikan dan menjamin dihasilkannya produk yang aman pada setiap tahapan pada rantai proses (CAC 2003). Higiene pangan memiliki tujuan untuk mengeliminasi dan meminimalisasi kontaminasi pada pangan (Johns 1991).
Penerapan higiene yang tidak baik, tidak hanya berakibat pada peningkatan histamin tetapi juga menimbulkan berbagai permasalahan. RASFF melaporkan bahwa 70,45% dari total notifikasi pada produk perikanan terjadi karena adanya ketidaksesuaian pada pelaksanaan sistem higiene (EC 2010). Di Italia, 74% infeksi Salmonella disebabkan karena kondisi lingkungan yang tidak higiene (Jones 1998). Wallace et al. (2011) mencatat berbagai insiden besar karena makanan sejak 1989-2009, dan dari 15 kasus yang tercatat terdapat 4 kasus yang timbul karena praktek higiene yang tidak baik.
Masalah-masalah keamanan pangan yang ditimbulkan karena praktek higene yang tidak baik, khususnya histamin dalam industri tuna perlu dikendalikan dengan suatu sistem manajemen keamanan pangan yang efektif (Huss et al. 2004). Sistem manajemen keamanan pangan berbasis science yang direkomendasikan oleh Codex Allimentarius Commission (CAC) adalah Hazard Analysis Critical Control Point (HACCP) (Wallace et al. 2011). HACCP merupakan salah satu sistem manajemen keamanan pangan dengan pendekatan sistematik yang mengidentifikasi dan mengendalikan bahaya-bahaya untuk memastikan jaminan keamanan pangan (CAC 2003).
Berdasarkan laporan Keener (1999), Wallace dan Williams (2001), Paniselo & Quantick (2001), dan Wallace et al. (2011) bahwa penerapan HACCP banyak mengalami kegagalan. Kajian Paniselo & Quantick (2001) memperlihatkan gambaran umum adanya 5 hambatan teknis yang menjadi penyebab kegagalan HACCP, yaitu persepsi yang salah terhadap pengawasan (kontrol), ukuran
perusahaan, jenis produk, dan syarat atau standar keamanan pangan oleh konsumen/buyer. Persepsi yang salah terhadap pengawasan (kontrol) oleh perusahaan merupakan hambatan teknis utama dalam penerapan HACCP. Hal ini berhubungan dengan komitmen manajemen, yang berarti bahwa pihak manajemen kurang serius dalam menegakkan dan mengawasi aspek mendasar penerapan HACCP (Keener 1999, Paniselo & Quantick 2001). Aspek mendasar yang dimaksud adalah sistem higiene, dimana sistem tersebut merupakan suatu Pre Requisite Programe (PRP) atau pondasi dasar dari HACCP (Wallace dan Williams 2001, Wallace et al. 2011).
Ketidakseriusan dalam penerapan sistem higiene yang mengakibatkan kegagalan dalam implementasi HACCP akan menyulitkan pengendalian bahaya histamin. Hal ini sering tidak disadari oleh pihak manajemen, sehingga dibutuhkan suatu informasi mengenai keterkaitan ketidaksesuaian pelaksanaan sistem higiene terhadap risiko bahaya yang dapat ditimbulkan. Oleh karena itu, pengkajian mengenai keterkaitan antara program higiene yang dilaksanakan pada produksi tuna loin beku dengan risiko bahaya histamin menjadi penting untuk dilakukan.
1.2 Tujuan
Tujuan dari penelitian ini adalah mempelajari sistem higiene perusahaan pada proses produksi tuna loin beku dan melakukan kajian keterkaitan pelaksanaan program higiene terhadap risiko bahaya histamin.
2 TINJAUAN PUSTAKA 2.1 Tuna Loin
Ikan tuna termasuk dalam keluarga Scombroidae, tubuhnya seperti cerutu, mempunyai dua sirip pungung, sirip depan yang biasanya pendek dan terpisah dari sirip belakang. Mempunyai jari-jari sirip tambahan (finlet) di belakang sirip punggung dan sirip dubur. Sirip dada terletak agak ke atas, sirip perut kecil, sirip ekor bercagak agak ke dalam dengan jari-jari penyokong menutup seluruh ujung hipural. Tubuh ikan tuna tertutup oleh sisik-sisik kecil, berwarna biru tua dan agak gelap pada bagian atas tubuhnya, sebagian besar memiliki sirip tambahan yang berwarna kuning cerah dengan pinggiran berwarna gelap (Graham dan Dickson 2001). Menurut Saanin (1984), klasifikasi ikan tuna sebagai berikut :
Phylum : Chordata
Sub phylum : Vertebrata Thunnus Class : Teleostei
Sub Class : Actinopterygii Ordo : Perciformes Sub ordo : Scombroidae Genus : Thunnus
Species : Thunnus alalunga (Albacore)
Thunnus albacores (Yellowfin Tuna) Thunnus macoyii (Southtern Bluefin Tuna) Thunnus obesus (Big Eye Tuna)
Thunnus tongkol (Longtail Tuna )
Adapun bentuk tubuh ikan tuna dapat dilihat pada Gambar 1.
Gambar 1 Ikan tuna (Thunnus sp.). Sumber: Schultz (2000)
Tuna loin mentah beku adalah produk yang dibuat dari tuna segar atau beku yang mengalami perlakuan penyiangan, pembelahan membujur menjadi 4 bagian (loin), pembuangan daging gelap (dark meat), pembuangan lemak, pembuangan kulit, perapihan, dan pembekuan cepat dengan suhu pusatnya maksimum -18oC (BSN 2006a). Cara penanganan dan pengolahan ikan tuna loin yang terdapat dalam SNI 01-4104.3-2006 meliputi:
(1) Penerimaan
Bahan baku yang diterima di unit pengolahan diuji secara organoleptik, untuk mengetahui mutunya. Bahan baku kemudian ditangani secara hati-hati, cepat, cermat dan saniter dengan suhu pusat produk maksimal 4,4 °C. (2) Penyiangan atau tanpa penyiangan
Apabila ikan yang diterima masih dalam keadaan utuh, ikan disiangi dengan cara membuang kepala dan isi perut. Penyiangan dilakukan secara cepat, cermat dan saniter sehingga tidak menyebabkan pencemaran pada tahap berikutnya dengan suhu pusat produk maksimal 4,4 °C.
(3) Pencucian 1 (khusus yang menggunakan bahan baku segar).
Ikan dicuci dengan hati-hati menggunakan air bersih dingin yang mengalir secara cepat, cermat dan saniter untuk mempertahankan suhu pusat produk maksimal 4,4 °C.
(4) Pemotongan daging (pembuatan loin)
Pembuatan loin dilakukan dengan cara membelah ikan menjadi empat bagian secara membujur. Proses pembuatan loin dilakukan secara cepat, cermat dan saniter dan tetap mempertahankan suhu pusat produk 4,4 °C. (5) Pengulitan dan Perapihan
Tulang, daging merah dan kulit yang ada pada loin dibuang hingga bersih. Pengulitan dan perapihan dilakukan secara cepat, cermat dan saniter dan tetap mempertahankan suhu produk 4,4 °C.
(6) Sortasi mutu
Sortasi mutu dilakukan dengan memeriksa loin keberadaam tulang, duri, daging merah dan kulit secara manual. Sortasi dilakukan secara hati-hati, cepat, cermat dan saniter dengan suhu pusat produk maksimal 4,4 °C.
(7) Pembungkusan
Loin yang sudah rapih selanjutnya dikemas dalam plastik secara individual vakum dan tidak vakum secara cepat. Proses pembungkusan dilakukan secara cepat, cermat dan saniter dan tetap mempertahankan suhu pusat produk maksimal 4,4 °C.
(8) Pembekuan
Loin yang sudah dibungkus kemudian dibekukan dengan alat pembeku seperti ABF hingga suhu pusat ikan mencapai maksimal –18 °C dalam waktu maksimal 4 jam.
(9) Penimbangan
Loin ditimbang satu per satu dengan menggunakan timbangan yang sudah dikalibrasi. Penimbangan dilakukan dengan cepat, cermat dan saniter serta tetap mempertahankan suhu pusat produk maksimal -18 °C.
(10) Pengepakan
Loin yang telah dilepaskan dari pan pembeku, kemudian dikemas dengan plastik dan dimasukkan dalam master karton secara cepat, cermat dan saniter.
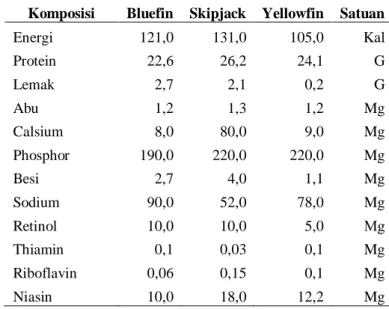
Ikan tuna adalah jenis ikan dengan kandungan protein yang tinggi dan lemak yang rendah. Kandungan proximat pada berbagai spesies tuna dapat dilihata pada Tabel 1.
Tabel 1 Komposisi Gizi Beberapa Jenis Ikan Tuna (Thunnus sp.) per 100 gram daging ikan.
Komposisi Bluefin Skipjack Yellowfin Satuan
Energi 121,0 131,0 105,0 Kal Protein 22,6 26,2 24,1 G Lemak 2,7 2,1 0,2 G Abu 1,2 1,3 1,2 Mg Calsium 8,0 80,0 9,0 Mg Phosphor 190,0 220,0 220,0 Mg Besi 2,7 4,0 1,1 Mg Sodium 90,0 52,0 78,0 Mg Retinol 10,0 10,0 5,0 Μg Thiamin 0,1 0,03 0,1 Mg Riboflavin 0,06 0,15 0,1 Mg Niasin 10,0 18,0 12,2 Mg Sumber: Williams (1986)
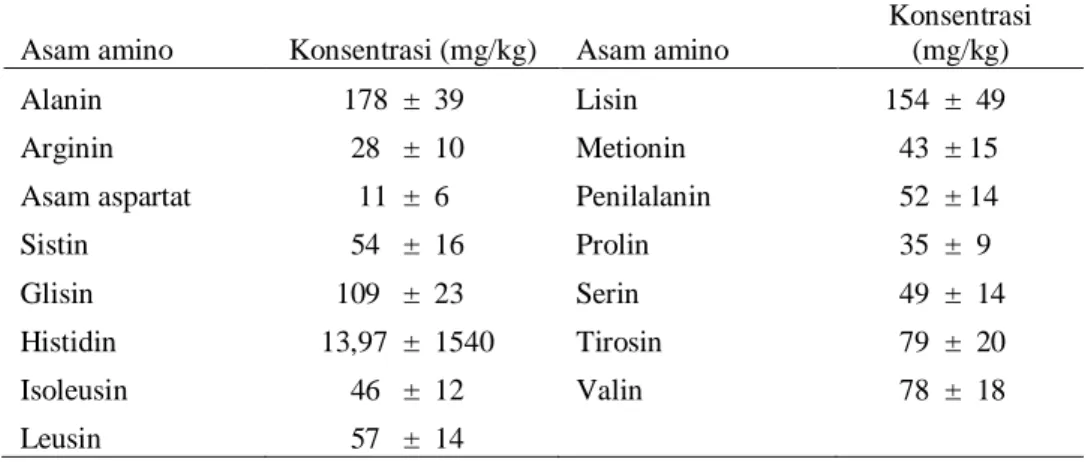
Adapun konsentrasi asam amino bebas pada yellowfin tuna loin pada penyimpanan 1,0 ± 0,3oC dapat dilihat pada Tabel 2.
Tabel 2 Konsentrasi asam amino bebas pada yellowfin tuna loin pada penyimpanan 1,0 ± 0,3oC.
Sumber: Emborg te al. (2005)
2.2 Histamin
Histamin adalah senyawa yang terdapat dalam daging ikan dari famili Scombroidae atau ikan lain yang membusuk dan di dalam dagingnya terdapat kadar histidin yang tinggi. Histamin di dalam daging ikan di produksi oleh enzim pemecah histidin yaitu histidine dekarboksilase melalui proses dekarboksilasi (pemotongan gugus karboksil). Enzim pemecah karboksil dapat berasal dari tubuh ikan sendiri, namun sebagian besar enzim tersebut dihasilkan oleh mikroba yang terdapat dalam saluran pencernaan ikan serta mikroba lain yang mengkontaminasi (Keer et al. 2002). Kimata (1961) pada mulanya menduga bahwa pembentukan histamin disebabkan karena proses autolisis, namun ternyata peranan proses autolisis terhadap pembentukan histamin sangat kecil dan diabaikan jumlahnya, jika dibandingkan jumlah histamin yang terbentuk karena proses dekarboksilasi oleh bakteri. Lebih lanjut dapat diketahui bahwa histamin mulai terbentuk pada saat jumlah ammonia dan amino nitrogen pada ikan sudah banyak terbentuk akibat proses kemunduran mutu.
Selama proses kemunduran mutu, bakteri memproduksi enzim dekarboksilase yang akan mengubah histidin bebas pada daging ikan menjadi histamin dan amin biogenik lain seperti putresin (dari ornitin), kadaverin (dari lisin), dan spermidin dan spermin (dari arginin) (Lehane dan Olley 2000). Toksisitas histamin
Asam amino Konsentrasi (mg/kg) Asam amino
Konsentrasi (mg/kg) Alanin 178 ± 39 Lisin 154 ± 49 Arginin 28 ± 10 Metionin 43 ± 15 Asam aspartat 11 ± 6 Penilalanin 52 ± 14 Sistin 54 ± 16 Prolin 35 ± 9 Glisin 109 ± 23 Serin 49 ± 14 Histidin 13,97 ± 1540 Tirosin 79 ± 20 Isoleusin 46 ± 12 Valin 78 ± 18 Leusin 57 ± 14
bertambah ketika ada amin biogenik lain yang ikut dikonsumsi seperti putresin dan kadverin (Rossi et al., 2002).
Berdasarkan penelitian Kerr et al. (2002), diketahui bahwa pada suhu 17oC, histamin dan kadaverin berkembang lebih cepat dibandingkan biogenik amin lainnya, sedangkan diantaranya keduanya, histamin mengalami peningkatan yang lebih signifikan dibandingkan kadaverin. Pada penyimpanan suhu 4oC, peningkatan biogenik amin hanya terjadi pada kadaverin dan pada suhu penyimpanan 0oC histamin dan kadaverin tidak terbentuk hingga penyimpanan hari keempat. Hasil penelitian Kerr et al. (2002) ini menyimpulkan bahwa terbentuknya biogenik amin dapat dihambat dengan penyimpanan pada suhu 0oC atau lebih rendah.
Laporan-laporan tentang suhu optimum dan batas suhu terendah untuk pembentukan histamin sangat bervariasi. Kim et al. (1999) melaporkan bahwa suhu optimum pembentukan histamin adalah pada suhu 25oC. Adapun Yoguchi et al. (1990) menyampaikan bahwa penyimpanan pada suhu 25oC selama 24 jam dapat meningkatkan kandungan histamin hingga 120 mg/100 g. Mengingat suhu optimum bakteri pembentuk histamin adalah 20-25oC, maka perlakuan penundaan dengan suhu rendah, sangat efektif untuk menekan pertumbuhan bakteri tersebut. Akan tetapi, Baranowski et al. (1990) menyampaikan bahwa pada suhu 2oC Klebsiella pneumonia tidak dapat tumbuh, tetapi pada suhu 4oC masih dapat menghasilkan histamin walaupun dalam jumlah yang sedikit.
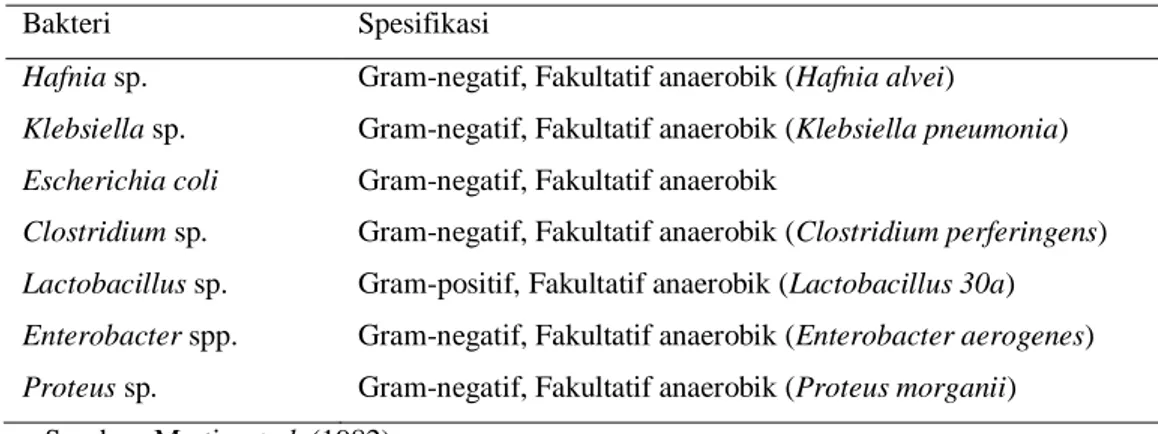
Bakteri pembentuk histamin kebanyakan dari family Enterobacteriaceae yang jenisnya sangat banyak, namun yang paling berperan dalam dekarboksilasi histidin adalah Morganella morganii, Klebsiella pneumonia, dan Hafnia alvei. Bakteri ini dapat ditemukan pada hampir semua jenis ikan, kemungkinan besar hasil kontaminasi pasca panen. Bakteri penghasil histamin ini tumbuh baik pada suhu 10oC, tetapi dapat juga tumbuh pada 5oC (Kim et al 2003). Oleh karena itu, Food and Drug Administration (FDA) menetapkan bahwa batas kritis suhu untuk pertumbuhan histamin adalah 4,4oC (FDA 2009). Macam-macam bakteri penghasil histamin yang terdapat pada ikan laut dan spesifikasinya dapat dilihat pada Tabel 3. Hampir semua bakteri ini memiliki spesifikasi gram negatif dan
bersifat fakultatif anaerobik sehingga mampu tumbuh pada kondisi aerobik dan anaerobik.
Tabel 3 Bakteri penghasil histamin yang terdapat pada ikan laut
Bakteri Spesifikasi
Hafnia sp. Gram-negatif, Fakultatif anaerobik (Hafnia alvei)
Klebsiella sp. Gram-negatif, Fakultatif anaerobik (Klebsiella pneumonia) Escherichia coli Gram-negatif, Fakultatif anaerobik
Clostridium sp. Gram-negatif, Fakultatif anaerobik (Clostridium perferingens) Lactobacillus sp. Gram-positif, Fakultatif anaerobik (Lactobacillus 30a) Enterobacter spp. Gram-negatif, Fakultatif anaerobik (Enterobacter aerogenes) Proteus sp. Gram-negatif, Fakultatif anaerobik (Proteus morganii)
Sumber: Martin et al. (1982)
Bakteri-bakteri tersebut merupakan bakteri yang bersifat mesofilik. Selain bakteri-bakteri mesofilik, terdapat pula bakteri penghasil histamin yang bersifat psikrotrofik, yaitu bakteri yang dapat tumbuh pada suhu 0oC dan memiliki temperatur optimum 20-30oC. Bakteri tersebut adalah Morganella psychrotolerans dan Photobacterium phosphoreum. Bakteri psikrotrofik akan lebih cepat menghasilkan histamin pada suhu 17-23oC dibandingkan pada suhu 6-7oC dan 35oC. Sebaliknya, bakteri mesofilik lebih cepat menghasilkan histamin
pada suhu 35oC dibandingkan pada suhu 17-23oC dan 6-7oC (Dalgaard et al. 2008).
Banyak bakteri dari seafood yang memiliki kemampuan untuk memproduksi histamin dalam jumlah yang kecil (Taylor et al., 1978; Kim et al., 2003). Sebaliknya pada kondisi tertentu terdapat beberapa spesies bakteri yang sangat kuat dalam memproduksi histamin. Bakteri tersebut disebut sebagai bakteri prolific, yaitu bakteri yang mampu memproduksi histamin lebih dari 1000 mg/kg medium. Bakteri ini termasuk dalam golongan bakteri mesofilik dan bakteri psikrotoleran (Emborg dan Dalgaard 2008). Morganella psychrotolerans dan Photobacterium phosphoreum adalah bakteri psikrotoleran yang sangat kuat dalam memproduksi histamin.
Usus pada beberapa ikan mengandung P. phosphoreum dalam konsentrasi yang tinggi, biasanya mencapai 106±108 koloni/g. Selain itu pada insang dan perut ikan juga ditemukan bakteri produser histamin yang kuat dalam konsentrasi yang
tinggi, sehingga disarankan dalam praktek higiene dilakukan prosedur pembuangan isi perut dan insang serta pencucian yang efektif untuk mencegah resiko pembentukan histamin (Dagaard dan Emborg 2008).
Secara fisiologis histamin dalam dosis rendah diperlukan sebagai fungsi normal sistem tubuh. Memakan makanan yang mengandung sedikit histamin akan memberikan efek yang kecil bagi manusia, namun jika mengandung banyak histamin maka akan bersifat toksik. Sistem intestinal dari manusia mengandung enzim diamine oxidase (DAO) dan Histamin N-methyl transferase (HMT) dimana akan mendegradasi histamin menjadi produk yang tidak berbahaya. Akan tetapi jika dosis histamin yang dikonsumsi besar maka kemampuan dari DAO dan HMT untuk menghancurkan histamin akan menyebabkan efek toksik dari histamin pada jaringan tubuh. Gejala keracunan histamin adalah gatal-gatal, diare, demam, sakit kepala, dan tekanan darah turun (Keer et al., 2002).
Food and Drug Administration (FDA) menetapkan bahwa untuk ikan tuna dan ikan sejenisnya, 5 mg histamin/100 gram daging ikan merupakan jumlah yang harus diwaspadai dan sebagai indikator terjadinya dekomposisi, sedangkan 50 mg histamin/100 gram daging ikan merupakan jumlah yang membahayakan atau dapat menimbulkan keracunan. Oleh karena itu, jika ditemukan ikan dengan kandungan 5 mg histamin/100 gram daging ikan pada satu unit, maka terdapat kemungkinan pada unit yang lain, kadar histamin dapat mencapai lebih dari 50 mg/100 gram (FDA, 2001).
Berbagai upaya penanganan dilakukan untuk menghambat pembentukan histamin pada daging ikan. Upaya tersebut diantaranya dengan berproduksi dan menyimpan ikan pada suhu rendah. Penelitian mengenai pengaruh suhu penyimpanan terhadap histamin telah banyak dilakukan, demikian pula dengan jenis kemasan yang digunakan. Emborg et al. (2004) menyatakan bahwa penyimpanan pada suhu chilling dengan kemasan vakum masih dapat meningkatkan kadar histamin, untuk itu penyimpanan suhu beku lebih dianjurkan. Namun, penyimpanan pada suhu chilling tetap dapat dilakukan dengan mengkombinasikan pengemasan dengan modified atmosphere packaging (MAP). Berdasarkan penelitian yang dilakukan Emborg et al. (2004) diketahui bahwa penggunaan MAP dengan komposisi ~40% CO2/~60% O2 dan penyimpanan pada
suhu 2oC mampu mereduksi pertumbuhan bakteri penghasil histamin, termasuk bakteri psikotrofik seperti M. morganii dan P. phosphoreum.
2.3 Higiene
Higiene adalah ilmu yang mempelajari cara memelihara atau mempromosikan kesehatan. Higiene mengacu pada penerapan dan pemeliharaan kesehatan manusia. Praktek-praktek higiene berkonsentrasi pada memanipulasi dan mengontrol lingkungan untuk kepentingan kesehatan masyarakat luas. Hal ini dikaitkan dengan pemukiman, suplai air, kepedulian personal dan makanan. Higiene juga dihubungkan pada isu-isu seperti kontrol mikroorganisme, kebersihan lingkungan, sanitasi, higiene personal dan kontrol terhadap infeksi serta pengaturan pelayanan kesehatan (Tepstra 2003). Food higiene memiliki tujuan untuk mengeliminasi dan meminimalisasi kontaminasi pada pangan (Johns 1991).
Sistem higiene di perusahaan perlu dirancang sedemikian rupa sehingga perusahaan memiliki acuan dalam penerapannya. Rancangan sistem higiene harus dibuat dengan baik untuk mencegah terjadi kontaminasi pada bahan pangan yang dapat membahayakan konsumen. Regulasi-regulasi higiene dibuat untuk memperoleh kepercayaan konsumen serta menghasilkan produk yang aman untuk dikonsusmsi oleh konsumen. Regulasi-regulasi tersebut berlaku nasional maupun internasional dan dijadikan sebagai acuan atau persyaratan dalam merancang sistem higiene berbagai perusahaan pangan (Lelieveld et al. 2003).
Higiene pada produk perikanan adalah semua kondisi dan tindakan yang dibutuhkan untuk memastikan dan menjamin dihasilkannya produk yang aman pada setiap tahapan pada rantai proses (CAC 1997). Penerapan higiene oleh perusahaan-perusahaan yang bergerak pada industri perikanan memiliki beberapa tujuan yaitu:
(1) Menyediakan makanan yang aman dan cocok untuk dikonsumsi
(2) Memastikan bahwa konsumen mendapat informasi dan mudah dimengerti dari pelabelan produk agar mereka dapat melindungi makanannya dari kontaminasi dan pertumbuhan bakteri patogen dengan melakukan penyimpanan, penanganan dan pengolahan yang tepat dan
Standar higiene dalam suatu perusahaan umumnya dituangkan dalam Good Hygienic Practices (GHP) atau Good Manufacturing Practices (GMP). Pengertian dari GMP adalah suatu pedoman untuk semua tindakan dengan memperhatikan kondisi dan ukuran yang diperlukan untuk menjamin keamanan selama proses pengolahan makanan, dengan kata lain, GHP/GMP merupakan suatu konsep sistem modern untuk mengontrol keamanan makanan dari peralatan pengolahan dan pekerja dengan memperhatikan kondisi lingkungan yang mengacu pada sistem kontrol bahaya yang sistematis (Henrik et al. 2004).
Higiene, pada umumnya di setiap negara dituangkan dalam suatu peraturan sebagai panduan untuk industri-industri di negara tersebut. Sebagai contoh, FDA Amerika Serikat, pada tahun 1969 untuk pertama kalinya memperkenalkan GMP, yang di dalamnya mengatur masalah sanitasi dalam hubungannya untuk menghasilkan produk yang aman (Marriott dan Robert 2006). Dalam perkembangannya, FDA berkorelasi dengan World Health Organization (WHO) membentuk suatu badan yang lebih berkonsentrasi pada masalah higiene yaitu Codex Alimentarius Commission (CAC).
Regulasi higiene yang dibuat oleh CAC, dituangkan CAC/RCP 1-1969 Rev. 4 2003: Food Hygiene Basic Text. Peraturan ini merupakan acuan utama dalam penanganan bahan pangan secara higienis yang diterima secara internasional. Adapun prinsip pengawasan higiene ditetapkan pada titik utama diantaranya adalah: produksi primer, unit produksi: desain dan fasilitas, Prosedur pengendalian, perawatan dan sanitasi, kebersihan karyawan, transportasi, informasi produk dan consumer awareness serta pelatihan.
(1) Produksi primer
Higiene produksi primer berdasarkan CAC (2003), mengkaji mengenai empat hal yaitu: higiene lingkungan pengambilan bahan baku, higiene produksi bahan baku, higiene penanganan, persiapan dan transportasi bahan baku serta pembersihan, pemeliharaan dan personal higiene pada produksi primer. CAC (2003) section III menyatakan bahwa lingkungan penghasil bahan baku sebaiknya tidak menjadi sumber cemaran. Pada higiene produksi bahan baku yang menjadi perhatian utama adalah pengendalian kontaminasi dari udara, tanah, air, pakan, pestisida dan kesehatan hewan yang menjadi bahan baku. Pada higiene
penanganan, persiapan dan transportasi bahan baku, yang harus diperhatikan adalah pembersihan dari material yang bersifat sebagai cemaran. Pencegahan agar produk tidak rusak adalah dengan mempertahankan suhu dingin dan menjaga kelembabannya. Pada aspek pembersihan, pemeliharaan dan personal higiene, dinyatakan bahwa pembersihan selama proses produksi bahan baku harus dilaksanakan secara efektif dan efisien dan aspek higiene personal pun harus tetap terjaga.
(2) Unit produksi: desain dan fasilitas
CAC (2003) section IV menyatakan bahwa lokasi perusahaan harus berada jauh dari kegiatan industri lain yang dapat menyebabkan kontaminasi pada produk makanan. Ruangan unit produksi memiliki desain internal, tata letak dan konstruksi bangunan perusahaan pengolahan makanan harus memungkin aspek higiene dapat dijalankan dengan baik sehingga makanan dapat terlindung dari kontaminasi silang selama proses produksi. Konstruksi bangunan harus dibangun dengan bahan yang kuat dan mudah dibersihkan dengan desinfektan. Pada aspek fasilitas, dinyatakan bahwa saluran pembuangan limbah harus dirancang sedemikian rupa dan memiliki penutup agar tidak mengkontaminasi produk atau mencemari air. Fasilitas untuk proses pencucian peralatan harus lengkap. Air panas dan air steril harus tersedia dalam jumlah yang memadai. Fasilitas higiene karyawan harus dipenuhi diantaranya tempat cuci tangan yang dilengkapi dengan disinfektan dan pengering sekali pakai, kamar mandi dengan jumlah yang mencukupi bagi seluruh karyawan. Selain itu fasilitas pengolahan spesifik (pemanasan, pendinginan, pembekuan) untuk proses produksi harus tersedia dengan baik.
(3) Prosedur pengendalian
CAC (2003) section V membahas mengenai aspek kunci sistem pengendalian higiene, persyaratan bahan baku, kemasan, dan air. Aspek kunci sistem pengendalian higiene yaitu memastikan bahwa suhu produk selalu dipertahankan tetap dingin. Pengendalian terhadap cemaran baik secara mikrobiologi, kimia dan fisika. Pencegahan kontaminasi silang baik yang berasal dari peralatan maupun pekerja. Pekerja yang akan masuk ruang produksi harus memakai pakai kerja yang lengkap. Akses masuk ruang produksi harus dibatasi dan dipantau. Bila
perlu, perusahaan dilengkapai alat pendeteksi logam. Aspek higiene persyaratan bahan baku dinyatakan bahwa bahan baku yang diterima harus bebas dari parasit, mikroorganisme berbahaya, pestisida atau bahan lain yang tidak dapat diuraikan. Lebih baik lagi apabila bahan baku yang diterima melalui pengujian di laboratorium terlebih dahulu. Desain dan bahan pengemas yang digunakan harus dapat melindungi produk dari kontaminasi dan kerusakan bentuk. Kemasan tahan lama, terbuat dari bahan yang aman dan tidak menimbulkan bahaya. Air yang digunakan untuk penanganan dan proses produksi adalah air dengan standar air minum (potable water). Dilakukan monitoring secara rutin terhadap kualitas air. (4) Perawatan dan sanitasi
CAC (2003) section VI membahas mengenai prosedur sanitasi, pengendalian binatang pengerat dan penanganan limbah. Pencucian peralatan harus dapat menghilangkan residu dan kotoran yang mungkin menjadi sumber kontaminasi. Metode pencucian peralatan maupun bahan baku harus sesuai dengan sifat bahan tersebut. Metode pencucian dapat dilakukan dengan beberapa kombinasi yaitu secara fisika, vakum, atau metode lainnya yang tidak menggunakan air. Dapat pula dilakukan pencucian secara kimia dengan deterjen, alkalis mupun asam. Sistem pengendalian hama dilakukan dengan mengkondisikan bangunan sehingga hama tidak dapat masuk ke dalam ruang produksi melalui celah-celah maupun saluran pembuangan limbah. Bahan baku maupun bahan produk jadi disimpan di tempat yang tertutup dan selalu dalam kondisi bersih sehingga hama tidak tertarik untuk datang. Pemberantasan hama dapat dilakukan secara kimia, fisika maupun biologi tanpa menimbulkan efek terhadap produk. Pada aspek pengelolaan limbah, perusahaan harus memiliki prosedur penanganan limbah yang tepat. Limbah padat maupun cair tidak boleh menumpuk di dalam ruang proses penanganan, ruang penyimpanan dan tempat kerja lainnya.
(5) Higiene karyawan
CAC (2003) section VII menyatakan bahwa kondisi kesehatan karyawan harus diperhatikan. Para pekerja yang sedang sakit tidak diperbolehkan memasuki area produksi agar tidak mencemari produk. Pekerja yang sakit wajib melaporkan penyakitnya pada pihak manajemen perusahaan. Pada saat bekerja, karyawan harus menggunakan pakaian pelindung yang lengkap yang terdiri dari seragam,
penutup kepala, alas kaki. Karyawan harus mencuci tangan sebelum dan setelah memasuki ruang proses, setelah melakukan penanganan pada bahan mentah serta setelah dari toilet. Selama dalam ruang proses karyawan tidak diperbolehkan menggunakan perhiasan seperti kalung, cincin, jam tangan atau benda lainnya yang dapat jatuh ke dalam makanan. Aktivitas yang tidak boleh dilakukan karyawan selama berada di ruang proses adalah merokok, meludah, mengunyah permen karet, bersin atau batuk yang dapat menyebabkan kontaminasi pada produk. Pengunjung yang datang harus memakai pakaian pelindung yang disediakan jika ingin memasuki ruang proses atau mengikuti kegiatan produksi. (6) Transportasi
CAC (2003) section VIII menyatakan bahwa tipe kontainer atau wadah yang digunakan selama proses transportasi harus disesuaikan dengan jenis dan sifat alami dari makanan dan kondisi selama proses transportasi. Adapun wadah pengangkutan yang digunakan harus di desain dan memiliki konstruksi yang tidak menyebabkan terjadinya kontaminasi makanan dan mudah dibersihkan dengan desinfektan. Selain itu peti kemas harus dapat mempertahankan suhu, kelembaban, dan kondisi lainnya yang dapat mencegah pertumbuhan mikroorganisme.
(7) Informasi produk dan consumer awareness
CAC (2003) section IX menyatakan bahwa kemasan harus dilengkapi dengan label dan instruksi penanganan yang jelas agar selama penanganan, persiapan dan penyimpanan produk oleh konsumen dapat dilakukan dengan benar dan aman. (8) Pelatihan
CAC (2003) section X menyatakan bahwa para pekerja yang terlibat dalam proses pengolahan harus memiliki pengetahuan dan keterampilan dalam bidang higiene. Kegiatan yang harus diadakan untuk meningkatkan pengetahuan higiene karyawan adalah dengan memberi penjelasan mengenai sifat alami bahan makanan, cara penanganan, pengemasan dan pencegahan dari kontaminasi. Hal tersebut dapat dilakukan dengan pengadaan pelatihan higiene terhadap karyawan secara berkala.
Prinsip pengawasan higiene produk perikanan di Indonesia dituangkan dalam Peraturan Direktur Jenderal Pengolahan dan Pemasaran Hasil Perikanan No.
011/DJ-P2HP/2007 tentang pedoman teknis penerapan sistem jaminan mutu dan keamanan hasil perikanan. Peraturan ini merupakan turunan dari Peraturan Menteri Kelautan dan Perikanan No. PER/01/MEN/2007 tentang pengendalian sistem jaminan mutu dan keamanan hasil perikanan (direvisi menjadi Peraturan Menteri Kelautan dan Perikanan No. PER/019/MEN/2010 tentang pengendalian sistem jaminan mutu dan keamanan hasil perikanan) serta Keputusan Menteri No. KEP/01/MEN/2007 tentang persyaratan jaminan mutu dan kemanan hasil perikanan pada proses produksi, pengolahan dan distribusi.
3 METODOLOGI
3.1 Waktu dan tempat
Penelitian ini dilakukan pada bulan Agustus-Oktober 2010 bertempat di PT X (Muara Baru) dan Laboratorium fisik, kimia dan mikrobiologi UPT Balai Pengujian Mutu Produk Hasil Perikanan dan Kelautan (BPMPHPK) DKI Jakarta, Pluit, Jakarta Utara.
3.2 Alat dan Bahan
Alat yang digunakan untuk analisis histamin adalah spektrofluorometer fluorosence Varian Cary Eclipse FL0811M007 (dengan lampu pancar xenon bertekanan tinggi sebagai sumber energi eksitasi), labu erlenmeyer, gelas ukur, pisau, homogenizer (blender), water bath, labu ukur, kertas saring, glass wool, pipet volumetrik, pipet tetes, buret berukuran 25 ml (sebagai kolom resin 20 cm x 0.8 cm, reservoar 2 cm x 5 cm), timbangan analitik dan buret. Alat yang digunakan untuk analisis Total Plate Count (TPC) dan bakteri penghasil histamin yaitu ruang laminar, pipet volumetrik, blender, plastik steril, cawan petri, inkubator, autoklaf, talenan, water bath, dan stopwatch.
Bahan utama yang digunakan dalam penelitian ini adalah ikan laut jenis tuna yellow fin (Thunnus albacores) yang merupakan sampel produk loin pada bahan baku, produk dalam proses dan produk akhir yang di produksi di PT X. Bahan-bahan lainnya meliputi methanol, resin penukar ion ( dowex1-x800-100-mesh), aquades, HCl, NaOH, H3PO4, larutan Butterfield’s Phospate Buffered,
ortoptalatdikarboksilaldehide (OPT), Plate Count Agar (PCA), TTC (2,3,5 Triphenyltetrazoliumchloride), media modifikasi Niven (0,1% trypton, 0,3% yeast extract, 1,8% L-histidin monohydrochlorid monohydrat, 0,1% CaCO3, 0,5%
NaCl, 2,5% agar, dan 0,003% phenol red). 3.3 Prosedur penelitian
Penelitian ini dilakukan dalam beberapa tahapan, yaitu :
(1) Mempelajari, mendeskripsikan dan memverifikasi proses pembuatan tuna loin beku.
(2) Mempelajari sistem pelaksanaan, memverifikasi dan melakukan penilaian pelaksanaan program higiene pada proses produksi tuna loin yang dilakukan di PT X.
(3) Kajian keterkaitan sistem pelaksanaan program higiene dengan mutu produk tuna loin beku yang meliputi analisis histamin, mikrobiologi, kuesioner, dan statistical process control (SPC).
Secara lengkap masing-masing tahapan tersebut adalah :
(1) Mempelajari, mendeskripsikan dan memverifikasi proses pembuatan tuna loin beku.
1) Mempelajari tahapan proses pembuatan tuna loin beku. Tahapan ini meliputi kegiatan observasi pelaksanaan proses pembuatan tuna loin beku. Observasi dilakukan dengan cara melihat dan mengikuti kegiatan produksi tuna loin beku di PT X. Hasil observasi dituangkan dalam bentuk tabel yang berisi: nama tahapan kegiatan dan aktivitas yang dilakukan (format dapat dilihat pada Lampiran 1). Acuan pelaksanaan ini adalah SNI 01-4104-3.2006 mengenai Proses Produksi Tuna Loin Beku (BSN 2006).
2) Penyusunan deskripsi kegiatan pada masing-masing tahapan pelaksanaan proses pembuatan tuna loin beku (format dapat dilihat pada Lampiran 2). 3) Pembuatan diagram alur proses pembuatan tuna loin beku.
4) Verifikasi dan presentasi proses pembuatan tuna loin di PT X. Verifikasi dan presentasi dilakukan dengan konsultasi dan diskusi kepada QC dan manajer umum PT X.
(2) Mempelajari sistem pelaksanaan, memverifikasi program higiene pada proses produksi tuna loin yang dilakukan di PT X, dan melakukan penilaian pelaksanaan program higiene.
1) Mempelajari sistem pelaksanaan program higiene pada proses produksi tuna loin PT X. Tujuan tahapan ini adalah memperoleh gambaran sistem pelaksanaan program higiene yang berjalan. Gambaran tersebut selanjutnya dituangkan dalam tabel deskrispi sistem pelaksanaan program higiene, yang meliputi aspek higiene dan kegiatan program higiene (format dapat dilihat pada Lampiran 3). Adapun hasil observasi kegiatan program hygiene dapat dilihat pada Lampiran 4. Acuan
pelaksanaan kegiatan ini adalah aspek higiene dalam food hygiene basic text CAC (2003).
2) Penilaian kesesuaian sistem pelaksanaan program higiene. Penilaian ini mengacu pada buku dan litertur sebagai berikut :
- Acuan utama:
Recommended International Code of Practice General Principles of Food Hygiene Sec. III, IV, V, VI, VII (CAC 2003)
- Acuan pendukung:
KEP.011.P2HP.2007 tentang Pedoman Penerapan Sistem Jaminan Mutu dan Keamanan Hasil Perikanan.
hygienic design dan personal hygiene dalam buku Hygiene in Food Processing oleh Leliveld et al. (2003) yang diterbitkan oleh CRC Press di Washington DC
Aspek-aspek sanitasi dalam industri pangan dalam buku Principles of Food Sanitation 5th edition oleh Marriott dan Gravani (2006) yang diterbitkan oleh Springer Science dan Business Media, Inc. di New York
Bentuk penilaian kesuaian ini dituangkan dalam bagan penilai yang berisi :
Aspek higiene, referensi/acuan, isi acuan, kondisi yang ada di PT X, dan letak ketidasesuaian dengan acuan yang ada, penyebab bahaya histamin yang muncul karena ketidaksesuaian, objek pengujian dan teknik pengujian (format dapat dilihat pada Lampiran 5).
3) Verifikasi dan presentasi program higiene proses pembuatan tuna loin di PT X. Verifikasi dan presentasi dilakukan dengan konsultasi dan diskusi kepada manajer umum dan QC PT X.
(3) Kajian keterkaitan sistem pelaksanaan program higiene dengan mutu produk tuna loin beku.
1) Melakukan beberapa pengujian untuk menganalisis kaitan ketidaksesuaian pelaksanaan higiene dengan risiko bahaya histamin. Pengujian tersebut meliputi pengujian histamine, mikrobiologi, dan kuesioner.
2) Melakukan analisis statistical process control (SPC) pada ketidaksesuaian pelaksanaan program higiene. Kegiatan ini bertujuan untuk memverifikasi pengaruh ketidaksesuaian pelaksanaan program higiene terhadap risiko histamin yang dapat timbul.
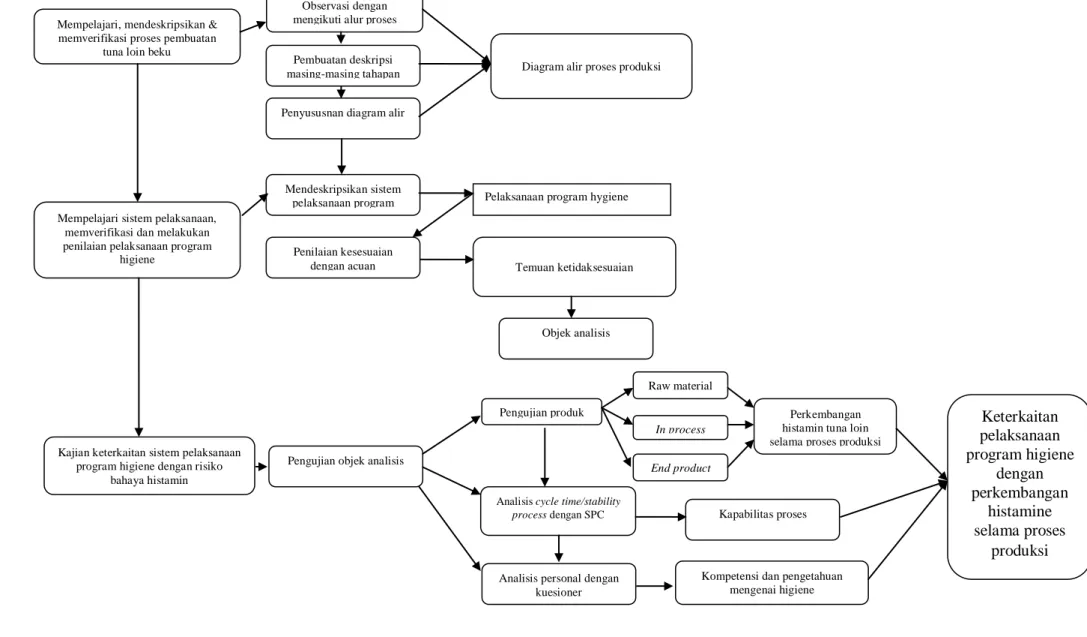
Diagram alur kajian keterkaitan pelaksanaan program higiene dengan risiko bahaya histamine dapat dilihat pada Gambar 2.
3.4 Prosedur Pengujian
Prosedur pengujian pada penelitian ini meliputi: (1) Observasi langsung, (2) Kuesioner, (3) Analisis cycle time dengan Statistical Process control, (4) Uji total bakteri (Total Plate Count), (5) Uji total bakteri penghasil histamin, (6) Analisis kadar histamin.
(1) Observasi langsung
Pengumpulan data dengan observasi langsung atau dengan pengamatan langsung adalah cara pengambilan data dengan menggunakan mata tanpa ada pertolongan alat standar lain untuk keperluan tersebut (Hadi 1993). Pada penelitian ini dilakukan observasi langsung pada aspek-aspek proses produksi tuna loin yang mengacu BSN (2006a) dan higiene berdasarkan acuan Recommended International Code of Practice General Principles of Food Higiene Sec. II, III, IV, V dan VI (CAC 2003).
Prosedur ini dilakukan dengan melakukan pengamatan langsung pada kondisi sistem higiene perusahaan yang ingin diketahui. Hasil pengamatan tersebut kemudian dicatat dalam formulir isian observasi kondisi higiene PT X (Format formulir isian dapat dilihat pada Lampiran 4).
(2) Kuesioner
Alat lain untuk mengumpulkan data adalah daftar pertanyaan, yang secara umum sering disebut kuesioner (Hadi 1993). Kuesioner dibuat berdasarkan literatur dan informasi yang dibutuhkan. Pada penelitian ini digunakan kuesioner format pasti dengan dua tipe yaitu check-off questions dan opinion/choice
questions. Kuesioner mengenai higiene karyawan (Modifikasi Aarnisalo et al. 2006) (Lampiran 6) menggunakan tipe check-off questions,
artinya responden melakukan pengisian kuesioner berdasarkan pilihan yang sudah ada. Sedangkan kuesioner tentang kepercayaan karyawan terhadap manajemen
puncak (Brown 1999) (Lampiran 7) menggunakan tipe opinion/choice questions artinya responden melakukan penilaian berdasarkan opininya. Kuesioner disebarkan pada 30 orang responden dengan ketentuan pengisian sesuai dengan instruksi yang ada pada kuesioner. Responden tersebut merupakan karyawan PT X yang terdiri dari karyawan proses, laboratorium dan administrasi.
(3) Analisis cycle time dengan statistical process control (SPC)
Metode pengambilan contoh cycle time sebanyak 40 kali dilakukan dengan mengukur waktu siklus atau waktu efektif (satuan seperseratus detik) yang digunakan oleh karyawan untuk mengolah sebuah bahan mentah atau setengah jadi dari unit proses sebelumnya menjadi bahan jadi atau setengah jadi untuk diteruskan ke unit proses selanjutnya sesuai dengan job description yang ditentukan oleh manajer produksi.
Analisis cycle time dilakukan dengan menggunakan statistik pengendalian proses (Statistical Process Control) yang terintegrasi dengan konsep Six Sigma (Gaspersz 2007) diawali dengan menghitung batas spesifik atas (upper spesific limit) dan batas spesifik bawah (lower spesific limit). Langkah-langkah untuk menghitung batas spesifik atas dan batas spesifik bawah meliputi : 1) Mengetahui
selang target ekspor, 2) Menghitung kecepatan lintasan maksimum, 3) Menghitung kecepatan lintasan minimum.
1) Mengetahui selang target ekspor (maksimum dan minimum) yang harus dicapai oleh perusahaan dalam kurun waktu tertentu, misalnya satu bulan, sesuai dengan kesepakatan dengan importir. Dalam hal ini selang target ekspor merupakan selang kapasitas produksi (maksimum dan minimum), karena perusahaan menerapkan strategi make to order dalam memenuhi permintaan konsumen. Strategi make to order hanya mempunyai desain produk dan beberapa material standar dalam sistem inventori, dari produk-produk yang telah dibuat sebelumnya. Aktivitas produk-produksi bersifat khusus yang hanya disesuaikan dengan setiap pesanan dari pelanggan (Gaspersz 2001). Misalnya target ekspor dalam satu bulan 10-30 ton (dari kebijakan perusahaan)
2) Menghitung kecepatan lintasan maksimum dari proses produksi tuna loin dari kapasitas produksi minimum selama satu bulan, yaitu dengan cara membagi
total waktu proses pada satu unit proses dengan total produksi maksimum selama satu bulan. Dalam perhitungan pengendalian proses statistik nilai ini dipakai sebagai batas spesifik atas (upper spesific limit).
Misalnya :
USL = waktu proses dalam satu bulan/kapasitas produksi minimum (kilogram)
USL = (30*7*60*60)/10000 USL = 756000/10000 kilogram USL = 75.60 detik/kg
Ada 10 bagian alur proses besar sehingga ditentukan USL tiap-tiap alur proses adalah 7.56 detik/kg
3) Menghitung kecepatan lintasan minimum dari proses produksi tuna loin dari kapasitas produksi maksimum selama satu bulan, yaitu dengan cara membagi total waktu proses pada satu unit proses dengan total produksi minimum selama satu bulan. Dalam perhitungan pengendalian proses statistik nilai ini dipakai sebagai batas spesifik bawah (lower spesific limit).
Misalnya :
LSL = waktu proses dalam satu bulan/kapasitas produksi minimum (kilogram)
LSL = (30*7*60*60)/30000
LSL = 252000 detik/30000 kilogram LSL = 25.2 detik/kg
Ada 10 bagian alur proses besar sehingga ditentukan USL tiap-tiap alur proses adalah 2.52 detik/kg.
Setelah diperoleh batas spesifik atas dan batas spesifik bawah, selanjutnya dilakukan analisis statistika pengendalian proses (Statistical Process Control) dari data cycle time dengan Microsoft Office Excel 2007 dan Minitab 14. Tahapan proses analisis data cycle time menggunakan pengendalian proses statistik adalah :
1) Penentuan nilai rata-rata (X-bar) dan nilai standar deviasi (s) proses serta nilai batas spesifikasi atas dan atau nilai batas spesifikasi bawah dengan persamaan sebagai berikut :
Rata-rata proses (X-bar) = data banyak data n keseluruha jumlah _ _ _
Standar deviasi proses (s) =
) 1 ( ) ( n X x
2) Penentuan nilai DPMO (Defect per Million Opportunities) dan nilai Sigma
Nilai DPMO, merupakan ukuran kegagalan, yang menunjukkan peluang kegagalan per sejuta kali kesempatan produksi. Nilai ini diperoleh dengan menggunakan persamaan :
DPMO USL = P[z≥(USL-Xbar)/s]x1000000 DPMO LSL = P[z≤(LSL-Xbar)/s]x1000000
Nilai peluang kegagalan untuk distribusi normal baku (z), diperoleh dari Tabel Distribusi Normal Kumulatif. Sementara nilai sigma diperoleh dari Tabel Konversi Nilai DPMO ke Nilai Sigma berdasarkan Konsep Motorola (Gaspersz 2002).
3) Penentuan nilai standar deviasi maksimal (Smaks) dan uji hipotesis variasi
proses terhadap nilai standar maksimum.
Standar deviasi maksimum (Smaks) merupakan nilai batas toleransi
maksimum terhadap nilai standar deviasi proses. Nilai standar deviasi maksimum diperoleh dengan menggunakan persamaan :
Smaks = ( ) 2 1 LSL USL x xsigma
Bila proses tersebut hanya memiliki satu batas spesifikasi, batas spesifikasi atas (upper specific limit-USL) atau batas spesifiksi bawah (lower specific limit-LSL) saja, maka persamaan yang digunakan adalah :
a) Hanya memiliki batas spesifikasi atas (USL) :
Smaks = ( ) 1 Xbar USL x sigma
b) Hanya memiliki batas spesifikasi bawah (LSL) :
Smaks = ( ) 1 Xbar LSL x sigma
4) Penentuan nilai kapabilitas proses
Kapabilitas proses (Cpm), merupakan suatu ukuran kinerja kritis yang
menunjukkan proses mampu menghasilkan produk sesuai dengan kebutuhan dan ekspektasi pelanggan. Penghitungan kapabilitas proses hanya dilakukan untuk proses yang stabil.
Cpm = 2 2 ) ( 6 ) ( S T Xbar LSL USL
Namun, jika proses hanya memiliki satu batas spesifikasi (SL), maka digunakan persamaan sebagai berikut :
Cpm = 2 3 ) ( S Xbar SL Dengan :
SL : nilai batas spesifikasi X-bar : nilai rata-rata proses S : nilai standar deviasi proses Jika :
Cpm ≥ 2,0 : keadaan proses industri berada dalam keadaan stabil dan
mampu, artinya proses mampu untuk menghasilkan produk sesuai dengan kebutuhan dan harapan pelanggan.
1≤ Cpm<1,99 : keadaan proses industri berada dalam keadaan stabil dan
tidak mampu, artinya proses berada dalam keadaan tidak mampu sampai cukup mampu untuk menghasilkan produk sesuai dengan kebutuhan dan harapan pelanggan.
Cpm<1,0 : keadaan proses industri berada dalam keadaan tidak
mampu untuk menghasilkan produk sesuai dengan kebutuhan dan harapan pelanggan.
(4) Uji total bakteri (Total Plate Count) (SNI 01-2332.3-2006)
Pertama-tama ditimbang sampel sebanyak 25 gram secara aseptik, kemudian dimasukkan ke dalam kantong plastik yang sudah disterilkan, setelah itu ditambahkan sebanyak 225 ml larutan garam 0.85%. Pembuatan larutan contoh dengan cara mencampurkan 25 gram sampel dan dimasukan ke dalam botol yang berisi 225 ml larutan garam 0.85% steril, kemudian dihancurkan hingga larutan homogen, dari campuran tersebut diambil 1 ml dan dimasukkan dalam botol
berisi 9 ml larutan garam 0.85% steril hingga diperoleh contoh dengan pengenceran 10-2, kemudian dikocok agar homogen.
Banyaknya pengenceran dilakukan sesuai dengan keperluan penelitian, biasanya hingga pengenceran 10-5. Sebanyak 1 ml larutan contoh dari pengenceran 10-2 sampai 10-5 dipindahkan ke dalam cawan petri steril secara duplo dengan pipet steril. Media nutrien agar (dengan suhu ruang, ±30.5oC) ditambahkan TTC sebanyak 1% kemudian dimasukkan ke dalam cawan petri sebanyak 0.5 ml dan digoyangkan sampai permukaan agar merata dan didiamkan beberapa saat hingga mengeras. Cawan petri yang elah berisi agar dan larutan contoh dimasukkan ke dalam inkubator dengan posisi terbalik. Suhu inkubator yang digunakan adalah sekitar 32oC dan diinkubasi selama 48 jam. Selanjutnya dilakukan pengamatan dengan menghitung jumlah koloni yang terbentuk di cawan petri. Seluruh pekerjaan dilakukan secara aseptik untuk mencegah kontaminasi yang tidak diinginkan dan pengamatan secara duplo untuk meningkatkan ketelitian. Jumlah koloni bakteri yang dihitung adalah cawan petri yang mempunyai koloni bakteri antara 25-250 koloni.
(5) Uji total bakteri penghasil histamin (Modifikasi Niven 1981)
Prinsip dari metode ini adalah Enterobactericeae akan merubah histidin menjadi histamin melalui proses dekarboksilasi yang akan menaikkan pH dan mengakibatkan perubahan warna pada media. Larutan Niven agar disiapkan dengan cara mencampur semua bahan, yaitu 0.1% trypton, 0.2% yeast ekstrak, 0.1%L-histidin, 0.1% CaCO3, 2% NaCl, 2.5% agar, 0.01% phenol red, kemudian
dimasukka ke dalam labu Erlenmeyer dan diencerkan dengan aquades kemudian dipanaskan hingga mendidih dan diatur pH 6-6,1 lalu disterilkan pada suhu 121oC selama 2 jam.
Sampel diencerkan sampai 10-5. Sebanyak 1 ml larutan sampel dari setiap pengenceran dimasukkan ke dalam cawan petri, lalu niven agar cair (dengan suhu ruang ±30.3oC) dituangkan keatasnya, ditunggu sampai membeku kemudian diinkubasi pada suhu 35oC selama 2-3 hari. Dihitung jumlah koloni merah muda dengan latar belakang kuning dan orange.
(6) Analisis kadar histamin (SNI 2354.10: 2009)
Prinsip penentuan histamin adalah zat histamin dalam contoh dikonversikan ke dalam bentuk -OH, kemudian diisolasi dengan resin penukar ion dan diubah ke bentuk derivatnya dengan ortoptalatdikarboksilaldehide (OPT) dan diukur secaara fluorometer. Hasil yang diperoleh dalam ekivalen histamin level. Prosedur kerja analisis histamin terdiri atas tiga tahap yaitu 1) Tahap ekstraksi, 2) Tahap clean up atau elusi, dan 3) Tahap pembentukan.
1) Tahap ekstraksi
Sepuluh gram sampel ditimbang lalu ditambahkan dengan methanol sebanyak 50 ml kemudian dihomogenkan dengan menggunakan homogenaizer (blender) kurang lebih 1-2 menit, setelah homogen maka sampel tersebut dipanaskan dalam water bath pada suhu 60 0C selama 15 menit, kemudian didinginkan pada suhu ruang. Selanjutnya setelah dingin sampel tersebut dimasukkan ke dalam labu ukur 100ml dan ditambahkan methanol sampai tanda tera lalu dikocok homogen. Setelah itu, larutan sampel disaring menggunakan kertas saring dan dimasukkan ke dalam Erlenmeyer.
2) Tahap clean up atau tahap elusi
Pertama-tama disiapkan kolom kromatografi (panjang 20 cm dan diameter 7 mm) kemudian ke dalam kolom tersebut dimasukkan glass wool secukupnya (tingginya 1 cm). selanjutnya masukkan resin penukar ion ( dowex1-x800-100-mesh) ke dalam kolom sampai tingginya kurang lebih 8 cm (diusahakan resin tidak sampai kering dengan cara dibilas dengan aquades karena akan mempengaruhi daya kerja penukar ion tersebut). Selanjutnya sampel dilewatkan ke dalam kolom sebanyak 1 ml dan ditampung hasilnya dalam labu ukur 50 ml yang telah berisi 5 ml HCl 1 N.
3) Tahap pembentukan
Ke dalam masing-masing tabung reaksi dipipet sebanyak 10 ml HCl 0,1 N kemudian ditambahkan 5 ml sampel (hasil elusi), 5 ml standar histamin (sebagai larutan standar), dan 5 ml HCl 0,1 N (sebagai blanko). Setelah itu, ditambahkan 3 ml NaOH 1 N lalu dihomogenkan dan dibiarkan selama 5 menit. Kemudian ditambahkan lagi ortoptalatdikarboksilaldehide (OPT) 1 % sebanyak 1 ml lalu dihomogenkan dan didiamkan selama 4 menit. Selanjutnya ditambahkan 3 ml
H3PO4 3,57 N lalu dihomogenkan. Setelah selesai, sampel siap untuk dibaca
menggunakan spektroflorometer pada panjang gelombang eksistasi 350 nm dan panjang gelombang emisi 444 nm. Rumus perhitungan kadar histamin (ppm) adalah sebagai berikut :
Keterangan :
IU : Absorben sampel
A : Intercept Fp : Faktor pengencer B : Slope
Gambar 2 Alur kajian keterkaitan pelaksanaan program higiene dengan risiko bahaya histamin.
Objek analisis Pelaksanaan program hygiene
Diagram alir proses produksi
Temuan ketidaksesuaian masing-masing tahapan
proses Penyususnan diagram alir
Mempelajari sistem pelaksanaan, memverifikasi dan melakukan penilaian pelaksanaan program
higiene Penilaian kesesuaian
dengan acuan Mendeskripsikan sistem
pelaksanaan program higiene
Kajian keterkaitan sistem pelaksanaan program higiene dengan risiko
bahaya histamin
Pengujian objek analisis
Pengujian produk
Analisis cycle time/stability process dengan SPC In process product End product Raw material Perkembangan histamin tuna loin selama proses produksi
Kapabilitas proses Keterkaitan pelaksanaan program higiene dengan perkembangan histamine selama proses produksi
Analisis personal dengan kuesioner
Kompetensi dan pengetahuan mengenai higiene