INDUSTRI KOMPONEN KAPAL
SEBUAH PEMIKIRAN
EDISI 2017
Ir. ALIM SAADI. MSi
PRINCIPLE ENGINEER BIRO KLASIFIKSI INDONESIA,
1.1.
LATAR BELAKANG
Industri galangan kapal merupakan salah satu jenis industri yang memiliki keterikatan hulu hilir yang sangat erat dengan ekonomi, klasifikasi. dan sector pendukung komponennya. Salah satu kelemahan industry atau galangan kapal dalam negeri saat ini adalah lemahnya dukungan industri penunjang khususnya industri komponen/peralatan kapal. Hal tersebut menyebabkan ketergantungan industri kapal dalam negeri terhadap komponen impor sangat tinggi dan berakibat pada lemahnya daya saing. Suatu pemikiran strategis tentang pengembangan galangan kapal nasional yang diletakkan dalam kerangka pengembangan industri manufaktur kapal secara terpadu dan berbasis pada pengembangan industri pendukung dalam hal ini komponen/peralatan kapal yang kuat sangat diperlukan untuk meningkatkan produktifitas dan daya saing industri manufaktur kapal nasional. Industri komponen kapal dalam negeri meskipun telah tumbuh dan memproduksi berbagai jenis produk namun masih sangat terbatas baik dari segi kuantitas, kualitas maupun jenis komponen yang diproduksi. Pada umumnya industri komponen tersebut proses produksinya masih sangat sederhana, dan tidak memenuhi standar klasifikasi sebagaimana yang dipersyaratkan oleh badan klasifikasi ataupun standar lain yang diakui.
1.2.
MAKSUD DAN TUJUAN
Pemikiran tentang pengembangan ini dimaksudkan untuk memberikan panduan teknis berupa pendampingan tenaga ahli secara langsung kepada industri-industri komponen. Tujuannya adalah untuk meningkatkan kemampuan industri pembuat komponen kapal dalam memproduksi komponen kapal secara baik dan benar dan sesuai dengan standar klasifikasi serta persyaratan teknis yang berlaku.
I
PENDAHULUAN
“E Book ini dimaksudkan untuk memberikan gambaran dan panduan kepada industri-industri komponen kapal untuk meningkatkan kemampuan dalam industri pembuat komponen kapal sesuai dengan standar klasifikasi”.
1.3.
SASARAN
Sasaran yang ingin dicapai adalah :
a. Meningkatnya kualitas komponen–komponen kapal yang diproduksi dalam negeri. b. Meningkatknya produktifitas industri pembuat komponen kapal.
c. Meningkatkan kemampuan industri komponen kapal agar produknya memenuhi persyaratan yang diwajibkan oleh biro klasifikasi Indonesia.
d. Meningkatkan daya saing produsen komponen kapal terhadap barang sejenis ex impor. e. Meningkatkan revenue industri komponen kapal dan turunannya
1.4.
HASIL (OUTPUT) YANG DIHARAPKAN
Output atau hasil dari kegiatan ini adalah :
a. Meningkatnya kemampuan industri komponen dalam memproduksi komponen kapal secara baik dan benar berdasarkan standard adan persyaratan teknis yang dibutuhkan. b. Meningkatkan daya saing industri komponen dalam negeri.
c. Meningkatkan potensi sumberdaya manusia pembuat komponen kapal agar mengetahui persyaratan teknis komponen kapal dan pembuatannya.
d. Meningkatkan pemasaran produk komponen kapal.
1.5. GARIS BESAR AKTIFITAS, meliputi:
1. Melakukan survey dan pemetaan industri pembuat komponen kapal.
2. Melakukan koordinasi dengan pelaku usaha / industri maupun dengan pemangku kepentingan terkait lainnya.
3. Melakukan pendataan bahan, material, jenis produksi, kemampuan mesin produksi, kualitas, kuantitas, acuan spesifikasi teknis dan pemasaran produsen komponen kapal. 4. Menyusun prosedur pembuatan komponen kapal sesuai persyaratan klasifikasi.
5. Melakukan diagnosis dan analisis permasalahan yang dihadapi oleh setiap industri komponen kapal, terkait, dengan pemenuhan standar komponen kapal
7. Menyusun program dan langkah-langkah dalam menyelesaikan permasalahan yang telah terpetakan.
8. Memberikan bimbingan dan pendampingan kepada produsen dalam pemenuhan standar komponen kapal
9. Memfasilitasi industri komponen dalam melakukan pengujian produk komponen kapal hingga memenuhi persyaratan teknis. Pengujian harus dilakukan pada laboratorium uji yang terakreditasi dan diakui (recognized) oleh badan klasifikasi.
10.Memonitoring pelaksanaan penyelesaian masalah di industri komponen kapal.
11.Memfasilitasi komunikasi antara produsen dengan pihak galangan pembuat kapal agar terjalin komunikasi yang efektif sehingga produknya laku digalangan.
1.6. TENAGA AHLI YANG TERLIBAT
Pelaksanaan pekerjaan adalah personil yang kompeten di bidangnya, memiliki pengalaman yang cukup dalam melaksanakan pekerjaan sejenis dan pekerjaan terkait serta penunjang lainnya sehingga hasil yang diharapkan dapat tercapai. Dengan pertimbangan substansi pekerjaan, maka tenaga-tenaga ahli yang akan melaksanakan pekerjaan ini memiliki kualifikasi sebagai berikut :
1. Team Leader, adalah koordinator yang mengendalikan kegiatan ini. berkoordinasi dengan instansi terkait dan dengan Biro Klasifikasi, dengan persyaratan :
a) Ahli Produksi Kapal dan Komponennya b) Kualifikasi Sarjana Teknik Perkapalan dan
c) Berpengalaman minimal 5 tahun di bidang industri manufaktur kapal,
d) Memiliki sertifikat kualifikasi sebagai surveyor kapal atau surveyor komponen kapal.
e) Memiliki pengalaman survey di galangan terutama pemasangan komponen kapal minimal 3 tahun.
2. Surveyor melakukan pendampingan dan memberikan masukan kepada instansi terkait, dengan persyaratan teknis :
a) Ahli Produksi Kapal,
c) Berpengalaman di bidang klasifikasi dan sertifikasi kapal.
d) Memiliki sertifikat kualifikasi sebagai surveyor kapal atau surveyor komponen kapal
e) Memiliki pengalaman survey digalangan terutama pemasangan komponen kapal minimal 3 tahun.
3. Pembimbing Manajerial adalah tenaga manajerial yang melakukan bimbingan kepada produsen dalam hal Manajemen. Dengan persyaratan:
a) Ahli Manajemen Produksi, dengan kualifikasi minimum S-1 Ekonomi. b) Berpengalaman dalam asesmen perusahaan,
c) Memiliki sertifikat pelatihan sebagai auditor Mutu ISO 9001 dan HSE (Health, Safety and Environmental)
4. Ahli DT dan NDT, yang akan melakukan pengetesan produk. a) Ahli yang bersertifikat MPI/DPT/UT Level II
b) Memiliki pengalaman dalam melakukan pengujian komponen kapal
c) Mempunyai pengalaan kerja di Laboratorium Uji Mekanik dan mampu menganalisa hasil uji mekanik.
Agar pemikiran ini tercapai/terealisir, maka dalam melaksanakan pekerjaannya, masing-masing personil harus menjaga agar sering berada di lokasi produsen sehingga diperlukan akomodasi dan transportasi di daerah konsentrasi produsen komponen kapal.
1.7. LOKASI OBYEK
a. Lokasi terkonsentrasi (dan diprioritaskan) di daerah sebagai berikut (data Perindustrian Ditjen ILMEA “Sebaran Industri Komponen Kapal, Ed 2016):
1. Tegal dan sekitarnya 2. Pulogadung dan sekitarnya 3. Ceper dan sekitarnya 4. Pasuruan dan sekitarnya
1. Lokasi objek dan sekitarnya mengandung arti pabrik yang terletak di daerah terkait dalam radius tidak lebih dari 60 km,
2. Apabila lokasi industri berada diluar daerah radius 60 km agar didata dan tidak termasuk dalam objek.
3. Kegiatan pertama adalah pemetaan, survey dan assessment. 4. Kegiatan selanjutnya adalah implementasi kajian.
1.8. LAPORAN DAN KOMUNIKASI
Titik berat laporan antara lain hasil survey pendapat, kendala atau kenyataan-kenyataan yang ada tentang hal-hal teknis dan non teknis atau kejadian-kejadian yang timbul di lingkungan industri komponen kapal. Setiap tenaga kerja harus bekerja dan bersikap independen dan profesional.
II.1.SERTIFIKASI BAHAN (MATERIAL) DAN KOMPONEN
a. Prosedur ini untuk mengendalikan pelaksanaan sertifikasi material & komponen
sesuai permintaan berdasarkan peraturan BKI.
b. Mengajukan permohonan sertifikasi material & komponen dengan melengkapi
gambar yang dibutuhkan.
c. Proses persetujuan gambar komponen
d. Khusus untuk sertifikasi komponen, jika material dari komponen sudah memiliki
sertifikat material (Mill certificate) yang telah disetujui oleh kelas BKI atau kelas yang diakui, agar dilampirkan, bila belum memiliki, lakukan langkah sertifikasi material. Material yang akan diuji diperiksa, dan distempel oleh Surveyor dengan menggunakan hard stamp. Benda uji (test piece) yang telah distempel dikirim ke laboratorium pengujian yang sudah diakui oleh BKI. Proses pengujian
dilaboratorium disaksikan oleh Surveyor sesuai dengan persyaratan yang berlaku.
e. Komponen diperiksa sesuai dengan gambar yang telah disetujui.
f. Jika memenuhi persyaratan, sertifikat material / komponen dan invoice
diterbitkan.
II
PROSEDUR
SERTIFIKASI
KOMPONEN
“Sertifikasi Komponen di extract dari peraturan BKI. Untuk pemahaman yang lebih detail diharap
merujuk ke dokumen sumbernya yaitu Rule and Reguiation BKI.
Permohonan Sertifikasi Komponen ke Cabang BKI
Lampirkan sertifikat bahan bila tidak ada, laksanakan prosedur
sertifikasi bahan (Rule Vol 5, Part I)
HASIL PENGUJIAN MEMENUHI? DITOLAK aporan selesai YES NO Pemeriksaan kelengkapan permohonan berikut dokumen
pendukung
Verifikasi material, Persetujuan gambar komponen, Pengujian komponen (disaksikan oleh
Surveyor)
Kirim ke kantor pusat untuk verifikasi
Mengajukan Permohonan ke Kantor Cabang BKI dengan dilampiri dokumen pendukung
Pemeriksaan kelengkapan
Verifikasi material & penandaan untuk pengambilan benda uji Mengirim material uji ke laboratorium yang ditunjuk kelas
Pengujian material (disaksikan oleh Surveyor)
HASIL PENGUJIAN
LULUS?
Pembuatan material test report
Penerbitan sertifikat material Kirim ke kantor pusat untuk verifikasi SELESAI SELESAI GAGAL TIDAK YA PROSES SERTIFIKASI MATERIAL
Mengajukan Permohonan sertifikasi juru las ke Kantor Cabang BKI dengan dilengkapi PROSEDUR SERTIFIKASI JUR LAS
Pemeriksaan kelengkapan permohonan
Proses pembuatan test coupon (disaksikan oleh Surveyor BKI/WI) Pemeriksaan hasil pengelasan
diakredasi HASIL PENGUJIA N LULUS? Pembuatan laporan Dikirim ke kantor pusat untuk verifikasi Kantor Pusat menerbitkan : ID DITERIMA SELESAI Uji ulang 1 (satu) kali
Juru las perlu dilatih
SELSAI Dikirim ke kantor cabang UJI ULANG LULUS? TIDAK YA YA TIDAK
II.2. SERTIFIKASI JURU LAS
a. Prosedur ini untuk mengendalikan pelaksanaan sertifikasi juru las
sesuai permintaan berdasarkan peraturan BKI.
b. Mengajukan permohonan sertifikasi juru las dengan melengkapi
kartu identitas (KTP) dan foto, serta welding procedure specification
yang disetujui dengan menggunakan form L.002-1998.
c. Proses pengelasan dilokasi yang dilakukan oleh masing-masing
juru las sesuai dengan posisi pengelasannya diperiksa dan
disaksikan oleh welding inspector dari BKI.
d. Hasil pengelasan diperiksa secara visual oleh welding inspector
BKI dengan menggunakan form Performance for Welder
Qualification Test Report (form L.003-1998). Jika hasilnya
memuaskan, maka dilanjutkan dengan proses uji bahan
e. Benda uji (test piece) dikirim kepada laboratorium pengujian yang
ditunjuk untuk pengujian NDT. Pengujian disaksikan oleh welding
inspector BKI. Laporan pengujian dengan menggunakan
radiographic inspection report for welder (form L.004-1998) dan
welder qualification test report (form L.005-1998).
f.
Bila uji bahan terpenuhi, maka diterbitkan sertifikat juru las.
II.3. PENGESAHAN PABRIK DAN PERUSAHAAN JASA
a. Prosedur ini digunakan untuk persetujuan kepada pabrik yang
memproduksi material/komponen dan perusahaan penyedia jasa
teknik.
b. Permohonan diajukan dengan melampirkan company profile
sesuai persyaratan BKI.
c. BKI akan mengirim surveyor untuk memverifikasi prosedur kerja di
perusahaan tersebut apakah sesuai dengan prosedur kerja yang
diajukan.
d. Apabila verifikasi memuaskan, akan diterbitkan sertifikat
persetujuan perusahaan (company approval certificate).
3.1.
PEMAHAMAN
3.1.1. KETERKAITAN INDUSTRI KOMPONEN KAPAL DALAM PENGEMBANGAN INDUSTRI
PERKAPALAN
Tidak dapat dipungkiri industri perkapalan merupakan industri yang memegang peranan yang sangat vital dalam pengembangan Biro Klasifikasi Indonesia, mengingat pendapatan dari sector ini sangat dominan. Vitalnya industri perkapalan tersebut secara tidak langsung memberikan pengaruh terhadapa industri-industri pendukung yang memberikanc pasokan terhadap berbagai komponen perkapalan.
Industri kapal menjadi makin penting terutama dalam transportasi baik barang maupun orang setelah diterbitkannya Instruksi Presiden Nomor 5 Tahun 2005 tentang Pemberdayaan Industri Pelayaran Nasional, yang menerapkan azas cabotage secara konsekuen dan merumuskan kebijakan serta langkah-langkah yang diperlukan sesuai dengan tugas dan fungsi serta kewenangan dari masing-masing stakeholder guna memberdayakan industri pelayaran nasional. Instruksitersebut secara tidak langsung mendorong peningkatan permintaan produksi pada industri kapal baik untuk kapal baru maupun untuk perbaikan.
Berdasarkan pada Direktorat Jenderal Perhubungan Laut, dalam rangka implementasi Instruksi Presiden No. 5 Tahun 2005 tentang Pemberdayaan Industri Pelayarann Nasional, maka kebutuhan kapal nasional pad aperiode 2006 sampai dengan 2009, akan mengalami pertambahan sebesar 2.142 kapal, yang diantaranya terdiri dari 800 kapal general cargo, 80 kapal container, dan 132 kapal tanker.
Seperti diketahui dalam suatu pengembangan industri keterkaitan antara hulu dan hilir pad asuatu jenis industri menjadi hal yang sangat penting dan vital. Begitu juga pada industri kapal, keterkaitan industri kapal dengan industri komponen kapal sebagai sektor hulu yang merupakan industri pendukung industri kapal menjadi sangat penting dan mempengaruhi
III
PEMAHAMAN
“Suatu pemikiran strategis tentang pengembangan bisnis klasifikasi secara terpadu dan berbasis pada pengembangan industri komponen kapal. Industri yang kuat akan
meningkatkan revenue BK dan daya saing industri nasional ”.
perkembangan industri kapal. Kesiapan dan kemampuan produksi industri perkapalan dalam negeri menjadi faktor penting dalam mendukung pengembangan industri kapal.
Beberapa permasalahan yang dihadapi dalam pembangunan kapal nasional antara lain ketergantungan bahan baku dan komponen / spare part dari luar negeri yang sangat tinggi. Kondisi ini disebabkan oleh keterbatasan kemampuan industri dalam negeri dalam menghasilkan bahan baku / spare part dengan harga yang belum kompetitif dan standar kualitas yang belum dapat memenuhi spesifikasi industri kapal. Selain itu dalam Instruksi Presiden No. 5 Tahun 2005 tentang Pemberdayaan Industri Pelayaran Nasional juga mengamanatkan untuk pembangunan industri komponen kapal dalam negeri.
Seperti diungkapkan sebelumnya industri perkapalan merupakan industri yang kompleks yang memiliki keterkaitan yang luas dengan industri lainnya, baik ke industri hulu maupun industri hilirnya. Namun jika ditinjau lebih jauh industri perkapalan sebenarnya merupakan industri hilir yang keberadaannya sangat tergantung pada industri pemasok dan industri pendukungnnya, terutama industri komponen kapal. Hal tersebutlah yang menjadikan pentingnya perhatian terhadap pengembangan industri komponen kapal sebagai industri yang mendukung dalam pengembangan industri kapal. Terutama dalam kesiapan pasokan komponen kapal yang memiliki kualitas dan kuantitas untuk pemenuhan kebutuhan industri kapal dalam negeri. Keberadaan dan kekuatan industri komponen kapal sangatlah strategis dalam mendukung penguatan industri perkapalan nasional, karena dengan kuatnya industri komponen kapal sebagai salah satu infrastruktur penting industri perkapalan nasional, maka akan makin kuat pula industri intinya yaitu industri galangan kapal nasional.
Suatu pemikiran strategis tentang pengembangan galangan kapal nasional yang diletakkan dalam kerangka pengembangan industri manufaktur kapal secara terpadu dan berbasis pada pengembangan industri pendukung dalam hal ini komponen / peralatan kapal yang kuat sangat diperlukan untuk meningkatkan produktifitas dan daya saing industri manufaktur kapal nasional. Industri komponen / peralatan kapal dalam negeri meskipun telah tumbuh dan memproduksi berbagai jenis komponen kapal namun masih sangat terbatas baik dari segi kuantitas, kualitas maupun jenis komponen yang diproduksi. Pada umumnya industri komponen tersebut proses produksinya masih sangat sederhana, dan tidak memenuhi standar kualitas sebagaimana yang dipersyaratkan oleh BKI ataupun standar lain yang diakui.
3.1.2. INDUSTRI PERKAPALAN DAN PERKIRAAN KEBUTUHAN KAPAL NASIONAL
Saat ini terdapat 240 perusahaan industri perkapalan nasional yang tersebar luas di wilayah Indonesia. Industri perkapalan sendiri terbagi menjadi dua yaitu industri bangunan
kapal baru dan industri reparasi kapal. Untuk kapasitas terpasang industri kapal nasional dapat dilihat pada Tabel berikut.
Tabel 3.1. Kapasitas Terpasang Industri Perkapalan Nasional
No. Kelas Fasilitas
Fasilitas untuk reparasi Fasilitas untuk bangunan baru Jumlah
Unit
Kapasitas Terpasang/th Jumlah Unit Kapasitas Terpasang/th (GT) (DWT) (GT) (DWT) 1 < 500 121 480.000 720.000 99 21.000 31.500 2 501 – 1.000 45 495.000 742.500 27 17.000 25.500 3 1.001 – 3.000 25 455.000 682.500 8 10.000 15.000 4 3.001 – 5.000 6 400.000 600.000 10 37.000 55.500 5 5.001 – 10.000 7 900.000 1.350.000 11 50.000 75.000 6 >10.000 6 1.270.000 2.905.000 5 130.000 197.500 Jumlah 210 4.000.000 6.000.000 160 265.000 400.000 Catatan;
Beberapa fasilitas untuk bangunan baru kapal, juga digunakan untuk perbaikan kapal (docking repair) seperti graving dock di PT. PAL, PT. Dumas, PT Kodja Bahari, PT. Jasa Marina Indah dan PT. ASL Shipyard Indonesia.
Jenis fasilitas : slipway, floating dock, graving dock/ building dok, shiplift untuk reparasi dan buliding berth
untuk bangunan baru
Dari segi produksi industri perkapalan, dari tahun 2004-2006 selalu mengalami peningkatan. Seperti terlihat pada Tabel berikut
Tabel 3.2. Produksi Industri Perkapalan dari tahun 2004 – 2016
Uraian
2004 2005 2006
Volume
(GT) (Rp.Milyar) Nilai Volume (GT) (Rp.Milyar) Nilai Volume (GT) (Rp.Milyar) Nilai
Kapal Baru 58,275 1.460 61.100 1.610 76.375 2.200
Reparasi
Kapal 2,45 juta 465 2,80 juta 550 3,36 juta 770
Sumber: Deperin, 2007
Ekspor dan impor industri perkapalan, baik kapal jadi maupun komponen kapal dapat dilihat pada Tabel berikut.
Tabel 3.3. Ekspor dan Impor Industri Perkapalan (dalam US$ Juta, Data BPS)
Uraian Ekspor Impor
2014 2015 2016 2014 2015 2016
Kapal 47.42 171.3 207.3 203.26 264.28 764.13
Komponen Kapal 5.33 2.72 3.50 32.79 48.11 39.30
Sumber: Deperin, 2016
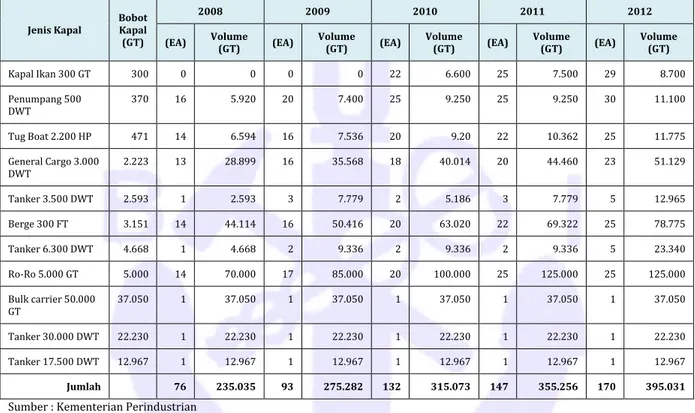
Jika melihat pada data tersebut dan pemberlakuan azas cabotage secara tidak langsung memberikan gambaran dalam jangka waktu beberapa tahun kedepan kebutuhan kapal dalam negeri akan terus meningkat. Berikut adalah proyeksi peningkatan kebutuhan kapal dalam negeri yang di berdasarkan data dari Kementerian Perindustrian.
Tabel 3.4. Proyeksi Kebutuhan Kapal Nasional
Jenis Kapal Bobot Kapal (GT)
2008 2009 2010 2011 2012 (EA) Volume (GT) (EA) Volume (GT) (EA) Volume (GT) (EA) Volume (GT) (EA) Volume (GT)
Kapal Ikan 300 GT 300 0 0 0 0 22 6.600 25 7.500 29 8.700 Penumpang 500 DWT 370 16 5.920 20 7.400 25 9.250 25 9.250 30 11.100 Tug Boat 2.200 HP 471 14 6.594 16 7.536 20 9.20 22 10.362 25 11.775 General Cargo 3.000 DWT 2.223 13 28.899 16 35.568 18 40.014 20 44.460 23 51.129 Tanker 3.500 DWT 2.593 1 2.593 3 7.779 2 5.186 3 7.779 5 12.965 Berge 300 FT 3.151 14 44.114 16 50.416 20 63.020 22 69.322 25 78.775 Tanker 6.300 DWT 4.668 1 4.668 2 9.336 2 9.336 2 9.336 5 23.340 Ro-Ro 5.000 GT 5.000 14 70.000 17 85.000 20 100.000 25 125.000 25 125.000 Bulk carrier 50.000 GT 37.050 1 37.050 1 37.050 1 37.050 1 37.050 1 37.050 Tanker 30.000 DWT 22.230 1 22.230 1 22.230 1 22.230 1 22.230 1 22.230 Tanker 17.500 DWT 12.967 1 12.967 1 12.967 1 12.967 1 12.967 1 12.967 Jumlah 76 235.035 93 275.282 132 315.073 147 355.256 170 395.031
Sumber : Kementerian Perindustrian
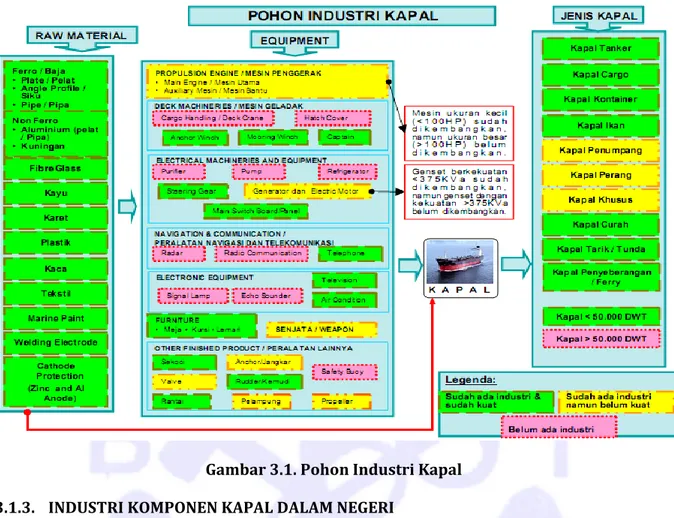
Dengan berlakunya azas cabotage, maka sesuai dengan perkiraan kebutuhan tersebut dalam beberapa tahun kedepan kebutuhan kapal nasional akan terus mengalami peningkatan. Peningkatan terhadap industri kapal secara langsung maupun tidak langsung akan mendorong perkembangan pada industri yang lain baik pada industri hilir maupun pada industri hulu. Untuk dapat melihat keterkaitan industri kapal baik ke hulu maupun ke hilir maka dapat dilihat dalam pohon industri kapal berikut ini :
Gambar 3.1. Pohon Industri Kapal
3.1.3. INDUSTRI KOMPONEN KAPAL DALAM NEGERI
Dalam mengembangkan industri perkapalan harus di dukung industri lainya misalnya industri komponen perkapalan. Pemanfaatan komponen dan suku cadang lokal dalam industri perkapalan kurang begitu dikembangkan sehingga sebagian besar komponen industri perkapalan masih menggunakan komponen impor. Sebagai industri pendukung komponen industri perkapalan, industri komponen perkapalan harus dapat memanfaat peluang untuk memenuhi kebutuhan komponen industri perkapalan nasional.
Dengan adanya inpres No. 5 Tahun 2005 tentang ”Penggunaan Produk Dalam Negeri dalam Pengadaan Barang/Jasa Pemerintah”, serta Inpres No. 5 tahun 2005 tentang ”Pemberdayaan Industri Pelayaran Nasional” melalui azas cabotage, maka peranan industri bahan baku dan komponen kapal dalam negeri sangatlah besar. Hal ini mendorong perlu untuk ditingkatkan produktifitas industri komponen kapal dan baik dari segi kualitas maupun dari kuantitas produksi industri komponen kapal yang sudah dapat diproduksi di dalam negeri.
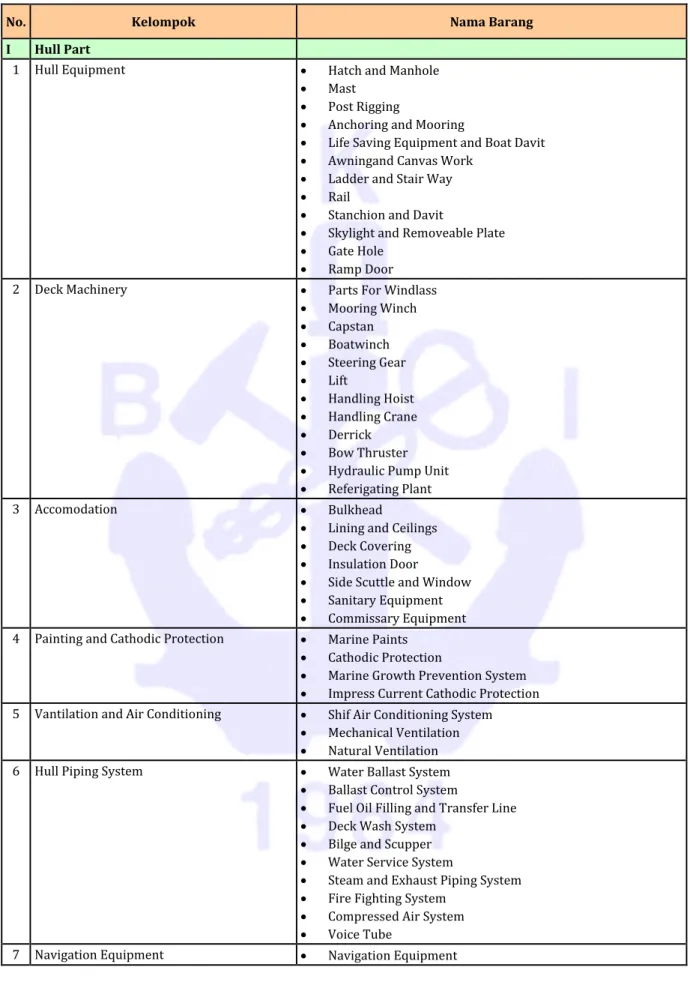
Industri komponen kapal dalam negeri yang memproduksi bahan baku dan komponen kapal di dalam negeri pada dasarnya dikelompokkan dalam beberpa kelompok, yaitu: Hull Part, Mechanical Part, Electrical Part, Radio and Navigation Equipment, dan Other Outfitting. Berikut adalah rincian dari berbagai komponen tersebut.
Tabel 3.5. Daftar Komponen Kapal
No. Kelompok Nama Barang
I Hull Part
1 Hull Equipment Hatch and Manhole
Mast
Post Rigging
Anchoring and Mooring
Life Saving Equipment and Boat Davit
Awningand Canvas Work
Ladder and Stair Way
Rail
Stanchion and Davit
Skylight and Removeable Plate
Gate Hole
Ramp Door 2 Deck Machinery Parts For Windlass
Mooring Winch Capstan Boatwinch Steering Gear Lift Handling Hoist Handling Crane Derrick Bow Thruster
Hydraulic Pump Unit
Referigating Plant
3 Accomodation Bulkhead
Lining and Ceilings
Deck Covering
Insulation Door
Side Scuttle and Window
Sanitary Equipment
Commissary Equipment 4 Painting and Cathodic Protection Marine Paints
Cathodic Protection
Marine Growth Prevention System
Impress Current Cathodic Protection 5 Vantilation and Air Conditioning Shif Air Conditioning System
Mechanical Ventilation
Natural Ventilation 6 Hull Piping System Water Ballast System
Ballast Control System
Fuel Oil Filling and Transfer Line
Deck Wash System
Bilge and Scupper
Water Service System
Steam and Exhaust Piping System
Fire Fighting System
Compressed Air System
Voice Tube
No. Kelompok Nama Barang
Communication Equipment
Flag and Book
Distress Signal Navigation Light Magnetic Compass Gyro Compass Steering Control Doppler Sonar Echo Sounder Radar System
Radio Direction Finder
Decca Navigator
Loran C Receiver
Central Clock System
Horn Control System
Window Wiper
Anemometer and Anemoscope
Loading Computer II Machinery Part
8 Main Propulsion Unit Parts and Equipment For Main Eropulsion Diesel
Main Propulsion Steam/Gas Turbine 9 Shafting and Propeller Shafiing
Breaking
Sterntube
Propeller and Its Accessories
Clutch Ang Gearbox
10 Steam and Generating Plant Parts and Equipment For Steam Generating Plant
Fitting and Accessories
Uptake and Funnel
Burner Control
11 Electric Generating Plant Parts and Equipments For Main Generator Engine/ Turbine
Auxilliary Generator Engine/ Turbine
Emergency Generator Engine 12 Condensing Equipment Parts for Main Condenser
Auxilliary Condenser
Main Condenser Vacuum Pump
Gland Exhaust Fan and Gland Steam Condenser 13 Pumps Parts and Equipment for Main Feed Water Pump
Centrifugal Pump
Axial Pump
Rotary Pump
Reciprocating Pump
14 Air Compressor, Reeservoir and Fan Parts and Equipment for Main/Auxilliary Starting Air Compressor
Control and Ship Service Air Compressor
Emergency Starting Air Compressor
Air Reservoir
Force Draft Fan
Gland Exhaust Fan
Boiler Hoodexhaust Fan
Control Air Dryer
No. Kelompok Nama Barang
Lubricating Oil Cooler
Drain Cooler
Fuel Oil Heater
Fresh Water Cooler
Distilling Plant
and Other Heat Exchanger Of Machinery#S Accessory 16 Machinery Piping System Main Auxiliary Steam System
Drain and Condensate System
Feed Water System
Fuel Oil Filling
Transfer and Service System
Lubricating Oil System
Sea Water Service System
Starting Control and Service Air System
Bilge Water System
17 Valve Valve for Sea Water
Feed Water
Fuel Oil
Lubricating system
Condensate
Fresh Water and Air
Pressure Safety Valve
Pressure Vacuum/Relief Valve 18 Automatic Remote Control and
Instrumentation Navigation Control Engine Monitoring System
Cargo Monitoring System
Steam Plant Monitoring System
Miscellaneous Devices
Fire and Gas Detector
Fire Fighting Apparatus
Related Instrumentation and Control
19 Others Engine Handling Hoist
Environment Protection Equipment
Heating Coil
Purifier III Electric Part
20 Lighting Equipment Electric Ship Light
Emergency Light
Portable Lamp
Switch
Receptacle and Combination Outlet Box 21 Interior Communication Equipment Parts for Common Battery
Automatic Exchange Telephone System
Loundspeaking System
General Alarm
Fire Alarm
Halon/Co2 Alarm
Transceiver System
Engine Order Telegraph
Shaft Revolution and Rudder Angle Indicator 22 Radio Equipment Radio Telegraph and Telephone
No. Kelompok Nama Barang
Radio Beacon
Vhr Radio Telephone
Satellite Communication System
Weather Facsimile
Antenna Multicoupler
Ship’s Telephone
Broadcasting Radio Receiver
Television Receiver and Antenna
Stereophonic Tape Player
23 Electric Cable and Tools Elecric Cable and Its Related Accessories
Switchboard
Baterry Charging System
Electric Motor and Motor Control
Group Starter Panel
Main Emergency Swtichboard IV Radio & Navigation Equipment
24 Radio Equipment Radio
- Radio Equipment - Main Transmitter (SSB) - MF / HF Radio Equipment - Watch Keeping Receiver - VHF Radio Telephone (GMDSS) Radar - Main Radar - Radar Transponder Echo Sounder - Transducer EPIRB
Two Ways VHF Radio Telephone
INMARSAT - C
INMARSAT - B
Narrow Band Direct Print Terminal (NBDPT) 25 Navigation Equipment Interior Comunication Equipment
- Telephone Equipment - Sound Powered Telephone - Cargo Handling Telephone - Engine Telegraph
- Engineer Calling System - Hospital Calling System
Electrical Alarm System - General Alarm System - Fire Detection Alarm System - CO2 Alarm System
- Refrigerating Chamber Alarm
- Alarm System for Aux. in Engine Room - Combustable Gas Detector Alarm System - Audible Alarm Signal
Public Addressor Signals
Electric Measuring Instrument - Revolution Inicator for M/E Room - Rudder Indicator
- 400 Mhz UHF Transceiver - CCTV
No. Kelompok Nama Barang 26 Nautical Equipment Gyro Compass & Auto Pilot
- Gyro Compass - Auto Pilot
- Course Compass (Steering Gear)
Magnetic Compass
Echo Sounder - Recorder - Transducer
Clear View Screen
Electric Speed Log - Transducer
- Speed Distance Amplifier - Distance Indicator
Anemotor
Weather Facsimile - Receiver
- Facsimile Recorder
AIS (Automatic Identify System)
VDR (Voyage Data Recorder)
GPS
DPGS
ELDIS
SART
DOPPLER LOG
Whistle Control Alarm
SSAS (Ships Security Alert System)
V Cargo Part
Cargo Handling Machinery Parts For Cargo Handling Machinery, Such As
Cargo Hose
Cargo Pump
Cargo Heater
Cargo Measuring Equipments
Inertgas Generator Plant
Tank Cleaning Equipments
Butter Worth Heater
Self Unloading Cargo Control and Instrumentation Cargo Control System
Pressure and Tempperature Measurement
Cargo Tank Liquid Level Indicator and Alarm System
Portable Cargo Measurement System Sumber : kementerian perindustrian dan berbagai sumber lainnya, diolah
Sebaran Industri komponen kapal dalam negeri sebagian besar terdapat di wilayah Medan, wilayah Jakarta, wilayah Jawa Tengah yaitu di daerah Semarang, Tegal dan Klaten, dan wilayah Jawa Timur yaitu di Surabaya dan Gresik.
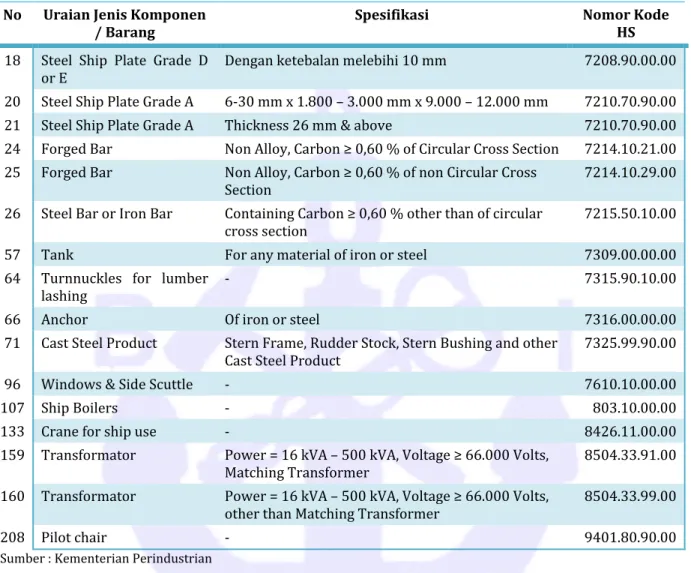
Berdasarkan pada peraturan menteri keuangan No. 29/PMK.011/2009 tentang Bea Masuk Ditanggung Pemerintah atas Impor Barang dan bahan oleh industri perkapalan Guna Pembuatan dan/atau Perbaikan Kapal untuk tahun 2009 dapat di Identifikasi beberapa
komponen komponen kapal yang sudah dapat diproduksi dalam negeri. Berikut adalah daftar komponen kapal dan spesifikasinya yang sudah dapat diproduksi dalam negeri :
Tabel 3.6. Daftar komponen kapal yang dapat diproduksi dalam negeri.
No Uraian Jenis Komponen
/ Barang Spesifikasi Nomor Kode HS
18 Steel Ship Plate Grade D
or E Dengan ketebalan melebihi 10 mm 7208.90.00.00
20 Steel Ship Plate Grade A 6-30 mm x 1.800 – 3.000 mm x 9.000 – 12.000 mm 7210.70.90.00 21 Steel Ship Plate Grade A Thickness 26 mm & above 7210.70.90.00
24 Forged Bar Non Alloy, Carbon ≥ 0,60 % of Circular Cross Section 7214.10.21.00 25 Forged Bar Non Alloy, Carbon ≥ 0,60 % of non Circular Cross
Section 7214.10.29.00 26 Steel Bar or Iron Bar Containing Carbon ≥ 0,60 % other than of circular
cross section 7215.50.10.00
57 Tank For any material of iron or steel 7309.00.00.00
64 Turnnuckles for lumber
lashing - 7315.90.10.00
66 Anchor Of iron or steel 7316.00.00.00
71 Cast Steel Product Stern Frame, Rudder Stock, Stern Bushing and other
Cast Steel Product 7325.99.90.00
96 Windows & Side Scuttle - 7610.10.00.00
107 Ship Boilers - 803.10.00.00
133 Crane for ship use - 8426.11.00.00
159 Transformator Power = 16 kVA – 500 kVA, Voltage ≥ 66.000 Volts,
Matching Transformer 8504.33.91.00
160 Transformator Power = 16 kVA – 500 kVA, Voltage ≥ 66.000 Volts,
other than Matching Transformer 8504.33.99.00
208 Pilot chair - 9401.80.90.00
Sumber : Kementerian Perindustrian
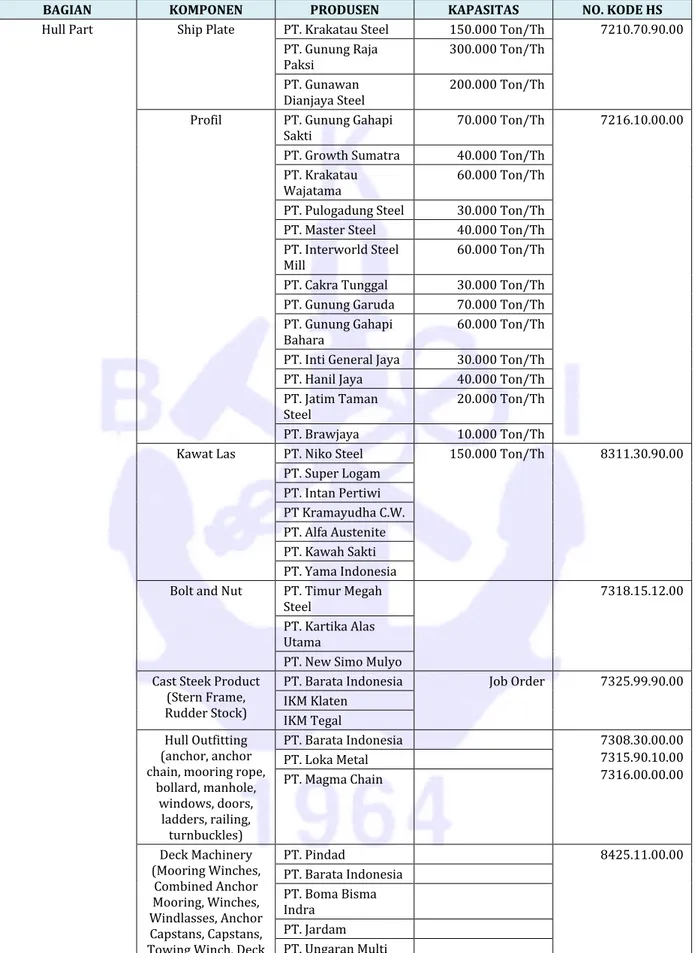
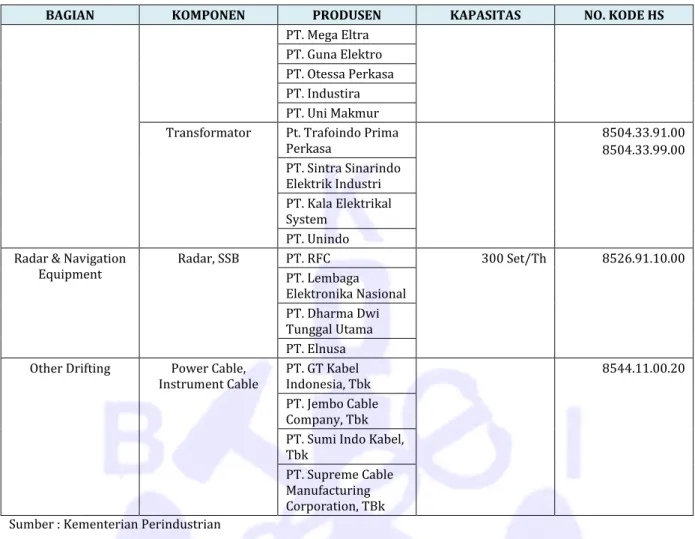
Dari berbagai jenis komponen industri kapal yang telah diidentifikasi tersebut, selanjutnya dapat dilakukan identifikasi awal untuk produsen dan kapasitas produksi yang dimilikinya. Dalam hal ini data identifikasi awal diperoleh dari data kementerian perindustrian yang merupakan hasil kajian kompetensi industri komponen kapal dalam negeri. Berikut adalh data identifikasi awal potensi industri komponen kapal dalam negeri.
Tabel 3.7. Potensi Industri Komponen Kapal Dalam Negeri
BAGIAN KOMPONEN PRODUSEN KAPASITAS NO. KODE HS Hull Part Ship Plate PT. Krakatau Steel 150.000 Ton/Th 7210.70.90.00
PT. Gunung Raja
Paksi 300.000 Ton/Th
PT. Gunawan
Dianjaya Steel 200.000 Ton/Th Profil PT. Gunung Gahapi
Sakti 70.000 Ton/Th 7216.10.00.00 PT. Growth Sumatra 40.000 Ton/Th
PT. Krakatau
Wajatama 60.000 Ton/Th PT. Pulogadung Steel 30.000 Ton/Th PT. Master Steel 40.000 Ton/Th PT. Interworld Steel
Mill 60.000 Ton/Th
PT. Cakra Tunggal 30.000 Ton/Th PT. Gunung Garuda 70.000 Ton/Th PT. Gunung Gahapi
Bahara 60.000 Ton/Th
PT. Inti General Jaya 30.000 Ton/Th PT. Hanil Jaya 40.000 Ton/Th PT. Jatim Taman
Steel 20.000 Ton/Th
PT. Brawjaya 10.000 Ton/Th
Kawat Las PT. Niko Steel 150.000 Ton/Th 8311.30.90.00 PT. Super Logam PT. Intan Pertiwi PT Kramayudha C.W. PT. Alfa Austenite PT. Kawah Sakti PT. Yama Indonesia Bolt and Nut PT. Timur Megah
Steel 7318.15.12.00
PT. Kartika Alas Utama
PT. New Simo Mulyo Cast Steek Product
(Stern Frame, Rudder Stock)
PT. Barata Indonesia Job Order 7325.99.90.00 IKM Klaten
IKM Tegal Hull Outfitting
(anchor, anchor chain, mooring rope,
bollard, manhole, windows, doors, ladders, railing, turnbuckles) PT. Barata Indonesia 7308.30.00.00 7315.90.10.00 7316.00.00.00 PT. Loka Metal PT. Magma Chain Deck Machinery (Mooring Winches, Combined Anchor Mooring, Winches, Windlasses, Anchor Capstans, Capstans, Towing Winch, Deck
PT. Pindad 8425.11.00.00 PT. Barata Indonesia PT. Boma Bisma Indra PT. Jardam PT. Ungaran Multi
BAGIAN KOMPONEN PRODUSEN KAPASITAS NO. KODE HS Cranes, Steering
Gears) Engineering Steel Pipe PT. Bakrie Pipe
Industry 7304.39.00.00
PT. Bumi Kaya Steel Industry
Painting PT. Chugoku Paint
Indonesia 3209.10.50.00 PT. Nippon Paint Indonesia PT. ICI Paint Indonesia PT. HEmpel Indonesia PT. Toyo Paint PT. SigmaPaint PT. Pacific Paint PT. Dana Paint PT. Bina Adidaya
Cathodic Protection PT. Alumindo 1.000 Ton/Th 7403.11.00.00 PT. Alcon Indonesia
Fire Fighting (Fire Hydrant, Fire Extinguisher) PT. chubb Safes Indonesia 8424.10 PT. Indolook Bhakti Utama
Life Boat PT. Adhiguna
Shipyard 350 Unit/Th 8906.90.90.00 PT. Kodja
PT. Marspec PT. Sanjaya PT. Young Marine
Life Jacket PT. Wisnu 14.400 Set/Th 6307.20.00.00 Mechanical Part Main Engine PT. United Tractor
Indonesia 8407.10.00.00
Generator Set PT. United Tractor
Indonesia 85.02
PT. Trakindo Utama PT. Tatung Electric Indonesia
Proppeler PT. Tesco Marine 360 Set/Th 84.11 PT. Barata Indonesia
PT. Alpha Austenite Pumps PT. Bumi Cahaya
Unggul 8413.70
PT. Ebara Indonesia PT. GRunfos Pompa PT. Guna Elektro Electrical Part Switchboard & Panel
Distribution PT. Teknik Tadakara Sumberkarya 480 Set/Th 8537.10.10.00 PT. Siemens
Indonesia Pt. Ungaran Multi Engineering
BAGIAN KOMPONEN PRODUSEN KAPASITAS NO. KODE HS PT. Mega Eltra PT. Guna Elektro PT. Otessa Perkasa PT. Industira PT. Uni Makmur Transformator Pt. Trafoindo Prima
Perkasa 8504.33.91.00 8504.33.99.00 PT. Sintra Sinarindo Elektrik Industri PT. Kala Elektrikal System PT. Unindo Radar & Navigation
Equipment Radar, SSB PT. RFC PT. Lembaga 300 Set/Th 8526.91.10.00 Elektronika Nasional
PT. Dharma Dwi Tunggal Utama PT. Elnusa Other Drifting Power Cable,
Instrument Cable PT. GT Kabel Indonesia, Tbk 8544.11.00.20 PT. Jembo Cable
Company, Tbk PT. Sumi Indo Kabel, Tbk
PT. Supreme Cable Manufacturing Corporation, TBk Sumber : Kementerian Perindustrian
Berdasarkan pada perkiraan kebutuhan kapal nasional pada tabel sebelumnya maka dapat diperkirakan kebutuhan bahan baku dan komponen kapal. Berikut adalah data kebutuhan komponen kapal dari sumber yang sama.
Tabel 3.8. Proyeksi Kebutuhan Bahan Baku dan Komponen Kapal No Bahan Baku /
Komponen Satuan Spesifikasi 2008 2009 2010 2011 2012
1 Plat kapal Kg Grade A 79.841.306 94.987.268 114.118.252 127.854.124 144.348.150 2 Profile Kg 32.024.516 38.373.836 45.168.350 51.500.630 57.746.062 3 Welding Rod Kg Dia, 4 mm 6.106.701 7.218.252 9.078.602 10.128.252 11.289.055 Dia, 3,2 mm 1.665.300 1.985.950 2.472.600 2.770.950 3.124.750
4 Deck Crane Ea Cap. 1 ton 4 5 6 7 12
Cap. 2,5 ton 13 16 18 20 23
Cap. 5 ton 3 3 3 3 3
5 WinLasses Ea 2 Ton x 10 m/min 59 72 88 92 108
10 Ton x 12 m/min 4 10 8 10 20
10 Ton x 15 m/min 29 35 41 51 51
13 Ton x 15 m/min 2 2 2 2 2
17 Ton x 9 m/min 1 1 1 1 1
24 Ton x 9 m/min 2 2 2 2 2
No Bahan Baku /
Komponen Satuan Spesifikasi 2008 2009 2010 2011 2012
Emergency Swithboard
7 Marine Radar Set 67 85 119 133 158
8 Propeler Ea 4 Blade, Nickel
Al-Bronze 90 110 152 172 195
9 Life Boat Ea Cap. 30 Org, Tahan api, Close Type,
Kec. 6 Knot
311 392 482 486 589
10 Life Jacket Ea Foamed Polyester 36.631 44.808 53.919 64.097 66.926 11 Rantai Jangkar M Dia. S/d 80 mm 24.271 30.380 39.018 43.522 50.516 12 Cathodic
Protection Kg Sacrificial Anode 73.168 79.871 88.428 94.735 102.733
Sumber : Kementerian Perindustrian
Perkembangan industri komponen kapal tidak lepas dari berbagai hambatan bagi pelaku industri dalam melakukan usahanya. Beberapa faktor yang menghambat dalam pertumbuhan industri komponen kapal dalam negeri adalah :
1. Regulasi Pemerintah
Peraturan menteri Keuangan No. 29/PMK.011/2009 tentang Bea Masuk Ditanggung Pemerintah atas Impor Barang dan bahan oleh Industri Perkapalan Guna Pembuatan dan/atau Perbaikan Kapal untuk tahun 2009, menjadi hambatan besar bagi pertumbuhan industri komponen kapal dalam negeri.
Hal tersebut disebabkan sebagian besar daftar komponen yang tercantum dalam BMDTP sudah diproduksi dalam negeri, sehingga dengan adanya persturan pemerintah tersebut galangan kapal cenderung mengambil komponen dari luar yang lebih bersaing dalam hal harga dan kualitas.
Dalam BTBMI Bea Cukai, terdapat pula beberapa jenis kapal dikenakan tariff bea masuk sebesar 0%. Hal ini berakibat banyak industri pelayaran yang mengimpor kapal secara utuh. Hal ini secara tidak langusng menghambat pertumbuhan industri komponen kapal dalam negeri.
2. Kurangnya Dukungan dari Perbankan Nasional 3. Produk Tidak Memenuhi Spesifikasi Standar
Sebagian besar industri-industri komponen kapal dalam negeri masih belum dapat memenuhi spesifikasi dan standard, khususnya industri pengecoran logam.
Sebagian besar komponen-komponen kapal yang diproduksi oleh industri-industri dalam negeri berdasarkan pada job order bukan mass product. Hal tersebut dikarenakan tidak adanya standarisasi kapal yang dibuat oleh industri-industri galangan kapal nasional.
5. Kualitas SDM
3.2.
PENINGKATAN PRODUKTIVITAS INDUSTRI KOMPONEN KAPAL DALAM
RANGKA PENINGKATAN DAYA SAING INDUSTRI KAPAL
Seperti diungkapkan sebelumnya Industri komponen / peralatan kapal dalam negeri meskipun telah tumbuh dan memproduksi berbagai jenis komponen kapal namun masih sangat terbatas baik dari segi kuantitas, kualitas maupun jenis komponen yang diproduksi. Pada umumnya industri komponen tersebut proses produksinya masih sangat sederhana, dan tidak memenuhi standar kualitas sebagaimana yang dipersyaratkan oleh BKI ataupun standar lain yang diakui. Hal ini menjadikan permasalahan tersendiri dalam pengembangan industri perkepalan nasional, karena dengan permasalahan tersebut maka kemampuan daya saing industri komponen kapal dalam negeri menjadi kurang bersaing jika dibandingkan dengan produk sejenis dari luar.
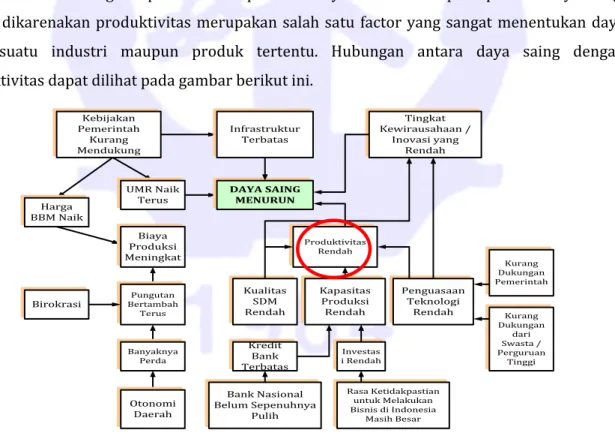
Berbicara mengenai produktivitas pada akhirnya tidak akan dapat lepas dari daya saing. Hal ini dikarenakan produktivitas merupakan salah satu factor yang sangat menentukan daya saing suatu industri maupun produk tertentu. Hubungan antara daya saing dengan produktivitas dapat dilihat pada gambar berikut ini.
Kebijakan Pemerintah Kurang Mendukung Infrastruktur Terbatas Tingkat Kewirausahaan / Inovasi yang Rendah Harga BBM Naik UMR Naik Terus Biaya Produksi Meningkat Pungutan Bertambah Terus Banyaknya Perda Birokrasi Otonomi Daerah DAYA SAING MENURUN Produktivitas Rendah Kualitas SDM Rendah Penguasaan Teknologi Rendah Kapasitas Produksi Rendah Kredit Bank Terbatas Bank Nasional Belum Sepenuhnya Pulih Investas i Rendah Rasa Ketidakpastian untuk Melakukan Bisnis di Indonesia Masih Besar Kurang Dukungan Pemerintah Kurang Dukungan dari Swasta / Perguruan Tinggi
Dengan kata lain sebagai upaya untuk melakukan peningkatan daya saing dari suatu perusahaan/industri dapat dilakukan dengan melakukan peningkatan mutu dan produktifitas perusahaan tersebut. Peningkatan mutu berorientasi pada peningkatan kualitas produk untuk memenuhi persyaratan / harapan pelanggan, baik internal maupun eksternal; sedangkan peningkatan produktivitas berorientasi pada peningkatan jumlah output yang dihasilkan per satuan input. Peningkatan produktifitas pada industri komponen kapal beranjak dari terjadinya kesenjangan (gap) antara mutu dan produktifitasnya, yang belum sesuai dengan yang diharapkan (secara optimal).
Berbagai hal yang mendasari upaya peningkatan produktifitas pada industri komponen kapal seperti yang telah diungkapkan diatas pada dasarnya juga merupakan suatui tindak lanjut antisipasi dimana saat ini kenyataan bahwa produk-produk yang dihasilkan, dalam kerangka perdagangan bebas (globalisasi perdagangan), harus mampu berkompetisi secara langsung dengan produk-produk lainnya yang sejenis yang merupakan produksi beberapa negara kompetitor di dunia. Terlebih dengan perkembangan teknologi produksi yang semakin cepat juga berdampak pada daur hidup produk yang semakin pendek. Artinya, keunggulan komparatif tidak lagi dapat dijadikan andalan dalam melakukan produksi. Persaingan harus dimenangkan dengan meningkatkan mutu dan produktifitas (yang secara total), yang pada intinya merupakan peningkatan daya saing industri sehingga mampu bersaing dengan produk asing sejenis.
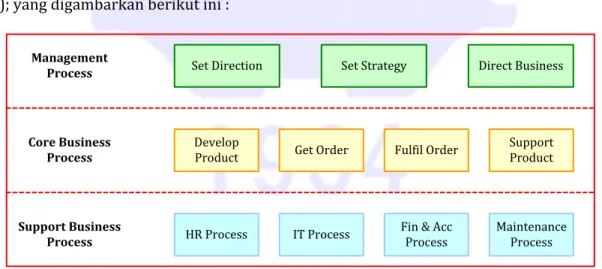
Sebagai upaya peningkatan produktivitas industri komponen kapal yang dilakukan melalui kajian teknis, maka perlu dilakukan pendekatan-pendekatan dengan memperhatikan pada proses bisnis maupun proses produksi yang terjadi pada industri komponen kapal. Dalam proses bisnis berdasarkan model CIM-OSA terdiri atas tiga proses utama, yaitu: (1) Proses Manajemen; (2) Proses Bisnis Inti; dan (3) Proses Pendukung Bisnis (Arman Hakim Nasution, 2006); yang digambarkan berikut ini :
Management
Process Set Direction Set Strategy Direct Business
Core Business Process
Develop
Product Get Order Fulfil Order
Support Product
Support Business
Process HR Process IT Process Fin & Acc Process Maintenance Process
Proses manajemen merupakan aktivitas manajemen strategis yang meliputi penentuan visi dan misi perusahaan. Proses bisnis inti merupakan aktivitas yang mendukung hal-hal yang telah ditetapkan dalam proses manajemen sebelumnya, seperti pengembangan produk, perolehan pesanan, pemenuhan pesanan dan produk pendukung. Sedangkan proses pendukung bisnis merupakan proses yang membuat proses bisnis inti dapat berjalan dengan baik, yang diwakili dengan oleh unit-unit bisnis fungsional.
Mengacu pada aktivitas bisnis yang dilakukan, peningkatan produktivitas pada industri komponen kapal harus dilakukan dan diarahkan dari sisi manajerial, proses produksi, dan keterlibatan organisasi sebagai pendukung. Beberapa konsep yang disajikan berikut merupakan dasar-dasar pemikiran yang dapat dikembangkan untuk peningkatan daya saing melalui peningkatan mutu dan produktivitas pada industri.
Produktivitas dapat didefinisikan sebagai hubungan antara input dan output suatu sistem produksi. Menurut Lawlor (1979: 9) produktivitas adalah perbandingan antara output dengan input. Output merupakan barang yang diproduksi dan terjual, sedangkan input merupakan sumber daya yang digunakan dalam melakukan produksi. Hubungan ini sering lebih umum dinyatakan sebagai rasio output dibagi input. Jika lebih banyak output yang dihasilkan dengan input yang sama, maka disebut terjadi peningkatan produktivitas. Begitu juga kalau input yang lebih rendah dapat menghasilkan output yang tetap, maka produktivitas dikatakan meningkat. Sedangkan Paul (1985:20) mendefinisikan bahwa produktivitas adalah pengukuran seberapa baik sumber daya digunakan bersama dalam organisasi untuk menyelesaikan kumpulan hasil-hasil.
Produktivitas lahir karena adanya pengembangan industri. Menurut FW. Tailor dan rekannya meneliti dan mengenalkan apa yang dimaksud Scientific Management di bidang ketenagakerjaan produksi. Tingkat mekanisme waktu itu masih rendah sehingga efisiensi kerja masih ditentukan oleh kecepatan manusia di dalam menjalankan mesin serta peralatan. Dengan adanya standar kecepatan kerja dapat dibuat perencanaan dan pengawasan. Bahkan pengendalian akan persediaan kemudian menjadi pusat perhatian manajemen. Pengurangnan biaya melalui pengawasan kualitas, jadual produksi, sediaan barang, tidaklah cukup menjamin keuntungan perusahaan. Dalam hal ini ada aspek penjualan dan pemasaran masih memerlukan perhatian yang lebih besar.
Menurut Munandar (1985:15) produktivitas dipengaruhi oleh berbagai faktor yaitu: motivasi, kecakapan, kepribadian, dan peran pegawai yang dinyatakan dalam bentuk hubungan, produktivitas = f (motivasi, kecakapan, kepribadian, peran). Konsep produktivitas juga dapat
digambarkan dengan konsep unjuk kerja. Lebih lanjut Stooner (1971:21) mengemukakan bahwa kinerja (performance) seseorang merupakan fungsi dari beberapa faktor yaitu: motivasi, kemampuan, dan persepsinya atas peran yang harus dilakukan yang dirumuskan sebagai U = f(M,K,P) di mana U = kinerja, M = motivasi, K = kemampuan, dan P = persepsi.
Produktifitas perlu diukur dan diperhitungkan sebagai upaya melakukan berbagai aktifitas perbaikan bagi peningkatan kinerja secara umum. Pengukuran produktifitas dapat dilakukan secara total ataupun parsial. Pengukuran produktifitas parsial, misalnya produktifitas produksi, produktifitas organisasi, produktifitas penjualan, produktifitas produk, produktifitas tenaga kerja, dan produktifitas modal.
Metode pengukuran produktivitas total dilakukan dengan melakukan model pengukuran produktivitas David J. Summanth dengan konsep siklus produktivitas, yang meliputi aspek-aspek pengukuran, evaluasi, perencanaan, dan perbaikan produktivitas. Pengukuran produktivitas parsial dilakukan dengan menggunakan model pengukuran produktivitas parsial Habberstad (POSPAC). Selain kedua model tersebut di atas, pengukuran produktifitas juga dapat dilakukan dengan Model Mundal, Model APC dan Model OMAX. Bahkan saat ini telah banyak perusahaan / instansi pemerintah yang menggunakan balanced scorecard
(BSC) dalam mengukur produktifitasnya.
Pada tingkat industri, produktivitas dihitung dengan rumus rasio yang berbeda-beda untuk masing-masing unit dalam organisasi industri. Hal ini dapat dilihat sebagai berikut :
1. Rumus Spery Flight Systems :
Penerimaan Tenaga kerja langsung + Tenaga kerja tak langsung + Usaha pencarian langsung total + Pengeluaran
lainnya + Biaya modal - Perubahan sediaan
2. Rumus General Electric:
Produksi - Bahan baku yang dibeli – Penyusutan - Pajak Upah
pekerja + Beban fasilitasi + Biaya bahan baku langsung + Biaya bisnis pelayanan
3. Rumus Western Electric:
Total barang dan jasa yang ditagih Upah
4. Rumus Nortrop Corporation:
Pengiriman
Jam kerja tenaga kerja
5. Rumus Honeywell:
Penjualan Pembayaran
Berdasarkan hasil perhitungan, tahap berikutnya adalah merumuskan alternatif langkah yang diperlukan untuk peningkatan produktifitas antara lain (dipandang dari sisi proses produksi):
1. Menaikkan output dengan input tetap. 2. Menurunkan input dengan output tetap. 3. Menaikkan output dan menurunkan input.
4. Menurunkan input dengan tajam dan menurunkan output. 5. Menaikkan output dengan tajam dan menaikkan input.
Adanya penurunan produktivitas biasanya ditandai dengan kurangnya inovasi, pencemaran lingkungan dan peraturan-peraturan keamanan yang kuat. Beberapa dari kita mungkin bertanya mengapa produktivitas harus ditingkatkan. Produktivitas yang meningkat akan banyak manfaatnya. Meningkatnya produktivitas akan menciptakan pendapatan per kapita riil yang lebih besar. Sejak era kemerdekaan 1945, kesediaan input berupa tanah, tenaga kerja, dan modal telah meningkat secepat peningkatan jumlah penduduk. Karena itu semua pertumbuhan pendapatan riil selama periode ini dapat dihubungkan dengan peningkatan produktivitas.
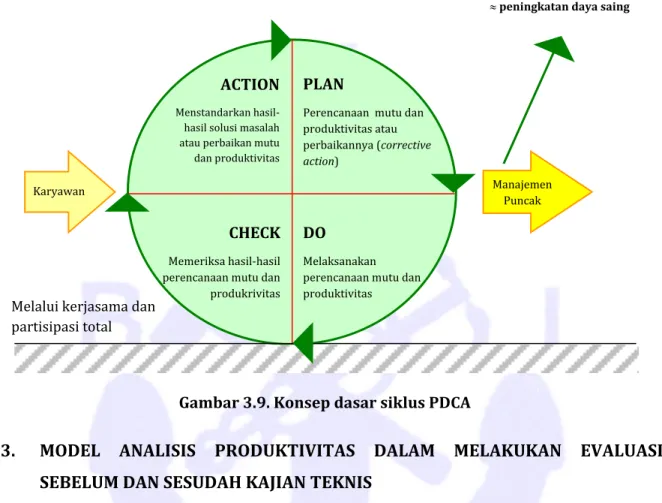
Keberhasilan suatu program kegiatan (peningkatan mutu dan produktivitas), di lingkungan organisasi manapun, dimulai dari adanya komitmen manajemen puncak. Komitmen ini merupakan kekuatan untuk mengendalikan proses pengembangan organisasi, yang disosialisasikan mulai dari level paling bawah (setingkat operator) hingga ke level menengah (level manajer).
Banyak pengalaman yang menunjukkan bahwa komitmen manajemen puncak hanya sebatas komitmen di atas kertas, tetapi tidak disosialisasikan dan dilaksanakan secara total di setiap level organisasi, yang pada akhirnya berdampak pada kegagalan dalam program peningkatan mutu dan produktivitas. Artinya, keberhasilan untuk meningkatkan mutu dan
produktivitas adalah hasil kerjasama dan partisipasi total dalam setial level organisasi. Dalam konsep PDCA, hal tersebut digambarkan berikut ini :
Gambar 3.9. Konsep dasar siklus PDCA
3.3.
MODEL ANALISIS PRODUKTIVITAS DALAM MELAKUKAN EVALUASI
SEBELUM DAN SESUDAH KAJIAN TEKNIS
Ada banyak metode atau model yang dapat digunakan untuk menghitung produktifitas, baik pada level industri maupun perusahaan. Produktivitas dapat dilihat pada tingkat nasional maupun tingkat industri. Produktivitas tingkat nasional sering diukur sebagai rasio output dibagi input. Jumlah keseluruhan output diukur dengan Produk Nasional Kotor (PNG), sedangkan jumlah keseluruhan input dihitung dengan tenaga kerja dan modal.
Total Produktivitas Faktor =
Modal
Kerja
Tenaga
GNP
Selain itu juga mengenal dua rasio produktivitas parsial, yaitu terhadap tenaga kerja dan terhadap modal :
Total Produktivitas Faktor =
Kerja
Tenaga
Kerja
Jam
GNP
PLANPerencanaan mutu dan produktivitas atau perbaikannya (corrective action)
ACTION Menstandarkan
hasil-hasil solusi masalah atau perbaikan mutu dan produktivitas
DO Melaksanakan perencanaan mutu dan produktivitas CHECK
Memeriksa hasil-hasil perencanaan mutu dan produkrivitas
Karyawan Manajemen
Puncak
Melalui kerjasama dan partisipasi total
Peningkatan mutu dan produktivitas berkesinambungan
Total Produktivitas Faktor =
Modal
GNP
Rasio total produktivitas faktor merupakan alat ukur yang terbaik jika digunakan untuk menyatakan produktivitas nasional karena didalamnya terkandung semua masukan yang digunakan. Rasio parsial hanya mempertimbangkan satu masukan. Rasio produktivitas nasional secara unik dinyatakan sebagai indeks terhadap waktu. Rasio pada satu periode waktu dibandingkan dengan rasio pada periode dasar guna menentukan naik atau turunnya rasio produktivitas. Indeks demikian umumnya dihitung dalam periode waktu tahunan dan kuartalan.
Model APC
Pusat produktivitas Amerika (The American Productivity Center – APC) mengemukakan ukuran produktivitas sebagai berikut:
biaya
Biaya
Penjualan
Hasil
as
ofitabilit
Pr
unit
per
biaya
input
Banyaknya
unit
per
a
h
output
Banyaknya
arg
Biaya
a
H
input
Banyaknya
output
Banyaknya
arg
(Pr
oduktivita
s
)
(
Faktor
perbaikan
h
arg
a
)
Dari ukuran produktivitas yang dikemukakan APC tampak bahwa ada hubungan profitabilitas dengan produktivitas dan faktor perbaikan harga. Rasio produktivitas memberikan suatu indikasi penggunaan sumber-sumber dalam menghasilkan output perusahaan.
Model APC untuk pengukuran produktivitas pada tingkat perusahaan ditunjukkan dalam gambar berikut:
Gambar 3.4. Model APC untuk pengukuran produktivitas perusahaan
Dalam model APC, kuantitas output dan input setiap tahun digandakan dengan harga-harga tahun dasar untuk menghasilkan indeks produktivitas. Harga-harga-harga dan biaya per unit setiap tahun digandakan dengan kualitas output dan input pada tahun tertentu sehingga akan menghasilkan indeks perbaikan harga pada tahun itu. Bila diketahui indeks produktivitas dan indeks perbaikan harga maka indeks profitabilitas dapat ditentukan dengan jalan:
Indeks profitabilitas = (indeks produktivitas) X (indeks perbaikan harga) Atau: a h perbaikan Indeks itas profitabil Indeks s oduktivita Indeks arg Pr
Indeks perbaikan harga menunjukkan perubahan dalam biaya input terhadap harga output perusahaan. Dalam model APC, biaya per unit tenaga kerja, material dan energi dihitung atau ditentukan secara langsung, sedangkan perhitungan input modal ditentukan berdasarkan depresiasi total ditambah keuntungan relatif terhadap harta total (harta tetap + modal kerja) yang dipergunakan. Dengan demikian input modal untuk suatu modal tertentu sama dengan depresiasi untuk periode itu ditambah (ROA periode dasar) dikalikan harta sekarang yang dipergunakan.
Dalam perhitungan input tenaga kerja, material dan energi ditentukan secara langsung, sedangkan penjelasan untuk perhitungan input modal adalah sebagai berikut.
dasar
periode
dalam
ja
al
tetap
a
H
dasar
periode
dalam
Keuntungan
ROA
)
ker
mod
arg
(
Proses konversi Input OutputHarga-harga input Harga-harga output
Fisik Finansial Penjualan (Rp) Pembelian (Rp) Bisnis Lingkungan
Model Mundel
Marvin E. Mundel mengemukakan dua buah bentuk pengukuran indeks produktivitas, yaitu:
100
/
/
x
RIBP
AOMB
RIMP
AOMP
IP
100
/
/
x
RIBP
RIMP
AOMB
AOMP
IP
Keterangan: IP = indeks produktivitasAOMP = output agregat untuk periode yang diukur AOBP = output agregat untuk periode dasar RIMP = input-input untuk periode yang diukur RIBP = input-input untuk periode dasar
Dari dua bentuk indeks produktivitas yang dikemukakan oleh Marvin E. Mundel tampak bahwa pada dasarnya kedua bentuk pengukuran itu adalah serupa, dimana kita dapat menggunakan salah satu formula dalam penerapan pengukuran produktivitas pada tingkat perusahaan. Formula (1) pada dasarnya merupakan rasio antara indeks performansi untuk periode dasar, sedangkan Formula (2) pada dasarnya merupakan rasio antara indeks output dan indeks input. Dengan demikian dapat pula dinyatakan sebagai berikut:
100
100
/
/
x
dasar
periode
i
performans
Indeks
pengukuran
periode
i
performans
Indeks
x
RIBP
AOMB
RIMP
AOMP
IP
100
100
/
/
x
Input
Indeks
Output
Indeks
x
RIBP
RIMP
AOMB
AOMP
IP
Pada dasarnya model Mundel merupakan suatu model pengukuran produktivitas yang berdasarkan pada konsep-konsep dalam ilmu teknik industri bersama definisi-definisi ongkos dalam akunting biaya. Model ini mensyaratkan bahwa perusahaan yang akan diukur produktivitasnya harus mempunyai waktu-waktu standar untuk bekerja (operation time standards), suatu syarat yang masih sulit dipenuhi oleh kebanyakan perusahaan di Indonesia.
Model OMAX
Objectives Matrix (OMAX) adalah suatu sistem pengukuran produktivitas parsial yang dikembangkan untuk memantau produktivitas di tiap bagian perusahaan dengan kriteria produktivitas yang sesuai dengan keberadaan bagian tersebut (objective). Metode ini dikembangkan oleh seorang profesor produktivitas dari Departement of Industrial Engineering at Oregon State University, yaitu James L. Rigg, PE. Omax diperkenalkan pada tahun 80-an di Amerika Serikat. Guna dari OMAX adalah: (1) Sebagai sarana pengukuran produktivitas; (2) Sebagai alat memecahkan masalah produktivitas; dan (3) Alat pemantau pertumbuhan produktivitas
Dalam OMAX diharapkan aktifitas seluruh personil perusahaan untuk turut menilai, memperbaiki, dan mempertahankan, karena sistem ini merupakan sistem pengukuran yang diserahkan langsung ke bagian-bagian unit proses industri. Langkah-langkah yang dilakukan pada proses OMAX adalah:
Gambar 3.5. Sebelas Blok Model OMAX
Dari ke-sebelas blok model OMAX tersebut terdapat tiga aspek yang penting dalam OMAX, yaitu:
Awareness, yaitu:
a) Mengerti masalah produktivitas
b) Ada kemungkinan peningkatan produktivitas c) Mampu meningkatkan produktivitas
Improve
a) Know how to do it
b) Mampu dan mau manjalankan perbaikan Support
Coordination Introduction
Priorities Scores
Start up Feed back Maintenance
Objectives Criteria Commitment
Maintenance
a) Mempertahankan kemajuan b) Memelihara semangat maju Productivity Evaluation Tree (PET) Model
Model productivity evaluation tree (PET) merupakan salah satu metode dalam membuat perencanaan produktivitas jangka pendek dengan menggunkan pohon evaluasi produktivitas. Metode ini merupakan suatu metode yang mengandalkan pada keputusan manajerial terutama dalam mengidentivikasi dan menguji alternatif yang mungkin serta memutuskan alternatif mana yang sebaiknya dilakukan dalam penetapan target produktivitas total dimasa datang. Jadi penetapan tingkat produktivitas dimasa yang akan datang tidak semata-mata hanya berdasarkan hasil peramalan dengan menggunakan data masa lalu.
Usaha pengembangan alternatif dan pembuatan pohon evaluasi dapat dilakukan dengan menggunakan dasar kombinasi alternatif dalam peningkatan produktivitas seperti yang dapat dilihat pada gambar berikut ini.
Aspek penting dalam model productivity evaluation tree (PET) ini selain pada pengembangan dan pengujian alternatif diatas adalah syarat yang harus diperhatikan dalam mengaplikasikan model ini pada sebuah perusahaan. Beberapa formula yang berkaitan dengan model ini adalah:
Keterangan:
TPF t = Produktivitas total perusahaan pada periode t
Oit = Nilai output/keluaran produk i pada periode t
Iit = Nilai input/masukan untuk produk i pada periode t
n = Jumlah variasi produk j = Input yang digunakan
TPit = Produktivitas total untuk produk i pada periode t
= Estimasi nilai output produk i pada periode t + 1 = Estimasi nilai input produk i pada periode t + 1
= Estimasi besar perubahan output produk i pada periode t + 1 = Estimasi besar perubahan input pada produk i pada periode t + 1 = Estimasi produktivitas total untuk produk i pada periode t + 1
= Estimasi besar perubahan produktivitas total produk i pada periode t +1 = Estimasi indeks produktivitas total produk i pada periode t +1
Pada umumnya terdapat 5 strategi yang dapat digunakan dalam menyusun usaha perbaikan produktivitas yaitu:
1. Meningkatkan input dan output, dimana perubahan/peningkatan output > daripada input.
2. Menurunkan input dan output, dimana perubahan/penurunan input > daripada output. 3. Input tetap output meningkat.
4. Input turun, output tetap. 5. Input turun, output meningkat.
Sedangkan langkah-langkah dalam melakukan perencanaan produktivitas dengan PET Model adalah sebagai berikut:
Gambar 3.7. Langkah-Langkah Perencanaan Model PET
Berbagai model yang telah diuraikan diatas nantinya dapat diambil yang paling sesuai untuk selanjutnya dipergunakan untuk melakukan evaluasi dalam melakukan kajian teknis. Hal ini dimungkinkan dengan melakukan penilaian produktivitas sebelum dilakukan kajian teknis dan sesudahnya.
3.4.
PEMAHAMAN TERHADAP MAKSUD DAN TUJUAN
Kegiatan ini dimaksudkan untuk memberikan kajian teknis berupa pendampingan tenaga ahli secara langsung kepada industri-industri komponen. Tujuannya adalah untuk meningkatkan kemampuan industri pembuat komponen kapal dalam memproduksi komponen
/ peralatan kapal secara baik dan benar dan sesuai dengan standar klasifikasi serta persyaratan teknis yang berlaku.
Seperti diuraikan dalam kajian, maksud dari kegiatan ini adalah untuk memberikan kajian teknis berupa pendampingan tenaga ahli secara langsung terhadap industri komponen kapal yang dinilai memerlukan pendampingan dalam upaya untuk meningkatkan produktivitas kinerja industri tersebut. Kajian dilakukan oleh tenaga ahli yang menguasai teknik produksi sesuai standar yang ada, sehingga diharapkan nantinya setelah dilakukan kajian industri yang memperoleh kajian dapat meningkatkan kulitas dan kuantitas produksinya sesuai dengan standard dan persyaratan mutu yang berlaku.
Kesesuaian produk dengan standard dan mutu yang dipersyaratkan menjadi hal yang penting terutama dalam upaya persaingan dengan komponen-komponen kapal dari impor yang sejenis dengan diproduksi dalam negeri. Peningkatan produktivitas tersebut paling tidak diharpakan nantinya industri galangan kapal dapat melakukan penyerapan produksi komponen kapal dalam negeri. Dan bagi industri komponen kapal sendiri diharapkan dapat meningkatkan produksi untuk memnuhi permintaan industri galangan kapal.
Standar yang dipergunakan dalam melakukan kajian dipergunakan standar yang dikeluarkan oleh Biro Klasifikasi Indonesia (BKI). Setiap material yang dipasan pada kapal sedapat mungkin memenuhi memenuhi klasifikasi yang ditetapkan oleh BKI. Hal tersebut untuk menjamin material / komponen tersebut telah sesuai dengan ketentuan yang berlaku baik secara komposisi material maupun kinerja dari komponen.
Dalam melakukan kajian teknis, selain melakukan pendampingan juga dilakukan pendataan bahan, material, jenis produksi, kemampuan mesin produksi, kualitas, kuantitas, acuan spesifikasi teknis dan pemasaran produsen komponen kapal. Disamping itu juga melakukan fasilitasi dengan mendampingi industri komponen dalam melakukan pengujian produk komponen kapal hingga memenuhi persyaratan teknis. Pengujian harus dilakukan pada laboratorium uji yang terakreditasi dan diakui (recognized) oleh BKI.
3.5.
PEMAHAMAN TERHADAP SASARAN DAN HASIL (OUTPUT) YANG
DIHARAPKAN
Sasaran utama yang ingin dicapai adalah meningkatnya revenue dan turunannya adalah: a. Meningkatnya kualitas komponen–komponen kapal yang diproduksi dalam negeri. b. Meningkatknya produktifitas industri pembuat komponen kapal.