Bangun Rekaprima Vol.04/1/April/2018 1
RANCANG BANGUN MESIN SPINNING FLAME HARDENING SEMI OTOMATIS
Pujono 1), Rizal Aziz Alghifari 1)
1) Jurusan Teknik Mesin, Politeknik Negeri Cilacap Jln. Dr Sutomo No 1, Sidakaya, Cilacap, Jawa Tengah
Email : [email protected] ABSTRAK
Pengerasan permukaan dengan api adalah proses perlakuan panas dengan menggunakan nyala api langsung yang dihasilkan dari gas oxy-acetylen dimana permukaan dari bagian baja dipanaskan dengan cepat ke suhu di atas titik kritis baja. Setelah struktur butir permukaan telah menjadi austenit (austenitized), bagian tersebut dinginkan dengan cepat, perubahan austenit menjadi martensit sementara meninggalkan inti dari bagian dalam aslinya. Tujuan dalam perancangan mesin pengeras permukaan dengan api metode berputar semi otomatis ini yaitu menentukan rancangan konsep mesin pengeras permukaan dengan api metode berputar semi otomatis, pembuatan mesin dan pengujian hasil. Dalam pembuatan mesin ini penulis menggunakan pendekatan metode perancangan berbasis pada kebutuhan masyarakatdan pemilihan konsep menggunakan metode penilaian rangking, software gambar menggunakan Autocad dan gambar kerja menggunakan standar ISO. Dari metode-metode yang penulis lakukan, didapatkan hasil keputusan evaluasi rancangan konsep yaitu poros penggerak menggunakan poros tetap dengan material AISI 4340 dan badan mesin yang tertutup. Dalam pengujiannya, untuk kecepatan 60rpm mendapatkan hasil kekerasan rata-rata 55,9 HRC dengan waktu proses pemanasan 3,74 menit, untuk kecepatan 90rpm mendapatkan hasil kekerasan rata- rata 33,33 HRC dengan waktu proses pemanasan 2,42 menit. Dimensi mesin yang dirancang yaitu 1961 x 1418 x 1284 mm dengan massa mesin sebesar 150 kg dan diameter lubang minimal pada benda yaitu 18 mm.
Kata Kunci : Pengerasan permukaan dengan api, roda gigi, kekerasan Rockwell C.
PENDAHULUAN
Bahan logam pada jenis besi adalah material yang sering digunakan dalam membuat paduan logam lain untuk mendapatkan sifat bahan yang diinginkan. Baja merupakan paduan yang terdiri dari besi, karbon dan unsur lainnya. Baja dapat dibentuk melalui pengecoran, pencairan dan penempaan. Karbon merupakan unsur terpenting karena dapat meningkatkan kekerasan dan kekuatan baja. Baja merupakan logam yang paling banyak digunakan dalam bidang teknik. Penggunaan logam baja seperti untuk poros, roda gigi, dan lain - lain, dalam proses pemesinan akan berinteraksi dengan benda kerja lain sehingga menimbulkan tekanan dan gesekan.
Jika interaksi terjadi secara terus menerus dan dalam jangka waktu tertentu, maka gesekan - gesekan itu akan menimbulkan keausan.
Keausan akan melebar pada batas tertentu sampai benda tersebut tidak bisa di pakai lagi.
Ada beberapa cara yang dipakai untuk mengurangi tingkat keausan, salah satunya dengan meningkatkan kekerasan permukaan (Surface Treatment) benda kerja. Hal ini bisa dilakukan karena gesekan - gesekan hanya terjadi pada permukaan saja. Banyak sekali metode untuk peningkatan kekerasan permukaan, salah satunya adalah Flame Hardening.
Bangun Rekaprima Vol.04/1/April/2018 2 Flame hardening adalah proses
perlakuan panas dengan menggunakan nyala api langsung yang dihasilkan dari gas oxy-acetylen di mana permukaan dari bagian baja dipanaskan dengan cepat kesuhu di atas titik kritis baja. Setelah struktur butir permukaan telah menjadi austenite (austenitized), bagian tersebut dinginkan dengan cepat, perubahan austenit menjadi martensit sementara meninggalkan inti dari bagian dalam aslinya.
Sebaliknya, pendinginan lambat menyebabkan transformasi, karena suhu melewati rentang yang sesuai, untuk perlit, bainit, dan martensit, dengan struktur akhir menjadi kombinasi dari tiga struktur tersebut.
Hasilnya adalah relatif lunak dan ulet. Untuk mencapai kekerasan, baja harus didinginkan dengan cepat sehingga melewati dua fase pertama transformasi dan transformsi langsung dari austenit ke martensit.
Dengan meningkatnya kebutuhan pengerasan permukaan (surface treatment), proses flame hardening cukup banyak dipakai di Industri logam atau bengkel - bengkel kecil logam lainnya. Namun penggunaan metode flame hardening yang dilakukan pada bengkel - bengkel kecil masih menggunakan manual.
Oleh karena itu bengkel - bengkel kecil seperti bengkel las, bengkel pemesinan, bengkel otomotif, dan lain-lain kalah saing dengan pelaku industri besar yang menggunakan mesin - mesin canggih.
Masalah yang sering kali terjadi, seperti seorang konsumen yang sudah membuat roda gigi atau seorang perawat mesin membawa roda gigi datang ke bengkel las atau pengerjaan sendiri namun untuk mengeraskan permukaannya
menggunakan las asetilin yang diarahkan ke roda gigi tanpa memikirkan seberapa suhu dan waktu untuk logam tersebut menjadi keras atau hanya kira - kira, sehingga hasil yang diinginkan tidak sesuai karena kurang meratanya perlakuan panas tersebut dan waktu lebih lama karena mengandalkan pengiraan.
Langkah - langkah yang diupayakan dalam pemecahan masalah di atas adalah di buatnya mesin spinning flame hardening semi otomatis, yang bertujuan untuk memudahkan penggunaannya dalam melakukan proses produksi karena perlakukan panas yang terukur dan merata, meningkatkan kualitas serta kuantitas pada usaha bengkel kecil.
Oleh karena itu melalui perancangan mesin spinning flame hardening semi otomatis tersebut perlu dikaji lebih lanjut.
TINJAUAN PUSTAKA
Produk yang dihasilkan oleh industri kecil pande besi umumnya masih didominasi oleh alat - alat pertanian sederhana, antara lain:
cangkul, parang, belicong, pisau, sabit, garpu tanah, pahat, kampak, pahat, dan lain - lain. Proses produksinya masih sederhana, yang secara umum dapat dibagi menjadi enam tahap utama, yaitu: pemilihan bahan baku, pemotongan bahan sesuai kebutuhan, pemanasan dan penempaan, pembentukan akhir, penyepuhan / pengerasan, pengecatan dan pemberian gagang.
Setiap tahap ini memiliki kendala yang pada akhirnya mempengaruhi mutu produk dan produktifitasnya.
Bahan bakuyang dipakai adalah baja bekas per / pegas mobil / truk, pipa salur dan pengeboran minyak / gas bumi, dan mata gergaji batu granit.
Bangun Rekaprima Vol.04/1/April/2018 3 Bahan baku ini dibeli dari para
pengumpul besi bekas, tanpa diketahui spesifikasi teknisnya seperti misalnya komposisi kimianya. Pemilihan bahan sekrap baja hanya dilakukan secara visual dan tes mekanis sederhana yaitu dengan cara melihat bentuk patahan setelah proses pemanasan dan pencelupan dengan air atau dengan cara mendengarkan dentingan bunyinya bila logam tersebut dipukul dengan palu. Dengan demikian hasil pemilihan bahan baku tersebut tidak akurat. Proses pemanasan dilakukan dengan memakai tungku terbuka sederhana yang terbuat dari susunan bata merah dengan bahan bakar arang kayu. Penghembusan udara ke dalam tungku sebagian sudah memakai blower, namun masih banyak juga yang memakai alat hembus sederhana yang berupa dua buah silinder / pipa yang diberi tangkai piston dan digerakkan secara bergantian dengan tenaga mesin (Muh Nurkozin, 2006).
Hasil pengujian pada variasi kecepatan poros 0, 37 rpm, 0,75 rpm dan 1,15 rpm dan kecepatan torch 4 mm/menit dan 8 mm/menit menunjukkan nilai kekerasan tertinggi adalah variasi kecepatan putar poros 0,37 rpm dengan kecepatan gerak torch 4 mm/menit.
Kekerasan permukaan pada spesimen ini mencapai 814, 1 HV, sedangkan pada bagian tengah spesimen kekerasannya 311 HV. Hasil foto struktur mikro menunjukkan bahwa fasa martensit tampak pada permukaan spesimen dan pada bagian seterusnya diikuti fasa perlit dan ferit. Hal ini menunjukkan bahwa spesimen bersifat keras pada permukaannya, sedangkan pada
bagian tengah tetap ulet atau lunak (Eko Yuli Purnomo, 2011).
Nilai kekerasan spesimen tertinggi pada spesimen dengan kombinasi perlakuan annealing tempa dan manual flame hardening.
Nilai kekerasan tertinggi adalah 865.8 HVN. Pada pengamatan struktur mikro, spesimen dengan kombinasi perlakuan annealin tempa dan manual flame hardening terbentuk struktur martensit dan ferrit. Hasil penelitian menunjukan proses manual flame hardening dapat mengeraskan spesimen baja tempa (Muhammad Kozin, 2012).
METODE
Perancangan Mesin Spinning Flame Hardening
Metode perancangan yang digunakan untuk perancangan mesin spinning flame hardening sebagai berikut: a) Identifikasi Masalah. b) Ide awal. c) Perbaikan ide. d) Analisis rancangan. e) Keputusan. f) Implementasi. g) Pengujian Mesin.
Pada tahapan perancangan tersebut mengharuskan ada verifikasi dan validasi dari konsumen atau pengguna.
Material Penelitian
Material yang digunakan sebagai spesimen spinning flame hardening adalah roda gigi lurus baja S45C dengan dimensi 1,5 inch.
Pelaksanaan Penelitian
Pada pelaksanaan penelitian dilakukan pengamatan hasil spinning flame hardening. Variasi kecepatan spinning adalah 60 rpm dan 90 rpm.
Bangun Rekaprima Vol.04/1/April/2018 4 Pengujian yang dilakukan adalah uji
kekerasan Rockwell C. Secara rinci pelaksanaan penelitian dilakukan sebagai berikut:
a) Mempersiapkan spesimen yang akan diuji antara lain dengan:
a) Memilih spesifikasi material yang akan diuji yaitu menggunakan S45C. b) Membuat roda gigi lurus.
b) Setting mesin. Tahapan setting mesin antara lain: a) Menentukan kecepatan putaran mesin pada 60rpm, dan 90rpm dengan bongkar pasang puli dan v-belt. b) Buka isi tabung oksigen dan asetilin. c) Atur tekanan kerja oksigen sebesar 3kg/cm2. d) Atur tekanan kerja asetilin sebesar 5kg/cm2. e) Meletakkan spesimen pada poros lalu jepit dengan baut. f) Masukkan air ke bak setinggi 300mm dari dasar. g) Menghidupkan sakelar on mesin. h) Atur nyala api karbulasi. i) Dekatkan torch 30mm dengan spesimen. j) Nyalakan sakelar on water pump jika sudah panas spesimen mencapai 8000C - 8300C.
HASIL DAN PEMBAHASAN Hasil Perancangan
1) Membuat Daftar Tuntutan Daftar tuntutan terkait dengan alat spinning flame hardening terangkum pada Tabel dibawah ini.
Daftar tuntutan ini diperoleh dari beberapa workshop yang berkecimpung pada usaha flame hardening.
Tabel 1. Kebutuhan Konsumen
No Kebutuhan Konsumen 1 Dalam pembuatan roda gigi
membutuhkan kekerasan.
2 Diperlukan alat bantu yang dapat digunakan untuk mendapatkan kekerasan roda gigi.
3 Diperlukan mesin spinning flame hardeninguntuk mengeraskan roda gigi.
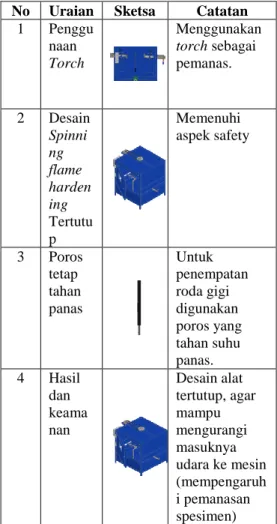
2) Membuat Sketsa Dan Catatan
Setelah ditentukan kebutuhan konsumen maka dibuatlah sketsa dan catatan pada Tabel 2, untuk alat seperti apa yang harus dibuat.
Tabel 2. Sketsa dan Catatan
No Uraian Sketsa Catatan 1 Penggu
naan Torch
Menggunakan torch sebagai pemanas.
2 Desain Spinni ng flame harden ing Tertutu p
Memenuhi aspek safety
3 Poros tetap tahan panas
Untuk penempatan roda gigi digunakan poros yang tahan suhu panas.
4 Hasil dan keama nan
Desain alat tertutup, agar mampu mengurangi masuknya udara ke mesin (mempengaruh i pemanasan spesimen)
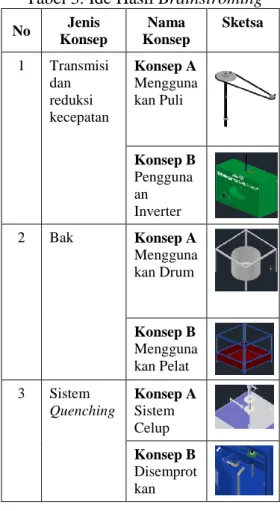
Proses pengumpulan ide
menggunakan metode
Brainstorming, dari hasil metode
Bangun Rekaprima Vol.04/1/April/2018 5 Brainstorming diperoleh ide
rancangan sebagai berikut:
Tabel 3. Ide Hasil Brainstroming
No Jenis Konsep
Nama Konsep
Sketsa
1 Transmisi dan reduksi kecepatan
Konsep A Mengguna kan Puli
Konsep B Pengguna an Inverter 2 Bak Konsep A
Mengguna kan Drum
Konsep B Mengguna kan Pelat 3 Sistem
Quenching
Konsep A Sistem Celup Konsep B Disemprot kan
Pemilihan Ide Terbaik
Tahap selanjutnya ide dari hasil Brainstorming dipilih mana yang terbaik. Pada tahap pemilihan ide ini digunakan metode yang telah dikembangkan berdasarkan kriteria penilaian. Tujuan pada proses ini adalah mempersempit jumlah konsep secara cepat dan untuk memperbaiki konsep.
1) Tabel Penilaian
Pada Tabel 4 ini digunakan untuk mempermudah penilaian dalam pemilihan konsep dalam matrik.
Tabel 4. Penilaian Kriteria
Kriteria Seleksi
Penilaian Berdasarkan Fungsi Suatu mesin atau komponen
dapat bekerja sesuai yang diharapkan.
Faktor Manusia
Kenyamanan dan keamanan dalam menggunakan mesin atau komponen tersebut.
Spesifikasi Fisik
Dimensi, beban pada mesin atau komponen yang digunakan.
Kekuatan Dapat menahan getaran, menumpu beban dan kapasitas benda.
Model Bentuk dan rancangan menarik.
Faktor Ekonomi
Proses pembuatan yang murah, mesin dan komponen tersedia dipasaran.
2) Matrik pemilihan konsep Setelah penilaian kriteria ditentukan maka tahap selanjutnya adalah membuat matrik pemilihan konsep yang tercantum pada Tabel 5.
sebagai berikut:
Tabel 5. Pemilihan Ide Terbaik
Kriteria Seleksi
Trans misi &
reduksi kecepat
an
Bak
Sistem Quenc
hing
A B A B A B
Fungsi + - 0 0 0 0
Faktor
manusia + 0 0 0 - + Spesifikas
i fisik 0 + 0 0 - + Kekuatan + - 0 + - +
Model 0 + - + + -
Faktor
ekonomi + 0 + - - + Total
Nilai 4 -1 0 1 -3 3 Lanjutkan
? Y N N Y N Y
Keterangan :
a) (+) nilai (1), (0) nilai (0), (-) nilai (-1).
Bangun Rekaprima Vol.04/1/April/2018 6 b) Total nilai sama dengan total dari
jumlah (+) dengan (-).
c) (Y) untuk Ya dan (N) untuk tidak.
Dari hasil penilaian matriks di atas setelah dipilih konsep yang terbaik selanjutnya yaitu penjelasan mengenai gambar rakitan dari komponen konsep yang terpilih.
Gambar Rakitan (Desain Wujud) Pada tahap ini konsep yang telah terpilih akan diberi komponen mesin yang tadinya dalam bentuk sketsa, kini harus diberi bentuk sedemikian rupa sehingga komponen – komponen tersebut menyusun bentuk mesin sehingga mesin dapat melakukan fungsinya.
Gambar awal mesin dapat ditunjukkan pada gambar 1.
Gambar 1. Awal mesin.
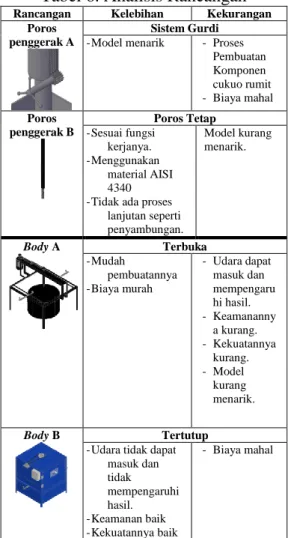
1) Analisis Rancangan
Pada tahap ini setelah konsep terpilih, selanjutnya menganalisis komponen dari alat yang telah di rancang dengan tujuan untuk memeriksa kekurangan pada rancangan agar memperoleh hasil yang terbaik, analisis rancangan tersebut tercantum pada Tabel 6.
Tabel 6. Analisis Rancangan
Rancangan Kelebihan Kekurangan Poros
penggerak A
Sistem Gurdi - Model menarik - Proses
Pembuatan Komponen cukuo rumit - Biaya mahal Poros
penggerak B
Poros Tetap - Sesuai fungsi
kerjanya.
- Menggunakan material AISI 4340 - Tidak ada proses
lanjutan seperti penyambungan.
Model kurang menarik.
Body A Terbuka
- Mudah
pembuatannya - Biaya murah
- Udara dapat masuk dan mempengaru hi hasil.
- Keamananny a kurang.
- Kekuatannya kurang.
- Model kurang menarik.
Body B Tertutup
- Udara tidak dapat masuk dan tidak mempengaruhi hasil.
- Keamanan baik - Kekuatannya baik
- Biaya mahal
2) Keputusan
Setelah melakukan analisis rancangan tahapan selanjutnya yaitu melakukan perbaikan dari kekurangan yang telah dijabarkan pada analisis rancangan dengan cara sebagai berikut.
Proses pengambilan keputusan evaluasi desain adalah untuk meniadakan kekurangan pada rancangan dengan cara melakukan perbaikan untuk memperoleh hasil terbaik, beberapa bagian yang diperbaiki adalah:
a) Poros penggerak
Karena poros penggerak menggunakan system gurdi
Bangun Rekaprima Vol.04/1/April/2018 7 membutuhkan proses lanjutan seperti
penambahan panjang, serta dalam pembuatannya sulit dan membutuhkan biaya yang mahal maka poros penggerak diganti dengan poros tetap yang menggunakan baja tahan panas AISI 4340 atau SNCM-1 atau ST85 atau VCN 155 serta mudah dalam pembuatannya. Poros penggerak yang sudah ditentukan terdapat pada gambar 2.
Gambar 2. Poros penggerak setelah evaluasi.
b) Body
Sebelumnya pada body terbuka dapat membuat hasil pemanasan kurang baik maka body diganti dengan tertutup yang berguna agar hasil pemanasan lebih baik serta dapat melindungi orang yang berada dalam sekitarnya. Body yang sudah ditentukan terdapat pada gambar 3.
Gambar 3. Body mesin setelah evaluasi.
Kesimpulan Evaluasi Desain
Dari seluruh rangkaian langkah - langkah evaluasi desain diperoleh hasil rancangan akhir
berupa gambar rakitan (desain wujud) sebagai berikut:
Gambar 4. Mesin spinning flame hardening semi otomatis.
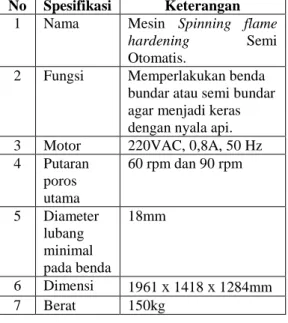
Hasil proses perancangan didapatkan mesin spinnging flame hardening dengan spesifikasi teknis seperti pada Tabel 7.
Tabel 7. Spesifikasi Mesin
No Spesifikasi Keterangan 1 Nama Mesin Spinning flame
hardening Semi Otomatis.
2 Fungsi Memperlakukan benda bundar atau semi bundar agar menjadi keras dengan nyala api.
3 Motor 220VAC, 0,8A, 50 Hz 4 Putaran
poros utama
60 rpm dan 90 rpm
5 Diameter lubang minimal pada benda
18mm
6 Dimensi 1961 x 1418 x 1284mm 7 Berat 150kg
Desain wujud dari mesin ini ditunjukkan pada gambar 5
Gambar 5. Desain Wujud Mesin
Poros tetap Bahan AISI 4340
Body yang tertutup
Bangun Rekaprima Vol.04/1/April/2018 8 Keterangan: Spinning flame
hardening (A) assy body; (B) assy pintu; (C) assy rail; (D) assy transmisi; (E) assy quenching.
Pengujian
Langkah selanjutnya yaitu melakukan penelitian terhadap fungsi dan hasil pemanasan dan pengerasan dari mesin spinning flame hardening dengan spesimen adalah roda gigi lurus dengan material S45C.
Langkah penelitian fungsi dan hasil ditunjukkan pada Tabel 5 di bawah ini. Pengujian dilakukan dengan melakukan pemanasan pada spesimen dengan kecepatan spinning masing - masing 60 rpm dan 90 rpm.
Tabel 8 Langkah Pengujian Mesin
No Proses Visualisasi 1 Persiapkan
roda gigi lurus yang akan diuji.
2 Menentuka n kecepatan putaran mesin pada 60 dan 90rpm dengan bongkar pasang puli dan v-belt.
3 Buka isi tabung oksigen dan asetilin.
4 Atur tekanan kerja oksigen sebesar 3 kgf/cm2.
5 Atur tekanan kerja asetilin sebesar 5 kgf/cm2.
6 Meletakkan spesimen pada poros lalu jepit dengan baut.
7 Masukkan air ke bak hingga mentupi water pump.
8 Menghidup kan saklar on mesin.
9 Atur nyala api karburasi.
Bangun Rekaprima Vol.04/1/April/2018 9
10 Dekatkan torch30 mm dengan spesimen.
11 Nyalakan saklar on water pump jika sudah panas spesimen mencapai 8000C.
PENGOLAHAN DATA
Setelah proses pengujian selesai, selanjutnya melakukan proses pengujian kekerasan Rockwell C kemudian melakukan hasil Analisis terhadap nilai kekerasan yang sudah diuji ke dalam bentuk Tabel dan grafik.
Tabel 9. Hasil kekerasan material sebelum spinning flame hardening
No Mater ial
Indentor Beban (P)
Kekerasa n (HRC) 1 S45C Diamond
Cone
150
kg 10
Dari Tabel 9. hasil kekerasan material sebelum spinning flame hardening adalah 10 HRC.
Tabel 10. Hasil kekerasan material sesudah spinning flame hardening
pada kecepatan 60rpm
No HRC T0C Rpm Pend ingin
Waktu (menit) 1 56,75 820
60 Air
4,30
2 57 810 3,40
3 54 820 3,51
Dari Tabel 10. dapat diambil kesimpulan bahwa rata-rata hasil kekerasan material sesudah spinning flame hardening pada kecepatan 60 rpm adalah 55,9 HRC dengan lama
proses pemanasan 3,74 menit.
Dengan kata lain hasil rata - rata kekerasan tersebut sudah sesuai standar Bohler yang sudah di hardening yang mencapai 54-57 HRC.
Tabel 11. Hasil kekerasan material sesudah spinning flame hardening
pada kecepatan 90rpm
No HRC Suhu
0C
Rpm Pen ding in
Wak tu (me nit) 1 41,75 820
90 Air 2,55
2 21,75 820 2,40
3 36,5 820 2,30
Dari Tabel 11. dapat diambil kesimpulan bahwa rata - rata hasil kekerasan material sesudah spinning flame hardening pada kecepatan 90 rpm adalah 33,33 HRC dengan lama proses pemanasan 2,42 menit.
Dengan kata lain hasil rata - rata kekerasan tersebut sudah naik dari sebelumnya.
Dari hasil diatas dapat disimpulkan serta ditunjukkan pada gambar 6. bahwa jika kecepatan putar semakin cepat maka kekerasan semakin rendah.
Gambar 6. Korelasi nilai kekerasan terhadap kecepatan putar
Bangun Rekaprima Vol.04/1/April/2018 10 KESIMPULAN
Berdasarkan hasil keputusan evaluasi rancangan konsep didapatkan sebagai berikut:
1. Poros penggerak
Poros tetap yang menggunakan baja tahan panas AISI 4340 atau SNCM-1 atau ST85 atau VCN 155 serta mudah dalam pembuatannya atau tidak ada proses penyambungan dan lebih kuat.
2. Body
Body diganti tertutup yang berguna agar hasil pemanasan lebih baik serta dapat melindungi orang yang berada dalam sekitarnya.
3. Penelitian pada spesimen roda gigi setelah proses Spinning flame hardening didapatkan: 1) Untuk kecepatan 60rpm mendapatkan hasil kekerasan rata-rata 55,9 HRC dengan waktu pemanasan 3,74 menit.
2) Untuk kecepatan 90rpm mendapatkan hasil kekerasan rata-rata 33,33HRC dengan waktu pemanasan 2,42 menit.
30 Jika kecepatan putar semakin cepat maka kekerasan semakin rendah.
DAFTAR PUSTAKA
Nurkozin, Muh. 2006. Pengaruh Manual Flame Hardening Pada Baja Tempa. Laporan Skripsi. Surakarta:
Universitas Sebelas Maret.
Purnomo, Eko Yuli. 2011. Pengaruh Kecepatan Putar Poros Dan Kecepatan Gerak Torch Terhadap Kekerasan Permukaan Baja AISI 4140
Pada Proses Flame Hardening. Surakarta:
Universitas Sebelas Maret.
Kozin, Muhammad. 2012. Pengaruh Perlakuan Panas Terhadap Sifat Mekanik Dan Struktur Mikro Roda Kereta Api Buatan Lokal. Jakarta:
Universitas Indonesia.