5 BAB II
LANDASAN TEORI
2.1 Definisi Penjadwalan Produksi
Penjadwalan produksi digambarkan sebagai cara mengalokasikan aset untuk menyelesaikan berbagai kewajiban dalam jangka waktu tertentu (Pinedo, 2012). Sedangkan menurut Herjanto (1999),penjadwalan adalah penentuan waktu suatu kegiatan operasi secara tepat. Secara umum, tujuan dilakukan penjadwalan adalah untuk mempersingkat waktu pemrosesan, waktu tunggu, dan penurunan tingkat stock. Selain itu, penggunaan fasilitas, tenaga kerja, dan sistem ramah lingkungan diatur dengan berbagai pertimbangan keterbatasan saat ini.
Penjadwalan merupakan salah satu proses pengambilan keputusan yang merupakan proses penting dalam industri produksi dan penyedia jasa.
Penjadwalan produksi disebut sebagai prosedur penentuan waktu dan jumlah aset efektif yang diperlukan dalam suatu jasa atau produk agar proses produksi dapat berjalan dengan lancar, dalam jumlah yang tepat, dan tepat waktu (Hamming & Nurnajamuddin, 2012). Pakar lain juga menyebutkan penjadwalan adalah suatu prosedur untuk melaksanakan tugas melalui pengalokasian aset yang dimiliki pada waktu yang telah ditentukan agar keinginan dan tujuan perusahaan lebih optimal (Baker & Trietsch, 2013).
Dalam pengalokasian sumber daya, terdapat hal-hal penting yang mungkin menjadi tujuan perusahaan dalam implementasi penjadwalan. Menurut Cao and Bedworth (1992), ada tujuan yang harus dilakukan dengan penjadwalan, terutama banyaknya output yang diperoleh dan batas waktu yang ditentukan (due date).
Sasaran diperoleh melalui standar minimal makespan (waktu keseluruhan yang digunakan pada beberapa titik proses manufaktur), aliran meanflow (waktu produksi umum), mean lateness (keterlambatan rata-rata), minimum tardiness (penundaan), minimum mean tardiness (rata-rata delay), batasi jumlah keterlambatan (quantity of delays) dan seterusnya.
Morton and Pentico (1993) juga menguraikan penjadwalan sebagai cara mengatur, memilih, dan menentukan waktu menggunakan sumber daya untuk memasok output yang diprediksi dalam waktu yang diprediksi. Pengambilan keputusan tentang menyesuaikan kegiatan dan aset meliputi:
1) Work order (sequence) 2) Start and end time (timing) 3) Task sequence for tasks (routing)
Definisi lain, konsisten dengan Conway et al. (2003), Definisi lain, konsisten dengan Conway et al. (2003), penjadwalan adalah metode pengurutan produksi barang secara keseluruhan pada mesin dan diputuskan pengurutan metode pembuatan pada satu mesin dalam jangka waktu yang ditentukan. Conway et al.
(2003) juga mendefinisikan bahwa input untuk metode penjadwalan terdiri dari urutan ketergantungan antara operasi, waktu pemrosesan untuk setiap operasi, serta fasilitas yang diperlukan dalam penggunaannya di setiap operasi.
Penjelasan lain dari Utama (2016), Penjadwalan adalah kegiatan mengatur mesin produksi untuk menjalankan pekerjaan.
Dari beberapa definisi tersebut dapat disimpulkan bahwa penjadwalan merupakan bagian penting dari pembuatan rencana produksi dan teknik manipulasi selain rencana untuk menempatkan urutan pekerjaan dan mengalokasikan sumber daya, waktu dan fasilitas untuk setiap operasi dikerjakan sampai selesai. Masalah penjadwalan muncul sementara ada banyak pekerjaan yang perlu diproses dengan bersama-sama, meskipun jangkauan mesin dan perangkat memiliki keterbatasan.
memperoleh konsekuensi yang paling efisien dengan aset yang dibatasi, sangat penting untuk menjadwalkan sumber-sumber tersebut secara efisien.
2.2 Elemen Penjadwalan Produksi
Baker and Trietsch (2013) menjelaskan, terdapat 3 elemen penjadwalan dalam proses operasi. Ketiga elemen terbut adalah job, operasi, dan mesin.
1) Job
Job adalah suatu tugas yang perlu diselesaikan sehingga memperoleh suatu produk. Sebuah job umumnya mencakup beberapa operasi yang harus dilakukan
(setidaknya satu operasi). Kontrol organisasi melalui rencana yang telah dibuat atau terutama didasarkan sepenuhnya pada pesanan pembeli. Perusahaan akan mengirimkan pekerjaan ke cabang manufaktur untuk diproses. Catatan menyertai suatu job biasanya adalah operasi yang harus dilakukan, kapan job dapat dimulai, dan kapan job harus diselesaikan.
2) Operasi
Operasi adalah metode yang dapat diberikan untuk menyelesaikan suatu pekerjaan. Operasi diperintahkan dalam urutan eksekusi yang pasti. Urutan diputuskan pada saat membuat rencana proses operasi. Masing-masing operasi yang dilakukan disertai dengan waktu proses. Waktu pemrosesan operasi
( )
tijmerupakan waktu pemrosesan yang dibutuhkan guna mengerjakan operasi. Waktu pemrosesan ini biasanya telah ditentukan sebelumnya.
3) Mesin
Mesin adalah sumber yang harus dimiliki oleh suatu sistem untuk menyelesaikan suatu pekerjaan. Setiap sistem dapat paling efektif mengerjakan satu proyek pada waktu tertentu.
2.3 Tujuan Penjadwalan Produksi
Teknik penjadwalan memiliki tujuan untuk mendapatkan hasil yang lebih tinggi dan sesuai dengan yang diharapkan. Bedworth and Bailey (1999) dari buku nya mereka menjelaskan sejumlah tujuan penjadwalan olahraga sebagai berikut:
1) meningkatkan penggunaan aset atau mengurangi waktu siap sehingga seluruh waktu pemrosesan dapat dikurangi dan produktivitas dapat ditingkatkan,
2) mengurangi stok barang setengah jadi atau mengurangi rentang pekerjaan yang siap dalam antrian sementara aset saat ini tetap melakukan tugas yang berbeda,
3) meminimasi keterlambatan pada kegiatan operasi yang memiliki batas waktu untuk penyelesaian yang akan membatasi nilai denda (penalti), dan
4) membantu dalam membuat pilihan tentang kemampuan tanaman membuat rencana dan jenis kemampuan yang diinginkan agar biaya yang terlalu mahal dapat dihindari.
Selain itu, Baker and Trietsch (2013) juga mendefinisikan tujuan penjadwalan, yaitu:
1) meningkatkan produktivitas gadget dengan memanfaatkan pengurangan waktu idle,
2) mengurangi stok barang setengah jadi dengan menggunakan pengurangan rentang umum pekerjaan yang tersedia dalam antrian gadget karena gadget masih dalam proses pengerjaan,
3) mengurangi penundaan karena melebihi batas waktu dengan menggunakan pengurangan penundaan terbanyak dan pengurangan jumlah lukisan yang lewat jatuh tempo.
Motif terakhir dari penjadwalan adalah untuk memenuhi tanggal jatuh tempo, yaitu suatu produk telah diproduksi dan siap untuk dikirim ke konsumen.
Jika ada penundaan dalam memenuhi tanggal jatuh tempo yang ditentukan, dapat dikenakan denda.
2.4 Klasifikasi Penjadwalan Produksi
Conway et al. (2003) menyebutkan penjadwalan dapat dikategorikan berdasarkan beberapa hal, yaitu :
1) Jumlah mesin, yang didasarkan pada jumlah mesin yang digunakan, dibagi menjadi dua karakteristik yaitu:
a) Mesin tunggal b) Mesin ganda
2) Pola datanya job dari customer, pejadwalan dibedakan menjadi dua yaitu : a) Statik, ketika semua job dipesan secara bersama-sama dan siap dikerjakan
pada setiap mesin yang sedang tidak bekerja b) Dinamik, ketika job yang datang berpola acak 3) Sistem informasi, dibedakan menjadi dua yaitu:
a) Informasi bersifat deterministik
b) Informasi bersifat stokastik
Informasi ini mencakup beberapa karakteristik pekerjaan: waktu kedatangan, tanggal penyelesaian, perbedaan kepentingan antara pekerjaan yang dijadwalkan, jumlah operasi, dan waktu pemrosesan untuk setiap operasi. Selain itu, ada informasi tentang karakteristik mesin. B. Jumlah mesin, kapasitas mesin, fleksibilitas mesin, dan pemanfaatan yang berbeda dari tugas yang berbeda.
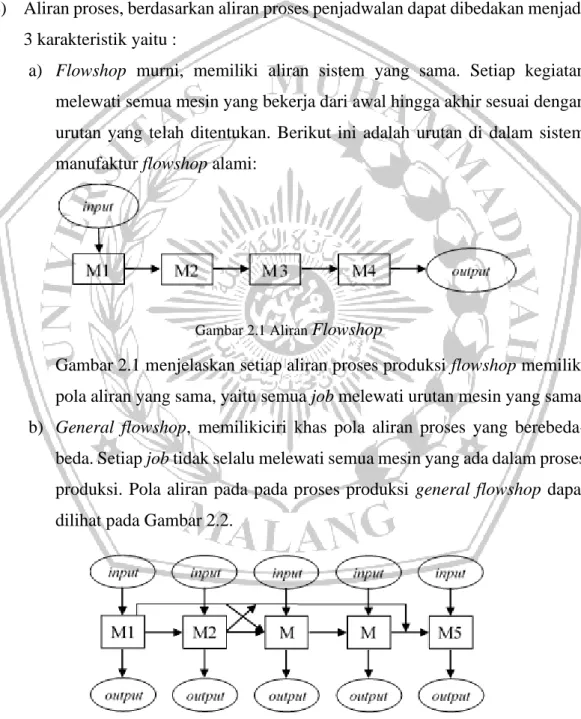
4) Aliran proses, berdasarkan aliran proses penjadwalan dapat dibedakan menjadi 3 karakteristik yaitu :
a) Flowshop murni, memiliki aliran sistem yang sama. Setiap kegiatan melewati semua mesin yang bekerja dari awal hingga akhir sesuai dengan urutan yang telah ditentukan. Berikut ini adalah urutan di dalam sistem manufaktur flowshop alami:
Gambar 2.1 Aliran Flowshop
Gambar 2.1 menjelaskan setiap aliran proses produksi flowshop memiliki pola aliran yang sama, yaitu semua job melewati urutan mesin yang sama.
b) General flowshop, memilikiciri khas pola aliran proses yang berebeda- beda. Setiap job tidak selalu melewati semua mesin yang ada dalam proses produksi. Pola aliran pada pada proses produksi general flowshop dapat dilihat pada Gambar 2.2.
Gambar 2.2 Aliran General Flowshop
Tabel 2.1 merupakan contoh tabel proses pada aliran proses flowshop.
Tabel 2.1 Contoh Tabel Flowshop
Mesin
A B C
Job
1 M1 M2 M3
2 M1 M2 M3
3 M1 M2 M3
Keterangan :
S1 : waktu proses job yang dikerjakan pada mesin A
c) Job shop, memiliki ciri yaiti pola aliran produksi unik pada masing-masing job. Setiap job mengalir dari satu proses menuju proses yang lainnya dengan pola yang acak. Gambar 2.3 merupakan pola aliran proses pada proses produksi job shop.
Gambar 2.3 Aliran Proses Jobshop Tabel 2.2 merupakan contoh tabel pada aliran proses jobshop.
Tabel 2.2 Contoh Tabel Jobshop
Mesin
A B C
Job
1 M2 M1 M3
2 M3 M2 M1
3 M1 M3 M2
Aydin and Fogarty (2004) memberikan penjelasan mengenai ciri-ciri dari teknik task store adalah sebagai berikut:
1) Sistem pengelolaan material dan sistem manufaktur banyak guna dapat dipasang dan diubah untuk menangani banyak produk unik.
2) Setiap produk unik diproses dalam jumlah banyak atau batch.
3) Pemrosesan setiap pesanan memerlukan manipulasi dan pembuatan rencana yang ditentukan mengenai varian pola aliran dan pemisahan stasiun kerja.
4) Panggilan kontrol untuk job yang ditentukan dan statistik penyimpanan floorshop termasuk urutan teknik, prioritas urutan, waktu yang dibutuhkan melalui sarana setiap job, keadaan job yang dikerjakan, kemampuan stasiun kerja, dan kepasitas yang dibutuhkan stasiun kerja vital dalam suatu periode.
5) Beban di stasiun kerja memiliki perbedaan yang khas, masing-masing memiliki persentase utilitas yang unik.
6) Ketersediaan aset bersama dengan bahan, personel, dan sistem harus dikoordinasikan dengan rencana pembuatan pesanan.
7) Kuantitas tenaga kerja pada material cenderung meningkat. Hal ini menyebabkan antrean panjang dan pekerjaan yang berlangsung di dalam lama dalam aliran proses.
8) Menggunakan teknik penjadwalan konvensional, seluruh waktu dari awal operasi utama hingga akhir operasi, sangat lama dibandingkan dengan seluruh waktu berjalan.
9) Pegawai langsung biasanya memiliki kompetensi yang lebih baik dan berpendidikan lebih tinggi dari pegawai untuk flow process.
Di sisi lain Baker and Trietsch (2013) menjelaskan, bahwa penjadwalan dapat klasifikasikan menjadi 2 karakteristik. Yaitu penjadwalan dengan mesin tunggal dan penjadwalan dengan mesin paralel. Pada mesin tunggal ada tiga informasi mendasar yang mendeskripsikan pekerjaan. Berikut ketiga informasi tersebut:
1) Waktu pemrosesan (pj), 2) Waktu rilis (rj),
3) Tanggal jatuh tempo (dj)
Dari aliran tipe produksi, penjadwalan dapat digoolongkan menjadi dua tipe, yaitu penjadwalan produksi job shop dan penjadwalan produksi flowshop (Uttari, 2008).
1) Penjadwalan produksi tipe job shop
Penjadwalan job shop adalah penjadwalan yang memiliki pola alir dari n job melalui mesin m serta memiliki pola aliran acak atau unik. Selain itu, penjadwalan job shop berarti aliran proses setiap job dapat disesuaikan dengan kebutuhan produk atau permintaan customer sehingga dapat dikatakan memiliki pola aliran yang unik.
Gambar 2.4 Aliran Kerja Jobshop
Untuk menyelesaikan permasalahan penjadwalan tipe job shop ada beberapa metode yang dapat digunakan yaitu metode penjadwalan active dan metode penjadwalan non delay.
2) Penjadwalan produksi tipe flow shop
Penjadwalan flow shop adalah penjadwalan yang memiliki pola aliran dari n job dengan alur proses yang identik. Penjadwalan ini memiliki ciri terdapat aliran kerja yang satu arah. Pada umumnya ada dua macam pola aliran flow shop yaitu flow shop murni dan flow shop umum (Hakim, 2008).
a) Flow shop murni
Kondisi pada sebuah job yang harus melalui satu kali proses untuk masing- masing tahapan proses. Misalnya, semua job harus melalui mesin 1, lalu ke mesin 2, dan seterusnya sampai dengan mesin proses terakhir. Gambaran aliran produksi untuk flow shop murni dapat dilihat pada Gambar 2.5.
Gambar 2.5 Aliran Kerja Flowshop Murni
b) Flow shop umum
Kondisi dimana sebuah job bisa melalui semua mesin produksi dari awal hingga akhir. Pada tipe ini sebuah job bisa melewati beberapa mesin eksklusif yang masih berdekatan dengan beberapa mesin lainnya dan masih satu arah lintasan.
Aliran produksi menggunakan pola flow shop umum bisa ditinjau pada Gambar 2.6.
Gambar 2.6 Aliran Flowshop Umum
Dalam penjadwalan produksi tipe flow shop ini masih ada beberapa metode yang bisa digunakan untuk menuntaskan kasus penjadwalan. Metode-metode tersebut adalah :
1) Campbell Dudek Smith 2) Palmer
3) Dannenbering.
2.5 Prioritas Dispatching Rule
Aturan prioritas menaruh pedoman urutan pekerjaan yang wajib dilakukan.
Aturan prioritas pada penjadwalan produksi adalah untuk meminimasi waktu penyelesaian proses produksi, jumlah pekerjaan dalam sistem, dan keterlambatan kerja sementara fasilitas dapan digunakan secara maksimal. Berikut penjelasan mengenai beberapa aturan prioritas menurut Herjanto (1999) :
1) FCFS (First Come First Serve), produksi dilakukan dengan urutan kedatangan pesanan. Sehingga pesanan yang datang lebih awal akan diproduksi terlebih dahulu. Aturan ini banyak ditemukan untuk diterapkan pada layanan bank, supermarket, kantor pos, dan lain sebagainya.
2) SPT (Shortest Processing Time), proses produksi dilakukan dengan urutan pekerjaan yang memiliki waktu proses paling kecil. Jadi job paling sederhana atau mudah akan dikerjakan lebih dulu. Cara ini seringkali ditemukan untuk diterapkan pada perusahaan perakitan atau penyedia jasa.
3) EDD (Earliest Due Date), proses produksi dilakukan dengan aturan mendahulukan job yang memiliki tanggal jatuh tempo paling dekat. Aturan ini sering diterapkan pada perusahaan yang bergerak di bidang konveksi dan tekstil.
Selain tiga aturan prioritas, diketahui juga beberapa cara untuk menentukan prioritas antar lain critical ratio dan least slack. Dalam critical ratio (CR), pekerjaan yang memiliki rasio antara due date dan lama waktu kerja terkecil
mendapatkan prioritas dan akan dikerjakan lebih dahulu. Sementara pada least slack (LS), pekerjaan yang memiliki slack time (perbedaan waktu) terkecil mendapat prioritas untuk dikerjakan lebih dulu.
Herjanto (1999) mengemukakan beberapa terminology yang digunakan dalam proses penjadwalan :
1) Lama proses menampakkan waktu yang dibutuhkan untuk memproses pekerjaan hingga selesai.
2) Waktu selesai menerangkan total waktu suatu pekerjaan di dalam sistem.
Waktu selesai ini meliputi lamanya suatu proses ditambahkan dengan waktu menunggu hingga pekerjaan yang bersangkutan menerima giliran untuk diproses.
3) Jadwal selesai (due date) adalah batas waktu yang dibutuhkan pekerjaan yang bersangkutan harus sudah diselesaikan (jatuh tempo), yaitu berapa hari sejak pekerjaan diterima masuk ke dalam system pekerjaan sudah harus dikirm ke pelanggan.
4) Keterlambatan menunjukkan jumlah hari keterlambatan dari batas yang digutuhkan untuk selesai, yaitu perbedaan antara waktu selesai produksi dan jadwal produksi yang seharusya diselesaikan
5) Rata-rata waktu penyelesaian pekerjaan (average completion time), dihitung berdasrkan jumlah waktu selesai berdasarkan seluruh pekerjaan kemudian dibagi menggunakan jumlah pekerjaan. Rata-rata waktu penyelesaian yang rendah bisa memperkecil jumlah persediaan pada proses yang akhirnya bisa meningkatkan kecepatan pelayanan.
6) Rata-rata waktu keterlambatan (average job lateness), dihitung menurut jumlah hari keterlambatan dibagi menggunakan jumlah pekerjaan. Rata-rata keterlambatan yang rendah meningkatkan kecepatan waktu pengiriman (delivery time).
Rata-rata jumlah pekerjaan dalam sistem merupakan rata-rata jumlah pekerjaan pada sistem (baik yang sedang menunggu juga yang sedang diproses) dari awal hingga pekerjaan terakhir terselesaikan. Rata-rata jumlah pekerjaan yang sedikit menerangkan sistem pada keadaan yang longgar.
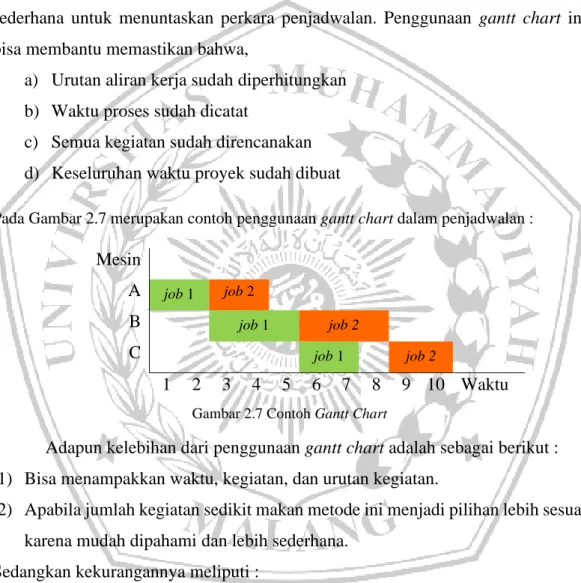
2.6 Diagram Gantt Chart
Gantt chart adalah diagram perencanaan yang menerangkan secara visual hubungan antara alokasi penggunaan sumber daya dengan waktu dalam bentuk diagram batang (Heizer et al., 2013). Gantt chart mempunyai dua sumbu yaitu, sumbu vertikal yang memperlihatkan sumber daya yang dipakai dan sumbu horizontal yang memperlihatkan satuan waktu. Gantt chart merupakan alat bantu sederhana untuk menuntaskan perkara penjadwalan. Penggunaan gantt chart ini bisa membantu memastikan bahwa,
a) Urutan aliran kerja sudah diperhitungkan b) Waktu proses sudah dicatat
c) Semua kegiatan sudah direncanakan d) Keseluruhan waktu proyek sudah dibuat
Pada Gambar 2.7 merupakan contoh penggunaan gantt chart dalam penjadwalan :
Mesin
A job 1 job 2
B job 1 job 2
C job 1 job 2
1 2 3 4 5 6 7 8 9 10 Waktu
Gambar 2.7 Contoh Gantt Chart
Adapun kelebihan dari penggunaan gantt chart adalah sebagai berikut : 1) Bisa menampakkan waktu, kegiatan, dan urutan kegiatan.
2) Apabila jumlah kegiatan sedikit makan metode ini menjadi pilihan lebih sesuai karena mudah dipahami dan lebih sederhana.
Sedangkan kekurangannya meliputi :
1) Tidak menampakkan saling ketergantungan dan keterkaitan antar kegiatan sebagai akibatnya sulit untuk mengantisipasi apabila terjadi keterlambatan suatu kegiatan terhadap jadwal keseluruhan.
2) Jika masih ada perbaikan dan pembaharuan maka gantt chart wajib dibentuk ulang yang mana tidak efisien.
Untuk pekerjaan yang berukuran sedang dan besar serta kompleks, maka metode ini tidak mampu menyajikan jadwal secara tepat dan sistematis.
2.7 Setup Time
Pada sektor perindustrian, proses produksi dalam mesin membutuhkan waktu set up. Waktu set up merupakan jumlah waktu yang diperlukan untuk menyiapkan seluruh kebutuhan sebelum suatu pekerjaan mulai diproses. Dalam hal ini bisa berupa spesifikasi mesin yang digunakan, menyiapkan fasilitas, atau menyiapkan bahan yang digunakan (Rajendran & Ziegler, 1997). Pada penelitian ini menggunakan waktu Setup mesin (awal) dan setup batch/job.
2.8 Klasifikasi Flowshop dengan Setup Time
Menurut Cheng et al. (2004), terdapat beberapa tipe penjadwalan flowshop yang melibatkan setup time, yaitu:
1) SIJST (Sequence Independent Job Setup Time) yaitu kondisi setup job mesin tidak memiliki ketergantungan antara satu dengan lainnya.
2) SDJST (Sequence Dependent Job Setup Time) merupakan kondisi setup di mesin saling memiliki ketergantungan antara satu dengan lainnya. Misalnya setup mesin i di mesin sebelumnya bisa dipakai untuk melakukan proses pada pekerjaan berikutnya dan setup tersebut juga memiliki ketergantungan pada pekerjaan yang sedang diproses pada saat ini.
SIFST (Sequence Independent Family Setup Time) dan SDFST (Sequence Dependent Family Setup Time) mimiliki ciri-ciri yang sama dengan SIJST dan SDJST. Hanya saja, SIFST dan SDFST hanya bisa diterapkan untuk kondisi apabila ada beberapa family job. Ukuran family job tersebut dibedakan menjadi group dan batch.
2.9 Penjadwalan Batch
Sistem produksi batch adalah sistem produksi yang mempunyai keseluruhan karakteristik dari lineflow namun tidak memproses produk yang sama secara monoton dan memproses beberapa produk yang berukuran unit terkecil
(bacth) (Gaspersz, 2002). Basis penjadwalan produksinya disebut per bacth, batch berikutnya dapat dijadwalkan tidak harus menunggu batch sebelumnya terselesaikan. Dilihat berdasarkan alat-alat produksi, terdapat proses yang mengikuti aliran job-shop maupun flow-shop. Penjadwalan jenis ini membantu menyelesaikan persoalan penentuan ukuran batch dan kasus sequencing secara simultan (Sukoyo & MURAKI, 2004).
2.10 Konsumsi Energi pada Penjadwalan Batch
Industri manufaktur sudah dikenal menjadi pemakai energi dengan intensitas yang tinggi. Sehingga sektor ini bertanggung jawab untuk kurang lebih tiga puluh persen dari total konsumsi energi global. Hampir seluruh pelaku sektor industri bersaing untuk mencapai pembangunan berkelanjutan melalui konservasi energi dan pengurangan emisi. Wajar jika cara mencapai konservasi energi dan pengurangan emisi karbon merupakan bagian dari masalah penjadwalan operasi, terutama Langkah-langkah produksi yang didukung dengan fasilitas yang optimal dapat mempengaruhi konsumsi energi pada proses produksi menjadi efisien. Pada jurnal yang ditulis oleh Utama et al. (2018), disebutkan bahwa banyak sekali perusahaan memakai fasilitas dan aset dalam jumlah yang besar sehingga memerlukan konsumsi energi yang juga besar. Beberapa energi konsumsi tersebut dihabiskan saat kondisi mesin pada keadaan yang menganggur atau idle. Sehingga memerlukan penjadwalan dengan pengoptimalan penggunaan mesin untuk memperkecil nilai konsumsi energi.
Gambar 2.8 Sistem Proses Produksi (Wang et al., 2020)
Pada penelitian ini, peneliti menggunakan rujukan jurnal milik Wang et al.
(2020) untuk memecahkan permasalahan mengenai penjadwalan flowshop three
stage. Wang et al. (2020) mengadopsi prosedur yang ditunjukkan pada Gambar 2.8 untuk mewakili operasi penjadwalan dan hubungan yang ada dalam sistem tersebut.
Pada gambar menunjukkan terdapat two stage proses produksi. Dimana, pada stage 1 merupakan mesin paralel sedangkan pada stage 2 dikerjakan secara bersamaan (bacth) asalkan ukuran total job sama dengan atau tidak melebihi kapasitas dari mesin pada stage 2.
Pada masalah penjadwalan, Wang et al. (2020) menjelaskan model formulasi yang digunakan adalah sebagai berikut :
Fungsi tujuan :
Min : Cmax (1)
Min :
(
1 1it i it i2 2 it i3 3) (
t1 1 t2 2 t3 3)
teT ieM teT
TEC=
Ct y e +y e +y e +
Ct h E +h E +h E (2) Subject to :ij 1,
ieM
z = j N; (3),
ij ij
z
j N i, M; (4)1 t,
it ij
jeN
y =
x i M t, T; (5)1,
t
ij j
ieM teT
x =P
j N; (6), , , ;
t
ij ij
z x nnnn j N iM tT (7)
, ,
t
ij ij
teT
nn
z
x n j N iM (8), , , ,
k m k m k m
C =S +P k [1, 2,...., ],n m
1, 2 (9)1 ijt j 1j, , ;
ieM
nnn
x T t C P j N t T
− + −
(10)1 ijt j 1, , ;
ieM
x T C t nnn j N t T
− + +
(11)1 2 3
1, , ;
it it it
y + + =y y n nn i M t T (12)
(
2)
1 1'
' 1
1 1, , \ 1 ;
t
it it
t
y T y nnn i M t T
−
=
− +
(13)(
2)
1'
' 1
1 1, , \ ;
T
it it
t t
nn
y T y n i M t T T
= +
− +
(14)(
3 1)
1 1'
' 1
1 , , \ 1 ;
t
it it it
t
nnn
y T − y i M t T
=
− +
(15)(
3 1)
1 1'
' 1
2 , , \ ;
t
it it it
t t
nnn
y T − y i M t T T
= +
− −
(16)2
1 0, ;
i n
y = nn i M (17)
2 0, ;
iT n
y = nn i M (18)
1, ;
jb b B
u nnn j N
=
(19), ;
j jb vb
j N
q u Q nnn b B
(20)1, ;
bt t
b B
w h nnn t T
=
(21)2 , , ;
b j jb nn
P p u n j N bB (22)
, ;
bt b
t T
w P nnn b B
=
(23), ;
b b
n
v T P nn b B
(24)1, \
;b b nn
v v+ n b B B (25)
, , ;
b jb nnn
v u j N b B (26)
, ;
b jb
j N
v u nnn b B
(27)(
1−ujb)
T+Rb Cj,nnn j N,bB; (28)1, \
;b b b
R + P R+ nnn b B B (29)
(
1−w T tbt)
+ Rb,n nn b B t T, ; (30)(
1−w Tbt)
+Rb+ +Pb t 1,nnn b B,tT; (31)1 2 3
1, ;
t t t
h + + =h h nnn t T (32)
(
2)
1 1'
' 1
1 1, \ 1 ;
t
t t
t
n n
h T h n t T
−
=
− +
(33)(
2)
1'
' 1
1 1, \ ;
T
t t
t t
h T h nnn t T T
= +
− +
(34)(
3 2)
1 1'
' 1
1 , \ 1 ;
t
t t t
t
n
h T − h n n t T
=
− +
(35)(
3 2)
1'
' 1
2 , \ ;
T
t t t
t t
h T h nnn t T T
= +
− −
(36)(
Rb+Pb) (
+T vb − 1)
Cmax,nnn b B; (37)C
max T
(38)
1 2 3 1 2 3 1 2
, , , , , , , , , 0,1 , , , ;
t
ij ij it it it t t t it it
x z y y y h h h nnn j N iM tT (39)
, , 0,1 , , , ;
jb b bt n
u v w nn j N tT bB (40)
, , , max 0, , ;
j b b
C R P C nnn j N bB (41) Variabel keputusan :
t
xij : 1, jika job j diproses pada mesin i periode t, sebaliknya 0 zij : 1, jika job j dimasukkan pada mesin i, sebaliknya 0
1
yit : 1, jika mesin i bekerja pada periode t, sebalknya 0
2
yit : 1, jika mesin i mengalami idle pada periode t, sebaliknya 0
3
yit : 1, jika mesin i dimatikan pada periode t, sebaliknya 0 Cj : completion time job j pada stage 1
ujb : 1, jika job j dikumpulkan pada batch b, sebaliknya 0
v
b : 1, jika batch b terdiri dari sedikitnya satu job, sebaliknya 0w
bt : 1, jika batch b diproses pada periode t, sebaliknya 01
ht : 1, jika mesin batch mengerjakan sebuah batch pada periode t, sebaliknya 0
2
ht : 1, jika mesin batch terdapat idle pada periode t, sebaliknya 0
3
ht : 1, jika mesin batch dimatikan pada periode t, sebaliknya 0
P
b : waktu proses batch bR
b : waktu mulai batch b pada stage 2C
max : makespan1 2
it, t
: dua binary variabel bantu Keterangan :j = indeks n job yang ditetapkan {1,2,3,…,n}
i = indeks mesin yang ditetapkan {1,…,m}
t = indeks periode {1,…,T}
b = indeks batch {1,…,B}
N = jumlah job M = jumlah mesin T = jumlah periode B = jumlah batch
αij = 1 jika job j dapat diproses mesin i pada stage 1, sebaliknya 0 Pj = waktu proses job j di stage 1
Pj2 = waktu proses job j di stage 2 qj = jumlah job j
Q = kapasitas mesin batch ei1 = konsumsi energi proses ei2 = konsumsi energi idle ei3 = konsumsi energi mati = 0
Ei1 = konsumsi energi proses mesin batch Ei2 = konsumsi energi idle mesin batch Ei3 = konsumsi energi mati mesin batch = 0
Persamaan (1) dan (2) adalah fungsi tujuan untuk meminimasi makespan dan konsumsi energi (TEC). Batasan (3) memastikan bahwa setiap job diproses pada satu mesin. Batasan (4) mengindikasikan ketersediaan mesin. Jika job j tidak bisa diproses pada mesin i (αij=0), maka variabel zij bernilai 0. Batasan (5) mewakili status pekerjaan mesin i periode t pada stage 1. Batasan (6) memastikan bahwa waktu proses job j pada stage 1 sama dengan Pji. Batasan (7) dan (8) status keterkaitan antara variabel xtij dan zij. Lebih jelasnya, jika job tidak dikerjakan pada mesin i (zij=0), maka job tidak akan diproses mesin tersebut pada setiap periode waktu t, xij = 0. Jika job j dikerjakan mesin i, maka zij = 1 ≤ ∑𝑡∈𝑇𝑥𝑖𝑗𝑡, dimana memastikan bahwa setidaknya ada satu waktu periode t dimana mesin i mengerjakan job j. Batasan (9) dan (10) memastikan bahwa proses pengerjaan job tidak bisa diinterupsi, job pada mesin harus sudah dijadwalkan sebelumnya.
Batasan (11) memastikan pada periode tertentu, mesin i termasuk dalam 3 keadaan:
bekerja, idle, atau mati. Batasan (12) dan (13) menunjukkan kondisi idle mesin pada stage 1. Khususnya, kedua Batasan tersebut memastikan bahwa, jika mesin i sedang idle pada periode t, maka mesin harus bekerja setidaknya satu periode saat periode 1 sampai (t - 1) dan akan bekerja minimal satu kali saat periode (t + 1) sampai T.
Batasan (14) dan (15) menunjukkan keadaan mesin mati pada stage 1. Lebih jelasnya, mereka mengkoordinasikan jika mesin i dimatikan pada periode t, maka mesin tidak bisa mengerjakan job sama sekali pada periode (t + 1) sampai T. mesin tidak akan dihidupkan yang mengimplikasikan ∑𝑇𝑡′=𝑡+1𝑦𝑖𝑡′1 = 0. Batasan (16) dan (17) memerlukan semua mesin pada stage 1 tidak mengalami idle pada awal dan akhir periode T.
Batasan (18) sampai (20) mewakilkan batasan pembentukan batch yang diperlukan pada stage 2. Batasan (21) memastikan bahwa setiap job dikerjakan tepat pada satu salah satu batch. Batasan (22) memastikan kapasitas batch b yang dibentuk tidak lebih besar dari kapasitas mesin batch. Batasan (23) mengindikasikan terdapat satu batch b yang diproses pada periode t. Batasan (24) sampai (26) menunjukkan waktu proses batch. Di antaranya batasan (24) mengindikasikan waktu proses batch b merupakan waktu proses terpanjang dari
semua job pada batch tersebut. Batasan (25) menunjukkan waktu proses dari batch b pada stage 2. Batasan (26) menunjukkan kasus khusus, jika bach b tidak dibentuk (vb = 0) maka waktu proses dari batch b harus bernilai 0. Batasan (27) mengecualikan keadaan bahwa batch b + 1 dibentuk tanpa membentuk batch b.
Batasan (28) dan (29) menggabungkan hasil dari vb dan ujb. Batasan (30) memastikan waktu mulai batch b lebih besal atau sama dengan waktu selesai job- job pada stage 1 pada batch tersebut. Batasana (31) sampai (32) memastikan waktu proses batch b pada mesin batch tidak akan diinterupsi. Mereka memastikan jika batch b sedang diproses pada periode t, maka waktu mulai batch b lebih kecil atau sama dengan t, dan waktu selesai batch b lebih besar atau sama dengan (t + 1).
Batasan (33) menunjukkan bahwa hanya ada satu keadaan mesin pada mesin batch di semua periode t. Batasan (34) dan (35) menunjukkan keadaan idle mesin batch pada stage 2. Batasan (36) dan (37) menunjukkan keadaan mesin mati pada mesin batch. Batasan (38) menunjukan nilai makespan dan batasan (39) memastikan makespan tidak lebih besar dari jumlah total waktu periode yang direncanakan.
Terakhir, Batasan (40) sampai (42) menunjukkan nilai dari variabel.
2.11 Penjadwalan Produksi dengan Yellow Saddle Goatfish Algorithm
Algoritma Yellow Saddle Goat Fish Algorthm (YSGA) diusulkan oleh Zaldivar et al. (2018) menjadi upaya untuk meningkatkan hasil secara optimal dalam hal akurasi dibandingkan jika menggunaka teknik optimasi lainnya. YSGA merupakan salah satu prosedur pemecahan metaheuristic yang meniru perilaku kecerdasan ikan saat berburu mangsanya di alam. Dalam model yang diusulkan menunjuk sejumlah kelompok atau populasi sesuai dengan distribusi masing- masing individu. Algoritma ini menumpulkan dua kategori berbeda dari agen pencarian (ikan) yaitu agen pemburu dan agen penghadang. Di setiap sub-populasi satu ikan akan mengambil peran sebagai pemburu sementara sisanya dianggpa sebagai penghadang. Dengan menggunakan model biologis ini, maka strategi pencarian untuk meningkatkan hasil optimasi lebih akurat dan konvergen dibandingkan dengan Teknik optimasi lainnya. Metode ini diusulkan untuk
diterapkan dengan tujuan untuk menyelesaikan rekayasa tertentu terkait dengan masalah optimasi. Berikut langkah-langkah dari YSGA :
1) Menentukan fungsi tujuan
Fungsi tujuan merupakan fungsi yang menggambarkan suatu tujuan atau sasaran yang ingin diperoleh dalam penyelesaian suatu permasalahan yang berkaitan dengan suatu peraturan dengan mengoptimalkan sumber daya untuk memperoleh pemecahan optimum. Fungsi tujuan pada penilitian ini adalah mengurangi konsumsi energi.
2) Menentukan parameter algoritma YSGA
Parameter yang digunakan meliputi jumlah ikan (m) jumlah kelas (k), iterasi maksimum (tmax), dan dimensi (S). jumlah populasi dibangkitkan secara random karena populasi adalah kandidat solusi yang digunakan dalam penyelesaian masalah yang akan diperbaiki disetiap iterasinya.
3) Pembentukan posisi awal Yellow Saddle Goatfish atau Inisialiasai posisi ikan Posisi awal ikan dibangkitkan dengan persamaan sebagai berikut :
( )
( )
(1,1) .
Posisi =rand ub lb− +lb (42) 4) Perhitungan nilai fitness atau makespan pada setiap ikan
5) Pembagian populasi ke dalam cluster dengan menggunakan algoritma k-means untuk inisialisasi ikan yang akan dijadikan centroid. Menghitung jarak data centroid dengan menggunakan persamaan berikut :
1
2
( )1
g g l
P c
e c =
P − (43)1, 2,..., ;
g= h l =1, 2,...,k
1
( ) lk1 ( )
E C =
= e c (44)6) Mengidentifikasi peran pemburu dan penghadang pada setiap cluster
a) Melakukan rutinitas berburu untuk ikan pemburu dengan menentukan parameter yang menggambarkan ukuran langkah ikan dan sebagai indeks levy seperti pada persamaan berikut :
max
1 t 1
= − + t−
(45)
max
0, 001 1,99 /10
t
= + t (46)
Dimana t menunjukkan iterasi saat ini dan tmax menujuuka banyaknya iterasi maksimal dikkerjakan. Pada persamaan (47) Lévy flight mengimplementasikan langkah-langkah acak untuk perubahan wilayah berburu. Maka langkah acak tersebut akan diformulasikan sebagai berikut :
( ) 1/
( )
| |
t t
l best
S Levy u
v
= −
(47)
S mewakili langkah acak dan tbest mewakili ikan pemburu terbaik. Dengan distribusi normal u dan v didefinisikan sebagai berikut :
( )
( )
2
2
0, 0,
u
v
u N v N
(48)
Dimana
u dan
vdiformulasikan pada persamaan berikut :
1
1 2
(1 sin
2 , 1
1 2
2
u v
−
+
= + =
(49)
Sehingga posisi baru dari ikan pemburu dirumuskan dengan persamaan di bawah ini:
1
t t
l+ l S
= + (50)
b) Melakukan rutinitas menghadang untuk ikan penghadang dengan persamaan berikut :
tg+1=D eg. b.cos 2+ l (51) Dimana adalah angka acak di antara [a,1]. Untuk memaksimalkan eksploitasi wilayah a dilakukan penurunan secara linier dari -1 hingga -2 seiring meningkatnya iterasi. Parameter b merupakan konstanta yang bernilai 1. Isitilah Dg
mewakili jarak posisi saat ini dari ikan penghadang sehingga diformulasikan pada persamaan berikut :
| . |
,
t
g l g
t
l g l
D r
c
= −
(52)
Dimana r adalah angka acak di antara [-1,1].
7) Menentukan nilai fitness setiap ikan dan menentukan Global Best dan exchange of role
8) Melakukan pembaharuan posisi ikan (masuk iterasi 2) 9) Change of Zone
Jika sudah ditentukan sebelumnya jumlah iterasi yang digunakan dan tidak dapat menemukan solusi terbaik setelah semua iterasi terlampaui, maka diperlukan perpindahan posisi. Penentuan posisi perpindahan dilakukan dengan persamaan berikut :
1
2
t
best g
t g
p+ + p
= (53)
2.12 Literature Review
Studi mengenai penjadwalan pada bebrapa dekade ini telah berfokus pada meminimasi makespan. Pada beberapa tahun ini peneliti mulai memperhitungkan konsumsi energi sebagai salah satu upaya pelestarian lingkungan. Di bawah ini terdapat beberapa penilitian terdahulu mengenai penjadwalan batch yang memiliki tujuan untuk meminimasi konsumsi energi.literatur review dapat dilihat pada tabel 2.4.
27 Tabel 2.3 Literature Riview untuk Meminimasi Konsumsi Energi
No. Author Fungsi tujuan Metode Algoritma
1 (Lu & Qiao, 2021)
Energy
Consumption Metaeuristic Efficient Adaptive Genetic Algorithm
2
(Ferretti &
Zavanella, 2020)
Energy
Consumption Metaheuristic Genetic Algorithm
3 (Wang et al., 2020)
Energy
Consumption Heuristic Tabu Search
4 (LIU Xuehong, 2021)
Energy
Consumption Metaheuristic
Non-dominated Sorting Genetic
Algorithm
5 (Zheng et al., 2019)
Energy
Consumption Hybrid Hybrid Ant Colony Optimization
6 (Wang et al., 2018)
Energy
Consumption MILP MILP
7 (Hefei, 2014) Energy
Consumption Hybrid MINP dan TOU policy
8 (Jia et al., 2019) Energy
Consumption Metaheuristic Ant Colony Optimization
9 (Li & Feng, 2021)
Energy
Consumption Metaheuristic Gray Wolf Optimzation
10 (Zeng et al., 2018)
Energy
Consumption Metaheuristic Efficient Adaptive Genetic Algorithm
11 Penelitian ini Energy
Consumption Metaheuristic Yellow Saddle Goatfish Algorithm Penelitian di atas terdiri dari beberapa kondisi pada kasus penjadwalan batch Penjadwalan batch dengan multistage (Lu & Qiao, 2021; Zheng et al., 2019)) Penjadwalan batch pada proses produksi pure flowshop dan hybrid flowshop (Ferretti & Zavanella, 2020; Wang et al., 2018). Penjadwalan batch dengan two- stage flowshop (Wang et al., 2020). Penjadwalan batch dengan mesin paralel dan
28 kapasitas berbeda (Jia et al., 2019; LIU Xuehong, 2021). Penjadwalan dengan single machine batch (Hefei, 2014).
Berdasarkan beberapa penelitian di atas, terdapat banyak jenis penjadwalan flowshop dengan batch production. Penelitian ini mengambil kasus penjadwalan pada proses produksi flowshop dengan mesin 1 sebagai batch production. Beberapa variabel yang digunakan adalah waktu setup mesin, waktu setup batch, waktu setup job, dan waktu proses.