FRAKSINASI METIL ESTER OLEIN
MENGGUNAKAN
FRACTIONAL DISTILLATION SYSTEM
UNTUK
MENGHASILKAN METIL ESTER PALMITAT (C
16)
SKRIPSI
JAELANI
F34061898
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
FRACTIONATION OF OLEIN METHYL ESTER
USING
FRACTIONAL DISTILLATION SYSTEM
TO PRODUCE
METHYL ESTER PALMITIC (C
16)
Ani Suryani and Jaelani
Department of Agroindustrial Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Dramaga Bogor, PO Box 220, Bogor, West Java, Indonesia
Phone +62 811112979 and +62 81564902319, e-mail
ABSTRACT
Palm olein biodiesel is consist of fatty acid methyl ester mixture. Separation of methyl ester fraction can be performed by fractionation technique. Fractional distillation system is used in this research to separate the dominant of methyl ester palmitic (C16). Fractional distillation system composed of several main components i.e boiling vessel, column with packing, condenser, vacuum unit, water cooling unit, heating unit and reciever vessel. This study was conducted using completely randomized factorial design. Fractionation process is done by using two experimental factors i.e temperature process (225 oC, 230 oC, 235oC) and processing time (10 and 12 hours). Separation process produces two fraction of biodiesel, distillate and residual biodiesel. The best condition to separate dominant of methyl ester palmitic faction obtained at the experimental unit temperature 235oC and processing time of 12 hours. The purity of C16 methyl ester fraction is 80,17% (w/v). Residual biodiesel can be obtained as dominant of methyl ester oleic (C18:1) is 60,80% (w/v) in experimental unit 235oC and 10 hours.Distillate biodiesel has several changes in physicochemical properties such as decreasing of density value, decreasing of iodine value, decreasing of saponification value, decreasing of acid number and levels of FFA compared to the initial biodiesel. Physicochemical changes in distillate caused by the composition of FAME biodiesel that is dominated by saturated methyl esters and lower molecular weight. Meanwhile, residual biodiesel is physicochemically changes by increasing density value, increasing of iodine value, increasing of saponification value, increasing of acid value and levels of FFA. This changing is caused by unsaturated methyl ester, higher molecular weight and also higher content of free fatty acids which are formed due to high temprature during the process.
JAELANI. F34061898. Fraksinasi Metil EsterOlein Menggunakan Fractional Distillation System
untuk Menghasilkan Metil Ester Palmitat (C16). Di bawah bimbingan Ani Suryani. 2011.
RINGKASAN
Pemanfaatan produk oleokimia dasar metil ester (biodiesel) semakin berkembang tidak hanya untuk keperluan bahan bakar pengganti petrodiesel. Pada penggunaan biodiesel sebagai bahan bakar masih memiliki beberapa kendala seperti tingginya nilai cloud point, rendahnya cetane number
dan berbagai kendala lain dalam biodiesel karena beragamnya komposisi fatty acid methyl ester
(FAME). Oleh karenanya perlu peningkatan nilai tambah agar biodiesel memiliki karakteristik terbaik sebagai bahan bakar dan dapat digunakan di berbagai tempat. Selain untuk bahan bakar, biodiesel sebenarnya dapat diturunkan menjadi berbagai jenis produk oleokimia seperti surfaktan methyl ester sulfonate (MES). Surfaktan anionik berbasis minyak lemak ini memiliki beberapa keunggulan karena bersifat terbarukan, ramah lingkungan dan memiliki biaya produksi yang rendah. Surfaktan MES yang diproduksi dari biodiesel yang memiliki kandungan metil ester palmitat (C16:0
Tujuan penelitian ini adalah mendapatkan kondisi terbaik pemurnian fraksi metil ester palmitat (C
) tinggi memiliki kinerja paling baik dibandingkan dengan FAME lainnya. Peningkatan nilai tambah biodiesel untuk aplikasi bahan bakar dan bahan baku surfaktan MES dapat dilakukan dengan teknik pemisahan komponen atau proses fraksinasi metil ester.
16:0) melalui proses fraksinasi serta mengetahui karakteristik sifat fisiko kimianya.
Penelitian dilakukan di Pusat penelitian Surfaktan dan Bioenergi (SBRC-IPB) Bogor pada bulan Mei hingga Desember 2010. Penelitian ini dilakukan dalam beberapa tahapan percobaan meliputi produksi metil ester olein dan proses fraksinasi metil ester. Kajian utama penelitian lebih difokuskan pada proses fraksinasi untuk mengetahui suhu dan lama waktu proses fraksinasi terbaik untuk menghasilkan kemurnian metil ester dengan kandungan metil ester palmitat (C16:0) dominan dengan
pengukuran melalui gas kromatografi. Proses fraksinasi dilakukan menggunakan desain percobaan acak lengkap faktorial dengan dua kali ulangan pada fractional distillation system. Faktor suhu yang digunakan adalah 225oC, 230oC, dan 235o
Kondisi proses fraksinasi terbaik dicapai dengan perolehan fraksi metil ester tertentu yang diinginkan. Pemisahan fraksi metil ester palmitat dominan terbaik diperoleh pada satuan percobaan suhu 235
C. Sedangkan faktor lama waktu proses adalah 10 jam dan 12 jam.
o
C dan waktu proses 12 jam. Kemurnian fraksi metil ester palmitatnya adalah 80,17 % (b/v). Produk residu yang diperoleh dari fraksinasi adalah biodiesel SF dengan fraksi dominan metil ester oleat sebesar 60,80% (b/v). Kondisi terbaik untuk pemisahan fraksi metil ester oleat (C18:1) adalah
pada satuan percobaan suhu 235o
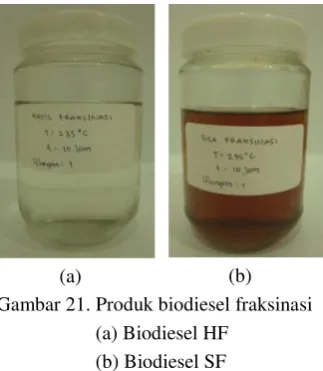
Proses fraksinasi mengubah sifat fisiko kimia biodiesel hasil fraksinasi (HF) dan biodiesel sisa fraksinasi (SF). Biodiesel HF mengalami perubahan warna menjadi jernih. Selanjutnya beberapa parameter lain yang terukur adalah penurunan densitas <0,87 g/cm
C dan waktu proses 10 jam.
3
, penurunan bilangan iod <26,61 mg I2/g, penurunan bilangan penyabunan (rataan 191,08 mh KOH/g), penurunan bilangan asam <0,19
mg KOH/g dan penurunan kadar FFA <0,09%. Berbeda dengan biodiesel SF, perubahan sifat fisiko kimia terlihat pada penampakan warna menjadi kecokelatan, peningkatan nilai densitas >0,87 g/cm3, peningkatan bilangan iod >74,26 mg I2/g, peningkatan bilangan penyabunan (rataan 194,91 mg
FRAKSINASI METL ESTER OLEIN
MENGGUNAKAN
FRACTIONAL DISTILLATION SYSTEM
UNTUK
MENGHASILKAN METIL ESTER PALMITAT (C
16)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian,
Fakultas Teknologi Pertanian,
Institut Pertanian Bogor
Oleh
JAELANI
F34061898
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Judul Skripsi : Fraksinasi Metil Ester Olein Menggunakan Fractional Distillation System untuk Menghasilkan Metil Ester Palmitat (C16
Nama : Jaelani
).
NIM : F34061898
Menyetujui,
Pembimbing,
Prof. Dr. Ir. Ani Suryani, DEA NIP 19581026 198303 2 003
Mengetahui : Ketua Departemen,
Prof. Dr. Ir. Nastiti Siswi Indrasti NIP 19621009 198903 2 001
PERNYATAAN MENGENAI SKRIPSI
DAN SUMBER INFORMASI
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul Fraksinasi Metil Ester Olein Menggunakan Fractional Distillation System untuk Menghasilkan Metil Ester Palmitat (C16) adalah hasil karya saya sendiri dengan arahan Dosen Pembimbing Akademik dan
belum diajukan dalam bentuk apapun pada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang telah diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, Mei 2011
Yang Membuat Pernyataan
Jaelani
© Hak cipta milik Jaelani, tahun 2011
Hak cipta dilindungi
Dilarang mengutip dan memperbanyak tanpa izin tertulis dari Institut Pertanian Bogor, sebagian atau seluruhnya dalam bentuk apapun,
BIODATA PENULIS
Jaelani. Lahir di Cirebon, 15 Mei 1987 dari ayah bernama Jamaludin dan ibu Sunani, sebagai anak ketiga dari lima bersaudara. Penulis menamatkan SMA pada tahun 2006 dari SMAN 1 Palimanan dan pada tahun yang sama diterima di IPB melalui jalur Undangan Seleksi Masuk IPB (USMI). Tahun pertama kuliah di IPB, penulis aktif mengikuti kompetisi karya ilmiah di tingkat nasional. Salah satu prestasi pertama adalah sebagai juara pertama Lomba Inovasi Iptek Mahasiswa Tingkat Nasional yang diselenggarakan oleh Menristek dan BEM UGM. Penulis mendapatkan beasiswa dari Tanoto Faundation selama 4 tahun masa studi di IPB. Pada tahun 2007 penulis memilih Program Studi Teknologi Industri Pertanian, Fakultas Teknologi Pertanian. Selama mengikuti perkuliahan, penulis aktif dalam berbagai kegiatan diantaranya ketua IPB Goes to School 2008, ketua Komunitas Penulis Tanda Baca, staf Departemen Agritek BEM Fateta IPB, Redaktur Pelaksana Majalah Fateta Technomagz. Pada kegiatan ekstra kampus, penulis adalah Koordinator Peneliti Wilayah Jawa Barat untuk Lembaga Survei Nasional dan menangani berbagai survei pemilihan kepala daerah dan pemilihan umum tahun 2008-2010. Berkaitan dengan Program Kreativitas Mahasiswa (PKM) dari Dikti, penulis selama empat tahun berturut-turut mendapatkan pendanaan untuk kreativitas bidang penelitian dan pengabdian masyarakat. Selain itu penulis juga telah merintis unit usaha peternakan domba Agriternak Cirebon sejak 2009. Penulis telah melakukan kegiatan praktek lapang di Pabrik CPO (crude palm oil) PT. Buana Wiralestari Mas, Sinar Mas Group Riau.
iii
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT atas segala nikmat dan kemudahan yang diberikan kepada penulis sehingga penulis dapat menyelesaikan skripsi ini. Penelitian dengan judul Fraksinasi Metil Ester Olein Menggunakan Fractional Distillation System untuk Menghasilkan Metil Ester Palmitat (C16
Dengan telah selesainya penelitian hingga tersusunnya skripsi ini, penulis ingin menyampaikan penghargaan dan terima kasih yang sebesar-besarnya kepada:
) dilaksanakan di Pusat Peneliitian Surfaktan dan Bioenergi (SBRC-IPB) Bogor sejak bulan Mei sampai Desember 2010.
1. Kedua orang tua dan segenap keluarga tercinta yang telah memberikan motivasi serta kasih sayang kepada penulis sehingga penulis mampu menyelesaikan pendidikan di IPB.
2. Ibu Prof. Dr. Ir. Ani Suryani, DEA. sebagai dosen pembimbing yang telah memberikan bimbingan dan arahan kepada penulis baik dalam penyusunan skripsi, selain itu juga membimbing penulis selama kuliah di IPB.
3. Ibu Dr. Ika Amalia dan Dr. Dwi Setyaningsih sebagai dosen penguji yang telah banyak memberikan saran dalam penyelesaian skripsi ini.
4. Mbak Siti Mujdalipah, S.TP, M.Si dan Mbak Rachmania Widyastuti, S.TP atas waktu dan pikirannya guna membantu penulis dalam menyelesaikan penelitian ini.
5. Pak Heri, Mas Saeful, Mas Slamet, Mas Encep, Mas Anas dan segenap peneliti di laboratorium Surfactant and Bioenergi Research Center (SBRC-IPB) atas bantuan selama penulis menjalani penelitian.
6. Aria, Neli, Dini, Widya, Rizka, Kirana dan Sandra atas waktunya untuk saling mengingatkan kelulusan.
7. Rekan-rekan TIN 43 atas kerjasama dan bantuannya kepada penulis selama penelitian dan berbagai aktivitas perkuliaan.
8. Mas Eko, Agrha, dan rekan-rekan di Komunitas Penulis Tanda Baca atas dukungan dan semangatnya untuk selalu berkarya.
9. Eko Prames Swara, Ari Adrianto, Mahesa Agni PHP, dan Akbar Jamaludin Arsyad, atas persahabatan dan kerjasama dalam membangun bisnis di Agriternak Cirebon.
10. Ririn Masrina, sahabat dekat yang selalu memberikan doa dan motivasi.
Penulis menyadari bahwa masih banyak kekurangan dan kekhilafan dalam skripsi ini. Oleh karena itu, penulis sangat mengharapkan saran dan kritik yang membangun demi kesempurnaan skripsi ini. Akhirnya penulis berharap semoga tulisan ini dapat bermanfaat dan memberikan kontribusi nyata terhadap perkembangan dan ilmu pengetahuan di bidang oleokimia.
Bogor, Mei 2011
iv
DAFTAR ISI
Halaman
KATA PENGANTAR …………..……….…... iii
DAFTAR TABEL ………..….………...…….. vi
DAFTAR GAMBAR ………..……….………. vii
DAFTAR LAMPIRAN ………...……….………... Viii I. PENDAHULUAN …………..………..………... 1
1.1 LATAR BELAKANG ...…………...………... 1
1.2 TUJUAN ………..………... 2
II. TINJAUAN PUSTAKA ……….….………. 3
2.1 OLEIN SAWIT ………..………... 3
2.1.1 Pemurnian Minyak Sawit …..………...……….. 3
2.1.1.1 Proses Dry Degumming dan Bleaching ………... 3
2.1.1.2 Proses Deodorisasi ……….. 4
2.1.1.3 Proses Winterisasi ……….. 4
2.1.2 Komponen Olein ...……… 5
2.2 METIL ESTER ...…………...……...……….. 7
2.2.1 Komponen Metil Ester ……….………. 7
2.2.2 Sifat Umum Metil Ester ... 8
2.2.2.1 Densitas ………. 8
2.2.2.2 Bilangan Iod ……… 9
2.2.2.3 Bilangan Penyabunan ……… 9
2.2.2.4 Nilai Asam ……… 9
2.2.3 Teknologi Produksi Biodiesel .……….. 10
2.2.4 Mekanisme Proses Transesterifikasi …..……… 11
2.3 TEKNOLOGI FRAKSINASI ……… 12
2.4 FRACTIONAL DISTILLATION SYSTEM ……… 13
2.4.1 Boiling Vessel ………... 15
2.4.2 Packing Column ……….. 16
2.4.3 Condensor ……….. 16
2.4.4 Reflux Section ……… 17
2.4.5 Liquid Pump ……… 17
2.4.6 Receiver Vessel ……….. 17
2.4.7 Control System ……….. 17
2.5 METIL ESTER PALMITAT (C16) ………... 18
III. METODE PENELITIAN ……….………... 19
3.1 WAKTU DAN TEMPAT PENELITIAN ……… 19
3.2 ALAT DAN BAHAN ………... 19
3.3 TAHAPAN PENELITIAN ……… 19
3.3.1 Produksi Biodiesel Olein Skala Pilot Plant ……….. 19
3.3.1.1 Analisis Olein ……….. 19
3.3.1.2 Proses Produksi Biodiesel ……… 20
3.3.1.3 Analsis Biodiesel Olein ………. 21
3.3.2 Proses Fraksinasi Biodiesel ………... 21
3.3.2.1 Prosedur Pengoperasian Alat Fraksinasi ……… 21
3.3.2.2 Desain Kondisi Proses Fraksinasi ……… 22
v
IV. HASIL DAN PEMBAHASAN ………...………. 24
4.1. PROSES TRANSESTERIFIKASI OLEIN MENJADI BIODIESEL ...…………. 24
4.1.1 Pengaruh Transesterifikasi Terhadap Komposisi FAME Biodiesel ... 26
4.1.2 Pengaruh Transesterifikasi Terhadap Sifat Fisiko Kimia Biodiesel ... 26
4.1.1.1 Densitas ……….. 27
4.1.1.2 Bilangan Iod ……… 27
4.1.1.3 Bilangan Penyabunan ……… 28
4.1.1.5 Nilai Asam ……….. 28
4.2. DESAIN PROSES FRAKSINASI ……….. 29
4.2.1 Proses Fraksinasi Biodiesel ………... 29
4.2.2 Volume Biodiesel Proses Fraksinasi ………. 31
4.2.2.1 Volume Biodiesel Hasil Fraksinasi ……….. 31
4.2.2.2 Volume Biodiesel Sisa Fraksinasi ……….. 31
4.2.3 Pengaruh Proses Fraksinasi Terhadap Komposisi FAME Biodiesel ... 32
4.2.3.1 Komposisi FAME Biodiesel Hasil Fraksinasi ... 32
4.2.3.2 Komposisi FAME Biodiesel Sisa Fraksinasi ... 33
4.2.4 Pengaruh Proses Fraksinasi Terhadap Sifat Fisiko Kimia Biodiesel ... 35
4.2.4.1 Densitas Biodiesel Fraksinasi ... 35
4.2.4.2 Bilangan Iod Biodiesel Fraksinasi ... 36
4.2.4.3 Bilangan Penyabunan Biodiesel Fraksinasi ... 38
4.2.4.4 Bilangan Asam Biodiesel Fraksinasi ... 39
4.2.4.5 Kadar FFA Biodiesel Fraksinasi ... 40
V. KESIMPULAN DAN SARAN ……… 43
5.1. KESIMPULAN ……… 43
5.2. SARAN ………... 43
DAFTAR PUSTAKA ………... 44
vi
DAFTAR TABEL
Halaman
Tabel 1. Kapasitas produksi olein dan stearin dalam negeri ……….…………... 5
Tabel 2. Komposisi asam lemak produk minyak sawit ……….... 6
Tabel 3. Kapasitas produksi biodiesel nasional ………...………... 7
Tabel 4. Angka setana, viskositas kinematik, energi pembakaran dan titik beku FAME … 8 Tabel 5. Standar metil ester untuk bahan bakar ... 8
Tabel 6. Nilai densitas FAME ... 9
Tabel 7. Karakteristik metil ester palmiat dan metil ester oleat ... 18
Tabel 8. Titik didih asam lemak pada berbagai tekanan ………..……… 23
Tabel 9. Data produksi biodiesel olein ... 25
Tabel 10. Hasil uji GC asam lemak dan metil ester ... 26
Tabel 11. Hasil analisi sifat fisiko kimia olein dan biodiesel olein ……… 27
Tabel 12. Hasil analisis komponen FAME biodiesel HF ... 32
vii
DAFTAR GAMBAR
Halaman
Gambar 1. Neraca masa pengolahan minyak sawit ………... 3
Gambar 2. Contoh struktur molekul trigliserida ……...………...…... 5
Gambar 3. Molekul asam lemak ………... 6
Gambar 4. Skema plant produksi biodiesel ………...………... 10
Gambar 5. Pemutusan rantai R1 dan membentuk satu molekul metil ester ...………... 11
Gambar 6. Pemutusan rantai R2 dan membentuk dua molekul metil ester ……….. 11
Gambar 7. Pemutusan rantai R3 dan membentuk tiga molekul metil ester dan gliserol …… 12
Gambar 8. Metil ester fraksinasi ………. 13
Gambar 9. Skema unit fraksinasi Lurgi ……….……….. 14
Gambar 10. Fractional column distillation ………. 15
Gambar 11. Boiling vessel ...………...………. 15
Gambar 12. Packing column ...………... 16
Gambar 13. Tampilan Condensor ………. 17
Gambar 14. Reflux section ………... 17
Gambar 15. Diagram alir proses produksi biodiesel ………... 21
Gambar 16. Fractional distillation system ……….. 22
Gambar 17. Reaksi transesterifikasi pada produksi biodiesel ………. 24
Gambar 18. Diagram alir plant produksi biodiesel ...…..……….. 24
Gambar 19. Bahan baku dan produk transesterifikasi ……… 25
Gambar 20. Rangkaian fractional distillation system ……… 29
Gambar 21. Produk biodiesel fraksinasi ... 30
Gambar 22. Grafik pengaruh waktu terhadap volume produksi biodiesel HF ... 31
Gambar 23 Grafik pengaruh waktu terhadap volume produksi biodiesel SF ... 32
Gambar 24. Boxplot uji Tukey biodiesel HF ... 33
Gambar 25. Boxplot uji Tukey biodiesel SF ... 34
Gambar 26. Grafik pengaruh waktu proses terhadap densitas biodiesel SF ... 36
Gambar 27. Grafik pengaruh waktu proses terhadap bilangan iod biodiesel HF …..……... 37
Gambar 28. Grafik pengaruh waktu dan interaksi terhadap bilangan penyabunan biodiesel SF . 39 Gambar 29. Grafik pengaruh suhu dan waktu terhadap bilangan asam biodiesel SF ... 40
viii
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Prosesdur analisis gas kromatigrafi olein dan biodiesel olein ... 48
Lampiran 2. Prosedur analisis sifat fisiko kimia olein ...……….. 49
Lampiran 3. Prosedur analsis sifat fisiko kimia biodiesel …...……….. 51
Lampiran 4. Hasil analisis sifat fisiko kimia olein ………...………. 53
Lampiran 5. Hasil analisi sifat fisiko kimia biodiesel olein ………. 54
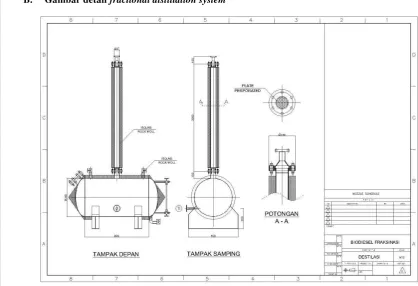
Lampiran 6. Komponen penyusun dan gambar detail alat frakksinasi ... ………. 55
Lampiran 7. Volume produksi biodiesel HF dan SF ... 57
Lampiran 8. Analisis varian volume biodiesel HF dan SF ……...………. 58
Lampiran 9. Komponen FAME biodiesel HF dan SF ... 60
Lampiran 10. Kromatogram biodiesel HF dan SF ... 61
Lampiran 11. Uji Tukey komponen FAME biodiesel HF dan SF ... 65
Lampiran 12. Sifat fisiko kimia densitas biodiesel HF dan SF ……… 66
Lampiran 13. Analisis varian densitas biodiesel HF dan SF ………..……….. 67
Lampiran 14. Sifat fisiko kimia bilangan iod biodiesel HF dan SF ...………. 69
Lampiran 15. Analisis varian bilangan iod HF dan SF ...……….………. 70
Lampiran 16. Sifat fisiko kimia bilangan penyabunan biodiesel HF dan SF ...…………. 72
Lampiran 17. Analisis varian bilangan penyabunan biodiesel HF dan SF ………. 73
Lampiran 18. Sifat fisiko kimia bilangan asam dan FFA biodiesel HF dan SF ……… 75
Lampiran 19. Analisis varian bilangan asam biodiesel HF dan SF ……… 76
Lampiran 20. Sifat fisiko kimia kadar FFA biodiesel HF dan SF ... 78
Lampiran 21. Analisis varian kadar FFA biodiesel HF dan SF ……….. 79
Lampiran 22. Dokumentasi proses produksi biodiesel ... 81
1
I. PENDAHULUAN
1.1 LATAR BELAKANG
Potensi Indonesia sangat mendukung dalam pengembangan produk oleokimia dasar seperti fatty acid, fatty alcohol, methyl ester, glyserol dan produk oleokimia turunan lainnya. Kondisi ini didukung dengan nilai produksi minyak sawit yang tinggi, baik dari jenis CPO (crude palm oil) maupun PKO (palm kernel oil) sebagai bahan baku produk oleokimia. Berdasarkan publikasi data statistik Ditjen Perkebunan, luas areal dan produksi kelapa sawit adalah seluas 8,04 juta ha dengan produksi 19,76 juta ton CPO pada tahun 2010 yang tersebar di seluruh provinsi di Indonesia. Sebagian besar dari jumlah total produksi kelapa sawit ini adalah untuk kebutuhan ekspor dan sebagian lagi diolah menjadi produk turunan (Ditjen Perkebunan 2011)
Produk oleokimia dasar minyak sawit semakin berkembang untuk diproduksi di dalam negeri dan mengurangi jumlah impor setiap tahunnya. Terkait produk fatty acid atau asam lemak, Badan Pusat Statistik (2010) menyebutkan bahwa Indonesia mampu mengekspor fatty acid
sebesar 735.547 ton pada tahun 2009. Konsumsi asam lemak ini banyak digunakan untuk industri bahan pembersih, karet, farmasi, kosmetik, dan industri cat. Sementara untuk produk fatty alcohol
atau alkohol lemak, Indonesia mampu mengekspor fatty alcohol sebesar 299.447 ton. Jumlah ini cukup besar karena mengalami peningkatan produksi sebesar 19,49% dari tahun sebelumnya yang hanya 250.605 ton. Penggunaan fatty alcohol sangat luas diberbagai industri. Fatty alcohol jenuh digunakan industri deterjen, shampo, bath gel, produk kecantikan, dan antioksidan. Sedangkan
fatty alcohol tidak jenuh digunakan pada industri kosmetik, tekstil, kulit, dan agen pembasah. .
Metil ester atau umum dikenal sebagai biodiesel merupakan salah satu produk oleokimia dasar yang memiliki nilai tambah dalam pemanfaatan minyak nabati. Berdasarkan data dari Asosiasi Produsen Biofuel Indonesia (2011), kapasitas produksi biodiesel semakin meningkat setiap tahunnya. Data kapasitas produksi biodiesel untuk tahun 2009 adalah 3,9 juta kiloliter. Selain digunakan sebagai bahan bakar alternatif pengganti bahan bakar fosil, biodiesel dapat diturunkan menjadi berbagai jenis produk oleokimia turunan lainnya. Produk turunan metil ester yang sedang dikembangkan adalah surfaktan methyl ester sulfonate (MES). Surfaktan ini merupakan salah satu jenis surfaktan anionik berbasis minyak lemak. Produk sejenis yang telah ada yaitu sufaktan petroleum sulfonate. Namun pada aplikasinya surfaktan MES memiliki keunggulan karena bersifat terbarukan, dapat terdegradasi sehingga ramah lingkungan dan harga produksinya lebih murah dibandingkan dengan produksi petroleum sulfonate. Watkins (2001) menyebutkan bahwa biaya produksi petroleum sulfonate sebesar US$ 928/ton, sementara biaya produksi MES sebesar US$ 525/ton.
Peningkatan nilai tambah terhadap biodiesel sangat berkaitan dengan karakteristik bahan baku biodiesel yang digunakan. Biodiesel olein merupakan keragaman biodiesel yang memanfaatkan olein minyak sawit sebagai bahan bakunya. Olein sawit memiliki kandungan asam palmitat (C16:0) sebesar 37,9–41,7% dan asam oleat (C18:1) sebesar 40,7–43,9% (Basiron 1996).
2 Teknik pemisahan menggunakan fractional distillation system menjadi kajian utama dalam penelitian ini. Kondisi proses pemisahan fraksi dipengaruhi oleh berbagai faktor yaitu desain teknis alat fraksinasi, penggunaan packing yang tepat, pindah panas yang baik dalam kondensor dan sistem vakum yang maksimal. Penelitian ini mengkombinasikan faktor-faktor yang berpengaruh tersebut guna mendapatkan kondisi suhu dan lama proses frakinasi terbaik dalam menghasilkan dua jenis biodiesel yaitu biodiesel dengan kandungan metil ester palmitat (C16:0) dominan sebagai bahan baku pembuatan surfaktan MES dan biodiesel dengan kandungan
metil ester oleat (C18:1
Surfaktan MES yang dihasilkan dari biodiesel yang memiliki kandungan C ) dominan untuk aplikasi bahan bakar.
16:0 tinggi
akan memperlihatkan karakteristik dispersi yang baik, sifat detergensi yang baik terutama pada air dengan tingkat kesadahan yang tinggi, dan tidak adanya fosfat serta bersifat mudah didegradasi (Matheson 1996). Sementara itu, Knothe (2008) menyebutkan bahwa biodiesel yang kaya akan kandungan C18:1 dapat diaplikasikan sebagai bahan bakar nabati yang paling baik.
Gerpen (2004) juga menyebutkan bahwa bahan baku biodiesel dengan kandungan asam lemak tak jenuh tinggi (C18:1, C18:2, C18:3
Upaya peningkatan nilai tambah terhadap produk turunan minyak sawit sangat baik untuk dilaksanakan di Indonesia mengingat ketersediaan sumber daya yang berlimpah. Hal ini selaras dengan program pemerintah agar mampu membangun industri hilir kelapa sawit (downstream industry of palm oil) secara berkesinambungan. Program ini terencana pada
roadmap pemerintah jangkah menengah (2010-2014) dalam pengembangan kluster industri pengolahan kelap sawit melalui pengembangan industri turunan minyak sawit ke arah industri biodiesel, pelumas dan surfaktan (Deperindag 2009). Penelitian fraksinasi merupakan salah satu jalan dalam meningkatkan nilai manfaat dari biodiesel olein untuk produk surfaktan dan biodiesel berkualitas terbaik. Kajian penelitian ini diharapkan mampu diaplikasikan dalam skala industri agar bermanfaat bagi masyarakat Indonesia.
) dapat menurunkan cloud point sehingga dapat diaplikasikan di negara empat musim.
1.2 TUJUAN
Penelitian tentang fraksinasi metil ester olein ini memiliki tujuan diantaranya sebagai berikut:
1. Memperoleh kondisi temperatur dan lama proses fraksinasi terbaik untuk menghasilkan metil ester palmitat (C16:0) dominan dan metil ester oleat (C18:1
2. Mengetahui sifat fisiko kimia metil ester palmitat (C
) dominan secara maksimal menggunakan fractional distillation system.
16:0) dan metil ester oleat (C18:1) yang
3
II. TINJAUAN PUSTAKA
2.1 OLEIN SAWIT
Tanaman kelapa sawit menghasilkan dua jenis minyak dari bagian buah yang berbeda. CPO (crude palm oil) merupakan jenis minyak sawit yang dihasilkan dari bagain sabut buah (mesokarp). Sementara itu, dari bagian inti buah dapat juga diperoleh PKO (palm kernel oil). Kedua jenis minyak ini sangat bermanfaat untuk berbagai keperluan(Ketaren 1996). Pengolahan minyak sawit secara lebih lanjut mampu menghasilkan berbagai jenis produk yang bernilai tambah. Gambar 1 berikut ini menjelaskan neraca massa pengolahan kelapa sawit berdasarkan data yang dihimpun oleh Tim Peneliti Surfactant and Bioenergy Research Center IPB (2009).
Gambar 1. Neraca massa pengolahan kelapa sawit
2.1.1 Pemurnian Minyak Sawit
Olein sawit merupakan salah satu fraksi cair dari pengolahan CPO. Tahap pengolahan CPO menjadi minyak olein disebut sebagai proses pemurnian minyak. Berlusconi (2010) menyebutkan tahapan pengolahan minyak sawit adalah proses dry degumming and bleaching, deodorisasi, dan winterisasi. Karena melalui tahap tersebut, olein sering disebut sebagai RBDPO (Refined Bleached Deodorized Palm Olein). Proses pemurnian minyak sawit adalah sebagai berikut:
2.1.1.1 Proses Dry Degumming dan Bleaching
Pada proses pemurnian minyak di skala industri, biasanya proses degumming dan
bleaching dilakukan sekaligus untuk mengefisienkan proses. Proses dry degumming bertujuan untuk menghilangkan komponen fosfolipid yang terdiri dari phospatida, protein, residu,
Tandan Kosong 33,95 %
Biji (Nut) 12,38% Sabut (Mesocarp)
53,67%
Serat 8,89%
CPO 24,32% Air
20,37%
Brondolan Buah Sawit 66,05%
Tandan Buah Segar (TBS) 100%
Cangkang 6,68%
Kernel 5,7%
Stearin 4,37%
PFAD 0,98% Olein
4 karbohidrat, air dan resin tanpa mengurangi jumlah asam lemak. Suhu yang digunakan saat minyak mengalami proses degumming adalah 85°C. Pada proses degumming ini ditambahkan asam phosphat untuk mengikat gum dalam minyak. Jumlah asam phosphat yang digunakan pada umumnya sekitar 0,5-2 kg untuk laju alir sekitar 3 ton/jam minyak sawit.
Proses bleaching merupakan tahap lanjutan dari proses degumming atau sering disebut proses pemucatan minyak. Degummed oil melalui tahap bleaching untuk memisahkan pigmen yang terkandung dalam minyak menggunakan bahan aktif sehingga warna minyak menjadi lebih cerah. Komponen tambahan dalam proses ini adalah bleaching earth. Bleaching earth tersusun atas beberapa senyawa yaitu SiO2, Al2O3, air terikat, ion kalsium, magnesium oksida, dan besi
oksida. Jumlah bleaching earth yang ditambahkan adalah sekitar 0,3-1,2% dari laju alir minyak yang diproses. Minyak kemudian disaring menggunakan filter guna memisahkan asam phosphat yang sudah mengikat gum dan bleaching earth yang sudah mengikat pigmen minyak. Filter yang digunakan dalam penyaringan adalah menggunakan filter khusus bertekanan yaitu pressure leaves filters atau banyak disebut sebagai Niagara Filter dalam dunia industri. Suhu minyak diatur cukup tinggi yaitu 150o
2.1.1.2 Proses Deodorisasi
C agar mampu menurunkan viskositas minyak dan proses dipercepat dengan pemberian tekanan sebesar 6 bar agar proses penyaringan berjalan sempurna.
Deodorisasi merupakan teknik pengurangan komponen volatile dalam minyak yang menyebabkan minyak berbau serta bermanfaat dalam menghilangkan material pengotor minyak yang mampu dihilangkan dengan pemanasan suhu tinggi. Kondisi proses deodorisasi biasanya menggunakan suhu 220-260 o
2.1.1.3 Proses Winterisasi
C dalam kondisi vakum sekitar 2 milibar. Proses deodorisasi terjadi dalam double wall packed column. Minyak masuk melalui bagian atas deodorizer dan mengalami kontak dengan beberapa traydeodorizer sehingga minyak terhambur dan bagian volatile minyak menguap yang kemudian ditangkap oleh vapour scrubber. Material yang menguap ini disebut juga sebagai PFAD (palm fatty acid distillate). Minyak dari hasil deodorisasi ini merupakan RBD Palm Oil. RBD Palm Oil ini memiliki kandungan utama stearin dan olein.
Proses winterisasi merupakan proses tahap akhir untuk memisahkan komponen minyak berdasarkan titik beku. Melalui proses ini dihasilkan dua jenis minyak yaitu olein dan stearin. Olein merupakan fase cair minyak sawit dalam suhu ruang, sementara stearin berbentuk padat dalam suhu ruang. Proses ini disebut sebagai wet fractionation karena memisahkan komponen minyak dengan teknik pendinginan. Proses winterisasi ini terjadi dalam filter press. Minyak dilewatkan dalam filter press secara horizontal. Saat melewati filter ini, stearin akan terperangkap dalam kantong-kantong filter karena bentuknya yang padat saat pendinginan, sementara olein menembus kantong filter yang permeabel terhadap olein.
5 Tabel 1. Kapasitas produksi olein dan stearin dalam negeri
Tahun
Olein Stearin
Volume (Ton)
Pertumbuhan (%)
Volume (Ton)
Pertumbuhan (%)
2005 45.268 1.173.033
2006 3.528.583 7.695 1.386.438 18
2007 3.692.092 5 936.135 -32
2008 3.831.411 4 1,121,388 20
2009 4.107.638 7 1.554304 39
Sumber : BPS (2010)
Setiap tahunnya, produksi olein dan stearin meningkat yang didukung oleh penguasaan terhadap teknologi pemurnian minyak sawit. Tahap pemurnian ini sebenarnya tahap awal dalam pengolahan minyak sawit karena pada dasarnya minyak sawit mampu diturunkan menjadi berbagai produk lanjutan dengan nilai tambah lebih.
2.1.2 Komponen Olein
Olein sawit merupakan trigliserida yang pada dasarnya merupakan triester dari gliserol dan tiga asam lemak. Seperti sebagian besar minyak nabati dan lemak hewan lainnya, komponen utama dari olein adalah trigliserida atau disebut juga triasigliserol (triacyglycerol) (Knothe et al. 2004). Selain trigliserida, dalam olein juga terdapat komponen yang merupakan hasil hidrolisis trigliserida yaitu monogliserida (memiliki satu asam lemak), digliserida (memiliki dua rantai asam lemak), dan free fatty acid (asam lemak bebas yang tidak terikat dalam ester gliserol). Setiap molekut trigliserida ini tersusun dari berbagai jenis asam lemak dengan panjang rantai yang berbeda-beda (Mittelbach dan Remschmidt 2006). Gambar 2 merupakan contoh molekul trigliserida dengan 3 asam lemak oleat.
Gambar 2. Contoh struktur molekul trigliserida (a) Gugus gliserol
(b) Gugus asam lemak
Panjang rantai dan letak ikatan rangkap menentukan sifat fisik baik asam lemak maupun trigliserida itu sendiri. Distribusi asam lemak jenuh (ikatan tunggal) dan asam lemak tidak jenuh (ikatan rangkap) dalam gliserol dalam minyak nabati tidak terjadi secara acak, namun ditentukan oleh enzim lipase selama proses biosintesis pada jaringan tanaman sawit (Mittelbach dan Remschmidt 2006).
O
H2C–O–C–(CH2)7–CH=CH–(CH2)7–CH3 (asam oleat)
│
CH–O–C–(CH2)7–CH=CH–(CH2)7–CH3 (asam oleat)
│ O
H2C–O–C–(CH2)7–CH=CH–(CH2)7–CH3 (asam oleat)
O
6 Setiap asam lemak memiliki sifat spesifik meski memiliki jumlah karbon yang sama. Ada tidaknya ikatan rangkap sangat berpengaruh terhadap sifat asam lemak tersebut. Gambar 3 adalah beberapa molekul asam lemak penyusun trigliserida minyak (Cole dan Thomson 2001).
(a) (b) (c)
Gambar 3. Molekul asam lemak (a) Asam stearat C (b) Asam oleat C
18:0
(c) Asam linoleat C
18:1
Ketiga asam lemak diatas memiliki jumlah atom karbon yang sama yaitu 18 atom. Hal yang membedakan adalah ketidakjenuhan dilihat dari ada tidaknya ikatan rangkap. Asam stearat tidak memiliki ikatan rangkap dan disebut sebagai molekul asam lemak jenuh. Berbeda dengan asam lemak stearat, asam lemak oleat memiliki 1 ikatan rangkap cis dan asam linoleat memiliki 2 ikatan rangkap cis. Ikatan ini mempengaruhi struktur dan titik beku. Ketaren (1996), menyebutkan bahwa panjang rantai dan kejenuhan molekul minyak dan lemak mempengaruhi sifat fisiko kimia secara keseluruhan meliputi densitas, bilangan iod, bilangan penyabunan, bilangan asam, titik didih, titik nyala, titik beku, dan sifat yang lainnya.
18:2
Kandungan asam lemak berbeda-beda pada setiap jenis minyak. Komposisi asam lemak akan mempengaruhi sifat fisiko kimia minyak dan dapat menentukan penggunaan minyak tersebut secara spesifik. Tabel 2 menunjukan komposisi asam lemak yang terdapat dalam beberapa jenis produk minyak sawit.
Tabel 2. Komposisi asam lemak produk minyak sawit
Asam Lemak Jenis Bahan
CPO a) PKO b) Olein c) Stearin c) PFAD d) Laurat (C12:0) < 1,2 40 – 52 0,1 – 0,5 0,1 – 0,6 0,1 – 0,3
Miristat (C14:0) 0,5 – 5,9 14 – 18 0,9 – 1,4 1,1 – 1,9 0,9 – 1,5
Palmitat (C16:0) 32 – 59 7 – 9 37,9 – 41,7 47,2 – 73,8 42,9 – 51,0
Palmitoleat (C16:1) < 0,6 0,1 – 1 0,1 – 0,4 0,05 – 0,2 -
Stearat (C18:0) 1,5 – 8 1 – 3 4,0 – 4,8 4,4 – 5,6 4,1 – 4,9
Oleat (C18:1) 27 – 52 11 – 19 40,7 – 43,9 15,6 – 37,0 32,8-39,8
Linoleat (C18:2) 5 – 14 0,5 – 2 10,4 – 13,4 3,2 – 9,8 8,6-11,3
Linolenat (C18:3) < 1,5 0,1 – 0,6 0,1 – 0,6
Arakidat (C20:0) 0,2 – 0,5 0,1 – 0,6
Sumber : a) Godin dan Spensley (1971) dalam Salunkhe et al.(1992)
b) Swern (1979) c) Basiron (1996) d) Hui (1996)
1 ikatan rangkap cis
7
2.2 METIL ESTER
Metil ester atau umum dikenal sebagai biodiesel merupakan salah satu produk bahan bakar alternatif. Biodiesel dapat dihasilkan dari berbagai jenis minyak nabati seperti minyak sawit, minyak kelapa, minyak jarak, minyak kedelai dan minyak nabati lainnya. Berdasarkan molekul penyusunnya, biodiesel sering juga disebut sebagai FAME (fatty acid metil ester). Biodiesel memiliki beberapa aspek keunggulan jika dibandingan dengan petrodiesel atau bahan bakar solar. Keunggulan tersebut adalah sebagai berikut:
1. Mampu dihasilkan dari sumber daya lokal yang dapat diperbaharui sehingga dapat mengurangi ketergantungan dan tetap menghemat penggunaan solar.
2. Memiliki sifat dapat terdegradasi.
3. Mengurangi emisi gas buang (selain gas nitrogen oksida, NOx
4. Memiliki angka titik nyala yang tinggi sehingga lebih aman dalam penanganan dan penyimpanan.
)
Bahan bakar berupa metil ester digunakan untuk mesin diesel dengan sistem kerja yang disebut compression-ignition engine. Pada sistem diesel ini, hanya udara yang masuk dalam ruang silinder saat kondisi intake. Selanjutnya udara dikompresi yang mengakibatkan besarnya tekanan dan tingginya suhu dalam ruang silinder. Pada saat itu juga diinjeksikan bahan bakar yang langsung terurai menjadi kabut. Pada kondisi ini, campuran udara dan bahan bakar menyebabkan pembakaran dalam ruang bakar karena suhu dan tekan yang tinggi. Proses ini disebut self-ignition atau autoignition (Gerpen et al. 1996).
Keunggulan-keunggulan tersebut mendukung penggunaan biodiesel sebagai pengganti bahan bakar solar. Selain itu, alasan utama penggunaan biodiesel ini karena memiliki angka viskositas kinematik yang mendekati angka viskositas kinematik bahan bakar solar (Knothe et al. 2004). Menurut data dari Asosiasi Produsen Biofuel Indonesia, kapasitas produksi biodiesel nasional meningkat setiap tahunnya seperti yang terlihat dalam Tabel 3.
Tabel 3. Kapasitas produksi biodiesel nasional
No Tahun Kapasitas Produksi Industri Biodiesel (juta kiloliter/tahun)
1. 2008 1,8
2. 2009 2,9
3. 2010 3,9
4. 2011* 4,4
* Perkiraan
Sumber : APROBI (2011)
2.2.1 Komponen Metil Ester
8 Tabel 4. Angka setana, viskositas kinematik, energi pembakaran dan titik beku FAME
Parameter Komponen FAME
C14:0 C16:0 C18:0 C18:1 C18:2 C18:3
Angka Setana a) 73,5 74,3 75,7 55,0 42,2 22,7
Viskositas Kinematik 40oC(mm2/s) b) 3,24 4,32 5,56 4,45 3,64 3,27 Energi Pembakaran (MJ/kg) c) 38,3 39,6 40,3 38,9 38,7 39,9
Titik Beku (oC) d) 19 30 39 -20 -35 -46
Sumber : a)b) Liew et al. (1992) Norris dan Terry (1945)
c) Drake and Spies (1935) d) Bonhorst et al. (1948)
e) Wheeler dan Riemenschneirder (1939) f) Treibs (1942)
Pada Tabel 4 di atas terlihat bahwa setiap panjang rantai tertentu dari FAME akan memiliki sifat dan menghasilkan kinerja yang berbeda. Karakteristik biodiesel menjadi parameter kualitas mutu biodiesel. Setiap negara mempunyai standar tertentu dalam perdagangan biodiesel. Pada umumnya, standar ini adalah bentuk penyesuaian terhadap lingkungan negara tujuan pembeli dan menyeragamkan mutu biodiesel. Negara empat musim di Eropa mengharapkan biodiesel dengan titik beku rendah agar tidak mengganggu kinerja mesin. Tabel 5 merupakan standar metil ester untuk bahan bakar.
Tabel 5. Standar metil ester untuk bahan bakar
Spesifikasi SNIa) ASTM D6751 a) EN 14214 b)
Angka setana min 51 min 47 min 51
Viskositas kinematik 40 °C (mm2/s) 2,3-6,0 1,9–6,0 3,5–5,0
Cloud point (titik awan) maks. 18 dilaporkan
Stabilitas oksidasi pada 110 °C (jam); Rancimat test
min 3 min 6
Sumber : a) SNI 04-7182-2006 (BSN 2006) b)
Knothe (2008)
2.2.2 Sifat Umum Metil Ester
Metil ester banyak digunakan sebagai bahan bakar pengganti untuk petrodiesel atau bahan bakar solar. Setiap sumber minyak nabati yang digunakan sebagai bahan baku biodiesel akan menghasilkan biodiesel dengan sifat yang spesifik. Hal ini diakibatkan karena kandungan asam lemak yang beragam dalam setiap sumber minyak nabati. Oleh karenanya, dalam perdagangan biodiesel dunia ditetapkan standar sifat biodiesel yang dilihat dari parameter tertentu. Berikut adalah beberapa parameter yang digunakan dalam standar biodiesel.
2.2.2.1 Densitas
Densitas merupakan salah satu sifat fisik biodiesel yang menunjukkan perbandingan berat biodiesel dalam volume tertentu. Densitas ini biasanya dinyatakan dalam kg/m3 atau g/cm3. Pada umumnya suhu yang digunakan untuk pengukuran densitas ini adalah 25oC. Namun, untuk lemak atau bahan dengan titik cair yang tinggi dapat pula digunakan suhu 40oC atau 60o
Pada umumnya biodiesel memiliki nilai densitas yang lebih besar dibandingkan solar.
Standar untuk densitas FAME adalah (860–900 kg/m
C (Ketaren 1996).
3
9 solar Eropa EN 590 yaitu (820–845 kg/m3 pada 15o
Tabel 6. Nilai densitas FAME
C). Perbedaan ini berakibat pada nilai pemanasan dan konsumsi bahan bakar dalam ruang bakar yang volumetrik. Nilai dari densitas FAME sangat ditentukan pula oleh kemurnian komponen metil ester tertentu dalam biodiesel (Gerpen 1996). Di sisi lain, densitas meningkat dengan panjangnya rantai dan banyaknya ikatan rangkap (Worgetter et al. 1998). Tabel 6 menjelaskan densitas komponan FAME dengan panjang rantai tertentu.
No Komponen FAME Suhu Pengukuran (oC) Density (kg/m3)
1. Metil ester laurat (C12:0) 15 873 a)
2. Metil ester miristat (C14:0) 20 867
3.
b)
Metil ester palmitat (C16:0) 20 884
4.
c)
Metil ester stearat (C18:0) 38 852
5.
d)
Metil ester oleat (C18:1) 20 874
6.
e)
Metil ester linoleat (C18:2) 15 894
7.
f)
Metil ester linolenat (C18:3) 15 904
Sumber :
f)
a) Liew
et al. (1992)
b) Norris dan Terry (1945) c) Drake and Spies (1935) d) Bonhorst et al. (1948)
e) Wheeler dan Riemenschneirder (1939) f) Treibs (1942)
2.2.2.2 Bilangan Iod
Angka iod menunjukan ukuran total material tidak jenuh dalam biodiesel meliputi material mono-, di-, tri-, dan polyunsaturated. Dalam standar Eropa, nilai ini digambarkan dengan banyaknya gram iod yang digunakan untuk menjenuhkan 100 gram sampel. Menurut Mittelbach dan Remschmidt (2006), bilangan iod untuk biodiesel standar Eropa dibatasi pada angka ≤ 120 (gram I2
2.2.2.3 Bilangan Penyabunan
/100 gram). Tingginya nilai ketidakjenuhan material biodiesel berdampak pada penurunan stabilitas oksidasi. Terlalu banyak ikatan tidak jenuh dalam biodiesel juga berpengaruh negatif pada operasi kerja mesin (Schafer et al. 1998). Nilai iod berkorelasi dengan viskositas dan cetane number (angka setana) dimana jika terjadi penurunan angka viskositas dan angka setana maka terjadi peningkatan nilai ketidakjenuhan atau tingginya nilai bilangan iod (Worgetter
et al. 1998)
Bilangan penyabunan menjaadi parameter untuk melihat banyaknya material yang mampu dikonversi menjadi sabun. Bilangan penyabunan ini menggambarkan jumlah milligram KOH yang diperlukan untuk menyabunkan 1 gram material minyak atau biodiesel. Dalam pengujian penyabunan, material lemak atau biodiesel akan bereaksi dengan larutan KOH dalam alkohol yang mampu membentuk sabun kalium. Bilangan penyabunan ini biasanya dipengaruhi oleh berat molekul bahan. Contoh uji penyabunan yang memiliki berat molekul lebih rendah akan memiliki nilai penyabunan yang tinggi (Ketaren 1996).
2.2.2.4 Nilai Asam
10 faktor. Faktor nyata yang berpengaruh terhadap nilai asam adalah bahan baku (feedstock) yang digunakan untuk pembuatan biodiesel. Faktor lain yang berpengaruh adalah penggunaan katalis selama proses produksi yang sangat reaktif terhadap pembentukan asam lemak bebas. Nilai asam biodiesel terbagi menjadi beberapa parameter yaitu kadar FFA dan nilai bilangan asam. Nilai ini dapat dihitung dalam satu pengujian sekaligus (Cvengros 1998).
2.2.3 Teknologi Produksi Biodiesel
Metil Ester (biodiesel) dapat dihasilkan dengan beberapa teknik, baik menggunakan konversi enzimatik maupun proses kimiawi. Pada proses biologi digunakan enzim lipase untuk menghasilkan biodiesel. Produksi biodiesel dengan enzim lipase disebut sebagai lipase-catalyzed transesterification (Mittelbach 1990). Secara kimiawi, produksi biodiesel bisa dilakukan dengan esterifikasi-transesterifikasi kimiawi (dua tahap) dan poses transesterifikasi langsung (satu tahap). Proses dua tahap dilakukan untuk minyak nabati dengan kadar FFA tinggi. Sementara itu, tahap transesterifikasi langsung digunakan jika kandungan FFA kurang dari 2% (Nimcevic et al. 2000). Transformasi kimia trigliserida menjadi biodiesel melibatkan transesterifikasi spesies gliserida dengan alkohol membentuk alkil ester. Transesterifikasi berfungsi untuk menggantikan gugus alkohol gliserol dengan alkohol sederhana seperti metanol atau etanol dan menggunakan katalis seperti sodium metilat, NaOH atau KOH. Penggunaan metanol banyak dipilih karena harganya yang lebih murah (Lotero et al. 2004;Meher et al. 2005).
Pada produksi biodiesel dengan bacthing system, reaksi transesterifikasi mampu mengkonversi minyak hingga 80−94% dalam waktu 30–120 menit. Noureddini et al. (1998) memperoleh hasil 98% biodiesel dalam dengan waktu proses 1 jam. Meher et al.( 2004) menyebutkan bahwa proses transesterifikasi dipengaruhi oleh berbagai faktor tergantung kondisi reaksinya. Beberapa faktor penentu tersebut adalah kandungan asam lemak bebas dan kadar air minyak, jenis katalis dan konsentrasinya, perbandingan molar antara alkohol dengan minyak dan jenis alkoholnya, suhu dan lamanya reaksi, intensitas pencampuran dan penggunaan cosolvent
organik. Berikut skema diagram produksi biodiesel menurut Mittelbach dan Koncar (1994).
Gambar 4. Skema plant produksi biodiesel
Unit produksi biodiesel ini mampu menghasilkan biodiesel secara efisien karena mampu memanfaatkan kembali bahan yang berlebih dalam proses. Selain itu, unit ini mampu memanfaatkan produk samping proses untuk bahan penyubur atau pupuk.
Trans-Esterifikasi 1 Trans-Esterifikasi 2 Pengambilan Metanol Neutralisasi, Dekomposisi Sabun Pengambilan Metanol Esterifikasi Metil ester kasar Pemisahan Padatan Gliserol
H2SO4
H3PO4
Pencampuran
Minyak
KOH CH3OH
Gliserol kasar
Pupuk Pengambilan
11
2.2.3 Mekanisme Proses Transesterifikasi
Pada proses traneseterifikasi, satu mol trigliserida bereaksi dengan tiga mol metanol yang akan menghasilkan 1 mol gliserol dan 3 mol FAME. Proses ini berjalan secara reversible
dimana molekul trigliserida dikonvesi menjadi digliserida, monogliserida dan gliserol serta terbentuk tiga metil ester. Tahapan tranesterifikasi adalah sebagai berikut:
1. Pemutusan rantai asam lemak R1
2. Pemutusan rantai asam lemak R
dan membentuk satu molekul metil ester
2
3. Pemutusan rantai asam lemak R
dan membentuk dua molekul metil ester
3
Pada pada produksi biodiesel, biasanya metanol ditambahkan secara berlebih agar kinetika reaksi berjalan lebih cepat menuju titik keimbangan. Saat reaksi berjalan, penurunan jumlah trigliseriga akan diimbangi dengan peningkatan jumlah metil ester yang terbentuk (Bradshaw 1941). Prinsip reaksi kimia dalam proses transesterifikasi terlihat pada Gambar 5, Gambar 6, dan Gambar 7 berikut.
dan membentuk tiga molekul metil ester
Gambar 5. Pemutusan rantai R1
(Knothe 2008)
dan membentuk satu molekul metil ester
Gambar 6. Pemutusan dan pengantian gugus R2
Gambar 5. Pemutusan dan pengantian gugus R
asam lemak
3 asam lemak
Gambar 6. Pemutusan rantai R2
(Knothe 2008)
12 Gambar 7. Pemutusan rantai R3
(Knothe 2008)
dan membentuk tiga molekul metil ester dan gliserol
2.3 TEKNOLOGI FRAKSINASI
Teknologi fraksinasi merupakan salah satu teknik dalam pemisahan komponen melalui perbedaan titik didih. Teknologi Fraksinasi juga umum dikenal dengan istilah distilasi. Distilasi pada suhu rendah memiliki keuntungan yaitu mencegah pembentukan produk polimer, mencegah kerusakan produk, menghasilkan rendemen yang tinggi, menghasilkan produk dengan kemurnian yang tinggi dan dapat diaplikasikan pada kapasitas yang besar (Lee et al. 2004). Tujuan utama dari proses fraksinasi adalah mendapatkan suatu kompenen dengan sifat tertentu yang diinginkan. Biodiesel memiliki beragam kandungan FAME yang merupakan hasil konversi dari sumber minyak yang digunakan. Oleh karenanya perlu dilakukan pemisahan fraksi metil ester karena setiap panjang rantai metil ester memiliki sifat yang berbeda. Pemisahan utama pada proses fraksinasi adalah memisahkan komponen jenuh dan tidak jenuh. Selain itu juga diharapkan mampu memproduksi biodiesel dengan titik awan (cloud point) yang rendah agar tidak mengganggu kinerja mesin untuk aplikasi di negara empat musim. Proses distilasi biodiesel secara umum memiliki beberapa manfaat diantaranya untuk:
1. Menciptakan produk yang memiliki komponen homogen
2. Memenuhi perbedaan kebutuhan pasar terhadap produk biodiesel dengan kemurnian tertentu 3. Mengurangi kandungan kontaminan dalam biodiesel teruma komponen sulfur
4. Memenuhi standar ASTM (SRS Engineering 2011).
Pemisahan fraksi metil ester dapat dilakukan dengan teknik fraksinasi sehingga menghasilkan kemurnian komponen metil ester dengan panjang rantai karbon tertentu. Proses fraksinasi harus memperhatikan beberapa faktor seperti kondisi tekanan udara, suhu proses dan waktu kontak dengan panas. Desain alat distilasi harus memungkinkan kondisi vakum dimana tidak terdapat udara dalam sistem, waktu kontak yang sangat singkat, memiliki sirkulasi yang efektif untuk mencapai efektifitas pindah masa antara uap dan kondensat, serta penggunaan steam
yang ekonomis (Gervajio 2005).
13 Badget dan Lurgi mengembangkan dua peralatan distilasi yang paling banyak digunakan di industri. Peralatan ini mampu memisahkan asam lemak dalam kondisi tekanan vakum yang maksimal yaitu 1,2 kPa dan suhu 200o
Proses fraksinasi akan menghasilkan beberapa produk sesuai dengan pengaturan suhu alat fraksinasi. Unit fraksinasi minimal mampu menghasilkan dua jenis produk yaitu biodiesel hasil dan biodiesel sisa. Biodisel sisa fraksinasi merupakan material yang tersisa dalam reaktor distilasi dan pada umumnya memiliki titik didih yang lebih tinggi. Warna produk ini adalah kecokelatan karena pengaruh pemanasan dalam suhu yang tinggi dan waktu proses yang lama. Sementara biodiesel hasil merupakan material yang terdistilasi atau menguap pada pengaturan suhu dalam reaktor. Material ini memiliki titik didih yang sesuai yang lebih rendah dan merupakan molekul dengan bobot ringan. Biodiesel hasil berwarna jernih dan memiliki kemurnian yang tinggi (SRS Engineering 2011). Gambar 8 berikut adalah biodiesal fraksinasi SRS Corporation, sebuah perusahaan engineering USA.
C. Asam lemak dari hasil distilasi alat ini berwarna putih dan bebas dari pengotor. Komponen dasar penyusun unit fraksinasi ini antara lain terdiri atas daerator, pemanas, kolom fraksinasi, sistem pendingin, dan sumber vakum. Peralatan distilasi Lurgi memiliki tingkat efisiensi yang paling tinggi, waktu muat yang fleksibel, memiliki sistem pendingin yang baik, dan dapat digunakan dalam jangka waktu yang lama (Gervajio 2005).
(a) (b)
Gambar 8. Metil ester fraksinasi (a) Biodiesel sisa (b) Biodiesel hasil
2.4 FRACTIONAL DISTILLATION SYSTEM
Sistem pendistilasi fraksi atau fractional distilation system merupakan fasilitas untuk mendukung teknologi fraksinasi dalam memurnikan suatu senyawa tertentu. Beberapa perusahaan telah mengembangkan sistem ini. Terdapat beberapa perusahaan yang mengembangkan sistem ini diantaranya Lurgi (Jerman), SRS Engineering Corporation (USA), dan Pope Scientific Inc
(USA). Setiap desain sistem fraksinasi dari perusahaan tersebut memiliki kelebihan dan kekurangannya masing-masing.
Sistem fraksinasi yang dikembangkan Lurgi memiliki beberapa kelebihan. Berikut adalah kelebihan dari sitem fraksinasi yang dikembangkan.
1. Memiliki dampak termal terhadap produk yang kecil sehingga menjaga kualitas 2. Desain alat mempu menghasilkan produk dengan kualitas yang baik
3. Mampu mengoptimalkan recovery energi atau panas dari alat fraksinasi tersebut 4. Memiliki beberapa kolom sehingga mampu menghasilkan lebih dari dua fraksi
14 Unit sistem fraksinasi Lurgi mampu mendistilasi berbagai komponen seperti fatty acid methyl ester, fatty acid, fatty alcohol, dan produk organik lainnya yang hanya dapat dipisahkan melalui perbedaan titik didih rantai karbonnya. Hasil proses distilasi ini merupakan komponen tunggal dari produk awal yang merupakan campuran berbagai komponen. Pada uji coba dalam pemisahan komponen asam lemak laurat (C12) dari minyak inti sawit, alat fraksinasi ini mampu
menghasilkan tingkat kemurnian 99,5%. Unit fraksinasi Lurgi memiliki beberapa kolom, produk hasil frakisinasi pada kolom pertama akan keluar dari bagian atas kolom (fraksi 1). Sementara produk yang keluar dari bagian bawah kolom dimasukan kembali sebagai umpan untuk kolom kedua. Keluaran produk hasil fraksinasi dari bagian atas kolom kedua disebut fraksi 2 (Lurgi 2010). Secara detail skema unit fraksinasi Lurgi dapat dilihat pada Gambar 9 berikut.
Gambar 9. Skema unit fraksinasi Lurgi
SRS Engineering Corp mengembangan berbagai teknologi dalam meningkatkan nilai tambah biodiesel. Salah satu peningkatan nilai tambah yang dimiliki adalah SRS alat distilasi untuk memurnikan produk biodiesel. Unit ini mampu memisahkan komponen biodiesel menjadi fraksi biodiesel hasil dan biodiesel sisa. Produk distilasi ini memiliki keunggulan dalam menjawab kekurangan biodiesel dengan suhu cloud point yang rendah sehingga dapat diaplikasikan di negara bermusim dingin (SRS Engineering 2011).
Pope Scienticif Inc telah mengembangkan alat fraksinasi yang diberi nama fractional column distillation. Terdapat dua sistem distilasi yang dikembangkan yaitu continouosmode dan
15
(a) (b)
Gambar 10. Fractional column distillation
(a) Continouos mode (b) Bacth mode
Kedua tipe alat fraksinasi Pope Scientific memiliki beberapa komponen penting untuk mendukung kinerja proses fraksinasi yang baik. Beberapa komponen tersebut dijelaskan sebagai berikut.
2.4.1 Boiling Vessel
Boiling vessel merupakan unit penampung material atau bahan yang akan difraksinasi. Unit ini dilengkapi dengan kran masuk dan keluaran bahan. Selain itu, dilengkapi juga dengan gelas transparan untuk mengetahui ketinggian bahan, dilengkapi dengan sensor untuk mengetahui temperature, dan dilengkapi dengan pengukur tekanan. Spesifikasi detail Pope boiling vessel
adalah sebagai berikut:
1. Boiling vessel terbuat dari material kuat stainless steel 316 L 2. Memiliki ukuran volume 9–200 gallon (diameter 9–36 inchi) 3. Desain sederhana dengan 4 kaki penyangga
4. Terdapat sambungan penghubung kolom (flange ANSI ukuran 150 lb)
Gambar 11 merupakan boiling vessel yang dikembangkan oleh Pope untuk distilasi fraksi. Unit ini memiliki empat kaki penyangga dan berbentuk tabung silinder serta memiliki kran untuk pembuangan.
16
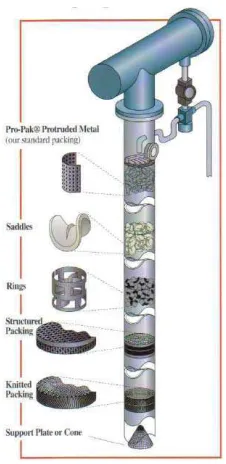
2.4.2 Packing Column
Saat ini banyak terdapat di pasar berbagai jenis packing column. Pope memiliki berbagai jenis packing yang dipakai untuk alat fraksinasi. Jenis-jenis packing tersebut diantaranya adalah tipe sadles, ring, dan knitted packing. Standar packing yang direkomendasikan adalah Pro Park® yang disusun acak. Spesifikasi detail packing Pro Park®
1. Packing terbuat dari material stainless steel 316
adalah sebagai berikut:
2. Memiliki ukuran 0,24 x 0,24 inchi dan ketebalan lembaran 0,003 inchi serta terdapat lubang yang menonjol 1,024 per inchi
3. Densitas untuk 290.000 unit packing adalah 21 lb/ ft
2
4. Berbentuk setengah silinder dan melengkung
3
5. Packing ini memperkecil terjadinya penurunan tekanan dalam distilasi vakum 6. Efisiensi packing meningkat seiring peningkatan vakum.
[image:30.595.281.394.305.537.2]Gambar 12 merupakan kolom fraksinasi dengan variasi packing yang dikembangkan oleh Pope Scientific Inc.
Gambar 12. Packing column
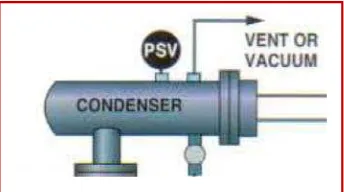
2.4.3 Condensor
Kondensor merupakan unit pendingin untuk merubah fase material yang sudah teruapkan. Pada kondensor terjadi pindah panas antara fase uap bahan yang memiliki suhu tinggi dengan air pendingin dengan suhu rendah. Berikut adalah spesifikasi kondensor Pope Scientific: 1. Unit kondensor terbuat dari material stainless steel 316
2. Gulungan pipa dapat dilepaskan untuk keperluan pembersihan dan perbaikan 3. Efisiensi tinggi dengan desain 2-4 jalur tabung berbentuk U
4. Desain khusus dengan kekuatan tekanan 150 psi
5. Dihubungkan dengan flange column 150 lb ANSI dan terdapat vant untuk vakum 6. Luas area kondensor optimal dengan tingkat penurunan tekanan yang kecil
17 Gambar 13. Tampilan kondensor
2.4.4 Reflux Section
Reflux section berfungsi untuk mengatur distribusi material agar kembali masuk menuju column dan boiling vessel. Refluk bermanfaat untuk menjaga kemurnian produk. Unit ini memiliki 3 kran ekternal, terbuat dari material stainless steel dan teflon yang tahan panas. Unit refluk langsung dikendalikan oleh sistem kontrol. Unit refluk terlihat pada Gambar 14.
[image:31.595.241.413.88.184.2](a) (b)
Gambar 14. Reflux section
(a) Ilustrasi refluk (b) Unit refluk
2.4.5 Liquid Pump
Pompa yang digunakan pada alat fraksinansi Pope adalah untuk memompa hasil distilasi. Pompa yang dianjurkan untuk alat fraksinasi adalah gear pump. Pompa dihubungkan dengan sistem kontrol untuk memudahkan penggunaannya. Pada aliran pompa dipasang flow meter untuk mengetahui laju alir.
2.4.6 Receiver Vessel
Unit receiver vessel digunakan untuk menampung produk hasil distilasi. Tangki ini terbuat dari material stainless steel 316 L. Tangki Pope Scientific telah tersertifikasi oleh ASMI untuk kondisi vakum sampai dengan 100 psi dan 400 F (standar volume 27,4 gallon). Tangki dilengkapi kran untuk pengeluaran produk.
2.4.7 Control System
18
2.5 METIL ESTER PALMITAT (C16
Perbedaan panjang rantai karbon metil ester dan ada tidaknya ikatan rangkap dalam metil ester berpengaruh pada penggunaan metil ester. Pengelompokan metil ester secara umum terbagi menjadi dua yaitu metil ester jenuh dan metil ester tidak jenuh. Metil ester jenuh adalah metil ester dengan ikatan tunggal. Pada biodiesel olein sawit beberapa kelompok metil ester jenuh yaitu metil ester laurat (C
)
12:0), metil ester miristat (C14:0), metil ester palmitat (C16:0), metil ester
stearat (C18:0), dan metil ester arachidat (C20:0). Sementara itu kelompok metil ester tidak jenuh
adalah metil ester dengan ikatan rangkap yang terdiri dari metil ester palmitoleat (C16:1), metil ester olet (C18:1), metil ester linoleat (C18:2), dan metil ester linolenat (C18:3). Laporan dari Laboratorium Energi Terbaharukan Colorado, kelompok metil ester jenuh dalam biodiesel (C14:0,
C16:0, C18:0) berpengaruh signifikan pada peningkatan nilai titik awan, angka setana, penurunan
emisi NOx, dan memiliki stabilitas baik sebagai bahan bakar. Sedangkan kelompok metil ester
tidak jenuh (C18:1, C18:2, C18:3) memiliki sifat menurunkan titik awan, angka setana, meningkatkan
NOx,
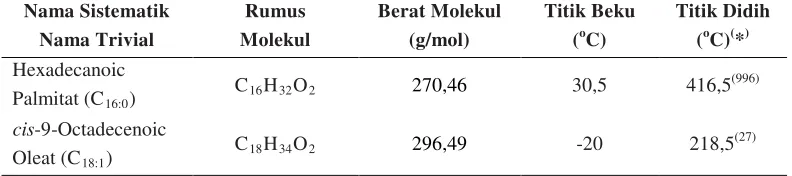
Demirbas (2003) menyebutkan bahwa biodiesel minyak sawit memiliki kandungan senyawa ikatan jenuh (palmitat) dan senyawa ikatan tidak jenuh (oleat) yang tinggi. Pemisahan dua kompenen ini dapat digunakan untuk perbaikan biodiesel dalam aplikasi yang lebih luas. Fraksi yang dapat diperoleh dari biodiesel olein adalah fraksi metil ester palmitat dan fraksi metil ester oleat. Pemisahan komponen metil ester melalui teknik fraksinasi membutuhkan informasi titik didih metil ester spesifik yang ingin dipisahkan dan diupayakan agar proses fraksinasi dilakukan dengan tekanan vakum. Tabel 7 berikut adalah karakteristik metil ester palmitat dan metil ester oleat.
dan menurunkan stabilitas (Gerpen 2004).
Tabel 7. Karakteristik metil ester palmitat dan metil ester oleat Nama Sistematik Nama Trivial Rumus Molekul Berat Molekul (g/mol) Titik Beku (o Titik Didih (
C) oC)(*)
Hexadecanoic Palmitat (C16:0
C
) 16H32O2 270,46 30,5 416,5
(996)
cis-9-Octadecenoic Oleat (C18:1
C
) 18H34O2 296,49 -20 218,5
(27)
(
*)
Sumber : Rey et al. (1993), Roth dan Kormann (200), dan Knothe (2002) Kondisi tekanan (milibar) saat titik didih diukur
Aplikasi metil ester palmitat dan oleat sangat beragam dalam dunia industri dilihat dari sifat kedua senyawa biodiesel tersebut. Metil ester palmitat (C16:0) merupakan metil ester yang baik sebagai bahan bahan baku surfaktan. Komponen ini sangat baik apabila diaplikasikan untuk surfaktan methyl ester sulfonate (MES) melalui proses sulfonasi dengan gas SO3. Surfaktan yang dihasilkan dari metil ester palmitat memiliki karakteristik yang baik bila dibandingkan
surfaktan sejenis lainnya. Menurut Matheson (1996), Surfaktan MES memperlihatkan
[image:32.595.131.527.439.527.2]19
III. METODE PENELITIAN
3.1 WAKTU DAN TEMPAT PENELITIAN
Penelitian ini dimulai pada bulan Mei hingga Desember 2010. Penelitian dilakukan di laboratorium di Pusat Penelitian Surfaktan dan Bioenergi (Surfactant and Bioenergy Research Center-IPB), Bogor.
3.2 ALAT DAN BAHAN
Pada penelitian ini terdapat tiga pengelompokan alat yang digunakan yaitu peralatan produksi biodiesel, peralatan untuk fraksinasi, dan peralatan untuk analisis. Pada tahapan produksi biodiesel digunakan plant biodiesel kapasistas 140-150 liter, ember, jirigen 30 liter, jirigen 18 liter, corong, pengaduk, wadah stainless steel, gelas ukur. Pada proses fraksinasi digunakan alat fraksinasi (fractional distillation system) kapasitas 82,6 liter yang tersusun dari beberapa komponen yaitu boiling vessel, column, packing, condensor, receiver vessel, burner, tabung gas 50 kg, regulator, selang gas, pompa vakum, pompa air, tangki air, dan selang. Sementara itu, untuk peralatan analisis digunakan satu unit gas kromatografi, syring, botol sampel 10 ml, botol sampel 300 ml, timbangan analitik, sudip, gelas kimia 100 ml, gelas kimia 300 ml, gelas arloji, aluminium foil, gelas kimia 1000 ml, erlenmeyer 100 ml, erlenmeyer 300 ml, erlenmeyer 500 ml, pipet 1 ml, pipet 5 ml, pipet 10 ml, pipet 25 ml, pipet mikro, gelas pengaduk,
hot plate, stirrer, termometer, oven, kertas saring, pompa vakum kecil, corong buchner, piknometer, wadah gelas, buret 25 ml, buret 50 ml, dan kondensor pendingin balik.
Bahan yang digunakan pada penelitian terdiri dari olein sawit sebanyak 1000 liter dari PT. Miki Oleo Nabati, satu drum metanol (200 liter), KOH, heksan, gliserol untuk fluida pemanas alat fraksinasi, minyak pelumas pompa vakum, dan bahan kimia untuk analisis sifat fisiko kimia olein, biodiesel olein, biodiesel hasil fraksinasi, dan biodiesel sisa fraksinasi.
3.3 TAHAPAN PENELITIAN
Penelitian ini dilaksanakan dalam dua tahap yaitu tahap produksi metil ester skala
pilot plant dan tahap proses fraksinasi metil ester. Setiap tahapan yang dilakukan memiliki parameter khusus dan dilakukan sebaik mungkin agar diperoleh hasil yang terbaik.
3.3.1
Produksi Biodiesel Olein Skala Pilot Plant
Pada tahapan produksi biodiesel ini, dilakukan karakterisasi bahan baku olein, produksi biodiesel, dan karakterisasi biodiesel yang dihasilkan. Karakterisasi bahan sebelum dan sesudah proses produksi biodiesel menjadi parameter pembanding untuk mengetahui perubahan selama proses.
3.3.1.1 Analisis Olein
20 FFA. Parameter yang menjadi penentu pemilihan proses adalah kadar FFA. Jika kandungan FFA sangat kecil (< 2%) maka proses pembuatan biodiesel yang dilakukan adalah proses transesterifikasi langsung. Sebaliknya jika FFA dalam minyak sangat tinggi, proses produksi biodiesel dilakukan dengan esterifikasi-transesterifikasi. Prosedur analisis olein terlampir pada Lampiran 1 dan Lampiran 2.
3.3.1.2 Proses Produksi Biodiesel
Proses transesterifikasi bertujuan untuk mengubah trigliserida minyak menjadi biodiesel dan gliserol. Penelitian ini menggunakan 12 satuan percobaan fraksinasi yang masing-masing satuan percobaan membutuhkan biodiesel sebanyak 50 liter. Oleh karenanya, minimal jumlah biodiesel yang diproduksi adalah 600 liter. Proses transesterifikasi ini dilakukan melalui beberapa bacth produksi menyesuaikan dengan kapasitas alat produksi. Kapasitas alat yang dimiliki adalah sekitar 140 liter bahan baku. Tahapan produksi biodiesel adalah sebagai berikut: 1. Persiapan Bahan Baku
Persiapan bahan baku dilakukan untuk menyiapkan bahan sebelum proses transesterifikasi dilakukan. Persiapan yang dilakukan adalah pemanasan olein dan pembuatan larutan metoksida (KOH dalam metanol). Pemanasan dilakukan dalam tangki pemanas menggunakan pemanas listrik. Suhu yang diharapkan tercapai adalah 60-70 o
2. Proses Transesterifikasi
C. Proporsi larutan metoksida yag dibuat adalah 15% metanol dan 1% KOH basis bahan baku. Setiap
bacth produksi biodiesel dibutuhkan olein 120 liter, metanol 18-19 liter, dan KOH 1,2 kg.
Proses transesterifikasi dilakukan di reaktor transesterifikasi. Pada reaktor, minyak dicampurkan dengan larutan metoksida. Suhu proses dijaga sekitar 60o
3. Proses Settling (Pendiaman)
C selama 1 jam dan diaduk untuk mempercepat laju reaksi pembentukan biodiesel.
Proses pendiaman merupakan proses pengendapan untuk memisahkan gliserol dari biodiesel. Pemisahan gliserol dan metil ester kasar dilakukan di tangki settling. Posisi tangki ini lebih tinggi dari tangki lainnya agar pemisahan komponen lebih cepat. Pemisahan dilakukan dengan prinsip separasi karena perbedaan berat jenis gliserol dan metil ester. Gliserol memiliki berat jenis lebih besar dibandingkan dengan metil ester sehingga gliserol akan berada dilapisan bawah yang kemudian ditampung dalam wadah jirigen. Proses pendiaman biasanya dilakukan sekitar 4-6 jam.
4. Proses Washing (Pencucian)
Proses pencucian bertujuan untuk menghilangan sabun dalam metil ester kasar. Selama proses transesterifikasi, dimungkinkan terjadi reaksi antara KOH dan trigliserida atau asam lemak bebas sehingga membentuk sabun. Proses pencucian dilakukan dengan melewatkan air dengan pengandukan secara berkala. Sabun dalam metil ester memiliki sifat larut dalam air dan dibuang untuk memurnikan metil ester.
5. Proses Drying (Pengeringan)
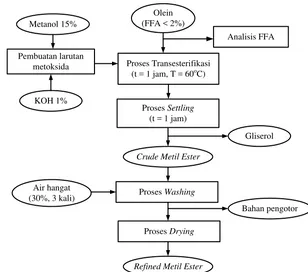
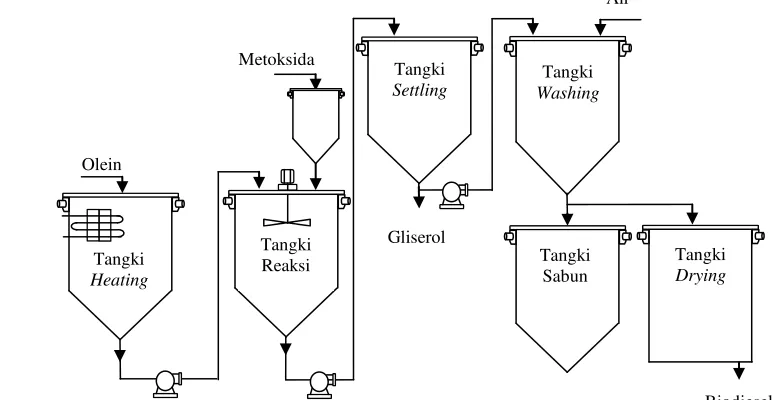
21 Secara sederhana, proses produksi biodiesel skala pilot plant dapat dilihat Gambar 15 berikut ini.
Olein (FFA < 2%)
Analisis FFA
Proses Transesterifikasi (t = 1 jam, T = 60oC) Pembuatan larutan
metoksida Metanol 15%
KOH 1%
Proses Settling
(t = 1 jam)
Gliserol
Crude Metil Ester
Proses Washing
Air hangat (30%, 3 kali)
Bahan pengotor
Proses Drying
[image:35.595.174.482.108.380.2]Refined Metil Ester
Gambar 15. Diagram alir proses produksi biodiesel
3.3.1.3 Analisis Biodiesel Olein
Analisis biodiesel olein bermanfaat untuk mengetahui perubahan sifat selama proses transesterifikasi dan merupakan perameter kondisi awal sebelum biodiesel tersebut difraksinasi. Biodiesel olein yang dihasilkan pada beberapa bacth perlu dilakukan pencampuran agar diperoleh keseragaman sifat. Selanjutnya, diambil contoh biodiesel untuk dilakukan analisis kandungan FAME menggunakan gas kromatografi dan sifat fisiko kimia. Prosedur analisis metil ester dapat dilihat pada Lampiran 1 dan Lampiran 3.
3.3.2
Proses Fraksinasi Biodiesel
Proses fraksinasi biodiesel sangat ditentukan berdasarkan kinerja fractional distillation system. Pada proses fraksinasi ini terdapat tahapan kegiatan yang dilakukan meliputi pengoperasian alat, penentuan kondisi proses fraksinasi yang sekaligus dilanjutkan dengan proses fraksinasi dan analisis biodiesel hasil dan sisa fraksinasi.
3.3.2.1 Prosedur Pengoperasian Alat Fraksinasi
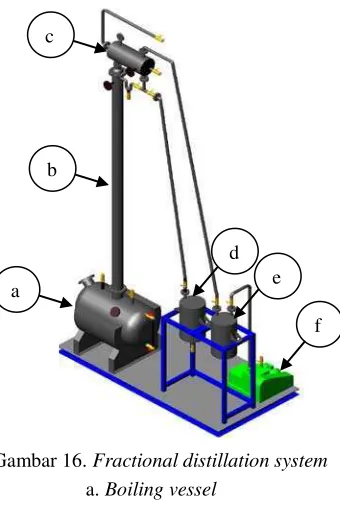
22 Gambar 16. Fractional distillation system
a. Boiling vessel
b. Column with packing
c. Condensor
d. Reciever vessel
e. Buffer vacuum
f. Vacuum pump
Pengoperasian alat fraksinasi mengikuti beberapa tahapan agar proses fraksinasi berjalan dengan baik. Prosedur pengoperasian fractional distillation system adalah sebagi berikut: 1. Sampel biodiesel dimasukan dalam boiling vessel melalui kran masukan. Selanjutnya semua
kran ditutup baik pada boiling vessel maupun pada saluran tangki menuju produk. 2. Pompa vakum dijalankan agar mengurangi tekanan udara dalam sistem.
3. Panaskan boiling vessel menggunakan burner yang dihubungkan dengan tabung gas sampai suhu yang diinginkan tercapai. Bersamaan dengan ini juga, pompa air sirkulasi dijalankan untuk mendinginkan kondensor.
4. Setelah suhu tercapai, kran refluk dibuka beberapa saat untuk meningkatkan kemurnian produk.
5. Tahapan selanjutnya kran refluk ditutup dan kran menuju tangki penampung dibuka.
3.3.2.2 Desain Kondisi Proses Fraksinasi
Penentuan suhu proses fraksinasi terkait dengan tekanan yang mampu dihasilkan oleh pompa vakum sehingga mampu menurunkan titik didih metil ester. Di bawah tekanan udara normal, titik didih metil ester akan cenderung turun. Suhu proses fraksinasi yang tidak terlalu tinggi bermanfaat menjaga biodiesel tidak rusak karena over heating selama proses. Pemilihan kondisi proses fraksinasi dilakukan melalui pendekatan beberapa literature. Knothe (2002) menyebutkan bahwa pada tekanan 747,04 mmHg (996 milibar) titik didih metil ester palmitat adalah 416,5oC. Pendekatan lain yang digunakan adalah menentukan titik di