STUDY OF DEROULABILITY IN 14 CULTIVARS OF POPLAR: ANALYSIS OF CUTTING FORCE AND LATHE CHECKS OF VENEER
IN MICROLATHE
MEYLIDA NURRACHMANIA
GRADUATE SCHOOL
STUDY OF DEROULABILITY IN 14 CULTIVARS OF POPLAR: ANALYSIS OF CUTTING FORCE AND LATHE CHECKS OF VENEER
IN MICROLATHE
MEYLIDA NURRACHMANIA
A Thesis submitted for the degree of Master of Science of Bogor Agricultural University
GRADUATE SCHOOL
STATEMENT
I, Meylida Nurrachmania, here by stated that this thesis entitled
STUDY OF DEROULABILITY 14 CULTIVARS POPLAR: ANALYSIS CUTTING FORCE AND LATHE CHECKS OF VENEER IN
MICRO-LATHE
are result of my own work during the period February 2012 until June 2012 and
that is has not been published before. The content of the thesis has been examined
and approved by the advising committee and the external examiner.
Bogor, December 2012
ABSTRACT
MEYLIDA NURRACHMANIA (2012), Study of Deroulability in 14 Cultivars of Poplar: Analysis of Cutting Force And Lathe Checks Of Veneer In Micro-Lathe. Under the supervision of NARESWORO NUGROHO and LAURENT BLERON.
Poplar is well known for its large wood production. Through this work, the objective of this study seeks to identify the qualities of new cultivars of poplar and classify these new cultivars in a reference quality poplar wood (by evaluating the lathe check phenomenon and measurement of cutting forces in micro-lathe). The 42 disks of 14 cultivars and three stations were conducted in 3 mm for two types of veneer, "heartwood" and "sapwood". The 14 cultivars are concerned from cultivars currently on the market of plant poplar. The micro-lathe was used to measure cutting forces. Veneer of peeling process in micro-lathe was observed using a device called SMOF for systematic and objective analysis of lathe check in the veneer. The result is shown that there no significant effect of the radial position (heartwood and sapwood) and cultivar on the cutting force (Xc/force knife vertical, Yc/force knife horizontal, Xb/force bar vertical, and Yb/force bar horizontal), depth and percentage of lathe check.
SUMMARY
MEYLIDA NURRACHMANIA (2012), Studi Pengupasan 14 Kultivar Poplar: Analisis Cutting Force (Gaya Pemotongan) dan Lathe Checks (Retak Kupas) Vinir pada Micro-Lathe. Di bawah bimbingan NARESWORO NUGROHO dan LAURENT BLERON.
Poplar is well known for its large wood production. The statistical data on poplar cultivation available worldwide are referred to different cultural. France is the largest producer of poplar wood in European countries and an area of 236.000 ha with 1,8 m3 wood production. Production of poplar is based on the use of a large number of genetically different cultivars. One way to generate a variety of cultivars is by doing genetic engineering tree through the hybridization process. Hybrid poplars are trees that are developed by crossing two different species of poplars. Poplar wood is being destined to the production of plywood or LVL (veneer). Through this work, the objective of this study seeks to identify the qualities of new cultivars of poplar and classify these new cultivars in a reference quality poplar wood (by evaluating the lathe check phenomenon and measurement of cutting forces in micro-lathe). Order these new cultivars in the repository poplar wood quality named «Référentiel qualités du bois des cultivar de
peuplier ».
The 42 disks of 14 cultivars and three stations were conducted in 3 mm for two types of veneer, "heartwood" and "sapwood". The 14 cultivars are concerned from cultivars currently on the market of plant poplar. Therefore, the 14 cultivars are: A4A, Brenta, Koster, Lambro, Mella, Polargo, Soligo, Taro, Triplo, Trichobel, Dvina, Lena, Alcinde and I-214. Micro-lathe was an instrumented for peeling disks from 10 to 30 mm wide. The micro-lathe that can scroll experimental discs of wood and non ridges integers. This reproduces the unwinding smaller scale and it also allow measurement of cutting forces. Veneer of peeling process in micro-lathe was observed using a device called SMOF for systematic and objective analysis of lathe check in the veneer.
vertical, Yc/force knife horizontal, Xb/force bar vertical, and Yb/force bar horizontal), depth and percentage of lathe check. There are several factors that affect the value of the cutting force veneer from timber and are derived from the engine. For derived from wood such as wood species, wood density, moisture content of wood, annual rings.
Lathe check, the phenomenon is created during peeling. Lathe checks has also an important role on the quality of the veneer. Usually lathe checks can be caused by the fractionation process during the peeling process. It can also be explained by the sharp knife (new tool or lapped, dull knife). Basically, a sharp knife will have a small nose radius so that the knife is perfectly effective, but when using a blunt knife, the tip radius becomes larger. In this case and produce a poor quality of surface and a high cracking. The depth of lathe checks appears significantly correlated with a mechanical and destructive tests only 4-point bending. Indeed, the modulus of elasticity decreases as the depth of cracking.
© Copyright belongs to IPB, in 2012 Copyright Reserved by Laws
Prohibited quoting part or all of this paper without mentioning or citing sources. Quotation is only for educational purposes, research, writing papers, preparing reports, writing criticism, or review of an issue, and citations will not harm the interest IPB
Thesis Title : Study of Deroulability in 14 Cultivars of Poplar: Analysis Cutting Force and Lathe Checks of Veneer in Micro-Lathe
Student Name : Meylida Nurrachmania
Student ID : E251100161
Study Program : Master of Science in Forest Product Technology
Approved by, Advisory Board:
Supervisor Co-Supervisor
Dr. Ir. Naresworo Nugroho. M.Si Laurent BLERON
Endorsed by,
Program Coordinator Dean of The Graduate School
Dr. Ir. I Wayan Darmawan. M. Si Dr. Ir. Dahrul Syah. M. Sc. Agr
ACKNOWLEDGEMENT
Bismillahirrahmanirrahim
It has been a great pleasure for me to have this study accomplished, which
has been a great work during these years. There are many people who have been
very helpfully in regard to this work. Therefore, I would like to gratefully
acknowledge the great contribution of the following individuals to this work. For
the first and foremost, I would like to express my gratitude and sincere to Allah
SWT for blessing with health and favor me success in my studies.
My entire study in Bogor Agricultural University and Nancy, France
(AgroParisTech, INPL Nancy Université, Université de Loraine) was made
possible with the financial support given by the Ministry of National Education
through Beasiswa Unggulan for Program "Double Degree". It is gratefully
acknowledged. I would also like to extend my special thanks to Dr. Ir. I Wayan
Darmawan, M. Si. for giving me the opportunity to obtained this scholarship.
I wish to express my sincere appreciation and gratitude to my research
supervisor at Bogor Agricultural University. Dr. Ir. Naresworo Nugroho, M. Si
and Msr. Laurent BLERON at Arts et Métiers ParisTech, Cluny, France for all
their valuable guidance and useful advice during my research work, proposal
preparation and thesis writing.
Special thanks I express to Msr. Louis-Etienne DENAUD, Msr.
Jean-Claude BUTAUD, Msr. Michael KREBS for all their helpfully guidance and
technical especially in using the machines during my research time in Arts et
Renaud PFEIFFER, for always help me correction my French language, both oral
or written.
Special thanks I give to the external examiner in France:
1. Rémy MARCHAL, LABOMAP, Arts et Métiers ParisTech, Cluny
2. Meriem FOURNIER, LERFOB, AgroParisTech, Nancy
3. Phillippe GÉRARDIN and Stéphane DUMARÇAY, LERMAB, Faculté des
Science et Technologies, Vandoeuvre les Nancy
4. Bertrand CHARRIER, Université de Pau et de Pays de l'Adour, Mont de
Marsan.
Special thanks also- go to all the members of lectures and staffs in Bogor
Agricultural University and AgroParisTech, Nancy, France. Special thanks I give
also to all the doctoral and master student in there, for all the supports, helps and
great motivations.
I would also like to thank all my classmates, all the members of Forest
Product Technology 2010, who were all hard working, pleasure of working, with
support, with gave me a happy time to treasure, the time we spent together as well
as our friendship through these years. A lots of thanks, of course, extended to all
my friends who helped out when the pressure become too much.
Finally, the biggest thanks go to all my family, my parents, my sisters and
brothers, my grandmother, my cousins, for their support and encouragement
through the good times and hard times, words cannot fully express "how much I
love you".
CURRICULUM VITAE
Meylida Nurrachmania, was born in Medan, North Sumatera on May 10,
1988. She is the eldest daughter of Ridwan Hasan Berdan and Farida Hanum. She
finished her elementary, junior and high schools at public schools in Medan. She
received her undergraduate degree from the Faculty of Agriculture, Department of
Forestry, North Sumatera University, in the field of forest product technology in
2009.
In the year of 2010, she is registered as one of the students to study master
at Bogor Agricultural University in science and forest product technology. She
was awarded a scholarship from the ministry of national education named
"Beasiswa Unggulan" for program "Double Degree". Through this scholarship, in
2011, she continued her master study and research in France for one year. She
finished her graduate school in 2012 and obtained double degree from Bogor
TABLE OF CONTENTS
Page STATEMENT OF THESIS ... III ABSTRACT ... IV SUMMARY ... V ACKNOWLEDGEMENTS ... IX CURRICULUM VITAE ... XI TABLE OF CONTENTS ... XII LIST OF TABLES ... XIII LIST OF FIGURES ... XIV LIST OF APPENDICES ... XV
INTRODUCTION
Background ... 1
The Objectives ... 1
Scope of Research ... 2
LITERATURE REVIEW Poplar ... 3
The Peeling of Wood ... 3
The Knife ... 5
The Pression Br ... 6
The Lathe Checks Phenomenon ... 7
METHODOLOGY Time and Location of Research ... 9
Sampling Preparations ... 9
Peeling in Micro-Lathe ... 9
Process Parameters ... 10
Process Assessment ... 11
SMOF (système de mesure d'ouverture de fissures) Device... 12
RESULTS AND DISCUSSION Analysis of Cutting Force in Micro-Lathe ... 14
The Comparison of Cutting Force between Peeling Lathe and Micro- Lathe ... 15
CONCLUSION AND RECOMMENDATION
Conclusion ... 20 Recommendation... 20
LIST OF TABLES
Page
1. Analysis of Variance Efforts ... 14
2. ANOVA of Resultant Forces Fb and Fc Micro-Lathe and Peeling Lathe 16
3. Analysis of Variance (Mean and Standard Deviation) for Depth and
LIST OF FIGURES
Page
1. Principe of Peeling Wood ... 4
2. Peeling Continue ... 6
3. Peeling Discontinue ... 6
4. Peeling: Effect of Compression Bar... 7
5. The Machine of Peeling ... 10
6. Cutting Force and Lathe Checks Formation During Peeling Process ... 11
7. The Stable Signal of Cutting Force ... 12
8. The SMOF Device ... 13
9. Resulting Image (Loose Face on The Top) ... 13
10.Variation of Efforts in Heartwood and Sapwood on Micro-Lathe ... 15
11.Variation Forces Resultant on The Bar and on The Knife of Micro-Lathe (Left) and peeling lathe industrial (right) ... 17
INTRODUCTION
Background
Poplar is well known for its large wood production. The statistical data on
poplar cultivation available worldwide are referred to different cultural. France is
the largest producer of poplar wood in European countries and an area of 236.000
ha with 1,8 m3 wood production (Domenico and Giuseppe, 2011).
Quality of wood poplar has variations due to their genetic characteristics,
but also their growth conditions. Production of poplar is based on the use of a
large number of genetically different cultivars. One way to generate a variety of
cultivars is by doing genetic engineering tree through the hybridization process.
Hybrid poplars are trees that are developed by crossing two different species of
poplars (Davison and Riggs, 2003). The advantage of this diversity is to adapt
better to varying site conditions (climate and soil), but also reduce pest risks from
the use of cultivars. This diversification of cultivars is the guarantee of sustainable
poplar production.
Poplar wood is being destined to the production of plywood or LVL
(veneer) which is used for beam or headers (Davison and Riggs, 2003). The first
step in producing plywood or LVL is thus to achieve a peeling process to generate
a veneer. In veneer production, lathe checks created during the cutting process
affect the veneer quality. It can occur inside veneer during the veneer peeling.
Previous studies have determined that lathe checks are generated due to
tensile stress in bending at the rake face of the knife (Tochigi, et. al., 2005). It
its huge effect, first on the veneer and then on the mechanical strength of plywood
or LVL (Ohya et al. 1989 and DeVallance et al. 2007 in Palubicki, et. al., 2010).
Cracking of the veneer is one of the most critical defects of veneer (resulting in
handling difficulties, excess glue consumption, poor surface veneer, etc.) .
Methods and devices for lathe check detection are not so common. The
laboratory wood school Arts et Métiers ParisTech Cluny, France, has a
lathe for this experimental as well as an industrial lathe (peeling). This
micro-lathe has been specially designed for the peeling tests. It also allows to measure
cutting forces. To measure the cracking veneer, used a device called SMOF
System® (Système de Mesure Optique des Fissuration) device developed by the
laboratory.
In this study, we are examined the lathe check (max and min depth of
checks, presentation of checks) and cutting force for knife and pression bar
(Xc/force knife vertical, Yc/force knife horizontal, Xb/force bar vertical, and
Yb/force bar horizontal) in sapwood and heartwood from new cultivar of cultivars
Poplar currently on the market poplar plants.
Objectives
The objective of this study aims to identify the qualities of sapwood and
heartwood of new cultivars of poplar and classify these new cultivars in a
reference quality poplar wood (assessing the lathe checks phenomenon and
measurement of cutting forces in micro-lathe). Order these new cultivars in the
repository poplar wood quality named «Référentiel qualités du bois des cultivar
LITERATURE REVIEW
Poplar
Poplars are trees of the genus Populous family Salicaceae. The genus
Populous includes 35 species of temperate and cold regions of the northern
hemisphere. It also includes cottonwoods, and aspen (Davison and Riggs, 2003).
It also contains many natural hybrids or artificial (man-made). The poplar trees in
the rapid growth rarely occur in dense forest but in and around riparian wetlands
where as willows. Their root system, important, often superficial and tracing (such
as poplar Italy for example) can destroy walls, lift asphalt mixes and colonize
sewer pipes. Some species (aspen) can grow on poor sandy soils and withstand
relatively sea spray at a certain distance from the sea, however.
Poplars tend to produce tension wood quite easily (Balatinecz, 2001). The
gene has a significant influence on the tension wood. The effect of the
environment (wind and phototropism) can also promote the production of tension
wood. The presence of tension wood is accompanied by the formation of deep
radial slots. At slaughter, the trees can literally crack due to tension wood. Poplar
is one of the top three in France after hardwood oak and beech.
The Peeling of Wood
The peeling is a process of primary wood processing allows the
manufacture of veneer sheets. The peeling process consists of transforming a bolt
into veneer using a rotary peeling lathe. Prior to peeling, the bolt is debarked and
angle is fixed on a movable carriage which is close to a regular basis of the axis of
rotation of the spindles. A continuous strip of wood, veneer, is formed (Figure 2).
The product obtained is the chip, which is the characteristic of peeling slicing as
elsewhere.
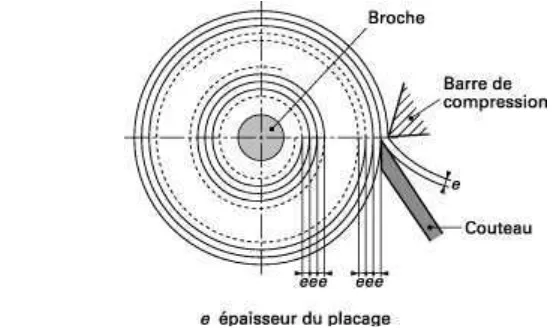
Figure1. Principe of peeling wood
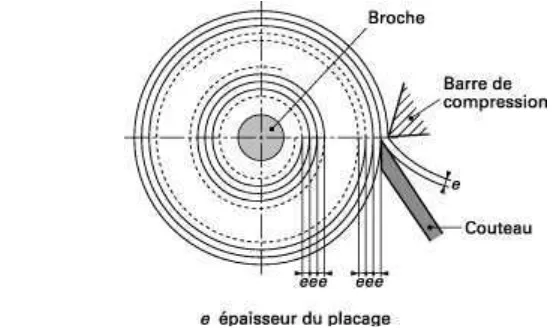
The peeling is used to produce a veneer, by the combination of a rotational
movement of the timber and the in feed of the tool. The relative movement is a
spiral whose pitch (advance per turn of the knife of the ball) is equal to the
thickness of the cladding (Figure 1). The rotational movement is transmitted to the
ball by the pins of different forms depending on the hardness of the species. To
get the best wood available, it reduces the diameter of the residual nucleus using
telescopic spindles. Via a gear assembly, the advance of the knife is indexed to the
rotation of the shaft. To enter the woods in a direction 0-90, the knife must have a
cutting edge (nose) as thin as possible, consistent with the strength of the cutting
material. This is the steel is chosen, the wedge angle (nozzle) can be from 18 to
22o. The rake face of the blade to remain in abutment on the ball for a distance of
requires a draft angle continuously varying from +2, when the log is large in
diameter, -1° to the end of the unwinding. This variation takes place
automatically, by a control device which inclines gradually when the knife
approaches the center of rotation (Juan, 2012). Obtained by peeling veneers are
generally used in the manufacture of plywood. Unwinding requires the woods are
green (filled with water beyond the saturation point of fibers) and free from large
cracks or checks, which affect the quality of the veneer.
The Knife
In wood cutting, when a knife-edge contacts a work piece being cut, the
work piece deforms elastically under the force in the neighborhood of the
knife-edge. So long as this force exceeds a certain value, the work piece ruptures at the
tip of the knife-edge, and the knife-edge continues further into the work piece.
The portion that has been separated from the work piece is compressed on the
rake face of the knife, deforming under compressive, shear, or other forces. The
types, directions of action, and magnitudes of the forces exerted on the work piece
during the cutting process have subtle dependence on numerous interdependent
factors: work piece conditions (such as fiber orientation, annual rings, moisture
content); tool conditions (such as angles of faces and edges and roughness); and
cutting conditions (such as cutting depth, cutting speed, and feed speed) (Tochigi,
et. al., 2005).
Too high a vertical dimension makes the bar more quickly inoperative as
small diameter wood, like the rest, a horizontal dimension too low may move the
Unlike an advance too low can compress unnecessarily chip between the bar and
the rake face of the tool favoring the appearance of avulsions, cracks and large
thickness variations (Marchal, 1996).
At the beginning of the operation, the knife attack the timber intermittently
until the ball has a cylindrical shape. The first elements are posted worthless
(Chiquettes). Then we can obtain a continuous sheet (Figure 2), but you can also
practice a groove along a generator to obtain sheets (Figure 3). In this research the
knife that used was fabricated in a low alloy steel (60SMD8 composition: 0.6% C,
1.8% Si, 0.7% Mn, 0.3% Cr, 0.5% Mo, 0.2% V) (Denaud, 2006).
Figure 2 et 3. Peeling Continue and Discontinue.
The Pressure Bar
To avoid a gap spreads in front of the cutting edge, it is necessary to
compress the wood. It is the role of a compression bar, usually static, although
rotating bars are frequently used in the United States or Canada. The main role of
a bar of pressure is to exercise a local compressive stress that opposes the tensile
stresses perpendicular responsible for cracking the plating cycle. Globally, a large
majority of peeling is equipped with a bar static pressure round or angular settings
allows finer and more accurate homogeneous and dense woods. The setting of the
bar sets the compression ratio to be from 2 to 25% (Fig. 4). The angle of
compression is 10 to 25o depending on the species. The cutting speed, peripheral
speed of the log, is from 20 to 250 m/min, but remains constant during the
unwinding of a ball, for acceleration of the speed of rotation (by a hydraulic drive)
to progressively the reduction in the diameter. Unlike other machining operations,
the cutting speed directly affects production because it is equal to the veneer film
produced per minute. High speeds require peeling handling systems and defecting
downstream performance.
Figure 4. Peeling: effect of compression bar
The Lathe Check Phenomenon
Lathe check, the phenomenon on which we focus in this project is created
during peeling. When it enters the wood, it creates a tensile stress and a slot
before it opens (Thibaut, 1988). The opening of the slot releases the tension. The
slot then stops at the edge of said stress zone. The knife passes beyond the lathe,
creates a further voltage which causes another lathe. Homogeneous in the woods,
the knife is used to limit the local deformation of the chip and to avoid a collapse
of the edge. Yet even with this configuration, the cracking is present.
Lathe checks has also an important role on the quality of the veneer. In
almost all the peeling process, lathe checks are present at a certain level. These
lathe checks occur during the machining process. Veneer lathe checks correspond
to an area of weakness and cause excessive penetration of the adhesive. Usually,
the cracking is strongly influenced by the level of pressure and by the cutting
METHODOLOGY Time and Location of Study
This research was carried out from February until July 2012. It is
conducted in laboratory of wood LaBoMaP (Laboratoire Bourguignon des
Matériaux et des Procédés), at Ecole National Superieure d’Arts et Matiers
(ENSAM) Cluny, Bourgogne, France.
Sampling Preparations
Prepared the disks 20-30 mm wide testing micro-lathe. The disks were
taken from different ridges from different cultivars and different sites. The study
will focus on trees 15-20 years and 35-45 cm diameter at 1,30 m. To carry out this
study, 42 disks of 14 cultivars and 3 stations were used. Therefore, the 14
cultivars are: A4A, Brenta, Koster, Lambro, Mella, Polargo, Soligo, Taro, Triplo,
Trichobel, Dvina, Lena, Alcinde and I-214. The choice of well-differentiated 3
sites for the collection of wood is essential to study the quality of of wood of each
cultivar.
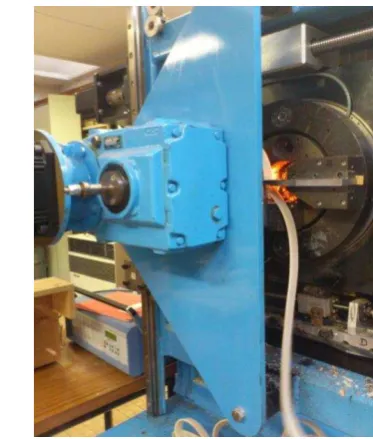
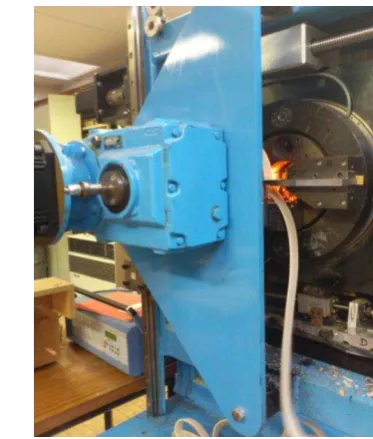
Peeling in Micro-Lathe
The laboratory of wood in Arts et Métier at Cluny, France, has a
micro-lathe (Figure 5) that can scroll experimental discs of wood and non ridges
integers. This reproduces the unwinding smaller scale. It was designed by
Jean-Claud Butaud in 1994. Micro-lathe was an instrumented for peeling disks from 10
settings are available: draft angle, horizontal and vertical ribs, angle bar pressure,
only the lack of control during cutting, the inclination of the knife is to be
deplored. Advances the engine is limited to 500 rev/min and the drive motor of
the spindle at 2000 rpm/min, which requires the effectors peeling high speed
(5000 mm/s) for large radii.
Figure 5. The Machine of micro-lathe
Process Parameters
Peeling speed and pressure bar influence the cutting efforts by modifying
the strain field on the veneer surface during peeling. The role of the pressure bar is
to create a favorable compression strain perpendicular to the cutting plane a head
of the knife in order to oppose the tension strain responsible for opening the
checks (Figure 6). The pressure bar would positively influence the veneer surface
quality while peeling speed would influence it negatively (Mothe 1988 in
In order to only evaluate the cutting force and lathe checks in sapwood and
hardwood (were determined before peeling) peeling speed (s), and the
compression rate of the pressure bar, (Bp), were kept constant (s = 1 m/s and Bp =
5%) to achieve a nominal veneer thickness, (e), of 3 mm for all tested disks
(Figure 6).
Figure 6. Cutting force and lathe checks formation during peeling process
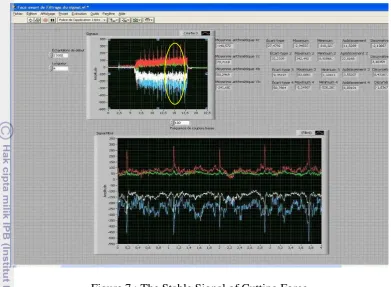
Process Assessment
Cutting force in micro-lathe are determined according to the four main
components of the cutting forces: on the knife (Xc/force knife vertical, Yc/ force
knife horizontal) and the pressure bar (Xb/force knife vertical, Yb/force bar
horizontal). Cutting force are linked to VisualBasic and recorded via an
application developed in Labview program then exported as files, csv. It was
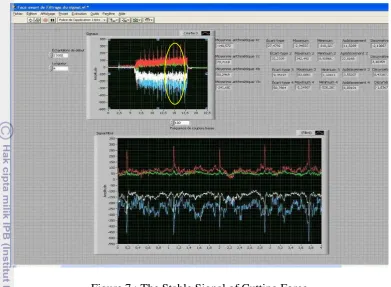
providing mean, standard deviation, minimum and maximum force. For each
experimental, mean, standard deviation, maximum and minimum force were
based on the stable signal of cutting force in Figure7. Then the forces that
Figure 7 : The Stable Signal of Cutting Force
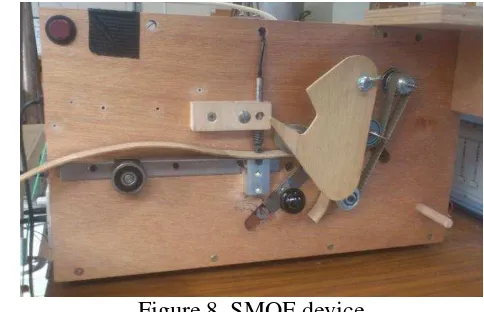
SMOF (système de mesure d'ouverture de fissures) Device
Lathe checks have been characterized using the SMOF device (Système de
Mesure Optique des Fissuration) (Palubicki et al., 2009). This tool detects checks
with a high speed line scan camera and a LDS (Laser Displacement Sensor)
(Figure 8). It can automatically measured on the image obtained, the depth checks
and the distance between two successive checks. The resulting image (Figure 9) is
analyzed by a program developed in LabView. The boundaries of this unit were
observed: the size of the resulting image corresponds to a maximum height of 4
mm veneer. Beyond this thickness, the software fails to properly detect lathe and
Figure 8. SMOF device
In this study, the plating thickness is observed is 3 mm. Plating passes over
a pulley to pry open cracks. A linear camera allows the acquisition of images
continuously. The resulting images are then analyzed manually using a program
developed specifically for the automatic detection of cracks. For each plating, the
maximum, minimum, standard deviation and the mean of the frequency of
cracking are calculated.
Figure 9. Resulting image (loose face on the top)
D. Analysis of Variance
The factors identified for analysis of variance are: cultivar, radial position
(sapwood and heartwood). The response of these factors are cutting forces
(Xc/force knife vertical, Yc/force knife horizontal, Xb/force bar vertical, and
Yb/force bar horizontal), and lathe checks. Then, the experimental results were
RESULTS AND DISCUSSIONS
Analysis of Cutting Force in Micro-lathe
On micro-lathe, we observed cutting forces. The cutting force plays an
important role in the process of woodworking, especially related to the life of the
tool. The Table 1. illustrates this result and shows that the cutting forces (Xc, Yc,
Xb, Yb) are not influenced by the type of the cultivar, despite some fluctuations,
which may be due to density differences between the cultivars. The same applies
to the radial position, no significant effect of forces in radial position (sapwood
and heartwood) is identified.
Table 1. Analysis of variance efforts
Effort Effet DF SS MS F P
Xc
Cultivar 13 49764 3828.03 0.13NS 0.99
Position radial 1 24 24.28 0.00 NS 0.98
Position radial*cultivar 13 24831 1910.06 0.07 NS 0.99
Errer 57 1621786 28452.38
Total 84 1696405
Yc
Cultivar 13 3038.4 2337.34 0.15 NS 0.99
Position radial 1 8902.0 8902.02 0.60 NS 0.99 Position radial*cultivar 13 12102.6 930.97 0.06 NS 0.99
Errer 57 857613.5 15045.85
Total 84 909003.5
Xb
Cultivar 13 20163.0 1550.99 0.22 NS 0.99
Position radial 1 206.4 206.35 0.03 NS 0.86
Position radial*cultivar 13 2405.9 185.07 0.03 NS 1.00
Errer 57 402523.1 7061.81
Total 84 425298.3
Yb
Cultivar 13 411143 31626.4 0.20 NS 0.99
Position radial 1 2834 2834.5 0.02 NS 0.90
Position radial*cultivar 13 154554 11888.8 0.07 NS 0.99
Errer 57 909334 159531.7
Total 84 9661835
DF: Degree of Free SS: Sum of Square MS: Mean of Square *: Significant variance at the 5%
The study of Figure 10 shows that the wear of the pression bar has a huge
influence on the effort exerted on the bar (Xb and Yb).
(a) (b)
Figure 10. Variation of efforts in heartwood (a) and sapwood (b) on micro-lathe
Efforts obtained for the Taro, Lena, and Lambro is more low than the
others. Thus, we find a similar shape efforts to the two parts of wood (heartwood
and sapwood) represented in Figure 10. It should be noted that the natural
tendency should be opposed without the effect of wood since the actual pressure
exerted by the flank of knife and pressure bar should decrease as the diameter of
the log is reduced (purely geometric). Although small, these correlations are real
and suggest a relationship of cause and effect.
Cutting forces in heartwood and sapwood parties on micro-lathe are close
but there is a significant correlation between the radial position on the one hand
and the mean Yc and standard deviation, Xc and Yc other (Appendix 2). We find
this correlation if we integrated with the moisture content factor. In reverse, the
correlation matrix alone does not distinguish with the respective contributions of
There are several factors that affect the value of the cutting force veneer
from timber and are derived from the engine. For derived from wood such as
wood species, wood density, moisture content of wood, annual rings (Tochigi, et.
al., 2005). While from the engine factors are, knife and pression bar (Bakar,
2004). The density of 14 cultivars studied ranged from 0.30 to 0.38, moisture
content of each type ranged between 125-167%.
The sharpness of the blade is one important factor in cutting material. The
sharpness of the blade has a significant effect on the cutting force. The sharper the
knife used the cutting force generated is also lower.
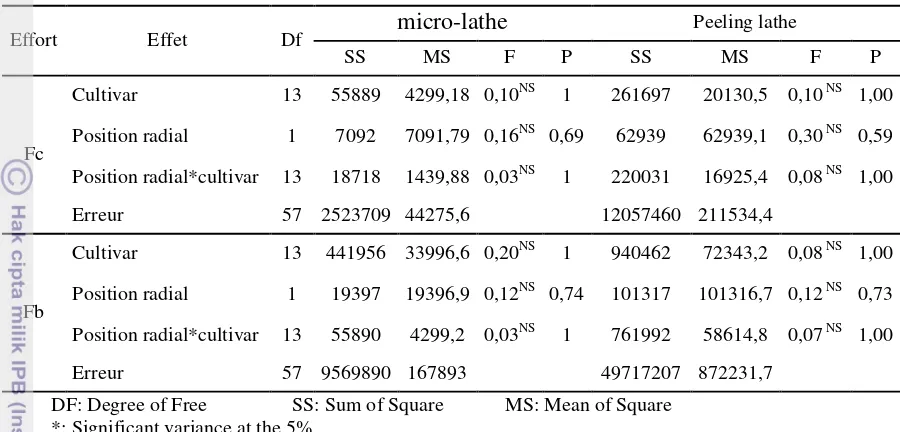
The Comparison of Cutting Force between Peeling Lathe and Micro-Lathe
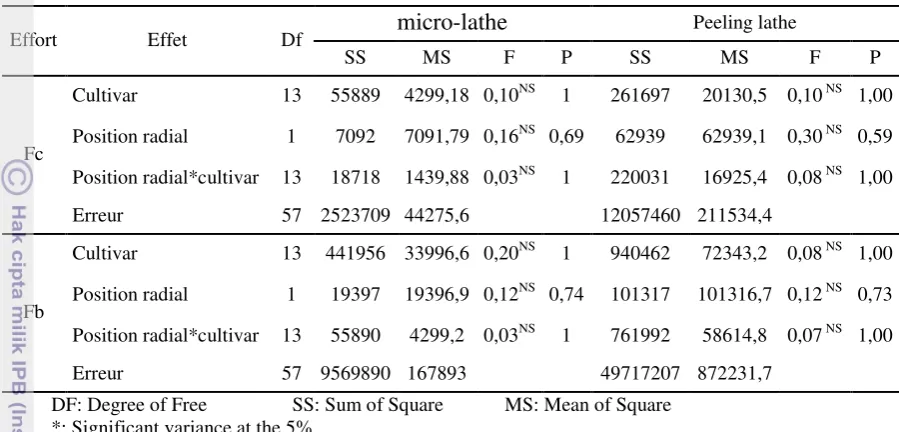
A first glimpse of the profile variation of forces measured (Table 2.) shows
that for both tests (peeling lathe and micro-lathe), analysis of variance revealed no
significant effect of the radial position (heartwood and sapwood) on Fb and Fc
results.
In general, the cultivar effect is not significant since the efforts are very
similar regardless of the trees. In addition, the site effect is not significant on the
various indicators of the cutting force which corresponds to the results of the
literature. Efforts are the lowest recorded in the case of poplar. Although it is of
Table 2. ANOVA of resultant forces Fb and Fc micro-lathe and peeling lathe.
Effort Effet Df micro-lathe Peeling lathe
SS MS F P SS MS F P
Fc
Cultivar 13 55889 4299,18 0,10NS 1 261697 20130,5 0,10 NS 1,00
Position radial 1 7092 7091,79 0,16NS 0,69 62939 62939,1 0,30 NS 0,59
Position radial*cultivar 13 18718 1439,88 0,03NS 1 220031 16925,4 0,08 NS 1,00
Erreur 57 2523709 44275,6 12057460 211534,4
Fb
Cultivar 13 441956 33996,6 0,20NS 1 940462 72343,2 0,08 NS 1,00
Position radial 1 19397 19396,9 0,12NS 0,74 101317 101316,7 0,12 NS 0,73
Position radial*cultivar 13 55890 4299,2 0,03NS 1 761992 58614,8 0,07 NS 1,00
Erreur 57 9569890 167893 49717207 872231,7
DF: Degree of Free SS: Sum of Square MS: Mean of Square *: Significant variance at the 5%
NS: not significant variance
In the process of rotary cutting it must first be determined center point
disks (disks center). This disks center is not always in the pith of disks. The
purpose for this was to placed the disks on the micro lathe and for the efficiency
of veneer because the form of wood is not always cylinder.
Reverse reaction given by the wood under the track pieces (mother wood)
that acts as a cushion against the pressure of Yc as though under pressure from
two opposite directions, because the pressure of the two-way blades are in a stable
position with pressure (normal force) relatively small. As a result, the blade can
cut it with a constant trajectory so that the consistency of thick pieces of veneer
can be maintained. Yb pressure given by nose bar is essentially the same as that
received by compressed wood is peeled. Therefore, it is actually a compressed Yb
Figure 11. Variation of force resultant on the bar and on the tool of micro-lathe (left) and peeling lathe industrial (right)
In the figure above, the efforts for each cultivar are fairly stable except for
Dvina and Soligo, one of the samples were exploded, both in micro-lathe or
peeling lathe industrial. The cutting force of cultivar Taro, Alcinde, Lena, Lambro
and Koster are little higher than the others. However, it is noted that the forces
measured during cutting Trichobel in unwinding are significantly lower than the
others, but in the micro-lathe, cutting force from the unwinding of the cultivar
Brenta are significantly lower than the others. The value in peeling lathe is higher
than in micro-lathe, it's because Bp in peeling lathe is bigger about 10%. In other
hand, knife angle also influenced the force but only to a small extent appeared to
influence the damage greatly (Kempe, 1967).
Analysis of Lathe Check in SMOF
SMOF allows the measurement of the frequency and the average depth of
cracking on strips of veneer place on the lathe or on the industrial micro-lathe.
There are two main characteristics that describe the cracking: the depths and
below, the analysis of variance shows no significant effect on the radial position
of the depth and percentage of lathe checks.
Usually lathe checks can be caused by the fractionation process during the
peeling process. It can also be explained by the sharp knife (new tool or lapped,
dull knife). Basically, a sharp knife will have a small nose radius so that the knife
is perfectly effective, but when using a blunt knife, the tip radius becomes larger.
In this case and produce a poor quality of surface and a high cracking. These
conditions will worsen if you use a dull knife and in parallel with a large cutting
speed. In the best case you get a plating with strong Fc cracks. If the cutting speed
becomes too high, it will therefore be impossible to get a veneer.
Table 3. Analysis of variance (mean and standard deviation) for depth and percentage of lathe-checks
Effort Effet DF Mean Standard Deviation
SS MS F P SS MS F P
Depth of
lathe-checks
Cultivar 13 2.365 0.181 0.158 NS 0.99 0.150 0.011 0.098NS 0.99
Position radial 1 0.002 0.002 0.002 NS 0.96 0.003 0.003 0.028 NS 0.87 Position
radial*cultivar 13 0.686 0.052 0.045 NS 1.00 0.093 0.007 0.061 NS 0.99
Errer 57 65.745 1.153 6.713 0.117
Pourcentage of
lathe-checks
Cultivar 13 222.08 209.391 0.155 NS 0.99 170.731 13.133 0.096 NS 0.99
Position radial 1 4.71 4.707 0.003 NS 0.95 2.930 2.930 0.021 NS 0.88 Position
radial*cultivar 13 784.09 60.315 0.044 NS 1.00 109.456 8.419 0.061 NS 0.99 Errer 57 76631.7 1344.416 7827.788
DF: Degree of Free SS: Sum of Square MS: Mean of Square *: Significant variance at the 5%
NS: not significant variance
The high pression of pressure bar can minimize lathe checks, but increase
the friction. While the low pression of pressure bar can reduce the friction and
Factor of knife and pression bar can affected the lathe cheks on veneer. For
the factor of knife especially in the sharpness and the angle. A dull knife can
produce lathe checks a lot (Iswanto, 2008). As for angle of sharpness, the greater
the angle the higher the checks depth. But if the angle of sharpness are too small
that can lead to fractures cause not being able to resist pressure of wood.
Consequently the thickness of veneer was uneven.
Figure 12. The percentage of cracking for each cultivar
The image above explains that there is no significant difference of lathe
checks in veneer between sapwood and heartwood. The depth of lathe checks in
the veneer is determined primarily by the rate of the pressure bar and its position
(Bakar, 2004). In this study, the compression ratio is constant (even of the
thickness equal to 3 mm), we can not see change. As for cracking, this factor
seems to depend on the thickness and place the pressure bar and can be improved
by changing the settings of peeling. Descamps (2009) explains that the depth of
lathe checks appears significantly correlated with a mechanical and destructive
tests only 4-point bending. Indeed, the modulus of elasticity decreases as the
CONCLUSION AND RECOMMENDATION Conclusion
These experiments also allowed us to identify the quality of the veneer.
The effect of cultivar and radial position are identical. Generally, the effect of
cultivar and radial position are not significant on the various indicators of cutting
forces as efforts are very similar regardless of the trees. Moreover, these effects
are not significant for lathe checks veneers.
1. Cultivars Mella, I-214, and Trichobel, has less cutting force,
2. Cultivars Taro, Lena, Lambro, Polargo, and Koster has high cutting force
3. Cultivars Dvina, Soligo, Brenta, Alcinde, Triplo, and A4A has medium
cutting force.
4. The cultivars that have average lathe checks are Lambro, Koster, Taro, and
Mella
5. The cultivars that have low lathe checks are Dvina, Soligo and I-214,
6. High lathe checks Trichobel, Lena, Alcinde, Polargo, Triplo, A4A, and Brenta
The force in peeling lathe is higher than in micro-lathe, it's because the
compression rate of the pressure bar (Bp) in peeling lathe is bigger about 10%.
Recommendation
The presentation system, SMOF, is capable of automatically characterizing
the quality, in terms of lathe checks control, the products of a long plating
micro-lathe laboratory. Many micro-lathe checks were not taken into account, which has
significantly distorted the result. More pulley SMOF seems too open cracks. A
further test must be made to compare the percentages of cracking between the
REFERENCES
Bakar. E.S. 2004. Study on the Influences of Nosebar Setting of a Peeler on the Compressive Forces and Cutting Quality of Veneer. Journal of Tropical Wood Science and Technology. Vol 2(2): 83-89. - Journal
Daoui A., J. Douzet, R. Marchal, A. Zerizer. 2007. Valorisation du bois de pin d'Alep par déroulage : optimisation de son étuvage. Bois et forets des tropiques. N° 294 (4). pp 51-64.
Davison, J and W. W. Riggs. 2003. Hybrid Poplar Production 1998-2003 in Eureka and Churchill Counties. University of Nevada
Denaud. L.E. 2006. Analyses vibratoires et acoustiques du déroulage. Thèse de Doctorat de L'école Nationale Supérieur d'Arts et Métiers
Descamps C. 2009. Influence des fissuration des placages sur les proprétés mécanique du LVL. Rapport de PE. Arts et Métiers ParisTech. Cluny
Domenico, C. and N. Giuseppe. 2011. Poplar Wood Production in Europe on Account of Market Criticalities and Agricultural, Forestry and Energy Policy. Trabajo Técnico. Tercer Congreso Internacional de Salicáceas en Argentina. http://www.populus.it/pdf/JS2011_COALOA_NERVO.PDF
Dupleix, A., R. Marchal, L. Bleron, F. Rossi and M. Hughes. 2010. On-line heating temperatures of green-wood prior to peeling. IWCS.
Hafida. E. L. H. 2009.0 Effets cultivar et station sur les propriétés mécaniques de LVL et contreplaqués issus du déroulage de peupliers. Th. Sciences des
Métiers de l’Ingénieur. 23 septembre 2009. Arts et Métiers ParisTech
Iswanto, A. H. 2008. Kayu Lapis (Plywood). Repository. Departemen Kehutanan. Fakultas Pertanian. Universitas Sumatera Utara
Juan. 2012. Travail mécanique du bois - Lois générales du l'usinage. Dossier Technique de l'ingénieur; l'expertise technique et scientifique de référence. pp. 21
Kempe, C. 1967. Forces and Damage involved in the Hydraulic Shearing of Wood. Skogshogskolan. Royal College of Forestry. Stockeolm
Labidi C. 2006. Amélioration de la durée de service d'outils d'usinage du bois par traitements de surface et préparation de l'arête de coupe. Thèse de Doctorat de L'école Nationale Supérieur d'Arts et Métiers
Lubis, M. R. 2010. Perlakuan Awal Kayu Poplar dengan Menggunakan Ca(OH)2.
Palubicki. B., R. Marchal, Jean-Claude Butaud, Louis-Etienne Denaud, L. Bleron, R. Collet, G. Kowaluk. 2010. A method of lathe checks measurements. SMOF device and its software. European Journal of Wood and Wood Products. 68:2. pp 151-159
Thibaut B. 1988. Le processus de coupe du bois par déroulage. Thèse de Doctorat d'Etat. Université des Sciences et Technique du Languedoc.J.
Tochigi, T., Jun Kobayashi, Hiroya Ohbayashi, and Takao Momoi. 2005. Studies on veneer cutting at the cellular level. Faculty of Region Environment
Science. Tokyo University of Agriculture. Tokyo. Japan
Cultivar
Site Position
Radial
Cutting Force of Micro-Lathe Lathe Check
Standard Deviation Mean Mean Standard deviation
Xc Yc Xb Yb Xc Yc Xb Yb Depth of
lathe checks Pourcentage of lathe checks Depth of lathe checks Pourcentage of lathe checks Dvina
Sainte Hermine Sapwood 16,41 22,58 8,23 45,71 -136,55 78,46 61,24 -305,22 0,950 32,910 0,274 9,480 Heartwood 23,02 22,51 8,46 56,2 -151,66 91,67 61,25 -330,15 0,825 28,439 0,260 9,014
La Réole Sapwood 11,37 17,06 10,29 51,47 -102,36 76,66 42,37 -207,93 1,267 41,827 0,404 13,484
Heartwood 0 0 0 0 0 0 0 0 0,000 0,000 0,000 0,000
Blanzay sur Boutonne Sapwood 32,29 31,03 11,58 72,35 -187,69 97,29 75,54 -384,57 0,471 16,217 0,224 7,745 Heartwood 32,27 34,22 23,46 110,5 -180,91 106,89 65,85 -369,9 0,681 23,480 0,228 7,813
Lena
Sainte Hermine Sapwood 18,52 19,42 9,49 42,92 -114,23 64,62 77,74 -327,66 0,695 23,104 0,196 6,475 Heartwood 56,12 60,35 21,12 125,75 -158,26 127,15 93,8 -468,02 0,817 27,416 0,210 7,099
La Réole Sapwood 34 30,43 14,8 66,9 -154,86 65,55 96,34 -403,77 0,787 26,317 0,209 6,868 Heartwood 90,13 127,25 26,83 154,77 -175,89 170,6 102,24 -500,11 1,232 41,629 0,444 15,407 Sainte Nicolas la
Chapelle
Sapwood 35,57 30,7 14,38 98,13 -148,96 91,6 76,11 -385,75 1,178 39,874 0,435 14,770 Heartwood 28,34 20,08 9,16 53,07 -183,01 82,38 68,09 -384,25 1,451 49,181 0,456 15,411
Soligo
Sainte Hermine Sapwood 24,6 32,15 13,71 65,78 -170,5 159,06 89,46 -461,15 0,623 21,120 0,266 9,005 Heartwood 35,19 44,59 14,89 66,47 -201,78 156,41 83,55 -480,41 0,755 25,741 0,291 9,921
La Réole Sapwood 0 0 0 0 0 0 0 0 0,000 0,000 0,000 0,000
Heartwood 0 0 0 0 0 0 0 0 0,000 0,000 0,000 0,000
Sainte Nicolas la Chapelle
Sapwood 33,11 17,76 23,09 76,58 -126,01 79,2 93,6 -334,63 0,910 31,367 0,348 11,937 Heartwood 26,59 20,53 16,06 81,83 -159,78 107,48 107,93 -541,84 0,892 30,199 0,351 11,849
Lambro
Sainte Hermine Sapwood 21,96 29,61 11,61 62,35 -161,66 154,27 83,63 -425,82 0,654 21,856 0,271 9,052 Heartwood 25,88 26,26 10,82 59,07 179,52 174,83 87,91 -482,02 0,879 30,056 0,312 10,666
La Réole Sapwood 21,5 19,29 12,22 61,69 -119,53 63,86 85,36 -360,89 0,814 27,137 0,218 7,301 Heartwood 18,87 21,1 14,26 73,23 -120,02 90,33 83,26 -391,1 0,906 30,493 0,263 8,845 Sainte Nicolas la
Chapelle
Sapwood 15,07 13,21 8,54 36,87 -116,42 75,46 65,11 -270,53 0,822 27,953 0,231 7,792 Heartwood 15,97 14,16 6,57 33,98 -168,39 101,22 74,38 -408,85 0,931 31,866 0,262 8,964
Cultivar Site
Position Radial
Cutting Force of Micro-Lathe Lathe Check
Standard Deviation Mean Mean Standard deviation
Xc Yc Xb Yb Xc Yc Xb Yb Depth of
lathe checks Pourcentage of lathe checks Depth of lathe checks Pourcentage of lathe checks Brenta
Sainte Hermine Sapwood 13,18 14,81 9,14 44,35 -98,05 55,94 72,54 -320,54 0,856 28,466 0,248 8,203 Heartwood 18,51 28,2 14,38 58,2 -111,21 129,49 88,91 -235,94 0,995 33,638 0,277 9,431
La Réole Sapwood 16,27 16,63 10,51 46,22 -128,54 70,01 76,2 -313,75 0,820 27,791 0,271 9,188 Heartwood 22,74 23,92 9,97 61,9 -138,21 77,83 84,59 -398,03 0,919 31,134 0,272 9,223 Sainte Nicolas la
Chapelle
Sapwood 15,5 12,34 27,4 44,26 -104,47 53,7 120,02 -300,89 1,379 46,181 0,617 20,599 Heartwood 27,81 18,72 14,11 61,68 -135,61 94,67 98,58 -335,63 0,856 28,944 0,286 9,631
Koster
Sainte Hermine Sapwood 14,94 18,07 8,22 40,19 -147,66 125,18 68,04 -348,12 0,396 13,476 0,207 7,039 Heartwood 19,62 27,61 9,45 55,01 -162,79 149,42 72,03 -395,52 0,699 24,033 0,249 8,519 La Réole Sapwood 30,02 38,35 17,47 76,54 -153,69 145,76 78,57 -361,56 0,744 25,383 0,275 9,372 Heartwood 22,52 32,8 11,84 63,82 -167,73 172,03 82,46 -429,46 1,112 38,129 0,345 11,858 Sainte Nicolas la
Chapelle Sapwood 20,92 27,05 13,09 64,14 -134,17 103,38 90,86 -399,14 0,951 32,017 0,244 8,229 Heartwood 20,62 25,09 15,35 70,94 -139,43 120,92 94,97 437,66 0,795 26,623 0,235 7,812
Taro
Blanzay sur Boutonne Sapwood 34,54 30,22 14,76 81,04 -182,05 67,51 83,14 -410,01 0,788 27,693 0,229 8,051 Heartwood 44,32 38,46 20,4 113,83 -201,58 138,89 118,88 -652,93 0,846 28,664 0,227 7,753 La Réole Sapwood 35,12 49,18 14,86 82,44 -163,32 89,46 89,43 -444,48 1,005 34,559 0,277 9,513 Heartwood 31,04 47,77 12,44 75,02 -160,82 101,6 85,14 -443,46 1,049 35,870 0,303 10,364 Sainte Nicolas la
Chapelle Sapwood 29,84 27,98 11,79 72,78 -162,72 126,88 70,53 -359,57 0,654 22,293 0,241 8,187 Heartwood 18,89 25,04 10,12 52,84 -168,11 147,15 74,96 -411,1 0,476 16,355 0,213 7,316
Cultivar Site
Position Radial
Cutting Force of Micro-Lathe Lathe Check
Standard Deviation Mean Mean Standard deviation
Xc Yc Xb Yb Xc Yc Xb Yb Depth of
lathe checks Pourcentage of lathe checks Depth of lathe checks Pourcentage of lathe checks Mella
Blanzay sur Boutonne Sapwood 28,21 26,62 11,73 62,51 -171,57 110,52 76,27 -370,75 0,558 19,127 0,210 7,148
Heartwood 0 0 0 0 0 0 0 0 0,000 0,000 0,000 0,000
La Réole Sapwood 19,24 16,66 3,14 3,95 -117,94 43,04 41,95 -3,86 1,127 38,973 0,318 11,087
Heartwood 20,83 16,36 9,16 53,84 -155,6 77,17 42,02 -269,91 1,353 46,452 0,314 10,844
Sainte Nicolas la
Chapelle Sapwood 15,18 14,99 17,24 48,16 -116,03 69,31 105,44 -319,64 0,909 31,339 0,435 14,961 Heartwood 27,93 23,13 14,94 42,53 -149,22 158,48 121,36 -401,14 0,752 26,069 0,306 10,596
I214
Blanzay sur Boutonne Sapwood 20,72 30,15 11,74 86,53 -113,78 100,87 67,95 -337,34 0,861 29,430 0,242 8,227 Heartwood 16,45 27,1 11,16 57,62 -132,96 118,03 74,59 -414,06 0,745 25,977 0,232 8,049 La Réole Sapwood 11,71 13,32 13,31 55,65 -97,79 84,74 75,72 -195,36 0,625 21,175 0,205 6,910
Heartwood 0 0 0 0 0 0 0 0 0,000 0,000 0,000 0,000
Sainte Nicolas la
Chapelle Sapwood 11,4 13,17 5,86 36,85 -115,5 89,39 53,18 -230,8 0,597 20,564 0,270 9,320
Heartwood 16,88 15,99 7,2 36,67 -140,25 98,25 56,38 -304,89 0,645 22,307 0,267 9,242
Trichobel
Vauchelle le Authis Sapwood 14,01 20,01 4,78 25,06 -111,59 89,5 37,52 -189,86 0,866 29,497 0,263 8,958
Heartwood 24,25 19,59 4,74 26,09 -124,51 64,86 28,48 -178,03 1,066 36,777 0,333 11,437
Long Sapwood 14,3 12,12 7,09 31,6 -100,55 36,32 47,31 -186,19 1,136 38,788 0,295 10,108
Heartwood 37,24 38,33 9,57 56,41 -122,59 56,46 42,09 -211,05 0,958 32,775 0,316 10,680
Le Busseau Sapwood 25,95 23,65 9,33 58,23 -113,79 78,97 63,37 -277,97 1,365 46,814 0,549 18,864
Heartwood 24,47 18,39 6,95 46,46 -115,12 69,41 46,03 -273,49 1,181 40,843 0,339 11,751
Cultivar Site
Position Radial
Cutting Force of Micro-Lathe Lathe Check
Standard Deviation Mean Mean Standard deviation
Xc Yc Xb Yb Xc Yc Xb Yb Depth of
lathe checks Pourcentage of lathe checks Depth of lathe checks Pourcentage of lathe checks Alcinde
Vervant Sapwood 14,89 17,95 10,62 45,68 -118,79 128,82 77,2 -384,38 1,143 39,609 0,249 8,650
Heartwood 17,05 25,14 10,83 55,7 -129,66 150,16 74,6 -397,58 1,332 45,480 0,304 10,405
Saint Jean d'Angely Sapwood 21,42 23,4 10,75 50,54 -173,41 58,81 68,85 -350,62 0,850 28,816 0,242 8,170 Heartwood 30,06 29,88 12,61 83,59 -189,53 57,25 76,27 -436,42 1,236 41,996 0,318 10,834 Le Busseau Sapwood 35,96 30,43 12,95 66,74 -177,15 61,82 79,03 -390,25 0,929 31,353 0,238 8,022 Heartwood 27,56 31,41 14,89 54,41 -109,14 81,59 32,75 -171,12 1,107 37,712 0,256 8,717
Polargo
Epieds Sapwood 19,08 16,12 6,62 32,36 -134,07 39,39 39,05 -174,98 0,977 33,609 0,329 11,443 Heartwood 35,17 41,02 11,07 55,17 -198,08 67,01 46,33 -351,64 0,939 32,555 0,361 12,415 Saint Jean d'Angely Sapwood 14,71 18,32 4,38 24,75 -135,7 109,54 39,39 -207,05 0,781 26,547 0,272 9,204 Heartwood 59,42 88,02 9,34 89,05 -173,47 159,64 44,32 -282,56 0,858 29,503 0,294 10,141 Bussy les Daours Sapwood 17,38 15,23 9,19 34,59 -142,72 68,53 63,09 -297,94 0,805 27,557 0,264 9,032
Heartwood 33,97 23,07 10,34 56,66 -172,81 91,38 59,18 -328,5 1,046 36,147 0,315 10,864
Triplo
Vervant Sapwood 16,93 23,65 9,1 47,28 -121,27 59,68 73,44 -335,12 0,904 31,311 0,281 9,686 Heartwood 22,76 23,8 10,19 76,58 -140,41 211,05 86,45 -462,18 0,945 32,502 0,281 9,632 Saint Jean d'Angely Sapwood 14,28 16,03 5,61 25,6 -129,46 120,87 33,74 -194,39 0,944 32,095 0,278 9,431 Heartwood 20,96 24,26 5,09 37,34 -149,22 149,12 40,92 -252,06 0,887 30,361 0,236 8,077 Bussy les Daours Sapwood 17,92 14,92 9,28 41,69 -128,91 70,98 54,36 -256,44 0,817 27,899 0,194 6,611
Heartwood 15,64 13,53 8,68 41,76 -115,28 84,63 50,28 -243,39 0,938 32,151 0,241 8,262
A4A
Clarques Sapwood 25,44 23,1 6,32 30,11 -137,51 96,35 37,34 -182,39 0,850 29,112 0,265 9,114
Heartwood 41,06 35,69 8,9 43,18 -166 118,75 40,32 -227,1 1,023 35,109 0,337 11,595
Argenton Sapwood 27,48 32,23 9,35 50,79 -140,57 79,71 50,3 -241,68 0,815 27,906 0,266 9,062 Heartwood 34,94 38,99 10,75 49,45 -157,97 116,13 54,94 -300,1 0,909 31,413 0,255 8,826 Bussy les Daours Sapwood 33,93 38,1 27,83 81,66 -123,53 107,32 55,15 -274,02 1,048 35,939 0,270 9,225 Heartwood 53,07 59,79 16,88 90,76 -142,45 142,77 57,73 -288,68 1,064 36,870 0,303 10,572
Appendix II. Matrix of Correlations
Variable Site Cultivar position radial
Thickness MC Depth of checks
% of checks
Xc m Xc s Yc m Yc s Xb m Xb s Yb m Yc b CovYc CovXc CovYb CovXb
ABSTRACT
MEYLIDA NURRACHMANIA (2012), Study of Deroulability in 14 Cultivars of Poplar: Analysis of Cutting Force And Lathe Checks Of Veneer In Micro-Lathe. Under the supervision of NARESWORO NUGROHO and LAURENT BLERON.
Poplar is well known for its large wood production. Through this work, the objective of this study seeks to identify the qualities of new cultivars of poplar and classify these new cultivars in a reference quality poplar wood (by evaluating the lathe check phenomenon and measurement of cutting forces in micro-lathe). The 42 disks of 14 cultivars and three stations were conducted in 3 mm for two types of veneer, "heartwood" and "sapwood". The 14 cultivars are concerned from cultivars currently on the market of plant poplar. The micro-lathe was used to measure cutting forces. Veneer of peeling process in micro-lathe was observed using a device called SMOF for systematic and objective analysis of lathe check in the veneer. The result is shown that there no significant effect of the radial position (heartwood and sapwood) and cultivar on the cutting force (Xc/force knife vertical, Yc/force knife horizontal, Xb/force bar vertical, and Yb/force bar horizontal), depth and percentage of lathe check.
SUMMARY
MEYLIDA NURRACHMANIA (2012), Studi Pengupasan 14 Kultivar Poplar: Analisis Cutting Force (Gaya Pemotongan) dan Lathe Checks (Retak Kupas) Vinir pada Micro-Lathe. Di bawah bimbingan NARESWORO NUGROHO dan LAURENT BLERON.
Poplar is well known for its large wood production. The statistical data on poplar cultivation available worldwide are referred to different cultural. France is the largest producer of poplar wood in European countries and an area of 236.000 ha with 1,8 m3 wood production. Production of poplar is based on the use of a large number of genetically different cultivars. One way to generate a variety of cultivars is by doing genetic engineering tree through the hybridization process. Hybrid poplars are trees that are developed by crossing two different species of poplars. Poplar wood is being destined to the production of plywood or LVL (veneer). Through this work, the objective of this study seeks to identify the qualities of new cultivars of poplar and classify these new cultivars in a reference quality poplar wood (by evaluating the lathe check phenomenon and measurement of cutting forces in micro-lathe). Order these new cultivars in the repository poplar wood quality named «Référentiel qualités du bois des cultivar de
peuplier ».
The 42 disks of 14 cultivars and three stations were conducted in 3 mm for two types of veneer, "heartwood" and "sapwood". The 14 cultivars are concerned from cultivars currently on the market of plant poplar. Therefore, the 14 cultivars are: A4A, Brenta, Koster, Lambro, Mella, Polargo, Soligo, Taro, Triplo, Trichobel, Dvina, Lena, Alcinde and I-214. Micro-lathe was an instrumented for peeling disks from 10 to 30 mm wide. The micro-lathe that can scroll experimental discs of wood and non ridges integers. This reproduces the unwinding smaller scale and it also allow measurement of cutting forces. Veneer of peeling process in micro-lathe was observed using a device called SMOF for systematic and objective analysis of lathe check in the veneer.
vertical, Yc/force knife horizontal, Xb/force bar vertical, and Yb/force bar horizontal), depth and percentage of lathe check. There are several factors that affect the value of the cutting force veneer from timber and are derived from the engine. For derived from wood such as wood species, wood density, moisture content of wood, annual rings.
Lathe check, the phenomenon is created during peeling. Lathe checks has also an important role on the quality of the veneer. Usually lathe checks can be caused by the fractionation process during the peeling process. It can also be explained by the sharp knife (new tool or lapped, dull knife). Basically, a sharp knife will have a small nose radius so that the knife is perfectly effective, but when using a blunt knife, the tip radius becomes larger. In this case and produce a poor quality of surface and a high cracking. The depth of lathe checks appears significantly correlated with a mechanical and destructive tests only 4-point bending. Indeed, the modulus of elasticity decreases as the depth of cracking.
INTRODUCTION
Background
Poplar is well known for its large wood production. The statistical data on
poplar cultivation available worldwide are referred to different cultural. France is
the largest producer of poplar wood in European countries and an area of 236.000
ha with 1,8 m3 wood production (Domenico and Giuseppe, 2011).
Quality of wood poplar has variations due to their genetic characteristics,
but also their growth conditions. Production of poplar is based on the use of a
large number of genetically different cultivars. One way to generate a variety of
cultivars is by doing genetic engineering tree through the hybridization process.
Hybrid poplars are trees that are developed by crossing two different species of
poplars (Davison and Riggs, 2003). The advantage of this diversity is to adapt
better to varying site conditions (climate and soil), but also reduce pest risks from
the use of cultivars. This diversification of cultivars is the guarantee of sustainable
poplar production.
Poplar wood is being destined to the production of plywood or LVL
(veneer) which is used for beam or headers (Davison and Riggs, 2003). The first
step in producing plywood or LVL is thus to achieve a peeling process to generate
a veneer. In veneer production, lathe checks created during the cutting process
affect the veneer quality. It can occur inside veneer during the veneer peeling.
Previous studies have determined that lathe checks are generated due to
tensile stress in bending at the rake face of the knife (Tochigi, et. al., 2005). It
its huge effect, first on the veneer and then on the mechanical strength of plywood
or LVL (Ohya et al. 1989 and DeVallance et al. 2007 in Palubicki, et. al., 2010).
Cracking of the veneer is one of the most critical defects of veneer (resulting in
handling difficulties, excess glue consumption, poor surface veneer, etc.) .
Methods and devices for lathe check detection are not so common. The
laboratory wood school Arts et Métiers ParisTech Cluny, France, has a
lathe for this experimental as well as an industrial lathe (peeling). This
micro-lathe has been specially designed for the peeling tests. It also allows to measure
cutting forces. To measure the cracking veneer, used a device called SMOF
System® (Système de Mesure Optique des Fissuration) device developed by the
laboratory.
In this study, we are examined the lathe check (max and min depth of
checks, presentation of checks) and cutting force for knife and pression bar
(Xc/force knife vertical, Yc/force knife horizontal, Xb/force bar vertical, and
Yb/force bar horizontal) in sapwood and heartwood from new cultivar of cultivars
Poplar currently on the market poplar plants.
Objectives
The objective of this study aims to identify the qualities of sapwood and
heartwood of new cultivars of poplar and classify these new cultivars in a
reference quality poplar wood (assessing the lathe checks phenomenon and
measurement of cutting forces in micro-lathe). Order these new cultivars in the
repository poplar wood quality named «Référentiel qualités du bois des cultivar
LITERATURE REVIEW
Poplar
Poplars are trees of the genus Populous family Salicaceae. The genus
Populous includes 35 species of temperate and cold regions of the northern
hemisphere. It also includes cottonwoods, and aspen (Davison and Riggs, 2003).
It also contains many natural hybrids or artificial (man-made). The poplar trees in
the rapid growth rarely occur in dense forest but in and around riparian wetlands
where as willows. Their root system, important, often superficial and tracing (such
as poplar Italy for example) can destroy walls, lift asphalt mixes and colonize
sewer pipes. Some species (aspen) can grow on poor sandy soils and withstand
relatively sea spray at a certain distance from the sea, however.
Poplars tend to produce tension wood quite easily (Balatinecz, 2001). The
gene has a significant influence on the tension wood. The effect of the
environment (wind and phototropism) can also promote the production of tension
wood. The presence of tension wood is accompanied by the formation of deep
radial slots. At slaughter, the trees can literally crack due to tension wood. Poplar
is one of the top three in France after hardwood oak and beech.
The Peeling of Wood
The peeling is a process of primary wood processing allows the
manufacture of veneer sheets. The peeling process consists of transforming a bolt
into veneer using a rotary peeling lathe. Prior to peeling, the bolt is debarked and
angle is fixed on a movable carriage which is close to a regular basis of the axis of
rotation of the spindles. A continuous strip of wood, veneer, is formed (Figure 2).
The product obtained is the chip, which is the characteristic of peeling slicing as
elsewhere.
Figure1. Principe of peeling wood
The peeling is used to produce a veneer, by the combination of a rotational
movement of the timber and the in feed of the tool. The relative movement is a
spiral whose pitch (advance per turn of the knife of the ball) is equal to the
thickness of the cladding (Figure 1). The rotational movement is transmitted to the
ball by the pins of different forms depending on the hardness of the species. To
get the best wood available, it reduces the diameter of the residual nucleus using
telescopic spindles. Via a gear assembly, the advance of the knife is indexed to the
rotation of the shaft. To enter the woods in a direction 0-90, the knife must have a
cutting edge (nose) as thin as possible, consistent with the strength of the cutting
material. This is the steel is chosen, the wedge angle (nozzle) can be from 18 to
22o. The rake face of the blade to remain in abutment on the ball for a distance of
[image:51.595.145.422.195.359.2]requires a draft angle continuously varying from +2, when the log is large in
diameter, -1° to the end of the unwinding. This variation takes place
automatically, by a control device which inclines gradually when the knife
approaches the center of rotation (Juan, 2012). Obtained by peeling veneers are
generally used in the manufacture of plywood. Unwinding requires the woods are
green (filled with water beyond the saturation point of fibers) and free from large
cracks or checks, which affect the quality of the veneer.
The Knife
In wood cutting, when a knife-edge contacts a work piece being cut, the
work piece deforms elastically under the force in the neighborhood of the
knife-edge. So long as this force exceeds a certain value, the work piece ruptures at the
tip of the knife-edge, and the knife-edge continues further into the work piece.
The portion that has been separated from the work piece is compressed on the
rake face of the knife, deforming under compressive, shear, or other forces. The
types, directions of action, and magnitudes of the forces exerted on the work piece
during the cutting process have subtle dependence on numerous interdependent
factors: work piece conditions (such as fiber orientation, annual rings, moisture
content); tool conditions (such as angles of faces and edges and roughness); and
cutting conditions (such as cutting depth, cutting speed, and feed speed) (Tochigi,
et. al., 2005).
Too high a vertical dimension makes the bar more quickly inoperative as
small diameter wood, like the rest, a horizontal dimension too low may move the
Unlike an advance too low can compress unnecessarily chip between the bar and
the rake face of the tool favoring the appearance of avulsions, cracks and large
thickness variations (Marchal, 1996).
At the beginning of the operation, the knife attack the timber intermittently
until the ball has a cylindrical shape. The first elements are posted worthless
(Chiquettes). Then we can obtain a continuous sheet (Figure 2), but you can also
practice a groove along a generator to obtain sheets (Figure 3). In this research the
knife that used was fabricated in a low alloy steel (60SMD8 composition: 0.6% C,
1.8% Si, 0.7% Mn, 0.3% Cr, 0.5% Mo, 0.2% V) (Denaud, 2006).
Figure 2 et 3. Peeling Continue and Discontinue.
The Pressure Bar
To avoid a gap spreads in front of the cutting edge, it is necessary to
compress the wood. It is the role of a compression bar, usually static, although
rotating bars are frequently used in the United States or Canada. The main role of
a bar of pressure is to exercise a local compressive stress that opposes the tensile
stresses perpendicular responsible for cracking the plating cycle. Globally, a large
majority of pee