Tempat, Tanggal Lahir : Bogor, September 22, 1992 Umur / Status : 22 tahun/ single
Agama : Islam
Alamat : Kp. Cikedokan Rt 006/012 No 36 Ds. Sukadanau Kec.Cikarang Barat Kab. Bekasi Jawa Barat
Telefon : +62-896-9311-8887
E-mail : gugun2292@gmail.com
Minat : Olahraga
RIWAYAT PENDIDIKAN FORMAL
S1 Teknik Industri, Fakultas Teknik dan Ilmu Komputer Universitas Komputer Indonesia, Bandung (2010 2015)
SMK Karya Nusantara, Bekasi, Teknik Elektro (2007 - 2010) SMP Negeri 1 Cikarang Barat, Bekasi (2004 - 2007)
SD Negeri Sukadanau 05, Bekasi (1998 2004)
PENGALAMAN KERJA
2009 : Praktek Kerja Lapangan di PT Setia Guna Sejati, Bekasi.
2013 : Koordinator Asisten Lab. Sistem Produksi Unikom TA.2013/2014. 2013 : PT. Mekar Armada Jaya,Bekasi.
Kerja Praktek di Divisi Plant Service, dengan judul laporan: Usulan Pembuatan Database Dengan MenggunakanSoftware Microsoft AccesPada GudangPlant Servicedi PT. Mekar Armada Jaya, Bekasi. 2014 - Sekarang : Koordinator Asisten Lab. Sistem Produksi Unikom TA.2014/2015. 2014 : InstrukturSoftware MicrocosftAcces dan SPSS Pada Program
Pengabdian Masyarakat PelatihanSoftware Microsoft Accessdan SPSS, Bandung.
2014 : Piknik Tour n Travel sebagaiTour Leader.
TRAINING dan SEMINAR
2011 : Pelatihan Microsoft Office Access & Microsoft Office Project
2011 : Kunjunagn Industri di PT. Coca-cola Amatil Indonesia, Cibitung
2011 : kunjungan Industri di PT. Panasonic Electric Works Gobel Manufacturing Indonesia 2013 : Pelatihan membuat PC Router Menggunakan ClearOS
2013 :Workshop Software Production Operation Management (POM) 2013 : Ujian Hardware Komputer Universitas Komputer Indonesia
2011 2012 : Anggota Seksi Minat Bakat Himpunan Mahasiswa Teknik Industri 2013 2014 : Wakil Ketua Disivi Pengembangan Sumber Daya Manusia Himpunan
Mahasiswa Teknik Industri
1
1.1. Latar Belakang Masalah
Pertumbuhan industri setiap tahunnya terus meningkat dan menciptakan persaingan
dalam dunia industri yang semakin kompetitif. Untuk dapat bertahan dalam
persaingan industri yang kompetitif perusahaan harus mampu meningkatkan daya
saingnya agar dapat tetap unggul dalam industri yang dijalankan. faktor yang mem
pengaruhi perusahaan untuk tetap dapat bersaing dalam dunia industri yaitu kualitas
produk yang dihasilkan harus sesuai dengan keinginancustomer.
Kualitas menjadi hal yang harus diperhatikan dalam membuat produk, kualitas yang
baik dapat menguntungkan perusahaan sedangkan kualitas yang kurang baik atau
dibawah standar dapat merugikan perusahaan. Dalam kualitas terdapat batas atas
dan batas bawah yang merupakan standar dari perusahaan. Kualitas yang baik
dihasilkan dari proses produksi yang baik dan sesuai dengan standar kualitas yang
telah ditentukan oleh perusahaan berdasarkan kebutuhan perusahaan.
Untuk dapat menghasilkan produk yang berkualitas, proses satu dengan proses
lainnya pasti memiliki keterkaitan. Perusahaan harus dapat memproduksi sesuai
target dan keinginan pelanggan untuk mencapai kepuasan pelanggan. Kepuasan
konsumen atau pelanggan sebagai perasaan konsumen, baik itu berupa kesenangan
atau kekecewaan yang timbul dari membandingkan penampilan sebuah produk
dihubungkan dengan harapan konsumen atas produk tersebut.
Apabila produk yang dihasilkan tidak sesuai dengan kriteria yang ada maka dapat
dipastikan konsumen akan merasa tidak puas dan apabila kriteria produk sesuai atau
dirasakan oleh pelanggan. Kepuasan pelanggan menjadi tolak ukur dari
keberhasilan perusahaan tersebut.
PT Era Roda Sukses bergerak dibidang pembuatanrubberatau karet, yang dibentuk
berdasarkan pesanan konsumen. Produk yang dibuat sebagian besar pesanan dari
perusahaan otomotif seperti, Suzuki, Denso, dan AHM.Rubberyang dibuat berupa
selang-selang yang terdapat pada kendaraan bermotor roda dua maupun roda empat.
Berdasarkan hasil wawancara denganmanagerproduksi PT Era Roda Sukses, telah
terjadi masalah khususnya padaquality controlpada produk cover karena terdapat
produk hasil produksi yang cacat. Produk cacat menimbulkan kerugian yang
dialami oleh perusahaan antara lain dalam sektor biaya, tenaga dan waktu. Kerugian
yang timbul karena produk yang cacat tidak dapat dirework dan otomatis produk
tersebut tidak mempunyai nilai.
Semakin banyak produk cacat yang terjadi maka semakin banyak biaya produksi
yang terbuang. Produk cover merupakan salah satu produk yang dihasilkan oleh PT
Era Roda Sukses yang merupakan pesanan dari salah satu perusahaan. Perbaikan
yang dilakukan diharapkan dapat mengurangi presentase cacat pada masa yang
akan datang dan dapat meminimasi kerugian yang dialami oleh perusahaan yang
disebabkan oleh cacat produk. Meningkatkan kualitas produk tidak hanya melihat
dari segi manusianya saja tetapi banyak faktor yang harus diperhatikan terutama
5M yaitu Man, Machine, Money, Material dan Method. 5 faktor tersebut harus
dilakukan perbaikan untuk meningkatkan produk yang berkualitas.
Six sigma merupakan salah satu metode yang dapat digunakan untuk melakukan
perbaikan kualitas di perusahaan. Six sigma sudah banyak digunakan oleh
perusahaan-perusahaan besar di dunia salah satu perusahaan yang telah sukses
menggunakansix sigmaadalah motorola. Sesuai visi perusahaan yang ingin menuju
zero defectpada produk yang diproduksinya, visi perusahaan sejalan dengan tujuan
six sigma dan target perusahaan dalam menurunkan tingkat cacat yaitu sebesar
sebagai metode pengendalian kualitas di PT. Era Roda Sukses belum mampu
mencapai target dalam menurunkan cacat produk sebesar 0,5%. Tingkat cacat
produk dengan menggunakan metode QPCSI masih disekitaran 1-5%.
Berdasarkan dengan permasalahan yang ada diatas maka dalam laporan tugas akhir
ini peneliti mengambil judul “Usulan Perbaikan Kualitas Cover dengan
Menggunakan MetodeSix sigmaDi PT. Era Roda Sukses Bekasi”.
1.2. Identifikasi Masalah
Berdasarkan latar belakang masalah yang telah diuraikan diatas, dapat identifikasi
suatu maasalah yang timbul adalah sebagai berikut:
1. Jenis-jenis cacat produksi apa yang banyak terjadi di PT. Era Roda Sukses?
2. Bagaimana mengidentifikasi penyebab-penyebab terjadinya cacat produk
cover di PT.Era Roda Sukses?
3. Perbaikan apa yang harus dilakukan pada produk cover di PT. Era Roda
Sukses?
1.3. Tujuan Penelitian
Adapun tujuan yang ingin dicapai sebagai berikut:
1. Mengidentifikasi jenis-jenis cacat yang terjadi pada produk cover PT. Era Roda
Sukses.
2. Mengidentifikasi penyebab-penyebab terjadinya cacat produk cover di PT. Era
Roda Sukses.
3. Mengusulkan perbaikan pada produk cover.
1.4. Pembatas dan Asumsi Masalah
Pembatas dan asumsi dibuat agar ruang lingkup masalah yang dilakukan oleh
peneliti tidak terlalu luas serta memberikan arahan dalam menyelesaikan malasah.
Adapun batasan-batasan yang digunakan adalah Pengolahan data dilakukan hanya
Sedangkan asumsi yang digunakan adalah berupa tingkat kemampuan operator
diasumsikan sama.
1.5. Sistematika Penulisan
Bab 1 Pendahuluan
Berisikan latar belakang masalah, identifikasi masalah, tujuan penelitian, batasan
masalah, dan sistematika penulisan laporan.
Bab 2 Tinjauan Pustaka
Merupakan teori-teori yang dapat digunakan sebagai acuan dalam penelitian dan
teori-teori yang berhubungan dengan penelitian
Bab 3 Kerangka Pemecahan Masalah
Berisikan metodologi penelitian yang digunakan dalam penelitian berupa gambar
flow chartbeserta penjelasan langkah-langkah pemecahan masalah dariflow chart
tersebut.
Bab 4 Pengumpulan dan Pengolahan Data
Pengumpulan data berupa data umum perusahaan, data jumlah produk dan
jenis-jenis cacat. Pada pengolahan data menggunakan metodesix sigma.
Bab 5 Analisis
Berisikan analisis dari pengolahan data pada bab sebelumnya.
Bab 6 Kesimpulan dan Saran
Berisikan kesimpulan dari penelitian yang telah dilakukan sesuai dengan tujuan
awal penelitian serta saran-saran yang dapat menjadi masukan di masa yang akan
5
2.1. Pengertian Kualitas
Kualitas memiliki pengertian yang luas, setiap sudut pandang yang
mendefinisikannya pasti memiliki perbedaan. Sebagaian besar orang mempunyai
konsep pemahaman mengenai kualitas adalah sebagai hubungan satu atau lebih
karakteristik yang diinginkan dari sebuah produk maupun jasa. Namun masih
banyak lagi definisi kualitas yang lebih tepat.
Kualitas menjadi point yang sangat penting atau utama bagi para konsumen
sebelum memutuskan produk maupun jasa mana yang akan dipilhnya. Faktor ini
menjadi faktor yang utama tanpa memperdulikan apakah konsumen itu individul,
organisasi industri atau pemerintahan. Akibatnya, pemahaman akan peningkatan
kualitas sangat diperlukan, peningkatan kualitas adalah faktor kunci dari
keberhasilan bisnis, pertumbuhan, dan peningkatan persaingan. Peningkatan
kualitas dapat meningkatan keuntungan yang besar bagi perusahaanm dan
keberhasilan menggunakan kualitas sebagai bagian yang terintegrasi dari sebuah
strategi bisnis.
Definisi kualitas secara tradisional adalah dasar dari pandangan bahwa produk dan
jasa harus memenuhi persyaratan dari mereka yang menggunakannya.
2.1.1. Definisi Kualitas Dari Sudut Pandang Konsumen
Dalam pandangan Deming, konsumen adalah bagian paling penting dari sistem
produksi, tanpa konsumen tidak ada alasan untuk memproduksi. Sebuah produk
dapat memenuhi setiap spesifikasi dan ditawarkan dengan harga yang sesuai, tetapi
jika itu adalah produk yang salah, itu tidak ada gunanya bagi konsumen. Deming
Do, Chekt, Action. Menurut Deming empat langkah diulang terus menerus akan
menghasilkan dalam meningkatkan kualitas dengan menurunkan harga.
2.2. Seven Tools
Seven toolsatau 7 alat pengendalian kualitas adalah 7 (tujuh) macam alat dan teknik
yang berbentuk grafik untuk mengidentifikasi dan menganalisis persoalan atau
permasalahan yang berkaitan dengan kualitas dalam produksi.Seven tools pertama
kali ditegaskan oleh Kaoru Ishikawa, seorang profersorEngineeringdi Universitas
Tokyo pada tahun 1968 yang juga merupakan Bapak “Quality Circles” (Lingkaran
Kualitas).Seven tools terdiri dari:
1. Cause and effectDiagram (IshikawaChart atauFishbone Chart)
2. Check Sheet
3. Diagram Histogram
4. Control Chart
5. Scatter Diagram
6. ParetoChart
7. Flow Chart
2.2.1. Cause and effect Diagram (Ishikawa Chart atauFishbone Chart) Cause and effectdiagram atau sering disebut sebagaiFishbonediagaram (diagram
tulang ikan) karena bentuknya menyerupai kerangka tulang ikan. Cause and effect
diagram pertama kali diperkenalkan oleh Prof. Kaoru Ishikawa dari Universitas
Tokyo ditahun 1953, Cause and effect diagram juga dikenal dengan sebutan
Ishikawachart yang merupakan sebutan dari nama penemu diagram ini.
Cause and effectdiagram merupakan salah satu alat dariquality control seven tools
yang dipergunakan untuk mengidentifikasi dan menunjukkan hubungan antara
sebab dan akibat agar dapat menemukan akar penyebab dari suatu permasalahan.
Cause and effectdiagram dipergunakan untuk menunjukkan faktor-faktor penyebab
dan akibat kualitas yang disebabkan oleh faktor-faktor penyebab tersebut. Adapun
1. Mengidentifikasi akar penyebab dari suatu permasalahan.
2. Mendapatkan ide-ide yang dapat memberikan solusi untuk pemecahan
masalah.
3. Membantu dalam pencarian dan penyelidikan fakta lebih lanjut
2.2.1.1. Langkah-langkah Dalam MembuatCause and effectDiagram
Langkah-langkah dalam pembuatan diagram sebab-akibat sebagai berikut:
1. Berikan Judul, Tanggal, Nama Produk, Nama Proses dan Daftar Nama
Partisipan.
2. Tentukan pernyataan permasalahan yang akan diselesaikan.
3. Gambarkan kepala ikan sebagai tempat untuk menuliskan akibat (effect)
4. Tuliskan pernyataan permaslahan dikepala ikan sebagai akibat (effect) dari
penyebab-penyebab.
5. Gambarkan tulang belakang ikan dan tulang-tulang besar ikan.
6. Tuliskan faktor-faktor penyebab utama yang mempengaruhi kualitas ditulang
besar ikan. Pada umumnya faktor-faktor penyebab utama di produksi antara
lain terdiri dari 4M, yaitu:
a. Machine(Mesin)
b. Method(Metode)
c. Man(Manusia)
d. Material(Bahan Baku)
7. Tuliskan penyebab-penyebab sekunder berdasarkan kategori faktor penyebab
utama dan tuliskan ditulang-tulang yang berukuran sedang.
8. Tuliskan lagi penyebab-penyebab yang details yang mempengaruhi penyebab
sekunder kemudian gambarkan tulang-tulang yang berukuran lebih kecil lagi.
9. Tentukan faktor-faktor penyebab yang memiliki pengaruh nyata terdapat
Berikut ini contoh gambarcause and effectdiagram (Fishbonediagram).
Gambar 2.1.Cause and EffectDiagram (FishboneDiagram)
2.2.2. Check Sheet
Check sheet merupakan salah satu di quality control seven tools yang paling
sederhana dan sering digunakan sebagai tools pertama dalam pengumpulan data
sebelum kemudian disajikan dalam bentuk grafik. Denagn menggunakan cheek
sheet yang terstruktur dan standarisasi denagn baik maka kita dapat meminimasi
perbedaan cara pengambilan data berdasarkan masing-masing orang. Berikut
contoh gambarcheck sheet.
2.2.3. Diagram Histogram
Histrogram adalah alat yang digunakan untuk menunjukkan variasi data
pengukuran dan variasi setiap proses. Digunakan untuk menganalisis mutu dari
sekelompok data (hasil produksi), dengan menampilkan nilai tengah sebagai stndar
mutu produk dan distribusi atau penyebaran datanya. Meski sekelompok data
memiliki standar mutu yang sama, tetapi bila penyebaran data semakin melebar ke
kiri atau kenan, maka dapat dikatakan bahwa mutu hasil produksi pada kelompok
tersebut kurang bermutu. Sebaliknya, semakin sempit sebaran data pada kiri dan
kanan nilai tengah, maka hasil produksi dapat dikatakan lebih bermutu. Berikut
gambar diagram histogram.
Gambar 2.3. Diagram Histogram
2.2.4. Control Chart
Control chart atau peta kendali merupakan salah satu dari alatqualiy control seven
tools yang berbentuk grafik dan digunakan untuk memonitor atau memantau
stabilitas dari suatu proses serta mempelajari perubahan proses dari waktu ke
waktu. Control chart memiliki upper line (garis atas) untuk upple control limit
(batas kontrol tertinggi), lower line (garis bawah) untuklower control limit (batas
Tujuan utama dari penggunaan control chart adalah untuk mengendalikan proses
produksi sehingga dapat menghasilkan kualitas yang unggul dengan cara
mendeteksi penyebab variasi yang tidak alami atau disebut dengan process shift
(terjadi pergeseran proses), serta untuk mengurangi variasi yang terdapat dalam
proses sehingga menghasilkan proses yang stabil. Berikut contoh gambar control
chart.
Gambar 2.4.Control Chart
2.2.5. Scatter Diagram
Scatter Diagram adalah salah satu alat dari quality control seven tools yang
berfungsi untuk melakukan pengujian terhadap seberapa kuat hubungan antara 2
(dua) variabel serta menentukan jenis hubungan dari 2 variabel apakah hubungan
positif , hubungan negatif ataupun tidak ada hubungan sama sekali. Bentukscatter
diagram adalah gambar grafis yang terdiri dai sekumpulan titik-titik (point) dari
Gambar 2.5.ScatterDiagram
2.2.6. ParetoChart
Pareto chart atau diagram pareto merupakan salah satu tools (alat) dari quality
control yang sering digunakan dalam hal pengendalian mutu. Paretochart adalah
grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya jumlah
kejadian. Urutannya mulai dari jumlah permasalahan yang paling banyak terjadi
sampai yang paling sedikit terjadi. Dalam grafik, ditunjukkan dengan batang grafik
tertinggi (paling kiri) hingga grafik terendah (paling kanan).
Dalam aplikasinya, diagram pareto sangat bermanfaat dalam menentukan dan
mengidentifikasikan prioritas permasalahan yang akan diselesaikan. Permasalahan
yang paling banyak terjadi adalah prioritas utama kita untuk melakukan tindakan.
Sebelum membuat sebuah diagram pareto, data yang berhubungan dengan masalah
atau kejadian yang ingin kita analisis harus dikumpulkan terlebih dahulu. Pada
umumnya, alat yang sering digunakan untuk pengumpulan data adalah dengan
menggunakancheck sheet atau lembaran periksa. Berikut contoh gambar diagram
Gambar 2.6. ParetoChart
2.2.7. Flow Chart
Flow chart atau diagram alir dipergunakan dalam produksi untuk menggambarkan
proses-proses produksi sehingga mudah dipahami dan mudah dilihat berdasarkan
urutan langkah dari suatu proses ke proses lainnya. Flow chart atau diagram alir
sering digunakan untuk mendokumentasikan standar proses yang telah ada
sehingga menjadi pedoman dalam menjalankan proses produksi. Disamping itu,
flow chart atau diagram alir ini juga digunakan untuk melakukan Analisis terhadap
proses produksi sehingga dapat melakukan peningkatan atau perbaikan proses yang
berkesinambungan (secara terus menerus).
Pada dasarnya, flow chart (diagram alir) adalah alat yang digunakan untuk
melakukan perencanaan proses, analisis proses dan mendokumentasikan Proses
sebagai standar pedoman produksi.Flow chart (diagram alir) merupakan salah satu
dariquality control seven tools (7 alat pengendalian kualitas) yang diperkenalkan
oleh Mr. Kaoru Ishikawa pada tahun 1968 bersamaan dengan alat-alat lainnya
seperti histogram, paretochart,scatter diagram, controlchart,cause and deffect
diagram (Fishbone chart) dancheck sheet. Sebutan-sebutan lain untukflow chart
(diagram alir) antara lain: flow diagram, process flow chart , process map, work
Flow chart (diagram alir) merupakan alat (tool) dasar dan mudah dipergunakan
serta sangat bermanfaat bagi suatu perusahaan manufakturing dalam
mengidentifikasikan proses operasionalnya terutama untuk menjelaskan setiap
langkah dalam menjalankan proses operasionalnya.
Simbol-simbol flow chart (diagram alir), flow chart (diagram alir) berbentuk
diagram yang mewakili algoritma atau proses dengan berbagai jenis kotak-kotak
dan dihubungkan oleh garis-garis panah sebagai arah alirannya. Didalam
Kotak-kotak proses biasanya diberikan label atau judul singkat mengenai proses yang
dilakukannya. Berikut ini adalah bentuk atau simbol standar yang sering ditemukan
dalamflow chart (diagram alir):
Gambar 2.7.Flow Chart
2.3.Six Sigma
Sigma merupakan standar deviasi dari suatu proses. Standar deviasi mengukur
variasi atau jumlah persebaran suatu rata-rata proses. Nilaisigma dapat diartikan
seberapa sering cacat yang mungkin terjadi. Jika semakin tinggi tingkat sigma
maka semakin kecil toleransi yang diberikan pada kecacatan sehingga semakin
Six sigma menganjurkan bahwa terdapat hubungan yang kuat antara cacat
produk dan produk yang dihasilkan, reliability, costs, cycle time, inventory,
schedule, dll. Bila jumlah cacat yang meningkat, maka jumlah sigma akan
menurun. Dengan kata lain, dengan nilai sigma yang lebih besar maka kualitas
produk akan lebih baik. DPMO untuk setiap transaksi produk (barang dan atau
jasa), upaya giat menuju kesempurnaan (zero defect atau kegagalan nol ).
Hubungan antara sigma dengan kualitas proses manufaktur adalah bahwa standar
deviasi dapat digunakan untuk menekan jumlah produk rusak. Caranya adalah
menggunakan perencanaan dan pengendalian kualitassix sigma .
Secara spesifik, rata-rata proses dapat digeser sebesar tigasigmasebelum mencapai
batas kemampuan yang dapat diterima secara umum. Rata-rata proses tersebut
dapat bergeser ±1,5 standar deviasi. Ketika pergeseran rata-rata porses six sigma
terjadi, six sigmamenghasilkan 3,4 kesalahan persejuta.
Pengalaman di Amerika Serikat menunjukan bahwa apabila perusahaan mulai
menerapkan dan memfokuskan seluruh sumber daya pada konsep six sigma ,
perusahaan tersebut akan memperoleh hasil-hasil berikut:
• Terjadi peningkatan 1-Sigma dari 3-Sigma menjadi 4-Sigma pada tahun pertama. (Vincent Gaspersz,2002)
• Pada tahun kedua, peningkatan akan terjadi dari 4-Sigma menjadi 4,7-Sigma. (Vincent Gaspersz,2002)
• Pada tahun ketiga, peningkatan akan terjadi dari 4,7-Sigma menjadi 5-Sigma. (Vincent Gaspersz,2002)
• Pada tahun selanjutnya, peningkatan rata-rata adalah 0,1-Sigma sampai maksimum 0,15-Sigmasetiap tahun. (Vincent Gaspersz,2002)
• Perusahaan kelas dunia yang sangat peduli terhadap kualitas membutuhkan waktu rata-rata 10 tahun untuk beralih dari tingkat operasional 3-Sigma(66.810
DPMO – kegagalan per sejuta kesempatan) menjadi tingkat operasional
6-Sigma (3,4 DPMO) – kegagalan per sejuta kesepatan), yang berarti harus
secara rata– rata sekitar 1965 “peningkatan” setiap tahun. Suatu peningkatan
dramatik. (Vincent Gaspersz,2002)
• Peningkatan dari 3-Sigma sampai 4,7-Sigma memberikan hasil mengikuti kurva eksponensial (mengikuti deret ukur), sedangkan peningkatan 4,7-Sigma
sampai 6-Sigma mengikuti kurva linier (mengikuti deret hitung). (Vincent
Gaspersz,2002)
Hasil–hasil dari peningkatan kualitas dramatik diatas, yang diukur berdasarkan
persentasi COPQ (Cost of Poor Quality) terhadap penjualan ditunjukan dalam tabel
dibawah ini.
Tabel 2.1 Manfaat dari pencapaian beberapa tingkatsigma
COPQ (Cost Of Poor Quality)
Tingkat Pencapaian
Sigma DPMO COPQ
1-Sigma 691.462 (sangat tidak kompetitif)
Tidak dapat dihitung
2-Sigma 308.538(rata-rata industri Indonesia)
Tidak dapat dihitung
3-Sigma 66.807 25-40% dari penjualan
4-Sigma 6.210 (rata-rata industri USA)
15-25% dari penjualan
5-Sigma 233 5-15% dari penjualan
6-Sigma 3.4 (Industri Kelas Dunia < 1% dari penjualan Setiap peningkatan atau penggeseran 1-Sigma akan memberikan peningkatan keuntungan sekitar 10% dari penjualan.
2.3.1. Metrik dan PengukuranSix Sigma
Metrik adalah cara untuk mengukur karakter tertentu yang dapat diverifikasi,
dinyatakan baik secara numeric (misalnya persentase kecacatan) ataupun secara
kualitatif (tingkat kepuasan). Metrik menyediakan informasi mengenai kinerja dan
memberi kesempatan kepada manajer untuk mengevaluasi kinerja dan membuat
keputusan, berkomunikasi antara satu dengan yang lainnya, mengidentifikasi
berperan penting dalam penerapan six sigma karena memfasilitasi keputusan
berdasarkan fakta.
Dalam terminologi six sigma, sebuah cacat (defect) atau ketidakcocokan
(nonconformance), adalah kekeliruan atau kesalahan yang diterima pelanggan.
Kualitas output diukur dalam tingkat kecacatan per sejuta kemungkinan atau
Defects Per Million Opportunities(DPMO).
=
× × 1000000
Keterangan:
• Deffect: Jumlah cacat yang ditemukan • Unit inspected: Jumlah unit yang diperiksa • Deffect opportunity: Kemungkinan kesalahan
Penerapan DPMO memungkinkan untuk mendefinisikan kualitas secara lebih luas.
Pengendalian kualitas produk merupakan suatu system pengendalian yang
dilakukan pada tahap awal suatu proses sampai produk jadi dan bahkan sampai pada
proses pendistribusian kepada konsumen. Kemampuan proses merupakan suatu
ukuran kinerja kritis yang menunjukkan bahwa proses mampu menghasilkan sesuai
dengan spesifikasi produk yang ditetapkan manajemen berdasarkan kebutuhan dan
ekspestasi pelanggang. Dengan rumusan DPMO diatas menunjukkan kemampuan
proses untuk memproduksi kegagalan per satu juta kesempatan, yang artinya dalam
satu unit produksi tunggal terdapat rata-rata kesempatan untuk gagal dari sutau
karakter CTQ (Critical To Quality).
Critical To Quality (CTQ) merupakan suatu atribut-atribut yang sangat untuk
diperhatikan karena berkaitan langsung dengan kebutuhan dan kepuasan pelanggan.
Merupakan elemen dari suatu produk, proses, atau praktek-praktek yang berdampak
2.3.2. Dasar StatistikSix Sigma
Six sigma telah terbukti menjadi pendekatan yang populer untuk mengusir
variabilitas dari proses melalui penggunaan alat statistik. Para ahli six sigma
mengatakan, proses jarang tetap terpusat, tetapi cenderung bergeser ke atas dan di
bawah target, dengan nilai 1,5 sigma. Nilai 3,4 cacat per sejuta kesempatan
(DPMO) untuk six sigma proses diperoleh dengan asumsi bahwa batas
spesifikasinya adalah enam standar penyimpangan dari nilai proses target dan
bahwa proses bisa berubah sebanyak 1,5sigma.
Kalau pada umumnya standar kualitas dinyatakan dalam -/+ 3 sigma, maka six
sigma menggunakan -/+ 6 sigma. Ukuran enam sigma (six sigma ) pada kurva
normal mewakili tingkatan kualitas jumlah produk yang harus dalam kondisi baik
dengan probabilitas 0,999999666, yang artinya hanya diijinkan jumlah produk yang
cacat adalah 3,4 per satu juta produk. Atau dengan kata lain eman sigma adalah
tingkatan yang setara dengan variasi proses sejumlah setengah dari toleransi oleh
tahap desain dan dalam waktu yang sama memberi kesempatan agar rata-rata
produksi bergeser sebanyak 1,5 standar defiasi dari target. Gambar 2.8.
menjelaskan konsep enamsigmadalam kurva normal.
2.3.3. MetodologiSix Sigma
Untuk mewujudkannya,six sigmamemerlukan sejumlah tahap disingkat DMAIC,
yaitu:
1. Define
Langkah awal dalam pelaksanaan metodologisix sigmaadalah prosesdefine. Pada
tahap ini perlu mendefinisikan hal-hal yang terkait dengan: (1) kriteria pemilihan
proyek six sigma, (2) peran dan tanggung jawab dari orang-orang yang terlibat
dalam proyeksix sigma , (3) kebutuhan pelatihan untuk orang-orang yang terlibat
dalam proyek six sigma, (4) proses-proses kunci dalam proyeksix sigma berserta
pelanggangnya, dan (5) kebutuhan spesifik dari pelanggang, dan (6) pernyataan
tujuan proyek six sigma. Biasanya masa kerja (lama) proyek six sigma
membutuhkan waktu sekitar 1-2 tahun, tergantung pada ruang lingkup dan ukuran
suatu perusahaan. Dengan demikian suatu proyek dibidang tertentu dapat saja
berakhir, kemudian dilanjutkan dengan proyek pada bidang lain, sedangkan
peningkatan kualitassix sigmatidak pernah berakhir (never-ending improvement).
Dimana manajemen perusahaan yaitu pimpinan-pimpinan perusahaan yang ingin
mencoba six sigma, yang pertama perusahaan atau manajemen harus
mengidentifikasi secara jelas problema-problema yang dihadapi. Tidak menutup
kemungkinan, manajemen harus memetakan proses kegiatan guna memahami dan
melokalisir masalah. Kedua, memilih sebuah alternatif tindakan sebagai proyek
untuk menanggulangi meluasnya problema atau menyelesaikannya. Ketiga,
perusahaan perlu merumuskan tolak ukur atau parameter keberhasilan proyek yang
dipilih menyangkut luasnya ruang gerak, tingkat penyelesaian masalah sebagai
sasaran yang dibidik, tersedianya alat-alat atau perlengkapan dan tenaga pelaksana,
waktu serta biaya.
Definebertujuan untuk mengidentifikasi produk atau proses yang akan diperbaiki
dan menentukan sumber-sumber (resources) apa yang dibutuhkan dalam
define, kita harus menentukan terlebih dahulu potential project yang layak untuk
dilakukan.
Untuk itu, dalam setiap proyek six sigma kita harus mendefinisikan dan
menentukan beberapa sasaran dan tujuan dari proyek. Tujuan tersebut harus
spesifik, dapat diukur (measurable), mencapai target kualitas yang ditetapkan
(result oriented) dan dalam kurun waktu yang terbatas. Pelaksanaan six sigma
memerlukan metode persamaan diantara faktor-faktor kunci yang mempengaruhi
hasil (dalam hal ini ditunjukkan dengan variabel x) dan kualitas hasil dari proses
kegiatan (ditunjukkan oleh variabel y).
Untuk memperoleh tingkat kualitas tertentu dari sebuah hasil yang diinginkan,
manajemen perusahaan bisa mengukur, mengkaji, mengendalikan dan
menyempurnakan faktor-faktor kunci yang amat berpengaruh terhadap hasil
tersebut.
2. Measure
Pada tahap ini terdapat tiga hal pokok yang harus dilakukan yaitu: (1) memilih atau
menentukan karakteristik kualitas (CTQ) kunci yang berhubungan langsung dengan
dengan kebutuhan spesifikasi dari pelanggang, (2) mengembangkan suatu rencana
pengumpulan data melalui pengukuran yang dapat dilakukan pada tingkat proses,
outputdanoutcome, dan (3) mengukur kinerja sekarang pada tingkat prosesoutput
danoutcomeuntuk ditetapkan sebagai baselinekinerja (performance basline) pada
awal proyeksix sigma.
Selanjutnya manajemen terlebih dulu harus memahami proses internal perusahaan
yang sangat potensial mempengaruhi mutuoutputdisebutcritical to quality(CTQ).
Kemudian mengukur besaran penyimpangan yang terjadi dibandingkan dengan
baku mutu yang telah ditetapkan pada CTQ. Artinya dalam tahap ini kita harus
mengetahui kegagalan atau cacat yang terjadi dalam produk atau proses yang akan
produk atau proses yang ingin kita perbaiki, selanjutnya mengumpulkan beberapa
informasi dasar (baseline information) dari produk atau proses dan terakhir kita
menetapkan target perbaikan yang kita ingin capai.
Penyimpangan merupakan karakteristik yang dapat diukur yang dijumpai pada
proses atau output, namun tidak berada di dalam batas-batas penerimaan pelanggan.
Setelah besaran penyimpangan teridentifikasi, manajemen bisa menghitung
penghematan dana yang diperoleh jika penyimpangan tersebut tereliminasi.
Selanjutnya manajemen perlu membandingkan biaya-biaya yang dikeluarkan untuk
menyelenggarakan proyek penanggulangan simpangan dengan penambahan laba
sebagai akibat dari penghematan yang diperoleh. Jika biaya proyek lebih besar atau
sama dengan penghematan yang diperoleh, makasix sigma ditolak, dan jika lebih
kecil daripada penghematan yang diperoleh, makasix sigma harus diwujudkan.
Pada saat menelusuri atau mengukur proses internal yang mempengaruhi CTQ,
pengumpulan data harus dilakukan dengan benar, untuk itu di bawah ini beberapa
pertanyaan untuk membantu pada saat pengumpulan data:
1. Pertanyaan apa saja yang harus dijawab?
2. Data jenis apa yang dibutuhkan untuk menjawab pertanyaan?
3. Siapa yang dapat menyediakan data tersebut?
4. Bagaimana mengumpulkan data yang optimal tanpa melakukan kesalahan?
3. Analyze
Tahap ini merupkan langkah ketiga dalam suatu proyek six sigma dalam
peningkatkan kualitas. Pada tahap ini terdapat beberapa hal perlu dilakukan sebagai
berikut: (1) menentukan stabilitas dan kapabilitas atau kemampuan dari proses, (2)
menetapkan target-target kinerja dari karakteristik kualitas kunci (CTQ) yang akan
ditingkatkan dalam proyek six sigma, dan (3) menngidentifikasi sumber-sumber
dan akar penyebab kecacatam atau kegagalan. Disini manajemen berupaya
memahami mengapa terjadi penyimpangan dan mencari alasan-alasan yang
asumsi sebagai hipotesis. Hipotesis atau dugaan-dugaan sementara mengenai
faktor-faktor penyebab penyimpangan harus diuji. Jika hasil uji terhadap hipotesis
diterima berarti faktor-faktor penyebab simpangan berpengaruh secara signifikan
terhadap penyimpangan yang ada. Apabila hasil uji terhadap hipotesis ditolak
berarti faktor-faktor tersebut tidak berpengaruh secara signifikan terhadap
penyimpangan yang ada. Setelah mendata faktor-faktor yang dominan
mengakibatkan penyimpangan, manajemen harus melangkah ke tahapimprove.
4. Improve
Peningkatkan kualitas pada tahap improve harus dapat memutuskan apa yang harus
dicapai (berkaitan dengan target yang ditetapkan), alasan kegunaan (mengapa)
rencana tindakan ini harus dilakukan, di mana rencana tindakan ini diterapakan atau
dilakukan, siapa yang menjadi penanggung jawab dari rencana tindakan ini,
bagaimana melaksanakan tindakan serta manfaat positif yang diterima dari
implementasi rencana tindakan itu, yang serimg biasa kenal dengan istilah 5W 1H.
Pada tahap improve, manajemen memastikan variabel-variabel kunci atau
faktor-faktor utama (x) dan mengukur daya pengaruhnya terhadap hasil yang diinginkan
(y). Sebagai hasilnya, manajemen mengidentifikasi jajaran penerimaan maksimum
terhadap masing-masing variabel untuk menjamin bahwa sistem pengukurannya
memang layak untuk mengukur penyimpangan yang ada. Kemudian manajemen
bisa memodifikasi tiap-tiap variabel kunci agar selalu berada di dalam jajaran
penerimaan.
5. Control
Pada tahap terakhir ini, manajemen harus mempertahankan perubahan-perubahan
yang telah dilakukan terhadap variabel-variabel x dalam rangka melestarikan hasil
(Y) yang senantiasa memuaskan pelanggan. Secara berkala manajemen tetap wajib
membuktikan kebenaran sambil memantau proses kegiatan yang sudah
disempurnakan melalui alat-alat ukur dan metode yang telah ditentukan
22
3.1. FlowchartPemecahan Masalah
Flowchart pemecahan masalah menjelaskan gambaran langkah-langkah dalam
penyusunan tugas akhir yang dilakukan secara sistematis. Adapun flowchart yang
dibuat peneliti sebagai berikut:
3.2. Langkah-langkah Pemecahan Masalah
Dalam langkah-langkah pemecahan Masalah Menjelaskan semua proses yang
dilakukan oleh peneliti dalam menyusun laporan tugas akhir, semua proses yang
sebelumnya telah digambarkan pada flowchart akan dijelaskan satu per satu agar
pembaca dapat mengerti apa saja yang dilakukan oleh peneliti. Adapun penjelasan
langkah-langkah sebagai berikut:
3.2.1. Observasi Perusahaan
Observasi perusahaan merupakan proses awal yang dilakukan peneliti di
perusahaan dalam menyusun laporan tugas akhir. Pada observasi perusahan peneliti
melihat langsung ke kondisi real perusahaan dan menanyakan pertanyaan yang
berkaitan dengan keperluan penyusunan tugas akhir hingga peneliti dapat
menemukan masalah yang terdapat pada perusahaan.
Pada observasi perusahaan pertama-tama peneliti datang langsung keperusahaan
berdasarkan surat balasan yang peneliti terima dari perusahaan. Pada saat di
perusahaan peneliti didampingi oleh manager produksi PT. Era Roda Sukses dan
peneliti bertanya tentang perusahaan sampai peneliti menemukan masalah yang
terjadi di perusahan. Peneliti lalu mengajukan permasalahan yang peneliti temukan
kepada manager produksi setelah permasalahan disetujui oleh manajer produksi
PT. Era Roda Sukses lalu peneliti menyusun laporan tugas akhir.
3.2.2. Identifikasi Masalah
Identifikasi Masalah merupakan proses penyerdehanaan masalah yang rumit dan
kompleks, dirumuskan menjadi masalah yang dapat diteliti atau dicari alternatif
pemecahannya. Identifikasi masalah yang didapat berdasarkan latar belakang yang
dibuat sebagai berikut:
1. Jenis-jenis cacat produksi apa yang banyak terjadi PT. Era Roda Sukses?
2. Bagaimana mengidentifikasi penyebab-penyebab terjadinya cacat produk
3. Perbaikan apa yang harus dilakukan pada produk cover di PT.. Era Roda
Sukses?
3.2.3. Studi Pustaka
Studi pustaka dilakukan bersamaan dengan identifikasi masalah. Dalam studi
pusaka menjelaskan konsep teori-teori yang dijadikan landasan berpikir untuk
mendukung pembuatan laporan tugas akhir. Tahap ini dilakukan dengan membaca
buku-buku, jurnal dari penelitian sebelumnya yang ada kaitannya dengan laporan
tugas akhir peneliti dan mencari bahan-bahan yang mendukung lainnya dari
internet. Selain itu juga peneliti berdiskusi dengan dosen dan teman-teman
mengenai hal-hal yang berkaitan dengan laporan tugas akhir. Pada studi pustaka
peneliti menggunakan teori tentang biaya, dan six sigma. Teori yang digunakan
merupakan penunjang peneliti dalam penyusunan laporan.
Peneliti dalam melakukan studi pustaka selalu mencari dan membaca tentang segala
sesuatu yang berkaitan dengan kebutuhan tugas akhir yang peneliti buat. Konsultasi
dengan dosen pembimbing dalam segala hal yang berkaitan dengan tugas akhir
yang peneliti buat, agar peneliti tidak ada kesalahan dalam pembuatan tugas akhir.
Berdiskusi dengan teman-teman mengenai materi-materi yang berkaitan dengan
tugas akhir.
3.2.4. Tujuan Penelitian
Tujuan penelitian yang dicapai sebagai berikut:
1. Mengidentifikasi jenis-jenis cacat yang terjadi pada produk PT. Era Roda
Sukses.
2. Mengidentifikasi penyebab-penyebab terjadinya cacat produkcoverdi PT.. Era
Roda Sukses.
3.2.5. Pengumpulan Data
Pengumpulan data yang dilakukan untuk mendapatkan data-data yang diperlukan
dalam menyusun laporan tugas akhir yang dibuat. Cara dalam pengumpulan data
yaitu dengan melakukan pengamatan langsung, dan meminta data yang sudah ada
sebelumnya. Data yang diminta adalah data umum perusahaan berupa sejarah
perusahaan dan struktur organisasi PT. Era Roda Sukses, adapun untuk data produk
yang diambil yaitu produk apa saja yang diproduksi, jumlah produk yang
diproduksi setiap bulannya, berapa jumlah cacat produk dari produk yang
dihasilkan setiap bulannya, jenis cacat apa saja yang sering terjadi dan berapa
jumlah cacat untuk tiap tiap jenisnya. Adapun datanya sebagai berikut:
1. Data umum perusahaan PT. Era Roda Sukses.
2. Data produksi produk merupakan data hasil produksi yang dihasilkan oleh PT.
Era Roda Sukses dalam kurung waktu selama 1 tahun yaitu mulai dari November
2013 sampai dengan Oktober 2014.
3. Data cacat produk merupakan data cacat yang terdapat pada setiap produk yang
dihasilkan oleh PT. Era Roda Sukses.
4. Data jenis cacat merupakan data jenis cacat yang terjadi pada setiap produk.
3.2.6. Pengolahan Data
Pada pengolahan data melakukan tahapan-tahapan dengan menggunakan metode
six sigma. Adapun yang dibuat pada pengolahan data antara lain membuat diagram
histogram, diagram paretto dan melakukan tahapan-tahapansix sigmayaituDefine,
Measure,danAnalyze. Adapun tahapan pengolahan data sebagai berikut:
3.2.6.1. Define
Pada tahapan define peneliti menentukan produk yang memiliki jumlah cacat
terbesar. Diagram histogram dan diagram pareto digunkan untuk melihat produk
3.2.6.2. Measure
Pada tahap ini peneliti melakukan perhitungan penentuan cacat yang dominan,
menghitung DPMO dan menghitunglevel sigma.
1. Menentukan Cacat Dominan
Pada tahap ini penentuan jenis cacat yang sering terjadi dilakukan, untuk
mengetahui jenis cacat apa yang paling dominan terjadi pada produk cover di PT.
Era Roda Sukses.
2. Menghitung DPMO
Pada tahap mengitung DPMO untuk mengetahu nilai cacat per 1 juta kesempatan.
3. MenghitungLevel Sigma
Pada tahap ini dilakukan perhitunganlevel sigmadari jumlah cacat setiap bulannya.
3.2.6.3. Analyze
Pada tahap ini dilakukan analisis faktor-faktor apa saja yang menyebabkan cacat.
Dengan menggunakan diagram sebab-akibab (Fishbone) yang meliputi
faktor-faktor seperti manusia, mesin, metode dan material.
3.2.7. Analisis
Setiap proses pengolahan data yang telah dilakukan akan dianalisis. Analisis
dilakukan untuk menjelaskan setiap hasil pengolahan data yang telah diperoleh.
Pada tahap ini akan dibuat usulan-usulan perbaikan untuk mengurangi cacat.
Usulan-usulan yang dibuat berdasarkan faktor cacat yang teridentifikasi.
3.2.8. Kesimpulan dan Saran
Bagian ini merupakan tahap akhir dari penelitian, yang berupa penarikan
kesimpulan berdasarkan hasil analisis dan pengolahan data. Bagian ini juga
27
4.1. Pengumpulan Data
4.1.1. Data Umum Perusahaan
4.1.1.2. Sejarah Perusahaan PT. Era Roda Sukses
PT. Era Roda Sukses merupakanplant factorycibitung yang biasa disebut dengan
plant ke 3 dari PT. Super Sinar Abadi. PT. Super Sinar Abadi mulai aktif dan
berkembang secara finansial pada tahun 1992. PT. Super Sinar Abadi yang semula
bergerak dibidang industri sparepart untuk industri tekstil dan pabrikasi roll
printingkemudian pada tahun 2005 PT. Super Sinar Abadi membuat cabang pabrik
baru yang disebut dengan plant factory cibitung merupakan plant ke 3 dari PT.
Super Sinar Abadi yang diberi nama PT. Era Roda Sukses. PT. Era Roda Sukses
memproduksisparepart automotive dan electrik secara nasional dan internasional
dengan produksi yang berkualitas dan menggunakan mesin-mesin berteknologi
tinggi. Hasil produksi dari PT. Era Roda Sukses antara lain:
1. Cover Rubber
2. Pad Seal
3. Seal Rubber
4. Protec for Tube
5. Grommet, Dll
Dengan menggunakan material rubber dan polymer yang berkualitas jepang. PT.
Era Roda Sukses mempunyaicustomerseperti:
1. PT. Yamaha Indonesia
2. PT. Rocy Indonesia
3. PT. Stanley Electric
5. PT. Denso Indonesia
6. PT.Astra Honda Motor Indonesia, Dll.
PT. Era Roda Sukses memiliki pekerja sebanyak 52 karyawan, Bpk Reynalvin
Katopo sebagai General Manager PT. Era Roda Sukses, dan Bpk Deni Mulyani
sebagai Manager PT. Era Roda Sukses.
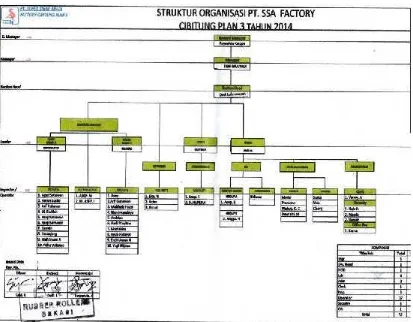
4.1.1.2. Sturuktur Organisasi PT. Era Roda Sukses
Gambar 4.1. Struktur Organisasi PT Era Roda Sukses
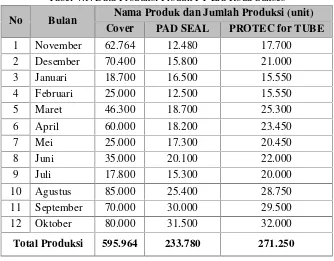
4.1.2. Data Jumlah Produksi Produk PT Era Roda Sukses
Data produksi produk merupakan data hasil produksi yang dihasilkan oleh PT Era
Roda Sukses dalam kurung waktu selama 1 tahun yaitu mulai dari November 2013
Tabel 4.1. Data Produksi Produk PT Era Roda Sukses
No Bulan Nama Produk dan Jumlah Produksi (unit) Cover PAD SEAL PROTEC for TUBE
1 November 62.764 12.480 17.700
2 Desember 70.400 15.800 21.000
3 Januari 18.700 16.500 15.550
4 Februari 25.000 12.500 15.550
5 Maret 46.300 18.700 25.300
6 April 60.000 18.200 23.450
7 Mei 25.000 17.300 20.450
8 Juni 35.000 20.100 22.000
9 Juli 17.800 15.300 20.000
10 Agustus 85.000 25.400 28.750
11 September 70.000 30.000 29.500
12 Oktober 80.000 31.500 32.000
Total Produksi 595.964 233.780 271.250
4.1.3. Data Jenis Cacat Produk PT Era Roda Sukses
Terdapat lima jenis cacat yang ada di PT Era Roda Sukses terdiri dari KB (Kena
Bari), sobek, gelembung, putus dan gompal. Jenis cacat yang pertama yaitu kena
bari (KB) yang merupakan terdapatnya scrap pada produk yang dihasilkan,
terdapatnyascrapdikarena setelah pelepasan produk dari cetakan, cetakan tidak di
cleaning dengan bersih sehingga masih meninggalkan kotoran pada cetakan yang
membuat produk yang dihasilkan terdapat scrap pada hasil akhirnya. Jenis cacat
sobek disebabkan karena ujung cetakan miring tidak lurus sehingga pada saat
dilakukan proses pelepasan produk dari cetakan terjadi sobek pada produk yang
dihasilkan. Jenis cacat gelembung disebabkan adanya material basah (air trap)
karena terlalu besarnya atau banyaknya kadar air pada proses pencetakan bahan
baku. Jenis cacat putus disebabkan karena pada saat dilepas dari cetakan produk
belum matang 100%, sehingga pada saat dilepas dari cetakan produk putus. Jenis
yang terakhir yaitu gompal disebabkan cetakan tidak rata atau terdapat lubang pada
Data cacat produk merupakan data cacat yang terdapat pada setiap produk yang
dihasilkan oleh PT Era Roda Sukses selama 1 tahun produksi mulai dari November
2013 sampai Oktober 2014 yaitu sebagai berikut:
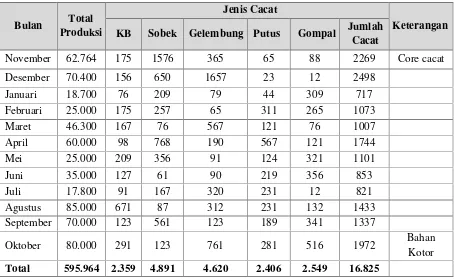
Tabel 4.2. Data Cacat Produk Cover di PT Era roda Sukses
Bulan Total Produksi
Jenis Cacat
Keterangan KB Sobek Gelembung Putus Gompal Jumlah
Cacat
November 62.764 175 1576 365 65 88 2269 Core cacat
Desember 70.400 156 650 1657 23 12 2498
Januari 18.700 76 209 79 44 309 717
Februari 25.000 175 257 65 311 265 1073
Maret 46.300 167 76 567 121 76 1007
April 60.000 98 768 190 567 121 1744
Mei 25.000 209 356 91 124 321 1101
Juni 35.000 127 61 90 219 356 853
Juli 17.800 91 167 320 231 12 821
Agustus 85.000 671 87 312 231 132 1433
September 70.000 123 561 123 189 341 1337
Oktober 80.000 291 123 761 281 516 1972 Bahan
Kotor Total 595.964 2.359 4.891 4.620 2.406 2.549 16.825
Tabel 4.3. Data Cacat Produk PAD SEAL di PT Era roda Sukses
Bulan Total Produksi
Jenis Cacat
Keterangan KB Sobek Gelembung Putus Gompal Jumlah
Cacat
November 12.480 87 212 58 78 231 666 Bahan Kotor
Desember 15.800 76 231 31 122 256 716
Januari 16.500 45 123 242 87 123 620
Februari 12.500 98 276 65 76 101 616
Maret 18.700 78 181 12 80 23 374
April 18.200 18 61 178 67 59 383
Mei 17.300 101 89 31 12 123 356
Juni 20.100 75 56 15 71 133 350
Juli 15.300 31 65 51 187 31 365
Agustus 25.400 126 71 86 35 87 405
September 30.000 56 67 76 129 31 359
Oktober 31.500 95 21 31 231 123 501
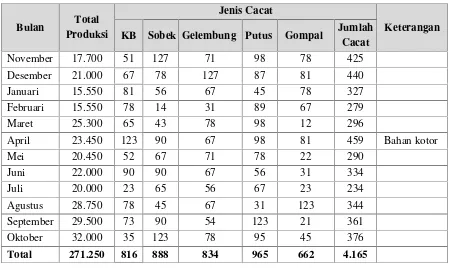
Tabel 4.4. Data Cacat ProdukPROTEC for TUBEdi PT Era roda Sukses
Bulan Total Produksi
Jenis Cacat
Keterangan KB Sobek Gelembung Putus Gompal Jumlah
Cacat
November 17.700 51 127 71 98 78 425
Desember 21.000 67 78 127 87 81 440
Januari 15.550 81 56 67 45 78 327
Februari 15.550 78 14 31 89 67 279
Maret 25.300 65 43 78 98 12 296
April 23.450 123 90 67 98 81 459 Bahan kotor
Mei 20.450 52 67 71 78 22 290
Juni 22.000 90 90 67 56 31 334
Juli 20.000 23 65 56 67 23 234
Agustus 28.750 78 45 67 31 123 344
September 29.500 73 90 54 123 21 361
Oktober 32.000 35 123 78 95 45 376
Total 271.250 816 888 834 965 662 4.165
4.2. Pengolahan Data
4.2.1. Define
Pada tahap ini akan dilakukan penentuan produk yang telah dipilih untuk dilakukan
proses selanjutnya berdasarkan yang mengalami rata-rata cacat paling besar.
Kemudian dilakukan pengidentifikasian masalah-masalah yang terjadi pada produk
tersebut.
4.2.1.1. Diagram Histogram
Tujuan dibuatnya diagram histogram untuk lebih mengkuatkan produk yang akan
peneliti pecahkan masalahnya. Pada diagram histogram jumlah cacat / produk ini
akan terlihat produk yang mana yang memiliki jumlah produk yang banyak terdapat
cacat berdasarkan periode bulan selama 1 tahun. Adapun gambarnya diagram
Gambar 4.2. Diagram Histogram Jumlah Cacat / Produk
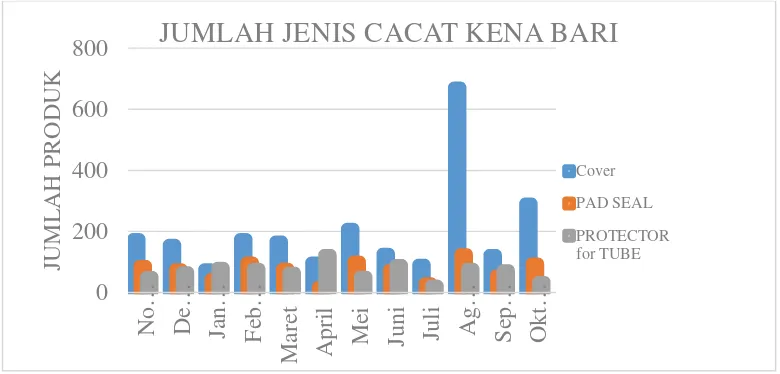
PT Era Roda Sukses telah memiliki kriteria sendiri dalam jenis cacatnya, PT Era
Roda Sukses memilki 5 kriteria yang telah ditentukan yaitu KB (Kena Bari), Sobek,
Gelembung, Putus dan Gompal. Kelima kriteria akan dibuat diagram histogramnya
untuk mengetahui cacat produk yang sering terjadi pada tiap produknya. Diagram
histogram yang pertama akan dibuat adalah jumlah cacat / jenis cacat untuk KB
adapun gambaranya sebagai berikut:
Gambar 4.3. Diagram Histogram Cacat Kena Bari 0
JUMLAH JENIS CACAT KENA BARI
Cover
PAD SEAL
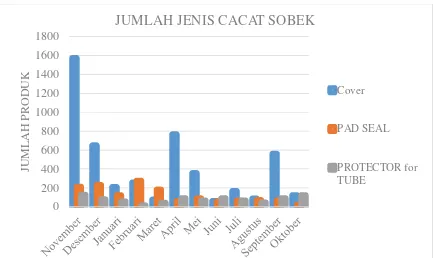
Yang kedua merupakan jenis cacat sobek adapun data histogramnya sebaga berikut:
Gambar 4.4. Diagram Histogram Cacat Sobek
Jenis cacat gelembung adapun data histogramnya sebagai berikut:
Gambar 4.5. Diagram Histogram Cacat Gelembung 0
JUMLAH JENIS CACAT SOBEK
Cover
JUMLAH JENIS CACAT GELEMBUNG
Cover
PAD SEAL
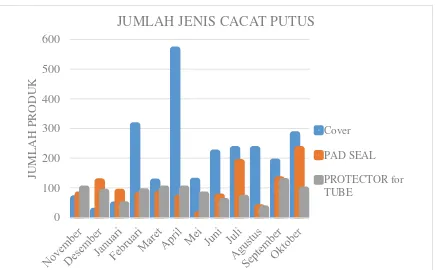
Jenis cacat putus adapun data histogramnya sebagai berikut:
Gambar 4.6. Diagram Histogram Cacat Putus
Jenis cacat gompal adapun data histogramnya sebagai berkut:
Gambar 4.7. Diagram Histogram Cacat Gompal 0
JUMLAH JENIS CACAT PUTUS
Cover
JUMLAH JENIS CACAT GOMPAL
Cover
PAD SEAL
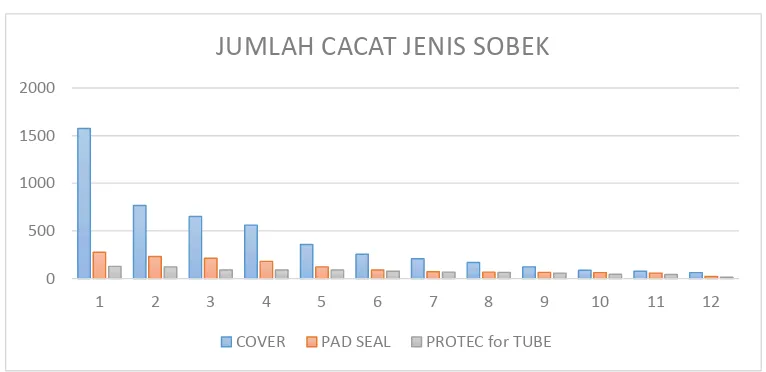
4.2.1.2. Diagram Pareto
Diagram pareto yang dibuat untuk lebih mengautkan lagi kenapa peneliti memilih
salah satu produk untuk dilakukan penyelesaian masalahnya. Dalam diagram pareto
akan terlihat produk mana yang mengalami cacat terbesar, produk yang memiliki
cacat terbesar nantinya akan peneliti jadi produk yang peneliti pilih untuk dilakukan
pengolahan selanjutnya. Adapun hasil diagram peneliti lakukan berdasarkan jenis
cacat yang terjadi karena pada PT Era Roda Sukses memilki 5 kriteria jenis cacat
maka peneliti membuat 5 diagram pareto berdasarkan jenis cacat. Diagram pareto
yang pertama adalah berdasarkan jenis cacat kena bari (KB):
Gambar 4.8. Diagram Pareto Jenis Cacat Kena Bari (KB)
Diagram pareto berdasarkan jenis cacat sobek sebagai berikut:
Gambar 4.9. Diagram Pareto Jenis Cacat Sobek
0 200 400 600 800
1 2 3 4 5 6 7 8 9 10 11 12
JUMLAH JENIS CACAT KENA BARI
COVER PAD SEAL PROTEC for TUBE
0 500 1000 1500 2000
1 2 3 4 5 6 7 8 9 10 11 12
JUMLAH CACAT JENIS SOBEK
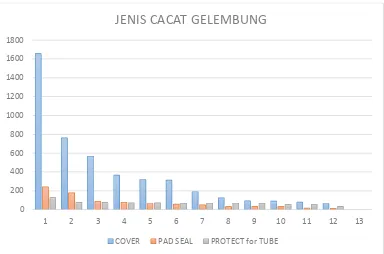
Diagram pareto berdasarkan jenis cacat gelembung sebagai berikut:
Gambar 4.10. Diagram Pareto Jenis Cacat Gelembung
Diagram pareto berdasarkan jenis cacat putus sebagai berikut:
Gambar 4.11. Diagram Pareto Jenis Cacat Putus
0 200 400 600 800 1000 1200 1400 1600 1800
1 2 3 4 5 6 7 8 9 10 11 12 13
JENIS CACAT GELEMBUNG
COVER PAD SEAL PROTECT for TUBE
0 100 200 300 400 500 600
1 2 3 4 5 6 7 8 9 10 11 12
JENIS CACAT PUTUS
Diagram pareto berdasarkan jenis cacar gompal sebagai berikut:
Gambar 4.12. Diagram Pareto Jenis Cacat Gompal
Pada diagram pareto dapat terlihat dengan jelas, yang memiliki jumlah cacat
terbesar yaitu produk cover. Produk cover akan dilakukan pengolahan data
selanjutnya.
4.2.1.3. Identifikasi VariabelCritical to Quality(CTQ)
Setelah mendefinisikan produk jenis apa yang akan dijadikan fokus penelitian,
tahap selanjutnya adalah identifikasi variabel CTQ (Critical to Quality). CTQ
(Critical to Quality) adalah atribut-atribut yang sangat penting untuk diperhatikan
karena berkaitan langsung dengan kebutuhan dan pelanggan. CTQ dapat diartikan
sebagai elemen dari proses atau kegiatan yang berpengaruh langsung terhadap
pencapaian kualitas yang diinginkan. Variable CTQ pada PT. Era Roda Sukses
didapatkan berdasarkan kesepakatan pihak produsen dan konsumen. Berikut adalah
tabel variabel CTQ (Critical to Quality) cacat produk cover.
Tabel 4.5. Tabel Identifikasi VariabelCritical to Quality(CTQ)
Bulan Total Produksi
Jenis Cacat
KB Sobek Gelembung Putus Gompal
November 62.764 175 1576 365 65 88
Desember 70.400 156 650 1657 23 12
Januari 18.700 76 209 79 44 309
Februari 25.000 175 257 65 311 265
0 100 200 300 400 500 600
1 2 3 4 5 6 7 8 9 10 11 12
JENIS CACAT GOMPAL
Bulan Total Produksi
Jenis Cacat
KB Sobek Gelembung Putus Gompal
Maret 46.300 167 76 567 121 76
April 60.000 98 768 190 567 121
Mei 25.000 209 356 91 124 321
Juni 35.000 127 61 90 219 356
Juli 17.800 91 167 320 231 12
Agustus 85.000 671 87 312 231 132
September 70.000 123 561 123 189 341
Oktober 80.000 291 123 761 281 516
Total 595.964 2.359 4.891 4.620 2.406 2.549
Berdasarkan tabel diatas variabel Critical to Quality pada produk cover memiliki
nilai 5 yaitu KB (Kena Bari), sobek, gelembung, putus, dan gompal. Kelima faktor
tersebut yang mempengaruhi kepuasan konsumen terhadap produk yang dihasilkan.
4.2.2.Measure
Pada tahap ini akan dilakukan penentuan cacat dominan dan perhitungan level
sigma berdasarkan produk yang telah terpilih sebelumnya yang mengalami cacat
paling besar yaitu produk cover. Perhitungan cacat dominan bertujuan untuk
memilih cacat yang paling banyak terjadi untuk dilakukan penyelesaian
masalahnya. Kemudian dilakukan perhitunganlevel sigma untuk mengetahui nilai
level sigmaproduk cover.
4.2.2.1. Menentukan Cacat Dominan Produk Cover
Dalam penentuan cacat dominan produk cover bertujuan untuk mengetahui jenis
cacat yang paling besar terjadi cacat. Adapun tabel cacat dominan sebagai berikut:
Tabel 4.6. Jumlah Cacat Kumulatif
Jenis Cacat
%Cacat kumulatifn= %Jenis Cacatn+ %Jenis cacatn-1
%Cacat kumulatif Cacat Sobek = × 100 + 0 = 29,07%
%Cacat kumulatif Cacat Gelembung = × 100 + 29,07% = 56,53%
%Cacat kumulatif Cacat Gompal = × 100 + 56,53% = 71,68%
Dibawah ini adalah gambar diagram pareto untuk berdasarkan jenis cacat kumulatif
sebagai berikut:
Gambar 4.13. Diagram Pareto Jumlah Cacat Kumulatif
Dari tabel 4.6 dan gambar 4.13 terlihat dengan jelas bahwa jenis cacat yang paling
dominan yaitu jenis cacat sobek dengan 4891 jumlah cacat terjadi dan presentase
4.2.2.2. MenghitungLevel Sigma
Selanjutnya dilakukan pengukuran Level sigma dengan cara menghitung DPMO
(Deffects per Million Opportunities) berdasarkan jenis cacat yang dominan terjadi
kemudian nilai tersebut dikonversikan ke dalam level sigma. DPMO (Defect Per
Million Opportunity) adalah ukuran kegagalan dalamsix sigmayang menunjukkan
kegagalan persejuta kesempatan
Tabel 4.7. TabelLevel sigma Bulan Total
November 62.764 1576 5 5022 4,07
Desember 70.400 650 5 1847 4,40
Januari 18.700 209 5 2235 4,34
Februari 25.000 257 5 2056 4,37
Maret 46.300 76 5 328 4,91
April 60.000 768 5 2560 4,30
Mei 25.000 356 5 2848 4,26
Juni 35.000 61 5 349 4,89
Juli 17.800 167 5 1876 4,40
Agustus 85.000 87 5 205 5,03
September 70.000 561 5 1603 4,45
Oktober 80.000 123 5 308 4,92
Total 595.964 4.891 5 1641 4,44
Contoh perhitungan:
Contoh perhitunganlevel sigmamenggunakanmicrosoft excel:
4.2.3.Analyze
Setelah melakukan perhitungan level sigma pada tahap measure didapatkan nilai
level sigma setiap bulannya. Tahap selanjutnya yaitu tahap analyze, tahap ini
dilakukan untuk mencari penyebab terjadinya cacat. Berdasarkan hasil dari tahap
sebelumnya (measure) diketahui bahwa jenis cacat yang paling dominan adalah
jenis cacat sobek yang mencapai persentase cacat kumulatif sebesar 29,07%. Untuk
mengidentifikasi penyebab terjadinya cacat akan digunakan diagram sebab-akibat
(cause-effect diagram). Dalam penentuan faktor penyebab terjadinya cacat,
faktor-faktor tersebut akan diklasifikasikan berdasarkan sumber penyebabnya yaitu
manusia, mesin, material dan metode. Pada tahap analyze ini dibuat diagram
Fishbonedari keseluruahn jenis cacat yang terjadi pada produk cover. Berikut ini
adalah diagram sebab-akibat (cause-effect diagram) dari semua jenis cacat yang
ada, adapun diagram sebab-akibat jenis cacat sebagai berikut:
1. Cacat Sobek
Dalam diagram sebab akibat akan menggambarkan faktor-faktor penyebab
terjadinya sobek. Adapun gambar diagram sebab akibat cacat sobek dapat dilihat
pada gambar 4.14.
2. Cacat KB (Kena Bari)
Dalam diagram sebab akibat akan menggambarkan faktor-faktor penyebab
terjadinya kena bari (KB). Adapun gambar diagram sebab akibat cacat kena bari
(KB) dapat dilihat pada gambar 4.15.
Gambar 4.15. DiagramFishboneJenis Cacat Kena Bari
3. Cacat Gelembung
Dalam diagram sebab akibat akan menggambarkan faktor-faktor penyebab
terjadinya gelembung. adapun gambar diagram sebab akibat cacat gelembung
dapat dilihat pada gambar 4.16.
4. Cacat Putus
Dalam diagram sebab akibat akan menggambarkan faktor-faktor penyebab
terjadinya putus. Adapun gambar diagram sebab akibat cacat putus dapat dilihat
pada gambar 4.17.
Gambar 4.17. DiagramFishboneJenis Cacat Putus
5. Cacat Gompal
Dalam diagram sebab akibat akan menggambarkan faktor-faktor penyebab
terjadinya cacat gompal. Adapun gambar diagram sebab akibat cacat gompal dapat
dilihat pada gambar 4.18.
44
5.1. AnalisisDefine
Pada tahap ini dilakukan penentuan produk yang mengalami paling besar.
Berdasarkan hasil pengolahan menggunakan diagram histogram dan diagram
pareto.
5.1.1. Analisis Diagram Histogram
Dari tiga produk awal yang ditetapkan akan dipilih satu produk untuk dilakukan
tahapan selanjutnya berdasarkan jumlah cacat terbesar. Pada tahap ini diagram
histogram dibuat bertujuan untuk lebih menyakinkan lagi peneliti dalam
menentukan produk yang terpilih. Berdasarkan diagram histogram yang telah
dibuat produk cover memiliki jumlah cacat tertinggi dengan jumlah cacat selama
1 tahun yaitu 16,825 unit, sedangkan untuk produk Pad Seal memiliki jumlah cacat
selama 1 yaitu 5,711 dan untuk produk Protec for Tube memiliki jumlah cacat
selama 1 tahun yaitu 4,165. Produk cover memiliki cacat paling banyak selama 1
tahun dibandingkan dengan produk lainnya.
5.1.2. Analisis Diagram Pareto
Pada tahap ini diagram pareto memperlihatkan urutan produk berdasarkan jenis
cacat dari yang terbesar sampai terkecil. Diagram pareto digunakan untuk
menunjukan tingkat prioritas produk yang akan diselesaikan. Berdasarkan diagram
pareto produk cover memiliki jumlah cacat terbesar dengan jumlah cacat 16,825
unit pada bulan Desember produk cover memiliki cacat terbesar dengan jumlah
cacat 2,498 unit sedangkan bulan Januari memiliki jumlah cacat terendah dengan
jumlah cacat 717 unit. Produk Pad Seal memiliki jumlah cacat 5,711 unit, pada
bulan Desember produk Pad Seal memiliki jumlah cacat terbesar dengan jumlah
cacat 716 unit sedangkan bulan Agustus memiliki jumlah cacat terendah dengan
pada bulan April memiliki cacat terbesar dengan jumlah cacat 459 unit sedangkan
bulan Juli memiliki cacat terendah dengan jumlah cacat 234 unit. Produk cover
yang terpilih karena memiliki cacat yang terbesar.
5.1.3. Identifikasi VariabelCritical to Quality(CTQ)
Setelah terlihat dari diagram histogram dan diagram pareto sebelumnya dapat
dengan jelas terlihat produk yang terpilih untuk dilakukan perhitungan ditahap
berikutnya adalah produk cover. Pada tahap ini mengidentifikasi variabel CTQ,
CTQ (Critical to Quality) adalah atribut-atribut yang sangat penting untuk
diperhatikan karena berkaitan langsung dengan kebutuhan dan pelanggan. CTQ
dapat diartikan sebagai elemen dari proses atau kegiatan yang berpengaruh
langsung terhadap pencapaian kualitas yang diinginkan. Variabel CTQ pada PT.
Era Roda Sukses didapatkan berdasarkan kesepakatan pihak produsen dan
konsumen. Terdapat 5 CTQ pada produk cover yaitu kena bari (KB), Sobek,
Gelembung, Putus dan Gompal. Faktor-faktor ini yang mempengaruhi kepuasan
konsumen terhapat produk yang dihasilkan.
5.2. Measure
Pada tahap measure dilakukan pengukuran untuk menentukan cacat dominan
produk cover, menghitung DPMO dan menghitung nilailevel sigma,
5.2.1. Analisis Menentukan Cacat Dominan Produk Cover
Analisis cacat dominan dibuat untuk mengetahui jenis cacat yang paling sering
terjadi pada produk cover. Berdasarkan pengolahan data pada bab 4 dari kelima
jenis cacat yang terjadi, jenis cacat sobek memiliki jumlah cacat yang paling banyak
dengan jumlah total cacat yaitu 4891 dengan presentase 29,07% dari seluruh
variabel. Jenis cacat gelembung memiliki jumlah cacat sebanyak 4620 dengan
presentase 27,46% dari seluruh variabel. Jenis cacat cacat memiliki jumlah cacat
sebanyak 2549 dengan presentase 15,15% dari seluruh variabel. Jenis cacat putus
variabel. Jenis cacat kena bari (KB) memiliki jumlah cacat paling sedikit dengan
jumlah cacat sebanyak 2359 dengan presentase 14,02% dari variabel keseluruhan.
Cacat dominan yang terjadi paling banyak yaitu cacat sobek dengan jumlah cacat
4891 dengan presentase 29,07%. Cacat sobek kemudian dilakukan proses
perhitungan selanjutnya yaitu menghitung jumlah DPMO dan Level Sigma dari
jenis cacat sobek.
5.2.2. Analisis MenghitungLevel Sigma
Analisis selanjutnya dilakukan pengukuran level sigma dengan cara menghitung
DPMO (Deffects per Million Opportunities) kemudian nilai tersebut dikonversikan
ke dalam level sigma. Untuk produk cover dengan jenis cacat sobek pada bulan
November 2013 didapat hasil DPMO (Deffects per Million Opportunities) sebesar
5022. Angka tersebut menunjukkan bahwa pada bulan November tahun 2013,
produk cover mengalami 5022 cacat sobek dari sejuta kesempatan yang ada.
Kemudian dikonversikan kelevel sigma, didapatkanlevel sigmasebesar 4,07, yang
menunjukkan bahwa pada bulan November 2013 level sigma sudah berada diatas
levelnormal di Indonesia yang berada pada 3Sigma.
Untuk produk cover dengan jenis cacat sobek selama satu tahun didapat hasil
DPMO (Deffects per Million Opportunities) sebesar 1641, Angka tersebut
menunjukkan bahwa jumlah kecacatan produk cover selama satu tahun mengalami
1641 cacat sobek dari sejuta kesempatan yang ada. Kemudian dikonversikan ke
level sigma, didapatkanlevel sigmasebesar 4,44, yang menunjukkan bahwa selama
satu tahun nilai level sigma sudah berada diatas level normal di Indonesia yang
berada pada 3Sigma.
5.3. AnalisisAnalyze
Pada tahap ini dilakukan analisis berdasarkan diagramFishboneyang telah dibuat.
Tahap ini berisikan analisis berdasarkan 5W 1H, yang nantinyan akan memberikan
pada jenis cacat sobek. Adapun diagramFishbonedapat dilihat pada tabel 5.1., 5.2.,
Tabel 5.1. Tabel Usulan Perbaikan 5W 1H Jenis Cacat Sobek Prioritas
Perbaikan What Why Where When Who How
Coremiring Posisi cetakan miring Agar posisi cetakan atau core tidak miring
Lakukan pengecekan terhadap peletakan mesin, lakukan perawatan terhadap mesin
Settingan mesin tidak sesuai
Settingan tenperatur dantimermesin harus sesuai dengan
prosedur yang telah ditetapkan
Agar didapatkan produk cover yang sesuai denga spesifikasi yang telah ditentukan dan berbentuk sempurna berkala terhadap mesin dan pasang alatmodeotomasi untuk pengaturan temperatur lurus pada saat proses pelepasan
Operator kurang teliti dan tidak memperhitungkan posisi cetakan pada saat proses pelepasan sehingga cetakan miring atau tidak lurus saat dilepas
Departemen
Berikan pelatih kembali untuk operator agar keahliannya dapat bertambah baik, dan operator tidak lalai lagi dalam melakukan pekerjaannya
SOP yang sulit dipelajari dan kurangnya pembekalan terhadap pentingnya penerapan SOP di perusahaan
Kualitas material
buruk Material kotor
Tabel 5.2. Tabel Usulan Perbaikan 5W 1H Jenis Cacat Kena Bari Prioritas
Perbaikan What Why Where When Who How
Kualitas material
buruk Material kotor
Agar material memiliki kualitas baik dan sesuai dengan standar yang telah ditentukan
Departemen QA Diluar jam
produksi Staff QA
Melakukan pengecekkan material secara berkala, kualitas material haarus sesuai dengan spesifikasi yang ada, seleksi vendor kembaali
Agar operator dapat lebih telili dan tidak tergesa-gesa dalam
melakukan pembersihan cetakan dan cetakan selalu terjaga kebersihannya
Agar alat pembersih dapat dijangkau dengan mudah oleh tangan pekerja. peta tangan kanan tangan kiri
Pembersihan cetakan tidak bersih
Cetakan harus bersih
Agar kualitas yang dihasilkan sesuai dengan spesifikasi yang ditetapkan cetakan dan beri operator pelatihan secara berkala
Tabel 5.3. Tabel Usulan Perbaikan 5W 1H Jenis Cacat Gelembung Prioritas
Perbaikan What Why Where When Who How
Kualitas material
buruk Material kotor
Agar material memiliki kualitas baik dan sesuai dengan standar yang telah ditentukan
Departemen QA Diluar jam
produksi Staff QA
Melakukan pengecekkan material secara berkala, kualitas material haarus sesuai dengan spesifikasi yang ada, seleksi vendor kembaali
Agar kualitas selalu terjaga dan membuat produk yang berkualitas tinggi terhdapa kadar air yang ada pada material memberikan, pelatihan kepada operator secara berkala, membuat display batasan kadar air yang digunakan pada saat
Agar operator dapat menghasilkan produk yang berkualitas sesuai dengan SOP yang tersedia