PENGENDALIAN KUALITAS PRODUK PIPA DENGAN PENDEKATAN
METODE PADA PT. INVILON SAGITA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat#syarat Memperoleh Gelar Sarjana Teknik
Oleh
IRNA HAFSARI HARAHAP NIM. 080423013
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K UNIVERSITAS SUMATERA UTARA
ABSTRAK
PT. Invilon Sagita merupakan perusahaan manufaktur yang memproduksi pipa. Perusahaan ini berlokasi di Jalan Binjai Km 10,5 Medan, Sumatera Utara. Dalam menjalankan produksinya, PT Invilon Sagita mengalami permasalahan yaitu adanya pemborosan ( ) pada proses produksi. Pemborosan yang di alami oleh perusahaan berupa produk yang cacat ( ) dan waktu menunggu. Waktu menunggu yang terjadi dikarenakan penjadwalan untuk setiap mesin tidak efektif. berupa dari potongan pipa dan produk cacat disebabkan produk yang dihasilkan tidak sesuai dengan spesifikasi yang telah ditetapkan oleh perusahaan. Tujuan penelitian untuk mengurangi waktu menunggu sehingga terjadinya peningkatan kecepatan proses dan kualitas produk.
Pendekatan dengan menggunakan metode DMAIC (
) digunakan untuk memecahkan masalah yang dihadapi oleh perusahaan
pada saat ini. Pendekatan dengan menggunakan metode merupakan kombinasi
antara dan yang menitikberatkan kepada pengurangan waktu menunggu dan
kecacatan produk pipa. Dalam , alat yang digunakan untuk mengarahkan peningkatan dan
memahami proses adalah pemetaan ( ). Dalam ,
perhitungan tingkat sigma digunakan untuk menunjukkan masalah - - .
Hasil penelitian menunjukkan bahwa proses produksi pipa sudah mendekati konsep
dengan perolehan sebesar 91,03% dan 0,034.
Solusi perbaikan yang diusulkan adalah penerapan metode 5S, pembuatan prosedur kerja
(SOP) dan peningkatan komunikasi perusahaan dengan sehingga diperoleh hasil estimasi
pengurangan sebesar 129,04 detik dan peningkatan kualitas sebesar
0,16σ.Masalah kualitas bahan baku, perawatan mesin dan pelatihan operator secara berkala adalah hal-hal penting yang harus diperhatikan perusahaan ke depan.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena
atas berkat dan rahmat-Nya kepada penulis sehingga dapat menyelesaikan
proposal Tugas Akhir dengan baik. Tugas Akhir ini merupakan salah satu
kewajiban dan syarat akademis dalam menyelesaikan studi di Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penelitian Tugas Akhir dijalankan oleh penulis di PT. Invilon Sagita yang
bergerak di bidang produksi pipa. Tugas Akhir ini berjudul “Pengendalian Kualitas Produk Pipa dengan Pendekatan Metode Lean pada PT. Invilon Sagita”.
Penulis menyadari bahwa dalam penulisan Tugas Akhir ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan laporan ini.
Akhir kata, penulis mengharapkan agar Tugas Akhir ini dapat memberikan
manfaat bagi pembaca.
Medan, November 2011
UCAPAN TERIMA KASIH
Pada kesempatan ini, Penulis menyampaikan ungkapan terima kasih
kepada berbagai pihak yang telah memberikan bantuan kepada Penulis, yaitu:
1. Allah SWT atas segala kemudahan, kelancaran dan kemurahan-Nya dalam
memberikan rahmat dan petunjuk untuk menyelesaikan Tugas Sarjana ini.
2. Orangtua penulis Hasnah Ritonga dan Alm.Syamsudin Harahap yang telah
mendukung penulis dalam doa, materi, moral juga semangat untuk
menyelesaikan Laporan Tugas Sarjana.
3. Bapak Prof. Ir. Mangara M.Tambunan, MSc selaku Dosen Pembimbing I
yang telah memberi bimbingan dan bantuan selama pelaksanaan dan
pengerjaan Laporan Tugas Sarjana.
4. Bapak Aulia Ishak, ST. MT selaku Dosen Pembimbing II yang telah banyak
memberi bimbingan, ilmu dan bantuan selama pelaksanaan dan pengerjaan
Laporan Tugas Sarjana.
5. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
6. Bapak Ir. Ukurta Tarigan, MT., selaku Sekretaris Departemen Teknik
Industri USU.
7. Bapak Ir. Mangara M. Tambunan, MSc dan Ir. Rosnani Ginting, MT selaku
Koordinator Tugas Sarjana Departemen Teknik Industri, Universitas
8. Bapak Hendra Pardede selaku Pembimbing Lapangan pada PT. Invilon
Sagita dan memberi informasi data-data maupun gambaran umum
perusahaan.
9. Teman spesial Farel Aseng, ST yang selalu membantu, memberi masukan,
memberikan kata kesabaran dan keikhlsan dalam menjalankan Tugas Akhir.
10. Saudara Siti Rahmadani Hrp, Lia Hardina Hrp dan Ade Pratiwi Hrp yang
selalu membantu dan memberikan motivasi serta semangat kepada Penulis.
11. Alumni Teknik Industri 2008 yang memberi semangat dan termotivasi untuk
cepat menyelsaikan Tugas Akhir.
12. Staf Pegawai Teknik Industri Bang Mijo, Kak Dina, Bang Ridho, Bang
Nurmansyah dan Bu Ani terima kasih atas bantuannya dalam masalah
administrasi untuk melaksanakan Tugas Akhir.
13. Staf Pegawai Perpustakaan Teknik Industri Bang Kumis dan Kak Rahma
terima kasih atas bantuannya dalam masalah pinjaman buku.
14. Seluruh rekan-rekan stambuk 2008 atas kepedulian dan dorongan yang telah
diberikan kepada Penulis.
Akhirnya, kiranya Tuhan Yang Maha Esa yang mengaruniakan
berkah-Nya dalam perjalanan hidup Bapak, Ibu dan saudara sekalian.
Medan, November 2011
Penulis,
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
1.1. Latar Belakang Masalah ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Batasan dan Asumsi Penelitian ... I-4
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-2
2.4. Daerah Pemasaran ... II-3
2.5. Proses Produksi ... II-3
2.5.1. Standar Mutu Produk ... II-3
2.5.2. Bahan yang Digunakan ... II-4
2.5.2.1. Bahan Baku ... II-5
2.5.2.2. Bahan Tambahan ... II-5
2.5.2.3. Bahan Penolong ... II-6
2.5.3. Uraian Proses Produksi ... II-7
2.5.4. Mesin dan Peralatan ... II-10
2.5.5. Utilitas ... II-11
2.5.6. ! " i ... II-12
2.5.7. # ... II-13
2.6.1. Struktur Organisasi Perusahaan ... II-14
2.6.2. Pembagian Tugas dan Tanggung Jawab ... II-16
2.6.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-16
2.6.4. Sistem Pengupahan dan Fasilitasnya ... II-18
III LANDASAN TEORI
3.1. Defenisi Kualitas…. ... III-1
3.2. ... III-1
3.3. ... III-3
3.4. Dasar Statistik ... III-5
3.5. ... III-7
3.6. Pemborosan ( )…. ... III-9
3.7. Siklus DMAIC…. ... III-11
3.7.1. ... III-14
3.7.1.1. " $ ... III-14
3.7.1.2. iagram SIPOC ... III-14
3.7.1.3. % ... III-16
3.7.2. ... III-18
3.7.2.1. Perhitungan Data Waktu ... III-18
3.7.2.2. Tingkat Ketalitian dan Keyakinan ... III-18
3.7.2.3. Uji Keseragaman dan Kecukupan Data ... III-19
3.7.2.4. Perhitungan Waktu Normal dan Baku... III-20
3.7.2.5. Perhitungan & ... III-22
3.7.2.6. # ' (CTQ) ... III-24
3.7.2.7. Perhitungan Tingkat Sigma ... III-24
3.7.3. ... III-25
3.7.3.1. Diagram Pareto ... III-25
3.7.3.2. Diagram Sebab Akibat ... III-27
3.7.3.3. Diagram ! ( ... III-29
3.7.4. ... III-30
3.7.4.1. Metode 5S ... III-30
3.7.5. ... III-33
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian ... IV-1
4.2. Lokasi Penelitian ... IV-1
4.3. Kerangka Berfikir ... IV-2
4.4. Pengumpulan Data ... IV-3
4.5. Instrumen Pengumpulan Data ... IV-4
4.6. Metode Pengumpulan Data ... IV-4
4.7. Metode Pengolahan Data ... IV-5
4.8. Metode Analisis dan Pemecahan Masalah ... IV-6
4.9. Kesimpulan dan Saran ... IV-7
5.1. Pengumpulan Data ... V-1
5.1.1. Permintaan Produk ... V-1
5.1.2. Data Aliran Proses ... V-1
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1.3. Data Jumlah Mesin ... V-3
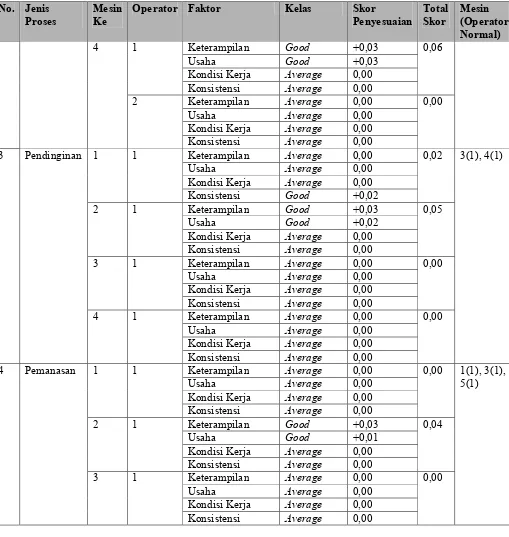
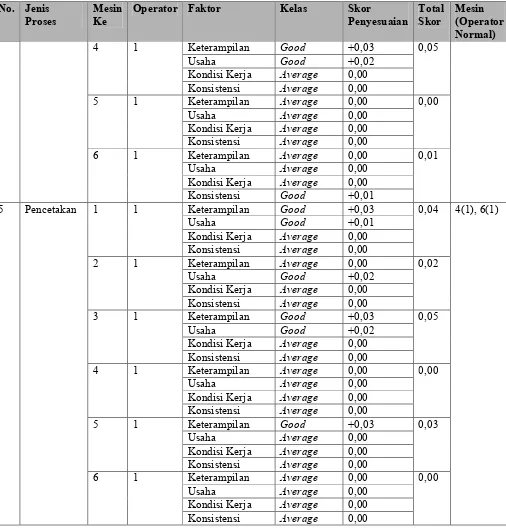
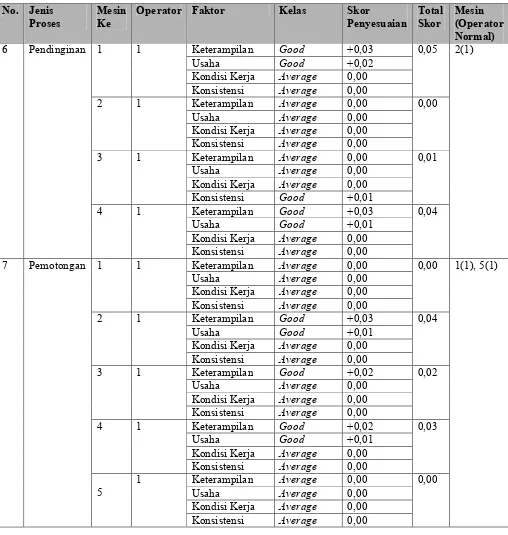
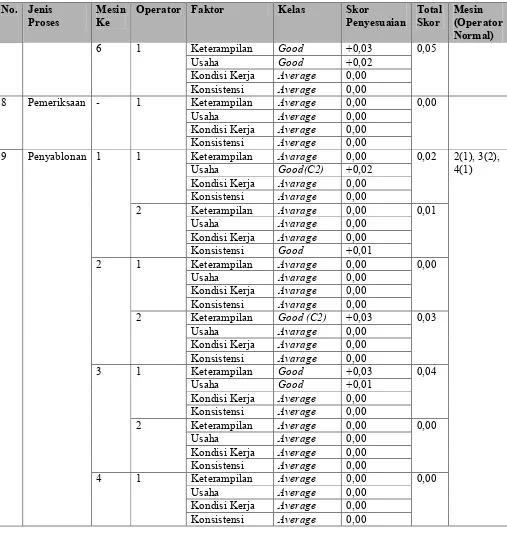
5.1.4. Penilaian * ! Operator ... V-4
5.1.6. Penetapan ... V-9
5.1.7. Data Atribut Kualitas Produk ... V-13
5.2. Pengolahan Data ... V-15
5.2.1. Tahap ... V-15
5.2.1.1. " $ ... V-15
5.2.1.2. Pemilihan Produk ... V-16
5.2.1.3. Diagram SIPOC ... V-17
5.2.1.4.% ... V-19
5.2.1.5. % ... V-21
5.2.2. Tahap ... V-21
5.2.2.1. Perhitungan Data Waktu Siklus ... V-21
5.2.2.2. Perhitungan Waktu Normal dan Baku ... V-28
5.2.2.3. Perhitungan Metrik ... V-31
5.2.2.3.1. Perhitungan # ... V-31
5.2.2.3.2. Perhitungan " + ... V-32
5.2.2.3.3.Perhitungan " % ... V-34
5.2.2.4.1. Penentuan CTQ ... V-36
5.2.2.4.2. Perhitungan Data Atribut Kualitas ... V-36
VI ANALISIS DAN PEMECAHAN MASALAH
6.1. Analisis ... ... VI-1
6.1.1. Tahap ... ... VI-1
6.1.1.1. Analisis % ... VI-1
6.1.1.2. Analisis " + ... VI-2
6.1.1.3. Analisis " % ... VI-3
6.1.1.4. Diagram Pareto ... VI-3
6.1.1.5. Diagram Sebab Akibat ... VI-4
6.1.1.6. Diagram ! ( ... VI-6
6.2. Pemecahan Masalah ... VI-2
6.2.1. Tahap ... ... VI-8
6.2.1.1. " ... VI-8
6.2.1.2. & " ... VI-8
6.2.1.3. Metode 5S ... VI-9
6.2.1. Tahap ... ... VI-12
6.3. Usulan Perbaikan ... VI-13
6.3.1. Efisiensi Hasil Peningkatan Kecepatan ... VI-13
6.3.2. Estimasi Hasil Peningkatan Kualitas ... VI-20
6.3.3. Ringkasan Hasil Sebelum dan Sesudah Perbaikan .... VI-21
VII KESIMPULAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Standar Ukuran PT.Invilon Sagita ... I-2
2.1. Standar Ukuran PT.Invilon Sagita ... II-4
2.2. Alokasi Tenaga Kerja ... II-16
3.1. Hubungan Kuantitatif antara sigma dan Cpk ... III-7
5.1. Jumlah Permintaan Produk Pipa ... V-1
5.2. Jumlah mesin di Lantai Produksi ... V-4
5.3. Penilaian * ! terhadap Operator ... V-5
5.4. Waktu Siklus Pembuatan Produk Pipa ... V-11
5.5. Waktu Muat pada Proses Pembuatan Produk Pipa ... V-12
5.6. Waktu Tiap Mesin ... V-13
5.7. Penetapan ... V-14
5.8. Data Atribut Kualitas Produk Pipa ... V-18
5.9. Rekapitulasi Keseragaman Waktu Siklus ... V-27
5.10. Rekapitulasi Keseragaman Waktu Muat dari Setiap Proses ... V-29
5.12.Rekapitulasi Kecukupan Data Waktu Siklus dari Setiap Proses ... V-31
5.13. Rekapitulasi Kecukupan Data Waktu Muat dari Setiap Proses ... V-32
5.14. Perhitungan Waktu normal dan Waktu baku ... V-34
5.15. Urutan Proses Kerja dan Waktu Baku... V-36
5.16. % # dan, % # ... V-37
5.17. Perhitungan Batas Kontrol Peta p ... V-42
5.18. Perhitungan Tingkat Sigma ... V-44
6.1. Persentase Total Kecacatan ... VI-3
6.2. Urutan Proses Kerja Baru untuk Produk Pipa ... VI-14
6.3. % # dan , % # Setelah Estimasi ... VI-15
6.4. Hasil Estimasi Peningkatan Kualitas Produk Pipa ... VI-20
6.6. Proporsi Persentase kegiatan ... VI-20
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Saluran Distribusi PT. Invilon Sagita ... II-3
2.2. Struktur Organisasi PT. Invilon Sagita ... II-15
3.1. Hubungan Kurva Normal dan Batas Sigma ... III-6
3.2. Diagram SIPOC ... III-16
3.3. Diagram Pareto ... III-27
3.4. Diagram Sebab Akibat ... III-28
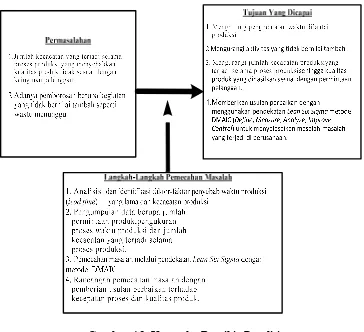
4.1. Kerangka Berpikir Penelitian ... IV-3
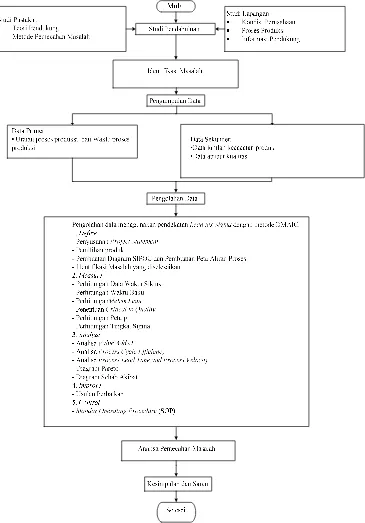
4.2. Blok Diagram Langkah-langkah Penelitian ... IV-8
5.1. Aliran Proses Produksi dari Hasil Pengamatan ... V-2
5.2. Histogram Jumlah Permintaan Pipa bulan Juni 2011 ... V-21
5.3. Diagram SIPOC ... V-22
5.4. % untuk Satu Siklus ... V-24
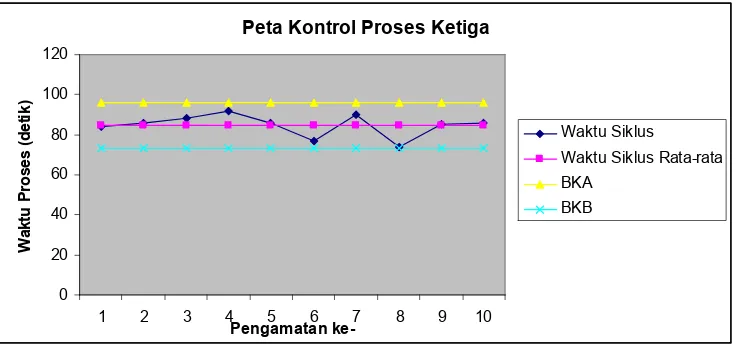
5.5. Peta Kontrol Waktu Siklus Proses Ketiga... V-23
5.6. Peta p Produk Pipa ... V-43
6.2. Diagram Sebab Akibat pada Atribut Pipa Pecah ... VI-5
6.3. Diagram Sebab Akibat pada Atribut Ukuran tidak pas ... VI-6
6.4. Diagram ! ( pada Atribut Pipa Pecah ... VI-7
6.5. Diagram ! ( pada Atribut Ukuran tidak pas... VI-7
6.6. Prosedur Kerja Proses Pemotongan Pipa ... VI-13
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Mesin dan Peralatan PT.Invilon Sagita ... L-1
2. Pembagian Tugas dan Tanggung Jawab ... L-2
3. Surat Permohonan Tugas Akhir ... L-3
4. Surat Penjajakan ... L-4
5. Surat Balasan dari Pabrik ... L-5
6. Surat Keputusan Tugas Akhir... L-6
ABSTRAK
PT. Invilon Sagita merupakan perusahaan manufaktur yang memproduksi pipa. Perusahaan ini berlokasi di Jalan Binjai Km 10,5 Medan, Sumatera Utara. Dalam menjalankan produksinya, PT Invilon Sagita mengalami permasalahan yaitu adanya pemborosan ( ) pada proses produksi. Pemborosan yang di alami oleh perusahaan berupa produk yang cacat ( ) dan waktu menunggu. Waktu menunggu yang terjadi dikarenakan penjadwalan untuk setiap mesin tidak efektif. berupa dari potongan pipa dan produk cacat disebabkan produk yang dihasilkan tidak sesuai dengan spesifikasi yang telah ditetapkan oleh perusahaan. Tujuan penelitian untuk mengurangi waktu menunggu sehingga terjadinya peningkatan kecepatan proses dan kualitas produk.
Pendekatan dengan menggunakan metode DMAIC (
) digunakan untuk memecahkan masalah yang dihadapi oleh perusahaan
pada saat ini. Pendekatan dengan menggunakan metode merupakan kombinasi
antara dan yang menitikberatkan kepada pengurangan waktu menunggu dan
kecacatan produk pipa. Dalam , alat yang digunakan untuk mengarahkan peningkatan dan
memahami proses adalah pemetaan ( ). Dalam ,
perhitungan tingkat sigma digunakan untuk menunjukkan masalah - - .
Hasil penelitian menunjukkan bahwa proses produksi pipa sudah mendekati konsep
dengan perolehan sebesar 91,03% dan 0,034.
Solusi perbaikan yang diusulkan adalah penerapan metode 5S, pembuatan prosedur kerja
(SOP) dan peningkatan komunikasi perusahaan dengan sehingga diperoleh hasil estimasi
pengurangan sebesar 129,04 detik dan peningkatan kualitas sebesar
0,16σ.Masalah kualitas bahan baku, perawatan mesin dan pelatihan operator secara berkala adalah hal-hal penting yang harus diperhatikan perusahaan ke depan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Persaingan yang dihadapi industri manufaktur dan pengolahan dalam hal
merebut pasar pada era globalisasi semakin tajam. Setiap perusahaan hendaknya
secara terus-menerus meningkatkan kualitas perusahaannya dengan selalu
berusaha untuk meminimalisasi ketidaksesuaian, pemborosan, dan meningkatkan
efisiensi dari keseluruhan proses mereka, sehingga proses dapat dikendalikan
dengan tujuan untuk dapat meminimisasi produk cacat. Akan tetapi, dalam
kenyataannya akan selalu ada ketidaksesuaian dari produk yang dihasilkan dan
jenis-jenis pemborosan ( ) yang terdapat di lantai produksi seperti yang
terjadi pada PT. Invilon Sagita yaitu perusahaan yang memproduksi pipa tipe
AXX.
Dalam menjalankan produksinya, PT Invilon Sagita mengalami
permasalahan yaitu pemborosan. Adapun pemborosan yang terdapat pada
perusahaaan adalah adanya produk yang cacat ( ) berupa pipa pecah, pipa
bengkok dan ukuran tidak pas serta adanya kegiatan yang tidak bernilai tambah
seperti waktu menunggu ( ). Waktu menunggu yang terjadi
dikarenakan penjadwalan untuk setiap mesin tidak efektif sehingga menyebabkan
yang sudah siap untuk dikerjakan, namun mesin yang akan mengerjakan
tersebut masih mengerjakan pekerjaan yang lain dan akhirnya mengurangi
produktivitas perusahaan. berupa dari potongan pipa dan produk
telah ditetapkan oleh perusahaan. Standar perusahaan mengharapkan tidak ada
produk cacat.
Jika permasalahan ini dibiarkan terus-menerus maka hal ini akan
menimbulkan pemborosan biaya yang cukup besar bagi perusahaan yang akan
terus meningkatkan kehilangan keuntungan bagi PT. Invilon Sagita. Salah satu
langkah perbaikan yang dapat digunakan oleh PT. Invilon Sagita adalah dengan
menggunakan metode .
Pendekatan dengan merupakan kombinasi antara dan
menitikberatkan pada pengurangan dan kecacatan produksi
selama proses produksi berlangsung. Metode pendekatan
sistematik untuk mengidentifikasi dan menghilangkan pemborosan ( ) atau
aktivitas-aktivitas yang tidak bernilai tambah ( ) melalui
peningkatan secara terus-menerus untuk mencapai tingkat kinerja enam sigma..
dapat didefinisikan sebagai segala aktivitas kerja yang tidak memberikan
nilai tambah dalam proses transformasi menjadi sepanjang
. Pengurangan dimaksudkan agar waktu yang digunakan dalam
proses produksi adalah berupa , sehingga meningkatkan efesiensi
penggunaan sumber daya dan waktu menunggu dapat dikurangi.
Sementara itu, metode 5 yang terdiri dari , , , & ,
dan ( & merupakan suatu metode yang melakukan perbaikan-perbaikan guna
meminimalisasi pemborosan-pemborosan yang terjadi di lantai produksi untuk
dapat menghasilkan produk yang berkualitas sehingga loyalitas para pelanggan
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang masalah yang telah dijelaskan
sebelumnya, maka rumusan permasalahan dalam penelitian ini yaitu adanya
pemborosan ( ) yang di alami oleh perusahaan berupa jumlah kecacatan
produksi yang terjadi selama proses produksi sehingga kualitas produk yang tidak
sesuai dengan keinginan pelanggan dan adanya kegiatan yang tidak bernilai
tambah seperti waktu menunggu ( ).
1.3. Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah:
1. Mengurangi pemborosan dengan cara menghitung penghematan waktu
yang terjadi di lantai produksi.
2. Mengurangi aktivitas-aktivitas yang tidak bernilai tambah (
) sehingga waktu produksi menjadi lebih cepat.
3. Memberikan usulan perbaikan dengan menggunakan pendekatan
metode DMAIC ( ) dan
aplikasi metode 5 S.
1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat bagi pihak-pihak
terkait, yaitu :
1. Bagi Perusahaan
Memperoleh masukan mengenai faktor-faktor yang mempengaruhi kualitas
menimbulkan cacat ( - pada produk, serta masukan untuk melakukan
tindakan perbaikan kualitas dari hasil penelitian yang diperoleh.
2. Bagi Mahasiswa
Mempertajam kemampuan analisis dan berfikir yang lebih sistematis,
memberikan dan menambah pemahaman tentang cara melakukan suatu
penelitian dalam menghasilkan karya ilmiah yang bermanfaat.
1.5. Batasan dan Asumsi Penelitian
Pembatasan masalah dilakukan agar penelitian lebih terarah untuk
mencapai tujuan dan memberikan ruang lingkup penelitian. Batasan masalah yang
digunakan dalam penelitian ini adalah sebagai berikut :
1. Penelitian ini dilakukan hanya pada produk pipa tipe AXX .
2. Data kualitas produk yang diperoleh adalah data kecacatan produk selama
satu bulan.
3. Pengolahan data menggunakan yang terdapat pada metode
(DMAIC).
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Tidak dilakukan penambahan atau pengurangan terhadap mesin-mesin
ataupun peralatan produksi dan tidak ada perubahan urutan proses produksi.
2. Sistem produksi dan spesifikasi produk yang diamati juga tidak mengalami
perubahan.
3. Tidak memperhatikan faktor perawatan mesin karena seluruh mesin mampu
4. Pekerja yang telah menguasai pekerjaannya dengan baik dan benar dianggap
sebagai operator normal dari sejumlah pekerja yang terdapat pada
masing-masing stasiun kerja.
1.6. Sistematika Penulisan Laporan Tugas Sarjana
Sistematika yang digunakan dalam penulian tugas sarjana ini adalah
sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari peneliti untuk membuat suatu rancangan perbaikan terhadap masalah
dan kualitas produksi di perusahaan, rumusan permasalahan, tujuan
penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam
penelitian, dan sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menjelaskan sejarah dan gambaran
umum perusahaan, struktur organisasi, organisasi dan manajemen, teknologi serta
proses produksi.
Bab III Landasan Teori, memaparkan teori-teori yang digunakan dalam
analisis pemecahan masalah yaitu Teori Pengukuran Waktu, Teori Pengendalian
Kualitas, dan Teori Pendekatan dengan Metode DMAIC ( ,
, , , ). Sumber teori atau literatur yang digunakan
diambil dari referensi buku-buku dan jurnal penelitian yang berhubungan dengan
topik tersebut dan disertakan pada Daftar Pustaka.
Bab IV Metodologi Penelitian, mengemukakan tahapan-tahapan
dengan menggunakan pendekatan Metode DMAIC, yang dimulai
dari persiapan penelitian, pengambilan data waktu proses dan kualitas produksi,
pengolahan data, analisis pemecahan masalah hingga kesimpulan dan saran yang
diberikan kepada pihak perusahaan.
Bab V Pengumpulan dan Pengolahan Data, mengidentifikasi data primer
yaitu data pengukuran waktu proses produksi, * dan , serta
data sekunder yaitu jumlah permintaan produk dan jumlah kecacatan produksi.
Selain itu, juga terdapat tahap pengolahan data dengan menggunakan pendekatan
Metode DMAIC untuk mendapatkan pemecahan masalah. Tahap
dari metode DMAIC yang digunakan dalam pengolahan data adalah Tahap
, dan Tahap .
Bab VI Analisis Pemecahan Masalah, meliputi analisis dari hasil
pengolahan data dan alternatif dari pemecahan masalah. Tahap dari metode
DMAIC yang digunakan dalam analisis pemecahan masalah adalah Tahap
, Tahap dan Tahap . Pada bab ini juga diuraikan
mengenai beberapa usulan perbaikan yang dapat diberikan kepada perusahaan dan
nilai peningkatan yang dapat dicapai oleh perusahaan dapat diestimasikan melalui
. dengan pihak perusahaan.
Bab VII Kesimpulan dan Saran, memberikan kesimpulan perbaikan
dan kualitas produksi yang diperoleh dari hasil pemecahan masalah, dan
saran-saran yang bermanfaat bagi perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Invilon Sagita merupakan perusahaan tempat dilaksanakannya kerja
praktek. Perusahaan ini bergerak dalam bidang usaha produksi pipa PVC ("
% ( ). Perusahaan ini didirikan pada tahun 1974 dengan nama awal UD.
Pada perkembangan selanjutnya, tepatnya pada tahun 1990, perusahaan ini
ditingkatkan dan oleh Presiden Republik Indonesia pada saat ini resmi diganti
menjadi PT. Invilon Sagita, nama yang masih dipakai hingga kini. Total investasi
yang ditanam mencapai 20 juta dollar dengan kapasitas produksi mencapai 18.000
ton pertahun.
Perusahaan ini menghasilkan produk pipa PVC untuk kebutuhan air
minum dengan standar Indonesia dan Jepang, pipa PVC untuk kebutuhan
dengan standar Indonesia dan Jepang, pipa untuk kabel telepon
( ( ), talang air dan pintu PVC. Secara garis besar, produk yang
dihasilkan dipasarkan dalam dua kategori yaitu produk yang dibutuhkan untuk
kebutuhan lokal dan produk yang dibuat sesuai dengan pesanan.
Adapun konsumen PT. Invilon Sagita antara lain PDAM Tirtanadi Medan,
proyek gas elpiji PERTAMINA di Lhoksemawe, PERUMTEL yang merupakan
proyek dari ADB ( / &) merupakan tahap pertama dan
kedua, dan beberapa hotel seperti Hotel Tiara Medan, Hotel Garuda Plaza, dan
dengan membantu pembuatan jaringan air minum di Tanah Karo. Sebagai
penghargaan atas peran serta dalam membantu program pemerintahan tersebut,
gubernur Sumatera Utara memberikan penghargaan kehormatan berupa Upakarti
dari Presiden Republik Indonesia.
2.2. Ruang Lingkup Bidang Usaha
PT. Invilon Sagita merupakan perusahaan yang bergerak dalam produksi
pipa. Jenis pipa yang diproduksi sangat beragam dengan spesifikasi yang
diinginkan konsumen selama itu belum diluar standar yang ditetapkan. Pemasok
utamanya adalah PT. TELKOM dan PDAM
PT. Invilon Sagita saat ini memproduksi 5 macam jenis pipa yaitu :
1. Pipa PVC.
2. Sambungan Pipa PVC.
3. Selang air, selang spiral dan selang 0
4. # ( 0
5. Talang PVC dan
2.3. Lokasi dan Letak Geografis
PT. Invilon Sagita beralamat di Jalan Mesjid/Jl. Binjai Km. 10.5, Desa
Payageli, Kecamatan Medan Sunggal, Kotamadya Medan, Sumatera Utara. Sejak
awal berdirinya PT.Invilon Sagita mulai tahun 1974 sampai sekarang luas tanah
2.4. Daerah Pemasaran
Saat ini daerah pemasaran yang dijangkau oleh PT. Invilon Sagita meliputi
Medan, Palembang, Padang, Banjarmasin, Batam dan Pekan Baru.
Masing-masing daerah pemasaran ini berusaha untuk dapat memasarkan produk
sebaik-baiknya untuk meningkatkan jumlah penjualan.
Cara mendistribusikan produk dilakukan dengan dua cara pertama yaitu
secara langsung tanpa menggunakan distributor, dan memasok beberapa produk
ke beberapa agen yang berada di beberapa daerah. Seluruh pengaturan transaksi
penjualan dan pengiriman dilakukan oleh bagian pemasaran. Bagian ini yang
menjual dan menyampaikan produk langsung kepada konsumen dan agen-agen
yang ada. Saluran distribusi PT. Invilon Sagita dapat dilihat pada Gambar 2.1.
Gambar 2.1. Saluran Distribusi PT.Invilon Sagita
2.5. Proses Produksi 2.5.1. Standar Mutu Produk
PT. Invilon Sagita merupakan perusahaan yang menghasilkan produk pipa
dengan standar mutu yang telah ditetapkan. Oleh karena itu, maka pihak
perusahaan menetapkan bahwa setiap produk yang dihasilkan harus melalui PT.Invilon Sagita
Agen
Konsumen
pengujian sehingga memiliki standar mutu yang sesuai dengan standar mutu yang
diinginkan. Standar mutu produk sangat perlu ditingkatkan dan dipertahankan
guna menjaga standar kualitas produk jadi. Adapun standar mutu produk pipa
pada PT. Invilon Sagita dapat dilihat pada Tabel 2.1.
16 420 15
Sumber :PT.Invilon Sagita
2.5.2. Bahan yang Digunakan
Jenis produk yang dihasilkan oleh PT. Invilon Sagita adalah pipa PVC,
pintu PVC, dan selang PVC. Untuk menghasilkan produk ini dibutuhkan bahan
baku, bahan tambahan, dan bahan penolong.
2.5.2.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
dan memiliki persentase yang relatif besar dalam produk dibandingkan dengan
bahan-bahan lain.Bahan baku utama yang digunakan dalam proses produksi
prosuk – produk pada PT. Invilon Sagita adalah sebagai berikut :
1. Resin
Resin mempunyai sifat keras dan kaku, bentuknya serbuk putih sehingga
mudah diolah serta tidak mudah terbakar. Resin merupakan sumber bahan
baku utama yang digunakan dalam proses produksi produk – produk PVC,
karena dalam resin inilah terkandung bahan – bahan untuk membuat "
% ( (PVC). Dalam setiap produksi penggunaan bahan ini mencapai
60% - 80%.
2. Tepung CaCO3
Tepung CaCO3 merupakan senyawa zat kalsium dan karbonat, atau sering
menentukan kelenturan dan kekerasan produk serta mengontrol kehalusan
permukaan. Dalam setiap produksi bahan ini digunakan antara 20% - 28%.
2.5.2.2.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan.Bahan baku
tambahan yang digunakan dalam proses produksi produk – produk di PT. Invilon
Sagita adalah:
1. Zat Pewarna.
Yang dimaksud zat pewarna dalam hal ini adalah zat yang digunakan untuk
menentukan warna pipa dan selang. Ada beberapa jenis warna pipa dan selang
hasil produksi PT. Invilon Sagita sesuai dengan pesanan konsumen, seperti
biru, merah orange, abu – abu, kuning, dll.
2. # (Ti)
Zat kimia ini digunakan dalam proses produksi adalah untuk menjaga tingkat
kadar kehitaman pipa. Tanpa penggunaan bahan ini, pipa yang dihasilkan akan
berwarna kehitaman. Bahan ini berkisar 0.6%.
3. (SA) dan 1 , 0
Merupakan zat kimia ini digunakan dalam proses produksi yang digunakan
sebagai stabilisator untuk menjaga suhu bahan baku pada saat dipanaskan, dan
dilebur sebelum dicetak. Penggunaan bahan ini berkisar 0.4%.
Tinta digunakan dalam proses penyablonan merk dan tipe produk di setiap
produk – produk di PT. Invilon Sagita.
2.5.2.3.Bahan Penolong
Bahan penolong merupakan bahan yang membantu dalam proses produksi
agar diperoleh hasil yang lebih baik.
1. Air.
Dalam proses produksi air digunakan sebagai pendingin setelah produk –
produk di cetak dengan mesin .
2. Karton.
Dalam proses produksi karton digunakan untuk membungkus aksesoris –
aksesoris dari pipa.
3. Tali.
Dalam proses produksi tali digunakan sebagai pengikat pipa – pipa yang telah
siap untuk dibawa ke gudang.
4. Plastik.
Dalam proses produksi plastik digunakan untuk membungkus pipa yang telah
siap untuk dikirim.
Untuk pengadaan bahan – bahan penolong, pihak perusahaan berusaha
untuk mendapatkan dari bahan lokal daerah Sumatera Utara. Meskipun begitu,
ada beberapa bahan yang harus di datangkan dari Pulau Jawa ataupun harus di
atau kualitas yang kurang baik sehingga tidak memenuhi standar mutu yang di
inginkan.
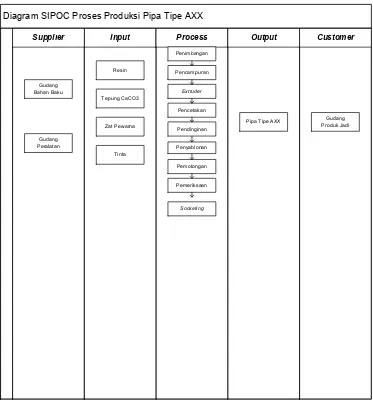
2.5.3. Uraian Proses Produksi
Untuk memproduksi pipa proses yang ada dapat dikelompokkan atas tahap
– tahap berikut.
1. Penimbangan
Proses awal dari pembuatan pipa PVC adalah proses penimbangan. Semua
bahan-bahan yang diperlukan untuk pembuatan pipa PVC ditimbang sesuai
dengan komposisi yang telah ditentukan dengan menggunakan timbangan
analog.
20 Pencampuran
Pencampuran dilakukan berdasarkan tipe produk yang akan diproduksi. Tiap
tipe produk terdiri dari komposisi bahan yang berbeda. Sebelum bahan
dicampur, semua bahan yang diperlukan untuk memproduksi produk tertentu
ditimbang dengan timabangan manual. Setelah ditimbang, bahan resin dan
tepung CaCO3 dibawa dengan kereta sorong dan secara langsung dijatuhkan
dalam mesin pencampur (mesin ) untuk dicampur. Pencampuran
dilakukan dengan cara mengaduk bahan – bahan tersebut hingga merata,
pencampuran ini menggunakan arus listrik. Pada saat pencampuran juga
ditambahkan zat – zat kimia (# (Ti), (SA) dan 1
, dan zat pewarna sesuai tipe dan warna produk yang akan di produksi.
40oC selama ± 10 menit. Hasil pencampuran dalam bentuk tepung dan
ditampung dalam bin ( ( . ).
30 +
Bahan – bahan baik yang dalam bentuk tepung maupun butiran, kemudian
dialirkan ke mesin pemanas dengan menggunakan pipa dan kereta sorong
untuk produk selang. Bahan – bahan ini dicampur dan dipanaskan dengan
mesin pada suhu 180 °C – 200 °C. Hingga bahan berubah menjadi
bentuk cair (pasta).
4. Pencetakan.
Bahan – bahan yang telah cair dialirkan ke alat cetak yang berada di ujung
mesin dengan memanfaatkan daya tekan dari bahan yang masuk ke
mesin pemanas. Proses pencetakan menggunakan cetakan dengan ukuran
diameter pipa selang atau ukuran pintu yang diinginkan. Pada proses
pencetakan ini, cetakan dipanaskan dengan arus listrik melalui elemen –
elemen dengan suhu berkisar antara 180 °C – 220 °C. Apabila terjadi
kerusakan pada pencetakan maka pipa yang rusak akan dibawa ke tempat
penyimpanan sementara untuk di daur ulang.
5. Pendinginan.
Proses pendinginan dilakukan dengan air. Hal ini bertujuan agar pipa menjadi
dingin dan keras sehingga bentuk dan ukurannya tidak berubah. Suhu air yang
digunakan untuk proses pendinginan ini berkisar 20 oC dan tekanan vacum 0,5
bar. Pada proses pendinginan ini air dialirkan langsung air kolam air yang
mesin pemompa air untuk mengalirkan air tersebut sehingga proses
pendinginan dapat berjalan dengan baik. Pada proses pendinginan ini air
dialirkan langsung dari tangki penampung yang berada pada bagian belakang
pabrik secara otomatis dengan menggunakan mesin pemompa air untuk
mengalirkan air tersebut sehingga proses pendinginan dapat berjalan dengan
baik.
6. Penyablonan
Proses penyablonan dilakukan secara otomatis setelah selesai dilakukan
pendinginan. Mesin melakukan penyablonan dengan cara menyablon pipa
yang keluar dari mesin pendingin dengan jarak yang telah ditentukan. Bahan
yang digunakan untuk menyablon adalah tinta.
7. Pemotongan.
Pipa yang telah melalui penyablonan dan telah berbentuk pipa secara utuh,
dipotong sesuai dengan ukuran yang telah ditentukan. Proses pemotongan
dilakukan menggunakan gergaji secara otomatis. Apabila terjadi kerusakan
pada pemotongan maka pipa yang rusak akan dibawa ke tempat penyimpanan
sementara untuk didaur ulang.
8. Pemeriksaan/ & .
Setelah pipa sudah ada yang dipotong, maka akan diambIl sebuah sampel
untuk diinspeksi/diperiksa. Kegiatan ini meliputi tes fisik dan tes
laboratorium, hal ini dilakukan untuk mengetahui apakah pipa yang dihasilkan
sudah sesuai dengan standar yang telah ditentukan atau belum.
Setelah proses pemotongan dan penyablonan, pipa dibawa ke bagian
pencetakan kepala. Proses pencetakan kepala ini dilakukan pada mesin
pemanas. Ujung pipa di masukkan ke dalam mesin dengan cetakan yang telah
disesuaikan. Pencetakan kepala pipa ini hanya untuk beberapa tipe produk
pipa, sesuai dengan permintaan konsumen.
2.5.4. Mesin dan Peralatan
Mesin dan peralatan yang digunakan dalam melaksanakan proses produksi
pipa pada PT. Invilon Sagita dapat dilihat pada Lampiran 1.
2.5.5. Utilitas
Untuk membantu kelencaran proses produksi dan kerja perusahaan,
digunakan fasilitas pendukung antara lain :
1. Air
Pada pabrik pipa penggunaan air sangatlah penting. Sumber air diperoleh dari
sumur bor (air dari tanah) yang selanjutnya akan dipompakan ke bak
penampung. Air digunakan sebagai bahan penolong dalam pembuatan pipa
dan juga dipakai untuk keperluan karyawan.
2. Bengkel
Fungsi bengkel untuk memelihara kelancaran proses di dalam pabrik,
memperbaiki mesin atau peralatan yang mengalami kerusakan serta mengganti
dan membuat peralatan sesuai dengan kemampuan teknisi.
Sumber energi listrik diperoleh dari PLN (Perusahaan Listrik Negara) dan
beberapa generator yang dimiliki oleh perusahaan jika aliran listrik PLN
terputus. Ada tiga buah generator yang digunakan yaitu Generator dengan
dayya 1000 KVA (1 unit) dan Generator dengan daya 350 KVA(2 unit).
4.
digunakan untuk memindahkan mesin baik untuk relokasi mesin
maupun untuk proses perbaikan mesin.
5. Telekomunikasi
Digunakan untuk mendukung arus informasi dari dalam dan luar perusahaan.
Ada beberapa saluran telekomunikasi baik di setiap departemen ataupun
kantor, sehingga arus informasi dapat berjalan dengan lancar.
2.5.6.
Keselamatan kerja merupakan salah satu bagian yang penting untuk
diperhatikan setiap perusahaan. Untuk melaksanakan keselamatan karyawan
selama bekerja, PT. Invilon Sagita telah menyediakan beberapa fasilitas antara
lain :
1. Regu pemadam kebakaran
Regu pemadam kebaran pada PT. Invilon Sagita direkrut dari karyawan.
2. Tabung pemadam kebakaran
Tabung pemadaman kebaran diletakkan pada setian ruangan kerja, termasuk
3. Untuk menjaga kesehatan pekerja PT. Invilon Sagita juga menyiapkan
keperluan pada saat bekerja misalnya & . Pihak perusahaan
mengharuskan para pekerja menggunakannya selama berada di dalam pabrik.
Untuk perlindungan dari bahaya kebakaran, langkah-langkah yang
diharapkan pihak perusahaan adalah :
1. Memeriksa mesin setiap minggu untuk mencegah terjadinya bahaya arus
listrik.
2. Melakukan pelatihan bagi satpam selama 2 bulan.
3. Menyediakan tabung racun api di temapat-tempat yang dianggap penting.
Tabung racun api yang ada di PT. Invilon Sagita sebanyak 10 buah.
4. Menerapkan peraturan bebas rokok dalam lingkungan pabrik, baik kepada
karyawan maupun tamu.
2.5.7.
Pembangunan suatu proyek industri pada suatu tempat akan memberi
pengaruh terhadap lingkungannya, baik pengaruh yang langsung ataupun tidak
langsung, dan pada umumnya berdampak buruk. Pengaruh langsung yang perlu
diperhatikan adalah pengaruh limbah terhadap lingkungan di sekitar pabrik.
Limbah yang dihasilkan PT. Invilon Sagita dan cara penanggulangannya adalah :
1. Limbah debu
Pengolahan terhadap cemaran partikel debu adalah dengan meningkatkan
pencampuran. Selain itu pihak pabrik mengusahakan kedisiplinan para
pekerja yang bekerja di ruangan produksi untuk memakai masker.
2. Kebisingan
Adapun upaya mengurangi dampak kebisingan yang ditimbulkan adalah :
- Memperketat kedisiplinan pemakaian alat pelindung telinga yang
berada di ruang sumber bising.
- Selalu mengontrol efisiensi alat peredam suara dari sumber dampak,
yaitu generator, mesin , bengkel.
2.6. Organisasi dan Manajemen 2.6.1. Struktur Organisasi Perusahaan
Dalam melaksanakan aktivitas perusahaannya, PT. Invilon Sagita
menggunakan struktur organisasi bentuk fungsional. Alasan menggunakan
struktur organisasi bentuk fungsional, karena organisasi yang diatur berdasarkan
pengelompokan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja
seperti produksi/operasi, pemasaran, keuangan, personalia, dan lain-lain yang
memiliki fungsi yang khusus.
Adapun struktur organisasi yang digunakan pada PT. Invilon Sagita adalah
2.6.2. Pembagian Tugas dan Tanggung Jawab
Adapun pembagian tugas dan tanggung jawab pada masing-masing
jabatan pada PT. Invilon Sagita dapat dilihat pada Lampiran 2.
2.6.3. Jumlah Tenaga Kerja dan Jam Kerja
Dalam menjalankan tugasnya, PT. Invilon Sagita mempekerjakan tenaga
kerja langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung adalah
tenaga kerja yang bekerja di lantai produksi. Tenaga kerja tidak langsung adalah
pekerja yang bekerja di luar pabrik. Jumlah tenaga kerja pada PT.Invilon Sagita
adalah 279 orang. Adapun alokasi tenaga kerja di PT. Invilon Sagita ditunjukkan
pada Tabel 2.2.
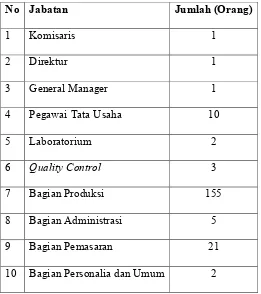
Tabel 2.2. Alokasi Tenaga Kerja di PT. Invilon Sagita
No Jabatan Jumlah (Orang)
1 Komisaris 1
2 Direktur 1
3 General Manager 1
4 Pegawai Tata Usaha 10
5 Laboratorium 2
6 ' 3
7 Bagian Produksi 155
8 Bagian Administrasi 5
9 Bagian Pemasaran 21
11 Keamanan / Satpam 8
12 Petugas Kebersihan 3
13 Karyawan 77
TOTAL 279
Sumber :PT. Invilon Sagita
Jam kerja di PT. Invilon Sagita untuk karyawan kantor, karyawan lantai
produksi dan petugas keamanan. Karyawan kantor bekerja satu shift, sedangkan
karyawan lantai produksi dan petugas keamanan tiga shift. Jam kerja perhari
adalah delapan jam. Jam kerja lembur terhitung apabila seorang pekerja bekerja
lebih dari 8 jam. Adapun pembagian waktu kerja tersebut adalah sebagai berikut:
1. Karyawan kantor
a. Hari Senin sampai Kamis
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 - 13.00 WIB : Istirahat
- Pukul 13.00 – 16.00 WIB : Kerja aktif
b. Hari Jum’at
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 14.00 WIB : Istirahat
- Pukul 14.00 – 17.00 WIB : Kerja aktif
c. Hari Sabtu
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 13.00 WIB : Istirahat
2. Karyawan lantai produksi dan Petugas keamanan
a. Shift I
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 - 13.00 WIB : Istirahat
- Pukul 13.00 – 16.00 WIB : Kerja aktif
b. Shift II
- Pukul 16.00 – 19.00 WIB : Kerja aktif
- Pukul 19.00 – 20.00 WIB : Istirahat
- Pukul 20.00 – 00.00 WIB : Kerja aktif
d. Shift III
- Pukul 00.00 – 05.00 WIB : Kerja aktif
- Pukul 05.00 – 06.00 WIB : Istirahat
- Pukul 06.00 – 08.00 WIB : Kerja aktif
2.6.4. Sistem Pengupahan dan Fasilitas Lainnya
Untuk meningkatkan produktivitas kerja karyawan, maka harus
diperhatikan tingkat kesejahteraan karyawan. Salah satu indikator kesejahteraan
karyawan adalah menyediakan biaya untuk memenuhi kebutuhan hidup karyawan,
dimana biaya ini diberikan dalam bentuk upah yang layak sesuai dengan
kemampuan perusahaan.
Sistem pengupahan pada PT.Invilon Sagita dibedakan atas dua jenis, yaitu:
Upah bulanan ini untuk tenaga kerja tetap, yaitu pada bagian kantor dan
pada bagian keamanan dan satpam. Upah ini dibayar setiap akhir bulan.
2. Upah Harian
Upah harian untuk tenaga kerja di bagian produksi. Namun, walaupun
disebut upah harian, waktu pembayaran upah tetap dilakukan pada setiap
awal bulan dengan perhitungan akumulasi waktu kerja harian.
Adapun fasilitas-fasilitas lain yang diberikan oleh perusahaan adalah :
1. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja
melebihi jam kerja perusahaan yang telah ditentukan.
2. Tunjangan jabatan, merupakan sebagai pelengkap gaji pokok, mengingat
ada pekerjaan yang memegang peranan dan tanggung jawab serta tuntutan
khusus. Besarnya jumlah gaji pokok adalah Rp. 1.000.000/bulan
sedangkan besarnya jumlah tunjangan adalah Rp. 100.000.
3. Uang makan, diberikan setiap pengambilan gaji. Besarnya uang makan
adalah Rp. 5.000.
4. Tunjangan Hari Raya (THR), yang memberikan bonus kepada karyawan
yang merayakan hari raya dan tahun baru. THR ini diberikan kepada
karyawan yang telah bekerja selama 1 tahun dan dibayar sebesar satu
bulan gaji.
5. Uang Transportasi, yang memberikan pada karyawan saat menerima gaji
di akhir bulan. Besarnya uang transportasi ini tergantung pada kedudukan
karyawan di perusahaan.
Untuk menghilangkan rasa jenuh dan bosan selama bekerja, perusahaan
memberikan cuti bagi karyawan. Tenaga kerja diwajibkan mengambil cuti
dan apabila tidak dipakai, maka cutinya dianggap habis.
7. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Jaminan Sosial Tenaga Kerja adalah suatu bentuk asuransi yang dibuat
oleh pemerintah untuk melindungi tenaga kerja. Asuransi tersebut lebih
dikenal dengan nama Asuransi Tenaga Kerja (ASTEK).
ASTEK ini meliputi empat pokok yaitu :
a. Jaminan Kecelakaan Kerja
Dilakukan dengan cara pemberian sumbangan oleh perusahaan.
Besarnya sumbangan tersebut adalah 0.89 % dari gaji pokok tenaga
kerja setiap bulan. Jaminan kecelakaan kerja diberikan apabila tenaga
kerja tersebut mengalami kecelakaan dalam menjalankan tugasnya.
b. Jaminan Hari Tua
Besarnya iuran dan sumbangan yang diberikan kepada ASTEK adalah
5.7 %. Iuran yang diberikan tenaga kerja adalah 2 % dari gaji pokok
setiap bulan dari tenaga kerja yang bersangkutan. Jaminan hari tua
diberikan apabila tenaga kerja sudah pensiun pada umur 55 tahun.
Besarnya dana pensiun yang diberikan ASTEK adalah tergantung
kepada masa kerja tenaga kerja yang bersangkutan.
c. Jaminan Kematian
Diberikan apabila tenaga kerja meninggal dunia, sewaktu melakukan
d. Jaminan Pemeliharaan Kesehatan
Pemeliharaan kesehatan diberikan oleh perusahaan kepada tenaga kerja
beserta keluarganya. Dalam hal ini sumbangan yang diberikan
perusahaan berbeda. Apabila tenaga kerja tersebut belum menikah,
perusahaan memberikan sebesar 3 % dari gaji pokok setiap bulannya
dan bagi yang sudah berkeluarga memperoleh 6 % dari gaji pokok
setiap bulannya dengan batasan maksimal memiliki tiga orang anak.
8. SPSI (Serikat Pekerja Seluruh Indonesia)
Serikat Pekerja Seluruh Indonesia (SPSI) adalah satu wadah tenaga kerja
yang dapat menampung keluhan-keluhan yang dialami tenaga kerja
seperti, tuntutan kenaikan gaji, masalah jam kerja yang tidak sesuai dan
lain-lain. Keluhan-keluhan tenaga kerja tersebut diterima oleh SPSI, dan
akan mengusahakan untuk mencari pemecahan masalahnya dengan
bekerja sama dengan pimpinan perusahaan atau instansi terkait seperti
Departemen Tenaga Kerja. Akan tetapi dari hasil pengamatan yang di
lakukan, untuk saat ini lembaga SPSI yang terdapat di perusahaan ini tidak
berjalan.
Untuk pelayanan kesehatan perusahaan memiliki unit P3K. Apabila penyakit yang
diderita tidak dapat ditanggulangi oleh P3K maka karyawan dapat berobat ke
BAB III
LANDASAN TEORI
3.1. Definisi Kualitas1
Meskipun tidak ada defenisi kualitas yang bisa diterima secara universal,
dari defenisi- defenisi yang ada terdapat beberapa kesamaan yaitu dalam
elemen-elemen sebagai berikut:
1. Kualitas meliputi usaha memenuhi atau melebihi harapan pelanggan.
2. Kualitas mencakup produk, jasa, manusia, proses, dan lingkungan.
3. Kualitas merupakan kondisi yang selalu berubah (misalnya apa yang
dianggap kurang berkualitas pada masa mendatang).
Dengan berdasarkan elemen-elemen tersebut, Goetsch dan Davis (1994)
membuat defenisi mengenai kualitas yang lebih luas cakupannya. Defenisi
tersebut adalah “Kualitas merupakan suatu kondisi dinamis yang berhubungan
dengan produk, jasa, manusia, proses, dan lingkungan yang memenuhi atau
melebihi harapan”.
3.2.
adalah suatu upaya terus menerus untuk menghilangkan pemborosan
( ) dan meningkatkan nilai tambah ( ) produk (barang atau jasa)
agar memberikan nilai kepada pelanggan ( ).2
1
Tjiptono, Fandy.2003.Total Quality management.Yogyakarta:Penerbit Andi. Hal 2-38 2
APICS (2005) mendefenisikan sebagai suatu filosofi
bisnis yang berlandaskan pada minimisasi penggunaan sumber-sumber daya
(termasuk waktu) dalam berbagai aktivitas perusahaan. berfokus pada
identifikasi dan eliminasi aktivitas-aktivitas tidak bernilai tambah ( 5 5
) dalam desain, produksi (untuk bidang manufaktur) atau operasi
(untuk bidang jasa), dan ( , yang berkaitan lansung
dengan pelanggan.
Terdapat lima prinsip dasar , yaitu :
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan
perspektif pelanggan, dimana pelanggan menginginkan produk (barang
dan/atau jasa) berkualitas superior, dengan harga yang kompetitif dan
penyerahan yang tepat waktu.
2. Mengidentifikasi (pemetaan proses pada
) untuk setiap produk (barang dan/atau jasa).
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua
aktivitas sepanjang proses itu.
4. Mengorganisasikan agar material, informasi, dan produk itu mengalir
secara lancar dan efisien sepanjang proses menggunakan
sistem tarik ( ).
5. Terus menerus mencari berbagai teknik dan alat peningkatan
( ( ) untuk mencapai keunggulan
3.3.
Motorola merupakan suatu metode atau teknik pengendalian
dan peningkatan kualitas yang diterapkan oleh perusahaan Motorola sejak tahun
1986. (
σ
) adalah sebuah abjad Yunani yang menotasikan standar deviasisuatu proses. Standar deviasi mengukur variasi atau jumlah sebaran suatu rata-rata
proses.
merupakan unit pengukuran statistikal yang mendeskripsikan
distribusi tentang nilai rata-rata ( ) dari setiap proses atau prosedur. Suatu
proses atau prosedur dapat mencapai lebih atau kurang dari kapabilitas
dapat diharapkan memiliki tingkat cacat yang tidak lebih dari beberapa ppm 6
).
Nilai sigma mengukur " ) (DPMO).
(6σ) sama dengan 3,4 (cacat) per sejuta kesempatan. Alat ukur sigma
mengijinkan untuk membandingkan proses yang berbeda dari segi jumlah
yang dihasilkan pada proses dalam satu juta kesempatan. Tingkat kualitas sigma
memberikan indikator seberapa sering abnormalitas terjadi. Artinya semakin
tinggi kualitas sigma mengindikasikan proses semakin sedikit menghasilkan
produk cacat.
adalah upaya terus menerus ( )
untuk menurunkan variasi dari proses, agar meningkatkan kapabilitas proses
dalam menghasilkan produk (barang dan/jasa) yang bebas kesalahan ( 5
target minimum 3,4 " ) atau DPMO) dan untuk
Ada tiga bidang utama yamg menjadi target usaha , yaitu : 3
1. Meningkatkan kepuasan pelanggan
2. Mengurangi waktu siklus
3. Mengurangi (cacat).
Tujuan adalah meningkatkan kinerja bisnis dengan dengan
mengurangi berbagai variasi proses yang merugikan, mereduksi
kegagalan-kegagalan produk/proses, menekan cacat-cacat produk, meningkatkan
keuntungan, mendongkrak moral personil/karyawan, dan meningkatkan kualitas
produk pada tingkat yang maksimal.4
Jika konsep akan diterapkan dalam bidang , ada
enam aspek yang perlu diperhatikan, yaitu :
1) Mengidentifikasi karakteristik produk sesuai ekspektasi pelanggan.
2) Klasifikasi karakteristik kualitas sebagai CTQ ( 5 5' )
individual.
3) Menentukan apakah setiap CTQ dapat dikendalikan melalui material,
mesin, proses-proses kerja, dan lain-lain.
4) Menentukan batas maksimum toleransi untuk setiap CTQ sesuai dengan
ekspektasi pelanggan (menentukan nilai LCL dan UCL dari setiap CTQ).
5) Menentukan maksimum variasi proses untuk setiap CTQ (menentukan
nilai maksimum standar deviasi untuk setiap CTQ).
3
Pete Pande & Larry Holpp, What is Six Sigma”Berpikir Cepat Six Sigma”, PT. ANDI, Yogyakarta, 2006, hlm. 3.
4
Mengubah desain produk dan atau proses sedemikian rupa agar mampu
mencapai nilai target yang memiliki indeks kemampuan proses
minimum sama dengan dua (Cp ≥ 2).
3.4. Dasar Statistik 5
Dari perspektif pengukuran, six sigma mewakili tingkatan kualitas dimana
kesalahan paling bamyak berjumlah 3,4 cacat per satu juta kemungkinan. Jika
perusahaan sudah mencapai level 6 sigma berarti dalam proses tersebut
mempunyai peluang untuk cacat atau melakukan kesalahan sebanyak 3,4 kali dari
1.000.000 kemungkinan. Sekumpulan data yang sangat besar atau dapat dikatakan
sebagai populasi, rata-ratanya dikenal dengan 6 - dan standar deviasinya
dikenal sebagai o (Sigma).
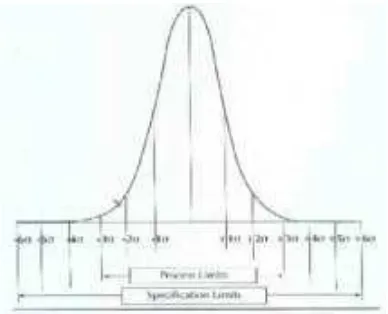
Sebuah distribusi berbentuk kurva lonceng dari parameter atau
karakteristik kualitas menunjukkan lúas área di bawah kurva normal yang berada
di antara atau di luar nilai batas dari rata-rata terhadap ± 1 o, ± 2 o, ± 3 o, ± 4 o, ± 5 o dan ± 6 o. Perlu dicatat dan dipahami sejak awal bahwa konsep
Motorola dengan pergeseran nilai rata-rata ( ) dari proses yang diizinkan
sebesar 1,5σ (1,5 standar deviasi maksimum) adalah berbeda dari konsep
dalam distribusi normal yang umum dipahami selama ini yang tidak
mengizinkan pergesearan dalam nilai rata-rata ( ) dari proses. Berikut ini
akan digambarkan kurva normal dengan batas-batas Sigma dari satu sampai
dengan enam Sigma dapat dilihat pada Gambar 3.1..
Gambar 3.1. Hubungan Kurva Normal dan Batas Sigma
Area yang berada di luar kurva dinamakan dengan persentasi yang
menggambarkan kecacatan yang sering dikaitkan dengan DPM (
). Nilai dari DPM ini juga berkaitan dengan kapabilitas proses yang sering
kali digunakan untuk menggambarkan kondisi dari proses apakah sudah mampu
memenuhi spesifikasi yang telah ditentukan.
" ) (DPMO) atau kegagalan per sejuta
kesempatan merupakan satuan ukuran cacat terhadap kualitas produk ataupun
kualitas proses, sebab berkorelasi langsung dengan biaya dan waktu terbuang.
Atau bisa juga diartikan sebagai ukuran kegagalan dalam program peningkatan
kualitas , yang menunjukkan kegagalan per sejuta kesempatan.
" ) (DPMO) atau kegagalan per sejuta kesempatan
merupakan satuan ukuran cacat terhadap kualitas produk ataupun kualitas proses,
sebab berkorelasi langsung dengan biaya dan waktu terbuang.
Pada Tabel 3.1. berikut akan digambarkan hubungan spesifikasi, DPMO
Tabel 3.1.Hubungan Kuantitatif antara Sigma, DPMO dan Cpk
Sigma Cacat/Kesalahan Cpk
% DPMO
1o 69,15% 691.462 DPM 0,33
2º 30,85% 308.536 DPM 0,67
3º 6,68% 66.807 DPM 1,00
4º 0,62% 6210 DPM 1,33
5º 0,0233% 233 DPM 1,67
6o 0,00034% 3,4 DPM 2,00
Dengan menggunakan tabel konversi ppm dan , dapat diketahui level
0 Cara menentukan DPMO adalah sebagai berikut :
a. Menghitung per unit (DPU) :
DPU =
b. Menghitung " # ) (DPO) :
DPO =
c. Menghitung DPMO dengan terlebih dahulu menentukan probabilitas
jumlah kerusakan :
DPMO = DPO x 1.000.000
3.5.
merupakan salah satu aplikasi ilmu teknik untuk
ditujukan untuk meningkatkan efisiensi dan di fokuskan pada persoalan pelanggan
selain itu dapat meminimalisasi waktu menunggu proses.
merupakan kombinasi antara dan dapat
didefenisikan sebagai suatu filosofi bisnis, pendekatan sistemik dan sistematik
untuk mengidentifikasi dan menghilangkan pemborosan ( ) atau
aktivitas-aktivitas yang tidak bernilai tambah ( ) melalui
peningkatan terus menerus secara radikal ( ) untuk
mencapai tingkat kinerja enam .6
merupakan penggabungan antara dan
dalam upaya peningkatan kualitas di perusahaan. Adapun alasan yang mendasari
adalah :
1. berfokus pada minimasi pemborosan yang terjadi pada ,
namun tidak mampu memberi analisa dan kontrol secara statistik.
2. berfokus pada peningkatan kualitas namun kurang dalam upaya
meningkatkan kecepatan proses secara dramatis ataupun mengurangi
investasi.
Apabila terfokus pada mengurangi variasi dalam suatu proses,
sehingga proses/produk semaksimal mungkin berada dalam batas kontrol, maka
lebih menitikberatkan pada kecepatan proses.
# yang digunakan dalam " adalah % .
& yang digunakan dalam metode " .
6
VincentGaspersz, Lean Six Sigma for Manufacturing and Service Industries, PT. Gramedia Pustaka Utama,
3.6. Pemborosan ( )
Menurut Vincent Gaspersz, pemborosan ( ) adalah sebagai segala
aktivitas tidak bernilai tambah dalam proses, di mana aktivitas-aktivitas itu hanya
menggunakan sumber-sumber daya namun tidak memberikan nilai tambah kepada
pelanggan.7
didefinisikan menjadi 9 macam menurut Vincent Gaspersz, yaitu:
1. )
Melakukan produksi terlalu banyak atau terlalu cepat, mengakibatkan aliran
informasi atau barang dan menjadi tidak lancar. Dapat
menyebabkan dan yang lebih lama, banyaknya &
adanya . Akar penyebabnya ketiadaan komunikasi, sistem balas
jasa dan penghargaan yang tidak tepat, hanya berfokus pada kesibukan kerja,
bukan untuk memenuhi kebutuhan pelanggan internal dan eksternal.
2.
Kesalahan yang terjadi pada pengerjaan dengan frekuensi tinggi,
permasalahan kualitas produk atau jasa dan menurunkan performansi
pengiriman. Akar penyebabnya adalah . ,
, ketiadaan prosedur-prosedur operasi standar.
3.
Penyimpanan barang yang lebih dan dari informasi atau produk,
menyebabkan peningkatan biaya dan penurunan pelayanan terhadap
. Menyebabkan panjangnya , meningkatkan biaya
7
dan menurunkan daya saing. Akar penyebabnya adalah peralatan yang tidak
andal, aliran kerja yang tidak seimbang, pemasok yang tidak kapebel,
peramalan kebutuhan yang tidak akurat, ukuran . ( yang besar,
( 0
4. +
Melakukan proses kerja dengan menggunakan peralatan, proses atau sistem
yang salah (kurang tepat), seringkali cara yang lebih sederhana menjadi lebih
efektif untuk menyelesaikan masalah yang ada di perusahaan. Akar
penyebabnya adalah ketidaktepatan penggunaan peralatan, pemeliharaan
peralatan yang jelek, gagal mengkombinasi operasi-operasi kerja, proses kerja
dibuat serial padahal proses itu tidak saling bergantung satu sama lain yang
semestinya dapat dibuat paralel.
5. #
Pergerakan dari orang, informasi atau barang yang berlebihan, menyebabkan
pemborosan waktu, usaha dan biaya. Dapat menurunkan kualitas
produkakibat terhambatnya komunikasi.
6.
Periode yang lama terhadap ketidakaktifan orang, informasi atau barang,
menyebabkan aliran yang kacau dan panjangnya . Akar
penyebabnya adalah inkonsistensi metoda kerja, waktu penggantian produk
yang panjang, dan lain-lain.
Pengaturan tempat kerja dan peralatan yang tidak ergonomis, sehingga
menyebabkan operator melakukan gerakan . dan ( yang
berlebihan. Akar penyebabnya organisasi tempat kerja yang jelek, tata letak
yang jelek, metode kerja yang tidak konsisten, ( 0
8. + 7 ( (EHS)
Adalah jenis pemborosan yang terjadi karena kelalaian memperhatikan
hal-hal yang berkaitan dengan prinsip-prinsip EHS.
9. , & & .
Adalah jenis pemborosan sumber daya manusia (SDM) yang terjadi karena
tidak menggunakan pengetahuan, keterampilan, dan kemampuan karyawan
secara optimal.
3.7. Siklus DMAIC ( ! " ! ## $ ! % & ! ' # ) Proses DMAIC merupakan suatu proses untuk peningkatan terus menerus
menuju target . Tujuan proses DMAIC adalah untuk melangkah dari
menemukan permasalahan, mengidentifikasi penyebab masalah, hingga akhirnya
menemukan solusi atau cara untuk memperbaiki.8
1.
adalah penetapan sasaran dari aktivitas peningkatan kualitas .
Tahap ini untuk mendefinisikan rencana-rencana tindakan yang harus
dilakukan untuk melaksanakan peningkatan dari setiap tahap proses bisnis
kunci (Gaspersz, 2005). Termasuk dalam langkah definisi ini adalah
menetapkan sasaran dari aktivitas peningkatan kualitas tersebut.
Pada tahap ini perlu didefinisikan beberapa hal yang terkait dengan:
a. Kriteria pemilihan proyek 0
b. Peran dan tanggung jawab dari orang-orang yang terlibat dalam proyek
0
c. Kebutuhan pelatihan untuk orang-orang yang terlibat dalam proyek
0
d. Proses-proses kunci dalam proyek beserta pelanggannya.
e. Kebutuhan spesifik dari pelanggan.
f. Pernyataan tujuan proyek 0
2.
atau pengukuran merupakan langkah operasional kedua dalam
program peningkatan kualitas . Tahap ini merupakan salah satu
pembeda dengan metoda pengendalian kualitas lainnya. Pengukuran
dilakukan untuk menilai kondisi proses yang ada.Terdapat tiga hal pokok yang
harus dilakukan dalam tahap ini, yaitu:
a. Memilih atau menentukan karakteristik kualitas kunci atau CTQ 6
# ' - yang berhubungan langsung dengan kebutuhan spesifik
pelanggan.
b. Mengembangkan suatu rencana pengumpulan data melalui pemgukuran
c. Mengukur kinerja sekarang ( ) pada tingkat proses,
output, atau untuk ditetapkan sebagai . kinerja pada awal
proyek 0
3.
Pada tahap ini dilakukan penentuan faktor-faktor yang paling mempengaruhi
proses. Artinya dicari satu atau dua faktor yang kalau itu diperbaiki akan
memperbaiki proses keseluruhan secara dramatis.
a. Menentukan stabilitas ( . ) dan kapabilitas/kemampuan ( . )
dari proses.
b. Menetapkan target-target kinerja dari karakteristik kualitas kunci (CTQ)
yang akan ditingkatkan pada proyek 0
c. Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau
kegagalan.
d. Mengkonversi banyak kegagalan ke dalam biaya kegagalan kualitas (
).
4.
Pada tahap ini diterapkan suatu rencana tindakan untuk melaksanakan
peningkatan kualitas agar hasil perbaikan bisa berkesinambungan.
Rencana tersebut mendeskripsikan tentang alokasi sumber daya serta prioritas
atau alternatif yang dilakukan.
5.
Pada tahap ini hasil-hasil peningkatan kualitas didokumentasikan dan
distandarisasikan dan disebarluaskan, prosedur-prosedur didokumentasikan dan
dijadikan sebagai pedoman kerja standar, serta kepemilikan atau tanggung
jawab ditransfer dari tim kepada pemilik atau penanggung jawab
proses, yang berarti proyek berakhir pada tahap ini.
3.7.1.
3.7.1.1. ( 9
" $ adalah suatu pernyataan proyek yang meliputi beberapa
komponen berikut:
1. / , berisi pernyataan yang menyatakan latar belakang umum dari
permasalahan yang terjadi.
2. " . , berisi pernyataan tentang masalah yang akan dibahas.
3. " $ , menyatakan objek dan ruang lingkup penelitian.
4. 8 , menyatakan tujuan dari penelitian yang dilakukan.
5. " $ # , menyatakan jangka waktu penelitian dilakukan.
3.7.1.2.Diagram SIPOC( "%%# ) %" ) )*" %" )'" )
Diagram SIPOC ( 5 5" 5) 5 ) adalah salah
satu diagram model yang sangat penting dalam fungsi-fungsi operasional bisnis.
Diagram SIPOC juga dapat dimanfaatkan ke dalam model proses manufaktur.
Diagram ini merupakan model proses kerja dalam bentuk lain disamping .
. Adapun elemen diagram SIPOC adalah sebagai berikut :
9