perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
i
KEKUATAN IMPAK KOMPOSIT
SANDWICH
BERPENGUAT SERAT AREN
SKRIPSI
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknik
Oleh :
GAGAS IKHSAN PUTRADI NIM. I0405028
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
iv
KEKUATAN IMPAK KOMPOSIT SANDWICH BERPENGUAT SERAT AREN
Gagas Ikhsan Putrady
Teknik Mesin, Fakultas Teknik, Universitas Sebelas Maret Surakarta
abstrak
Komposit sandwich adalah jenis komposit yang mempunyai kekuatan cukup tinggi apabila digunakan sebagai struktur sekunder maupun primer. Penelitian ini bertujuan untuk menyelidiki pengaruh tebal skin dan tebal core terhadap kekuatan impak komposit sandwich berpenguat serat aren dengan core serbuk gergaji kayu sengon laut.
Bahan penelitian ini adalah serat aren, unsaturated polyester resin 157 BQTN-EX, serbuk gergaji kayu sengon laut dan urea formaldehida. Serat aren dikenakan perlakuan alkali dengan cara direndam di dalam larutan NaOH 5 % selama ±4 jam. Spesimen ini dibuat dengan metode cetak tekan dengan variasi tebal skin (2, 3, 4, dan 5 mm) dan variasi tebal core (5, 10, 15, dan 20 mm). Pengujian impak komposit sandwich ini mengacu standar ASTM D-5942 dengan menggunakan alat uji impak charpy.
Hasil penelitian menunjukkan nilai kekuatan impak komposit sandwich serat aren core serbuk gergaji kayu sengon laut dengan tebal skin 2, 3, 4, dan 5 mm adalah 0,0179 J/mm2, 0,0198 J/mm2, 0,252 J/mm2, dan 0,022 J/mm2. Semakin tebal core, energi serapnya akan semakin meningkat. Tetapi kekuatan impak yang tertinggi terdapat pada komposit sandwich tebal core 10 mm dengan nilai 0,015 J/mm2. penampang patahan komposit sandwich mengindikasikan beberapa jenis kegagalan yaitu core gagal geser, core remuk, dan patah getas.
Kata kunci : komposit sandwich, kekuatan impak, core, skin, serat aren, sengon
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
v
IMPACT TOUGHNESS OF SANDWICH COMPOSITE WITH PALM FIBER
AS REINFORCEMENT
Gagas Ikhsan Putrady
Mechanical Engineering Department, Engineering Faculty of Sebelas Maret
University
abstract
Sandwich composite is a type of composites which has high enough strength when is used as secondary or primary structure. The study is aimed to investigate the effect of skin and core thickness versus the impact strength of sandwich composite with palm fibers and wood sawdust of sengon laut as reinforcement and core, respectively.
The materials used in this work are sugar palm fiber; unsaturated polyester resin 157 BQTN-EX; wood sawdust of sengon laut and urea formaldehyde. Sugar palm fiber with alkali treatment is imposed by soaking in NaOH 5% solution for ± 4 hours. The specimen was prepared by press methode with a variations of skin thickness (2, 3, 4 and 5 mm) and variations of core thickness (5, 10, 15 and 20 mm). The impact test procedures of composite sandwich refer ASTM D-5942 standard using Charpy impact test equipment.
The result shows that the value of impact strength of palm fiber composite sandwich with wood sawdust of sengon laut as core with skin thickness 2, 3, 4 and
5 mm are 0.0179, 0.0198, 0.252, and 0.022 J/mm2 respectively. Along with the
addition of core thickness, the absorbed energy will be increased. But in this research, the highest impact strength values contained in the composite sandwich
with a core thickness 10 mm with the value is 0.015 J/mm2. The sectional fracture
of composite sandwich indicates some types of failure which are core shear failure, core crushing, and brittle fracture.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
vi
KATA PENGANTAR
Puji syukur kehadirat Allah SWT karena berkat rahmat, hidayah dan
bimbingan-Nyalah penulis dapat menyelesaikan skripsi ini yang berjudul
“ kekuatan impak komposit sandwich berpenguat serat aren”. Adapun tujuan
penulisan skripsi ini adalah untuk memenuhi sebagian persyaratan guna mencapai
gelar sarjana teknik di Teknik Mesin Fakultas Teknik Universitas Sebelas Maret
Surakarta.
Penulis menyampaikan terima kasih yang sangat mendalam kepada
semua pihak yang telah berpartisipasi dalam penelitian dan penulisan skripsi ini,
khususnya kepada :
Bapak Prof. Dr. Kuncoro Diharjo, S, T., M, T. selaku pembimbing I dan
Bapak Heru Sukanto, ST., MT. selaku pembimbing II yang dengan sabar dan
penuh pengertian telah memberikan banyak bantuan dalam penelitian dan
penulisan skripsi ini.
Teman-teman Teknik Mesin FT UNS: Bayu, Ridwan, Ni’man, Kunto,
Santa, Agus, Hery, Heri , Irul, Amin, Dipo, Ahmad, Nopi, Didik, Fandy,
Gombret, Anton, Satyawan yang sangat banyak membantu penulis dalam tahap
penyelesaian laporan skripsi ini.
Penulis menyadari, bahwa dalam skripsi ini masih terdapat banyak
kekurangan. Oleh karena itu, bila ada saran, koreksi dan kritik demi
kesempurnaan skripsi ini, akan penulis terima dengan ikhlas dan dengan ucapan
terima kasih.
Dengan segala keterbatasan yang ada, penulis berharap skripsi ini dapat
digunakan sebagaimana mestinya.
Surakarta, 26 Juli 2011
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
vii
MOTTO
“Kami mendapatkan sebaik-baik kehidupan kami di dalam sabar
.
”(Umar ibn al-Khaththab)
PERSEMBAHAN
Dengan segala kerendahan hati, segenap cinta dan kasih sayang, penulis
persembahkan skripsi ini untuk :
ALLAH SWT atas segala nikmat dan hidayah yang telah dikaruniakan,
ampunilah aku atas minimnya syukurku kepada MU.
Rasulullah Muhammad saw, mudah-mudahan ALLAH memperkenankanku tuk
menemuimu di surgaNYA kelak.
Ibundaku Sri Setyowati, Ayahanda Gunawan Putradi dan adikku Raras
Phusty Kesuma yang telah senantiasa memberikan do’a, semangat dan
dukungan baik moral, spiritual dan material tanpa henti.
Kekasihku Rosita Prabansari Mahalayasakti yang selalu mendukung dan sabar
atas semua yang kami lewati.
Teman-Teman yang telah memberikan kenyamanan dan ketenangan sehingga
menjadi rumah kedua yang tak terlupakan.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
viii
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
SURAT PENUGASAN TUGAS AKHIR ... iii
ABSTRAK ... iv
ABSTRACT ... .. v
KATA PENGANTAR ... vi
MOTTO DAN PERSEMBAHAN ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiv
BAB I. PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.1.1 Prospek Aplikasi Komposit Serat Alam ... 1
1.1.2 Ketersediaan Serat Aren ... 2
1.1.3 Ketersediaan Serbuk Gergaji Kayu Sengon Laut ... 3
1.1.4 Ketersediaan Urea Formaldehide dan Polyester ... 3
1.1.5 Pentingnya Pengujian Impak ... 4
1.2. Perumusan Masalah ... 4
1.3. Batasan Masalah ... 5
1.4. Tujuan dan Manfaat Penelitian ... 5
1.5. Sistematika Penulisan ... 5
BAB II. DASAR TEORI ... 7
2.1. Tinjauan Pustaka ... 7
2.2. Dasar Teori ... 9
2.2.1. Kajian Teori Komposit ... 9
perpustakaan.uns.ac.id digilib.uns.ac.id
2.2.2. Kajian Teori Pengujian impak ... 22
2.2.3. Analisis Perhitungan Pengujian impak ... 23
4.1.1 Pengaruh Tebal Skin Terhadap Ketangguhan Impak ... 36
4.1.2 Pengaruh Tebal Core Terhadap Ketangguhan Impak ... 38
4.2. Pengamatan Patahan Impak Secara Makro ... 41
4.2.1 Komposit Sandwich Tebal Skin 2 mm ... 41
4.2.2 Komposit Sandwich Tebal Skin 3 mm ... 41
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
x
4.2.4 Komposit Sandwich Tebal Skin 5 mm ... 42
4.2.5 Komposit Sandwich Tebal Core 5 mm ... 42
4.2.6 Komposit Sandwich Tebal Core 10 mm ... 43
4.2.7 Komposit Sandwich Tebal Core 15 mm ... 43
4.2.8 Komposit Sandwich Tebal Core 20 mm ... 43
BAB V. PENUTUP... 45
5.1. Kesimpulan ... 45
5.2. Saran ... 45
DAFTAR PUSTAKA ... 46
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
xi
DAFTAR TABEL
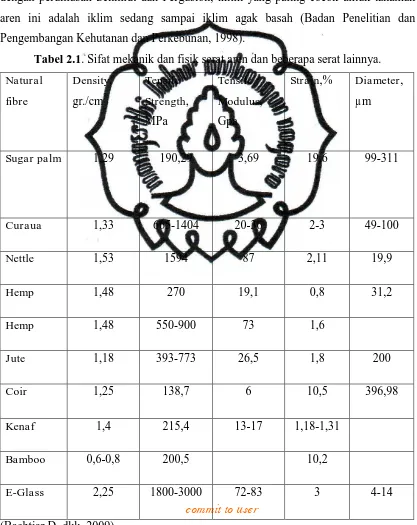
Tabel 2.1. Sifat Mekanik dan Fisik Serat Aren dan Beberapa Serat Lainnya 15
Tabel 2.2. Spesifikasi Resin Unsaturated Polyester Yukalac BQTN 157
(Justus Kimia Raya, 1996) ... 17
Tabel 3.1. Bahan Yang Digunakan Dalam Penelitian ... 26
Tabel 4.1. Nilai Energi Serap Komposit Sandwich dengan Tebal Core
10 mm dan Vfskin 30% Variasi Tebal Skin ... 38
Tabel 4.2. Nilai Kekuatan Impak Komposit Sandwich dengan Tebal Core
10 mm dan Vfskin 30% Variasi Tebal Skin ... 38
Tabel 4.3. Nilai Energi Serap Komposit Sandwich dengan Tebal Skin 2
mm Variasi Tebal Core ... 40
Tabel 4.4. Nilai Kekuatan Impak Komposit Sandwich dengan Tebal
perpustakaan.uns.ac.id digilib.uns.ac.id
Gambar 2.4. Pembagian Komposit Menurut Penguatnya (Courney, 1983) 11 Gambar 2.5. Komposit Sandwich (www.diabgroub.com) ... 12
Gambar 2.6. Pohon Aren ... 14
Gambar 2.7. Struktur Mikro Komposit dengan Peletakan Serat Teratur dan Homogen (Gibson, 1994) ... 21
Gambar 2.8. Proses Hand Lay Up (Gibson, 1994) ... 21
Gambar 2.9. Skema Pengujian Impak Charpy (ASTM D 5942-96) ... 22
Gambar 2.10. Mekanisme Pengujian Impak Charpy (Flat wise impact)... 22
Gambar 3.1. Alat Uji Impak Charpy dan Moisture Analyzer ... 24
Gambar 3.2. Peralatan yang Digunakan Dalam Pembuatan Komposit Sandwich ... 25
Gambar 3.3. Bahan-Bahan Penyusun Komposit Sandwich ... 27
Gambar 3.4. Proses Pengujian Kadar Air, Pengovenan Serat dan Pengujian Kadar Air dengan Moisture Analyzer ... 28
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
xiii
Gambar 4.2. Kurva Hubungan Antara Ketangguhan Impak dengan
Variasi Tebal Skin ... 37
Gambar 4.3. Kurva Hubungan Antara Energi Serap dengan Variasi Tebal Core ... 40
Gambar 4.4. Kurva Hubungan Antara Ketangguhan Impak dengan Variasi Tebal Core ... 40
Gambar 4.5. Kegagalan Pada Komposit Sandwich Tebal Skin 2 mm ... 41
Gambar 4.6. Kegagalan Pada Komposit Sandwich Tebal Skin 3 mm ... 41
Gambar 4.7. Kegagalan Pada Komposit Sandwich Tebal Skin 4 mm ... 42
Gambar 4.8. Kegagalan Pada Komposit Sandwich Tebal Skin 5 mm ... 42
Gambar 4.9. Kegagalan Pada Komposit Sandwich Tebal Core 5 mm ... 42
Gambar 4.10. Kegagalan Pada Komposit Sandwich Tebal Core 10 mm ... 43
Gambar 4.11. Kegagalan Pada Komposit Sandwich Tebal Core 15 mm ... 43
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
xiv
DAFTAR LAMPIRAN
Lampiran 1. Data Perhitungan Energi Serap Dan Kekuatan Impak
Komposit Sandwich Variasi Tebal Skin ... 48
Lampiran 2. Data Perhitungan Energi Serap dan Kekuatan Impak Komposit Sandwich Variasi Tebal Core ... 49
Lampiran 3. Data Perhitungan Densitas Komposit Sandwich Variasi Tebal Skin ... 50
Lampiran 4. Data Perhitungan Densitas Komposit Sandwich Variasi Tebal Core ... 51
Lampiran 5. Perhitungan Perlakuan Alkali Serat Aren... 52
Lampiran 6. Perhitungan Kebutuhan Manufaktur Core ... 53
perpustakaan.uns.ac.id digilib.uns.ac.id
1.1.1 Prospek Aplikasi Komposit Serat Alam
Perkembangan teknologi komposit saat ini sudah mulai mengalami pergeseran
dari bahan komposit berpenguat serat sintetis menjadi bahan komposit berpenguat
serat alam. Inovasi pengembangan serat alam untuk aplikasi di bidang otomotif tidak
hanya terbatas pada komponen interior tetapi juga pada bagian eksterior kendaraan
(Peijs, 2002 dan McNaught, 2000). Sebagai contoh PT Toyota di Jepang sudah
menggunakan serat kenaf untuk pembuatan panel interior, sedangkan Daimler-Bens
di Jerman telah mengembangkan komposit serat alam flax sebagai komponen
eksterior. Pergeseran trend teknologi ini dilandasi oleh sifat komposit serat alam yang
lebih ramah lingkungan. Komposit ini juga memiliki rasio kekuatan terhadap density
yang tinggi sehingga komponen yang dihasilkan lebih ringan. Para industriawan
menggunakan komposit tersebut sebagai produk unggulan sesuai dengan
keistimewaannya. Hal ini didukung oleh beberapa keunggulan yang dimiliki oleh
serat alam, di antaranya adalah massa jenisnya yang rendah, terbaharukan, produksi
memerlukan energi yang rendah, proses lebih ramah lingkungan, serta mempunyai
sifat insulasi panas dan akustik yang baik (Jamasri, 2009).
Penggunaan kembali serat alam dipicu oleh adanya regulasi tentang
persyaratan habis pakai produk komponen otomotif bagi negara-negara Uni Eropa dan
sebagian Asia. Bahkan sejak tahun 2006, negara-negara Uni Eropa telah mendaur
ulang 85% komponen otomotif dan ditargetkan akan meningkat menjadi 95% pada
tahun 2015. Di Asia khususnya Jepang, sekitar 88% komponen otomotif telah di daur
ulang pada tahun 2005 dan akan meningkat pada tahun 2015 menjadi 95% (Jamasri,
2008). Meski begitu, sampai saat ini komposit serat alam belum banyak digunakan di
berbagai industri di Indonesia. PT INKA Madiun adalah salah satu industri yang telah
mengaplikasikan komposit serat alam sebagai prototipe pintu gerbong kereta api.
Substitusi panel baja dengan panel komposit itu mencapai 60 persen
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
2
1.1.2 Ketersediaan Serat Aren
Kawasan Industri Mie Suun di Dusun Bendo, Klaten, Jawa Tengah berpeluang
sebagai pemasok limbah serat aren yang cukup menjanjikan. Luas Dukuh Bendo
mencapai 61.190 m2, dengan jumlah penduduk 1.164 jiwa. Mata pencaharian utama
penduduknya adalah sebagai pekerja di industri aren, dengan jumlah UKM sebanyak
35 buah. Dari kegiatan industri tersebut dihasilkan limbah serat aren dalam jumlah
besar (Firdayati dan Handajani, 2005).
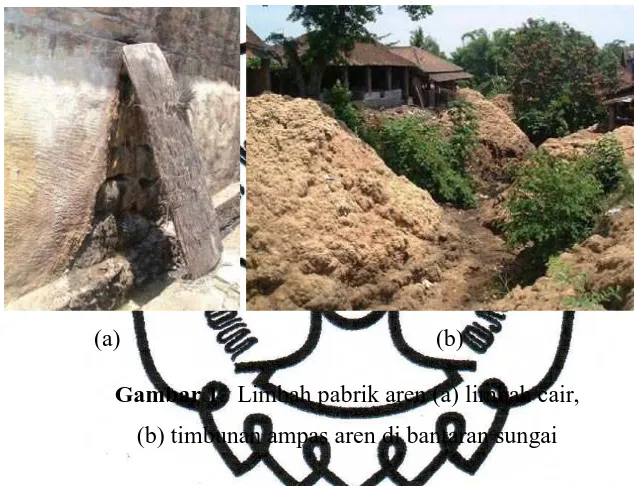
(a) (b)
Gambar 1. Limbah pabrik aren (a) limbah cair,
(b) timbunan ampas aren di bantaran sungai
Saat ini, industri tepung aren menghasilkan limbah cair dan limbah padat
(gambar 1). Limbah cair berasal dari proses pemarutan/pelepasan pati dari serat dan
pengendapan tepung aren. Limbah padat yang berupa serbuk serat aren semula
dimanfaatkan oleh industri budidaya jamur di kota Yogyakarta. Namun pada dua
tahun terakhir, industri tersebut tidak beroperasi lagi, akibatnya timbunan limbah
padat memenuhi bantaran sungai dan daerah sekitar sawah (Firdayati dan Handajani,
2005).
Hasil survey oleh Diharjo (2006) menunjukkan bahwa kebutuhan bahan baku
batang aren per hari sekitar 150 ton. Dari kegiatan proses produksi tepung aren
dihasilkan tepung (pati), limbah padat (ampas dan kulit kayu) dan limbah cair. Produk
buangan limbah ampas tepung aren tersebut mencapai 50 ton per hari dan limbah kulit
aren mencapai 20 ton per hari. Limbah ampas yang mengandung serat kasar sekitar
50% dari limbah ampas (25 ton per hari). Eksistensi limbah ampas tepung aren yang
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
3
komposit, seperti serat alam yang lain (kenaf, rami, rosella, abaca dll). Solusi kreatif
pemanfaatan limbah serat aren menjadi produk teknologi dengan nilai ekonomi tinggi
merupakan langkah yang tepat untuk menjawab permasalahan ini.
1.1.3 Ketersediaan Serbuk Gergaji Kayu Sengon Laut
Pemanfaatan limbah kayu sengon laut juga sudah banyak dilirik dan
diaplikasikan di dalam teknologi komposit. Menurut data Desperindagkop, di
karesidenan Surakarta banyak terdapat industri penggergajian kayu yang jumlahnya
mencapai sekitar 150 unit industri per kabupaten (Sukoharjo, Sragen, Boyolali,
Surakarta, Karanganyar, Klaten, Wonogiri). Jenis kayu yang dikerjakan
bermacam-macam seperti sengon laut, glugu, dan jati. Jumlah serbuk gergaji yang paling banyak
dihasilkan adalah kayu sengon laut dan glugu. Massa jenis kayu sengon laut (KSL)
adalah 0,3 gr/cm3. Dengan massa jenis yang ringan, pemanfaatan serbuk gergaji kayu
sengon laut (SGKSL) lebih sesuai sebagai bahan core pada struktur panel sandwich.
Setiap industri penggergajian dapat menghasilkan limbah SGKSL sekitar 40-60
kg/hari. Jadi produksi limbah SGKSL di Karesidenan Surakarta tersebut mencapai
sekitar 2,5 ton per hari. Limbah serbuk gergaji tersebut biasanya hanya dibiarkan
membusuk atau dibakar jika sudah mengering. Eksistensi limbah serbuk gergaji
dengan menambahkan perekat yang murah mempunyai potensi yang tinggi untuk
direkayasa menjadi produk core fleksibel untuk pembuatan panel komposit sandwich.
1.1.4 Ketersediaan Urea Formaldehide dan Polyester
Bahan urea formaldehide merupakan jenis resin yang tepat sebagai perekat
pembuatan core limbah serbuk gergaji karena harganya murah (Rp 10.000,- per liter).
Bahan ini mudah diperoleh karena dibuat PT. Pamalite Adhesive Industry di
Probolinggo Jawa Timur. Bahan UF ini sangat cocok untuk digunakan sebagai
perekat produk core karena komponen core di dalam struktur panel komposit
sandwich menderita pembebanan yang rendah.
Namun, jenis resin yang digunakan sebagai pembuat komposit skin diperlukan
bahan resin yang memiliki kekuatan tinggi, fluiditas tinggi dan murah. Jenis resin
yang paling cocok adalah unsaturated polyester yang harganya cukup terjangkau
yaitu sekitar Rp 24.000,-/liter. Resin ini sudah tersedia di pasaran yang disuplai oleh
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
4
Tim Peneliti pada penelitian pendahuluan sebelumnya sehingga sudah diketahui
karakteristiknya.
1.1.5 Pentingnya Pengujian Impak
Beban terhadap aplikasi struktur tidak hanya diperoleh dari beban statis tetapi
juga dari beban dinamis. Kekuatan impak suatu material menunjukkan kemampuan
dari material tersebut untuk menyerap dan menghilangkan energi pada saat menerima
benturan atau beban kejut.
Seorang insinyur perlu mengetahui seberapa kuat bahan akan bertahan pada
kondisi dimana struktur akan digunakan. Dalam keadaan dimana keselamatan sangat
ekstrem diperlukan, komponen teknik dalam bentuk dan ukuran sebenarnya diuji pada
kemungkinan kondisi yang paling buruk ketika digunakan. Sebagai contoh, tabung
untuk memindahkan bahan bakar nuklir telah diuji dalam ukuran yang sebenarnya
ditabrak dengan kereta api untuk mendemonstrasikan bahwa bahan tersebut mampu
menahan keutuhan strukturnya (structural integrity). Pengujian dengan kuran
sebenarnya sangat mahal dan sangat jarang dilakukan. Oleh karena itulah pengujian
seringkali dilakukan dengan menggunakan beberapa sample untuk mewakili suatu
struktur.
Pada saat sekarang ini material komposit sedang dikembangkan untuk panel
transportasi publik, maka pengujian impak ini dilakukan untuk mengetahui seberapa
kuat pengaruh tebal core dan tebal skin pada komposit sandwich untuk bisa meredam
tumbukan. Dengan dukungan bahan baku yang melimpah, penelitian ini diajukan
untuk lebih memperkaya informasi karakteristik mekanis (khususnya kekuatan impak)
material komposit berbasis serat alam.
1.2Perumusan Masalah
Berdasarkan dari uraian latar belakang di atas, komposit sandwich merupakan
komposit yang cocok untuk struktur karena strukturnya yang ringan mampu menahan
beban tinggi dan modulus terhadap rasio beratnya. Struktur sandwich menerima
berbagai beban salah satunya beban impak, oleh karena itu agar rancangan panel
komposit sandwich aman digunakan, maka kajian riset yang mampu memprediksi
pengaruh dari variasi ketebalan skin dan core komposit sandwich terhadap
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
5
1.3Batasan Masalah
Batasan-batasan masalah dalam penelitian ini adalah sebagai berikut :
a. Sifat-sifat serat aren diasumsikan homogen.
b. Distribusi serat pada skin komposit diasumsikan seragam.
c. Pencampuran partikel core diasumsikan merata.
d. Kepadatan core diasumsikan sama.
1.4Tujuan dan Manfaat Penelitian
Tujuan dari penelitian ini adalah sebagai berikut :
1. Menguji secara eksperimental pengaruh variasi ketebalan skin serat aren
komposit sandwich terhadap ketangguhan komposit sandwich.
2. Menguji secara eksperimental pengaruh variasi ketebalan core serbuk gergaji
kayu sengon laut komposit sandwich terhadap kekuatan impak komposit
sandwich.
Hasil dari penelitian ini diharapkan dapat memberi manfaat, antara lain :
a. Secara teoritis diharapkan dapat memberikan informasi tentang optimasi
kekuatan impak dari komposit sandwich berpenguat serat aren dengan core
SG KSL.
b. Hasil dari penelitian ini diharapkan dapat memberikan referensi untuk
membuat penelitian dari bahan yang sejenis ataupun penelitian lain di bidang
teknik.
c. Secara praktis dapat digunakan sebagai bahan pertimbangan dalam
pengolahan serat aren serta memberikan inovasi dalam ilmu pengetahuan dan
teknologi untuk pemanfaatan serat aren di dunia industri.
d. Meningkatkan nilai jual serat aren sekaligus memotifasi masyarakat untuk
memanfaatkan serat aren sehingga menghasilkan pendapatan bagi masyarakat.
1.5Sistematika Penulisan
Agar penelitian dapat mencapai tujuan dan terarah dengan baik, maka
penulisan penelitian ini disusun dengan sistematika penulisan sebagai berikut :
1. Bab I Latar Belakang Masalah, Perumusan Masalah, Tujuan Penelitian,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
6
2. Bab II Dasar Teori, berisi tinjauan pustaka, dasar teori komposit dan
penjelasan unsur-unsur penyusunnya.
3. Bab III Metode Penelitian, berisi alat dan bahan yang digunakan dalam
penelitian, pelaksanaan penelitian dan diagram alir.
4. Bab IV Hasil dan Pembahasan, berisi data hasil pengujian dan pembahasannya.
5. Bab V Penutup, berisi kesimpulan yang diperoleh dan saran-saran yang
perpustakaan.uns.ac.id digilib.uns.ac.id
dapat memberikan keuntungan dan meningkatkan ketahanan komposit sandwich
terhadap kegagalan delaminasi yang disebabkan oleh beban yang diterima (De Xie
dkk., 2009).
Komposit serat sisal dengan matrik urea formaldehid memiliki kekuatan
impak tertinggi pada fraksi volume 50% yaitu sebesar 9.42 kJ/m2. Penambahan fraksi
volume serat akan mengakibatkan peningkatan kekuatan impak komposit (Zhong
dkk., 2007). Mekanikal propertis particle board dengan komposisi urea formaldehid
30% memiliki mekanikal propertis yang paling baik (Paul., 2008).
Ray dkk., (2001) pada penelitiannya menyatakan bahwa komposit berpenguat
serat jute dengan Vf=35% perlakuan alkali perendaman NaOH 5 % selama 4 jam
mempunyai sifat mekanik komposit paling bagus. Nilai modulus young, flexural
strength, dan breaking energy pada komposit ini berturut-turut 14,69 GPa, 238,9
MPa, dan 0,5697 J.
Santos dkk. (2007) meneliti bahwa peach palm fibres memiliki peningkatan
kekuatan mekanik seiring dengan dilakukannya perlakuan alkali pada serat mentah.
Mylsamy dan Rajendran. (2010) juga meneliti perbandingan propertis serat agave
americana mentah, perlakuan alkali NaOH 5%, dan perlakuan alkali NaOH 10%.
Hasil riset menunjukkan bahwa serat agave americana dengan perlakuan alkali 5%
memiliki kekuatan tarik paling tinggi. Pada riset ini juga diselidiki pengaruh
perlakuan alkali terhadap bahan-bahan penyusun serat alam seperti cellulose, lignin,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
8
Penambahan kandungan serat mampu meningkatkan kekuatan dan modulus
tarik bahan komposit berpenguat limbah serat aren bermatrik urea formaldehide. Pada
Vf 40 %, kekuatan, modulus dan regangan tarik komposit tersebut masing-masing
adalah 30 MPa, 600 MPa dan 4,5 %. Kekuatan dan modulus tarik komposit tersebut
dapat dikatakan masih rendah karena jenis matrik yang digunakan memiliki sifat
mekanis yang rendah pula. Kekuatan komposit ini masih dapat ditingkatkan dengan
mensubstitusi matrik yang memiliki propertis lebih baik, seperti polyester.
Ketersediaan serat aren yang berlimpah di klaten sangat mendukung pengembangan
komposit serat alam (Prasetyo dkk., 2005).
Komposit berpenguat serat aren dengan matrik polyester dapat dilakukan
proses manufaktur dengan mudah dan memiliki kekuatan diatas 42,25 Mpa untuk
fraksi volume serat sekitar 30 % (Diharjo dkk., 2006). Komposit berpenguat serat
aren perlakuan alkali (5% NaOH) selama 4 jam bermatriks polyester memiliki
kekuatan tarik dan bending tertinggi, sedangkan kekuatan impaknya mencapai nilai
tertinggi pada komposit berpenguat serat aren perlakuan alkali (5% NaOH) selama 2
jam. (Diharjo dkk., 2006)
Bahan core SGKSL - UF memiliki kekuatan tarik tertinggi pada kandungan
serbuk gergaji 60%, kekuatan bending tertinggi pada kandungan serbuk gergaji 40%,
kekuatan impak tertinggi pada kandungan serbuk gergaji 60%, kekuatan geser
tertinggi pada kandungan serbuk gergaji 70%, dan kekuatan buckling tertinggi pada
kandungan serbuk gergaji 60%. Berdasarkan analisis di atas, maka dapat disimpulkan
bahwa core serbuk gergaji kayu sengon laut - urea formaldehide memiliki sifat
mekanis tertinggi pada kandungan serbuk gergaji sebesar 60-70% (Diharjo dkk.,
2008).
Hartomo (2009) dalam laporan skripsinya menyatakan bahwa penambahan
fraksi volume pada core menyebabkan penurunan nilai kekuatan bending dan
menaikkan kekuatan impak komposit sandwich. Pada core dengan Vf=10% memiliki
kekuatan impak sebesar 14,224 KJ/m2 dan terus meningkat seiring dengan
penambahan fraksi volume core yang mencapai nilai 19,875 KJ/m2 pada core dengan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
9
Rochardjo dkk. (2008) menyatakan bahwa komposit sandwich kenaf-albazzia
dengan variasi tebal core 5, 10, 15, dan 20 mm memiliki nilai kekuatan impak
tertinggi pada komposit sandwich dengan tebal core 10 mm. Sedangkan untuk
komposit sandwich dengan variasi tebal skin memiliki nilai kekuatan impak yang
semakin meningkat seiring dengan peningkatan tebal skin.
2.2Dasar Teori
2.2.1Kajian Teori Komposit
Menurut Gibson (1994) komposit adalah perpaduan dari bahan yang dipilih
berdasarkan kombinasi sifat fisik masing-masing material penyusun untuk
menghasilkan material baru dengan sifat yang unik dibandingkan sifat material dasar
sebelum dicampur dan terjadi ikatan permukaan antara masing-masing material
penyusun. Dari campuran tersebut akan dihasilkan material komposit yang
mempunyai sifat mekanik dan karakteristik yang berbeda dari material
pembentuknya.
Penggabungan dua material atau lebih dibedakan menjadi dua macam antara
lain :
a. Penggabungan makro, yang memiliki ciri-ciri antara lain :
· Dapat dibedakan secara langsung dengan cara melihat.
· Penggabungannya lebih secara fisis dan mekanis.
· Penggabungannya dapat dipisahkan secara fisis ataupun secara mekanis.
· Contoh : glass fiber reinforced plastic (GFRP).
b. Penggabungan mikro, yang memiliki ciri-ciri antara lain :
· Tidak dapat dibedakan dengan cara melihat secara langsung.
· Penggabunganya lebih secara kimiawi.
· Penggabungannya tidak dapat dipisahkan secara fisis dan mekanis, tetapi dapat
dilakukan secara kimiawi.
· Contoh : Logam paduan, besi cor, baja, dll
Karakteristik dan sifat komposit dipengaruhi oleh material-material yang
menyusunnya. Dalam hal ini susunan struktur dan interaksi antar unsur-unsur
penyusunnya. Interaksi antar unsur-unsur penyusun komposit, yaitu serat dan matrik
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
10
yang optimal antara matrik dan serat merupakan aspek yang penting dalam
penunjukan sifat-sifat mekanik komposit (Gibson, 1994).
Penggabungan material yang berbeda bertujuan untuk menemukan material
baru yang mempunyai sifat antara material penyusunnya yang tidak akan diperoleh
jika material penyusunnya berdiri sendiri. Material penyusun komposit tersebut bisa
berupa fibers, particles, laminate or layers, flakes fillers, dan matrik. Matrik sering
disebut sebagai unsur pokok bodi sedangkan fibers, particles, laminate or layers,
flakes fillers disebut sebagai unsur pokok struktur (Schwartz, 1986). Sifat material
hasil penggabungan ini diharapkan saling memperbaiki kelemahan dan kekurangan
bahan-bahan penyusunnya. Sifat-sifat yang dapat diperbaiki antara lain kekuatan,
kekakuan, ketahanan lelah, ketahanan bending, ketahanan korosi, berat jenis,
pengaruh terhadap temperatur, isolasi termal, dan isolasi konduktifitas (Jones, 1975).
Secara umum pengelompokan komposit dapat dibedakan menjadi dua,
pengelompokan tersebut yaitu berdasarkan matrik dan penguatnya. Berdasarkan
matriknya komposit dapat digolongkan menjadi tiga (Courney, 1983) yaitu :
a) Komposit matrik logam (KML), yaitu logam sebagai matrik
b) Komposit matrik polimer (KMP), yaitu polimer sebagai matrik
c) Komposit matrik keramik (KMK), yaitu keramik sebagai matrik.
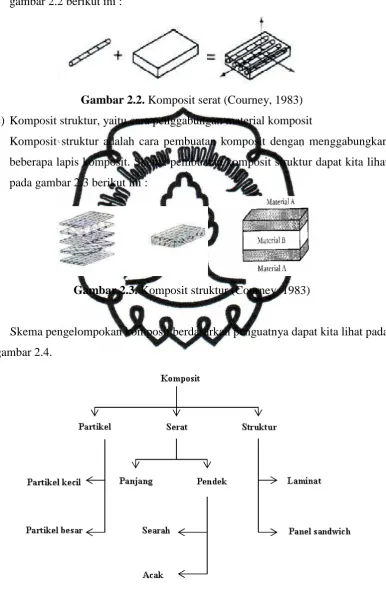
Yang kedua adalah berdasarkan unsur penguatnya, menurut Courney (1983)
dapat dibedakan menjadi tiga :
a) Komposit partikel, yaitu penguatnya berbentuk partikel
Komposit partikel terdiri dari matrik yang berukuran kecil dengan bentuk
butir. Skema komposit partikel dapat kita lihat pada gambar 2.1 berikut ini :
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
11
b) Komposit serat, yaitu penguatnya berbentuk serat
Skema komposit dengan serat sebagai penguatnya dapat kita lihat pada
gambar 2.2 berikut ini :
Gambar 2.2. Komposit serat (Courney, 1983)
c) Komposit struktur, yaitu cara penggabungan material komposit
Komposit struktur adalah cara pembuatan komposit dengan menggabungkan
beberapa lapis komposit. Skema pembuatan komposit struktur dapat kita lihat
pada gambar 2.3 berikut ini :
Gambar 2.3. Komposit struktur (Courney, 1983)
Skema pengelompokan komposit berdasarkan penguatnya dapat kita lihat pada
gambar 2.4.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
12
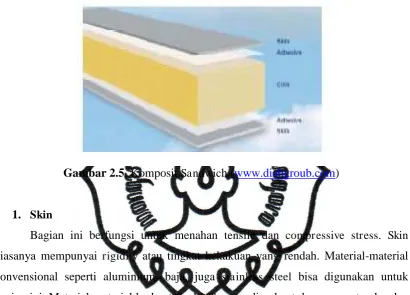
A. Sandwich
Sandwich adalah material komposit yang terdiri dari dua buah skin dimana
diantara dua skin tersebut terdapat core. Struktur komposit sandwich ditunjukkan pada gambar 2.5.
Gambar 2.5. Komposit Sandwich (www.diabgroub.com)
1. Skin
Bagian ini berfungsi untuk menahan tensile dan compressive stress. Skin
biasanya mempunyai rigidity atau tingkat kekakuan yang rendah. Material-material
konvensional seperti aluminium, baja, juga stainless steel bisa digunakan untuk
bagian ini. Material-material berbentuk plastikyang diperkuat dengan serat gelas dan
fiber menjadi pilihan yang baik karena bahan-bahan ini memiliki keunggulan seperti
mudah untuk digabungkan, desain dapat dirancang sesuai kebutuhan, serta bentuk
permukaan yang baik (Hartomo, 2009).
2. Core
Salah satu bagian terpenting dari sandwich adalah core, dimana bagian ini
harus cukup kaku agar jarak antar permukaan terjaga. Dengan kekakuannya core
harus mampu menahan geseran agar tidak terjadi slide antar permukaan. Bahan
dengan tingkat kekakuan yang rendah tidak baik untuk core, karena kekakuan pada
sandwich akan berkurang atau hilang. Tidak hanya kuat dan mempunyai densitas
rendah, core biasanya mempunyai syarat lain, seperti tingkat kadar air, buckling,
perpustakaan.uns.ac.id digilib.uns.ac.id
perlu diperhatikan dalam adesif :
a) Persiapan permukaan
Core dan skin harus dibersihkan sebelum disatukan, bisa menggunakan
mesin atau secara kimiawi.
b) Bahan pelarut
Core material biasanya sensitif terhadap bahan pelarut tertentu.
Sebagai contoh: Polystyrene foams sensitif terhadap styrene ( polyester
dan vinyl ester yang berisi styrene), sehingga epoxies dan
polyurethanes yang mungkin untuk digunakan.
c) Tekanan
Tekanan diperlukan untuk mencegah munculnya pori-pori. Proses ini
harus dilakukan dengan hati-hati sehingga core tidak mengalami
kegagalan.
d) Adesif
Sebaiknya adesif memiliki viskositas yang cukup rendah sehingga
memungkinkan untuk mengisi sel permukaan dengan baik dan
meminimalisir udara yang terjebak. Tetapi viskositas dari adesif
sebaiknya tidak terlalu rendah, sehingga saat ditekan adesif tidak
mudah tumpah.
B. Serat Aren
Aren (arenga pinnata wurmb atau Arenga Saccharifera Labill) termasuk suku
Arecaceae (pinang-pinangan). Aren merupakan tumbuhan berbiji tertutup
(Angiospermae) yaitu biji buahnya terbungkus daging buah. Tanaman aren banyak
terdapat mulai dari pantai timur india sampai ke Asia Tenggara. yakni meliputi India,
Bangladesh, Burma , Thailand, Laos, Malaysia, Indonesia, Vietnam, Hawai, Philipina,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
14
seluruh wilayah nusantara. Umur pohon aren mencapai lebih dari 50 tahun, dan di
atas umur ini pohon aren sudah sangat berkurang dalam memproduksi buah. Bahkan
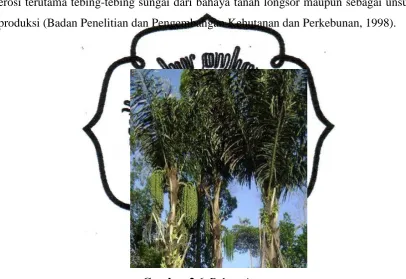
sudah tidak mampu lagi memproduksi buah (Sunanto, 1993). Gambar 2.6 adalah
gambar pohon aren yang masih produktif.
Batang aren tidak berduri, tidak bercabang, tinggi mencapai 25 m, diameter 65
cm (mirip pohon kelapa). Pohon ini mulai berbunga dari umur 6-12 tahun. Umur
produktif 2-5 tahun. Pohon ini dalam pertumbuhannya berguna untuk perlindungan
erosi terutama tebing-tebing sungai dari bahaya tanah longsor maupun sebagai unsur
produksi (Badan Penelitian dan Pengembangan Kehutanan dan Perkebunan, 1998).
Gambar 2.6. Pohon Aren
Pohon Aren merupakan pohon yang menghasilkan bahan-bahan industri sudah
sejak lama kita kenal. Hampir semua bagian atau produk tanaman ini dapat
dimanfaatkan dan memiliki nilai ekonomis. Semua bagian pohon aren ini dapat
diambil manfaatnya, mulai dari bagian-bagian fisik pohon maupun dari hasil-hasil
produksinya. Hampir semua dari bagian fisik pohon ini dapat dimanfaatkan misalnya
akar (untuk obat tradisional dan peralatan), batang (untuk berbagai macam peralatan
dan bangunan), daun muda atau jamur (untuk pembungkus atau pengganti kertas
rokok yang disebut dengan kawung). Di Indonesia pohon aren sebagian besar secara
nyata digunakan untuk bahan bangunan, keranjang, kerajinan tangan, atap rumah,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
15
Di Indonesia tanaman ini dapat tumbuh baik dan mampu berproduksi pada
daerah yang tanahnya subur pada ketinggian 500-800 m di atas permukaan laut. Pada
daerah-daerah yang mempunyai ketinggian kurang dari 500 m atau yang lebih dari
800 m, tanaman aren tetap dapat tumbuh namun produksi buahnya kurang
memuaskan. Di samping itu, banyaknya curah hujan juga sangat berpengaruh pada
tumbuhnya tanaman ini. Tanaman aren menghendaki curah hujan yang merata
sepanjang tahun, yaitu minimum sebanyak 1200 mm setahun. Jika diperhitungkan
dengan perumusan Schmidt dan Fergusion, iklim yang paling cocok untuk tanaman
aren ini adalah iklim sedang sampai iklim agak basah (Badan Penelitian dan
Pengembangan Kehutanan dan Perkebunan, 1998).
Tabel 2.1. Sifat mekanik dan fisik serat aren dan beberapa serat lainnya.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
16
C. Resin Unsaturated Polyester (UP)
Unsaturated Polyester merupakan jenis resin thermoset. Karena berupa resin
cair dengan viskositas yang relatif rendah, polyester mengeras pada suhu kamar
dengan penggunaan katalis tanpa menghasilkan gas sewaktu pengesetan seperti
banyak resin lainnya. Sifat resin ini adalah kaku dan rapuh. Mengenai sifat termalnya
karena banyak mengandung monomer stiren, maka suhu deformasi thermal lebih
rendah daripada resin thermoset lainnya dan ketahanan panas jangka panjangnya
adalah kira-kira 110-140˚C. Ketahanan dingin resin polyester relatif cukup baik.
Resin polyester juga mempunyai sifat kelistrikan yang lebih baik diantara resin
thermoset (Wicaksono, 2006).
Penggunaan resin jenis ini dapat dilakukan dari proses hand lay up sampai
dengan proses yang kompleks yaitu dengan proses mekanik. Resin ini banyak
digunakan dalam aplikasi komposit pada dunia industri dengan pertimbangan harga
relatif murah, curing yang cepat, warna jernih, kestabilan dimensional dan mudah
penanganannya (Billmeyer, 1984). Pengesetan termal digunakan benzoil peroksida
(BPO) sebagai katalis. Temperatur optimal adalah 800-1300C, namun demikian
kebanyakan pengesetan dingin digunakan metyl etyl keton peroksida (MEKPO) yang
digunakan sebagai katalis dan ditambahkan pada 1 % (Justus, 2001).
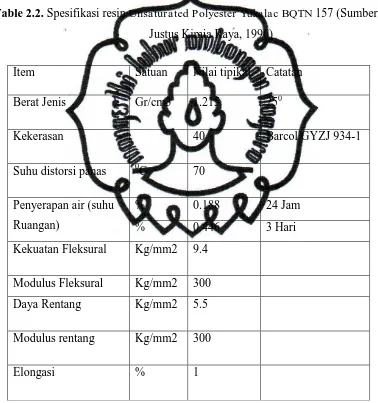
Resin yang digunakan dalam penelitian ini adalah resin unsaturated polyester
(UP) Yukalac 157Ò BTQN-EX. Pemberian bahan tambahan katalis jenis methyl ethyl
keton peroxide (MEKPO) pada resin UP berfungsi untuk mempercepat proses
pengerasan cairan resin (curing). Penambahan katalis dalam jumlah banyak akan
menimbulkan panas yang berlebihan pada saat proses curing (Bilmeyer, 1984). Pada
tabel 2.2 kita dapat melihat spesifikasi resin Unsaturated Polyester Yukalac BQTN
157.
D. Katalis metyl etyl keton peroksida (MEKPO)
Katalis yang digunakan adalah katalis methyl ethyl keton peroxide (MEKPO)
dengan bentuk cair, berwarna bening. Fungsi dari katalis adalahmempercepat proses
pengeringan (curring) pada bahan matrik suatu komposit. Semakin banyak katalis
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
17
Tetapi bila katalis yang dicampurkan terlalu banyak maka akan menyebabkan
komposit menjadi getas (Saito, 1985).
Penggunaan katalis sebaiknya diatur berdasarkan kebutuhannya. Pada saat
mencampurkan katalis ke dalam matriks maka akan timbul reaksi panas (60-90˚C).
Proses pengerasan resin diberi bahan tambahan berupa katalis jenis metyl etyl keton
peroksida (MEKPO). Katalis ini digunakan untuk mempercepat proses pengerasan
cairan resin pada suhu yang lebih tinggi. Pemakaian katalis dibatasi sampai 1% dari
volume resin (P.T. Justus SaktiRaya, 2001).
Table 2.2. Spesifikasi resin Unsaturated Polyester Yukalac BQTN 157 (Sumber :
Justus Kimia Raya, 1996)
Item Satuan Nilai tipikal Catatan
Berat Jenis Gr/cm3 1.215 250
Kekerasan 40 Barcol GYZJ 934-1
Suhu distorsi panas 0C 70
Penyerapan air (suhu
Ruangan)
% 0.188 24 Jam
% 0.446 3 Hari
Kekuatan Fleksural Kg/mm2 9.4
Modulus Fleksural Kg/mm2 300
Daya Rentang Kg/mm2 5.5
Modulus rentang Kg/mm2 300
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
18
E. Resin urea-formaldehid
Resin urea-formaldehid adalah salah satu polimer yang merupakan hasil
kondensasi urea dengan formaldehid. Polimer jenis ini banyak digunakan di industri
untuk berbagai tujuan seperti bahan adesif (61%), papan fiber berdensitas medium
(27%), hardwood plywood (5%) dan laminasi (7%) pada produk mebelir (furniture),
panel dan lain-lain. Urea-formaldehid merupakan plastik thermosetting yang terbuat
dari urea dan formaldehid yang dipanaskan dalam suasana basa lembut seperti
amoniak atau piridin. Resin ini memiliki sifat tensile-strength dan hardness
permukaan yang cukup tinggi, dan absorpsi air yang rendah. Reaksi antara urea dan
formaldehid dengan katalis basa dapat menghasilkan mono-metilol urea sebagai
monomer reaktan reaksi pembentukan polimer urea-formaldehid. Basa yang
digunakan dapat berupa barium hidroksida ataupun kalium hidroksida. Laju
pengerasan pada temperatur kamar yang cepat membuat resin ini cocok digunakan
sebagai perekat (Salomone, 1996).
F. Pengeringan Serat
Proses pengeringan adalah proses terjadinya penguapan air ke udara karena
perbedaan kandungan uap air antara udara dengan bahan yang dikeringkan. Dalam
proses ini kandungan uap air udara lebih sedikit atau dengan kata lain udara
mempunyai kelembaban relatif yang rendah, sehingga terjadi penguapan.
Kemampuan udara membawa uap air bertambah besar jika perbedaan antara
kelembaban udara pengering dengan udara di sekitar bahan semakin besar. Faktor
yang dapat mempercepat proses pengeringan adalah kecepatan angin atau udara yang
mengalir dan penambahan temperatur. Akan tetapi pengeringan yang terlalu cepat
dapat merusak bahan, yakni permukaan bahan terlalu cepat kering, sehingga tidak
sebanding dengan kecepatan pergerakan air bahan ke permukaan. Hal ini
menyebabkan pengerasan pada permukaan bahan (Taib, 1988).
Kandungan air yang terdapat di dalam kayu terdiri dari (Reeb, 1995) :
a. Air bebas (free water) adalah air yang terdapat di antara rongga sel selulosa. Air
bebas paling mudah dan terlebih dahulu keluar apabila mengalami pengeringan.
Air bebas ini tidak mempengaruhi sifat dan bentuk kecuali berat. Bila air bebas
telah keluar maka dapat dikatakan suatu bahan telah mencapai kadar air titik
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
19
b. Air terikat (bound water) adalah air yang berada di dalam sel selulosa. Air terikat
ini sangat sulit untuk dilepas apabila mengalami pengeringan. Air terikat inilah
yang dapat mempengaruhi sifat misalnya penyusutan.
SG KSL mempunyai sifat higroskopis yaitu dapat menyerap atau melepas air
atau kelembaban. Bila core SG KSL tersebut belum dikeringkan pada saat
penggunaan, maka core SG KSL dapat mengembang pada kondisi musim hujan atau
pada kelembaban tinggi dan dapat menyusut pada kondisi musim kemarau atau pada
kelembaban rendah. Pengeringan core SG KSL adalah proses untuk melepas sebagian
air yang terkandung di dalam core SG KSL hingga mencapai kadar air core SG KSL
tertentu atau yang diinginkan. Kadar air core SG KSL adalah banyaknya air yang
terkandung dalam core SG KSL yang dinyatakan dalam persen.
Beberapa keuntungan yang diperoleh dengan melakukan pengeringan core
SG KSL sebagai berikut :
a. Menjamin kestabilan core SG KSL.
b. Membuat core SG KSL menjadi ringan, hemat ongkos angkut.
c. Mudah pengerjaan selanjutnya.
d. Mencegah serangan jamur dan hama kayu, karena organisme tersebut pada
umumnya tidak dapat hidup di bawah kadar air 20 %.
Untuk menghasilkan kekuatan yang tinggi pada komposit sandwich, maka
kegagalan akibat terjadinya delaminasi antara komposit skin dengan core tidak boleh
terjadi. Hal ini dapat tercapai dengan mengurangi kadar air serbuk gergaji kayu
sengon laut dan serat aren. Kadar air bebas sel selulosa pada serat dan core SG KSL
harus dihilangkan, namun kadar air terikat di dalam sel harus dipertahankan agar tidak
terjadi degradasi kekuatan serat selulosa (Diharjo, 2006).
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
dengan catatan : Kdair = kadar air (%); Wa = massa core basah (gr); Wo = massa core
kering (gr).
G. Fraksi Volume Komposit
Menurut Gibson (1994), penempatan serat harus mempertimbangkan geometri
serat, arah, distribusi dan fraksi volume, agar dapar dihasilkan komposit berkekuatan
tinggi. Untuk suatu lamina unidirectional, dengan serat kontinyu dengan jarak antar
serat yang sama, dan direkatkan secara baik oleh matrik.
Fraksi Volume (V) :
Kekuatan komposit dapat ditentukan dengan persamaan (Shackelford,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
21
Gambar 2.7. Struktur mikro komposit dengan peletakan serat teratur dan
homogen (Gibson, 1994).
H. Proses Pembuatan Komposit
Proses pembuatan komposit sangat beraneka ragam dari yang paling
sederhana sampai dengan yang komplek dengan sistem komputerisasi. Tiap proses
memiliki kelebihannya masing-masing. Ada berbagai macam proses yang dapat
digunakan untuk membuat komposit antara lain metode hand lay-up, metode
spray-up, metode vacuum bagging (Gibson, 1994).
Proses hand lay-up merupakan proses laminasi serat secara manual, dimana
merupakan metode pertama yang digunakan pada pembuatan komposit. metode hand
lay-up lebih ditekankan untuk pembuatan produk yang sederhana dan hanya menuntut
satu sisi saja yang memiliki permukaan halus (Gibson, 1994).
Gambar 2.8. Proses hand lay-up (Gibson, 1994).
Keuntungan hand lay up :
· Peralatan sedikit dan harga murah.
· Kemudahan dalam bentuk dan desain produk.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
22
Fraksi serat yang tinggi dapat diperoleh dengan cara mengkombinasikan metode
hand lay up dengan cetak tekan (press molding). Pada metode cetak tekan
pengontrolan fraksi volume dapat dilakukan dengan menggunakan stopper
(Rusmiyatno, 2007).
2.2.2 Kajian Teori Pengujian Impak
Pengujian impak bertujuan untuk mengukur berapa energi yang dapat diserap
suatu material sampai material tersebut patah. Pengujian impak merupakan respon
terhadap beban kejut atau beban tiba-tiba (beban impak). Dalam pengujian impak
terdiri dari dua teknik pengujian standar yaitu Charpy dan Izod. Skema dan
mekanisme pengujian impak Charpy ditunjukkan pada gambar 2.9 dan 2.10.
Spesimen impak charpy berbentuk batang dengan penampang lintang bujur
sangkar. Beban didapatkan dari tumbukan oleh palu pendulum yang dilepas dari
posisi ketinggian h. Spesimen diposisikan pada dasar. Ketika dilepas, ujung pisau
pada palu pendulum akan menabrak dan mematahkan spesimen pada titik konsentrasi
tegangan untuk pukulan impak kecepatan tinggi. Palu pendulum akan melanjutkan
ayunan untuk mencapai ketinggian maksimum h’ yang lebih rendah dari h.
Gambar 2.9. Skema pengujian impak charpy (ASTM D 5942-96)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
23
Energi yang diserap dihitung dari perbedaan h’ dan h (mgh – mgh’), adalah
ukuran dari energi impak Posisi simpangan lengan pendulum terhadap garis vertikal
sebelum dibenturkan adalah α dan posisi lengan pendulum terhadap garis vertikal
setelah membentur spesimen adalah β. Panjang lengan ayunnya adalah R. Dengan
mengetahui besarnya energi potensial yang diserap oleh material maka ketangguhan
impak benda uji adalah (Shackelford, 1992):
Eserap = energi awal – energi yang tersisa
α = sudut ayunan pendulum tanpa spesimen (˚)
β = sudut ayunan pendulum setelah mematahkan spesimen (˚)
2.2.3 Analisis perhitungan impak sandwich
Harga ketangguhan impak pada sandwich dapat dihitung dengan persamaan (ASTM
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
24
BAB III
METODE PENELITIAN
3.1 Alat Penelitian
Peralatan yang digunakan dalam pengujian spesimen antara lain alat moisture
analyser di Laboraturium Perpindahan Panas FT UNS dan mesin uji impak charpy
yang terdapat di Laboratorium Material Teknik jurusan Teknik Mesin Fakultas
Teknik Universitas Sebelas Maret Surakarta.
(a) (b)
Gambar 3.1. (a) alat uji impak charpy, (b) moisture analyzer
Peralatan yang digunakan dalam pembuatan spesimen uji antara lain :
a. Timbangan Digital
Timbangan digunakan untuk menimbang seberapa beratnya resin dan serat
dicampurkan sesuai dengan fraksi volumenya. Selain itu juga untuk menguji
hasil komposit apakah sesuai dengan fraksi volume yang telah ditentukan.
b. Cetakan
Cetakan komposit terbuat dari besi cor.
c. Gelas ukur dan suntikan
Gelas ukur berfungsi untuk menakar matrik sesuai dengan hasil perhitungan.
Suntikkan berfungsi untuk menakar katalis yang akan dicampurkan sesuai
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
25
d. Malam (lilin)
Malam atau lilin berfungsi sebagai bahan perapat sambungan plat pada
cetakan agar campuran matrik dan katalis tidak merembes atau bocor keluar
cetakan yang menyebabkan void pada tiap pojok cetakan.
e. Jangka sorong
Jangka sorong digunakan untuk mengukur panjang, lebar dan tebal spesimen.
f. Gerinda
Gerinda tangan digunakan untuk membentuk spesimen uji impak
g. Press Mold
Balok penekan ini digunakan untuk menekan komposit.
h. Gelas corong dan pengaduk
Gelas corong berfungsi untuk memasukkan campuran matrik dan serat ke
dalam cetakan komposit agar tidak tumpah. Pengaduk berfungsi sebagai alat
pengaduk antara matrik dan katalis agar proses pencampuran dapat merata.
(a) peralatan cetak (b) timbangan digital (c) oven
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
26
3.2 Bahan Penelitian
Berikut ini bahan-bahan yang digunakan dalam pembuatan komposit sandwich antara lain :
Tabel 3.1. Bahan yang digunakan dalam penelitian.
No. Bahan Jenis Sumber Keterangan
7. release blue band toko makanan memudahkan
pelepasan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
27
(a) serat aren (b) resin (c) katalis
(d) serbuk gergaji KSL (e) NaOH (f) hardener
Gambar 3.3. Bahan-bahan penyusun komposit sandwich
3.3 Pelaksanaan Penelitian
3.3.1 Persiapan Alat dan Bahan
Alat-alat dan bahan yang akan digunakan dalam pembuatan komposit
disiapkan seperti serat aren, serbuk gergaji kayu sengon laut, resin, katalis,
larutan NaOH, urea fomaldehid dan peralatan yang menunjang lainnya dalam
pembuatan spesimen.
3.3.2 Pengolahan Bahan Dasar
a. Pencucian Serat Aren
Mekanisme pembersihan serat aren yang ada di dalam limbah ampas
pati dilakukan dengan menggunakan air bersih. Hasilnya berupa serat bersih
yang selanjutnya serat ditiriskan (pengeringan alami) tanpa sinar matahari
selama 3 hari hingga kering. Serat yang sudah kering dimasukkan ke dalam
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
28
b. Perlakuan Alkali
Proses perlakuan alkali pada serat yaitu dengan cara perendaman serat
ke dalam larutan alkali (NaOH 5 %). Perbandingan volume serat dengan
larutan alkali adalah 1 : 15 (Ray dkk, 2001).
c. Netralisasi Serat
Selanjutnya serat dinetralkan dari larutan NaOH dengan direndam di
dalam aquades selama 3 hari dimana setiap 12 jam serat dibilas 3 x dan airnya
selalu diganti secara periodik. Serat ditiriskan kembali hingga kering. Setelah
kering serat tersebut sudah siap untuk diolah lebih lanjut.
d. Pengeringan Serbuk Gergaji
Bahan serbuk gergaji kayu sengon laut dari industri pengolahan kayu
sengon laut di Boyolali kemudian dikeringkan dengan ditiriskan tanpa sinar
matahari. Serbuk gergaji yang sudah kering kemudian disimpan di dalam
plastik agar tidak mudah menyerap uap air.
e. Pengujian Kadar Air Serat
Tahap preparasi serat sebelum dilakukan pencetakan adalah
menyelidiki karakteristik pengeringan serat (kadar air yang terkandung di
dalam serat). Hal ini dilakukan dengan mengontrol kandungan air yang
terkandung di dalam serat aren dengan cara dioven dalam oven pemanas,
kemudian menguji kandungan air yang terkandung dalam serat aren tersebut
dengan alat uji moisture analyser yang ada di Laboratorium Perpindahan
Panas Jurusan Teknik Mesin Universitas Sebelas Maret Surakarta. Kurva
karakteristik kadar air serat aren ini digunakan sebagai acuan pengeringan
serat sebelum dilakukan pencetakan.
(a) (b)
Gambar 3.4. Proses pengujian kadar air (a) pengovenan serat,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
29
3.3.3 Teknik Pembuatan Komposit
a. Teknik Manufaktur Core
Proses manufaktur core dilakukan dengan mencampur SGKSL dengan urea
formaldehid pada variasi fraksi berat serbuk 60%. Proses pencampuran dilakukan
dengan metode spray up menggunakan spray gun sehingga pencampuran bahan lebih
merata. Campuran SG-UF kemudian diletakkan secara merata pada permukaan
cetakan dan dilakukan pengepresan hingga ketebalan 5, 10, 15, dan 20 mm. Dengan
mengetahui massa jenis kayu sengon laut (0,3 gr/cm3) maka dapat diperhitungkan
kebutuhan bahan penyusun core. Ketika pengepresan berlangsung, pemanasan dapat
dilakukan di bawah sinar matahari atau di dalam oven untuk mempercepat
pengeringan (curing). Core SGKSL pada penelitian ini dibuat dengan ukuran luas 20
mm x 20 mm sesuai dengan luas cetakan.
Gambar 3.5. Dimensi komposit sandwich.
keterangan:
l = Panjang spesimen
b = Lebar sandwich (15 mm)
h = Tebal sandwich (mm)
Mekanisme pembuatan core dapat digambarkan sebagai berikut :
Gambar 3.6. Diagram alir pembuatan core limbah SG KSL
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
30
b. Teknik Manufaktur Komposit Sandwich
Proses pembuatan panel komposit sandwich dilakukan dengan
menggabungkan core serbuk gergaji KSL dengan skin komposit bahan serat aren.
Proses penggabungan dilakukan dengan metode hand lay up dan press mold. Proses
ini dimulai dengan melakukan perhitungan jumlah serat dan matrik yang dibutuhkan
agar terbentuk panel komposit sandwich dengan fraksi volume serat sebesar 30%, dan
fraksi volume matrik sebesar 70%, dimana massa jenis serat aren 1,4 gr/cm3.
Core SGKSL hasil pengepresan yang sudah mengering kemudian dilakukan
penyemprotan resin pada permukaannya dan dikeringkan kembali. Penyemprotan
resin ke permukaan core ini dilakukan agar resin cair pada proses manufaktur
komposit sandwich tidak meresap ke dalam core.
Gambar 3.7. Komposit sandwich dengan variasi ketebalan skin
Gambar 3.8. Komposit sandwich dengan variasi ketebalan core
Jadi untuk membuat panel komposit dengan fraksi volume serat 30%
dipergunakan stopper dengan tebal sesuai dengan kebutuhan. Setelah melakukan
perhitungan komposisi serat dan matrik yang diperlukan, langkah selanjutnya adalah
mempersiapkan cetakan dengan cara melapisi seluruh permukaan cetakan yang akan
bersentuhan dengan komposit menggunakan mika agar permukaan spesimen yang
terbentuk menjadi halus dan rata. Kemudian untuk mempermudah pengambilan panel
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
31
komposit setelah mengeras, permukaan atas mika yang bersentuhan dengan panel
komposit diolesi dengan releaser. Setelah itu dilakukan pemasangan stopper pada
kedua ujung cetakan. Fungsi stopper untuk pembatas panjang dan sebagai pemberi
batas tebal komposit yang akan dibuat. Pembuatan panel komposit sandwich
dilakukan dengan metode kombinasi hand lay up dan press mold. Matrik resin dan
hardener yang dipakai adalah unsaturated polyester yukalac® 157 BQTN-EX dan
MEKPO, produksi PT. Justus Kimia Raya Semarang. Kadar hardener yang
digunakan adalah 1% (sesuai acuan dari PT. Justus).
Setelah cetakan, core, matrik, dan serat siap, proses pencetakan panel
komposit sandwich dimulai dengan menuangkan matrik secara merata di dalam
cetakan kemudian dilanjutkan dengan peletakan serat aren sesuai dengan hasil
perhitungan. Penambahan matrik dilakukan ketika lapisan serat diletakkan hingga
serat terbasahi seluruhnya. Kemudian core diletakkan di atas serat aren dan dilumuri
dengan matrik yaitu resin. Setelah merata kemudian serat aren diletakkan kembali
diatas core dan dibasahi kembali dengan resin secara merata, Setelah semua bahan
dimasukkan ke dalam cetakan maka segera dilakukan proses penekanan cetakan
dengan menggunakan dongkrak hidrolik manual. Setelah proses pengeringan di ruang
terbuka (curing) sekitar 7-8 jam, panel komposit sandwich dapat dikeluarkan dari
cetakan. Proses manufaktur komposit sandwich ditunjukkan pada gambar 3.9.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
32
Gambar 3.10. Proses manufaktur komposit sandwich
3.3.4 Proses Postcure Spesimen
Sebelum dilakukan pengujian impak charpy, terlebih dahulu dilakukan proses
postcure di dalam oven pada suhu 60°C selama 4 jam. Postcure dilakukan untuk
menyempurnakan ikatan rantai polimer polyester.
3.3.5 Variasi Penelitian
Dalam pengujian impak ini, variasi penelitian dari spesimen komposit
sandwich yang digunakan adalah variasi tebal skin yaitu skin dengan tebal 2 mm, 3
mm, 4 mm, 5 mm dan variasi tebal core 5 mm, 10 mm, 15 mm, dan 20 mm. Spesimen
uji impak komposit sandwich ini menggunakan komposisi skin serat aren-matrik
polyester dengan fraksi volume serat adalah 30%. Dan komposisi core serbuk gergaji
kayu sengon laut dengan komposisi 60 : 40 dengan urea formaldehyde. Spesimen
yang dibutuhkan dalam pengujian impak ini berjumlah 40 buah.
3.3.6 Pengujian Impak
Dengan uji impak dapat diketahui kekuatan suatu material. Kekuatan impak
komposit sangat tergantung pada ikatan antar penyusun material komposit tersebut.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
33
mengetahui ketahanan benda terhadap keadaan patah, maka digunakan metode
pengujian impak charphy. Langkah-langkah pengujian impak charpy dalam penelitian
ini:
a. Mempersiapkan spesimen dan peralatan uji impak charpy
b. Mengukur nilai α dengan cara menghitung simpangan alat uji impak charpy
tanpa menggunakan spesimen.
c. Mempersiapkan spesimen komposit sandwich variasi tebal skin 2 mm.
d. Meletakkan spesimen tersebut pada tumpuan alat uji impak dan mengangkat
pendulum pada posisi 90° dari spesimen.
e. Melepaskan palu atau bandul dengan cara menggeser handel, kemudian
setelah bandul berayun dan mematahkan spesimen, menggeser tuas panjang
untuk menghentikan ayunan pendulum.
f. Mengukur nilai β setelah pengujian.
g. Mengulangi langkah c-f untuk spesimen variasi tebal skin dengan ukuran 3
mm, 4 mm, 5 mm, dan spesimen variasi tebal core dengan ukuran 5 mm, 10
mm, 15 mm, 20 mm.
h. Melakukan perhitungan atas data yang telah didapatkan.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
34
Gambar 3.12. Alat uji impact charpy di Laboratorium Material UNS
Alat uji impak charpy yang digunakan ditunjukkan pada gambar 3.12. Pada
analisis energi serap dan kekuatan impak dari komposit sandwich ini akan dilakukan
analisis eliminasi faktor ketebalan. Penambahan ketebalan spesimen uji impak ini
akan berpengaruh terhadap nilai energi serap dan nilai kekuatan impak komposit
sandwich. Pada pengujian bending, ketebalan impak berpengaruh pada kekuatan
bending karena semakin tebal spesimen maka momen inersianya juga semakin besar.
Apabila momen inersianya besar, maka kekuatan bending yang dihasilkan akan
semakin kecil. Pada pengujian impak, tebal dari spesimen juga berpengaruh pada
kekuatan impak komposit sandwich. Dengan semakin meningkatnya ketebalan
komposit sandwich, maka kekuatan impak yang dihasilkan akan semakin kecil. Hal
ini dapat ditunjukkan pada rumus kekuatan impak yaitu ( serap 3 cU 10
b h x E
a = x ) dimana
acU = harga impak charpy, Eserap = energi serap, b = lebar spesimen, danh = tebal
spesimen. Berdasarkan rumus diatas dapat kita lihat bahwa dengan meningkatnya
ketebalan komposit sandwich akan menyebabkan menurunnya nilai kekuatan impak
komposit sandwich. Hal ini dikarenakan tebal komposit sandwich berbanding terbalik
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
35
3.3.7 Diagram Alir Penelitian
Tahapan pelaksanaan penelitian dari awal sampai akhir dapat dilihat pada
gambar 3.13.
Gambar 3.13. Diagram Alir Penelitian
Gambar 3.13. Diagram Alir Penelitian
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
36
BAB IV
DATA HASIL PENELITIAN DAN PEMBAHASAN
4.1. Kekuatan Impak Komposit Sandwich
4.1.1. Pengaruh Tebal Skin Terhadap Kekuatan Impak Komposit Sandwich
Data hasil pengujian impak sandwich core SG-KSL skin komposit serat aren
dengan tebal core 10 mm dan Vfskin 30% variasi tebal skin, 2 mm, 3 mm, 4 mm, dan
5 mm ditunjukkan pada tabel 4.1. Di dalam tabel 4.1 ini dipaparkan nilai energi serap
dan nilai kekuatan impak pengujian impak komposit sandwich.
Energi serap dan kekuatan impak komposit sandwich cenderung meningkat
seiring dengan peningkatan tebal skin. Peningkatan ini disebabkan adanya
peningkatan kekakuan dari skin sehingga kemampuan spesimen dalam menahan
beban impak juga akan meningkat. Pada hasil pengujian komposit sandwich dengan
tebal core 10 mm dan tebal skin 2 mm memiliki nilai rata-rata energi serap dan
kekuatan impak sebesar 4,310 J dan 0,0179 J/mm2. Sedangkan pada komposit
sandwich dengan tebal core 10 mm dan tebal skin 3 mm memiliki nilai energi serap
sebesar 4,848 J dan energi impak sebesar 0,0198 J/mm2. Nilai energi serap dan
kekuatan impak komposit sandwich dengan tebal skin 3 mm semakin meningkat bila
dibandingkan dengan sandwich tebal skin 2 mm. Nilai rata-rata energi serap dan
kekuatan impak yang tertinggi terdapat pada variasi komposit sandwich tebal core 10
mm dengan tebal skin 4 mm yaitu sebesar 7,262 J dan 0,0252 J/mm2. sedangkan pada
variasi tebal core 10 mm dengan tebal skin 5 mm menunjukkan penurunan nilai yaitu
6,724 J untuk rata-rata energi serap dan 0,022 J/mm2 untuk rata-rata kekuatan impak.
Dari hasil tersebut dapat dilihat bahwa nilai kekuatan impak paling tinggi terdapat
pada komposit sandwich tebal core 10 mm dengan tebal skin 4 mm.
Pada komposit sandwich dengan tebal core 10 mm dan tebal skin 5 mm
setelah dilakukan pengujian impak ternyata kegagalan yang terjadi pada spesimen
adalah patah tetapi bukan pada daerah tumbukan. Padahal seharusnya daerah
tumbukan mengalami beban yang paling besar tetapi ternyata kegagalan yang terjadi
bukan pada derah tumbukan. Hal ini mengindikasikan bahwa pada daerah yang patah
tersebut mengalami konsentrasi tegangan yang mengakibatkan kegagalan terjadi lebih
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
37
Kenaikan kekuatan impak komposit sandwich seiring dengan penambahan
tebal skin disebabkan meningkatnya kemampuan komposit sandwich dalam menahan
beban maksimum yang terjadi. Dengan kata lain, skin menahan beban sampai dengan
batas maksimumnya kemudian beban didistribusikan core pada seluruh luasan, skin
dan core memberikan kontribusi optimumnya pada peningkatan kekuatan impak
komposit sandwich. Peningkatan kekuatan impak juga didukung oleh tegangan geser
core yang meningkat seiring dengan peningkatan tebal skin komposit sandwich.
Pada pengujian impak komposit sandwich dengan variasi tebal skin
didapatkan data hasil penelitian yang kurang teratur. Hal ini dikarenakan adanya
pengaruh dari penambahan tebal skin yang mempengaruhi nilai momen inersia dan
kekakuan komposit sandwich.
Kurva energi serap dan kurva kekuatan impak dapat kita lihat pada gambar 4.1
dan gambar 4.2 berikut ini :
Gambar 4.1. Kurva hubungan antara energi serap dengan variasi tebal skin
R2 = 0,751