i
PLOTTER 2D MENGGUNAKAN SERVO R88M-KE75030H-S2 PADA PROGRAMABLE LOGIC CONTROLLER OMRON CJ2M
TUGAS AKHIR
Program Studi S1 Sistem Komputer
Oleh :
AN PHERTA DHE ANDY 12.41020.0017
FAKULTAS TEKNOLOGI DAN INFORMATIKA
xi
BAB III METODE PENELITIAN DAN PERANCANGAN SISTEM ... 23
3.1 Metode Pengembangan ... 23
3.2 Prosedur Penelitian ... 23
3.3 Diagram Blok Sistem ... 25
3.4 Perancangan Mekanik Dan Perangkat Keras Alat ... 26
3.4.1 Struktur Material Plotter 2D ... 28
3.4.2 Perancangan Rangkaian Driver Motor DC ... 28
3.4.3 Perancangan Rangkaian Power ... 29
3.4.4 Perancangan Rangkaian Motor Servo ... 31
3.5 Perancangan Perangkat Lunak ... 32
xii
3.5.2 Perancangan Tampilan HMI ... 36
3.5.3 Parameter Kontroler Motor Servo AC ... 40
3.5.4 Program Pemberian Pulsa Motor Servo ... 43
3.5.5 Program Skala Data HMI Decimal Ke Hexa ... 46
3.6 Metode Analisa ... 47
3.6.1 Pengujian dan Evaluasi PLC dan Modul I/O PLC ... 47
3.6.2 Pengujian dan Evaluasi HMI ... 47
3.6.3 Pengujian dan Evaluasi Motor Servo AC ... 48
3.6.3 Pengujian dan Evaluasi Motor DC Vertikal ... 48
BAB IV HASIL DAN PEMBAHASAN ... 50
4.2.1 Tujuan Pengujian Sensor Masukan ... 54
4.2.2 Alat Yang Digunakan Pada Pengujian Sensor Masukan ... 54
4.2.3 Prosedur Pengujian Pada Sensor Masukan ... 55
4.2.4 Hasil Pengujian Pada Sensor Masukan ... 55
4.3 Pengujian Keluaran Motor Pena ... 57
4.3.1 Tujuan Pengujian Motor Pena ... 58
xiii
4.4 Pengujian Motor Servo ... 60
4.4.1 Tujuan Pengujian Motor Servo ... 60
4.4.2 Alat Yang Digunakan Pada Pengujian Motor Servo ... 60
4.4.3 Prosedur Pengujian Pada Motor Servo ... 60
4.4.4 Hasil Pengujian Pada Motor Servo ... 62
4.5 Pengujian Perangkat HMI (Human Machine Interface) ... 65
4.5.1 Tujuan Pengujian HMI ... 65
4.5.2 Alat Yang Digunakan Pada Pengujian HMI ... 65
4.5.3 Prosedur Pengujian Pada HMI ... 66
4.5.4 Hasil Pengujian Pada HMI ... 68
4.6 Pengujian Tombol Masukan Dari HMI ... 69
4.6.1 Tujuan Pengujian Masukan HMI ... 69
4.6.2 Alat Yang Digunakan Pada Pengujian Masukan HMI ... 69
4.6.3 Prosedur Pengujian Pada Masukan HMI ... 69
4.6.4 Hasil Pengujian Pada HMI ... 70
4.7 Pengujian Indikator Input Sensor Pada HMI ... 71
4.7.1 Tujuan Pengujian Indikator HMI ... 71
4.7.2 Alat Yang Digunakan Pada Pengujian Indikator HMI ... 71
4.7.3 Prosedur Pengujian Pada Indikator HMI ... 71
4.7.4 Hasil Pengujian Pada Indikator HMI ... 72
xiv
4.7.1 Tujuan Pengujian Masukan Analog HMI ... 73
4.7.2 Alat Yang Digunakan Pada Pengujian Masukan Analog HMI ... 73
4.7.3 Prosedur Pengujian Pada Masukan Analog HMI ... 74
4.7.4 Hasil Pengujian Pada Masukan Analog HMI ... 74
4.9 Pengujian Sistem ... 75
4.9.1 Tujuan Pengujian Sistem ... 75
4.9.2 Alat Yang Digunakan Pada Pengujian Sistem ... 75
4.9.3 Prosedur Pengujian Pada Sistem ... 76
4.9.4 Hasil Pengujian Pada Sistem ... 76
BAB V PENUTUP ... 82
5.1. Kesimpulan ... 82
5.2. Saran ... 83
DAFTAR PUSTAKA ... 84
LAMPIRAN ... 85
xv
Halaman
Gambar 2.1 Plotter ... 5
Gambar 2.2 PLC Omron CJ2M CPU32 ... 8
Gambar 2.3 Rangkaian Modul Input Tegangan DC ... 10
Gambar 2.4 Koneksi Peralatan Luar Dengan Modul Output PLC Satu Common ... 11
Gambar 2.10 Medan Magnet Membawa Arus Mengelilingi Konduktor .. 15
Gambar 2.11 Medan Magnet Berubah Arah Karena Bentuk U ... 16
Gambar 2.12 Konfigurasi Pin Driver Motor DC IC L298D ... 17
Gambar 2.13 HMI ( Humman Machine Interface) ... 18
Gambar 2.14 Tampilan Utama Software CX-Programmer ... 20
Gambar 2.15 Pembagian Menu-Menu Software CX-Programmer ... 21
Gambar 3.1 Diagram Blok Keseluruhan Plotter 2D ... 25
Gambar 3.2 Tampilan Keseluruhan Alat ... 26
Gambar 3.3 Tampilan Kerangka Penggerak Alat ... 27
xvi
Gambar 3.5 Bentuk Fisik Motor DC dan Driver Motor L298 ... 29
Gambar 3.6 Rangkaian Penurun Tegangan ... 30
Gambar 3.7 Bentuk Fisik Dari Rangkaian Penurun Tegangan ... 30
Gambar 3.8 Rangkaian Kontroler Motor Servo AC ... 31
Gambar 3.9 Flowchart Keseluruhan Sistem ... 33
Gambar 3.10 Flowchart dan Ilustrasi Proses Menggambar Persegi ... 34
Gambar 3.11 Flowchart Proses Menggambar Titik ... 35
Gambar 3.12 Flowchart Proses Menggambar Garis ... 35
xvii
Gambar 3.30 Konfigurasi Konektor Modul Pulsa MD211 ... 44
Gambar 3.31 Perintah PLS2(887) dan Frekuensi Pulsa Yang Dihasilkan 45
Gambar 3.32 Perintah PLS2(887) Pada CX-Programmer ... 45
Gambar 3.33 Program Skala Data ... 46
Gambar 3.34 Program Skala Data ... 46
Gambar 3.35 Pembacaan Masukan Data HMI Pada CX-Programmer... 48
Gambar 4.1 Tampilan Pemilihan Media Koneksi Penghubung ... 51
Gambar 4.2 Tampilan Pencarian Pada Auto Online ... 52
Gambar 4.3 Proses Pengambilan Program Dari Memori PLC ... 53
Gambar 4.4 Tampilan Hasil Download Program Dari Memori PLC ... 53
Gambar 4.5 Informasi Tipe PLC dan Modul Yang Terhubung Dengan PLC ... 54
Gambar 4.6 Pembacaan Tombol Masukkan ... 56
Gambar 4.7 Indikator Pada input Card ... 56
Gambar 4.8 Indikator Pada Alat ... 56
Gambar 4.9 Pengujian Terhadap Keluaran Motor Pena ... 59
Gambar 4.10 Indikator Pada Output Card ... 59
Gambar 4.11 Parameter Editor CX-Drive ... 61
Gambar 4.12 Run Command dan Pulse Command ... 62
Gambar 4.13 Indikator Run Command Pada Output Card ... 62
xviii
Gambar 4.15 Tampilan Pemilihan Media Koneksi Penghubung ... 67
Gambar 4.16 Proses Pengiriman Program ke HMI ... 67
Gambar 4.17 Masalah Koneksi Dengan PLC ... 68
Gambar 4.18 Menu Pengaturan Pada HMI ... 68
Gambar 4.19 Menu Program Ladder Penggerak Pena ... 70
Gambar 4.20 Tampilan Tombol Pada CX-Designer ... 70
Gambar 4.21 Pembacaan Tombol Masukan ... 70
Gambar 4.22 Pembacaan Input pada CX-Programmer ... 72
Gambar 4.23 Indikator Pada Alat ... 72
Gambar 4.24 Indikator Pada Input Card ... 72
Gambar 4.25 Indikator Input Pada HMI ... 73
Gambar 4.26 Tampilan Pengalamatan Pada CX-Designer ... 74
Gambar 4.27 Tampilan Masukan Data Analog Pada HMI ... 75
xix
Halaman
Tabel 4.1 Input Address... 55
Tabel 4.2 Output Address ... 58
Tabel 4.3 Pergerakan Motor Pena ... 59
Tabel 4.4 Percobaan Pada Motor Servo 1 ... 63
Tabel 4.5 Percobaan Pada Motor Servo 2 ... 64
Tabel 4.6 Percobaan Pola Rectangle ... 67
Tabel 4.7 Percobaan Pola Point ... 68
1 BAB I PENDAHULUAN
1.1 Latar Belakang Masalah
Kini persaingan industri semakin meningkat, efesiensi produksi umumnya
dianggap sebagai kunci untuk sukses. Programable Logic Controller (PLC)
memenuhi kebanyakan dari keinginan industri seperti kecepatan produksi,
menurunkan biaya material dan upah kerja dari suatu produksi, meningkatkan
kualitas dan biaya perawatan produksi yang murah.
Pada umumnya, alat plotter 2D atau sering disebut CNC drawer
menggunakan motor stepper atau motor DC. Motor DC tidak memiliki fitur
apapun untuk menentukan posisi oleh sebab itu motor ini membutuhkan sensor
encoder tambahan untuk digunakan pada plotter 2D. Motor stepper bergerak
menggunakan pulsa-pulsa periodik (open loop), dengan itu motor stepper dapat
menentukan posisi motor dengan presisi tetapi masih memiliki kekurangan yaitu
kebisingan, konsumsi daya yang tinggi dan pergerakan yang lambat terlebih jika
mendapat beban besar. Kelebihan dua motor tersebut adalah harganya yang lebih
murah dibandingkan motor servo AC.
Maka dari itu dalam tugas akhir ini akan dibuat sebuah plotter 2D yang
menggukanan motor servo AC sebagai pengganti motor DC atau motor stepper
yang digunakan pada plotter 2D yang lain. Alat ini memiliki beberapa bagian
yaitu 2 buah motor servo AC yang digunakan untuk menggerakkan pena kearah
sumbu X dan sumbu Y. Kemudian terdapat motor DC untuk mengangkat dan
bergeraknya pena. Semua perangkat tersebur akan dikendalikan atau diolah oleh
PLC omron CJ2M CPU 32.
Pada pembuatan plotter 2D ini akan menggunakan motor servo AC karena
motor servo yang memiliki encoder didalamnya (close loop) sehingga dapat
mengatur posisi motor dengan sangat presisi. Memiliki tingkat kebisingan dan
getaran yang kecil, dapat bergerak cepat meskipun dengan beban yang besar.
Kekurangan dari motor servo AC sendiri adalah harganya yang mahal.
1.2 Rumusan Masalah
Adapun permasalahan yang akan dihadapi dalam pengerjaan Tugas Akhir
ini diantaranya adalah :
1. Bagaimana Programable Logic Controller (PLC) dapat mengontrol motor
servo dan perangkat input/output yang terhubung dengan PLC.
2. Bagaimana merancang tampilan Humman Machine Interface (HMI) yang
dapat digunakan untuk menginputkan dan menampilkan data servo.
1.3 Batasan Masalah
Dalam perancangan dan pembuatan alat ini, terdapat beberapa batasan
masalah, antara lain :
1. Menggunakan motor servo dengan tipe R88M-KE75030H-S2.
2. Aplikasi pemrograman PLC menggunakan Programmer dan
CX-Designer.
3. Pemrograman menggunakan ladder diagram.
3
5. Ukuran kertas yang digunakan adalah A4
6. Tidak dapat manggambar garis lengkung
1.4 Tujuan
Tujuan dari penelitian yang akan dilakukan adalah sebagai berikut :
1. Programable Logic Controller (PLC) dapat mengontrol motor servo dan
perangkat input/output yang terhubung dengan PLC. Diharapkan motor servo
AC dapar bergerak presisi sesuai dengan masukan yang diberikan oleh
operator melalui Humman Machine Interface (HMI).
2. Membuat tampilan Humman Machine Interface (HMI) yang mudah
digunakan oleh operator untuk mengendalikan modul plotter 2D.
1.5 Sistematika Penulisan
Pembahasan Tugas Akhir ini secara garis besar tersusun dari 5 (lima)
bab, yaitu diuraikan sebagai berikut:
BAB I PENDAHULUAN
Pada Bab ini akan dibahas mengenai latar belakang masalah, batasan
masalah, tujuan penulisan, dan sistematika penulisan.
BAB II LANDASAN TEORI
Pada Bab ini akan dibahas teori penunjang dari permasalahan, yaitu
membahas mengenai pengertian plotter, PLC Omron CJ2M, modul input/output,
motor servo AC, pulse I/O module, driver motor servo AC, motor DC, driver
BAB III METODE PENELITIAN DAN PERANCANGAN SISTEM
Pada Bab ini akan membahas tentang blog diagram sistem serta metode
yang dilakukan dalam mewujudkan pembuatan alat dan membahas tentang
metode yang digunakan pada Tugas Akhir ini. Serta membahas konfigurasi
perangkat yang digunakan, mengkontrol posisi motor sevo AC, penentuan alamat
I/O yang akan digunakan.
BAB IV HASIL DAN PEMBAHASAN
Pada Bab ini akan dibahas mengenai sistematika perangcangan alat
sekaligus percobaan dari alat yang telah dibuat. Selain itu juga akan menguji
program yang telah dibuat apakah dapat sesuai seperti yang diharapkan.
Kemudian hasil kombinasi antara alat dan program akan dianalisa kemampuannya
dalam ketelitian posisi gambar sesuai yang diharapkan.
BAB V KESIMPULAN DAN SARAN
Berisi kesimpulan yang didapat dari hasil penelitian berdasarkan rumusan
5 BAB II
LANDASAN TEORI
2.1 Pengertian Plotter
Plotter adalah printer grafis yang menggambar dengan menggunakan
pena-pena tinta, plotter juga merupakan perangkat output pertama yang mampu
mencetak gambar berukuran gambar sebesar gambar arsitektur dan engineering.
Gambar 2.1 Plotter
(Sumber : https://pmktentangintelpentium.wordpress.com/plotter/)
Adapun pengertian lain plotter adalah sebuah mesin yang secara otomatis
akan menggambar grafik berdasarkan data yang dimasukkan. Sedangkan plotter
masih dibagi yaitu ada plotter auto, yaitu sebuah mesin yang secara otomatis akan
menggambar grafik berdasarkan data yang dimasukkan
Plotter merupakan jenis printer yang dirancang secara khusus guna
menghasilkan output komputer yang berupa gambar ataupun grafik. Dengan
akan dapat disajikan secara prima. Landscape-arsitektur banyak menggunakan
plotter guna menghasilkan gambar landscape, potongan pohon, ataupun untuk
membantu memvisualisasikan efek dari segala kegiatan yang ada.
Ada beberapa jenis plotter sebagai berikut:
A. Plotter Pena
Plotter Pena memiliki satu atau sejumlah pena berwarna untuk
menggambar pada kertas atau plastik transparan, yang membuat keluaran dalam
bentuk garis. untuk menggambar pada kertas atau plastik transparan, keluaran
plotter berupa garis kontinyu.
B. Plotter Elektrostatis
Pada plotter ini, kertas diletakkan pada tempat datar seperti meja, lalu
keluaran atau hasil cetakan dibuat dengan prinsip kerja seperti mesin foto copy
yaitu dengan memberi tegangan listrik pada kertas. Lalu tegangan listrik tersebut
akan menarik tinta untuk melekat pada kertas. Tinta kemudian dicairkan dengan
pemanasan. Kualitas plotter elektrostatis tidak sebagus plotter pena, tetapi
kecepatannya lebih tinggi dibandingkan dengan plotter pena.
C. Plotter Thermal
Plotter ini menggunakan suatu pin yang dipanaskan secara elektronis,
kemudian pin itu dilewatkan pada jenis media yang peka terhadap panas, sehingga
terbentuk gambar. Plotter thermal dapat digunakan pada kertas maupun film
7
Sebenarnya cara kerja Plotter tidak jauh berbeda dengan cara kerja printer,
hanya saja ukuran yang dihasilkan oleh plotter dapat menyelesaikan ukuran
blueprint sebuah bangunan arsitek / engineering. (Yudi, 2014)
2.2 Pengenalan PLC
Programmable Logic Controller (PLC) adalah komputer elektronik yang
mudah digunakan yang memiliki fungsi kendali untuk berbagai tipe dan tingkat
kesulitan yang beraneka ragam. Definisi Programmable Logic Controller adalah
sistem elektronik yang beroperasi secara digital dan didesain untuk pemakaian di
lingkungan industri, dimana sistem ini menggunakan memori yang dapat
diprogram untuk penyimpanan secara internal instruksi-instruksi yang
mengimplementasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan,
pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui
modul-modul I/O digital maupun analog.
Berdasarkan namanya konsep PLC adalah sebagai berikut :
1. Programmable, menunjukkan kemampuan dalam hal memori untuk
menyimpan program yang telah dibuat yang dengan mudah diubah-ubah
fungsi atau kegunaannya.
2. Logic, menunjukkan kemampuan dalam memproses input secara aritmatik
dan logic (ALU), yakni melakukan operasi membandingkan, menjumlahkan,
mengalikan, membagi, mengurangi, negasi, AND, OR, dan lain sebagainya.
3. Controller, menunjukkan kemampuan dalam mengontrol dan mengatur
untuk menggantikan suatu rangkaian relay sekuensial dalam suatu sistem
kontrol. Selain dapat diprogram, alat ini juga dapat dikendalikan, dan
dioperasikan oleh orang yang tidak memiliki pengetahuan di bidang
pengoperasian komputer secara khusus. PLC ini memiliki bahasa
pemrograman yang mudah dipahami dan dapat dioperasikan bila program
yang telah dibuat dengan menggunakan software yang sesuai dengan jenis
PLC yang digunakan sudah dimasukkan. Alat ini bekerja berdasarkan
input-input yang ada dan tergantung dari keadaan pada suatu waktu tertentu yang
kemudian akan menghidupkan atau mengmatikan output-output. Nilai 1
menunjukkan bahwa keadaan yang diharapkan terpenuhi sedangkan 0 berarti
keadaan yang diharapkan tidak terpenuhi. PLC juga dapat diterapkan untuk
pengendalian sistem yang memiliki output banyak. (Capiel, 1982)
2.3 Modul PLC Omron CJ2M CPU32
Gambar 2.2 PLC Omron CJ2M CPU32
9
Gambar diatas merupakan salah satu Programable Logic Controller
Omron dengan tipe SYSMAC CJ-series CJ2M CPU32. Pada PLC dengan tipe
CJ2M-CPU32 ini sudah di desain dengan bentuk yang kecil, dapat bekerja dengan
cepat dan juga dapat digunakan fleksibel sesuai kebutuhan. Programable Logic
Controller tipe ini mewarisi serta meningkatkan tipe-tipe sebelumnya yaitu
meningkatkan fitur yang ada pada tipe CJ1.
Tipe CJ2M CPU32 Unit ini merupakan pilihan terbaik untuk kontrol
mesin dengan kecepatan tinggi dan berkapasitas tinggi. Berikut ini adalah
beberapa fitur yang ada pada Programable Logic Controller tipe CJ2M-CPU32 :
1. Prosesor yang lebih cepat, waktu eksekusi perintah dikurangi menjadi 40 ns,
floating point trigonometrics dalam waktu kurang dari 1 mikrodetik.
2. Modul ini menyediakan counter kecepatan tinggi, input dan outputinterrupt,
PWM.
3. Lebih cepat memanggil Fungsi Blok dan pelaksanaan, penanganan cepat
interrupt, sedikit waktu overhead.
4. Port Ethernet untuk tujuan umum mendukung Ethernet / link data berbasis tag
IP.
5. Standar port USB pada semua model memungkinkan dukungan software
untuk terhubung langsung melalui kabel USB standar.
6. Modul opsi serial dapat dipasang untuk menambahkan port komunikasi
RS-232C atau RS-422A / 485.
7. Kompatibel dengan semua unit power supply, kontrol dan komunikasi yang
2.4 Modul Input DC
Rangkaian berikut memperlihatkan rangkaian listrik pada salah satu port
(terminal) modul input tegangan DC yang dapat dijumpai pada sebuah PLC
tipikal beserta koneksinya dengan peralatan masukan.
Gambar 2.3 Rangkaian Modul Input Tegangan DC
Dari gambar, terihat bahwa secara fisik rangkaian pada midul ini terpisah
dari rangkaian internal (CPU). Isolasi rangkain ini menggunakan optocoupler
dengan dua buah diode pemancar yang dipasang antiparalel. Hal ini dilakukan
untuk tujuan flesibilitas penyambungan terminal input dengan catu daya
penggerak sensor atau saklar yang terhubung. Dalam hal ini, terminal common
pada modul dapat dihubungkan baik dengan polaritas yang labih positif atau lebih
negatif dari catu daya (lihat gambar diatas, garis putus-putus pada rangkaian catu
daya menunjukkan alternatif lain pada penyambungannya). Adapun pemasangan
resistor tersebut bertujuan membatasi arus yang mengalir serta berfungsi juga
11
2.5 Modul Output Relay
PLC dengan jenis output ini adalah PLC yang paling pupuler dan paling
banyak digunakan di lapangan. Hal ini disebabkan fleksibilitas pada beban yang
dapat dikontrolnya.
Gambar 2.4 Koneksi Peralatan Luar Dengan Modul Output PLC Satu Common
Jumlah terminal common pada keluaran dapat bervariasi, antara satu
sampai sebanyak jumlah terminal keluaran PLC tersebut. Semakin banyak
commond yang disediakan, tentunya semakin fleksibel jenis beban yang dapat
dikontrolnya.
Untuk modul output dengan satu commond maka hanya satu jenis beban
saya (beban AC atau DC) yang dapat dihubungkan secara langsung dengan output
PLC tersebut, seperti yang terlihat pada gambar diatas. (Iwan setiawan, 2006)
2.6 Motor Servo AC
Servo merupakan suatu alat yang digunakan untuk menghasilkan output
yang sesuai dengan perintah yang diinginkan dengan menggunakan feedback
(output), mengumpan balik data tersebut ke bagian input, lalu membandingkannya
dengan data yang telah ditentukan (input), kemuadian menggerakkan mesin
berdasarkan perbedaan data yang dibandingkan tadi agar data output sama persis
dengan data input.
Gambar 2.5 Membaca Jenis Motor Servo
(Sumber : http://www.ia.omron.com)
Ada berbagai pilihan dari OMNUC G5-Series AC yang tersedia, seperti
model dengan rem, atau jenis poros yang berbeda. Banyak pilihan maksimal torsi,
maksimum kecepatan yang dapat dipilih. Motor servo OMNUC G5 AC adalah
jenis perangkat dengan input pulsa mode kontrol yang dapat diaktifkan tergantung
13
penting untuk membuat sebuah sistem. Motor servo yang akan digunakan plotter
2D ini adalah R88M-KE75030H-S2 (Omron, 2012)
2.7 Pulse I/O Module MD 211
Sebuah pulse I/O module diperlukan sebagai interface antara CJ2M dan
perangkat eksternal seperti servo drive. Sebuah pulse I/O module juga dapat di
fungsikan sebagai I/O biasa, iterrupt input,counter berkecepatan tinggi dan PWM
output. (Omron, 2010)
Gambar 2.6 Pulse I/O Module MD 211
(Sumber : http://www.ia.omron.com)
2.8 Driver Motor Servo AC
Gambar 2.7 Membaca Jenis Driver Motor Servo
Memilih kontroler motor servo yang cocok dengan motor servo yang akan
digunakan dapat dilihat pada gambar dibawah. Motor servo OMNUC G5-series
AC adalah jenis perangkat dengan input pulsa. Mode kontrol yang dapat
diaktifkan tergantung pada kontroler digunakan. (Secara default, mode kontrol
diatur ke "posisi kontrol (command pulsa). (Omron, 2012)
Gambar 2.8 Memilih Jenis Driver Motor Servo
(Sumber : http://www.ia.omron.com)
2.9 Motor DC
Motor DC memerlukan suplai tegangan yang searah pada kumparan
medan untuk diubah menjadi energi mekanik. Kumparan medan pada motor DC
disebut stator (bagian yang tidak berputar) dan kumparan jangkar disebut rotor
(bagian yang berputar). Jika terjadi putaran pada kumparan jangkar dalam pada
medan magnet, maka akan timbul tegangan (GGL) yang berubah-ubah arah pada
setiap setengah putaran, sehingga merupakan tegangan bolak-balik. Prinsip kerja
15
mempunyai nilai positif dengan menggunakan komutator, dengan demikian arus
yang berbalik arah dengan kumparan jangkar yang berputar dalam medan magnet.
Bentuk motor paling sederhana memiliki kumparan satu lilitan yang bisa berputar
bebas di antara kutub-kutub magnet permanen.
Gambar 2.9Motor DC Sederhana
Catu tegangan DC dari baterai menuju ke lilitan melalui sikat yang
menyentuh komutator, dua segmen yang terhubung dengan dua ujung lilitan.
Kumparan satu lilitan pada gambar di atas disebut angker dinamo. Angker dinamo
adalah sebutan untuk komponen yang berputar di antara medan magnet.
(Zuhal,1988)
Prinsip Dasar Cara Kerja
Jika arus lewat pada suatu konduktor, timbul medan magnet di sekitar
konduktor. Arah medan magnet ditentukan oleh arah aliran arus pada konduktor.
Aturan Genggaman Tangan Kanan bisa dipakai untuk menentukan arah
garis fluks di sekitar konduktor. Genggam konduktor dengan tangan kanan
dengan jempol mengarah pada arah aliran arus, maka jari-jari anda akan
menunjukkan arah garis fluks. Gambar berikut menunjukkan medan magnet yang
terbentuk di sekitar konduktor berubah arah karena bentuk U.
Gambar 2.11 Medan Magnet Berubah Arah Karena Bentuk U
Mekanisme kerja untuk seluruh jenis motor secara umum :
Arus listrik dalam medan magnet akan memberikan gaya.
Jika kawat yang membawa arus dibengkokkan menjadi sebuah lingkaran /
loop, maka kedua sisi loop, yaitu pada sudut kanan medan magnet, akan
mendapatkan gaya pada arah yang berlawanan.
Pasangan gaya menghasilkan tenaga putar / torque untuk memutar kumparan.
Motor-motor memiliki beberapa loop pada dinamonya untuk memberikan
tenaga putaran yang lebih seragam dan medan magnetnya dihasilkan oleh
17
2.10 Driver Motor DC L298D
IC L298D adalah IC yang didesain khusus sebagai driver motor DC dan
dapat dikendalikan dengan rangkaian TTL maupun mikrokontroler. Motor DC
yang dikontrol dengan driver IC L298D dapat dihubungkan ke ground maupun ke
sumber tegangan positif karena di dalam driver L298D sistem driver yang
digunakan adalah totem pool. Dalam 1 unit chip IC L298D terdiri dari 2 buah
driver motor DC yang berdiri sendiri sendiri dengan kemampuan mengalirkan
arus 4 Ampere tiap drivernya. Sehingga dapat digunakan untuk membuat driver
H-bridge untuk 2 buah motor DC. Konstruksi pin driver motor DC IC l298D
adalah sebagai berikut.
Gambar 2.12 Konfigurasi Pin Driver Motor DC IC L298D
Fungsi Pin Driver Motor DC IC L298D Pin EN (Enable, EN1.2, EN3.4)
berfungsi untuk mengijinkan driver menerima perintah untuk menggerakan motor
DC. Pin In (Input, 1A, 2A, 3A, 4A) adalah pin input sinyal kendali motor DC Pin
Out (Output, 1Y, 2Y, 3Y, 4Y) adalah jalur output masing-masing driver yang
sumber driver motor DC, dimana VCC1 adalah jalur input sumber tegangan
rangkaian kontrol driver dan VCC2 adalah jalur input sumber tegangan untuk
motor DC yang dikendalikan. Pin GND (ground) adalah jalur yang harus
dihubungkan ke ground. (STMicroelectronics,2000)
2.11 HMI (Human Machine Interface) NS-8
HMI tipe NS-8 ini memiliki tampilan layar cerah yang memaksimalkan
visual grafis dan mendukung Omron Smart Platform dengan bentuk yang kecil
dan didukung pemrograman yang terintegrasi, opesari pemantauan dan harga yang
terjangkau manjadi solusi untuk memberikan keuntungan produksi yang
kompetitis untuk pabrik. NS-Series Omron menawarkan komunikasi Ethernet,
alarm dan data logging (Omron, 2011)
Gambar 2.13 HMI ( Humman Machine Interface)
2.12 Pemrograman PLC
Diagram ladder atau diagram satu garis adalah salah satu cara untuk
19
Diagram ini mempresentasikan interkoneksi antara perangkat input dan perangkat
output sistem kontrol. Dinamakan diagram ladder (tangga) karena diagram ini
mirip dengan tangga. Seperti halnya sebuah tangga yang memiliki jumlah anak
tangga, diagram ini juga memiliki anak-anak tangga tempat setiap peralatan
dikoneksikan.
Garis vertikal pada diagram ladder yang ditandai dengan L1 dan L2
menyatakan tegangan listrik AC atau DC. Jika garis tersebut mempresentasikan
sumber AC, maka L1 menyatakan tegangan fase dan L2 menyatakan tegangan
netral, sedangkan jika garis tersebut mempresentasikan sumber DC, maka L1
menyatakan terminal positif dan L2 terminal negatif atau graund.
Pada awalnya, diagram diagram ladder ini digunakan untuk
mempresentasikan rangkaian logika kontrol secara hardwired untuk mesin-mesin
atau peralatan. Karena luasnya pemakaian maka diagram tersebut menjadi standar
pemrogramman kontrol sekuensial yang banyak ditemui di industri. Berikut
adalah simbol-simbol Ladder Diagram. (Iwan setiawan, 2006)
1. Load / LD = start pada NO (NormallyOpen) input
2. LoadNot / LD NOT = start pada NC (Normally Close) input
3. AND = menghubungkan dua atau lebih input dalam bentuk NO secara seri
5. OR = menghubungkan dua atau lebih input dalam bentuk NO secara paralel
6. OR NOT = menghubungkan dua atau lebih input dalam bentuk NC secara
paralel
7. OUTPUT / OUT = menyalakan output
8. END = mengakhiri program
2.13 CX-Programmer
CX-Programmer merupakan software yang berfungsi untuk menulis,
mengompile, dan mengirim program PLC. Program ini juga dapat digunakan
untuk memonitor sistem yang sedang berjalan dengan fasilitas online display.
Kemudian juga terdapat fitur offline mode yaitu digunakan untuk mengecek
program yang sudah dibuat namun dalam mode offline atau tidak tersambung
dengan PLC.
21
Berikut ini adalah gambar pembagian menu-menu yang ada pada software
CX- Programmer ini,berikut pembagiannya :
Gambar 2.15 Pembagian Menu-Menu Software CX-Programmer
Pada Gambar 2.15 sudah di peta-petakan mengenai pembagian bagian
yang ada pada software CX-Programmer. Pembagian yang ada sudah sangat
membantu dalam menggunakan software ini.
Software ini keluaran resmi dari pabrikan Omron Corporation, selain itu
juga terintegrasi dengan software-software omron yang lain seperti software
CX-Designer, CX-Supervisor dan lain lain. Maksud dari intergrasi tersebut adalah
untuk memudahkan pengguna dalam mewujudkan sistem yang akan dibuat.
(Omron, 2007)
2.14 CX-Designer
User interface untuk berguna untuk mendesain tampilan dari touchscreen
yang dibuat pada CX-Programmer dapat dibawa ke CX-Designer (Drag and
Drop). Layar data dan part yang digunakan dalam projek lain dapat digunakan
kembali dengan drag dan drop. File CAD (DXF file) digunakan untuk desain
mekanik dapat digunakan sebagai data grafis pada CX-Designer. Simulasi yang
dapat terintegrasi dengan program ladder PLC dengan CX-Programer akan
meningkatkan efisiensi debugging. (Omron, 2002)
23 BAB III
METODE PENELITIAN DAN PERANCANGAN SISTEM
3.1 Model Pengembangan
Tujuan utama dari tugas akhir ini yaitu akan membuat sebuah modul
peraga kontrol motor servo yang dikendalikan oleh Programable Logic Controller
(PLC) Omron tipe CJ2M CPU 32. Alat ini mampu menggambar dengan presisi
bentuk tertentu sesuai ukuran yang diinginkan user dengan cara memberikan
inputan melalui HMI (Humman Machine Interface).
Pada alat ini terdapat 2 buah motor servo AC yang digunakan untuk
menggerakkan pena kearah sumbu X dan sumbu Y. Kemudian terdapat motor DC
untuk mengangkat dan menurunkan pena, serta terdapat sliding yang berfungsi
sebagai jalur untuk bergeraknya pena. Semua perangkat tersebur akan
dikendalikan atau diolah oleh PLC omron CJ2M CPU 32.
3.2 Prosedur Penelitian
Prosedur penelitian yang dipakai dalam pengerjaan Tugas Akhir ini
adalah:
1. Studi literatur
Pada penelitian ini terdapat dua perancangan yang akan dilakukan yaitu,
perancangan perangkat keras dan perangkat lunak. Adapun metode penelitian
yang dilakukan antara lain:
Pencarian data-data literatur untuk perangkat keras dari masing-masing
penunjang tugas akhir ini, serta materi-materi perkuliahan yang telah
didapatkan dan perancangan perangkat lunak yaitu menggunakan
CX-Programmer dan CX-Designer melalui pencarian dari internet, dan
konsep-konsep teoritis dari buku-buku penunjang tersebut. Dari kedua bagian
tersebut akan dipadukan agar dapat bekerja sama untuk menjalankan sistem
dengan baik.
2. Tahap perancangan dan pengembangan sistem
Dalam membuat pengembangan sistem, terdapat beberapa langkah rancangan
sistem yang diambil antara lain:
a. Membuat rancangan proses kerja sistem secara keseluruhan
b. Melakukan perancangan perangkat keras yang meliputi:
1. Merancang rangkaian elektronik yang digunakan pada penelitian ini.
2. Melakukan percobaan tentang cara penggunaan perangkat input dan
output yang digunakan pada penelitian ini.
3. Merancang mekanik untuk plotter 2D.
c. Melakukan perancangan perangkat lunak yang meliputi:
1. Membuat program pengkontrolan posisi motor servo AC pada
CX-Programmer.
2. Membuat program dan tampilan HMI agar dapat berkomulikasi
25
3.3 Diagram Blok Sistem
Dari penelitian ini terdapat dua proses utama yang akan dijalankan, yaitu
proses dimana modul plotter 2D akan menggambar pola yang dimasukkan pada
HMI (Human Machine Interface) Pada gambar berikut adalah diagram blok
keseluruhan sistem.
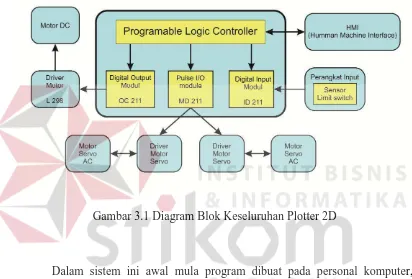
Gambar 3.1 Diagram Blok Keseluruhan Plotter 2D
Dalam sistem ini awal mula program dibuat pada personal komputer,
program yang dibuat menggunakan bahasa pemrograman ladder diagram.
Kemudian program dikirimkan pada Programable Logic Controller (PLC) yang
berfungsi untuk menyelaraskan perangkat input dan perangkat output agar dapat
dikendalikan oleh PLC. Setelah program dikirimkan, maka PLC akan mengenali
alamat-alamat perangkat I/O yang dikendalikan. Kemudian PLC menunggu
masukan dari HMI untuk memulai aktifitas plotting ini.
Setelah pola dimasukkan dan tombol start ditekan PLC akan mengaktifkan
menggerakkan pena dari posisi standby ke sumbu dimana pola akan dicetak.
Ketika pena sudah berada diposisi yang diinginkan kemudian pola mulai dicetak.
Apabila pola selesai di cetak pena akan kembali ke posisi standby, dan begitu
seterusnya. Pena dapat bergerak naik atau turun dikontrol oleh digital output
module sebagai direction motor.
Pengaturan kecepatan motor dan parameter motor lainya dapat diubah
lewat HMI, dengan harapan mampu memudahkan user untuk mengatur parameter
motor servo. HMI juga akan digunakan untuk menginputkan pola yang akan
digambar dengan ukuran yang juga dapat ditentukan disana.
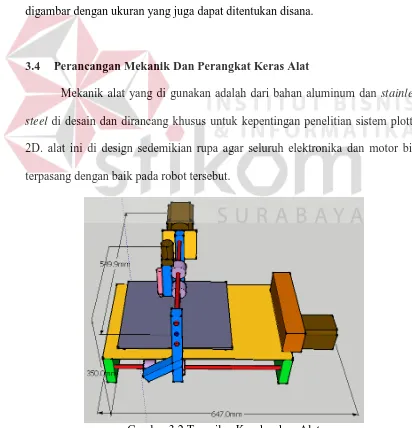
3.4 Perancangan Mekanik Dan Perangkat Keras Alat
Mekanik alat yang di gunakan adalah dari bahan aluminum dan stainless
steel di desain dan dirancang khusus untuk kepentingan penelitian sistem plotter
2D. alat ini di design sedemikian rupa agar seluruh elektronika dan motor bisa
terpasang dengan baik pada robot tersebut.
27
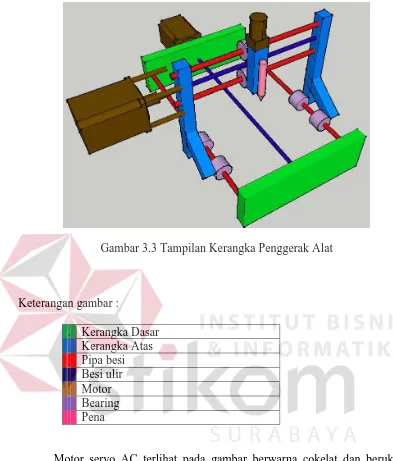
Gambar 3.3 Tampilan Kerangka Penggerak Alat
Keterangan gambar :
. Kerangka Dasar Kerangka Atas Pipa besi Besi ulir Motor Bearing Pena
Motor servo AC terlihat pada gambar berwarna cokelat dan berukuran
besar untuk menggerakkan pena kearah sumbu X dan Y dengan pipa besi sebagai
jalur dan besi ulir untuk meggerakkan rangka lainnya. Pena dapat bergetak naik
turun digerakkan oleh motor DC yang terlihat pada gambar dengan warna cokelat
dan berukuran kecil berada diatas pena. Motor DC terhubung dengan besi ulir
3.4.1 Struktur Material Plotter 2D
Bahan material yang digunakan dalam penelitian ini menggunakan
beberapa bahan diantaranya sebagai berikut :
a. Bagian rangka
1. Alumunium
2. Stainless steel
3. Mur dan baut
4. Akrilik
b. Bagian dari penggerak robot
1. Motor DC 24Volt
2. Motor sevo AC
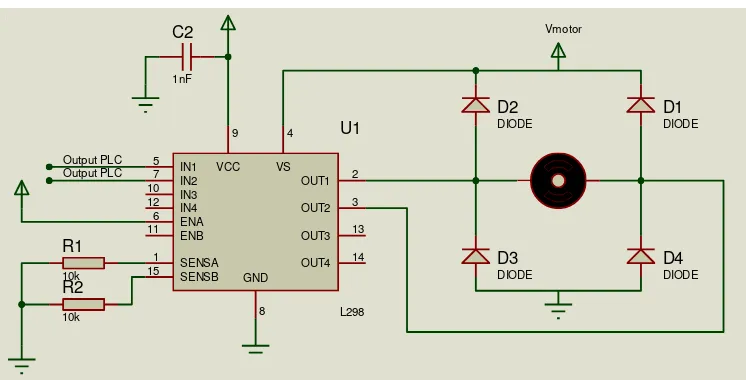
3.4.2 Perancangan Rangkaian Driver Motor DC
Penggunaan motor DC pada proyek Tugas Akhir ini difungsikan sebagai
penggerak pena naik dan turun dengan disambungkan pada besi ulir. Arah motor
ini dapat dikendalikan menggunakan motor driver DC L298 sehingga pena dapat
bergerak naik maupun turun. Berikut ini adalah rangkaian motor driver yang
29
Gambar 3.4 Rangkaian Driver Motor L298
Sementara itu bentuk fisik dari motor DC dan motor driver ditunjukkan pada
gambar berikut ini :
Gambar 3.5 Bentuk Fisik Motor DC dan Driver Motor L298
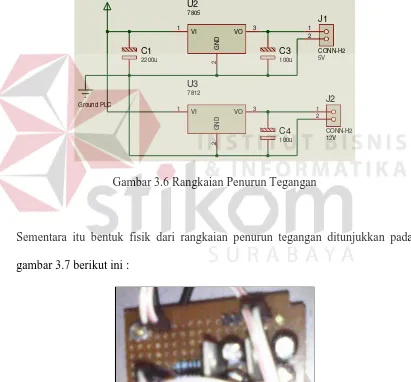
3.4.3 Perancangan Rangkaian Power
Dalam rangkaian elektronika salah satu hal yang paling penting adalah
sumber tegangan, dimana sember tegangan inilah nantinya yang akan memberikan
tegangan sehingga perangkat-perangkat elektronika dapat bekerja. Perancangan
sumber tegangan pada pengerjaan proyek tugas akhir ini menggunakan sumber
tegangan DC 24V ke 12V dan 5V dengan menambahkan rangkaian penurun
tegangan IC 7812 dan IC 7805.
Gambar dibawah ini merupakan rangkaian penurun tegangan yang
terhubung dengan DC in pada terminal power yang akan memberikan tegangan
pada motor driver.
Gambar 3.6 Rangkaian Penurun Tegangan
Sementara itu bentuk fisik dari rangkaian penurun tegangan ditunjukkan pada
gambar 3.7 berikut ini :
Gambar 3.7 Bentuk Fisik Dari Rangkaian Penurun Tegangan
31
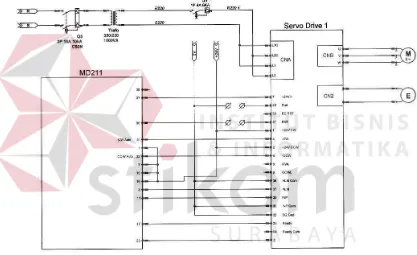
3.4.5 Perancangan Rangkaian Motor Servo
Motor servo AC adalah komponen utama pada alat yang saya buat ini.
Penggunaan motor servo AC pada proyek Tugas Akhir ini difungsikan sebagai
penggerak pena kearah sumbu x dan y dengan disambungkan pada besi ulir.
Kecepatan, arah dan banyak putaran motor ini dapat dikendalikan menggunakan
kontroler motor servo sehingga pena dapat bergerak. Berikut ini adalah rangkaian
kontroler motor servo yang digunakan pada proyek tugas akhir ini :
Gambar 3.8 Rangkaian Kontroler Motor Servo AC
Motor servo AC dapat berjalan dengan presisi karena terdapat sensor
encoder pada motor tersebut. Motor servo AC dan encoder tersebut dikendalikan
oleh kontroler motor servo. Pada kontroler motor servo terdapat 3 konektor yaitu
CNA untuk disambungkan ke tegangan masukan, CNB untuk disambungkan ke
mengendalikan kontroler motor servo diperlukan modul pulsa MD211, modul ini
yang berperan memberikan pulsa masukan kepada kontroler motor servo AC.
Dari gambar rangkaian kontroler motor servo AC diatas hampir
keseluruhan sudah terpasang pada trainer kit PLC-2 hanya saja yang perlu
diperhatikan adalah pin run pada servo drive 1 dan 2 yang digambarkkan
terhubung contak dengan 0V yang belum ada pada trainer kit PLC-2. Pin run
pada servo drive 1 dan 2 yang telah terhubung ke terminal blok output dan harus
dihubungkan ke salah satu output plc dengan D00.2 dari power suplay 2.
3.5 Rancangan Perangkat Lunak 3.5.1 Perancangan Algiritma
Dari perancangan sistem diatas, selain perancangan hardware, juga
dibutuhkan perancangan perangkat lunak untuk menjalankan perancangan
hardware yang telah dibuat. Perangkat lunak terdiri dari beberapa algoritma
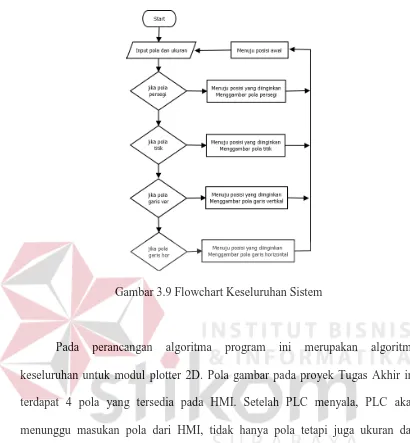
33
Gambar 3.9 Flowchart Keseluruhan Sistem
Pada perancangan algoritma program ini merupakan algoritma
keseluruhan untuk modul plotter 2D. Pola gambar pada proyek Tugas Akhir ini
terdapat 4 pola yang tersedia pada HMI. Setelah PLC menyala, PLC akan
menunggu masukan pola dari HMI, tidak hanya pola tetapi juga ukuran dan
posisi. Ketika PLC menerima masukan maka motor servo akan menggerakkan
pena ke posisi kemudian menggambar pola yang dimasukkan dari HMI.
Setelah proses menggambar pola selesai pena akan digerakkan kembali ke
posisi awal untuk menunggu masukan pola berikutnya. Pada program proyek
tugas akhir ini tidah memiliki proses akhir karena modul plotter akan terus
menunggu masukan sampai power dimatikan dari trainer PLC-2. Berikut adalah
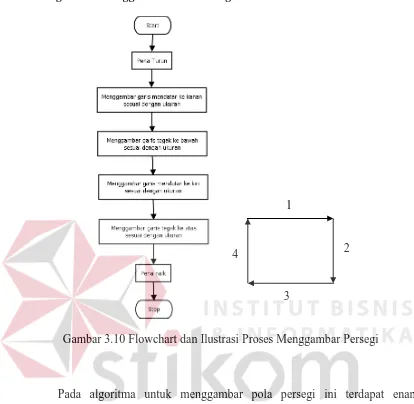
a. Algoritma Menggambar Pola Persegi
Gambar 3.10 Flowchart dan Ilustrasi Proses Menggambar Persegi
Pada algoritma untuk menggambar pola persegi ini terdapat enam
aktivitas. Pertama pena akan turun sampai berada dibawah kemudian mulai
menggambar garis pertama dengan menggerakkan motor sumbu X ke kanan.
Kemudian setelah panjang telah terpenuhi mulai menggerakkan motor sumbu Y
ke bawah. Sampai proses menggambar garis ke empat selesai maka pena akan
bergerak naik kembali.
1
2
35
b. Algoritma Menggambar Pola Titik
Gambar 3.11 Flowchart Proses Menggambar Titik
Pada algoritma untuk menggambar pola titik ini terdapat dua aktivitas.
Pertama pena akan turun sampai berada dibawah kemudian pena akan bergerak
naik kembali.
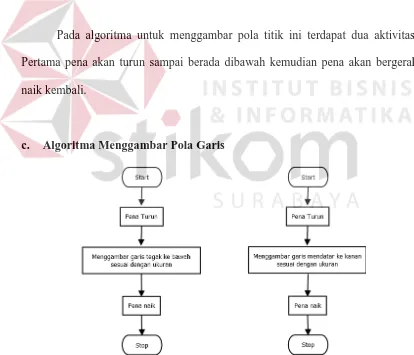
c. Algoritma Menggambar Pola Garis
Pada algoritma untuk menggambar pola persegi ini terdapat dua pilihan
garis yaitu vertikan dan horisontal. Pertama pena akan turun sampai berada
dibawah kemudian mulai menggambar garis ke kanan jika garis horizontal dan ke
kiri jika vertical. Setelah proses menggambar garis selesai maka pena akan
bergerak naik kembali.
3.5.2 Perancangan Tampilan HMI
Setiap mesin yang menggunakan pengontrolan PLC, membutuhkan sistem
kontrol yang sesuai dengan karakteristik mesin tersebut. Sama halnya dengan
PLC pada alat Plotter 2D yang memiliki kebutuhan kontrol yang sesuai dengan
fungsi mesin. Berikut adalah beberapa penjelasan mengenai kebutuhan kontrol
dari Plotter 2D, agar mesin dapat bekerja sesuai fungsinya. Tiap step dalam proses
pada mesin ini dinamakan standard operating procedure yang disisualisasikan
dengan perangkat lunak HMI (Humman machine interface), yaitu :
1. Menu Drawing
Gambar 3.13 Menu Drawing
Drawing Point
Drawing line
37
Menu drawing berguna untuk memberi perintah pola yang ingin dicetak
pada alat Plotter 2D dengan pola yang tersedia pada menu seperti pola : square,
point dan line. Pada setiap pilihan pola dapat dimasukkan ukuran dan posisi
dimana pola akan digambar. Berikut adalah tampilan untuk menu baru yang ada
pada menu drawing :
Gambar 3.14 Menu Drawing Square
Gambar 3.15 Menu Drawing Point
Drawing Point
Drawing Line
Drawing Line Drawing Square Print Command
Gambar 3.16 Menu Drawing Line
2. Menu Engineer
Gambar 3.17 Menu Enginner
Menu enginner diperuntukkan untuk admin melihat keadaan sensor atau
merubah parameter motor servo seperti speed, acceleration dan deceleration.
Menuenginner juga berguna untuk menggerakkan pena ke posisi yang diinginkan
dengan memasukkan pulsa. Untuk dapat membuka menu enginner ini admin akan
diminta password karena tidak semua pengguna boleh merubah parameter motor.
Berikut adalah tampilan untuk menu baru yang ada pada menu enginner :
Menu Setting
Menu Monitor
Menu Manual
Go To Home Page Go To Position Drawing Point
Horizontal Print Command
Vertical Print Command
Drawing Square
39
Gambar 3.18 Menu Setting
Gambar 3.19Menu Monitor
Gambar 3.20 Menu ManualMotor Servo 1
Menu Setting
Menu Manual
Go To Menu Enginner Menu Monitor
Menu Manual
Go To Menu Enginner
Menu Setting
Menu Monitor
Next Page
Gambar 3.21 Menu Manual Motor Servo 2
Gambar 3.22 Menu Manual Ballpoint
3.5.3 Parameter Kontroler Motor Servo AC
Banyak parameter yang tersedia pada program CX-Drive dengan banyak
kegunaan setiap parameter tersebut. Semakin rumit sistem yang akan dibuat maka
akan semakin banyak parameter yang harus diatur dan semakin banyak program
yang harus mengikutinya. Pada proyek Tugas Akhir ini penulis hanya fokus pada
beberapa parameter saja seperti Pn000, Pn001, Pn008 dan Pn00013 dengan
penjelasan dari setiap parameter tersebut :
Menu Setting Menu Setting
Menu Monitor
Next Page
Previous Page
Go To Menu Enginner
Menu Monitor
Previous Page
41
Gambar 3.23 Parameter Pn000 CX-Drive
Rotation direction switching adalah parameter setting yang berfungsi
untuk mengatur arah putaran motor servo dengan default setting counterclockwise
(CCW). Pada proyek tugas akhir ini diubah menjadi clockwise (CW). Arah dari
putaran motor juga dapat diubah dari program yang akan dijelaskan pada bab
berikutnya.
Gambar 3.24 Parameter Pn001 CX-Drive
Control mode selection adalah parameter setting yang berfungsi untuk
memilih cara pemprograman dengan tiga pilihan :
1. Position control dengan perintah pulsa.
3. Both dengan memilih mode saat pemprograman.
Secara default parameter setting Pn001 adalah position control. Pada
proyek tugas akhir ini menggunakan position control karena akan diatur berapa
putaran untuk menggambar setiap milimeter.
Gambar 3.25 Parameter Pn008 CX-Drive
Electronic gear integer setting adalah parameter setting yang berfungsi
untuk mengatur berapa pulsa setiap satu putaran motor dengan default setting
10000 pulsa. Pada proyek tugas akhir ini menggunakan 69 pulsa setiap putaran
karena pemberian pulsa satu milimeter adalah 49 kemudian dilakukan percobaan
hingga pulsa tersebut persis masa dengan yang diinginkan dengan mecoba-coba
nilai parameter pulsa pada electronic gear integer setting. Semakin besar pulsa
yang dibutuhkan untuk satu putaran akan semakin teliti motor servo dapat
berputar.
43
Toque Limit adalah parameter setting yang berfungsi untuk megatur
kekuatan yang mampu ditahan oleh motor servo dengan default setting 500. Pada
proyek tugas akhir ini menggunakan 300 karena beban alat tidak terlalu berat. Jika
dipasang pada maksimal kemapuan beban (500) maka motor servo akan cepat
rusak oleh sebab itu pemilihan motor harus sesuai kebutuhan sistem.
3.5.4 Program Pemberian Pulsa Motor Servo
Perintah program untuk memberikan pulsa adalah PLS2(887) berguna
untuk mengeluarkan sejumlah pulsa ke port tertentu. Dapat mengatur kecepatan
awal dengan percepatan tertentu hingga mencapai kecepatan tertentu dan dengan
perlambatan tertentu hingga berhenti kira-kira sama dengan kecepatan awal.
Gambar 3.27 Perintah PLS2(887)
Untuk mengetahui motor servo berada pada port berapa maka lihat
rangkaian kontroler motor servo dan modul pulsa MD211 seperti berikut :
Gambar 3.29 Ketersambungan Kontroler Motor Servo Dengan MD211
Gambar 3.30 Konfigurasi Konektor Modul Pulsa MD211
Terlihat dari gambar diatas pin CW auto kontroler motor servo 1
terhubung pin 31 dengan port 0 kuluaran MD211. Setelah diketahui port specifier
45
keseluruhan perintah PLS2(887) setelah mengetahui port berapa yang ingin
digunakan.
Gambar 3.31 Perintah PLS2(887) dan Frekuensi Pulsa Yang Dihasilkan
3.5.5 Program Skala Data HMI Desimal Ke Hexa
Gambar 3.33 Program Skala Data
Satuan data input pola gambar pada HMI adalah milimeter untuk
memudakan user menggunakan alat yang saya buat. Satuan data pola gambar pada
program adalah pulsa untuk itu dibutuhkan perintah SCL(194). Printah SCL(194)
berguna untuk mengubah data desimal dari HMI yang memiliki satuan milimeter
menjadi pulsa yang dibutuhkan.
M
illi
Gambar 3.34 Program Skala Data
Karena keterbatasan tipe data pada digital memori D103 (pada contoh)
yang memiliki maksimal data 9999 hex maka 9999 harus dapat memenuhi 200
mm. Menjadikan maksimal pergerakan motor adalah 200 mm dalam sekali proses
menggambar. Maksimal data 9999 dibagi 200 didapat 49.995 kemudian
47
penggambaran. Dimasukkanlah pada program skala menjadi 10 : 490 yang
hasilnya akan dirubah menjadi hexsa desimal oleh perintah BIN(023).
3.6 Metode Analisa
Pada pengerjaan proyek tugas akhir yang mengenai PLC Omron CJ2M ini,
setelah melakukan pembuatan perangkat keras dan lunak yang dilakukan
selanjutnya adalah menganalisa kinerja sistem apakah sistem yang dibuat dapat
bekerja sesuai dengan rencana yang telah ditentukan.
3.6.1 Pengujian dan Evaluasi PLC dan Modul I/O PLC
Pengujian PLC ini bertujuan untuk mengetahui apakah PLC dan masukan
atau keluarannya pada alat plotter 2D dapat melakukan proses transfer program
ke PLC dengan baik. Pengujian ini dilakukan dengan cara mengaktifkan semua
power pada modul trainer PLC-2. Sambungkan PLC dengan komputer
menggunakan kabel USB downloader lalu jalankan software CX-Progrrammer.
Setelah itu untuk mengetahui apakah proses download to plc berhasildapat dicoba
dengan menyambungkan program dengan PLC dan jika muncul tampilan
programdownload to plc successful maka pengujian telah berhasil.
3.6.2 Pengujian dan Evaluasi HMI
Pengujian HMI(Humman Machine Interface) ini bertujuan untuk
mengetahui apakah data yang ditampilkan dan dikirim oleh HMI sudah sesuai.
Dalam hal ini pengujian dilakukan dengan cara mengaktifkan semua power pada
dan atur kominikasi HMI dengan PLC. Setelah itu lihat data yang dikirim HMI
dengan aplikasi CX-Programmer apakah telah sesuai. Terlihat pembacaan data
HMI dari PLC seperti pada gambar berikut :
Gambar 3.35 Pembacaan Masukan Data HMI Pada CX-Programmer
3.6.4 Pengujian dan Evaluasi Motor Servo AC
Pengujian motor servo AC ini bertujuan untuk mengetahui apakah motor
servo AC dapat bergerak sesuai dengan kecepatan, arah putaran dan banyak pulsa
yang diharapkan. Dalam hal ini pengujian dilakukan dengan cara mengaktifkan
semua power pada modul trainer PLC-2. Selanjutnya mengatur parameter
kontroler motor dengan aplikasi CX-Drive kemudian transfer parameter tersebur
dengan kabel USB downloader. Selanjutnya buat program menyalakan run
command, pemberian pulsa dan kecepatan motor dengan aplikasi CX-Programmer
sesuai dengan keinginan. Pengujian ini berhasil jika motor servo AC dapat
bergerak sesuai dengan yang diperintah dalam program yang telah di transfer ke
PLC.
3.6.5 Pengujian dan Evaluasi Motor DC Vertikal
Pengujian motor DC ini bertujuan untuk mengetahui apakah motor DC
dapat bergerak sesuai dengan kecepatan dan arah putaran yang diharapkan. Dalam
49
trainer PLC-2 yang disambungkan pada power masukan tegangan modul plotter
2D. Selanjutnya sambungkan sensor maximal, minimal dan port kontrol motor DC
pada plotter 2D ke masukan atau keluaran PLC. Setelah itu proses dilanjutkan
dengan membuat program menggerakkan motor DC naik atau turun pada aplikasi
CX-Programmer dan transfer ke PLC dengan kabel USB downloader. Pengujian
ini berhasil jika motor DC dapat bergerak seseaui dengan yang diperintah dalam
82 5.1 Kesimpulan
Berdasarkan hasil pengujian yang dilakukan pada modul plotter 2D yang
dikontrol oleh programmable logic controller ini. Didapatkan beberapa poin
kesimpulan sebagai berikut :
1. PLC dapat mengontrol motor servo AC dan input/output yang terhubung
dengan PLC.
a. PLC telah dapat mengontrol motor servo AC dengan presisi seperti yang
terlihat pada percobaan 4.4 dan hasilnya terlihat pada tabel 4.4 dengan
rata-rata keberhasilan sebesar 99.7%.
b. PLC telah dapat mengontrol perangkat input/output modul plotter 2D
dengan baik seperti yang terlihat pada percobaan 4.2 dan percobaan 4.3.
c. Plotter 2D yang dikendalikan oleh PLC Omron CJ2M ini telah dapat
menggambar pola dengan cukup baik yang dapat dilihat pada percobaan
4.8 dengan rata-rata keberhasian sebesar 99.85%.
d. Media yang digunakan untuk menggambar jika menggunakan kertas
akan menyebabkan mudah robek saat proses menggambar sehingga saat
ini media yang digunakan adalah whiteboard dengan pena whiteboard.
2. Tampilan HMI dengan beberapa menu untuk memudahkan operator seperti
menu drawing dan menu engineer yang dapat dilihat pada Bab.3.
83
lurus, titik dan perintah pergi ke koordinat dapat dusesuaikan denga
keinginan operator.
b. Pada menu engineer dapat melihat kondisi sensor, merubah parameter
motor dan menggerakkan motor secara custom. Untuk pada menu ini
terdapat kata sandi untuk mambukanya karena tidak semua operator
boleh mengganti parameter motor.
5.2 Saran
Pengembangan lebih lanjut mengenai penelitian Tugas Akhir ini, maka
penulis memberikan beberapa saran sebagai berikut :
1. Untuk riset kedepannya agar dapat mendapatkan hasil yang lebih maksimal
hendaknya sok motor dari besi agar putaran as ulir dapat lebih baiklagi.
2. Penggunaan program CX-Supervisor (SCADA) akan mempermudah
perhitungan data untuk menggerakkan motor servo dan program CX-Motion
akan mempermudah pengambilan data sensor rotary motor servo untuk
mengetahui posisi pena.
3. Pada penelitian kali ini penulis hanya dapat menggambar garis lurus dangan
satu parameter kecepatan, untuk kedepanya dapat dibuat agar plotter 2D
dapat mengambar garis miring dan lengkung dengan cara mengubah-ubah
kecepatan motor servo AC.
4. Tujuan utama dari penelitian ini adalah mengendalikan motor servo AC,
plotter 2D hanya wadah untuk tujuan tersebut. Pada penelitian berikutnya
84
DAFTAR PUSTAKA
Andy. 2014. PLOTTER (Online).
(https://pmktentangintelpentium.wordpress.com/plotter/). Diakses 27 juli 2016.
CAPIEL. 1982. Programmable Logic Controllers (Online). (http://www.capiel.eu). Diakses 24 Januari 2016.
Omron. 2012. Datasheet CJ2M (Online). (http://www.omron-ap.com/admin/access_search.asp?from=pdf_CJ2M_search&to=M2JC&op en=0 ). Diakses 26 Januari 2016.
Omron. 2010. CPU Unit Pulse I/O Module User's Manual (Online).
(http://www.omron-ap.com/admin/access_search.asp?from=pdf_CJ2M_search&to=W486&op en=0). Diakses 26 Januari 2016.
Omron. 2012. Manual R88D_KE_R88M_KP (Online).
(https://www.omron.co.id/products/family/3386/download/manual.html). Diakses 7 Maret 2016.
Omron. 2011. Programmable Terminals. (Online). (http://goo.gl/nizDyV). Diakses 1 Mei 2016.
Setiawan, I. 2006. Programable Logic Controller (PLC) dan Teknik Perancangan Sistem Kontrol. Yogyakarta: ANDI.
STMicroelectronics. 2000. L298 (Online). (http://www.st.com/resource/en /datasheet/l298.pdf). Diakses 29 Januari 2016.
Sumanto. 1994. Mesin Arus Searah. Jogjakarta: Penerbit ANDI OFFSET.