LAPORAN PRAKTEK KERJA LAPANGAN
PT. INDOFOOD CBP SUKSES MAKMUR Tbk
Jl. Wajok Hulu Km. 10,7 Siantan, Pontianak 78351
Kalimantan Barat, Indonesia
Disusun Oleh:
Restu Budy Prasetyo
NIM 3201203027
PROGRAM STUDI TEKNIK LISTRIK
JURUSAN TEKNIK ELEKTRO
POLITEKNIK NEGERI PONTIANAK
HALAMAN PENGESAHAN
DI PT. INDOFOOD CBP SUKSES MAKMUR Tbk
Oleh:
Restu Budy Prasetyo
3201203027
Laporan Praktek Kerja Lapangan ini telah diseminarkan pada tangga l 4 November 2014 dan diterima sebagai kelengkapan mata kuliah Praktek Kerja Lapangan Program Studi Teknik Listrik Jurusan Teknik Elektro Politeknik Negeri Pontianak.
Disahkan Oleh:
Dosen Penguji Dosen Pembimbing
Ir. Hadi Sugiarto
NIP: 196105091992031003
Ir. Wahyu Widodo,MT
NIP: 195812231992031001
Mengetahui:
Ketua Jurusan Teknik Elektro
H. Irawan Suharto, MT
NIP: 19710311199802100
Puji syukur saya ucapkan kehadirat Tuhan Yang Maha Esa atas berkat dan anugerahnya dapat mengikuti Praktek Kerja Lapangan pada semester 5 dan dapat menyelesaikan Laporan Praktek Kerja Lapangan ini yang berjudul Mesin Mixer
pada tepat waktu.
Adapun laporan ini merupakan hasil pengamatan dan kegiatan selama masa Praktek Kerja Lapangan. Dari penulisan laporan ini adalah untuk menambah wawasan dan pengetahuan yang luas dalam mempersiapkan diri di dunia kerja.
Dalam menyusun laporan ini, saya mendapat bantuan dari berbagai pihak, baik dalam praktek lapangan, pengumpulan data, maupun saat penulisan. Untuk itu pada kesempatan ini, saya tidak lupa mengucapkan terima kasih kepada pihak-pihak tersebut, yaitu:
1. Kedua orang tua saya yakni Bapak Karsimin dan Ibu Fatimah yang telah memberi do’a dan dukungan selama ini
2. Ketua Jurusan Teknik Elektro, H. Irawan Suharto,MT 3. Ketua Program Studi Teknik Listrik, Ruskardi,MT
4. Dosen Pembimbing Praktek Kerja Lapangan, Wahyu Widodo,MT 5. Koordinator Praktek Kerja Lapangan, Dwi Harjono,MT
6. Pembimbing dilapangan, Mantep Sugiarto 7. Para teknisi di Tempat Praktek Kerja Lapangan 8. Rekan-rekan Praktek Kerja lapangan
9. Dan teman-teman yang telah membantu menganalisa dalam menyusun laporan Praktek Kerja Lapangan
Saya menyadari masih ada kekurangan atau kesalahan dalam penulisan laporan ini, maka dari itu saya meminta saran yang membangun dari semua pihak untuk perbaikan dan penyempurnaan.
KATA PENGANTAR... i
DAFTAR ISI... ii
BAB 1. PENDAHULUAN... 1
1.1 Latar Belakang Prakerin... 1
1.2 Tujuan Praktik Kerja Lapangan... 2
1.3 Manfaat Praktik Kerja Lapangan... 3
BAB 2. PENGENALAN PERUSAHAAN... 4
2.1 Sejarah Singkat Perusahaan... 4
2.2 Struktur Organisasi... 6
2.3 Pelaksanaan Disiplin Kerja... 8
BAB 3. KEGIATAN YANG DILAKUKAN... 9
3.1 Gambar Umum Proses Produksi... 9
3.1.1.Bahan Baku (Input) PT.Indofood CBP Sukses Makmur... 15
3.1.1.1. Bahan Baku Utama... 15
3.1.1.2. Bahan Baku Penunjang... 17
3.1.1.3. Pemasok Bahan Baku... 17
3.1.1.4. Sistem Persediaan Bahan Baku... 19
3.1.2. Output Produksi PT.Indofood CBP Sukses Makmur,Tbk.. 20
3.2 Materri Yang Diminati... 23
3.2.1.Mesin mixer... 23
3.2.2.Boiler Batubara... 24
3.2.3.Mesin Rool Press... 25
3.3 Lingkup Kegiatan... 25
3.4 Tugas Selama Praktek... 26
3.4.1.Pengertian Mixer... 26
3.4.2.Klasifikasi Mixer... 27
3.4.3.Cara Mengperasikan Mixer... 27
3.4.4.Fungsi Timer Pada Mixer... 29
3.4.5.Hal-hal Yang Harus Diperhatikan Pada Mixer... 30
3.4.6.Cara Setting Blade... 31
3.4.7.Cara Setting Air Cylinder Lock Mixer... 32
3.4.8.Komponen yang ada pada Mixer... 33
3.4.9.Gangguan-gangguan Pada Mixer... 34
BAB 4. PENUTUP... 35
4.1 Kesimpulan... 35
4.2 Saran ... 35
BAB I merupakan perwujudan dari kebijakan “Link and Match” antara pendidikan di kampus dan tuntunan kebutuhan industri. Program Pendidikan Sistem Ganda sangat dibutuhkan dalam penguasaan kopetensi dan pembentukan sikap profesi mahasiswa seperti tercermin dalam tujuan pendidikan dan pelatihan di Politeknik Negeri Pontianak yaitu pelaksanaan pendidikan dan pelatihan di kampus terutama bertujuan untuk membekali peserta diklat Pemerintah Nomor 39 tahun 1992 tentang Peranan masyarakat Dalam Pendidikan Nasional, dan berikut merupakan dasar hukum:
1. GBHN tahun 1993;
2. Undang –Undang Sistem Pendidikan Nasional : Bab IV ,Pasal
10 (1);
3. Undang –Undang Sistem Pendidikan Nasional : Bab VIII, Pasal 33;
4. Undang –Undang Sistem Pendidikan Nasional : Bab XII Pasal
47 (1);
7. Peraturan Pemerintah No.39, Bab VI, Pasal 8 (2); 8. Peraturan Pemerintah No.39, Bab VI, Pasal 10 ; 9. Peraturan Pemerintah No.29, Bab XIII, Pasal 32 (2); 10. Kep. Mendikbud No. 0490/U/1992, Pasal 33; 11. Kep. Mendikbud No.080/U/1993.
1.2. Tujuan Praktik Kerja Lapangan
Dalam melakukan Praktik Kerja Lapangan ( PKL ) pendidikan dan pelatihan di dunia kerja oleh Politeknik Negeri Pontianak memiliki tujuan umum dan tujuan khusus yakni:
- Tujuan umum:
Agar mahasiswa dapat memahami dan menjelaskan proses pelaksanaan suatu kegiatan proyek atau industri kontruksi sehingga memiliki wawasan dan pengetahuan yang luas sehingga dapat mempersiapkan diri dalam mengisi kebutuhan pada dunia industri.
- Tujuan khusus:
1.3. Manfaat Praktik Kerja Lapangan
Kegiatan Praktek Kerja Lapangan ( PKL ) dilaksanakan oleh Politeknik Negeri Pontianak adalah dapat memberi manfaat sebagai berikut :
1. Bagi mahasiswa, dapat mempraktekkan ilmu di dunia Industri yang diberikan di sekolah dengan benar sehingga tujuan dari sistem ganda dapat terrealisasi dengan baik. 2. Bagi dunia Industri, dapat memberikan secara tidak
langsung bantuan tenaga dalam pekerjaan yang ada dunia industri.
3. Bagi Politeknik, dapat mempromosikan dan memperkenal kan Politeknik Negeri Pontianak ke dunia kerja atau dunia Industri di Masyarakat luas bahwa Politeknik Negeri Pontianak mempunyai mahasiswa yang memiliki etos kerja yang bisa diperhitungkan dan memiliki harga jual di dunia industri.
BAB II
PENGENALAN PERUSAHAAN
2.1. Sejarah Berdirinya PT. Indofood CBP Sukses Makmur, Tbk
Mie instan yang diproduksi PT.Indofood berasal dari jepang. Seiring jatuhnya bom hirosima dan nagasaki di jepang, orang jepang bermigrasi ke indonesia.pada waktu itu pula, ada beberapa orang jepang yang membuat mie pertama kalinya.mie instan pertama kalinya di kenalkan oleh orang jepang yang bernama Monokukudo. Mie instan pertama kalinya di bawa ke indonesia sekitar tahun 1970-an. Mie pertama di kenal adalah mie rasa kaldu ayam.
Pada sekitar bulan juni pada tahun 1996 di bangunlah pabrik PT Indofood CBP Sukses Makmur di kota Pontianak.Tepatnya,pabrik PT.Indofood CBP Sukses Makmur terletak di jalan raya wajok hulu 10,7 km, kecamatan dan kabupaten mempawah.pabrik PT Indofood CBP sukses makmur didirikan oleh Lim Siong Hio. Sampai saat ini, terdapat 15 pabrik instant Noodle di indonesia.khususnya provinsi kalimatan, terdapat 2 pabrik, juga terdapat pada provinsi sumatera 5 pabrik di jawa terdapat 6 pabrik, dan di sulawesi terdapat 2 pabrik.
Tujuan didirikan PT. Indofood Sukses Makmur Tbk, Pontianak : - Karena adanya permintaan pasar yang cukup tinggi - Karena permintaanyang sangat banyak dari konsumen
Dasar hukum pendirian perusahaan adalah berdasarkan pada PMDN ( Penanaman Modal Dalam Negeri)
Sarana dan prasarana penunjang kegiatan perusahaan seperti intrastruktur, surat izin, lokasi , dan sebagainya.
Pertimbangan memilih usaha : - Tempat yang strategis
- Sarana dan prasarananya banyak/lengkap
Visi dan misi yang ditunjukan oleh PT Indofood CBP Sukses Makmur Tbk. adalah realistik, spesifik, dan meyakinkan yang merupakan penggambaran citra, nilai, arah dan tujuan untuk masa depan perusahaan.
Visi
“Menjadi perusahaan yang dapat memenuhi kebutuhan pangan dengan produk bermutu, berkualitas, aman untuk dikonsumsi dan menjadi pemimpin di industri makanan”.
Misi
a) Technical Supervisor
Mempunyai tugas melakukan pengawasan tehadap kualitas, kuantitas dan waktu pelaksanaan pekerjaan, peneraparan manajemen konstruksi,
monitoring dan evaluasi kemajuan pekerjaan dan menyiapkan dokumen atau data pelaksanaan pekerjaan.
b) Admin Teknik
Mengisi data-data kepegawaian, pelaksanaan, asuransi tenaga kerja, menyimpan data-data kepegawaian karyawan dan pembayaran gaji serta tunjangan karyawan. Membuat laporan akutansi proyek dan
menyelesaikan perpajakan serta retribusi.
c) Section Supervisor
Bertugas membantu teknik supervisor menangani orang-orang yang memproduksi dan atau melakukan pelayanan, dan bertanggung jawab memerintahkan kepada karyawan bagian untuk melakukan suatu tugas tertentu.
d) Teknik Field
Adalah teknisi yang bertugas untuk mengumpulkan semua data yang dibutuhkan dari lapangan dan tanggung jawab atas ketelitian hasil yang didapat.
e) Teknik Workshop
Bertanggung jawab atas kelancaran operasional mekanis dan mesin-mesin dan peralatan produksi.
f) Teknik PM Produksi
Bertugas sebagai desain dan pemelihan mesin (process engineering), desain peralatan-peralatan bantu(tools, jigs dan fixtures), estimasi biaya, sistem perawatan (maintenance) dan pengepakan (packaging).
g) Teknik PM Utility
Bertugas untuk menyediakan dukungan kualitas dalam menjaga dan mengoperasikan utilitas fasilitas untuk menjamin kelancaran kegiatan manufaktur di pabrik kami.
Adalah orang yang mengawasi operasi meisn boiler dari sebuah pabrik industri. Dan operator boiler meiliki ruang kontrol sendiri. Umumnya operator ditugaskan untuk unit tertentu, dimana mereka bertanggung jawab untuk fungsi tertentu atau bidang peralatan, dan juga bertanggung jawab untuk mengawasi pekerjaan yang sedang dilakukan dengan cara yang aman.
i) Operator RO
Adalah orang yang mengawasi operasi RO (Reverse Osmosis)adalah proses mengolah air asin atau payau menjadi air tawar atau sering dikenal dengan istilah desalinasi dari sebuah pabrik industri. Umumnya operator ditugaskan untuk unit tertentu, dimana mereka bertanggung jawab dalam proses penyulingan air bersih untuk fungsi boiler dan bagian produksi, dan juga bertanggung jawab untuk mengawasi pekerjaan yang sedang
dilakukan dengan cara yang aman. j) Operator Genset
Adalah orang yang mengawasi operasi meisn genset dari sebuah pabrik industri. Umumnya operator ditugaskan untuk unit tertentu, dimana mereka bertanggung jawab untuk fungsi tertentu atau bidang peralatan, dan juga bertanggung jawab untuk mengawasi pekerjaan yang sedang dilakukan dengan cara yang aman.
2.3. Pelaksanaan Deskripsi Kerja
Waktu pelaksanaan Praktik Kerja Lapangan (PKL) di PT. Indofood CBP Sukses Makmur Tbk cabang Kalimantan Barat diselenggarakan selama 7 minggu, yang dimulai pada tanggal 1 September 2014 sampai dengan 17 Oktober 2014 dan dimulai pada pukul 08.00 pagi sampai dengan pukul 16.00 sore. Kegiatan
dilaksanakan setiap hari kecuali hari minggu atau hari libur lainnya
BAB III
KEGIATAN YANG DILAKUKAN
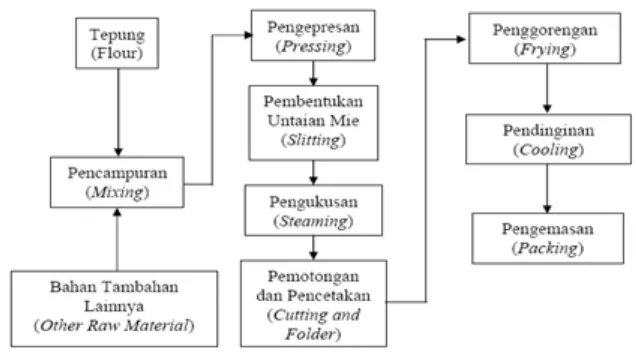
3.1. Gambar Umum Proses Produksi
Proses pembuatan mie instan terdiri dari delapan tahap, yaitu mixing (pencampuran), pressing (pengepresan), slitting (pembentukan untaian), steaming
(pengukusan), cutting and folder (pemotongan dan pencetakan), frying
(penggorengan), cooling (pendinginan) dan packing (pengemasan). Proses yang terjadi pada setiap tahap adalah :
Mixing atau Pencampuran
Proses mixing adalah proses pencampuran dan pengadukan material-material yang terdiri dari material-material tepung dan air alkali (campuran antara air dan beberapa ingredient yang ditentukan) sehingga diperoleh adonan yang merata atau homogen. Mutu adonan yang baik adalah yang tidak lembek dan tidak perau atau dengan kata lain memiliki kadar air sebesar 32% sampai dengan 34%. Proses pencampuran ini berlangsung kurang lebih selama 15 menit dengan suhu 35 °
Gambar 1. Proses Mixing
Pressing atau Pengepresan
Selain adonan menjadi homogen, campuran tersebut masuk ke dalam mesin pengepres adonan. Di dalam mesin pengepres, adonan melalui beberapa roll press. Adonan akan mengalami peregangan pada saat dipress dan terjadi relaksasi pada saat keluar dari roll press. Hal ini terjadi beberapa kali pada saat melalui roll press sehingga terbentuk lembaran yang lembut, homogen, elastik, dan tidak terputus dengan ketebalan tertentu. Tebal lembaran yang dihasilkan bergantung dengan jenis mesin yang digunakan. Rataan tebal lembaran yang dihasilkan adalah 1,12 – 1,18 mm.
Slitting atau Pembentukan Untaian
Suatu proses pemotongan lembaran adonan menjadi untaian mie dan kemudian siap dibentuk gelombang mie. Selanjutnya untaian mie tersebut dilewatkan ke dalam suatu laluan berbentuk segi empat yang disebut waving net, sehingga terbentuk gelombang mie yang merata dan terbagi dalam beberapa jalur.
Gambar 3. Proses Slitting
Steaming atau Pengukusan
Gambar 4. Steaming
Cutting and Folder atau Pemotongan dan Pencetakan
Pemotongan dan pencetakan adalah suatu proses memotong lajur mie pada ukuran tertentu dan melipat menjadi dua bagian sama panjang, kemudian mendistribusikannya ke mangkok penggorengan. Mie dipotong dengan menggunakan alat berupa pisau yang berputar.
Frying atau Penggorengan
Proses penggorengan adalah suatu proses merapikan mie didalam mangkok pengorengan, kemudian merendamnya di dalam media penghantar panas. Dalam hal ini minyak olein atau minyak goreng pada suhu tertentu dalam waktu tertentu. Tujuan dari proses penggorengan adalah untuk mengurangi kadar air dalam mie dan pemantapan pati tergelatinisasi. Kadar air setelah penggorengan adalah 4% sehingga mie menjadi matang, kaku dan awet.
Cooling atau Pendinginan
Ruangan pendingin mie adalah ruangan atau lorong yang terdiri dari sejumlah kipas untuk menghembuskan udara segar ke mie-mie yang dilewatkan dalam ruangan tersebut. Tujuan proses pendinginan adalah untuk mendinginkan mie panas yang keluar dari proses penggorengan hingga diperoleh suhu ± 30°C sebelum dikemas dengan etiket. Dengan diperolehnya suhu mie yang rendah sebelum dikemas maka mie akan lebih awet untuk disimpan dalam etiket selama beberapa waktu dan menghindari penguapan air yang kemudian menempel pada permukaan bagian dalam etiket yang dapat menyebabkan timbulnya jamur. Lamanya proses pendinginan adalah kurang lebih dua menit.
Gamber 7. Cooling
Gambar 8. Diagram Alur Produksi Mie Instan
Sumber daya yang terlibat dalam proses produksi pembuatan mie instan ini tidak terlalu membutuhkan sumber daya manusia yang terlalu banyak karena pengerjaan produksi dilakukan oleh teknologi mesin sehingga SDM yang dibutuhkan pada proses produksi sebatas pengawas jalannya produksi.
Karakteristik perusahaan dalam melakukan kegiatan produksi yang dimiliki PT Indofood CBP Sukses Makmur Tbk. yakni bersifat mass production, yaitu jenis barang yang diproduksi relatif sedikit tetapi dengan volume produksi yang besar, permintaan produk tetap/stabil demikian juga desain produk jarang sekali berubah bentuk dalam jangka waktu pendek atau menengah.
2.4. Bahan Baku (Input) PT. Indofood CBP Sukses Makmur 3.1.1.1. Bahan Baku Utama
Divisi Noodle, PT ISM, Tbk menggunakan beberapa bahan baku dalam pembuatan mie instan. Bahan baku yang digunakan didatangkan dari beberapa perusahaan yang telah memenuhi persyaratan yang telah ditetapkan oleh perusahaan. Adapun bahan baku tersebut adalah :
Tepung Terigu
selama proses pencampuran, menarik atau mengikat bahan lain dan mendistribusikan secara merata, mengikat gas selama proses penggorengan, membentuk struktur mie instan, serta sebagai sumber karbohidrat dan protein.
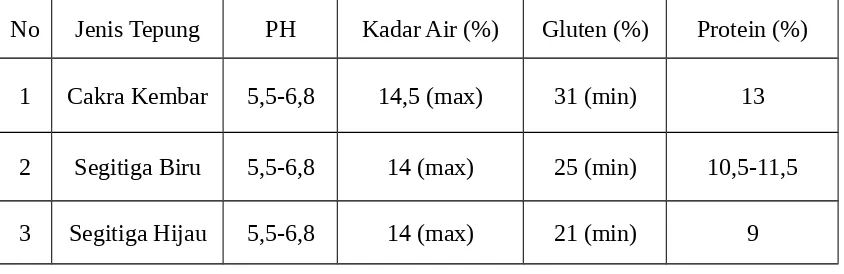
Divisi Noodle, PT ISM, Tbk menggunakan tiga jenis tepung terigu sebagai bahan baku utama, yaitu strong flour (tepung keras cap Cakra Kembar), medium flour (tepung setengah keras cap Segitiga Biru) dan soft flour (tepung lunak cap Segitiga Hijau). Ketiga jenis tepung tersebut bukan dianggap kelas-kelas mutu tepung, tetapi mempunyai klasifikasi khusus sehingga akan disesuaikan untuk tujuan penggunaan berbeda. Ketiga jenis tepung tersebut sudah mengandung telur sehingga mempunyai kadar protein tertentu. Hal ini dimaksudkan untuk memudahkan penanganan dalam proses pembuatan mie instan. Adapun standar bahan baku tepung terigu dapat terlihat pada Tabel 1.
Tabel 1 Standar Bahan Baku Tepung Terigu
No Jenis Tepung PH Kadar Air (%) Gluten (%) Protein (%)
1 Cakra Kembar 5,5-6,8 14,5 (max) 31 (min) 13
2 Segitiga Biru 5,5-6,8 14 (max) 25 (min) 10,5-11,5
3 Segitiga Hijau 5,5-6,8 14 (max) 21 (min) 9
Tepung terigu cap Cakra Kembar adalah terigu yang bermutu paling baik untuk pembuatan roti dan mie karena memiliki kandungan protein yang paling tinggi, yaitu sebesar 13 % yang dihasilkan dari 100% hard wheat.
Tepung Tapioka
Grindo, Lampung. Tepung tapioka ini dikemas dalam karung dengan berat per karung 50 kg.
3.1.1.2. Bahan Baku Penunjang
Air
Air digunakan untuk membentuk tekstur adonan dan gluten, mengkontrol kepadatan dan suhu adonan, melarutkan garam dan bahan-bahan tambahan lainnya, sehingga bahan-bahan tersebut dapat tersebar secara merata dalam adonan. Air yang digunakan harus air bersih, baik secara kimiawi maupun mikro biologis dan berasal dari Perusahaan Air Minum (PAM).
Alkali
Alkali merupakan campuran dari zat antioksidan, pengemulsi, pengatur keasaman, pengental, pengembang, pewarna, mineral dan penguat rasa yang aman untuk dikonsumsi dan berfungsi untuk membuat bentuk, warna, rasa dan mutu mie instan lebih baik.
Identifikasi kebutuhan bahan baku adalah penentuan jumlah bahan baku yang diperlukan untuk produksi mendatang. Identifikasi tersebut dilakukan berdasarkan perkiraan penjualan produk mie instan yang dihasilkan perusahaan dan pemakaian bahan baku pada periode sebelumnya.
3.1.1.3. Pemasok Bahan Baku
Tabel 2 Supplier Raw Material
No Material Supplier Lokasi
1 Tepung Terigu Bogasari Flour Mills Jakarta 2 Minyak goreng Salim Ivomas Jakarta 3 Bumbu PT. Food Ingredient Development Cikampek 4 Karton Packing Raci PackPuri Nusa JakartaBandung
5 Etiket
Supermova
Jakarta Prima Makmur
Respati
Cipta Kemas Abadi
3.1.1.4. Sistem Persediaan Bahan Baku
Penyimpanan bahan baku berada pada wewenang Departemen Warehouse (Gudang). Dalam manajemen gudang bahan baku Divisi Noodle , PT. ISM, Tbk terdapat penanganan bahan baku, yaitu :
Penerimaan
Sebelum masuk gudang, bagian penerimaan barang digudang akan mengontrol jumlah yang diterima berdasarkan pesanan (Purcashe Order) dan selanjutnya Departemen Quality Control akan mengambil contoh untuk memeriksa mutu yang telah ditetapkan. Perhitungan jumlah bahan baku tepung terigu dan tepung tapioka akan disesuaikan dengan standar yang telah ditetapkan oleh Divisi Noodle, PT ISM, Tbk. Tepung tapioka mempunyai berat 50 kg per zak, dan perusahaan telah memperhitungkan rendemen, sehingga berat per zak 49,85 kg. Sedangkan untuk tepung terigu, berat per zaknya 25 kg dan perusahaan juga telah memperhitungkan rendemennya sehingga berat per zak 24,55-24,85 kg.
Penyusunan
Kegiatan pengeluaran bahan baku untuk jenis tepung dilakukan dengan cara diangkat oleh kuli angkut. Setelah bahan baku diturunkan dari truk atau kontainer, bahan baku terlebih dahulu ditumpuk secara bersilang agar saling mengunci antar satu lapisan dengan lapisan lainnya di atas palet, sehingga bahan baku tidak terkontak langsung dengan lantai. Tinggi tumpukan maksimal tepung adalah 10 zak per palet.
Pengeluaran
2.5. Output Produksi PT. Indofood CBP Sukses Makmur, Tbk
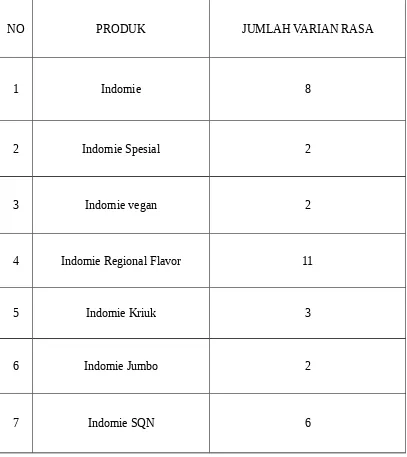
PT Indofood CBP Sukses Makmur Tbk. divisi noodle merupakan salah satu cabang perusahaan yang dimiliki Salim Group yang memproduksi mie instan. Jenis produk mie instant yang dihasilkan oleh PT Indofood CBP Sukses Makmur, Tbk Pontianak dapat dilihat pada Tabel 3 berikut ini:
Tabel 3 Produk yang Dihasilkan PT. Indofood CBP Sukses Makmur, Tbk
NO PRODUK JUMLAH VARIAN RASA
1 Indomie 8
2 Indomie Spesial 2
3 Indomie vegan 2
4 Indomie Regional Flavor 11
5 Indomie Kriuk 3
6 Indomie Jumbo 2
8 Indomie Paket 4
9 Supermie Reguler 4
10 Supermie Sedaaap 3
11 Supermie Go Series 3
12 Sarimi 6
13 Sarimi Extra Besar 6
14 Sakura 6
15 Intermi 1
16 POP Mie 15
18 Anak Mas 2
19 POP Bihun Spesial 4
PT Indofood CBP Sukses Makmur Tbk. memiliki orientasi pasar, dimana produksi yang dilakukan oleh perusahaan disesuaikan dengan permintaan pasar. Perusahaan selalu berusaha memenuhi kebutuhan konsumen, baik dalam kuantitas maupun kualitas produk. Oleh karena itu, perusahaan selalu mengembangkan inovasi guna memenuhi kepuasan pelanggan, khususnya selera konsumen.
Produk yang dihasilkan PT Indofood CBP Sukses Makmur Tbk. divisi mi instan terdiri dari 2 kelompok besar yaitu :
1. Bag Noodle, yaitu mie instan dalam kemasan bungkus; dan
2. Mie telor, yaitu mi yang dalam proses pembuatannya tidak digoreng melainkan dikeringkan.
3.2. Materi Yang Diamati 3.2.1. Mesin Mixer
Mixer merupakan salah satu alat pencampur dalam sistem emulsi sehingga menghasilkan suatu dispersi yang seragam atau homogen dan meiliki penyebaran yang sempurna. Prinsip pencampuran didasarkan pada peningkatan pengacakan dan distribusi dua atau lebih komponen yang mempunyai sifat yang berbeda. Pencampuran dapat dikarakterisasi dari waktu yang dibutuhkan, keadaan produk atau bahkan jumlah tenaga yang dibutuhkan untuk melakukan pencampuran.
Berdasarkan sifat dari bahannya pencampuran bahan dapat dibedakan atas pemcampuran bahan cair, bahan viskos, dan pencampuran bahan padat. Pencampuran bahan padat seperti tepung memiliki karakteristik yang hampir sama dengan bahan cair yaitu memenuhi ruang, ada aliran bahan ke pengaduk, tidak memerlukan gaya gunting yang besar dan tenaga yang diperlukan relatif kecil. Tetapi pada bahan yang padat aliran bahan ke pengaduk bukan karena sendirinya tetapi ada gaya yang diberikan oleh pengaduk tersebut. Pencampuran bahan padat berguna untuk mencampur bahan yang meiliki sifat berbeda dan dapat diproses pada saat yang bersamaan, hal ini juga dilakukan untuk merubah fisik dari bahan tepung tersebut, dan juga merubah karakteristik bahan tersebut baik dari rasa dan baunya.
3.2.2. Bioler Batubara
Boiler atau ketel uap adalah suatu perangkat mesin yang berfungsi untuk mengubah air menjadi uap. Proses perubahan air menjadi uap terjadi dengan memanaskan air yang berada didalam pipa-pipa dengan memanfaatkan panas dari hasil pembakaran bahan bakar. Pembakaran dilakukan secara kontinyu didalam ruang bakar dengan mengalirkan bahan bakar dan udara dari luar. Seperti kebanyakan boiler yang anda kenal, mesin ini terdiri dari bejana sebagai alat untuk memproduksi uap dan dengan segala peralatan pembantu operasi dan alat-alat proteksinya.
Perdaan utama adalah pada sumber panasnya yaitu biasanya boiler menggunakan minyak atau gas sebagai bahan bakar tetapi dalam pebahasan kali ini saya akan menguraikan tentang boiler dengan bahan bakar yang menggunakan batu bara, yang mana diperlukan perangkat-perangkat pendukung untuk memaksimalkan penggunaan boiler batu bara ini, seperti Chain grate stoker, Ash Conveyor, Grit Arrester dan ID fan dll berikut penguraian dari perangkat-perangkat atau alat-alat pendukung pengoprasian boiler batu bara
3.2.3. Mesin Rool Press
Mesin Press Roller merupakan salah satu bagian dari mesin produksi mi. Mesin ini digunakan pada proses Pressing dan slitting. Pressing
merupakan proses dimana adonan di bentuk menjadi lembaran-lembaran mi melalui beberapa rool sheet sampai tercapai ketebalan tertentu. Sedangkan slitting merupakan proses pembentukan lembaran adonan menjadi untaian-untaian mi bergelombang. Tujuan pressing adalah membentuk struktur gluten dengan arah yang sama secara merata sehingga lembaran adonan menjadi lembut dan elastis atau sering disebut dengan proses pembentukan tekstur mi.
Gambar 10. Mesin Rool Press
3.3. Lingkup Kegiatan
Evaporator adalah sebuah alat yang berfungsi mengubah sebagiana atau keseluruhan sebuah pelarut dari sebuah larutan dari bentuk cair menjadi uap. Pada minggu selanjutnya saya melakukan service mesin mixer seperti mengganti motor dan gear box pada mixer, dari situlah saya tertarik untuk mengambil tugas mesin
mixer untuk seminar Praktek kerja Industri.
3.4. Tugas Selama Praktek 3.4.1. Pengertian Mixer
Mixer merupakan salah satu alat pencampur dalam sistem emulsi sehingga menghasilkan suatu dispersi yang seragam atau homogen dan meiliki penyebaran yang sempurna. Prinsip pencampuran didasarkan pada peningkatan pengacakan dan distribusi dua atau lebih komponen yang mempunyai sifat yang berbeda. Pencampuran dapat dikarakterisasi dari waktu yang dibutuhkan, keadaan produk atau bahkan jumlah tenaga yang dibutuhkan untuk melakukan pencampuran.
Berdasarkan sifat dari bahannya pencampuran bahan dapat dibedakan atas pemcampuran bahan cair, bahan viskos, dan pencampuran bahan padat.
3.4.2. Klasifikasi Mixer
a) Damper adalah alat yang berfungsi sebagai pintu untuk menurunkan adonan tepung yang sudah homogen menuju ke bak fedder untuk melakukan proses pressing
b) Hopper adalah komponen yang digunakan untuk pemisah dan penyortiran pada tepung atau sebagai pengayak tepung agar hanya tepung yang halus dan bersih saja yang akan masuk ke dalam mesin mixer.
c) Cinveyor adalah suatu sistem yang berfungsi untuk meminndahkan atau menyedot tepung dari hopper yang langsung menuju ke mixer.
d) Valve adalah sebuah perangkat yang mengatur, mengarahkan atau mengontrol aliran air alkali dari tangki induk menuju ke wighing tank
e) Weighing Tank adalah sebuah alat untuk menampung air alkali yang di suplai dari tangki induk alkali
f) Blade Mixer adalah alat sejenis baling-baling yang berfungsi untuk mencampur adonan dan bumbu- bumbu agar tercampur rata atau homogen.
3.4.3. Cara Mengoperasikan Mixer
Dengan asumsi telah tersedianya:
a) bahan baku utama b) air larutan alkali c) suplai listrik
1. Naikkan semua no fuse breaker (NFB) maka lampu power panel menyala. Tekan tombol ON start preperation, kemudian dumper akan menutup dan setelah 2 detik lock bekerja
2. Isi tepung terigu ke dalam mesin hopper sebanyak 10 zak. Tekan tombol ON start untuk melakukan proses pegayakan pada mesin hopper, tekan tombol push button ON screw conveyor untuk menyedot terigu dari
hopper dan tekan tombol OFF screw conveyor terigu sudah habis, kemudian:
a) Putar selector switch discharge ke posisi ON b) Putar selector switch scale up ke posisi ON c) Putar selector switch mixer ke posisi auto
4. T11 (Timer 11) juga akan bekerja selama 2 menit untuk menghidupkan
gear pump guna mengisi air larutan alkali ke weighing tank sampai mengenai electrode water level switch dibagian atas
5. Kemudian setelah air alkali mengenai electrode water level, T11 akan off
dan dilanjutkan oleh T12 bekerja selama 4 menit untuk memerintahkan air alkali turun ke mixer melalui pinch valve.
6. Setelah T1 telah mencapai 15 menit, maka adonan siap diturunkan dan melalui T2 maka T1 akana off, dan 0,2 detik kemudian T4 akan bekerja dan melepas kunci dumper.
7. Stelah kunci dumper melepas kemudian T4 off dan dilanjutkan dengan T5 yang akan bekerja selama 2 detik untuk membuka dumper mixer.
8. Setelah dumper terbuka maka T5 akan off dan dilanjutkanoleh T2 ON selama 10 detik untuk memerintahkan dumper menutup kembali.
3.4.5. Hal-hal yang harus di perhatikan pada mixer
1. Arah putaran blade tidak terbalik ( lihat gambar)
2. Operator mixer dilarang meninggalkan adonan dalam mixer lebih dari 5 menit
3. Cara-cara menjalankan mixer sewaktu tiba-tiba listriknya mati sedangkan adonan masih dalam proses mixing; maka setelah listrik hidup kembali, agar dapat dilakukan start dan stop sedikit demi sedikit sampai dengan putaran blade terlihat ringan. Jangan sekali-kali menghidupkan blade mixer sekaligus karen akan dapat mengakibatkan pada blade mixer menjadi bengkokbahkan ada yang patah.
4. Seandainya terjadi kelebihan terigu pada mixer yang dikarenakan operator lupa memindahkan selang flexible pada output screw conveyor, dan langsung ditambahkan air larutan alkali, perlakuan ini tidak benar. Jangan sekali-kali dipaksakan mixer diberi beban yang berlebihan karena akan berdampak ke mekanisme di transmisi mixer
3.4.6. Cara Setting Blade
seandainya haabis melakukan over hold (penggantian blade yang patah dengan yang baru) dan sebelum menyambung pada chain coupling, maka yang harus di perhatikan dan sebagai patokan adalah:
Sudut 90° antara salah satu blade dengan blade yang disebelahnya, karena jika pemasangan chain coupling semarangan tidak berpatokan pada keterangan atau petunjuk diatas maka akan dapat terjadi tamrakan diantara kedua
blade.
Blade di bagian ujung mixer posisinya harus diperhatikan yaitu sisi tajam harus searah putaran mixer.
3.4.7. Cara setting air cylinder lock mixer
Cara setting ini sangat penting karena setting yang tidak tepat akan berdampak ke terigu tumpah keluar sebelum waktunya. Apabila tekanan angin yang kurang dengan tiba-tiba.
Berikut ini cara setting air cylinder lock (lihat gambar).
Gambar 13. Cara setting air sylinder lock
3.4.8. Komponen Yang Ada Pada Mixer
Motor penggerak mixer = 7,5 kw
Isi gear box :
- Gigi nylon warna biru muda = M6 x 55 z MC nylon
- Gigi besi = M6 x 55 z
- Gigi spur gear kecil = M6 x 15 z
- Timming pulley motor = M18 x 14 z
- Timming pulley gear box = M18 x 84 z
- Timming belt = 570 II
- Bearing AS NO = UC 310
- Untuk dumper = type=SD 1008 200 A.B
- Untuk lock atau kunci = 4 buah
- Jumlah baling-baling = 8 buah type = CDO.2 B 40 merk SMC
- Rpm baling-baling = 68 buah
- Penyetelan baling-baling = 90°
3.4.9. Gangguan-gangguan Pada Mixer
Gangguan- gangguan yang terjadi pada mesin mixer adalah:
overload pada motor conveyor. Overload terjadi dikarenakan adanya beban lebih dan karena tepung yang basah pada saat conveyor menyedot tepung atau pada saat menyedot tepung spiral pada conveyor bengkok membuat motor tidak berputar.
Over Load pada mixer disebabkan mixer terlalu diberikan beban yang berlebihan karena akan berdampak ke mekanisme di transmisi mixer.
Conveyor yang bengkok disebabkan pada saat menyedot tepung ke mixer, conveyor menyedot tepung yang basah dan sudah menjadi keras.
Blade mixer bengkok atau patah yang diakibatkan karena saat listrik padam dan kemudian hidup kembali, blade mixer di nyalakan secara sekaligus.
Cara Mengatasinya
Untuk motor yang rusak dibawa keluar pabrik untuk di sevice di tempat lain, agar mesin mixer tetap bekerja motor diganti dengan yang baru, dikarenakan keterbatasan alat untuk menggulung kawat elmail.
Dengan memperbaiki spiral conveyor di ruang workshop dengan alat dan bahan yang sudah tersedia. Agar conveyor tidak terjadi masalah tersebut, oparator harus mengecek keseluruhan bagian mesin sebelum proses
mixing dilakukan.
Agar blade mixer tidak bengkok atau patah, mixer harus dilakukakn proses
BAB IV
PENUTUP
4.1. Kesimpulan
Mixer merupakan salah satu alat pencampur dalam sistem emulsi sehingga menghasilkan suatu dispersi yang seragam atau homogen dan meiliki penyebaran yang sempurna. Prinsip pencampuran didasarkan pada peningkatan pengacakan dan distribusi dua atau lebih komponen yang mempunyai sifat yang berbeda. Pencampuran dapat dikarakterisasi dari waktu yang dibutuhkan, keadaan produk atau bahkan jumlah tenaga yang dibutuhkan untuk melakukan pencampuran.
Jika terjadi kelebihan terigu pada mixer yang dikarenakan operator lupa memindahkan selang flexible pada output screw conveyor, dan langsung ditambahkan air larutan alkali, perlakuan ini tidak benar. Jangan sekali-kali dipaksakan mixer diberi beban yang berlebihan karena akan berdampak ke mekanisme di transmisi mixer dapat rusak dan motor akan over load.
Untuk khusus di sistem produksi dibagian mixer, operator perlu bekerja dengan hati-hati dan teliti agar tidak terjadi kesalahan yang fatal. Tetapi hal ini tidak perlu dicemaskan dikarenakan pada setiap kesalahan atau kerusakan semua dapat diatasi dan diperbaiki sesuai dengan tata cara perbaikan yang telah ada.
4.2. Saran
Berdasarkan apa yang telah penulis lalui selama tujuh minggu di PT. Indofood CBP Sukses Makmur, Tbk Cabang Pontianak, penulis mempunyai beberapa usulan yang disarankan bagi kebaikan segala pihak yang terkait dengan praktek kerja lapangan ini, yakni :
1. Perlunya saling berkomunikasi antara mahasiswa PKL dengan pihak yang menjadi sasaran latihan demi terjalinnya kerja sama yang baik dan antara mahasiswa PKL dengan Dosen Pembimbing.
diaplikasikan di tempat pelaksanaan praktek. Terkait hal ini seorang mahasiswa hendaknya menguasai satu bidang secara mendalam. Sehingga dalam dunia kerja, ia mempunyai satu kemampuan yang matang dan dikuasai, serta mampu bersaing dengan baik.