USULAN PERBAIKAN MUTU PRODUK KERTAS ROKOK
(CIGARETTE PAPER) DENGAN METODE STATISTICAL
QUALITY CONTROL (SQC) DAN FAILURE MODE EFFECT
ANALYSIS (FMEA) PADA PT. PUSAKA PRIMA MANDIRI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
RUTH C.K. MUNTHE
080403139
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
II-2
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa yang
telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler
Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas
sarjana ini adalah “Usulan Perbaikan Mutu Produk Kertas Rokok (Cigarette
Paper) dengan Metode Statistical Quality Control (SQC) dan Failure Mode and
EffectAnalysis (FMEA) pada PT. Pusaka Prima Mandiri”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari
masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu,
penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi
kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat
bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan
pembaca lainnya.
Medan, April 2015
II-3
UCAPAN TERIMAKASIH
Puji syukur dan terima kasih penulis ucapkan yang sebesar-besarnya
kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada
penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik
Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan
laporan tugas sarjana ini.
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana.
3. Ibu Ir. Rosnani Ginting, M.T, selaku Koordinator Tugas Akhir dan atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
penyelesaian Tugas Sarjana.
4. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Koordinator Bidang
Manufaktur atas waktu, bimbingan, pengarahan, dan masukan yang diberikan
II-4
5. Bapak Dr. Ir. Nazaruddin, MT, selaku Dosen Pembimbing I dan atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
penyelesaian Tugas Sarjana.
6. Bapak Erwin Sitorus, ST. MT, selaku Dosen Pembimbing II atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
penyelesaian Tugas Sarjana.
7. Bapak Chandra Hutabarat, selaku Kepala Departemen Quality Control PT.
Pusaka Prima Mandiri yang telah mengizinkan penulis untuk melakukan
penelitian dan pengumpulan data.
8. Staff pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang
Nurmansyah, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam
masalah administrasi untuk melaksanakan tugas sarjana ini.
9. Orangtua tercinta, Bapak RT. Munthe yang tiada hentinya mendukung penulis
baik secara moril, doa, maupun materil sehingga laporan ini dapat
diselesaikan.
10.Sahabat-sahabat terkasih Leo Pasaribu ST, Dewi Resna Dohardo ST, Grace
Aloina Sitepu ST, Debbie Purba ST, Rachel Ompusunggu ST, Dewi Kencana
Silaban ST, Marta Sirait ST, Armanda Olando Basana Sitompul ST, Marini C.
Hutagaol ST, Feri Silaen S.Kom, Maurin Tri Naomi Siahaan S.Pd dan seluruh
teman-teman stambuk 2008 (TI-JOY) lainnya yang telah banyak memberikan
dukungan dan semangat.
11.Abang saya Marganda Arjuna Putra Purba S.Sos, Srihardono Sipayung ST,
Kakak saya Polma Indah Lestari Simbolon SE, dan Abang saya Suhartono ST
II-5
12.Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis
mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita semua.
Medan, April 2015
Ruth Chintia K. Munthe
ABSTRAK
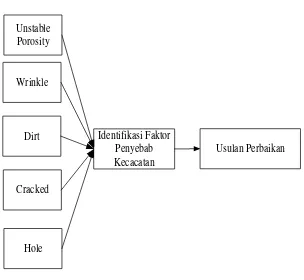
PT. Pusaka Prima Mandiri merupakan perusahaan yang bergerak di bidang produksi kertas rokok, dengan sistem produksi bersifat make to order. Permasalahan yang sedang dihadapi PT. Pusaka Prima Mandiri adalah banyaknya produk kertas rokok yang cacat. Jumlah rata-rata kecacatan produk kertas rokok dalam satu tahunsebesar 55.045 Kg (5,98% dari total produksi). Jumlah ini masih melebihi batas tingkat kecacatan yang diinginkan oleh perusahaan yaitu maksimum sebesar 5%. Berdasarkan kondisi tersebut maka PT. Pusaka Prima Mandiri perlu melakukan penyelesaian terhadap penyebab kecacatan produk dengan menggunakan Statistical Quality Control (SQC) dengan seven tools dan failure mode and effect analysis (FMEA). Berdasarkan hasil analisis dengan menggunakan seven tools diperoleh tiga jenis kecacatan yang paling dominan yaitu kecacatan wrinkle, cracked dan hole, yaitu sebesar 466.616 Kg (70,65 % dari total produksi selama satu tahun). Berdasarkan hasil analisis Cause and Effect Diagram dan FMEA yang telah dilakukan, diketahui bahwa nilai RPN tertinggi pada penyebab kecacatan wrinkle yaitu penyettingan mesin embosser yang tidak sesuai, dengan nilai RPN 112, nilai RPN tertinggi pada penyebab kecacatan cracked yaituposisi drive pully pada mesin dryer tidak rata dengan nilai RPN 96 dan nilai RPN tertinggi pada penyebab kecacatan hole yaitu penyettingan wire-reel dan hisapan vacuumfoil yang tidak sesuai pada mesin dengan nilai RPN 96. Tindakan perbaikan yang diusulkan yakni perusahaan perlu mengkaji berbagai cara penyusunan checklist untuk memonitor pressure embosser agar kertas rokok tidak berkerut atau berlipat sedangkan tindakan perbaikan terhadap cracked yaitu perlu dilakukan pemasangan double belting agar kertas rokok tidak sobek dan dilakukan penyusunan jadwal pergantian wire-reel pada vacuum foil agar dapat meminimisasi kertas rokok mempunyai lubang-lubang halus.
II-7
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... viii
DAFTAR ISI ... ix
DAFTAR GAMBAR ... xvi
DAFTAR TABEL ... xvii
I PENDAHULUAN
1.1 Latar Belakang Permasalahan ... I-1
1.2 Perumusan Masalah ... I-5
1.3 Tujuan Penelitian ... I-5
1.4 Manfaat Penelitian ... I-6
1.5 Batasan Masalah dan Asumsi ... I-6
II GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan ... II-1
II-8
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3 Lokasi Perusahaan ... II-2
2.4 Daerah Pemasaran ... II-3
2.5 Organisasi dan Manajemen Perusahaan ... II-4
2.5.1 Struktur Organisasi ... II-4
2.5.2 Tugas dan Tanggung Jawab ... II-5
2.5.3 Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-9
2.5.4 Sistem Penggajian Karyawan dan Fasilitas ... II-9
2.6 Proses Produksi ... II-12
2.6.1 Bahan-bahan yang Digunakan ... II-12
2.6.2 Uraian Proses Produksi... II-14
2.6.2.1 Tahapan Persiapan ... II-14
2.6.2.2 Tahapan Proses Pembuatan Kertas di Paper
Machine ... II-16
2.6.2.3 Tahapan Penyelesaian Produk ... II-19
2.7 Mesin dan Peralatan ... II-20
2.7.1 Mesin Produksi ... II-20
2.7.2 Peralatan ... II-23
2.7.3 Utilitas ... II-23
III LANDASAN TEORI
II-9
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.2 Pengendalian Kualitas ... III-1
3.3 Teknik-Teknik Perbaikan Kualitas ... III-4
3.4 FMEA (Failure Mode and Effect Analysis) ... III-15
3.5 Hasil Penelitian Terdahulu ... III-21
3.5.1 Pengendalian Kualitas Statistik dan Analisis
Pengurangan Variabilitas pada Proses Pengisian Pasta. III-21
3.5.2 Pendekatan StatisticQualityControl pada Studi Kasus:
Industri Garmen di Bangladesh ... III-22
3.5.3 Manajemen Resiko dalam Penggunaan FMEA-Berdasar
kan Metodologi CorrectiveActionSelection ... III-23
IV METODOLOGI PENELITIAN
4.1 Lokasi dan Waktu Penelitian ... IV-1
4.2 Jenis Penelitian ... IV-1
4.3 Objek Penelitian ... IV-1
4.4 Kerangka Konseptual ... IV-2
4.5 Identifikasi Variabel Penelitian ... IV-3
4.6 Jenis dan Sumber Data ... IV-4
4.7 Metode Pengumpulan Data ... IV-4
4.8 Metode Pengolahan Data ... IV-5
II-10
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data... V-1
5.1.1 Data Jumlah Kecacatan Produk ... V-1
5.1.2 Jenis Kecacatan Produk... V-2
5.2 Pengolahan Data ... V-5
5.2.1 Stratifikasi... V-5
5.2.2 Lembar Pemeriksaan (Check Sheet) ... V-6
5.2.3 Histogram ... V-7
5.2.4 Diagram Pareto ... V-9
5.2.5 Diagram Pencar (Scatter Diagram) ... V-10
5.2.6 Peta Kontrol (Control Chart) ... V-16
5.2.6.1 Perhitungan Proportion Nonconforming, UCL,
LCL, dengan Peta P pada Kecacatan Wrinkle V-16
5.2.6.2 Perhitungan Proportion Nonconforming, UCL,
LCL, dengan Peta P pada Kecacatan Cracked V-19
5.2.6.3 Perhitungan Proportion Nonconforming, UCL,
LCL, dengan Peta P pada Kecacatan Hole ... V-23
5.2.6.4 Perhitungan Nonconforming Per Unit, UCL
dan LCL dengan Peta U ... V-26
II-11
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.8 Failure Mode And Effect Analysis (FMEA) ... V-32
5.2.8.1 Penentuan Jenis Kegagalan yang Potensial
Pada Setiap Proses ... V-33
5.2.8.2 Penentuan Dampak/Efek yang Ditimbulkan
Oleh Kegagalan ... V-33
5.2.8.3 Penentuan Nilai Efek Kegagalan (Severity, S) V-34
5.2.8.4 Identifikasi Penyebab Potensial Dari
Kegagalan ... V-36
5.2.8.5 Penentuan Nilai Peluang Kegagalan
(Occurence, O) ... V-36
5.2.8.6 Penentuan Nilai RPN ... V-38
VI ANALISIS DAN PEMBAHASAN
6.1 Analisis dan Pembahasan Pengendalian Kualitas dengan
Seven Tools ... VI-1
6.2 Analisis dan Pembahasan Pengendalian Kualitas dengan
II-12
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VII KESIMPULAN DAN SARAN
7.1 Kesimpulan ... VII-1
7.2 Saran ... VII-2
DAFTAR PUSTAKA
II-13
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. Pusaka Prima Mandiri (PPM) ... II-8
2.2 Blok Diagram Pembuatan Kertas ... II-24
3.1 Histogram ... III-5
3.2 Diagram Pareto ... III-6
3.3 Scatter Diagram... III-7
3.4 Peta Kontrol ... III-9
3.5 Diagram Sebab Akibat ... III-14
4.1 Kerangka Konseptual Penelitian... IV-2
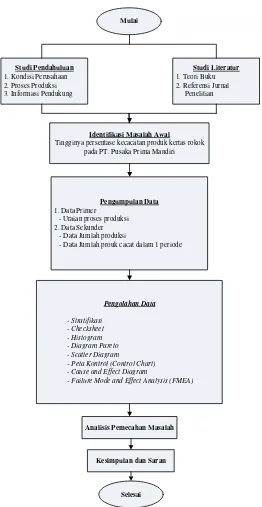
4.2 BlockDiagram Metodologi Penelitian ... IV-8
5.1 Histogram Jumlah Kecacatan Kertas Rokok ... V-8
5.2 Diagram Pareto Jenis Kecacatan Produk Kertas Rokok ... V-9
5.3 Diagram Pencar Kertas Rokok yang Mengalami Cacat Wrinkle... V-11
5.4 Diagram Pencar Kertas Rokok yang Mengalami Cacat Cracked ... V-12
5.5 Diagram Pencar Kertas Rokok yang Mengalami Cacat Hole ... V-12
5.6 Peta Kontrol P pada Kecacatan Wrinkle ... V-19
5.7 Peta Kontrol P pada Kecacatan Cracked ... V-22
5.8 Peta Kontrol P pada Kecacatan Hole ... V-26
5.9 Peta Kontrol U ... V-29
5.10 Fish Bone Kecacatan Wrinkle ... V-30
5.11 FishBone Kecacatan Cracked ... V-31
II-14
DAFTAR TABEL
TABEL HALAMAN
1.1 Jenis Kecacatan Produk Bulan Oktober 2013 - September 2014 ... I-3
1.2 Tingkat Kecacatan Produk Bulan Oktober 2013 - September 2014... I-3
2.1 Jam Kerja Staf... II-9
2.2 Jam Kerja Karyawan... II-9
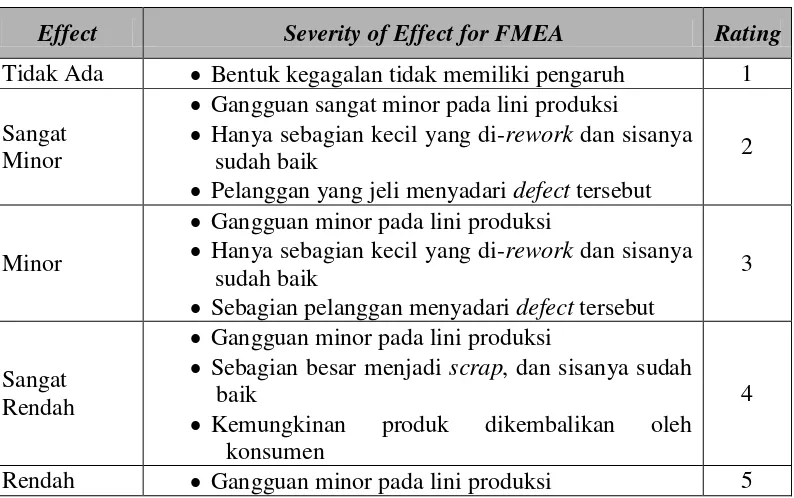
3.1 Severity of Effect dalam FMEA Process ... III-18
3.2 Occurrence dalam FMEA Process ... III-19
3.3 Detection dalam FMEA Process ... III-20
5.1 Jumlah Kecacatan Kertas Rokok Periode Oktober 2013 – September
2014 ... V-1
5.2 Jumlah Jenis Kecacatan Produk Kertas Rokok Periode Oktober 2013 -
September 2014 ... V-3
5.3 Jumlah Jenis Kecacatan Produk Kertas Rokok Periode Oktober 2014 .. V-4
5.4 Stratifikasi Kecacatan Produk Kertas Rokok Periode Oktober 2013 -
September 2014 ... V-5
5.5 Jumlah Jenis Kecacatan Produk Kertas Rokok Periode Oktober 2014 .. V-6
5.6 Jumlah Kecacatan Kertas Rokok Periode Oktober 2013 – September
2013 ... V-8
II-15
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.8 Data Kecacatan Kertas Rokok Periode Oktober 2013 – September
2014 ... V-10
5.9 Perhitungan Korelasi Jumlah Produksi dengan Wrinkle ... V-13
5.10 Perhitungan Korelasi Jumlah Produksi dengan Cracked... V-14
5.11 Perhitungan Korelasi Jumlah Produksi dengan Hole ... V-15
5.12 Hasil Perhitungan Proporsi Kecacatan Produk, LCL, dan UCL ... V-18
5.13 Hasil Perhitungan Proporsi Kecacatan Produk, LCL, dan UCL ... V-21
5.14 Hasil Perhitungan Proporsi Kecacatan Produk, LCL, dan UCL ... V-25
5.15 Hasil Perhitungan Kecacatan Per Unit, LCL, dan UCL ... V-28
5.16 FMEA dengan Nilai RPN ... V-39
II-5
12.Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis
mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita semua.
Medan, April 2015
Ruth Chintia K. Munthe
ABSTRAK
PT. Pusaka Prima Mandiri merupakan perusahaan yang bergerak di bidang produksi kertas rokok, dengan sistem produksi bersifat make to order. Permasalahan yang sedang dihadapi PT. Pusaka Prima Mandiri adalah banyaknya produk kertas rokok yang cacat. Jumlah rata-rata kecacatan produk kertas rokok dalam satu tahunsebesar 55.045 Kg (5,98% dari total produksi). Jumlah ini masih melebihi batas tingkat kecacatan yang diinginkan oleh perusahaan yaitu maksimum sebesar 5%. Berdasarkan kondisi tersebut maka PT. Pusaka Prima Mandiri perlu melakukan penyelesaian terhadap penyebab kecacatan produk dengan menggunakan Statistical Quality Control (SQC) dengan seven tools dan failure mode and effect analysis (FMEA). Berdasarkan hasil analisis dengan menggunakan seven tools diperoleh tiga jenis kecacatan yang paling dominan yaitu kecacatan wrinkle, cracked dan hole, yaitu sebesar 466.616 Kg (70,65 % dari total produksi selama satu tahun). Berdasarkan hasil analisis Cause and Effect Diagram dan FMEA yang telah dilakukan, diketahui bahwa nilai RPN tertinggi pada penyebab kecacatan wrinkle yaitu penyettingan mesin embosser yang tidak sesuai, dengan nilai RPN 112, nilai RPN tertinggi pada penyebab kecacatan cracked yaituposisi drive pully pada mesin dryer tidak rata dengan nilai RPN 96 dan nilai RPN tertinggi pada penyebab kecacatan hole yaitu penyettingan wire-reel dan hisapan vacuumfoil yang tidak sesuai pada mesin dengan nilai RPN 96. Tindakan perbaikan yang diusulkan yakni perusahaan perlu mengkaji berbagai cara penyusunan checklist untuk memonitor pressure embosser agar kertas rokok tidak berkerut atau berlipat sedangkan tindakan perbaikan terhadap cracked yaitu perlu dilakukan pemasangan double belting agar kertas rokok tidak sobek dan dilakukan penyusunan jadwal pergantian wire-reel pada vacuum foil agar dapat meminimisasi kertas rokok mempunyai lubang-lubang halus.
II-16
BAB I
PENDAHULUAN
1.1 Latar Belakang Permasalahan
Di era globalisasi saat ini persaingan antar perusahaan semakin ketat, oleh
karena itu perusahaan dituntut untuk mampu bersaing. Persaingan dapat muncul
di setiap bidang industri baik itu industri jasa maupun manufaktur. Salah satu
penerapan strategi yang baik adalah dengan memperhatikan dan menjaga kualitas
produk. Perusahaan membutuhkan strategi yang baik agar dapat bersaing dengan
perusahaan lain.
Kualitas merupakan serangkaian karakteristik yang melekat dan memenuhi
ukuran tertentu (Dale, 1994). Kualitas juga merupakan keseluruhan karateristik
produk dan jasa yang meliputi marketing, engineering, manufacture, dan
maintenance dimana produk dan jasa tersebut dalam pemakaiannya akan sesuai
dengan kebutuhan dan harapan pelanggan. Berdasarkan pengertian dasar tentang
kualitas diatas, tampak bahwa kualitas selalu berfokus pada kepuasan pelanggan.
Dengan demikian produk-produk didesain, diproduksi, serta pelayanan diberikan
untuk memenuhi keinginan pelanggan. Karena kualitas mengacu kepada segala
sesuatu yang menentukan kepuasan pelanggan, suatu produk yang dihasilkan baru
dapat dikatakan berkualitas apabila sesuai dengan keinginan pelanggan, dapat
dimanfaatkan dengan baik, serta diproduksi dan dihasilkan dengan cara yang baik
II-17
Menurut Maria (2014) dalam penelitian proses pengendalian kualitas
secara statistik dan analisis pengurangan variasi pada proses pengisian pasta tomat
menyatakan kualitas selalu berfokus pada kepuasan pelanggan. Semakin tinggi
produk cacat maka nama baik perusahaan akan menurun, hal ini dikarenakan
konsumen menilai suatu perusahaan dikatakan baik apabila menghasilkan produk
yang berkualitas serta memberikan kepuasan terhadap konsumen dan jika
konsumen menilai produk yang dihasilkan kurang memuaskan, maka perusahaan
akan dinilai kurang baik oleh konsumen dan berdampak pada kepercayaan
konsumen terhadap kualitas dari produk yang dihasilkan. Menurut Anyanwu
(2013) dalam penelitian konsep pengendalian kualitas pengiriman dalam proses
manufaktur blok batu menyatakan kualitas adalah penggunaan berbagai teknik
untuk mencapai, mempertahankan dan meningkatkan mutu suatu produk atau jasa
yang melibatkan pengintegrasian berbagai teknik dan kegiatan yang diperlukan.
PT. Pusaka Prima Mandiri (PPM) yang merupakan suatu perusahaan
kimiawi yang bergerak di bidang produksi kertas rokok dengan status Penanaman
Modal Asing (PMA) dan Penanaman Modal Dalam Negeri (PMDN). Hasil
produksi dari perusahaan ini disalurkan kepada perusahaan-perusahaan rokok di
Indonesia seperti PT. Gudang Garam, PT. Dji Sam Soe dan beberapa perusahaan
rokok lain di Pulau Sumatera dan Jawa. Perusahaan rokok sangat ketat dengan
kualitas kertas rokok yang diterima karena akan berpengaruh terhadap kualitas
produk rokok yang dihasilkan. Terkait dengan hal tersebut PT. Pusaka Prima
II-18
kualitasnya. Akan tetapi dalam kenyataannya masih juga terjadi produk cacat
sebagaimana dapat dilihat pada Tabel 1.1
Tabel 1.1 Jenis Kecacatan Produk Bulan Oktober 2013 - September 2014
Bulan Total Cacat (Kg) Produk Diterima (Kg) Jenis Kecacatan Produksi (Kg) Unstable Porosity (Kg) Wrinkle (Kg) Dirt (Kg) Cracked (Kg) Hole (Kg)
Okt 2013 52.948 892.552 8.945 13.895 7.828 13.042 9.238 945.500 Nov 2013 54.439 838.004 9.155 15.681 6.148 14.115 9.340 892.443 Des 2013 54.175 879.877 9.024 14.977 6.662 14.077 9.435 934.052 Jan 2014 56.150 849.495 9.700 15.626 7.986 13.985 8.853 905.645 Feb 2014 55.062 754.673 8.975 15.625 7.448 13.966 9.048 809.735 Mar 2014 56.622 871.608 9.703 15.924 6.672 14.522 9.801 928.230 Apr 2014 56.353 810.616 9.042 16.842 7.978 13.817 8.674 866.969 Mei 2014 55.529 885.640 8.705 15.685 7.768 13.865 9.506 941.169 Jun 2014 56.206 965.721 8.815 16.175 7.415 14.057 9.744 1.021.927
Jul 2014 52.701 783.823 8.621 15.219 6.372 13.254 9.235 836.524 Agus 2014 55.714 921.725 9.042 16.846 6.032 14.927 8.867 977.439 Sept 2014 54.649 921.226 8.777 15.680 7.119 13.966 9.107 975.875
Total 660.548 10.374.960 108.504 188.175 85.428 167.593 110.848 11.035.508
Sumber : PT. Pusaka Prima Mandiri
Dan tingkat kecacatan produk dapat dilihat pada Tabel 1.2
Tabel 1.2 Tingkat Kecacatan Produk Bulan Oktober 2013 - September 2014
Bulan Cacat
(Kg) Bagus (Kg) Produksi (Kg) Tingkat Kerusakan (%)
Okt 2013 52.948 892.552 945.500 5,6
Nov 2013 54.439 838.004 892.443 6,1
Des 2013 54.175 879.877 934.052 5,8
Jan 2014 56.150 849.495 905.645 6,2
Feb 2014 55.062 754.673 809.735 6,8
Mar 2014 56.622 871.608 928.230 6,1
Apr 2014 56.353 810.616 866.969 6,5
II-19
Tabel 1.2 Tingkat Kecacatan Produk Bulan Oktober 2013 - September 2014 (Lanjutan)
Bulan Cacat
(Kg)
Bagus (Kg)
Produksi (Kg)
Tingkat Kerusakan
(%)
Jun 2014 56.206 965.721 1.021.927 5,5
Jul 2014 52.701 783.823 836.524 6,3
Agust 2014 55.714 921.725 977.439 5,7
Sept 2014 54.649 921.226 975.875 5,6
Total 660.548 10.374.960 11.035.508
Sumber : PT. Pusaka Prima Mandiri
Dari data yang diperoleh, dapat dilihat bahwa dalam proses produksi
kertas rokok ini masih terjadi kecacatan yang cukup tinggi yang dimana tingkat
kecacatan ini melewati batas standar tingkat kecacatan yang diinginkan
perusahaan yaitu sebesar ± 5%.
Jika permasalahan produk cacat ini dibiarkan terus-menerus, perusahaan
akan mengalami kerugian di dalam memasarkan produknya. Biaya yang
dibutuhkan perusahaan untuk menjalankan produksinya semakin meningkat.
Perusahaan pun tidak akan mampu bersaing dengan perusahaan-perusahaan
pembuat kertas rokok lainnya. Perusahaan menginginkan untuk dapat mengurangi
tingkat kecacatan yang terjadi.
Pengendalian kualitas merupakan suatu fungsi manajemen untuk
mengurangi maupun mengendalikan jumlah produk yang cacat ataupun yang
tidak memenuhi spesifikasi perusahaan. Dalam melakukan proses produksi, ada
beberapa faktor yang mungkin mempengaruhi kecacatan tersebut baik dari mesin,
metode kerja, material yang digunakan dan faktor lainnya. Namun dari
faktor-faktor tersebut belum diketahui secara spesifik bagian mana yang mempengaruhi
II-20
dilakukan pengecekan terhadap produk kertas rokok apakah sudah sesuai dengan
spesifikasi atau tidak dan dilakukan analisis penyebab kecacatan. Dalam hal ini,
untuk mengendalikan kualitas produk kertas rokok agar sesuai dengan
spesifikasinya digunakan alat pengendali kualitas dalam metode Statistical
Quality Control (SQC) dan metode Failure Mode and Effect Analysis (FMEA)
untuk mengidentifikasi potensi kegagalan yang akan timbul dengan tujuan untuk
meminimisasi resiko kecacatan.
1.2 Perumusan Masalah
Berdasarkan latar belakang sebagaimana telah diuraikan bahwa tingkat
persentase kecacatan produk kertas rokok PT. Pusaka Prima Mandiri (PPM)
masih berada diatas standarisasi yang telah ditetapkan oleh perusahaan. Oleh
sebab itu perlu dilakukan penelitian terhadap faktor penyebab utama kecacatan.
1.3 Tujuan Penelitian
Tujuan penelitian ini adalah untuk mengidentifikasi penyebab utama dari
besarnya persentase kecacatan produk di PT. Pusaka Prima Mandiri serta
memberikan usulan perbaikan untuk meminimisasi kecacatan kualitas produk
kertas rokok dengan menggunakan metode Statistical Quality Control (SQC) dan
Failure Mode and Effect Analysis (FMEA).
II-21
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai
pihak yakni:
1. Manfaat bagi mahasiswa
Mahasiswa memperoleh pengalaman dan dapat mengaplikasikan teori yang
diperoleh selama kuliah terutama dalam hal perbaikan kualitas dengan
meminimisasi kecacatan produk dengan menggunakan metode Statistical
Quality Control (SQC) dan Failure Mode and Effect Analysis (FMEA).
2. Bagi Perusahaan
Hasil penelitian dapat menjadi masukan atau bahan pertimbangan mengenai
faktor-faktor yang mempengaruhi kualitas produk, ukuran kemampuan proses
yang dimiliki, penyebab yang menimbulkan cacat (defect) pada produk, serta
masukan bagi perusahaan untuk melakukan tindakan perbaikan kualitas dari
hasil penelitian yang diperoleh.
3. Bagi Universitas
Menjadi referensi bagi penelitian selanjutnya yang berkaitan dengan
perbaikan kualitas.
1.5 Batasan Masalah dan Asumsi
Adapun batasan-batasan yang digunakan dalam penelitian ini adalah
sebagai berikut:
1. Penelitian dilakukan pada bagian produksi kertas rokok area converting.
2. Lingkup penelitian terbatas pada masalah kecacatan yang berpengaruh
II-22
3. Pengolahan data menggunakan seventools dan Failure Mode and Effect
Analysis (FMEA).
4. Pada penelitian ini tidak dibahas aspek biaya.
5. Hasil penelitian hanya sampai pada pemberian usulan perbaikan kualitas.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
1. Proses produksi perusahaan berjalan dengan baik dan tidak mengalami
kegiatan yang mempengaruhi perkembangan perusahaan selama penelitian
dilakukan.
2. Metode kerja yang dilaksanakan dalam memproduksi kertas rokok
merupakan metode kerja yang tidak mengalami perubahan.
3. Proses produksi dan mesin-mesin/peralatan yang digunakan tidak mengalami
kerusakan.
II-23
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT. Pusaka Prima Mandiri (PPM) merupakan sebuah perusahaan swasta
yang bergerak di dalam bidang usaha produksi pembuatan kertas rokok. Pada
awalnya, perusahaan tersebut bernama PT. Delitua Paper Mill, namun pada tahun
1983, perusahaan ini mengalami likuidasi SPP Presiden No. 441/I/PMA/1983
yang menyebabkan perusahaan ini mengalami pergantian nama menjadi PT.
Kimsari Paper Indonesia.
PT. Kimsari Paper Indonesia berstatus Penanaman Modal Asing (PMA)
dan Penanaman Modal Dalam Negeri (PMDN) yang didirikan pada tahun 1984
dan mulai beroperasi pada tahun 1985. Perusahaan berdiri atas prakarsa tiga
pemegang saham, yaitu PT. Sarida Perkasa, PT. Duta Mendut, dan Kimberly
Clark Corporation yang membeli seluruh aset dari eks PT. Delitua Paper Mill.
Padatahun 2003, perusahaan ini kemudian diambil alih oleh
Schweitzer-Mauduit dan kemudian berganti nama menjadi Papeteries De Schweitzer-Mauduit. Pada
tanggal 24 Oktober 2003, Schweitzer-Mauduit International Inc. mengumumkan
di Alpharetta bahwa PT. Kimsari Paper Indonesia yang merupakan anak
perusahaannya telah diambil alih saham kepemilikannya secara keseluruhan,
kemudian perusahaan ini berganti nama lagi menjadi Papeteries De Mauduit.
Pada Tahun 2013 tepatnya tanggal 18 April 2013, PT. PDM Indonesia
II-24
Wesley Tanudjaya, S.H., dalam Akta No. 2 Tahun 2013. Dengan dijualnya
seluruh saham asing milik Schweitzer Mauduit France SAS dan dibeli oleh
pemegang saham Indonesia, maka Status PMA kini telah berubah menjadi PMDN
PT. Pusaka Prima Mandiri. PT. Pusaka Prima Mandiri merupakan salah satu
perusahaan penghasil kertas rokok terbesar di Indonesia yang terus mengalami
perkembangan dan peningkatan dalam beberapa tahun ini. Hal tersebut dapat
dilihat dari peningkatan kualitas produk yang selalu dilakukan, dan bertambahnya
jumlah produksi serta permintaan dari pelanggan.
2.2 Ruang Lingkup Bidang Usaha
PT. Pusaka Prima Mandiri (PPM) bergerak di bidang industri pembuatan
kertas rokok (cigarette paper) dalam bentuk bobbin dan ream. Spesifikasi ukuran
kedua bentuk tersebut tergantung dari permintaan setiap pelanggan.
2.3 Lokasi Perusahaan
Lokasi PT. Pusaka Prima Mandiri (PPM) ini terletak di Jalan Brigjend
Zein Hamid Km. 6,9 Titi Kuning, Medan, Sumatera Utara, Indonesia. Luas area
PT. PPM ini sekitar 49.997 m2. Dengan luas lantai yang digunakan untuk kegiatan produksi dan perkantoran seluas 12.291,2 m2. Ada beberapa hal yang menjadi pertimbangan di dalam pemilihan lokasi PT. PPM di daerah Titi Kuning adalah
antara lain:
1. Strategis sehingga mudah dalam masalah transportasi.
2. Terdapat pengadaan fasilitas, misalnya listrik, telekomunikasi dan air.
3. Lingkungan kerja yang baik, salah satunya adalah untuk kebutuhan tenaga
II-25
2.4 Daerah Pemasaran
Produk-produk yang dihasilkan oleh PT. Pusaka Prima Mandiri (PPM)
tersebut dipasarkan ke pabrik-pabrik rokok yang ada di Sumatera Utara dan Pulau
Jawa. Dengan persentase sekitar 75% dipasarkan di Pulau Jawa dan 25% ke
daerah Sumatera Utara. Daerah pemasaran PT. PPM tidak hanya terbatas pada
pemasaran didalam negeri saja, akan tetapi sudah menjangkau pemasaran diluar
negeri. Pemasaran ke luar negeri umumnya dilakukan di Malaysia. Beberapa
pabrik rokok yang menjadi konsumen tetap perusahaan antara lain:
1. PT. Aroma Tobacco International (Kudus)
2. PT. Amiseta (Malang)
3. PT. Bentoel Prima (Malang)
4. PT. Bintang Bola Dunia (Malang)
5. PT. Duta Mendut (Bekasi)
6. PT. Filtrona Indonesia (Sidoarjo)
7. PT. Gelora Djaja (Surabaya)
8. PT. Nojorono Tobacco International (Kudus)
9. PT. HM Sampoerna (Surabaya)
10. PT. Sumatera Tobacco Trading Company (Pematang Siantar)
11. PT. Suburaman (Malang)
12. PT. Perusahaan Dagang dan Industri (Malang)
13. PT. Wongso Pawiro (Pematang Siantar)
14. Tai Chong Tobacco Manufacturing (Malaysia)
II-26
Kertas rokok yang telah dipesan oleh konsumen, akan dikirim oleh
perusahaan dengan menggunakan alat angkutan truk untuk pengiriman ke wilayah
Sumatera dan sekitarnya, sedangkan pengiriman ke wilayah pulau Jawa dan
sekitarnya dilakukan dengan menggunakan kapal (container), begitu juga untuk
pengiriman ke luar negeri.
2.5 Organisasi dan Manajemen Perusahaan
Organisasi dan manajemen merupakan faktor yang paling penting untuk
memperlancar aktivitas perusahaan sehingga tercapai sasaran dan target yang
diharapkan. Agar aktivitas perusahaan berjalan dengan lancar maka perusahaan
harus memiliki organisasi dan manajemen yang baik. Perusahaan yang terdiri dari
beberapa bagian aktivitas yang berbeda-beda harus terkoordinasi sedemikian rupa
sehingga dapat mencapai sasaran dan target perusahaan dengan efisien yang
tinggi.
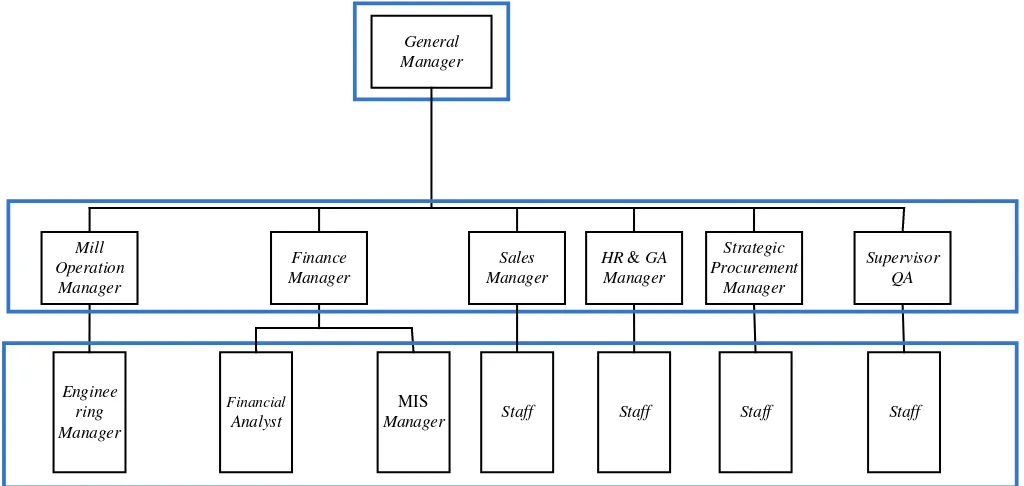
2.5.1 Struktur Organisasi
Struktur organisasi adalah suatu cara atau sistem untuk mengadakan
pembagian kerja, pembatasan tugas, tanggung jawab, dan wewenang serta
menetapkan hubungan-hubungan antar unsur organisasi yang satu dengan yang
lain sehingga memungkinkan orang untuk bekerja sama dalam mencapai tujuan.
Struktur organisasi yang digunakan di PT. Pusaka Prima Mandiri (PPM)
II-27
wewenang dari pimpinan tertinggi dilimpahkan kepada kepala bagian yang
mempunyai jabatan fungsional untuk dikerjakan kepada pelaksana.
Adapun struktur organisasi di PT. Pusaka Prima Mandiri (PPM) dapat
dilihat pada Gambar 2.1
2.5.2 Tugas dan Tanggung Jawab
Dalam menjalankan aktivitas sehari-hari di suatu perusahaan untuk
menghasilkan output dibutuhkan personil yang memegang jabatan tertentu dalam
organisasi, dimana tiap personil mempunyai tugas, wewenang, dan tanggung
jawab tersendiri dengan cakupan yang jelas.
Adapun uraian tugas dan tanggung jawab dari masing-masing jabatan
yang terdapat dalam struktur organisasi PT. Pusaka Prima Mandiri (PPM) adalah
sebagai berikut:
1. Manajer Umum (General Manager)
a. Memimpin dan mengawasi kegiatan perusahaan setiap hari.
b. Bertindak sebagai decision making untuk kepentingan dan kelangsungan
perusahaan sehingga tujuan utama perusahaan dapat tercapai.
c. Melakukan hubungan kerja dengan pihak pemerintah dan swasta.
2. Manajer Keuangan (Finance Manager)
a. Memeriksa dan menganalisa data, laporan aliran dana dan biaya
perusahaan.
b. Merencanakan dan mengawasi setiap aktivitas keuangan perusahaan.
II-28
3. Manajer Operasi (Mill Operation Manager)
a. Bertanggung jawab penuh terhadap jalannya proses produksi.
b. Mengawasi dan mengevaluasi setiap kegiatan produksi.
4. Supervisor Quality Assurance
a. Bertanggung jawab penuh terhadap pelaksanaan pengendalian kualitas.
b. Melakukan kerjasama dengan pihak produksi untuk meningkatkan mutu
dari produk.
5. Manajer Keteknikan (Engineering Manager)
a. Mengawasi setiap operasi mesin-mesin produksi yang ada di lantai pabrik.
b. Mengawasi pelaksanaan perawatan mesin, peralatan atau fasilitas
pendukungnya agar produksi dapat berjalan dengan baik.
c. Melakukan koordinir untuk memperbaiki mesin-mesin atau peralatan yang
tidak berfungsi sebagaimana mestinya.
6. Manajer Pembelian (Strategic Procurement Manager)
a. Melakukan hubungan dengan pihak supplier untuk pembelian bahan baku
dan bahan penolong.
b. Membuat jadwal ordering barang berdasarkan request dari bagian-bagian
tertentu.
c. Melakukan persetujuan terhadap kontrak pembelian bahan baku dan bahan
penolong dari pihak supplier.
7. Manajer Personalia (Human Resources & General Affairs Manager)
a. Mengatur seluruh kegiatan yang berhubungan dengan kepegawaian dan
II-29
b. Membimbing dan mengarahkan bawahan dalam pelaksanaan pekerjaan.
c. Menjalin dan membina kerjasama dengan pihak luar, baik dengan
perusahaan lain maupun pejabat yang menangani ketenagakerjaan.
8. Manajer MIS (Management Information System)
a. Merencanakan sistem informasi yang ada di perusahaan agar berjalan
dengan baik.
b. Mengawasi kegiatan perusahaan dalam hal penyaluran informasi.
c. Membuat saluran LAN (Local Area Network) yang menghubungkan setiap
bagian didalam perusahaan.
9. Financial Analyst
a. Melakukan pemeriksaan kegiatan internal perusahaan baik di kantor
maupun di pabrik agar sesuai dengan prosedur yang ditetapkan.
b. Menangani perencanaan budget perusahaan.
c. Merencanakan dan mengontrol rencana pengeluaran biaya perusahaan.
10. Bagian Administrasi Penjualan dan Pemasaran
Merencanakan, mengkoordinir dan mengawasi kegiatan perusahaan dalam
hal pemasaran kertas rokok serta menangani urusan administrasi penjualan.
11. Staff
Membantu dan memberikan saran serta pelayanan kepada fungsi lini dalam
II-30
General Manager
Finance Manager Mill
Operation Manager
Sales Manager
HR &GA Manager
Strategic Procurement
Manager
Supervisor QA
Enginee ring Manager
MIS Manager
Financial
[image:31.842.178.690.170.413.2]Analyst Staff Staff Staff Staff
Gambar 2.1 Struktur Organisasi PT. Pusaka Prima Mandiri (PPM)
Sumber: PT. Pusaka Prima Mandiri
II
2.5.3 Jumlah Tenaga Kerja dan Jam Kerja Perusahaan
Jumlah tenaga kerja pada PT. Pusaka Prima Mandiri adalah sebanyak 201
orang yang terdiri atas 178 orang laki-laki dan 23 orang wanita. Tenaga kerja di
perusahaan ini dapat digolongkan atas staf dan karyawan. Golongan staf adalah
pekerja pada tingkat manajer, kepala bagian, dan pekerja yang tidak bekerja pada
bagian produksi. Sedangkan, golongan karyawan adalah pekerja yang bekerja
pada bagian produksi, termasuk satpam. Staf bekerja pada hari Senin sampai
Jumat dengan jumlah jam kerja 7 jam sehari. Jadwal kerja staf dapat dilihat pada
Tabel 2.1
Tabel 2.1 Jam Kerja Staf
Hari Waktu Kerja Waktu Istirahat
Senin – Jumat 08.30 – 17.00 WIB 12.00 – 13.30 WIB
Sumber: PT. Pusaka Prima Mandiri
Untuk karyawan, jadwal kerja dibagi atas 3 shift/hari, dimana jam kerja
pada hari Senin sampai Minggu adalah selama 7 jam/shift. Jadwal jam kerja
karyawandapat dilihat pada Tabel 2.2
Tabel 2.2 Jam Kerja Karyawan
Shift Kerja Waktu Kerja Waktu Istirahat
Shift I 07.00 – 15.00 WIB 12.00 – 13.00 WIB
Shift II 15.00 – 23.00 WIB 18.00 – 19.00 WIB
Shift III 23.00 – 07.00 WIB 02.00 – 03.00 WIB
Sumber: PT. Pusaka Prima Mandiri
2.5.4 Sistem Penggajian Karyawan dan Fasilitas
PT. Pusaka Prima Mandiri (PPM) memiliki 3 sistem pengupahan, yaitu:
V-32
Upah bulanan diberikan kepada karyawan yang sudah tetap, dimana
jumlahnya ditentukan berdasarkan kebijakan pemerintah.
b. Upah Borongan
Upah borongan diberikan kepada karyawan yang bekerja pada masa tertentu,
dimana jumlahnya disesuaikan dengan perjanjian antara perusahaan dengan
pekerja tersebut.
c. Upah Harian
Upah harian diberikan kepada pekerja harian lepas dan pembayarannya
dilakukan per hari.
PT. Pusaka Prima Mandiri (PPM) memiliki sistem laporan penilaian
kinerja yang digunakan untuk menentukan prestasi kerja serta kenaikan gaji atau
upah terhadap karyawan. Adapun sistem laporan penilaian tersebut sebagai
berikut:
a. Kualitas Kerja
Karyawan dapat melaksanakan pekerjaannya sesuai prosedur kerja dan
mencapai hasil yang memuaskan.
b. Kuantitas Kerja
Karyawan mampu melaksanakan pekerjaannya lebih banyak dari rata-rata.
c. Pengetahuan Kerja
Karyawan mampu menguasai seluk beluk pekerjaannya dengan baik.
V-33
Karyawan melaksanakan pekerjaannya tepat waktu sesuai dengan instruksi
atasan.
e. Kerjasama
Karyawan dapat bekerjasama dan membina hubungan baik dengan seluruh
rekan sekerja, sehingga dapat menciptakan suasana kerja yang kondusif.
f. Inisiatif
Karyawan mampu mengemukakan ide-ide dan saran yang membangun untuk
kebaikan perusahaan.
g. Loyalitas pada Perusahaan
Karyawan mampu menjaga nama baik perusahaan.
h. Kehadiran Kerja
Karyawan selalu datang tepat waktu sesuai dengan jadwal kerja.
i. Keselamatan Kerja
Karyawan dapat melaksanakan pekerjaannya sesuai prosedur dan peraturan
keselamatan kerja yang berlaku.
PT. Pusaka Prima Mandiri juga memberikan berbagai insentif bagi
karyawan, sebagai berikut:
1. Memberikan THR (Tunjangan Hari Raya)
2. Memperhatikan kebutuhan rohani karyawan
3. Jaminan sosial untuk tenaga kerja (Jamsostek)
4. Jaminan kesehatan antara lain, cuti sakit, cuti khusus, karena perkawinan atau
V-34
Fasilitas kerja juga diberikan PT. Pusaka Prima Mandiri (PPM) kepada
seluruh karyawan, seperti:
1. Memberikan pakaian kerja kepada setiap tenaga kerja.
2. Memberikan fasilitas pengobatan secara cuma-cuma pada setiap tenaga kerja.
3. Menyediakan perlengkapan keselamatan dan kesehatan kerja yang diperlukan
para karyawan, seperti helm, masker, sarung tangan, dan sepatu boat.
2.6 Proses Produksi
2.6.1 Bahan-bahan yang Digunakan
Bahan-bahan yang digunakan oleh PT. Pusaka Prima Mandiri dalam
melaksanakan proses produksinya adalah sebagai berikut:
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
pada proses produksi dan memiliki persentase yang besar dibandingkan
bahan-bahan lainnya. Bahan baku yang digunakan dalam proses produksi
adalah:
a. Pulp Serat Panjang (Needle Bleached Kraft Pulp) digunakan sebagai
kerangka dasar struktur, menjaga kekuatan kertas sewaktu masih dalam
keadaan basah, dan mempertahankan kekuatan kertas agar tidak mudah
putus pada proses pembuatan maupun pada mesin pembuat kertas rokok.
b. Pulp Serat Pendek (Leaf Bleached Kraft Pulp) digunakan sebagai
V-35
c. Kertas Bekas (Broke) digunakan untuk membantu kerataan formasi kertas
serta kelengkungan.
2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk memperlancar proses
produksi, tetapi tidak tampak di bagian akhir produk. Bahan penolong yang
digunakan adalah:
1. Precipitated Calcium Carbonate digunakan sebagai filler (bahan pengisi)
kertas, pemerata pori-pori (porosity) dan memutihkan kertas (whiteness).
2. Cationic Retention Aid (CRA/Starch) digunakan sebagai pengikat partikel
buburan sehingga menghasilkan buburan pulp yang homogen dan
menambah kekuatan kertas pada waktu basah maupun kering dan
mengurangi lose pada wire.
3. Anti Foam (Defoamer) digunakan untuk mencegah buih-buih agar tidak
masuk ke dalam kertas.
4. Pencegah Bakteri (Biocide) digunakan sebagai pembunuh bakteri untuk
mencegah penggumpalan bakteri (slime pot).
5. Citric Acid, Anhydrous C6H8O7 Kering digunakan sebagai zat pembakar
dalam kertas yang harus dinetralkan dengan KOH.
6. Potassium Hydroxide KOH digunakan untuk menetralisir Citic Acid
sebelum diaplikasikan ke mesin distribusi.
7. Bahan Penggumpal (Coagulant) digunakan untuk pengolahan air sungai
(water treatment).
V-36
3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan
berfungsi meningkatkan mutu produk serta merupakan bagian dari produk
akhir. Bahan tambahan yang digunakan adalah:
1. Kertas pembungkus digunakan untuk membungkus kertas rokok dalam
ukuran ream.
2. Core digunakan sebagai inti dari gulungan kertas selama proses
penggulungan baik di paper machine maupun di bagian finishing.
3. Kertas Koran digunakan untuk mengepak hasil produksi.
4. Label atau Etiket digunakan sebagai pengenal nama perusahaan yang
ditempel pada kertas pembungkus produk.
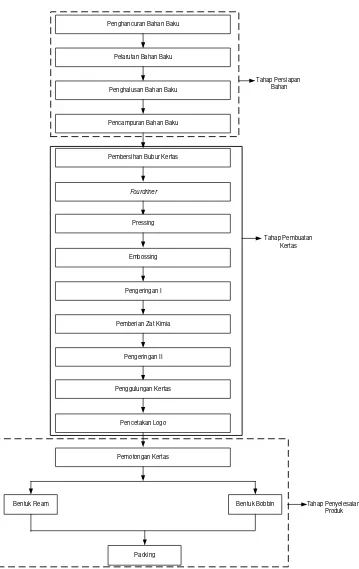
2.6.2 Uraian Proses Produksi
Proses produksi kertas rokokdi PT. Pusaka Prima Mandiri terbagi atas tiga
tahapan utama, yaitu tahapan persiapan, tahapan proses pembuatan kertas di
paper machine, dan tahapan penyelesaian produk.
2.6.2.1 Tahapan Persiapan
Bahan yang digunakan ada tiga yaitu pulp NBKP, LBKP, dan CaCO3.
a. Pengolahan NBKP (Needle Bleached Kraft Pulp = Kertas Serat Panjang)
Bahan baku NBKP dimasukkan ke dalam hdyra pulper dengan mengunakan
konveyor. hdyra pulper ini menggunakan tangki untuk menguraikan
serat-serat pulp yang dicampur dengan white water sebagai pengencer. Didalam
hdyra pulper terdapat pisau sebagai alat pemotong lembaran pulp sehinggan
V-37
secara batch setiap 10-20 menit. Bahan baku ini digunakan sebanyak 1,5 bal
untuk satu kali pelarutan. Kemudian buburan NBKP ditransfer ke wood dump
chest sebagai tempat penampungan sementara yang didalamnya terdapat
agiator (pengaduk) untuk membuat konsistensi bubur tetap terjaga. Lalu
buburan NBKP dipompakan ke refiner. Refiner merupakan suatu alat yang
berfungsi untuk memotong dan memecahkan serat sehingga serat-serat
menjadi lebih halus. Kemudian buburan yang telah halus ini ditampung di
refiner chest, dan dijaga konsistensinya sama dengan sebelum mixing.
b. Pengolahan LBKP (Leaf Bleached Kraft Pulp = Kertas Serat Pendek)
LBKP sekitar 1,5 bal dihancurkan selama 10-20 menit untuk mendapatkan
konsistensi 38-40 gr/ltr. Proses juga berlangsung secara batch. Pelarutan
LBKP dilakukan di hydra pulper bergantian dengan NBKP, setelah itu
dipompa ke dalam storage chest, sebagai tempat penampungan sementara.
Larutan terus diaduk agar tidak mengendap sehingga kosistensinya tetap.
c. Pengolahn Broke
Buburan broke yang diproses di stock preparation ini berasal dari dry broke
dan wet broke. Khusus untuk dry broke sebelum masuk ke mixing chest
terlebih dahulu dihancurkan di sydra pulper untuk dibuat buburan dengan
kosistensi tertentu, selanjutnya buburan broke ditransfer ke super vibrator
yang fungsinya hamper sama dengan refiner yaitu memecah gumpalan serat.
Sedangkan untuk wet broke aliran prosesnya hamper sama dengan dry broke
tetapi melalui super vibrator karena wet broke tersebut berupa serat-serat yang
V-38
d. Pengolahan Kalsium Karbonat
Kalsium karbonat dilarutkan di dissolving tank sesuai dengan kebutuhan,
tetapi biasanya dilarutkan sebanyak 125 kg untuk dicampur dengan 2000 liter
air. Larutan diaduk selama 15 menit agar kosistensinya terjaga. Hasil larutan
kalsium karbonat disaring dengan vibrating screen dengan ukuran 100 mesh.
e. Pencampuran Bahan Baku
Bahan baku seperti NBKP, LBKP, broke dan kalsium karbonat yang sudah
dihaluskan kemudian dicampur di dalam mixing chest dengan komposisi yang
berlainan sesuai dengan grade kertas rokok yang diinginkan oleh pihak
konsumen. Selama proses pencampuran akan timbul buih karena adanya
oksigen dan ditambahkan deformer untuk menghilangkan buih tersebut.
Setelah dari mixing chest campuran tersebut kemudian dipindahkan dan
ditampung pada machine chest dan siap diolah di paper machine.
2.6.2.2 Tahapan Proses Pembuatan Kertas di Paper Machine
Tahapan proses pembuatan kertas di paper machine adalah:
a. Pembersihan bubur kertas
Larutan pulp dari machine chest dibersihkan kotorannya melalui centi cleaner
agar endapan di dalam buburan kertas seperti pasir dan juga benda-benda
padatan lainnya, biji besi, batu kerikitl, dan lain-lain dapat disaring dan
dikeluarkan. Kemudian larutan digiling kembali dan dihaluskan melalui stock
master refiner sehingga kosistensinya tinggal 24–28 gr/ltr, dan kemudian
buburan dimasukkan melalui high pressure screen ke fourdinier.
V-39
Buburan dari high pressure screen dimasukkan ke dalam head box untuk
dibagi rata atas wire yang berjalan. Buburan di atas wire tersebut diayak dan
diatur sedemikian rupa agar berat dasar (basis weight) kertas diperoleh. Berat
dasar kertas pada pembuatan kertas rokok merupakan elemen/parameter yang
terpenting sehingga proses ini sangat diperhatikan. Kemudian buburan
digiling lagi dengan dandy roll agar benar-benar homogen. Dan setelah itu,
buburan akan dibentuk menjadi lembaran-lembaran.
c. Pressing
Lembaran (sheet) kemudian ditarik oleh pick-up press untuk mengeluarkan air
yang masih dikandungnya, walaupun masih basah kertas tersebut sudah cukup
kuat untuk ditarik. Kandungan air sesudah proses ini diharapkan menjadi
sekitar 60-65%.
d. Embrossing
Setelah di press maka pada tahap ini dicetak garis-garis horizontal (verge
marking). Pencetakan ini dilakukan pada saat lembaran kertas melewati roll
yang sudah di set sesuai garis yang diinginkan.
e. Pengeringan I
Setelah dibentuk garis, kertas dikeringkan secara bertahap pada dryer I.
Pengeringan ini dilakukan pada roll dryer yang berjumlah sepuluh roll.
Dimana lembaran tersebut secara bergantian melewati roll-roll dan panas dari
roll tersebut akan mengeringkan kertas.
V-40
Kertas yang sudah dikeringkan kemudian dimasukkan ke dalam size press,
yang kemudian ditambahkan zat kimia pada kertas dengan menyentuhkan
kertas pada roll yang berputar.
g. Pengeringan II
Kertas yang ditambahkan zat kimia kembali basah sehinggan dilakukan
pengeringan kembali melalui dryer II dimana dryer tersebut berbentuk roll
sebanyak lima buah.
h. Penggulungan Kertas
Kertas yang sudah kering kemudian digulung dengan on rell sehingga
berbentuk gulungan besar atau disebut dengan jumbo roll.
i. Pencetakkan Logo
Jumbo roll dari on reel kemudian diberi logo perusahaan (merek) dari
konsumen yang memesan. Jumbo roll ini telah melewati tahapan pemeriksaan
bagian pengendalian mutu (laboratorium). Apabila pada proses repping ini
masih dijumpai kertas yang tidak memenuhi standar maka bagian repping
harus membuangnya (sebagai broke) setebal 1 cm.
j. Pemotongan Kertas
Roll yang lebih kecil dari repping machine kemudian dipotong kembali
menjdi roll dengan ukuran sesuai dengan permintaan konsumen pada roll
slitter. Dari roll slitter selanjutnya dibawa ke mesin ream cutter ataupun
bobbin slitter. Pada proses ini juga dilakukan pemeriksaan kembali.
V-41
Pada tahap ini, rol-rol kertas rokok dibagi menurut bentuk kertas yang
akan diproduksi. Kegiatan-kegiatan yang ada antara lain:
1. Ream cutter
Rol-rol kecil dari roll sliter dipotong menjadi lembaran-lembaran (ream).
tahap ini, kertas masih diperiksa untuk terakhir kalinya, pemeriksaan yang
dilakukan adalah:
a. cutting, oleh dilakukan pemeriksaan pada hasil pemotongan mesin.
Apabila pemotongan kasar, maka kertas akan dibuang menjadi broke.
b. penampilan fisik, dilakukan pemeriksaan pada kebersihan kertas. Jika
kertas kotor akan dibuang dan dijadikan broke.
c. rectangular, dilakukan pemeriksaan pada kertas berbentuk ream, kertas
dilipat dan diperiksa apakah simetris atau tidak.
2. Bobbin slitter
Rol-rol dari slitter dipotong lagi pada bagian ini menjadi beberapa bobbin.
Pada tahap ini, kertas yang berbentuk bobbin masih diperiksa lagi untuk
terakhir kalinya. Pemeriksaan yang dilakukan adalah:
a. cutting, dilakukan pemeriksaan pada hasil pemotongan mesin. Apabila
pemotongan kasar, maka kertas akan dibuang menjadi broke.
b. penampilan fisik, dilakukan pemeriksaan pada kebersihan kertas. Jika
kertas kotor akan dibuang dan dijadikan broke.
c. Hasil penggulungan, dilakukan pemeriksaan pada kertas berbentuk
bobbin. Bobbin yang sudah dipotong, diperiksa gulungannya apakah rapi
V-42
3. Packaging
Produk jadi dibungkus dengan pembungkus, kemudian dipindahkan ke
gudang barang jadi untuk selanjutnya dikirimkan ke konsumen atau pabrik
rokok.
Blok diagram proses pembuatan kertas rokok diperlihatkan pada Gambar
2.2
2.7 Mesin dan Peralatan
2.7.1 Mesin Produksi
Mesin-mesin yang digunakan dalam melaksanakan kegiatan produksi
kertas rokokdi PT. Pusaka Prima Mandiri yaitu:
1. Tangki Penampungan
a. Wood Dump Chest digunakan menampung larutan NBKP yang berasal
dari hydra pulper sebelum diproses pada refiner.
b. Wood refiner chest digunakan menampung larutan NBKP yang berasal
dari refiner sebelum dimasukkan ke dalam mixing chest.
c. Storage chest digunakan menampung larutan LBKP yang berasal dari
hydra pulper sebelum dimasukkan ke dalam mixing chest.
d. Super vibrator chest digunakan menampung broke dari super vibrator
sebelum dimasukkan ke dalam broke chest.
e. Broke chest digunakan menampung broke yang sudah dihancurkan pada
rotary screen (wet broke) dan super vibrator chest sebelum dimasukkan ke
V-43
f. Mixing chest digunakan mencapur NBKP, LBKP, dan broke menjadi satu
untuk kemudian dialirkan ke dalam machine chest.
g. Machine chest digunakan menampung campuran larutan pulp sebelum
diproses dalam paper machine.
2. Tangki pengolahan pulp
a. Hydra Pulper digunakan menghancurkan dan melarutkan NBKP dan
LBKP menjadi larutan pulp yang kemudian dialirkan ke dalam.
b. Sydra Pulper digunakan melarutkan broke yang kemudian dialirkan ke
super vibrator.
c. Super Vibrator digunakan menghancurkan dan menghaluskan broke yang
kemudian dialirkan ke broke chest.
d. Twin Hydralic Refiner digunakan menghancurkan dan menghaluskan
NBKP yang kemudian dialirkan ke refiner chest.
e. Pompa digunakan memompakan larutan pulp melalui pia-pipa dari satu
tangki ke tangki yang lain.
3. Mesin
a. Head of machine untuk mengencerkan buburan dan membersihkan serta
mengatur laju buburan.
- Centi cleaner, yang terdiri dari pipa kerucut untuk memisahkan kotoran
dari pulp.
- Rotary screen, untuk menyaring pulp atau serat yang kasar yang
V-44
- Constant level tank, untuk menstabilkan keadaan buburan dilengkapi
dengan alat otomatis 1 buah flow meter dan motor rised pulper.
b. Four driner untuk membentuk buburan menjadi lembaran/sheet.
c. Pick up press digunakan mengeluarkan air yang masih dikandung oleh
lembaran kertas.
d. Embosser digunakan mencetak garis-garis horizontal pada kertas.
e. Chemical applicator digunakan menambah bahan kimia agar kualitas pada
kertas bertambah baik.
f. Dryer digunakan mengeringkan lembaran kertas.
g. Roll slitter digunakan memotong jumbo roll menjadi roll yang lebih kecil.
h. Ream cutter digunakan memotong rol kecil menjadi lembaran ream.
i. Bobbin slitter digunakan memotong rol-rol kecil menjadi gulungan atau
bobbin.
j. Repping machine digunakan mencetak garis atau pola sesuai dengan
permintaan konsumen.
k. Bobbin reaclemer digunakan memperbaiki bobbin yang rusak dari bobbin
slitter.
2.7.2 Peralatan
Peralatan (equipment) yang digunakan pada proses pembuatan kertas di
PT. PPM adalah:
V-45
Fungsi : Memompakan larutan bubur kertas melalui pipa-pipa dari tangki
yang satu ke tangki yang lain.
Kapasitas : 1,5 m3/ mnt Putaran : 980 rpm
Arus : 33,2 A
Jumlah : 28 Unit
2. Hinged Forklift
Forklift digunakan untuk mengangkut jumbo roll ke daerah finishing untuk
dipotong pada mesin-mesin roll slitter. Selain itu juga digunakan untuk
mengangkut barang jadi ke gudang jadi.
3. Hoist Crane
Crane digunkan untuk mengangkut jumbo roll ke daerah repping machine.
Operasi pemakaiannya dikendalikan dengan switch gantung dari lantai.
2.7.3 Utilitas
Utilitas dalam sebuah pabrik adalah unit pembantu produksi yang tidak
terlibat secara langsung terhadap bahan baku, tetapi penunjang proses agar
produksi dapat berjalan lancar. Sarana pendukung yang ada di pabrik PT. PPM
V-46
Penghancuran Bahan Baku
Pelarutan Bahan Baku
Penghalusan Bahan Baku
Pencampuran Bahan Baku
Pembersihan Bubur Kertas
Fourdriner
Pressing
Embossing
Pengeringan I
Pemberian Zat Kimia
Pengeringan II
Penggulungan Kertas
Pencetakan Logo
Pemotongan Kertas
Bentuk Ream Bentuk Bobbin
Packing
Tahap Persiapan Bahan
Tahap Pembuatan Kertas
Tahap Penyelesaian Produk
[image:47.595.128.487.104.673.2]Sumber: PT. Pusaka Prima Mandiri
V-47
BAB III
LANDASAN TEORI
3.1 Pengertian Kualitas
Meskipun tidak ada defenisi kualitas yang bisa diterima secara universal,
dari defenisi- defenisi yang ada terdapat beberapa kesamaan yaitu dalam
elemen-elemen sebagai berikut:
1. Kualitas meliputi usaha memenuhi atau melebihi harapan pelanggan.
2. Kualitas mencakup produk, jasa, manusia, proses, dan lingkungan.
3. Kualitas merupakan kondisi yang selalu berubah (misalnya apa yang dianggap
kurang berkualitas pada masa mendatang).
Dengan berdasarkan elemen-elemen tersebut, Goetsch dan Davis (1994)
membuat defenisi mengenai kualitas yang lebih luas cakupannya. Defenisi
tersebut adalah “Kualitas merupakan suatu kondisi dinamis yang berhubungan
dengan produk, jasa, manusia, proses, dan lingkungan yang memenuhi atau
melebihi harapan”
3.2 Pengendalian Kualitas
Juran (1962) mendukung pendelegasian pengendalian kualitas kepada
tingkat paling bawah dalam organisasi melalui penempatan karyawan ke dalam
swakendali (self-control). Pengendalian kualitas melibatkan beberapa aktivitas
yaitu :
V-48
2. Membandingkan aktual dengan target / sasaran.
3. Mengambil tindakan atas perbedaan antara aktual dan target.
Pada dasarnya performansi kualitas dapat ditentukan dan diukur
berdasarkan karakteristik kualitas terdiri dari beberapa sifat atau dimensi yaitu:
1. Fisik seperti panjang, berat, diameter, tegangan, kekentalan, dan lain-lain.
2. Sensoris (berkaitan dengan panca indera) seperti rasa, penampilan, warna dan
bentuk, model.
3. Orientasi waktu seperti keandalan, kemampuan pelayanan, kemudahan
pemeliharaan, ketepatan waktu penyerahan produk, dan lain-lain.
4. Orientasi biaya seperti berkaitan dengan dimensi biaya yang menggambarkan
harga atau ongkos dari suatu produk yang harus dibayarkan oleh konsumen.
Pada dasarnya suatu pengukuran performansi kualitas dapat dilakukan
pada tiga tingkat yaitu tingkat proses, tingkat output dan tingkat outcome.
Pengendalian proses statistika dapat diterapkan pada ketiga tingkat pengukuran
performansi kualitas itu. Bagaimanapun, pengukuran performansi kualitas yang
akan dilakukan seharusnya memepertimbangkan setiap aspek dari proses
operasional yang mempengaruhi persepsi pelanggan tentang nilai kualitas. Perlu
dicatat pula bahwa informasi tentang kebutuhan pelanggan yang diperoleh melalui
riset pasar harus didefenisikan dalam bentuk yang tepat dan pasti melalui
atribut-atribut dan variabel-variabel itu. Selanjutnya atribut-atribut-atribut-atribut dan variabel-variabel
dari produk inilah yang kemudian merupakan basis dari pengendalian proses
statistika. Atribut – atribut dan variabel – variabel yang sesuai dalam pengukuran
V-49
variabel – variabel yang dipertimbangkan dalam pengukuran performansi kualitas
adalah sebagai berikut :
1. Performansi (performance), berkaitan dengan aspek fungsional dari produk itu.
2. Features, berkaitan dengan pilihan-pilihan dan pengembangannya.
3. Keandalan, berkaitan dengan tingkat kegagalan dalam penggunaan produk itu.
4. Serviceability, berkaitan dengan kemudahan dan ongkos perbaikan.
5. Konformansi, berkaitan dengan tingkat kesesuaian produk terhadap spesifikasi
yang telah ditetapkan sebelumnya berdasarkan keinginan pelanggan.
6. Durability, berkaitan dengan daya tahan atau masa pakai dari produk.
7. Estetika, berkaitan dengan desain dan kemasan dari produk itu.
8. Kualitas yang dirasakan bersifat subjektif, berkaitan dengan perasaan
pelanggan dalam mengonsumsi produk itu seperti meningkatkan gengsi, moral
dan lain-lain.
Pengendalian kualitas statistik merupakan teknik penyelesaian masalah
yang digunakan untuk memonitor, mengendalikan, menganalisis, mengelola dan
memperbaiki produk dan proses menggunakan metode-metode statistik.
Pengendalian kualitas statistik (Statistical Quality Control) sering disebut sebagai
pengendalian proses statistik (Statistical Process Control). Pengendalian kualitas
statistik dan pengendalian proses statistik memang dua istilah yang saling
dipertukarkan, yang apabila dilakukan bersama-sama maka pemakai akan melihat
gambaran kinerja proses masa kini dan masa mendatang.
V-50
Manajemen kualitas sering sekali disebut sebagai The Problem Solving,
sehingga manajemen kualitas dapat menggunakan metodologi dalam problem
solving tersebut untuk mengadakan perbaikan tersebut. Pakar kualitas W.
Edwards Deming mengajukan cara pemecahan masalah melalui Statistical
Process Control (SPC) atau Statistical Quality Control (SQC) yang dilandasi 7
(tujuh) alat statistik utama yaitu diagram sebab akibat, check sheet, diagram
pareto, control chart, histogram, stratifikasi, dan scatter diagram. Alat-alat ini
berguna dalam pengumpulan informasi yang objektif untuk dijadikan dasar
pengambilan keputusan.
1. Stratifikasi (Stratification)
Stratifikasi merupakan teknik pengelompokan data ke dalam kategori-kategori
tertentu, agar data dapat menggambarkan permasalahan secara jelas sehingga
kesimpulan-kesimpulan dapat lebih mudah diambil.
2. Lembar Pemeriksaan(Check Sheet)
Lembar pemeriksaan (check sheet) merupakan alat pengumpul dan analisis
data. Tujuan digunakannya alat ini adalah untuk mempermudah proses
pengumpulan data bagi tujuan-tujuan tertentu dan menyajikannya dalam
bentuk yang komunikatif sehingga dapat dikonversikan menjadi informasi.
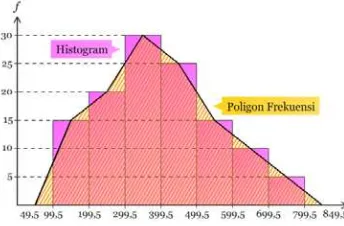
3. Diagram Histogram (Histogram Diagram)
Histogram merupakan suatu diagram yang dapat menggambarkan penyebaran
atau standar deviasi suatu proses. Data frekuensi yang diperoleh dari
pengukuran yang diperoleh menunjukkan suatu puncak pada suatu nilai
V-51
yang menggambarkan frekuensi dalam bentuk batang disebut histogram. Alat
tersebut terutama digunakan untuk menentukan masalah dengan memeriksa
bentuk dispersi, nilai rata-rata, dan sifat dispersi. Contoh histogram dapat
[image:52.595.234.406.232.345.2]dilihat pada Gambar 3.1
Gambar 3.1 Histogram
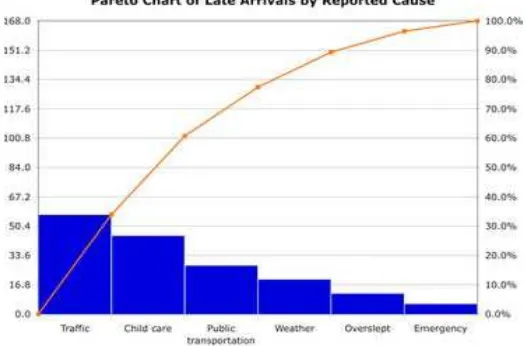
4. Diagram Pareto(Pareto Diagram)
Diagram pareto dinamai sesuai dengan penemunya, seorang bangsa Italia
bernama Wilfredo Pareto. Dalam diagram pareto dikenal istilah “vital
few-trivsl many”, yang artinya sedikit tetapi vital atau sangat penting, banyak
tetapi kurang vital atau hasilnya kurang penting (sedikit). Hal ini sesuai
dengan kejadian sehari-hari yang menunjukkan, bahwa dalam banyak hal,
permasalahan atau kerugian yang besar biasanya disebabkan oleh hal-hal atau
sebab-sebab yang jumlahnya sedikit. Konsep pareto mengajarkan agar pandai
menerapkan prinsip skala prioritas atau mendahulukan mana yang penting.
Diagram pareto merupakan alat yang digunakan untuk membandingkan
berbagai kategori kejadian yang disusun menurut ukurannya untuk
menentukan pentingnya atau prioritas kejadian-kejadian atau sebab-sebab
kejadian yang akan dianalisis, sehingga perhatian dapat dipusatkan pada
V-52
Diagram pareto ini merupakan suatu gambar yang mengurutkan klasifikasi
data dari kiri ke kanan menurut urutan rangking tertinggi hingga terendah. Hal
ini dapat membantu menemukan permasalahan yang paling penting untuk
segera diselesaikan (rangking tertinggi). Diagram pareto juga dapat
mengidentifikasi masalah yang paling penting yang mempengaruhi usaha
perbaikan kualitas dan memberikan petunjuk dalam mengalokasikan sumber
daya yang terbatas untuk menyelesaikan masalah. Contoh diagram pareto
[image:53.595.201.464.342.515.2]dapat dilihat pada Gambar 3.2
Gambar 3.2 Diagram Pareto
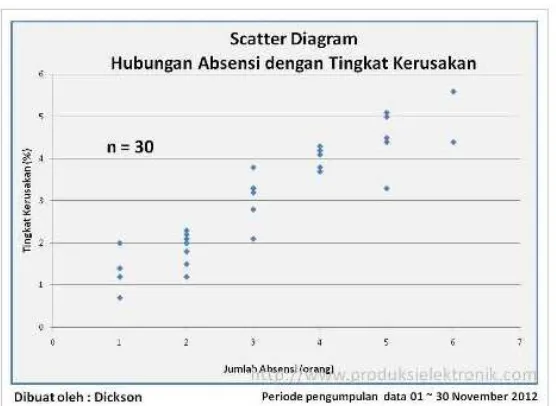
5. Diagram Pencar(Scatter Diagram)
Diagram pencar (scatter diagram) merupakan cara yang paling sederhana
untuk menentukan hubungan antara sebab dan akibat dari dua variabel.
Hubungan yang ingin diketahui tersebut adalah dalam arti yang sangat
sederhana, yaitu hanya menjawab apakah ada hubungan atau tidak, tanpa
memperhatikan atau mempedulikan sampai seberapa besar atau erat hubungan
V-53
kesimpulan sederhana dan relatif kasar yang dapat diperoleh. Pada dasarnya
diagram pencar merupakan alat interpretasi data yang digunakan untuk :
a. Menguji bagaimana kuatnya hubungan antara dua variabel.
b. Menentukan jenis hubungan dua variabel itu, apakah positif, negatif, atau
tidak ada hubungan.
Dua variabel yang ditunjukkan dalam digram pencar, dapat berupa:
1. Karakteristik kualitas dan faktor yang mempengaruhinya.
2. Dua karakteristik kualitas yang saling berhubungan.
3. Dua faktor yang saling berhubungan yang mempengaruhi karakteristik
kualitas.
[image:54.595.173.451.420.623.2]Contoh scatter diagram dapat dilihat pada Gambar 3.3
Gambar 3.3 Scatter Diagram
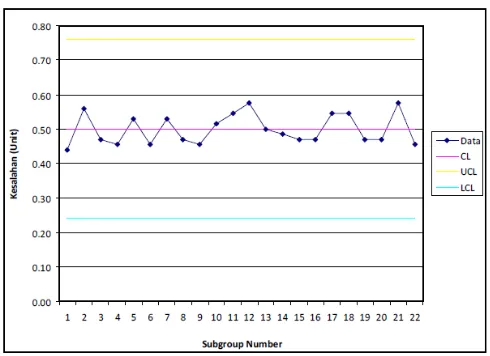
6. Peta Kontrol (Control Chart)
Peta kontrol pertama kali diperkenalkan oleh Dr. Walter Andrew Shewhart,
V-54
Shewhart. Maksud dari peta kontrol ini adalah untuk menghilangkan variasi
yang disebabkan oleh penyebab khusus dan umum. Pada dasarnya setiap peta
kontrol memiliki:
1. Garis tengah (Central Line), yang dinotasikan sebagai CL.
2. Sepasang batas kontrol (Control Limits). Satu batas kontrol ditempatkan di
atas CL yang dikenal dengan batas kontrol atas (Upper Control Limit),
yang dinotasikan sebagai UCL. Sedangkan yang satu lagi batas kontrolnya
ditempatkan di bawah CL yang dikenal dengan batas kontrol bawah
(Lower Control Limit), yang dinotasikan sebagai LCL.
3. Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaan
dari proses. Jika nilai yang diplot di peta kontrol masih berada dalam batas
kontrol, maka proses yang berlangsung dianggap terkontrol. Sedangkan
jika nilai diplot berada di luar batas kontrol, maka proses dianggap di luar
kontrol sehingga perlu diambil tindakan perbaikan.
Batas kontrol adalah suatu batas atas dan batas bawah dari suatu proses
yang selalu berfluktuasi, dimana dengan mudah dapat diidentifikasi apakah suatu
proses dapat dikatakan terkendali atau tidak. Adapun contoh dari peta kontrol
V-55
Gambar 3.4 Peta Kontrol
Peta kontrol dapat digunakan untuk tiga tujuan yaitu:
1. Untuk membantu mengidentifikasi sebab khusus variasi dan menciptakan
status pengendalian statistik.
2. Untuk mengawasi proses dan menandakan kapan