BAB III
LANDASAN TEORI
3.1 Pengertian Mutu2
Mutu adalah salah satu sasaran penentuan posisi yang penting bagi pemasar .
Mutu produk mencerminkan kemampuan produk untuk menjalankan fungsinya. Mutu
produk mancakup daya tahan, keandalan, kekuatan, kemudahan penggunaan dan
reparasi produk dan cirri-ciri bernilai lainnya. Sebagian dari cirri-ciri ini dapat diukur
secara objektif. Namun, dari sudut pandang pemasar, mutu seharusnya diukur melalui
presepsi pembeli.
3.2 Pengendalian Kualitas3
Pengendalian kualitas merupakan suatu system verifikasi dan penjagaan/perawatan
dari suatu tingkat atau derajat kualitas produk atau proses yang dikehendaki dengan
perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus menerus
serta tindakan korektif bilamana diperlukan. Jadi pengendalian kualitas tidak hanya kegiatan
inspeksi ataupun menentukan apakah produk itu baik (aset) atau jelek (reject).
Pengendalian kualitas dilakukan mulai dari proses input informasi/bahan baku dari
pihak marketing dan purchasing hingga bahan baku tersebut masuk kepabrik dan bahan baku
itu diolah (fase transformasi) yang akhirnya dikirim ke pelanggan. Bahkan pengendalian
kualitas juga dilakukan setelah adanya purna jual. Untuk memenuhi semua kebutuhan ini
2
Widjaja Tungggal Amin, 1993, Manajemen Mutu Terpadu, Jakarta:PT. Rineka Cipta (Hal. 2-3)
3
tentunya perlu adanya berbagai macam tool yang mampu mempresentasikan data yang
dibutuhkan dan menganalisa data tersebut hingga didapat suatu kesimpulan.
Pengendalian kualitas melibatkan beberapa aktivitas yaitu :
1. Mengevaluasi kerja aktual (actual performace)
2. Membandingkan aktual dengan target / sasaran.
3. Mengambil tindakan atas perbedaan antara aktual dan target.
Pada dasarnya performansi kualitas dapat ditentukan dan diukur berdasarkan
karakteristik kualitas terdiri dari beberapa sifat atau dimensi yaitu:
1. Fisik seperti panjang, berat, diameter, tegangan, kekentalan, dan lain-lain.
2. Sensoris (berkaitan dengan panca indera) seperti rasa, penampilan, warna dan
bentuk, model.
3. Orientasi waktu seperti keandalan, kemampuan pelayanan, kemudahan
pemeliharaan, ketepatan waktu penyerahan produk, dan lain-lain.
4. Orientasi biaya seperti berkaitan dengan dimensi biaya yang menggambarkan
harga atau ongkos dari suatu produk yang harus dibayarkan oleh konsumen.
Pada dasarnya suatu pengukuran performansi kualitas dapat dilakukan pada
tiga tingkat yaitu tingkat proses, tingkat output dan tingkat outcome. Pengendalian
proses statistika dapat diterapkan pada ketiga tingkat pengukuran performansi kualitas
itu. Bagaimanapun, pengukuran performansi kualitas yang akan dilakukan seharusnya
memepertimbangkan setiap aspek dari proses operasional yang mempengaruhi
persepsi pelanggan tentang nilai kualitas. Perlu dicatat pula bahwa informasi tentang
kebutuhan pelanggan yang diperoleh melalui riset pasar harus didefenisikan dalam
bentuk yang tepat dan pasti melalui atribut-atribut dan variabel-variabel itu.
merupakan basis dari pengendalian proses statistika. Atribut – atribut dan variabel –
variabel yang sesuai dalam pengukuran akan berbeda untuk setiap organisasi, tetapi
pada umumnya atribut – atribut dan variabel – variabel yang dipertimbangkan dalam
pengukuran performansi kualitas adalah sebagai berikut :
1. Performansi (performance), berkaitan dengan aspek fungsional dari produk itu.
2. Features, berkaitan dengan pilihan-pilihan dan pengembangannya.
3. Keandalan, berkaitan dengan tingkat kegagalan dalam penggunaan produk itu.
4. Serviceability, berkaitan dengan kemudahan dan ongkos perbaikan.
5. Konformansi, berkaitan dengan tingkat kesesuaian produk terhadap spesifikasi
yang telah ditetapkan sebelumnya berdasarkan keinginan pelanggan.
6. Durability, berkaitan dengan daya tahan atau masa pakai dari produk.
7. Estetika, berkaitan dengan desain dan kemasan dari produk itu.
8. Kualitas yang dirasakan bersifat subjektif, berkaitan dengan perasaan pelanggan
dalam mengonsumsi produk itu seperti meningkatkan gengsi, moral dan lain-lain.
Pengendalian kualitas statistik merupakan teknik penyelesaian masalah yang
digunakan untuk memonitor, mengendalikan, menganalisis, mengelola dan memperbaiki
produk dan proses menggunakan metode-metode statistik. Pengendalian kualitas statistik
(Statistical Quality Control) sering disebut sebagai pengendalian proses statistik (Statistical
Process Control). Pengendalian kualitas statistik dan pengendalian proses statistik memang
dua istilah yang saling dipertukarkan, yang apabila dilakukan bersama-sama maka pemakai
3.3. Teknik-Teknik Perbaikan Kualitas
Manajemen kualitas sering sekali disebut sebagai The Problem Solving, sehingga
manajemen kualitas dapat menggunakan metodologi dalam problem solving tersebut untuk
mengadakan perbaikan tersebut. Pakar kualitas W. Edwards Deming mengajukan cara
pemecahan masalah melalui Statistical Process Control (SPC) atau Statistical Quality Control
(SQC) yang dilandasi 7 (tujuh) alat statistik utama yaitu diagram sebab akibat, check sheet,
diagram pareto, control chart, histogram, stratifikasi, dan scatter diagram. Alat-alat ini
berguna dalam pengumpulan informasi yang objektif untuk dijadikan dasar pengambilan
keputusan.
1. Lembar Pemeriksaan (Check Sheet)
Lembar pemeriksaan (check sheet) merupakan alat pengumpul dan analisis data. Tujuan
digunakannya alat ini adalah untuk mempermudah proses pengumpulan data bagi
tujuan-tujuan tertentu dan menyajikannya dalam bentuk yang komunikatif sehingga dapat
dikonversikan menjadi informasi. Contoh check sheet dapat dilihat pada Gambar 3.1.
2. Stratifikasi (Stratification)
Stratifikasi merupakan usaha pengelompokan data ke dalam kelompok
kelompok yang mempunyai karakteristik yang sama. Kegunaan utama stratifikasi
adalah:
1. Melihat masalah secara lebih terarah dan mendalam
2. Mempermudah dalam pengambilan kesimpulan
3. Menghindari salah tafsir
4. Membantu untuk membuat check sheet, diagram pareto, dan histogram.
Memperbaiki kerusakan adalah pekerjaan yang sulit jika tidak ada stratifikasi
data. Kriteria stratifikasi yang efektif adalah:
1. Jenis kerusakan
2. Sebab kerusakan
3. Lokasi kerusakan
4. Material
5. Produk
6. Tanggal membuatnya
7. Kelompok kerja
8. Operator perorangan
Gambar 3.2. Stratifikasi Jumlah Kecacatan Produk
3. Diagram Histogram (Histogram Diagram)
Histogram merupakan suatu diagram yang dapat menggambarkan penyebaran atau
standar deviasi suatu proses. Data frekuensi yang diperoleh dari pengukuran yang diperoleh
menunjukkan suatu puncak pada suatu nilai tertentu. Variasi ciri khas kualitas yang dihasilkan
disebut distribusi. Angka yang menggambarkan frekuensi dalam bentuk batang disebut
histogram. Alat tersebut terutama digunakan untuk menentukan masalah dengan memeriksa
bentuk dispersi, nilai rata-rata, dan sifat dispersi. Contoh histogram dapat dilihat pada Gambar
3.3.
GambarGambar 3.3. Histogram Diagram
0 10 20 30 40 50
x1 x2 x3 x4
T
o
tal
C
ac
at
Jenis Cacat
Histogram Data Cacat
4. Diagram Pareto (Pareto Diagram)
Diagram pareto merupakan alat yang digunakan untuk membandingkan berbagai
kategori kejadian yang disusun menurut ukurannya untuk menentukan pentingnya atau
prioritas kejadian-kejadian atau sebab-sebab kejadian yang akan dianalisis, sehingga perhatian
dapat dipusatkan pada sebab-sebab yang mempunyai dampak terbesar terhadap kejadian
tersebut.
Diagram pareto ini merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri
ke kanan menurut urutan rangking tertinggi hingga terendah. Hal ini dapat membantu
menemukan permasalahan yang paling penting untuk segera diselesaikan (rangking tertinggi).
Diagram pareto juga dapat mengidentifikasi masalah yang paling penting yang mempengaruhi
usaha perbaikan kualitas dan memberikan petunjuk dalam mengalokasikan sumber daya yang
terbatas untuk menyelesaikan masalah. Contoh pareto diagram dapat dilihat pada Gambar
3.4.
5. Diagram Pencar (Scatter Diagram)
Scatter Diagram adalah gambaran yang menunjukkan kemungkinan hubungan
(korelasi) antara pasangan dua macam variabel. Walaupun terdapat hubungan namun
tidak berarti bahwa suatu variabel menyebabkan timbulnya variabel yang lain. Scatter
Diagram biasanya menjelaskan adanya hubungan antara dua variabel dan
menunjukkan keeratan hubungan tersebut.
Scatter Diagram juga dapat digunakan untuk mencek apakah suatu variabel
dapat digunakan untuk mengganti variabel yang lain. Sebagai contoh hubungan anatar
temperatur dengan volume suatu bahan (misalnya gas) adalah demikian erat sehingga
dengan mengukur temperatur dapat memperkirakan volumenya. Dengan demikian
daripada mengukur volume secara langsung, akan lebih murah dan lebih aman apabila
mengukur temperaturnya.
Melalui penggambaran data tersebut dalam scatter diagram, akan dapat
dilakukan analisa lebih lanjut, sejauhmana antara faktor x dan y memiliki korelasi,
yang dalam hal ini direpresentasikan sebagai nilai r (rho), yaitu nilai yang
menunjukkan tingkat keeratan hubungan antar faktor tersebut. Dikatakan kedua faktor
itu berhubungan sangat erat bila nilai rho mendekati angka + 1. Di samping itu, juga
akan dapat disimpulkan kecenderungan arah korelasi tersebut (positif atau negatif).
Korelasi memiliki kecenderungan positif bila setiap pertambahan faktor x
menyebabkan pertambahan faktor y, sebaliknya kecenderungan negatif bila setiap
pertambahan menyebabkan pengurangan faktor y. Korelasi memiliki kecenderungan positif
bila setiap pertambahan faktor x menyebabkan pertambahan faktor y, sebaliknya
kecenderungan negatif bila setiap pertambahan menyebabkan pengurangan faktor y. Contoh
gambar untuk scatter diagram dapat dilihat pada Gambar 3.5.
Gambar 3.5. Scatter Diagram
6. Peta Kontrol (Control Chart)
Peta kontrol pertama kali diperkenalkan oleh Dr. Walter Andrew Shewhart, oleh
karena itu peta kontrol ini juga sering disebut dengan peta kendali Shewhart. Maksud
dari peta kontrol ini adalah untuk menghilangkan variasi yang disebabkan oleh
penyebab khusus dan umum. Pada dasarnya setiap peta kontrol memiliki:
1. Garis tengah (Central Line), yang dinotasikan sebagai CL.
2. Sepasang batas kontrol (Control Limits). Satu batas kontrol ditempatkan di atas
CL yang dikenal dengan batas kontrol atas (Upper Control Limit), yang
di bawah CL yang dikenal dengan batas kontrol bawah (Lower Control Limit),
yang dinotasikan sebagai LCL.
3. Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaan dari
proses. Jika nilai yang diplot di peta kontrol masih berada dalam batas kontrol,
maka proses yang berlangsung dianggap terkontrol. Sedangkan jika nilai diplot
berada di luar batas kontrol, maka proses dianggap di luar kontrol sehingga perlu
diambil tindakan perbaikan.
Batas kontrol adalah suatu batas atas dan batas bawah dari suatu proses yang selalu
berfluktuasi, dimana dengan mudah dapat diidentifikasi apakah suatu proses dapat dikatakan
terkendali atau tidak. Contoh dari peta kontrol dapat dilihat pada Gambar 3.6.
Gambar 3.6. Control Chart
Peta kontrol dapat digunakan untuk tiga tujuan yaitu:
1. Untuk membantu mengidentifikasi sebab khusus variasi dan menciptakan status
2. Untuk mengawasi proses dan menandakan kapan proses tersebut keluar dari
batasan pengendalian.
3. Untuk menentukan kapabilitas proses.
Dalam membuat peta kendali pertama-tama yang harus dilakukan adalah
menentukan jenis data yang akan diolah dalam peta kendali. Jenis data yang akan
diolah terdiri dari data variabel (variables data) dan data atribut (attributes data).
Data variabel merupakan data kuantitatif yang diukur untuk keperluan analisis dan
data atribut merupakan data kualitatif yang dapat dihitung untuk pencatatan dan
analisis. Data atribut biasanya diperoleh dalam bentuk unit-unit ketidaksesuaian
dengan spesifikasi atribut yang ditetapkan.
6.1. Peta Kontrol P
Peta kontrol P adalah peta kontrol untuk mengamati proporsi atau perbandingan
antara produk yang cacat dengan total produksi. Dengan demikian, peta kontrol P
digunakan untuk mengendalikan proporsi dari item-item yang tidak memenuhi syarat
spesifikasi kualitas atau proporsi dari produk yang cacat yang dihasilkan dalam suatu
proses. Proporsi yang tidak memenuhi syarat didefinisikan sebagai rasio banyaknya
item yang tidak memenuhi syarat dalam suatu kelompok terhadap total banyaknya
item dalam kelompok itu. Item-item itu dapat mempunyai beberapa karakteristik
kualitas yang diperiksa atau diuji secara simultan oleh pemeriksa. Jika item-item itu
tidak memenuhi standar pada satu atau lebih karakteristik kualitas yang diperiksa,
item-item itu digolongkan sebagai tidak memenuhi syarat spesifikasi atau cacat.
Pembuatan peta kontrol P, dapat dilakukan mengikuti langkah-langkah berikut:
b. Hitung nilai proporsi cacat dan simpangan baku.
c. Hitung batas-batas kontrol 3-Sigma.
̅
̅ √ ̅ ̅
̅ √ ̅ ̅
Untuk peta kontrol atribut ini, ketika nilai LCL bernilai positif maka nilai LCL
diubah menjadi nol (LCL= 0). Hal ini dikarenakan jika nilai proporsi dari suatu
subgrup berada di bawah nilai LCL maka akan dianggap out of control (diluar
batas kendali), sedangkan dalam pengertian pengendalian kualitas suatu proses
produksi dikatakan memiliki kualitas baik apabila proporsi kecacatannya
mendekati nol. Untuk menghindari masalah seperti itu, maka batas kendali LCL
yang positif ini dibuat menjadi nol. Demikian juga untuk nilai LCL yang bernilai
negatif dibuat menjadi nol (LCL= 0), karena dalam kenyataan tidak ada proporsi
kecacatan yang bernilai negatif.
d. Plot atau tebarkan data proporsi (persentase) yang cacat dan lakukan pengamatan
apakah data itu berada dalam pengendalian statistikal.
6.2. Peta Kontrol U
Peta kontrol U mengukur banyaknya ketidaksesuaian per unit pemeriksaan
C, kecuali bahwa banyaknya ketidaksesuaian dinyatakan dalam basis per unit item.
Pembuatan peta kontrol U, dapat dilakukan mengikuti langkah-langkah berikut:
a. Menentukan ukuran contoh selama periode pengamatan.
b. Melakukan pengamatan untuk beberapa periode waktu.
c. Menghitung nilai rata-rata banyaknya ketidaksesuaian yang ditemukan per unit,
yaitu = total banyaknya ketidaksesuaian dibagi dengan banyaknya unit item yang
diperiksa. U
d. Menentukan nilai simpangan baku, yaitu : √ ̅ ⁄
e. Menghitung batas-batas kontrol 3-Sigma.
̅
̅ √ ̅
̅ √ ̅
f. Plot atau tebarkan data banyaknya titik spesifik yang tidak sesuai per unit item yang
diperiksa dan lakukan pengamatan apakah data itu berada dalam pengendalian statistikal.
7. Diagram Sebab dan Akibat (Cause and Effect Diagram)
Diagram sebab akibat adalah suatu diagram yang menunjukkan hubungan antara
sebab dan akibat. Diagram ini digunakan untuk menganalisis persoalan dan faktor
yang menimbulkan persoalan tersebut. Dengan demikian, diagram tersebut dapat
digunakan untuk menjelaskan sebab-sebab suatu persoalan. Berkaitan dengan proses
penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh
faktor-faktor penyebab itu. Diagram sebab akibat sering juga disebut Ishikawa Diagram
karena pertama kali diperkenalkan oleh Prof. Kaoru Ishikawa dari Universitas Tokyo
pada tahun 1943.
Pada dasarnya diagram sebab akibat dapat dipergunakan untuk kebutuhan-kebutuhan
seperti:
a. Untuk menyimpulkan sebab-sebab variasi dalam proses.
b. Membantu mengidentifikasi akar penyebab dari masalah.
c. Membantu membangkitkan ide-ide untuk solusi masalah.
d. Untuk memberikan petunjuk mengenai macam-macam data yang dikumpulkan.
e. Membantu dalam penyelidikan fakta lebih lanjut.
Langkah – langkah dalam pembuatan diagram sebab akibat, yaitu:
a. Menentukan dahulu apa yang menjadi masalah atau penyimpangan yang penting
dan mendesak untuk diselesaikan. Teknik menentukan masalah bisa dilakukan
dengan berbagai cara seperti digram pareto, distribusi frekuensi dan peta kontrol.
b. Tuliskan pernyatan masalah itu pada kepala ikan, yang merupakan akibat.
Tuliskan pada sisi sebelah kanan dari kertas, kemudian gambarkan tulang
belakang (anak panah dari kiri ke kanan) dan tempatkan pernyataan masalah itu
dalam kotak.
c. Tuliskan faktor-faktor penyebab utama yang menimbulkan masalah sebagai tulang
d. Jabarkan secara lebih rinci (penyebab sekunder), dinyatakan sebagai tulang-tulang
berukuran sedang lalu tulang-tulang berukuran kecil sebagai penyebab-penyebab
tersier.
e. Tentukan item-item yang penting dari setiap faktor dan tandailah faktor-faktor
penting tertentu yang kelihatannya memiliki pengaruh nyata terhadap masalah
utama.
f. Periksa apakah tiap item dalam diagram mempunyai hubungan sebab dan akibat
secara signifikan.
Contoh dari diagram sebab dan akibat dapat dilihat pada Gambar 3.7.
Gambar 3.7. Cause and Effect Diagram
3.4. FMEA (Failure Mode and Effect Analysis)4
Failure Mode and Effects Analysis (FMEA) merupakan proses yang sistematis
untuk mengidentifikasi potensi kegagalan yang akan timbul dalam proses dengan
4
tujuan untuk mengeliminasi atau meminimalkan resiko kegagalan produksi yang akan
timbul. Penggunaan FMEA diperkenalkan pertama sekali pada tahun 1920. Namun
pendokumentasian pertama dilakukan sejak tahun 1960 oleh National Aeronautics
Space Agency (NASA). Tujuannya untuk memperbaiki reliabilitas peralatan militer.
Tujuan utama dari FMEA adalah untuk menemukan dan memperbaiki permasalahan
utama yang terjadi pada setiap tahapan dari desain dan proses produksi untuk
mencegah produk yang tidak baik sampai ke tangan pelanggan, yang dapat
membahayakan reputasi dari perusahaan.
Konsep FMEA adalah sebagai alat perencanaan kualitas untuk
mengidentifikasi dan mengeliminasi potensi kegagalan atau kerusakan. FMEA juga
mengidentifikasi kegagalan (kemungkinan, mekanisme, pengaruh, mode deteksi,
kemungkinan pencegahan). Penerapan FMEA yang baik, bisa mencegah suatu
masalah. Mencegah suatu masalah akan jauh lebih baik dan efektif daripada
mengatasi masalah setelah masalah tersebut terjadi. Selain bermanfaat sebagai alat
analisis potensi kegagalan, FMEA juga berfungsi sebagai alat transfer knowledge
untuk generasi mendatang. Kegagalan yang pernah terjadi akan direkam dalam
FMEA. Dengan sistem ini, generasi mendatang bisa belajar dari kesalahan pendahulu
mereka. Arti FMEA secara harafiah adalah :
1. Failure yaitu prediksi kemungkinan kegagalan atau cacat
2. Mode yaitu penentuan mode kegagalan
3. Effect yaitu identifikasi pengaruh tiap komponen terhadap kegagalan
FMEA digunakan untuk mengidentifikasi karakteristik proses atau desain
kritis yang memerlukan pengendalian khusus untuk mencegah atau mendeteksi failure
mode. Peran FMEA antara lain:
1. Mengevaluasi sistematis produk dan proses.
2. Pembuktian kegagalan, identifikasi kegagalan.
3. Dokumentasi potensial untuk produk atau proses yang tidak memenuhi syarat.
Kegunaan FMEA adalah:
1. Meningkatkan kualitas, reliability, dan keamanan dari produk/servis /machinery
dan proses.
2. Meningkatkan company image dan daya saing.
3. Meningkatkan kepuasan konsumen (customer satisfaction).
4. Mengurangi waktu dan biaya untuk pengembangan produk (support integrated
product development).
5. Menyiapkan dokumentasi aksi yang perlu dilakukan untuk mereduksi resiko.
6. Mengurangi tingkat kegagalan dan garansi setelah produk berada di tangan
pelanggan.
FMEA terdiri dari beberapa jenis, antara lain sebagai berikut:
a. Process: berfokus pada analisa proses manufaktur dan assembly
b. Design: berfokus pada analisa produk sebelum proses produksi
c. Concept: berfokus pada analisa sistem atau subsistem dalam tahap awal desain
konsep.
d. Equipment: berfokus pada analisa desain mesin dan perlengkapan sebelum
e. Service: berfokus pada analisa jasa dari proses industri jasa sebelum diluncurkan ke
pelanggan.
f. System: berfokus pada analisa fungsi sistem secara global.
g. Software: berfokus pada analisa fungsi software.
Pada FMEA proses, FMEA digunakan untuk menghilangkan kegagalan yang
disebabkan oleh perubahan-perubahan dalam variabel proses, misal kondisi diluar
batas-batas spesifikasi yang ditetapkan seperti ukuran yang tidak tepat, tekstur dan
warna yang tidak sesuai, ketebalan yang tidak tepat, dan lain-lain.
Tahapan pembuatan FMEA secara umum yaitu:
1. Penentuan mode kegagalan yang potensial pada setiap proses
2. Penentuan dampak/efek kegagalan potensial
Dampak kegagalan potensial adalah dampak yang ditimbulkan dari suatu
kegagalan terhadap konsumen.
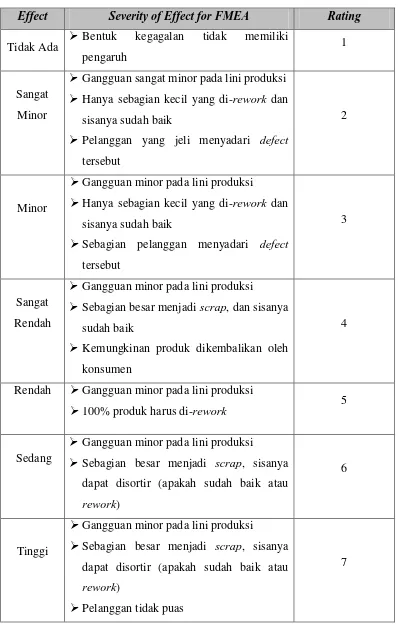
3. Penentuan Nilai Severity (S)
Severity adalah peringkat yang menunjukkan tingkat keseriusan efek dari suatu mode
kegagalan. Severity berupa angka 1 hingga 10, di mana 1 menunjukkan keseriusan
terendah (resiko kecil) dan 10 menunjukkan tingkat keseriusan tertinggi (sangat beresiko).
Tabel 3.1 Severity of Effect dalam FMEA Process
Effect Severity of Effect for FMEA Rating
Tidak Ada Bentuk kegagalan tidak memiliki pengaruh
1
Sangat
Minor
Gangguan sangat minor pada lini produksi Hanya sebagian kecil yang di-rework dan
sisanya sudah baik
Pelanggan yang jeli menyadari defect
tersebut
2
Minor
Gangguan minor pada lini produksi Hanya sebagian kecil yang di-rework dan
sisanya sudah baik
Sebagian pelanggan menyadari defect
tersebut
3
Sangat
Rendah
Gangguan minor pada lini produksi Sebagian besar menjadi scrap, dan sisanya
sudah baik
Kemungkinan produk dikembalikan oleh
konsumen
4
Rendah Gangguan minor pada lini produksi
100% produk harus di-rework 5
Sedang
Gangguan minor pada lini produksi Sebagian besar menjadi scrap, sisanya
dapat disortir (apakah sudah baik atau
rework)
6
Tinggi
Gangguan minor pada lini produksi Sebagian besar menjadi scrap, sisanya
dapat disortir (apakah sudah baik atau
rework)
Pelanggan tidak puas
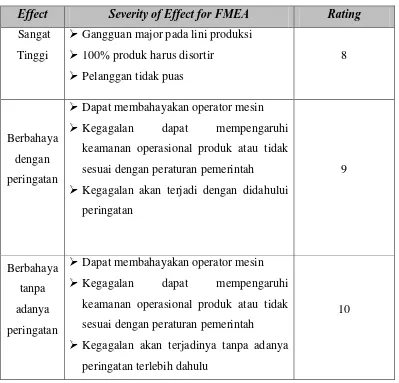
Tabel 3.1 Severity of Effect dalam FMEA Process (Lanjutan)
Effect Severity of Effect for FMEA Rating
Sangat
Tinggi
Gangguan major pada lini produksi 100% produk harus disortir
Pelanggan tidak puas
8
Berbahaya
dengan
peringatan
Dapat membahayakan operator mesin Kegagalan dapat mempengaruhi
keamanan operasional produk atau tidak
sesuai dengan peraturan pemerintah
Kegagalan akan terjadi dengan didahului
peringatan
Dapat membahayakan operator mesin Kegagalan dapat mempengaruhi
keamanan operasional produk atau tidak
sesuai dengan peraturan pemerintah
Kegagalan akan terjadinya tanpa adanya
peringatan terlebih dahulu
10
4. Identifikasi Penyebab Potensial dari Kegagalan
Penyebab kegagalan yang potensial adalah penyebab potensial yang dapat mengakibatkan
terjadinya kegagalan.
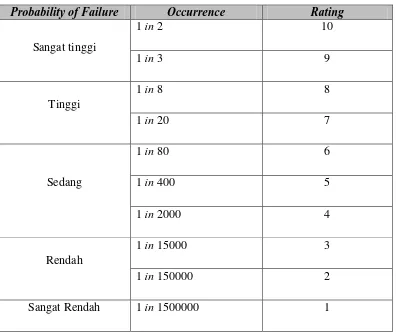
5. Penentuan Nilai Occurrence (O)
Occurrence adalah ukuran seberapa sering penyebab potensial terjadi. Nilai occurrence
berupa angka 1 sampai 10, di mana 1 menunjukkan tingkat kejadian rendah atau tidak
sering dan 10 menunjukkan tingkat kejadian sering. Nilai occurrence dapat ditentukan
berdasarkan jumlah kegagalan atau angka Ppk (performance index) yaitu angka yang
proses dalam menghasilkan produk sesuai spesifikasi. Penentuan nilai occurrence juga
dapat berdasarkan sejarah kualitas dari produk/proses sejenis. Kriteria occurrence dapat
dilihat pada Tabel 3.2.
Tabel 3.2 Occurrence dalam FMEA Process
Probability of Failure Occurrence Rating
Sangat tinggi
6. Identifikasi Metode Pengendalian yang Ada
Pengendali proses adalah metode kontrol yang dapat mencegah terjadinya
kegagalan/penyebab potensial atau mendeteksi terjadinya kegagalan. Pengendali proses
dapat berupa error/mistake proofing, SPC atau evaluasi (tes/inspeksi).
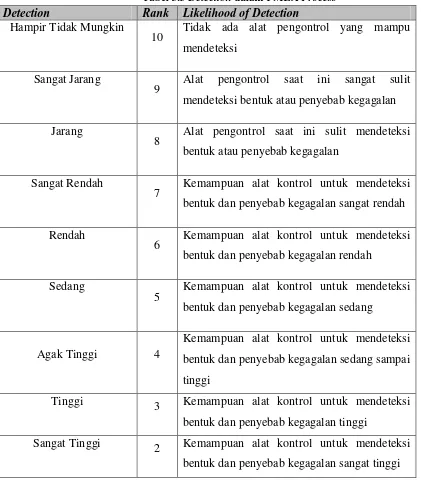
7. Penentuan Nilai Detection
Nilai Detection diasosiasikan dengan pengendalian saat ini. Detection adalah pengukuran
terhadap kemampuan mengendalikan/mengontrol kegagalan yang dapat terjadi. Detection
atau hampir dipastikan suatu mode kegagalan dapat terdeteksi, dan nilai 10 berarti sistem
deteksi dengan kemampuan rendah yaitu sistem deteksi tidak efektif atau tidak dapat
mendeteksi sama sekali. Kriteria penilaian detection dapat dilihat pada Tabel 3.3.
Tabel 3.3 Detection dalam FMEA Process
Detection Rank Likelihood of Detection
Hampir Tidak Mungkin
10 Tidak ada alat pengontrol yang mampu mendeteksi
Sangat Jarang
9 Alat pengontrol saat ini sangat sulit mendeteksi bentuk atau penyebab kegagalan
Jarang
8 Alat pengontrol saat ini sulit mendeteksi bentuk atau penyebab kegagalan
Sangat Rendah
7 Kemampuan alat kontrol untuk mendeteksi bentuk dan penyebab kegagalan sangat rendah
Rendah
6 Kemampuan alat kontrol untuk mendeteksi bentuk dan penyebab kegagalan rendah
Sedang
5 Kemampuan alat kontrol untuk mendeteksi bentuk dan penyebab kegagalan sedang
Agak Tinggi 4
Kemampuan alat kontrol untuk mendeteksi
bentuk dan penyebab kegagalan sedang sampai
tinggi
Tinggi 3 Kemampuan alat kontrol untuk mendeteksi
bentuk dan penyebab kegagalan tinggi
Sangat Tinggi 2 Kemampuan alat kontrol untuk mendeteksi
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dan pengambilan data dilakukan di PT. Medisafe Technologies. PT.
Medisafe Technologies di Jalan Batang Kuis Gg. Tambak Rejo Pasar IX Desa Buntu
Bedimbar Tanjung Morawa.
4.2. Jenis Penelitian
Jenis penelitian ini adalah penelitian deskriptif (descriptive research). Hal ini
dikarenakan penelitian ini hanya sebatas membuat deskripsi yang tepat,apa adanya
tentang fakta-fakta dan sifat-sifat dari objek tanpa membuat prediksi atau mencari
pemecahan atas masalah yang ada dalam objek tersebut. Hasil jenis penelitian ini akan
diharapkan dapat meminimisasi kecacatan produk sarung tangan.
4.3. Objek Penelitian
Objek penelitian adalah hal-hal yang menjadi objek atau titik perhatian dalam
suatu penelitian. Dalam laporan ini, yang menjadi objek penelitian adalah kualitas
sarung tangan yang tidak memenuhi spesifikasi atau standar serta dikategorikan
4.4. Variabel Penelitian
Penentuan variabel penelitian ditentukan atas dasar studi pendahuluan, studi
kepustakaan yang berkaitan dengan permasalahan yang sedang dihadapi. Ada dua
jenis variabel yang diamati dalam penelitian ini, yaitu:
1. Variabel Independen
Variabel independen ataupun variabel bebas merupakan variabel penelitian yang
mempengaruhi dan menjadi sebab perubahan atau timbulnya variabel terikat. Yang
menjadi variabel bebas dalam penelitian ini adalah faktor penyebab kecacatan antara
lain:
a. Material adalah bahan-bahan yang digunakan untuk diolah menjadi produk sarung
tangan.
b. Sumber daya manusia adalah orang yang terlibat dalam proses produk sarung
tangan.
c. Mesin adalah kesatuan alat mekanik atau elektrik yang mengirim atau mengubah
energi untuk melakukan atau membantu pelaksanaan proses produk sarung tangan.
d. Metode adalah suatu tata cara dalam melaksanakan suatu proses produk sarung
tangan.
e. Lingkungan adalah kondisi dan suasana yang terdapat pada tempat berlangsungnya
produk sarung tangan.
2. Variabel Dependen
Variabel dependen adalah variabel yang nilainya dipengaruhi atau ditentukan
oleh variabel lain. Variabel dependen dalam penelitian ini adalah kualitas produk
4.5. Kerangka Berpikir
Kerangka berpikir penelitian adalah suatu hubungan atau kaitan antara konsep
satu terhadap konsep yang lainya dari masalah yang ingin diteliti. Kerangka konsep
ini gunanya untuk menghubungkan atau menjelaskan secara panjang lebar tentang
suatu topik yang akan dibahas. Tujuan kerangka berpikir untuk memberikan petunjuk
kepada peneliti di dalam merumuskan masalah penelitian. Peneliti akan menggunakan
kerangka berpikir yang telah disusun untuk menentukan pertanyaan-pertanyaan mana
yang harus dijawab oleh penelitian dan bagaimana prosedur empiris yang digunakan
sebagai alat untuk menemukan jawaban terhadap pertanyaan tersebut. Kerangka
berpikir penelitian ini dapat dilihat pada Gambar 4.1
Gambar 4.1 Kerangka Berpikir Penelitian
4.6. Rancangan Penelitian
Penelitian dilakukan dalam beberapa tahap, yang diawali dengan melakukan
identifikasi masalah hingga menghasilkan kesimpulan. Tahapan–tahapan tersebut
meliputi :
1. Identifikasi masalah
berlangsung sehigga dapat mengangkat permasalahan secara jelas dan terarah.
2. Studi literatur
Kajian literatur merupakan bagian dai studi yang bertujuan untuk mengumpulkan
dan menganalisa data sekunder dari instansi terkait, hasil penelitian, jurnal, dan
literatur lain.
3. Perumusan Masalah
Perumusan masalah menjabarkan kembali inti dari permasalahan yang
teridentifikasi kemudian menuangkannya ke dalam satu lingkup permasalahan
yang spesifik.
4. Perumusan tujuan penelitian
Penentuan tujuan peneltian sebagai acuan unuk mengarahkan dan menentukan
hasil akhir peneltian.
5. Pengumpulan data
Data yang dikumpukan dalam penelitian ini terdiri dari data kualitatif dan
kuantiatif, baik data primer maupun data sekunder.
Langkah-langkah rancangan penelitian dapat dilihat padagambar 4.2. di
Gambar 4.2 Block Diagram Rancangan Penelitian
4.7. Pengumpulan Data
Teknik pengumpulan data dalam penelitian ini dilakukan dengan cara :
1. Observasi, yaitu melakukan pengamatan terhadap proses produksi dan
pengendalian kualitas yang dilakukan perusahaan. Mulai
Tingginya persentase kecacatan produk sarung tangan pada PT. MedisafeTechnologies
Pengumpulan Data
1. Data Primer
- Uraian proses produksi 2. Data Sekunder
- Data Jumlah produksi
- Data Jumlah prouk cacat dalam 1 periode
Pengolahan Data
Seven Tools
Failure Mode and Effect Analysis (FMEA)
2. Melakukan wawancara dengan pihak perusahaan untuk mendapatkan informasi
yang diperlukan
3. Mengumpulkan informasi dari data hasil dokumentasi perusahaan.
Data yang diperlukan dalam penelitian ini adalah sebagai berikut :
1. Data Primer
Data primer yang digunakan dalam penelitian ini adalah datayang diperoleh
dengan mengadakan observasi langsung. Data primer dalam hal ini adalah
berbagai proses produksi yang dilaksanakan mulai dari bahan baku sampai produk
akhir.
2. Data Sekunder
Data sekunder adalah data yang diperoleh tanpa melalui pengukuran langsung
tetapi diperoleh langsung dari perusahaan. Data sekunder yang digunakan dalam
penelitian ini adalah sebagai berikut :
a. Sejarah Perusahaan
b. Data Jumlah Produksi
c. Data Jumlah Produk Cacat
4.8. Metode Pengolahan Data
Data primer dan data sekunder yang diperoleh akan diolah dengan
berpedoman pada landasan teori. Landasan teori yang digunakan dalam menganalisa
dan memecahkan permasalahan yang ada berdasarkan pada metode Statistical Quality
Metode pengolahan data dengan menggunakan Statistical Quality Control
(SQC) & Failure Mode and Effect Analysis (FMEA) adalah sebagai berikut:
1. Stratifikasi Data
Stratifikasi merupakan proses pengelompokkan data kecacatan yang terjadi ketika
di lantai produksi.
2. Checksheet
Tahapan ini digunakan adalah untuk mempermudah proses pengumpulan data dan
analisis, serta untuk mengetahui area permasalahan berdasarkan frekuensi dari jenis
atau penyebab dan mengambil keputusan untuk melakukan perbaikan atau tidak.
3. Histogram
Histogram merupakan grafik batang yang menggambarkan sejumlah data yang
dikelompokkan ke dalam beberapa kelas dengan interval tertentu.
4. Diagram Pareto
Dalam tahapan ini, hal pertama yang dilakukan adalah mengurutkan setiap jenis
kecacatan dari yang terbesar hingga yang terkecil. Setelah itu dihitung persentase
kecacatan dan persentase kumulatif untuk setiap kecacatan yang ada.
5. Scatter Diagram
Scatter diagram/diagram pencar digunakan untuk melihat korelasi (hubungan) dari
suatu faktor penyebab kecacatan yang berhubungan dengan suatu karakteristik
(jenis) dari ketiga jenis kecacatan produk yang ada.
Control Chart merupakan sebuah alat bantu berupa grafik yang akan
menggambarkan stabilitas suatu proses kerja. Melalui gambaran tersebut akan
dapat dideteksi apakah proses tersebut berjalan baik (stabil) atau tidak.
7. Cause and Effect Diagram
Dalam memperbaiki proses yang menimbulkan kecacatan digunakan diagram
sebab akibat (fish bone). Diagram ini berguna untuk menganalisa dan menentukan
faktor-faktor yang berpengaruh secara signifikan di dalam menentukan
karakteristik kualitas output kerja.
8. Failure Mode and Effect Analysis (FMEA)
Tahapan analisis terakhir adalah tahapan menganalisis resiko kegagalan pada
proses maupun produk yang berpengaruh/berdampak langsung terhadap tingkat
kualitas dengan menentukan nilai Risk Priority Number (RPN) dengan
menggunakan Failure Mode and Effect Analysis (FMEA).
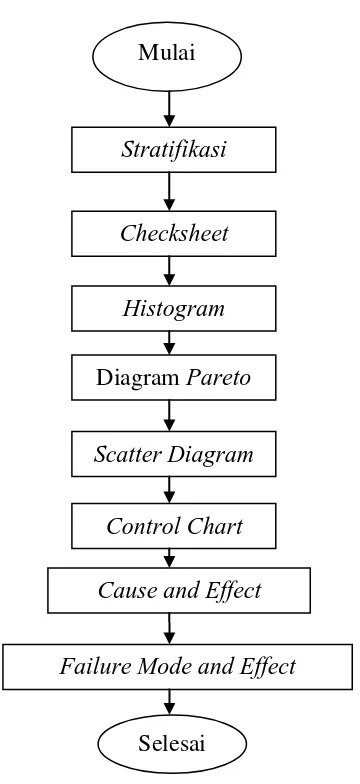
Blok Diagram prosedur penelitian metode Seven Tools dan Failure Mode and
Gambar 4.3. Blok Diagram Penelitian dengan Metode Seven Tools dan Failure
Mode and Effect Analysis (FMEA)
4.9. Analisis Pemecahan Masalah
Pada tahap ini dilakukan analisis terhadap faktor yang menjadi penyebab
kecacatan produk. Alat yang digunakan dalam tahap analisis adalah menggunakan
diagram sebab akibat. Diagram sebab akibat digunkan untuk mencari penyebab
potensial dari suatu akibat berdasarkan unsur manusia, bahan baku, lingkungan, mesin Mulai
Stratifikasi
Checksheet
Histogram
Diagram Pareto
Scatter Diagram
Control Chart
Cause and Effect
Failure Mode and Effect
dan metode kerja. Setelah itu digunakan analisis mode kegagalan yang didasarkan
hasil analisis Failure Mode and Effect Analysis (FMEA) untuk menemukan usulan
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
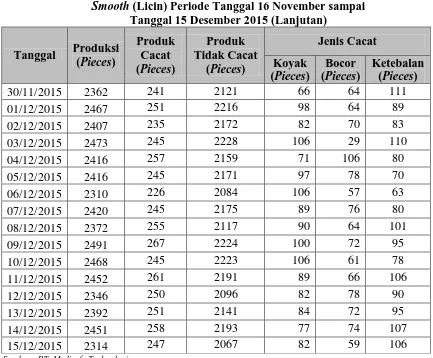
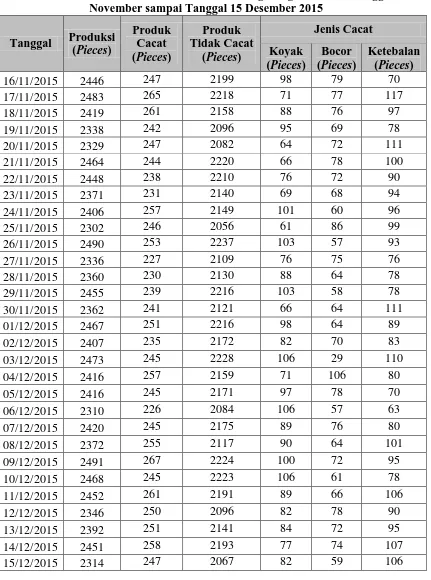
5.1. Pengumpulan Data
Pengumpulan data meliputi data jumlah produksi dan data kecacatan sarung
tangan jenis smooth (licin) periode tanggal 16 November sampai tanggal 15 Desember
2015.
5.1.1. Data Primer
Data jumlah kecacatan produk sarung tangan jenis smooth (licin) periode
tanggal 16 November sampai tanggal 15 Desember 2015 dapat dilihat pada Tabel 5.1
Tabel 1.1. Data Jumlah Kecacatan Produksi Sarung Tangan Jenis Smooth (Licin)Periode Tanggal 16 November
sampai Tanggal 15 Desember 2015
Tabel 1.1. Data Jumlah Kecacatan Produksi Sarung Tangan Jenis
Smooth (Licin)Periode Tanggal 16 November sampai Tanggal 15 Desember 2015 (Lanjutan)
Tanggal Produksi
Sumber : PT. Medisafe Technologies
5.1.2. Jenis Kecacatan Produk
Jenis kecacatan yang terjadi ada 3 (tiga) jenis, yaitu:
1. Sarung Tangan Koyak
2. Sarung Tangan Bocor
5.2. Pengolahan Data
Data yang telah dikumpulkan diatas kemudian diolah dengan menggunakan
tujuh alat pengendalian kualitas (seven tools) dan failure mode & effect analysis
(FMEA).
5.2.1. Stratifikasi (Stratification)
Stratifikasi merupakan proses pengelompokkan data kecacatan yang terjadi di
lantai produksi. Selain pengelompokkan data kecacatan, pada stratifikasi juga
dilakukan pencatatan tentang jumlah kecacatan yang terjadi pada tiap jenis kecacatan.
Adapun stratifikasi kecacatan pada produk sarung tangan dapat dilihat pada Tabel 5.2.
Tabel 5.2. Stratifikasi Kecacatan Produk Sarung Tangan Periode Tanggal 16 November sampai Tanggal 15 Desember 2015
Tanggal Produksi
(Pieces)
Jenis Cacat Jumlah
Tabel 5.2. Stratifikasi Kecacatan Produk Sarung Tangan Periode Tanggal 16 November sampai Tanggal 15 Desember 2015 (Lanjutan)
Tanggal Produksi (Pieces)
Jenis Cacat Jumlah
Cacat
5.2.2. Lembar Pemeriksaan (Check Sheet)
Check Sheet atau lembar pemeriksaan merupakan alat pengumpul dan analisis
data. Tujuan digunakannya alat ini adalah untuk mempermudah proses pengumpulan
data untuk tujuan tertentu dan menyajikannya dalam bentuk yang komunikatif
sehingga dapat dikonversikan menjadi informasi. Adapun hasil pengumpulan data
Tabel 5.3. Jumlah Jenis Kecacatan Produk Sarung Tangan Periode Tanggal 16 November sampai Tanggal 15 Desember 2015
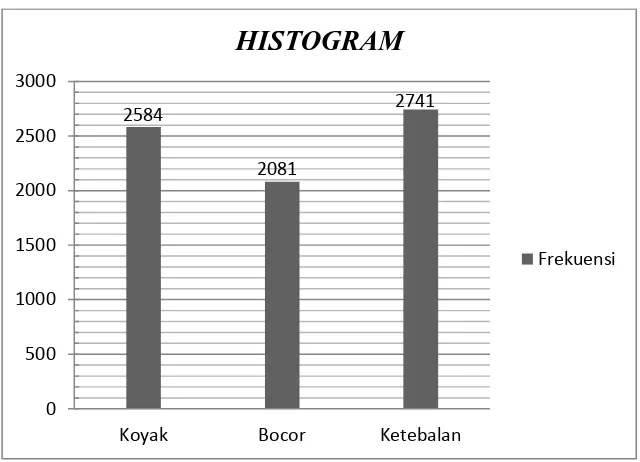
5.2.3. Histogram
Histogram adalah diagram batang yang menunjukkan tabulasi dari data yang
diatur berdasarkan ukurannya. Adapun jumlah jenis kecacatan sarung tangan Periode
tanggal 16 November - 19 November 2015, dapat dilihat pada Tabel 5.4
Tabel 5.4 Jumlah Kecacatan Produk Sarung Tangan Periode Tanggal 16 November sampai Tanggal 15 Desember 2015
Jenis Kecacatan Frekuensi Persentase Kecacatan Koyak (Pieces) 2584 34.89% Bocor (Pieces) 2081 28.10% Ketebalan (Pieces) 2741 37.01%
Jumlah 7406 100.00%
Dari tabel tersebut dibuat grafik batang (histogram) yang memperlihatkan
komposisi jumlah produk cacat dari masing-masing jenis kecacatan yang dapat dilihat
pada Gambar 5.1
Dapat dilihat pada Gambar 5.1, bahwa jenis kecacatan yang jumlahnya paling
besar yakni ketebalan dengan jumlah produk cacat sebanyak 2741 pieces, koyak
dengan jumlah produk cacat sebanyak 2584 pieces, dan bocor dengan jumlah produk
cacat 2081 pieces.
5.2.4. Diagram Pareto
Diagram pareto bertujuan untuk menunjukkan permasalahan yang paling
dominan dan yang perlu segera diatasi. Urutan dalam pengerjaan diagram pareto
adalah sebagai berikut :
1. Menyusun masing-masing masalah yang terjadi, dimana nilai yang terbesar
disusun pada urutan yang pertama. Adapun urutan pengelompokan data
kecacatan dapat dilihat pada Tabel 5.5.
Tabel 5.5 Persentase Kecacatan Produk Sarung Tangan Setelah Diurutkan
Jenis
2. Membuat Diagram Pareto
Diagram pareto dibuat dengan menggunakan Minitab 16. Diagram pareto jenis
C2 2741 2584 2081
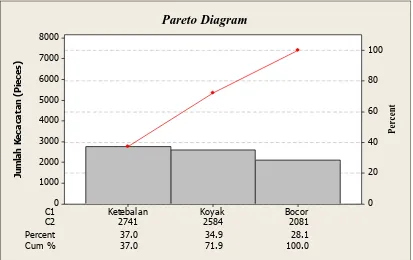
Gambar 5.2 Diagram Pareto Jenis Kecacatan Produk Sarung Tangan
Dari diagram pareto diatas dapat dilihat penyebab terbesar kecacatan produk
sarung tangan adalah ketebalan (37.01%), dan koyak (34.89%). Persentase kumulatif
untuk ketiga jenis cacat tersebut mencapai 71.90 %. Nilai tersebut sesuai dengan
aturan Pareto 80-20, dimana 80% produk cacat disebabkan oleh 20% jenis kecacatan.
Sehingga untuk mengurangi jumlah produk cacat sampai tingkat 80% cukup dengan
mengendalikan kedua jenis cacat tersebut. Sebab jika mengendalikan semua jenis
kecacatan yang terjadi akan tidak efisien karena akan memakan waktu, biaya dan
tenaga yang sangat besar.
5.2.5. Diagram Pencar (Scatter Diagram)
Diagram pencar digunakan untuk melihat korelasi (hubungan) antara jumlah
kecacatan ketebalan dan koyak. Data kecacatan ketebalan dan koyak dapat dilihat
pada Tabel 5.6, untuk selanjutnya disajikan dalam diagram pencar pada Gambar 5.3
dan Gambar 5.4.
Tabel 5.6. Jumlah Jenis Kecacatan Produk Sarung Tangan Periode Tanggal 16 November sampai Tanggal 15 Desember 2015
Tabel 5.6. Jumlah Jenis Kecacatan Produk Sarung Tangan Periode Tanggal 16 November sampai Tanggal 15 Desember 2015(Lanjutan)
Tanggal Produksi
Sumber : (Hasil Pengamatan Langsung)
12/16/2015
Gambar 5.3 Diagram Pencar Sarung Tangan yang Mengalami Cacat Ketebalan
Dapat dilihat pada Gambar 5.3. bahwa pada hari pertama ditemukan kecacatan
12/16/2015
Gambar 5.4 Diagram Pencar Sarung Tangan yang Mengalami Cacat Koyak
Dapat dilihat pada Gambar 5.5, bahwa pada hari pertama ditemukan kecacatan
sarung tangan sebesar 71 pieces kecacatan.
Pengaruh jumlah sarung tangan yang diproduksi terhadap jumlah cacat dan
bentuk hubungan atau korelasinya sebagaimana terlihat pada gambar dapat dihitung
dengan menggunakan rumus koefesien korelasi jumlah produksi dengan ketebalan
dan koyak dapat dilihat pada Tabel 5.7 dan Tabel 5.8.
Tabel 5.7 Perhitungan Korelasi Jumlah Produksi dengan Ketebalan
Tabel 5.7 Perhitungan Korelasi Jumlah Produksi dengan Ketebalan (Lanjutan)
Total 72204 2741 173880846 256205 6600041
Dari tabel di atas, dapat dihitung koefesien korelasinya dengan rumus sebagai
berikut:
∑ ∑ ∑
√[ ∑ ∑ ][ ∑ ∑ ]
0,12
Koefesien korelasi sebesar 0,12 berarti berada diantara 0 dan + 1 menunjukkan
bahwa terdapat hubungan linier antara X (jumlah sarung tangan yang diproduksi) dan
Y (jumlah sarung tangan yang cacat). Atau korelasi sebesar r =0,12 berarti 12%
diantara keragaman total nilai-nilai Y dapat dijelaskan oleh hubungan liniernya
dengan nilai-nilai X.
Tabel 5.8 Perhitungan Korelasi Jumlah Produksi dengan Koyak
Tabel 5.8 Perhitungan Korelasi Jumlah Produksi dengan Koyak
Total 72204 2584 173880846 228280 6227778
Dari tabel diatas, dapat dihitung koefesien korelasinya dengan rumus sebagai
berikut:
Koefesien korelasi sebesar 0,35 berarti berada diantara 0 dan + 1 menunjukkan
bahwa terdapat hubungan linier antara X (jumlah sarung tangan yang diproduksi) dan
Y (jumlah sarung tangan yang cacat). Atau korelasi sebesar r =0,35 berarti 35%
diantara keragaman total nilai-nilai Y dapat dijelaskan oleh hubungan liniernya
dengan nilai-nilai X.
5.2.6. Peta Kontrol (Control Chart)
Jenis kecacatan yang paling tinggi jumlahnya yakni cacat ketebalan dan
batas kewajaran atau tidak, maka dilakukan analisis terhadap jumlah kecacatan sarung
tangan dengan menggunakan peta kontrol atribut yaitu peta kendali P dan peta kendali
U.
5.2.6.1. Perhitungan Proportion Nonconforming, UCL, LCL, dengan Peta P pada
Kecacatan Ketebalan
Peta kontrol digunakan untuk melihat apakah proporsi cacat pada setiap
subgrup pengamatan dalam batas kendali atau tidak. Peta kontrol yang digunakan
untuk menganalisa proporsi cacat adalah peta p. Peta p yaitu peta yang digunakan
untuk melihat proporsi jumlah kecacatan ketebalan terhadap kelompok sampel yang
sedang diinspeksi dalam mengukur atribut.
Adapun langkah-langkah untuk membuat peta kendali p adalah :
a. Menghitung proporsi kecacatan (p)
Contoh perhitungan data untuk subgrup 1 adalah sebagai berikut :
Keterangan :
npi = Jumlah kecacatan ketebalan
ni = Jumlah produk sarung tangan
b. Menghitung garis pusat yang merupakan rata-rata kecacatan produk ( ̅)
̅ ∑ ∑
Keterangan:
Σnp = Jumlah total kecacatan ketebalan
Σn = Jumlah total produk sarung tangan
c. Menghitung batas kendali atas atau Upper Control Limit (UCL)
Contoh perhitungan data untuk subgrup 1 adalah sebagai berikut :
̅ √ ̅ ̅
√
Keterangan :
̅ = Rata-rata kecacatan produk sarung tangan
n = Jumlah produk sarung tangan
d. Menghitung batas kendali atas atau Lower Control Limit(LCL)
̅ √ ̅ ̅
√
Keterangan :
̅ = Rata-rata kecacatan produk sarung tangan
n = Jumlah produk sarung tangan
Apabila nilai proporsi dari suatu subgrup berada di bawah nilai LCL maka
akan dianggap out of control (diluar batas kendali). Berdasarkan perhitungan nilai
dalam batas kontrol. Hasil perhitungan proporsi kecacatan, UCL, dan LCL dapat
dilihat pada Tabel 5.9
Tabel 5.9 Hasil Perhitungan Proporsi Kecacatan Ketebalan, UCL, dan LCL
Dari hasil perhitungan Tabel 5.9 di atas, maka selanjutnya dapat dibuat peta
kendali p yang dapat dilihat pada Gambar 5.5.
Gambar 5.5. Peta Kontrol P pada Kecacatan Ketebalan
Dari hasil peta kontrol tersebut, terlihat bahwa kecacatan yang terjadi masih
berada dalam batas kontrol (tidak ada data yang out of control).
5.2.6.2.Perhitungan Proportion Nonconforming, UCL, LCL, dengan Peta P pada
Kecacatan Koyak
Peta kontrol digunakan untuk melihat apakah proporsi cacat pada setiap
subgrup pengamatan dalam batas kendali atau tidak. Peta kontrol yang digunakan
untuk menganalisa proporsi cacat adalah peta p. Peta p yaitu peta yang digunakan
untuk melihat proporsi jumlah kecacatan koyak terhadap kelompok sampel yang
Adapun langkah-langkah untuk membuat peta kendali p adalah :
a. Menghitung proporsi kecacatan (p)
Contoh perhitungan data untuk subgrup 1 adalah sebagai berikut :
Keterangan :
npi = Jumlah kecacatan ketebalan
ni = Jumlah produk sarung tangan
b. Menghitung garis pusat yang merupakan rata-rata kecacatan produk ( ̅)
̅ ∑ ∑
̅
Keterangan:
Σnp = Jumlah total kecacatan koyak
Σn = Jumlah total produk sarung tangan
c. Menghitung batas kendali atas atau Upper Control Limit (UCL)
Contoh perhitungan data untuk subgrup 1 adalah sebagai berikut :
̅ √ ̅ ̅
√
Keterangan :
n = Jumlah produk sarung tangan
d. Menghitung batas kendali atas atau Lower Control Limit(LCL)
̅ √ ̅ ̅
√
Keterangan :
̅ = Rata-rata kecacatan produk sarung tangan
n = Jumlah produk sarung tangan
Apabila nilai proporsi dari suatu subgrup berada di bawah nilai LCL maka
akan dianggap out of control (diluar batas kendali). Berdasarkan perhitungan nilai
UCL dan LCL, terlihat bahwa proporsi kecacatan (p) pada subgrup 1 masih berada
dalam batas kontrol. Hasil perhitungan proporsi kecacatan, UCL, dan LCL dapat
dilihat pada Tabel 5.10.
Tabel 5.10 Hasil Perhitungan Proporsi Kecacatan Koyak, UCL, dan LCL
Tabel 5.10 Hasil Perhitungan Proporsi Kecacatan Koyak, UCL, dan LCL
Dari hasil perhitungan Tabel 5.10 di atas, maka selanjutnya dapat dibuat peta
Gambar 5.6. Peta Kontrol P pada Kecacatan Koyak
Dari hasil peta kontrol tersebut, terlihat bahwa kecacatan yang terjadi masih
berada dalam batas kontrol (tidak ada data yang out of control).
5.2.7. Diagram Sebab Akibat (Cause Effect Diagram)
Pada tahap ini, dilakukan analisis penyebab terjadinya cacat ketebalan dan
koyak dengan menggunakan fish bone.
1. Jenis kecacatan ketebalan
Dalam hal ini, penyebab masalah ditinjau dari mesin, metode kerja dan material.
Berikut merupakan uraian masing-masing penyebab masalah:
a. Mesin
Dalam hal ini, tidak adanya standar dalam penentuan setting mesin yaitu pada
b. Metode Kerja
Standar operasional prosedur (SOP) dalam proses produksi sarung tangan
tidak dijalankan dengan baik, sehingga mengakibatkan terjadinya kesalahan dalam
memproduksi sarung tangan.
c. Material
Bahan baku yang digunakan tidak sesuai spesifikasi bahan baku yang
diinginkan, hal ini kerena lateks cair terkontaminasi kotoran seperti daun-daun,
ranting-ranting kecil dan pasir.
2. Jenis kecacatan koyak
Dalam hal ini, penyebab masalah ditinjau dari lingkungan, mesin dan manusia.
Berikut merupakan uraian masing-masing penyebab masalah:
a. Lingkungan
Lingkungan kerja berdebu akan mencemari lateks pada saat proses produksi
berlangsung, hal ini dapat mengurangi elastisitas lateks.
b. Mesin
Dalam hal ini, suhu yang dihasilan mesin blower tidak stabil sehingga proses
pengeringan former tidak merata dan mengakibatkan sarung tangan koyak.
c. Manusia
Dalam hal ini, operator kurang teliti dan SOP tidak dijalankan dengan baik
sewaktu proses penarikan sarung tangan dari cetakan.
Adapun ringkasan dari penyebab masalah kecacatan di atas dibuat ke dalam
Ketebalan
Material
Metode Kerja
Mesin
dryer tidak sesuai Settingan mesin tumble
SOP tidak dijalankan dengan baik Bahan baku mengandung kotoran
Cause-and-Effect Diagram
Gambar 5.7. Fish Bone Kecacatan Ketebalan
Koyak
Manusia
Mesin
Lingkungan
berdebu Lingkungan kerja
Suhu blower tidak stabil dijalankan dengan baik
- Standar operasional prosedur tidak - Kurang teliti
Cause-and-Effect Diagram
5.2.8. Failure Mode And Effect Analysis (FMEA)
FMEA (Failure mode and effect analysis) adalah metode untuk
mengidentifikasi dan menganalisa potensi kegagalan dan akibatnya yang bertujuan
untuk merencanakan proses produksi secara mantap dan dapat menghindari kegagalan
proses produksi dan kerugian yang tidak diinginkan.
Langkah-langkah dalam pembuatan FMEA adalah sebagai berikut:
1. Mengidentifikasi proses atau produk.
2. Membuat daftar masalah-masalah potensial yang muncul.
3. Memberikan tingkatan pada masalah untuk severity, occurrence dan detectability.
4. Menghitung risk probability number (RPN) dan menentukan prioritas tindakan
perbaikan.
5. Mengembangkan tindakan untuk mengurangi resiko.
6. Skala penilaian untuk perhitungan ini adalah 1-10. Penilaian tergantung dari
proses itu sendiri berada pada tingkat berapa bila diukur dari sisi severity,
occurrence dan detectability.
7. Penilaian severity (S), occurrence (O) dan detectability (D) terhadap proses ini
dilakukan secara subyektif, dengan cara berdiskusi dengan manajer mutu,
manajer teknis dan customer service.
8. Risk priority number (RPN) merupakan perkalian dari rating severity (S),
occurrence (O) dan detectability (D). Skala penilaian untuk severity, occurrence
5.2.8.1. Penentuan Jenis Kegagalan yang Potensial Pada Setiap Proses
Jenis kegagalan yang berpotensi besar terjadi selama proses produksi yaitu
ketebalan dan koyak. Dari cause and effect diagram telah diperoleh penyebab
kegagalan terhadap dua jenis kegagalan tersebut, maka langkah berikutnya dilakukan
analisis untuk mengetahui seberapa serius efek-efek yang ditimbulkan dan seberapa
jauh penyebab kegagalan dapat dideteksi, kemudian dibuat FMEA terhadap dua jenis
kegagalan tersebut.
5.2.8.2. Penentuan Dampak/Efek yang Ditimbulkan oleh Kegagalan
Dari kedua jenis kegagalan yang ada, maka dapat ditemukan efek yang dapat
ditimbulkan bila kegagalan ini ditemukan, yaitu sebagai berikut:
1. Efek yang ditimbulkan oleh jenis kegagalan ketebalan, yaitu:
a. Sarung tangan tidak sesuai standard produksi
b. Banyaknya produk yang di recycle
c. Mengganggu fungsi produk
2. Efek yang ditimbulkan oleh jenis kegagalan koyak, yaitu:
a. Sarung tangan tidak sesuai standard produksi
b. Banyaknya produk yang di recycle
c. Mengganggu fungsi produk
5.2.8.3. Penentuan Nilai Efek Kegagalan (Severity, S)
Jenis kegagalan yang terjadi selama proses produksi dipengaruhi oleh
dilakukan pemberian nilai efek kegagalan berdasarkan faktor-faktor tersebut. Dari
hasil wawancara dengan pihak perusahaan, maka dapat ditentukan nilai efek
kegagalan (severity) dari jenis kegagalan tersebut.
Adapun alasan pemberian nilai efek kegagalan (severity) adalah sebagai
berikut:
1. Jenis kegagalan ketebalan
a. Efek kegagalan yang timbul karena faktor mesin, diberi nilai 7, disebabkan:
- Gangguan minor pada lini produksi
- Sebagian besar menjadi scrap, sisanya dapat disortir (apakah sudah baik
atau rework)
- Pelanggan tidak puas
b. Efek kegagalan yang timbul karena faktor metode kerja, diberi nilai 4,
disebabkan:
- Gangguan minor pada lini produksi
- Sebagian besar menjadi scrap, dan sisanya sudah baik - Kemungkinan produk dikembalikan oleh konsumen
c. Efek kegagalan yang timbul karena faktor material, diberi nilai 5, disebabkan :
- Gangguan minor pada lini produksi
- 100% produk harus di-rework
2. Jenis kegagalan koyak
a. Efek kegagalan yang timbul karena faktor lingkungan, diberi nilai 6, disebabkan: - Gangguan minor pada lini produksi
- Sebagian besar menjadi scrap, sisanya dapat disortir (apakah sudah baik atau
b. Efek kegagalan yang timbul karena faktor mesin, diberi nilai 6, disebabkan:
- Gangguan minor pada lini produksi
- Sebagian besar menjadi scrap, sisanya dapat disortir (apakah sudah baik atau
rework)
c. Efek kegagalan yang timbul karena faktor manusia, diberi nilai 4, disebabkan:
- Gangguan minor pada lini produksi
- Sebagian besar menjadi scrap, dan sisanya sudah baik
- Kemungkinan produk dikembalikan oleh konsumen
5.2.8.4. Identifikasi Penyebab Potensial Dari Kegagalan
Adapun penyebab utama terjadinya kegagalan yaitu,
1. Jenis kegagalan ketebalan
a. Mesin, yaitu settingan mesin tumble dryer tidak sesuai.
b. Metode kerja, yaitu operator tidak menjalankan standar operasional prosedur
(SOP) dengan baik.
c. Material, yaitu bahan baku mengandung kotoran.
2. Jenis kegagalan koyak
a. Lingkungan, yaitu lingkungan kerja berdebu.
b. Mesin, yaitu suhu mesin blower tidak stabil.
c. Manusia, yaitu operator kurang teliti dan standar operasional prosedur (SOP)
5.2.8.5. Penentuan Nilai Peluang Kegagalan (Occurence, O)
Dari hasil wawancara dengan pihak perusahaan, maka dapat ditentukan nilai
peluang kegagalan (occurence) dari jenis kegagalan tersebut.
Adapun alasan pemberian nilai peluang kegagalan (occurence) adalah sebagai
berikut:
1. Jenis kegagalan ketebalan
a. Settingan tumble dryer tidak sesuai diberikan nilai 3, dikarenakan penyebab
ini dapat ditemukan terjadi sekali dalam kurang lebih 2.000-2.500
pengamatan.
b. operator tidak menjalankan standar operasional prosedur (SOP) dengan baik
diberikan nilai 3, dikarenakan penyebab ini dapat ditemukan terjadi sekali
dalam kurang lebih 2.000-2.500 pengamatan.
c. Bahan baku mengandung kotoran diberikan nilai 3, dikarenakan penyebab ini
dapat ditemukan terjadi sekali dalam kurang lebih 2.000-2.500 pengamatan.
2. Jenis kegagalan koyak
a. Lingkungan kerja berdebu diberikan nilai 3, dikarenakan penyebab ini dapat
ditemukan terjadi sekali dalam kurang lebih 2.000-2.500 pengamatan.
b. Suhu blower tidak stabil diberikan nilai 3, dikarenakan penyebab ini dapat
ditemukan terjadi sekali dalam kurang lebih 2.000-2.500 pengamatan.
c. Operator kurang teliti dan standar operasional prosedur (SOP) tidak dijalankan
dengan baik diberikan nilai 3, dikarenakan penyebab ini dapat ditemukan
5.2.8.6. Penentuan Nilai RPN
Setelah nilai severity (s), occurance (o), dan detection (d) diberikan, maka
selanjutnya dihitung nilai RPN untuk menentukan prioritas dalam rekomendasi
tindakan perbaikan.
Perhitungan nilai RPN (Risk Priority Number) pada penyebab kegagalan settingan
mesin tumble dryer yaitu:
RPN = S x O x D
= 7 x 3 x 8
= 168
Tabel 5.11. FMEA dengan Nilai RPN Jenis
Kegagalan
Akibat dari
Kegagalan Faktor S Penyebab Kegagalan O Usulan Perbaikan D RPN
Ketebalan
Melakukan pemeriksaan dan perawatan secara rutin, sehingga panas yang dihasilkan mesin
tumble dryer tetap stabil.
8 168
Mengandung kotoran 3
Melakukan pemeriksaan secara rutin terhadap bahan baku sebelum melakukan proses produksi
5 75
Koyak
Sarung tangan tidak sesuai standar
Lingkungan kerja berdebu 3
Membuat ventilasi dilingkungan kerja dan melakukan kebersihan secara rutin
7 126
Mesin 6
Suhu blower tidak stabil 3
Melakukan pemeriksaan secara rutin terhadap suhu yang dihasilkan blower, agar suhu tetap stabil.
6 108
Manusia 4 Operator kurang teliti dan SOP tidak dijalankan dengan baik
3
Melakukan pengawasan yang lebih ketat dan melakukan
briefing sebelum proses produksi dilakukan.
Untuk pemberian skor pada masing-masing komponen yang ada,
dilakukan dengan memberikan penilaian terlebih dahulu terhadap severity,
occurance, detection, dan hasil akhirnya yang berupa risk priority number.
Dari perhitungan RPN ini dapat diketahui faktor penyebab kegagalan
proses yang mengakibatkan terjadinya produk cacat. Faktor-faktor tersebut
kemudian diurutkan berdasarkan nilai RPN tertinggi yang dapat dilihat pada Tabel
5.12.
Tabel 5.12. Urutan Penyebab Kegagalan Proses Berdasarkan RPN Jenis
Kegagalan
Penyebab Kegagalan
Pada Proses Usulan Perbaikan RPN
Ketebalan Settingan tumble dryer tidak sesuai
Melakukan pemeriksaan dan perawatan secara rutin, sehingga
panas yang dihasilkan mesin
tumble dryer tetap stabil.
168
Koyak Lingkungan kerja berdebu
Membuat ventilasi dilingkungan kerja dan melakukan kebersihan
secara rutin
126
Koyak Suhu blower tidak stabil
Melakukan pemeriksaan secara rutin terhadap suhu yang dihasilkan blower, agar suhu
tetap stabil.
Menyusun metode kerja yang
lebih sistematis 96
Koyak
Operator kurang teliti dan SOP tidak dijalankan
dengan baik
Melakukan pengawasan yang lebih ketat dan melakukan
briefing sebelum proses produksi dilakukan.
84
Ketebalan Mengandung kotoran
Melakukan pemeriksaan secara rutin terhadap bahan baku sebelum melakukan proses
produksi
75
Berdasarkan Tabel 5.12, diperoleh nilai RPN tertinggi sebesar 168 dengan
merupakan jenis kegagalan yang dijadikan prioritas pertama untuk segera
dilakukan perbaikan.
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis Seven Tools
Dari proses stratifikasi dilakukan pengelompokan data, dari pengelompokan
data dapat dilihat bahwa terdapat tiga jenis kecacatan yang akan diambil datanya,
yaitu jenis kecacatan koyak, bocor dan ketebalan. Pada check sheet, diberikan
informasi mengenai jumlah kecacatan yang terjadi pada tiap harinya beserta
dengan jenis kecacatan selama 30 hari yaitu pada tanggal 16 November sampai
tanggal 15 Desember 2015. Dari check sheet dapat dilihat bahwa jenis kecacatan
produk sarung tangan yang paling besar adalah jenis kecacatan ketebalan dan
koyak.
Dari histogram terlihat jelas bahwa urutan jenis kecacatan yang paling
banyak terjadi pada jenis kecacatan ketebalan, koyak dan bocor. Histogram
tersebut menunjukkan bahwa perlu dilakukan tindakan perbaikan dalam rangka
mengendalikan kualitas produk dengan mengetahui faktor penyebab kecacatan
produk. Dari diagram pareto dapat dilihat bahwa persentase jenis kecacatan
ketebalan (37,01%) dan jenis kecacatan koyak (34,89%) adalah persentase
kumulatif yang paling dominan. Berdasarkan aturan Pareto 80-20 dimana 80%
produk cacat disebabkan oleh 20% jenis kecacatannya. Jadi untuk mengatasi
masalah kecacatan harus menyelesaikan jenis kecacatan paling dominan yaitu,
jenis kecacatan ketebalan dan koyak dengan menyelesaikan faktor dominan