BAB IV
PERHITUNGAN DAN PERANCANGAN ALAT
4.1 Perhitungan Rencana Pemilihan Motor 4.1.1 Data motor
Data motor yang digunakan pada mesin pelipat kertas adalah:
4.1.2 Putaran papan mesin pelipat kertas
Putaran untuk papan pelipat kertas direncanakan ± 70 Rpm, untuk
memperoleh putaran 70 Rpm dari putaran motor 1400 Rpm dilakukan dengan
memakai reduser yang mempunyai perbandingan 1 : 40 selanjutnya putaran yang
keluar dari reduser adalah:
i=
1 2
n n
Dimana;
i = perbandingan putaran (rpm), n1 = putaran poros pada reduser (rpm)
n2 = putaran poros pada dinamo (rpm)
i=n2 = 1400 = 35 rpm.
Maka perbandingan putaran (i)
dp = diameter poros pada papan pelipat (rpm)
dr = diameter poros pada dinamo (rpm)
nr = putaran poros pada reduser (rpm)
np = putaran poros pada papan pelipat (rpm)
i=
(Perbandingan puli) → 2:1
=
termasuk kedalam diameter minimum yang dianjurkan.
Jadi, perbandingan puli 2:1 putaran pada reduser 35 rpm. Sedangkan yang
diinginkan putaran pada papan pelipat kertas 70 rpm, jadi diameter pada reduser
pulinya 6 inchi, sedangkan pada papan pelipat kertas pulinya 3 inchi
Maka diketahui;
dr (diameter reduser) = 6 inchi = 152.4 mm
dp (diameter papan lipat) = 3 inchi = 76.2 mm
nr (putaran reduser ) = 35 rpm.
4.1.3 Perbandingan reduksi
Perbandingan reduksi ini dapat dihitung dengan cara membandingkan
putarnya, yaitu sebagai berikut:
i =
2 1
n n
= 70 35
= 0.5
4.1.4 Pemilihan penampang sabuk
Pemilihan penampang sabuk ini dapat ditentukan dengan cara melihat
daya rencana yaitu sebesar 1 HP, dan putaran poros penggerak 35 rpm.
Berdasarkan diagram pemilihan sabuk, maka didapat penampang sabuk V dengan
tipe A.
4.1.5 Diameter lingkaran jarak bagi puli
Untuk penampang sabuk V tipe A, diameter minimum puli yang
dianjurkan dapat dilihat pada (Tabel 2.15, hal: 32)
Diameter lingkaran jarak bagi puli penggerak (dp)
Dp = 152,4 mm
Diameter lingkaran jarak bagi puli yang digerakkan (Dp)
dp= dp . i
= 152,4 . 0,5
4.1.6 Diameter luar puli
a). Diameter puli penggerak
dk = dp + 2K
dk = 152,4 + 2 . (4,5)
= 161,4 mm
Dimana harga K dapat dilihat dari Tabel 2.16, hal: 32)
b). Diameter luar puli yang digerakkan
Dk = dp + 2k
= 76,2 + 2(4,5)
4.1.7 Kecepatan linier sabuk
Kecepatan linier sabuk V dapat ditentukan berdasarkan putaran motor,
yaitu sebagai berikut:
v =
1000 . 60
.n1 dp
=
1000 . 60
35 . 4 , 152
=
000 . 60
5334
= 0,09 m/s
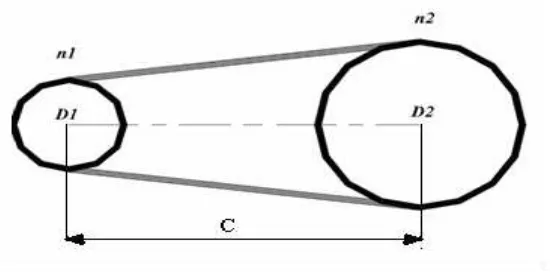
4.1.8 Penentuan panjang sabuk
Setelah dirancang dan diperoleh jarak antara kedua pusat puli yaitu 950
mm, maka panjang sabuk yang diperlukan dapat ditentukan dengan persamaan
(2.20).
Gambar 4.1 Perhitungan panjang keliling sabuk.
L = 2C +
Motor yang diperoleh dari pasaran memiliki daya 1 HP dengan putaran (n)
= 1400 rpm. Dari diagram pemilihan sabuk pada Gambar 2.9 bahwa motor listrik
4.1.9 Jarak sumbu poros
Jarak sumbu poros yang sebenarnya adalah sebagai berikut:
C
Maka jarak sumbu poros adalah:
4.1.10 Sudut kontak
Sehingga sudut kontak puli adalah sebesar:
θ = 180 o
4.2.2 Perhitungan diameter poros
Torsi pada poros penerus daya (Papan pelipat kertas)
T = 9,74 x 105
2
n Pd
= 9,74 x 105 70
746 , 0
= 10380 kg.mm
Karena daya motor listrik yang digunakan adalah 1 HP dengan putaran
1400, jadi torsi pada motor listrik(penggerak) yaitu 519 kg.mm, sedangkan
torsi pada poros papan pelipat(digerakkan/penerus) yaitu 10380 kg.mm.
4.2.3 Menentukan beban papan pelipat F (kg)
Berdasarkan persamaan 2.10 untuk alat pelipat kertas torsi momen
gaya T (kg.mm) adalah : T = F . r
Dimana F adalah beban (kg) dan r adalah jari-jari (mm).
Maka untuk papan pelipat:
T = Fpapan lipat . rpapan lipat
kg mm
mm kg r
T F
pelipat papan
23 450
. 10380
Untuk puli pada papan d2 (mm) :
Substitusikan ke persamaan 1 :
Potongan I ( 0 ≤ X ≤ 560 )
∑ Rx = 0
Jika x = 0
Mx = 0
Untuk X = 560
Mx = 10,7 . 560
= 5992 kg.mm
C= 23 kg D =11 kg
A B
80
1120
F
Potongan II ( 560 ≤ X ≤1120 )
∑ Mx = 0
Mx = - A . X + C . (X - 560)
= - A . X + C . X – C . 560
= - 10,7 . X + 23 . X – 23 . 560
= 12,3 . X - 12880
Untuk X = 1120
Mx = 12,3 . 1120 - 12880
= 13776 - 12880
= 896 kg.mm
C = 23kg
X F
Potongan III ( 1120 ≤ X ≤ 1200 )
∑ Mx = 0
Mx = - A . X + C . (X - 560) – B . (X – 1120)
= - A . X + C . X - C . 560 - B . X + B . 1120
= -10,7 . X + 23 . X – 23. X - 23,3 . X + 23,3 .1120
= -11 . X + 13216
Untuk X = 1200
Mx = - 11 . 1200 + 13216
= - 13200 + 13216
= 0
C= 23 kg F
B
X
X- 1120
4.2.5 Tegangan geser yang diizinkan (τa)
Dimana diketahui:
Sf1 = 6 (untuk bahan S-C) (Sularso,Hal:8)
Sf2= 1,3 – 3,0 (diambil 1,3 untuk beban dikenakan tumbukan
ringan), (Sularso, Hal:8)
Maka:
4.2.6 Menentukan diameter poros (ds).
Berdasarkan persamaan 2.9, maka :
Maka :
Ketahanan pemakaian poros karena penggunaan papan pelipat dalam
jangka waktu yang cukup lama dan sesuai dengan ukuran bantalan yang tersedia
4.4Perencanan dan Perhitungan bantalan.
4.4.1 Perencanan bantalan.
Bantalan yang direncanakan adalah bantalan gelinding yaitu bantalan
peluru rel satu baris, pemilihan bantalan didasari oleh pertimbangan sebagai
berikut:
1. Bidang yang bergesekan kecil, sehingga panas yang ditimbulkan
lebih kecil.
2. Perawatan lebih mudah
3. Dapat dipakai pada putaran tinggi
4.4.2 Perhitungan bantalan.
Berdasarkan Tabel 2.9, nomor bantalan yang digunakan adalah 6204
karena kapasitas nominal spesifik berpengaruh pada umur bantalan. Dengan
spesifikasi:
Jenis bantalan = Bantalan gelinding
Nomor bantalan = 6204
(D) Diameter luar bantalan = 47 mm
(D) Diameter dalam bantalan = 20 mm
(b) Lebar bantalan = 14 mm
(r) Jari bantalan = 1,5 mm
(C) Kapasitas nominal dinamis spesifik = 1000 kg
(Co ) Kapasitas nominal statis = 635 kg
Dari data diatas, maka dapat direncanakan untuk menghitung umur
bantalan, kekuatan bantalan, dan tekanan bantalan yang sesuai untuk perancangan
mesin pelipat kertas ini.
Untuk memudahkan perawatan yang berhubungan dengan life time
bantalan yang sesuai dengan bantalan diatas, bahwa umur bantalan minimumnya
adalah 2000 – 3000 jam, yaitu berdasarkan fungsinya sebagai penerus putaran
yang diambil 1400 rpm dimana semakin besar putaran maka semakin kecil umur
bantalan.
Untuk pengecekan bantalan ini apakah ini bisa digunakan dalam
4.5.2.1 Analisa pada tumpuan B
Perhitungan beban ekivalen untuk bail bearing dan roiler bearing dapat
digunakan persamaan berikut:
P = X.V.Fr + Y.Fa
Dimana:
P = gaya ekivalen (kg)
Fr = gaya radial (kg)
Fa = gaya aksial (kg)
V = faktor rotasi bantalan
= 1,0 jika bantalan ring dalam yang berputar
= 1,2 jika bantalan ring luar yang berputar
X = faktor beban radial
Y = faktor beban aksial
Bila yang terjadi adalah beban radial saja, maka harga X = 1 dan Y = 0
Sehingga menjadi persamaan P = V. Fr, dimana gaya radial bantalan diambil yang
terbesar yang didapat dari hasil perancangan poros B.
Bantalan yang digunakan adalah jenis deep groove ball bearing. Didapat
a. Menentukan gaya aksial yang terjadi pada titik B sebesar RB
FrB = RB
= 23 kg
b. Menentukan beban ekuivalen dinamis (Pr)
PrB = X . V . FrB + Y . Fa
Karena, gaya aksial Fa = 0, maka;
Berdasarkan tabel, nilai V = 1 untuk cincin dalam yang berputar,
dan Harga faktor X = 1, Maka:
PrB = X . V . FrB
= 1 . 1 . 23
= 23 kg
c. Menentukan beban ekuivalen Statis (P0)
P0 = FrB = 23 kg
d. Menentukan beban rata-rata
Pm = p p.
rB
P
Dimana, P = 3 untuk bantalan bola dan α = 1 karena tanpa variasi
beban dan putaran.
Pm = p p.
rB
P
= 3 233.1
e. Menentukan faktor kecepatan (fn)
f. Menentukan Faktor umur (fh)
Berdasarkan persamaan 2.16, maka:
g. Menentukan umur bantalan (Lh)
Berdasarkan persamaan 2.15 maka didapat :
4.5.2.2 Analisa pada tumpuan A
a. Menentukan gaya aksial yang terjadi pada titik A sebesar RA
FrA = RA
= 10,7 kg
b. Menentukan beban ekuivalen dinamis (Pr)
PrA = X . V . FrA + Y . Fb
Karena, gaya aksial Fb = 0, maka;
Berdasarkan tabel, nilai V = 1 untuk cincin dalam yang berputar,
dan Harga faktor X = 1, Maka:
PrA = X . V . FrA
= 1 . 1 . 10,7
= 10,7 kg
c. Menentukan beban ekuivalen Statis (P0)
P0 = FrA = 10,7 kg
d. Menentukan beban rata-rata
Pm = p p.
rB
P
Dimana, P = 3 untuk bantalan bola dan α = 1 karena tanpa variasi
beban dan putaran.
Pm = p p.
rB
P
= 3 10,73.1
e. Menentukan faktor kecepatan (fn)
f. Menentukan Faktor umur (fh)
Berdasarkan persamaan 2.16, maka:
g. Menentukan umur bantalan (Lh)
Berdasarkan persamaan 2.15 maka didapat :
4.5Perencanaan pasak
4.6.1 Perencanaan pasak pada puli reduser yang penggerak.
Dari perhitungan sebelumnya diketahui daya pada poros adalah 0,746 KW
dan tegangan puli penggerak (T1) sebesar 950 kg. mm, dengan diameter poros (ds)
sebesar 20 mm. bahan yang digunakan untuk pasak adalah S 45 C.
a) Menentukan gaya tangensial
F =
b) Menentukan tegangan geser yang diizinkan
Tegangan geser yang diizinkan untuk poros
c) Tegangan geser yang diizinkan untuk pasak
d) Menentukan panjang pasak
Berdasarkan diameter poros dan tabel ukuran utama pasak, maka
didapat b x h = 3 x 3, dan panjang 6 - 36 mm.
l b
F k
.
5 , 11 . 3
103
= 2,9 kg / mm2.
4.6.2 Perencanaan pasak pada puli poros yang digerakkan.
Dari perhitungan sebelumnya diketahui daya pada poros adalah 0,746 KW
dan tegangan puli penggerak (T1) sebesar 950 kg. mm, dengan diameter poros (ds)
sebesar 20 mm. bahan yang digunakan untuk pasak adalah S 45 C.
a. Menentukan gaya tangensial
F =
b. Menentukan tegangan geser yang diizinkan
Tegangan geser yang diizinkan untuk poros
Tegangan geser yang diizinkan untuk pasak
c. Menentukan panjang pasak
d.Pemriksaan pasak terhadap tegangan geser yang terjadi
l b
F k
.
3 , 17 . 8
9 , 51
4 , 138
9 , 51
= 0,375 kg / mm2.
Karena = 0,375 kg / mm2 < 7,94 kg / mm2, maka aman.
4.2 Proses Pembuatan Komponen 4.2.1 Pembuatan poros
Poros penahan gulungan kertas dibuat dari bahan dengan kekuatan tarik 370 N/mm2 dengan diameter poros 100 mm. Pembuatan poros dilakukan peda
mesin bubut dengan proses pembubutan roughing dan finising Proses
pembubutan pada poros yang akan dibubut yaitu diameter Ø100, Ø96, Ø75 mm.
A. Proses pembubutan face pada poros
1. Proses face pada poros
Berdasarkan tabel pada lampiran kecepatan untuk proses pembubutan
roughing pada mesin bubut dengan pahat potong HSS sehingga kecepatan potong
(v) yang digunakan adalah 25 m/min, feeding kasar 0,3 mm/r.
a. Penentuan kecepatan putaran mesin bubut (n).
Untuk diameter awal benda kerja d =100 mm dan dengan v = 25 m/min
pada putaran mesin bubut adalah :
v = 1000
. .dn
n = d v
. 1000 .
n =
100 14 , 3
1000 25
x x
Berdasarkan tabel pada lampiran kecepatan pada mesin bubut maka
putaran yang dipakai adalah 280 rpm.
b. Penentuan kecepatan makan (vf).
f = 0,3mm/r
n = 280 Rpm
vf = f . n
vf = 0,3 x 280
vf = 84 mm/min.
c. Penentuan waktu pemotongan (tc).
lt = lv + lw + ln
lt = 37 + 74 + 37
lt = 148 mm
vf = 84 mm/min
tc = vf
lt
tc = 84 148
tc = 1,76 menit.
d. Kedalaman Potong (a).
2 ) (do dm
a
) 96 100
(
e. Kecepatan Penghasilan Geram (Z).
B. Pembuatan poros bertingkat dengan diameter 100 mm.
1. Proses roughing pada poros
Berdasarkan tabel pada lampiran kecepatan untuk proses pembubutan
roughing pada mesin bubut dengan pahat potong HSS sehingga kecepatan potong
(v) yang digunakan adalah 25 m/min, feeding 0,3 mm.
a. Penentuan kecepatan putaran mesin bubut (n)
Untuk diameter awal benda kerja d = 96 mm dan dengan v = 25 m/min pada
putaran mesin bubut adalah:
Berdasarkan tabel pada lampiran kecepatan pada mesin bubut maka putaran
yang dipakai adalah 280 rpm.
b. Penentuan kecepatan makan (vf)
f = 0,15 mm/r
n = 280 rpm
vf = f. n
vf = 0,3 x 280
vf = 84 mm/min.
c. Penentuan waktu pemotongan (tc)
lt = lv + lw + ln
lt = 37 + 7 4 + 43
lt = 148 mm
vf = 84 mm/min
tc = vf
lt
tc = 84 148
tc = 5 menit.
d. Kedalaman Potong (a).
2 ) (do dm
a
e. Kecepatan Penghasilan Geram (Z).
2. Proses finising pada poros
Berdasarkan tabel pada lampiran (1) dengan menggunakan pahat HSS
maka kecepatan pahat potong untuk finising yang digunakan adalah 30
m/min,feeding 0,15 mm.
a. Penentuan kecepatan putaran mesin bubut (n)
Untuk diameter awal benda kerja d = 75 mm dan dengan v = 30 m/min
pada putaran mesin bubut adalah:
v =
Berdasarkan tabel pada lampiran kecepatan pada mesin bubut maka
b. Penentuan kecepatan makan (vf)
f = 0,15 mm/r
n = 280 rpm
vf = f. N
vf = 0,15 x 280
vf = 42 mm/min.
c. Penentuan waktu pemotongan (tc)
lt = lv + lw + ln
lt = 10 + 400 + 10
lt = 420 mm
vf = 42 mm/min
tc = vf
lt
tc = 42 420
tc = 1,76 menit.
d. Kedalaman Potong (a).
2 ) (do dm
a
2 ) 75 5 , 76
(
a
e. Kecepatan Penghasilan Geram (Z).
1000 . .a w Vf
Z : m
1000 34 . 75 , 0 . 84 Z
Z = 2,1 m.
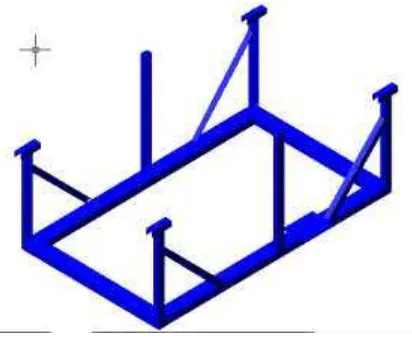
4.2.2 Pembuatan rangka (pengelasan)
A. Perhitungan pengelasan
Gambar 4.2 Rangka mesin
Berdasarkan rumus 2.32 maka didapatkan rumus pada waktu pembuatan
rangka mesin pelipat kertas adalah seperti berikut :
i l A L
l
Dari data yang didapatkan di lapangan adalah sebagai berikut :
L = 5000 mm
Jadi jumlah elektroda yang digunakan berdasarkan persamaan 2.33 adalah
sebagai berikut :
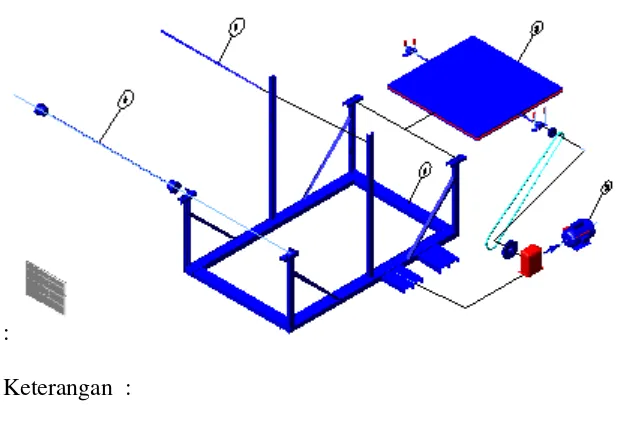
4.3 Proses Perakitan
Adapun langakah perakitannya sebagai berikut:
:
Keterangan :
1. Rangka 4. Poros II, Poros penahan kertas
2. Motor, reduser, puli I, belt, puli II 5. Poros III.
3, Papan pelipat, poros I, bantalan
Gambar 4.3 Proses Perakitan
1. Rangka yang telah terpasang
2. Motor yang telah diberi puli I dipasangkan pada kedudukan motor yang
bersatu pada rangka mesin.
3. Poros pada papan pelipat dipasangkan pada papan pelipat
4. Papan pelipat yang telah diberi bantalan rumah disatukan dengan
menggunakan baut pada bodi rangka pada kedudukan papan pelipat.
5. Poros yang telah menyatu pada papan lipat dan bodi diberi puli II.
7. Roll penegang kertas disatukan pada rangka bagian tengah bodi yaitu pada
tiang roll penegang kertas.
8. Dudukan bantalan roll kertas disatukan pada rangka mesin.
4.4 Pengujian Alat
Adapun langkah pengujian pada mesin pelipat kertas adalah sebagai berikut :
1. Alat dan bahan disiapkan.
2. Roll kertas dimasukan dalam kedudukan kertas yang akan dilipat.
3. Roll kertas dikunci dengan menggunakan poros penjepit kertas.
4. Ujung kertas pada roll kertas di tarik lalu diteruskan melalui roll penegang
kertas sampai pada papan pelipat dan dimasukan pada celah-celah papan
pelipat.
5. Mesin dinyalakan dengan menekan Tombol ON.
6. Lama putaran mesin di hitung dengan stopwatch dan putaran mesin diukur
dengan menggunakan tacometer.
7. Setelah selesai mesin melipat kertas tombol OFF ditekan sekali untuk men
non aktifkan mesin.
8. Lalu dilanjukan pengujian bahan II-IV dengan menggunakan langkah
1-7.
4.5 Hasil Pengujian
Adapun hasil pengujian yang didapat pada saat melakukan pengujian
mesin pelipat kertas adalah sebagai berikut :
4.5.1 Data Pengujian
Waktu untuk memasang lipatan kertas pada dudukan pelipat : ± 2 menit
atau 120 sekon.
N0 Berat Awal (kg) Waktu (s)
(Sumber : Data Olahan)
Maka kapasitas alat pelipat kertas adalah :
Gambar 4.4 Hasil lipatan kertas kertas
4.6 Perawatan
Produktifitas dari suatu mesin sangat didukung oleh sistem maintenance
yang dilakukan, begitu juga dengan alat pelipat kertas. Hasil yang diinginkan
sangat didukung oleh sistem maintenance yang diterapkan.
Perawatan atau maintenance merupakan kegiatan yang bertujuan untuk
menjaga dan memelihara alat-alat yang ada dalam mesin dan mengadakan
perbaikan yang diperlukan agar operasi berjalan dengan kondisi mesin yang baik.
Perawatan yang dilakukan terhadap alat pelipat kertas ini adalah
perawatan yang bersifat berkala, yaitu :
1. Perawatan Harian
Perawatan yaitu menjaga roll penegang kertas agar tidak rusak atau
berkerut pada permukaanya karena dapat mempengarui jalanya kertas pada
saat dilipat .
2. Perawatan Mingguan
Perawatan mingguan hanya dengan pemberian pelumas dengan jenis
Grease terhadap bantalan yang ada diporos.
Perawatan bulanan dilakukan dengan memeriksa ketegangan sabuk yang
berfungsi untuk meneruskan daya dari motor ke puli dan papan lipat.
4. Perawatan Tahunan