Keutuhan Permukaan Baja AISI 4140 Pada Pemesinan Laju Tinggi, Keras Dan Kering Menggunakan Pahat CBN
Teks penuh
Gambar





Dokumen terkait
Dari variasi kecepatan potong, sudut geram pahat dan gerak makan maka dapat ditentukan keausan pahat Karbida, kekasaran permukaan baja karbon tinggi dan persamaan umur
Untuk mengetahui besarnya penurunan gaya potong, gaya makan, dan kekasaran permukaan pada pembubutan dengan menggunakan CPBT dan CPTT, dilakukan perbandingan pangkat dari
Nilai optimum kekasaran permukaan untuk pahat karbida yang dilapisi dicapai pada kondisi pemotongan kecepatan potong 250 m/min dan kadar pemakanan 0.05
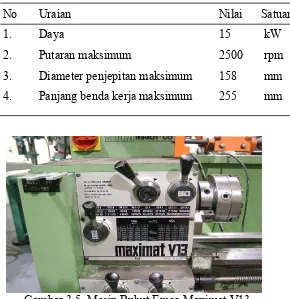
Kondisi optimal dari parameter pemesinan yang berpengaruh terhadap kekasaran permukaan adalah pada kecepatan putaran spindel 2500 rpm, kecepatan pemakanan sebesar 0,12 mm/rev,
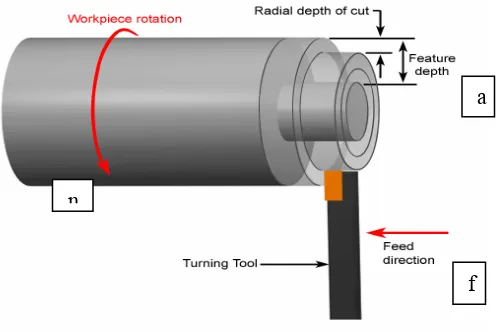
Penelitian ini bertujuan untuk menganalisis pengaruh variasi kecepatan potong dan kedalaman pemakanan terhadap kekasaran permukaan benda kerja baja karbon rendah pada proses
Pengaruh Jenis Pahat dan Cairan Pendingin serta Kedalaman Pemakanan terhadap Tingkat Kekasaran dan Kekerasan Permukaan Baja St 60 pada Proses Bubut Konvensional.. Arsana, P., Pasek
Hasil Dan Pembahasan 4.1 Hasil Penelitian Hasil penelitian tentang “Pengaruh Kecepatan Potong Pada Pembubutan Baja ST60 Terhadap Kekasaran Permukaan Menggunakan Pahat Karbida
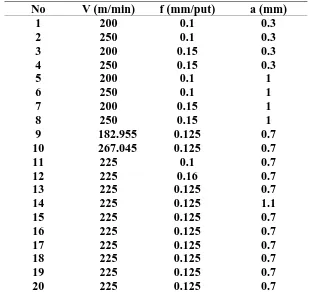
Untuk nilai kekasaran permukaan material baja AISI 1045 dan baja AISI 4140 memiliki empat variasi kecepatan pemakanan mesin bubut pada penelitian ini, yang mana pada setiap variasinya
