KINERJA PAHAT CBN PADA PEMESINAN LAJU TINGGI,
KERAS DAN KERING BAHAN AISI 4140
TESIS
OLEH
Bobby Umroh
087015002/TM
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KINERJA PAHAT CBN PADA PEMESINAN LAJU TINGGI,
KERAS DAN KERING BAHAN AISI 4140
TESIS
Untuk Memperoleh Gelar Magister Teknik
Dalam Program Studi Teknik Mesin
Pada Program Magister Teknik Mesin Universitas SumaterUtara
OLEH
Bobby Umroh
087015002/TM
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
Penelitian pemesinan laju tinggi, keras dan kering dengan tujuan untuk mengkaji umur pahat (Tc) dan kondisi pemotongan optimum menggunakan Metode permukaan sambutan (Response Surface Methodology/RSM) telah dilakukan pada pahat CBN yang digunakan untuk membubut bahan AISI 4140 berkekerasan 55 HRC. Pengumpulan data pengujian pemesinan ini dilakukan menggunakan metode CCF (centered cubic on face) data sebanyak 10 kali percobaan dengan 3 variabel utama yaitu laju pemotongan(V), laju pemakanan (f) dan kedalaman potong (a) pada tiga tiga tingkat besaran. Dari seluruh percobaan yang dilakukan pada umumnya performa pahat CBN dibatasi oleh pertumbuhan aus tepi. Selain itu, aus kawah ada sedikit dijumpai pada beberapa kondisi pemotongan namun aus tepi masih mendominasi. Pertumbuhan Aus tepi yang terjadi dikelompokkan kepada 3 fasa yaitu fasa aus inisial, fasa aus gradual dan fasa aus mendadak. Dari data hasil eksperimen disusun Model umur pahat Taylor yang diekspansi dengan mengakomodir variable f dan a. Analisis lanjut menggunakan multi linier regression yang menghasilkan model umur yaitu Tc =10 9.34/ V 4.2 f 1.25 a 0.246. Hasil optimasi menunjukkan pula bahwa kondisi pemotongan optimum yang diperoleh pada pemesinan AISI 4140 menggunakan pahat CBN pada keadaan pemesinan laju tinggi, keras dan kering adalah pada laju pemotongan 200 m/min, laju pemakanan 0.16 mm/rev dan kedalaman potong 1.1 mm dengan volume pembuangan geram 161.02 cm3.
ABSTRACT
Research on high speed and hard machining under dry environment with objectives to studying tool life and optimum cutting condition by utilising Response Surface Methodology has been carried out by turning of AISI 4140 with hardness of 55 HRc using CBN cutting tool. The data collection for machining study was done by the CCF method in which three parameters were choosen as the independent parameter, i.e. cutting speed (v), feeding (f) and depth of cut (a), and the magnitudes were set in three levels.From the study, it was observed that flank wear played an important role for CBN cutting tool performance. In few case, crater wear was also observed but still flank wear was dominant. The flank wear progression in this study can be classified into 3 phases, they are initial phase, gradual phase and abrupt phase.Using the data resulted from experiment, Taylor model for tool life was expanded by taking into account other two parameters feeding and depth of cut. Further analysis using multi-linear regression method the model can be written as Tc= 10 9.34/ V 4.2 f 1.25 a 0.246. The result of optimation shows that the optimum cutting condition for machining AISI 4140 using CBN under high speed, hard and dry machining is at cutting speed of 200 m/min, feed of 0.16 mm/rev and depth of cut of 1.1 mm in which the rate of metal removal is 161.02 cm3/min.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT. karena berkat
rahmat dan karunianya yang telah diberikan kepada penulis sehingga tesis ini
dapat diselesaikan dengan judul ”KINERJA PAHAT CBN PADA
PEMESINAN LAJU TINGGI, KERAS DAN KERING BAHAN AISI 4140”.
Penulisan tesis ini di ajukan untuk melakukan penelitian dalam rangka
menyelesaikan pendidikan Pascasarjana pada Program Studi Megister Teknik
Mesin pada bidang Manufaktur, di Fakultas Teknik USU. Dalam suka dan duka
ketika penyusunan tesis ini banyak bantuan, dorongan saran telah diberikan
kepada penulis dan untuk ini penulis menyampaikan terima kasih dan
penghargaan kepada:
Bapak Prof. Dr.Ir. Armansyah Ginting, M.Eng, selaku ketua komisi Pembimbing,
Bapak Dr.Ir. Sutarman, MSc dan Bapak Ir. Alfian Hamsi, MSc. yang
masing-masing sebagai anggota Komisi Pembimbing yang telah memberikan arahan dan
petunjuk kepada penulis mulai dari pembuatan hingga menjadi tesis. Dr. Eng
Indra, MT selaku Ketua Program Doktor dan Magister Teknik Mesin USU, yang
telah memberikan masukan, saran dan dukungan. Seluruh Dosen dan staf
administrasi Program Studi Magister Teknik Mesin Fakultas Teknik USU yang
telah memberikan ilmu pengetahuan dan membantu terlaksananya proses
penyelesaian tesis ini serta rekan & para sahabat mahasiswa Program Studi
Secara khusus penulis menyampaikan terima kasih kepada kedua orang tua
Ayahanda (alm idrus), Ibunda (marwani Harahap) , adik-adikku (Ade Sofyana
dan Ella Hardyanti) serta pendamping hidupku (Maya Sari, S.ST) yang telah
memberikan doa, dukungan dan semangat kepada penulis dalam menyelesaikan
penelitian ini.
Penulis menyadari masih banyak ketidaksempurnaan dalam penulisan tesis
ini maka kritik dan saran demi perbaikan sangat diharapkan sehingga tesis ini
dapat bermanfaat bagi perkembangan dan kemajuan ilmu pengetahuan. Semoga
Tuhan membalas semua kebaikan yang telah diberikan, amin.
Medan, 30 mei 2011
Penulis
RIWAYAT HIDUP
1. DATA PRIBADI
Nama : Bobby Umroh
TTL : Babussalam, 19-01-1986
Jenis Kelamin : Pria
Agama : Islam
Alamat Domisili :Jln. Jati II No.61 Medan
Kode Pos Domisili : 20217
No Telpon :081361038389
Status perkawinan : Belum Menikah
2. PENDIDIKAN
1. Riwayat Pendidikan Umum
No Pendidikan Nama Sekolah Program Studi TahunLulus
1 SD SDN 027 Siarang-arang - 1997
2 SLTP SMPN 4 Siarang-arang - 2000
3 SLTA SMK perjuangan 2 Mesin Otomotif 2003
4 S1 ITM Medan Teknik Mesin 2008
2. DETAIL PENGALAMAN ORGANISASI DAN PEKERJAAN
No Nama Organisasi/instansi Jabatan/Bidang Tahun Akhir
1 Himpunan Mahasiswa Teknik
Mesin ITM Kepala Bidang 2005
2 POST ARCA 52 ITM Ketua Umum 2007
2
Ikatan Keluarga besar Mahasiswa Magister Teknik Mesin
Sekretaris Umum 2010
4 PT. Industri Karbonik Indonesia Supervisor
Produksi 2008
5 Universitas Dian Nusantara Dosen Auto CAD 2009
6 Universitas Tjut Nyak Dhien Dosen
Manufaktur Sekarang
7 Universitas Tjut Nyak dhien Dekan Fakultas
Teknik Sekarang
8 PT. Globar Makmur Perkasa
Group
Ka. Divisi
Engginering Sekarang
9 PT. ARCA PRODUCTION KOMISARIS Sekarang
3. DETAIL PENGALAMAN MENGIKUTI PELATIHAN/ SEMINAR NASIONAL
No Kursus / Pelatihan Peran Serta Tahun
1 Pelatihan Pertolongan Pertama Peserta 2006
2 Servopulser sebagai alat uji Fatik, Stataik
4
Proses Bending Menggunakan Bending Plate Machine Untuk Bagian Chasis Mobil
Seminar Nano Technology in Material, laner development program for foreign student from asia
Peserta 2009
7 Pelatihan Guest lecture Solid
Mechanics Panitia 2009
8 Seminar Gassification
characteristic of rubber wood Panitia 2009
9
Seminar Hybrid Method of Dem and Fem For particle Impact
Panitia 2009
10
Seminar Pengaruh Variasi Putaran Mesin terhadap Noise pada Knalpot Komposit yang dilengkapi saluran dalam ganda pada mobil bensin Kijang 7 K
Peserta 2009
11
Impact Response of solid polymer and EFB polymeric foam trafficonnes with different lower base Structures
Peserta 2009
13 Aplikasi Teknologi Informasi
dalam Manjemen
Pemeliharaan dan Mutu Pendidikan/Pelatuhan
14 Pekan Ilmiah XIX UISU Peserta 2011
15 seminar nasional XIX UISU Pemakalah 2011
1. KARYA ILMIAH
No Judul Kegiatan Tahun
1
Analisa Kekuatan Karbiner C Akibat Pembebanan Statik Tarik
Penelitian 2010
2
Kinerja Pahat CBN Ketika Membubut Kering AISI 4140 (60 HRC) Pada Keadaan Laju Tinggi
DAFTAR ISI
Nomor Judul Halaman
ABSTRAK ... I
ABSTRACT... ii
KATA PENGANTAR ... iii
DAFTAR RIWAYAT HIDUP ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
BAB 1 PENDAHULUAN ... 1
2.1 Proses Pemotongan dengan Bubut ... 5
2.2 Material Pahat ... 9
2.3 Konsep Pemesinan Terkini ... 12
2.3.1 Pemesinan Laju Tinggi ... 12
2.3.2 Pemesinan Keras ... 13
2.3.3 Pemesinan Kering ... 15
2.4 Bahan Logam dan Bahan Rekayasa ... 17
2.4.1 Bahan Logam Ferro ... 17
2.4.3 Sifat dan Karakteristik Logam ... 18
3.4.2 Kerangka Konsep Penelitian... 34
3.4.3 Pengumpulan Data... 35
3.4.5 Prosedur Pengambilan Data... 36
3.4.6 Analisa Data... 37
BAB 4 HASIL DAN PEMBAHASAN... 40
4.1 Hasil Pengujian... 40
4.2 Pertumbuhan Aus Pahat(Flank Wear)…... 43
4.4 Menentukan Hubungan Kondisi Pemotongan (V, F Dan A) Dengan Umur Pahat Menggunakan Regresi Multi
Linier... 47
4.5 Menentukan Kondisi Pemotongan Optimum Dengan Menggunakan Response Surface Metodology (RSM) ... 50
BAB 5 KESIMPULAN DAN SARAN... 59
5.1 Kesimpulan... 59
5.2 Saran... 60
DAFTAR PUSTAKA... 61
DAFTAR TABEL
Nomor Judul Halaman
3.1 Tabel Kegiatan Penelitian... 26
3.2 Komposisi Kimia Bahan AISI 4140... 27
3.3 Mechanical Properties AISI 4140... 27
3.4 Temperatur proses perlakuan Panas... 27
3.5 Mekanical Properties CBN... 29
3.6 Data Teknis Maximat 13... 31
3.7 Kondisi Pemotongan... 35
4.1 Data hasil pengujian... 40
4.2 Data eksperimen Umur Pahat... 46
4.3 Nilai Logaritma V, f, a, VBc, Tc... 48
4.4 Uji parameter Koofisien Regresi umur pahat... 49
4.5 Anava Umur Pahat... 49
4.6 Nilai Model Umur Pahat... 50
4.7 Data Perkiraan Metode RSM... 51
4.8 Uji parameter Koofisien Regresi umur pahat... 52
4.9 Anava Umur Pahat... 54
4.10 Kondisi Pemotogan Optimum... 57
DAFTAR GAMBAR
Nomor Judul Halaman
2.1 Proses Bubut... 6
2.2 Penamaan (nomenclature) pahat kanan... 6
2.3 Proses Bubut... 8
2.4 Laju pemotongan pada Proses Laju Tinggi... 13
3.1 Bentuk dan Geometri benda Uji... 27
3.2 Pahat CBN... 28
3.3 Geometri Pahat CBN... 29
3.4 Pemegang Pahat (Tool Holder) ... 29
3.5 Pemeriksaan data kekerasan benda Uji... 30
3.6 Mesin Bubut Maximat V13... 31
3.7 USB Digital Mikroskop ... 32
3.8 Scaning Electron Microscopy ... 32
3.9 Setup Mesin ... 33
3.10 Kerangka Konsep Penelitian ... 34
4.1 Kerusakan Pahat V : 225 mm/min Tc: 4.36 menit... 41
4.2 Kerusakan Pahat V : 267 mm/min Tc: 1.7 menit ... 42
4.3 Kurva 3 Fasa Pertumbuhan Aus Tepi... 43
4.4 Grafik Laju Keausan CBN Laju pemotongan Vs Umur pahat (Tc) ... 47
4.6 Interaksi Laju Pemotongan (f) Dan kedalaman Potong (a) Versus Umur Pahat (Tc) ... 53
4.7 Plot Kontur Tc vs V dan f... 55 4.8 Plot Permukaan Tc vs V dan f ... 55
4.9 Kurva Respons Optimally Terhadap V, f dan a Pada kondisi
pemotongan V=225m/min, f=0.148mm/rev dan
a=1.1mm... 56
4.10 Kurva Respons Optimally Terhadap V, f dan a Pada kondisi
pemotongan V=200m/min, f=0.16mm/rev dan
ABSTRAK
Penelitian pemesinan laju tinggi, keras dan kering dengan tujuan untuk mengkaji umur pahat (Tc) dan kondisi pemotongan optimum menggunakan Metode permukaan sambutan (Response Surface Methodology/RSM) telah dilakukan pada pahat CBN yang digunakan untuk membubut bahan AISI 4140 berkekerasan 55 HRC. Pengumpulan data pengujian pemesinan ini dilakukan menggunakan metode CCF (centered cubic on face) data sebanyak 10 kali percobaan dengan 3 variabel utama yaitu laju pemotongan(V), laju pemakanan (f) dan kedalaman potong (a) pada tiga tiga tingkat besaran. Dari seluruh percobaan yang dilakukan pada umumnya performa pahat CBN dibatasi oleh pertumbuhan aus tepi. Selain itu, aus kawah ada sedikit dijumpai pada beberapa kondisi pemotongan namun aus tepi masih mendominasi. Pertumbuhan Aus tepi yang terjadi dikelompokkan kepada 3 fasa yaitu fasa aus inisial, fasa aus gradual dan fasa aus mendadak. Dari data hasil eksperimen disusun Model umur pahat Taylor yang diekspansi dengan mengakomodir variable f dan a. Analisis lanjut menggunakan multi linier regression yang menghasilkan model umur yaitu Tc =10 9.34/ V 4.2 f 1.25 a 0.246. Hasil optimasi menunjukkan pula bahwa kondisi pemotongan optimum yang diperoleh pada pemesinan AISI 4140 menggunakan pahat CBN pada keadaan pemesinan laju tinggi, keras dan kering adalah pada laju pemotongan 200 m/min, laju pemakanan 0.16 mm/rev dan kedalaman potong 1.1 mm dengan volume pembuangan geram 161.02 cm3.
ABSTRACT
Research on high speed and hard machining under dry environment with objectives to studying tool life and optimum cutting condition by utilising Response Surface Methodology has been carried out by turning of AISI 4140 with hardness of 55 HRc using CBN cutting tool. The data collection for machining study was done by the CCF method in which three parameters were choosen as the independent parameter, i.e. cutting speed (v), feeding (f) and depth of cut (a), and the magnitudes were set in three levels.From the study, it was observed that flank wear played an important role for CBN cutting tool performance. In few case, crater wear was also observed but still flank wear was dominant. The flank wear progression in this study can be classified into 3 phases, they are initial phase, gradual phase and abrupt phase.Using the data resulted from experiment, Taylor model for tool life was expanded by taking into account other two parameters feeding and depth of cut. Further analysis using multi-linear regression method the model can be written as Tc= 10 9.34/ V 4.2 f 1.25 a 0.246. The result of optimation shows that the optimum cutting condition for machining AISI 4140 using CBN under high speed, hard and dry machining is at cutting speed of 200 m/min, feed of 0.16 mm/rev and depth of cut of 1.1 mm in which the rate of metal removal is 161.02 cm3/min.
BAB I
PENDAHULUAN
1.1 Latar belakang
Isu strategis pada industri manufaktur adalah produktivitas tinggi yang
harus dicapai dengan mempertimbangkan keselamatan lingkungan pada saat
mengimplementasikan teknologi pemesinan termaju. Produktifitas yang tinggi
akan dicapai dengan implementasi teknologi pemesinan termaju yaitu pemesinan
laju tinggi dan pemesinan keras. Manakala, untuk keselamatan lingkungan perlu
dilakukan konsep pemesinan kering. Pemesinan laju tinggi adalah proses
pemotongan logam yang dicirikan oleh laju pemotongan yang tinggi dan
berhubungan erat dengan jenis bahan yang dipotong (Schutz & Moriwaki, 1992).
Pemesinan keras adalah proses pemotongan logam yang dicirikan oleh operasi
pemesinan yang langsung dilakukan pada bahan yang memiliki sifat fisik yaitu
kekerasan bahan yang tinggi sebagaimana yang disyaratkan oleh produknya
(Grezik & Wanat, 2006). Selanjutnya, pemesinan kering adalah proses
pemotongan logam yang dilakukan tanpa adanya cairan pemotongan yang
biasanya digunakan sebagai media pendingin dan media pelumas. Lebih lanjut,
pemesinan kering memiliki kelebihan yaitu tidak digunakannya cairan
pemotongan berarti dapat mengurangi ongkos produksi sebesar (16-20)% serta
berpengaruh untuk penyelamatan lingkungan karena tidak adanya cairan
pemotongan bekas yang dibuang ke lingkungan (Streejith & Ngoi, 2000).
produktifitas. Namun demikian, pemesinan laju tinggi pada benda kerja
berkekerasan tinggi tersebut masih dilakukan pada konsep pemesinan basah.
Implementasi Pemesinan laju tinggi yang dilakukan pada bahan berkekerasan
tinggi pada konsep pemesinan basah memang berhasil meningkatkan
produktifitasnya, namun dari aspek penyelamatan lingkungan, cairan pemotongan
yang digunakan masih berpotensi mencemari lingkungan. Hingga saat ini belum
ada laporan yang komperensif tentang pemesinan laju tinggi pada bahan
berkekerasan tinggi (pemesinan keras) yang dilakukan pada konsep pemesinan
kering. Dari beberapa peneliti sebelumnya dilaporkan bahwa pahat yang potensial
dapat digunakan pada pemesinan laju tinggi dan pemesinan keras adalah Pahat
CBN (E. Aslan, 2005), keramik dan PCBN (C. Bruni et. al., 2007) dan PCBN
(Ozel et. al., 2008). Berdasarkan beberapa pertimbangan diantaranya yang utama
adalah belum tersedianya laporan yang komperensif tentang Kinerja pahat CBN
pada pemesinan laju tinggi, keras dan kering, maka pada penelitian ini dipilih
pahat CBN untuk dapat dipelajari Kinerjanya. Kinerja tersebut ditentukan oleh
umur pahat dan kondisi pemotongan optimum yang mampu dihasilkan pahat CBN
saat memotong AISI 4140 berkekerasan 55 HRC pada pemotongan laju tinggi dan
kering.
Berdasarkan hal di atas perlu dilakukan kajian yang dapat menjelaskan Kinerja
pahat CBN pada keadaan pemesinan yang dilakukan pada laju tinggi, keras dan
kering. Oleh karena itu penelitian ini penting untuk dilakukan.
Objek yang dikaji pada penelitian dengan topik pemesinan laju tinggi,
keras dan kering subjek pada penelitian ini difokuskan pada kajian umur pahat
dan kondisi pemotongan optimum yang dapat dilakukan oleh pahat tertentu
terhadap benda kerja memiliki kekerasan tinggi. Benda kerja berkekerasan tinggi
yang dipilih pada penelitian ini adalah baja paduan dengan pengenalan AISI 4140.
Pada konstruksi rekayasa bahan tersebut banyak digunakan sebagai bahan
konstruksi pendarat pesawat terbang (landing gear), penahan beban pada poros
putaran, roda gigi dan komponen persenjataan. Dari sifat fisiknya yaitu kekerasan,
benda kerja ini berkekerasan sekurang-kurangnya adalah 55 HRC.
1.3 Tujuan Penelitian
1.3.1 Tujuan Umum
Secara umum tujuan penelitian ini adalah mempelajari Kinerja pahat CBN
pada pemesinan laju tinggi, keras dan kering baja paduan AISI 4140.
1.3.2 Tujuan Khusus
1. Mempelajari Kinerja pahat CBN dalam artian umur pahat ketika
digunakan pada pemesinan laju tinggi, keras dan kering paduan baja
AISI 4140.
2. Menyusun model umur pahat CBN menggunakan perluasan model
pahat Taylor.
3. Menentukan kondisi pemotongan optimum pahat CBN pada saat
pemotongan laju tinggi, keras dan kering dengan metode Response
Surface methodology (RSM).
Hasil penelitian ini memiliki dua manfaat utama yaitu:
1. Bagi dunia akademik, hasil penelitian ini dapat memberi kontribusi
kapada penyediaan informasi dan pengembangan ilmu pemotongan
logam khususnya konsep pemesinan laju tinggi, keras dan kering.
2. Bagi industri dunia manufaktur, hasil penelitian ini dapat di gunakan
sebagai rujukan implementasi konsep pemesianan laju tinggi, keras
BAB II
TINJAUAN PUSTAKA
2.1 Proses Pemotongan dengan Bubut
Proses pemotongan logam merupakan suatu proses yang digunakan untuk
mengubah bentuk suatu produk dari logam (komponen mesin) dengan cara
memotong. Selain itu Proses pemotongan logam merupakan kegiatan terbesar
yang dilakukan pada industri manufaktur, proses ini mampu menghasilkan
komponen yang memiliki bentuk yang komplek dengan akurasi geometri dan
dimensi tinggi. Prinsip pemotongan logam dapat defenisikan sebagai sebuah aksi
dari sebuah alat potong yang dikontakkan dengan sebuah benda kerja untuk
membuang permukaan benda kerja tersebut dalam bentuk geram. Meskipun
definisinya sederhana akan tetapi proses pemotongan logam adalah sangat
komplek.
Salah satu proses pemesinan yang digunakan pada pemotongan logam
adalah proses bubut. Proses ini bertujuan untuk membuang material dimana benda
kerja dicekam menggunakan sebuah chuck atau pencekam dan berputar pada
sebuah sumbu, alat potong bergerak arah aksial dan radial terhadap benda kerja
sehingga terjadi pemotongan dan menghasilkan permukaan yang konsentris
dengan sumbu putar benda kerja. Gambar 2.1 adalah skematis dari sebuah proses
bubut dimana N adalah putaran poros utama, f adalah laju pemakanan, dan a
pahat potong menghubungkan sisi dengan ujung potong (cutting edge) dan
berpengaruh terhadap umur pahat, gaya radial, dan permukaan akhir.
f
a
n
Gambar 2.1 Proses bubut
(a) (b)
Gambar 2.2. Penamaan (nomenclature) pahat kanan
Ada tiga parameter utama yang berpengaruh terhadap gaya potong,
peningkatan panas, keausan, dan integritas permukaan benda kerja yang
dan kedalaman potong (a). Laju pemotongan adalah kecepatan keliling benda kerja dengan satuan (m/min), laju pemakanan adalah perpindahan atau jarak
tempuh pahat tiap satu putaran benda kerja dengan satuan (mm/rev), kedalaman
potong adalah tebal material terbuang pada arah radial dengan satuan (mm).
Beberap proses dasar yang dimaksud merupakan elemen penting dalam
menghitung setiap proses pemesinan, namun dalam hal ini ada beberapa
penambahan persamaan untuk mengetahui beberapa parameter –parameternya
yaitu gaya-gaya pemotongan dan temperatur pemotongan.
Menurut Rochim (1993) pada setiap proses pemesinan ada lima elemen
dasar yang perlu dipahami, yaitu:
a. Laju pemotongan (cutting speed ): V (m/min) b. Kecepatan makan (feeding speed): Vf (mm/min)
c. Kedalaman potong (depth of cut): a (mm) d. Waktu pemotongan (cutting time): tc (min)
e. Laju pembuangan geram (material removal rate): MRR (cm3/min)
Pada proses pembubutan memiliki beberapa elemen dasar yang dapat
dihitung secara teori menggunakan beberapa persamaan sehingga dapat diketahui
parameter yang berkaitan dengan laju pemotongan, kedalaman potong, waktu
pemotongan, kedalaman potong dan laju pembuangan geram.
Elemen dasar pada proses bubut dapat diketahui menggunakan rumus
Gambar 2.3 Proses Bubut Geometri benda kerja : do = diameter awal (mm)
dm = diameter akhir (mm)
lt = panjang pemesinan (mm) Geometri pahat : kr = sudut potong utama (o)
o = sudut geram (o)
Kondisi pemesinan a = kedalaman potong
a = (mm)……….……….(2.1)
f = laju pemakanan (mm/putaran)
N = putaran poros utama (rpm)
Dengan diketahuinya besaran-besaran di atas sehingga kondisi
1. Laju pemotongan ………...(2.2)
Dimana d = diameter rata-rata
d =
(
mm)………...(2.3)2. Laju laju pemakanan vf = f .N (mm/min)……….………(2.4)
3. Waktu pemotongan tc =
(
min)………...……(2.5)4. Laju pembuangan geram MRR = A.V (cm3/min)………(2.6)
Dimana A = penampang geram sebelum terpotong
A =f.a (mm2)………...(2.7)
Maka MRR = V.f.a (cm3/min)……..…………..…(2.8)
Sudut potong utama (principal cutting edge angle/Kr) adalah sudut antara mata potong utama dengan laju laju pemakanan (Vf), besarnya sudut tersebut ditentukan oleh geometri pahat dan cara pemasangan pada mesin bubut. Untuk
nilai laju pemakanan (f) dan kedalaman potong (a) yang tetap maka sudut ini akan
mempengaruhi lebar pemotongan (b) dan tebal geram sebelum terpotong (h)
sebagai berikut:
1. Lebar pemotongan b =
(
mm)………(2.9)2. Tebal geram sebelum terpotong h =
(
mm)……….(2.10)Dengan demikian penampang geram sebelum terpotong adalah:
A = f.a =b.h
2.2 Material Pahat
Proses pembentukan geram denagn cara pemesinan berlangsung, denagn
cara mempertemukan dua jenis material. Untuk menjamin kelangsungan proses
ini maka jelas diperlukan material pahat yang lebih unggul daripada material
benda kerja. Keunggulan tersebut dapat dicapai karena pahat dibuat dengan
memperhatikan berbagai segi yaitu:
1. Kekerasan: kekerasan yang cukup tinggi melebihi kekerasan benda kerja
tidak saja pada temperatur ruang melainkan juga pada temperatur tinggi
pada saat proses pembentukan geram berlangsung.
2. Keuletan: Keuletan yang cukup besar untuk menahan beban kejut yang
terjadi sewaktu pemesinan dengan interupsi maupun sewaktu memotong
benda kerja yang mengandung partikel/bagian yang keras (hard spot).
3. Ketahanan beban kejut thermal: diperlukan bila terjadi perubahan
temperature yang cukup besar yang cukup besar secara besar secara
berkala/periodik.
4. Sifat adhesi yang rendah: Untuk mengurangi afinitas benda kerja terhadap
pahat mengurangi laju keausan, serta penurunan gaya pemotongan.
5. Daya larut elemen/komponen material pahat yang rendah: dibutuhkan
demi untuk memperkecil laju keausan akibat mekanisme difusi.
Kekerasan yang rendah dan daya adhesi yang tinggi tidak diinginkan
sebab mata potong akan terdeformasi, terjadi keausan tepi dan keausan kawah
yang besar. Keuletan yang rendah serta ketahanan beban kejut termal yang kecil
kerusakan fatal. Pada umumnya kekerasan dan daya tahan termal yang di
pertinggi selalu diikuti oleh penurunan keuletan. Berbagai penelitian dilakukan
untuk mempertinggi kekerasan dan menjaga supaya keuletan tidak terlalu rendah
sehingga pahat tersebut dapat digunakan pada kecepatan tinggi. Hal ini dapat
dimaklumi karena peninggian laju pemotongan berarti menaikkan produktivitas.
Pada mulanya untuk memotong baja digunakan baja karbon tinggi sebagai
bahan perkakas potong dimana laju pemotongan pada waktu itu hanya boleh
mencapai sekitar 10m/menit. Berkat kemajuan teknologi, laju pemotongan ini
dapat dinaikkan sehingga mencapai sekitar 700m/menit yaitu dengan
menggunakan CBN (Cubic Boron Nitride) selain itu (taufiq rohim, 1993) pahat
karbida dan keramik juga berfungsi dengan baik untuk laju pemotongan dan
temperature kerja yang tinggi. Jenis-jenis pahat yang di pakai pada proses
pemesinan adalah:
1. Baja Karbon (High Carbon Steels)
2. HSS (High Speed Steels)
3. Paduan Cor Nonferro (Cast Nonferrous Alloys)
4. Karbida (Cemented Carbides)
5. Keramik (Ceramics)
6. CBN (Cubic Boron Nitride)
7. Intan (Sinteran Diamonds and Natural Diamonds)
Dalam hal ini pahat di fokuskan pada CBN (Cubic Boron Nitride) untuk
keramik. Diperkenalkan oleh GE (Borazon, 1957). Dibuat dengan perlkuan
penekanan panas
(HIP, 60 kbar, 1500oC) sehingga serbuk graphit putih Nitride Boron dengan
struktur atom heksagonal berubah menjadi struktur kubik. Pahat sisipan CBN
dapat dibuat dengan menyinter serbuk BN tanpa atau dengan material pengikut
Al2O3 TiN atau Co. Hard hardness CBN ini sangat tinggi, CBN ini dapat
digunakan untuk pemesinan berbagai jenis baja dalam keadaan dikeraskan
(Hardeneed Steel), besi tuang, HSS maupun karbida semen. Afinitas terhadap baja
sangat kecil dan tahan terhadap perubahan reaksi kimiawi sampai dengan
temperature pemotongan 13000C (laju pemotongan yang tinggi).
2.3 Konsep Pemesinan Terkini
2.3.1 Pemesinan Laju Tinggi
Meningkatnya permintaan untuk memperbesar produktivitas dengan biaya
produksi rendah, menuntut untuk dilakukannya pemesinan yang cepat maka
dilakukan pemesinan dengan cara meningkatkan kecepatan pemesinan. Teknologi
pemesinan kecepatan tinggi (high speed machining) merupakan salah satu cara untuk meningkatkan produktivitas. Dengan laju pemotongan yang tinggi, maka
volume pelepasan material dari material induk akan meningkat sehingga akan
diperoleh penghematan waktu pemesinan yang cukup berarti. Di samping itu
pemesinan kecepatan tinggi mampu menghasilkan produk yang halus
permukaannya serta ukuran yang lebih presisi.
Defenisi tentang proses pemesinan kecepatan tinggi (high speed
perbedaan namun sebagian besar menyatakan bahwa laju pemotongan merupakan
variable penentu terhadap pendefenisian tersebut seperti yang dikemukakan oleh
Salomon pada tahun 1931 menyatakan bahwa Proses pemesinan kecepatan tinggi
adalah proses pemesinan dengan laju pemotongan sebesar 5 – 10 kali lebih besar
daripada proses konvensional (Schulz, 1999), dan (Schulz et.al., 1992) mengatakan
bahwa Proses pemesinan kecepatan tinggi ditentukan berdasarkan jenis bahan
yang digunakan.
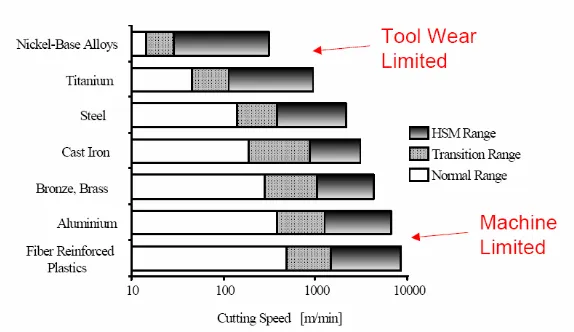
Gambar 2.4 Laju pemotongan pada Proses Laju Tinggi Sumber : Schultz dan Moriwaki 1992
2.3.2 Pemesinan Keras
Proses Pemesinan keras sama dengan bubut biasa, tetapi pada proses
pemesinan keras pemotongan dilakukan terhadap benda kerja dengan kekerasan
lebih besar dari 40 HRC. Prinsip kerja proses bubut biasa pada dasarnya
diterapkan pada proses bubut keras. Bagaimanapun terdapat perbedaan
karakteristik sebagai akibat tingginya kekerasan material yang akan dipotong.
modulus ratio yang tinggi. Akibat dari semua itu maka pada proses bubut keras
dibutuhkan alat potong yang jauh lebih keras dan tahan terhadap abrasive
dibanding proses bubut biasa. Proses bubut keras dapat dilakukan terhadap
berbagai macam jenis logam seperti baja paduan (steel alloy), baja untuk bantalan
(bearing steel), hot and coldwork tool steel, high speed steel, die steel, dan baja tuang yang dikeraskan (Baggio,1996).
Proses bubut keras dapat menjadi solusi untuk mengurangi waktu produksi
melalui pengurangan jumlah proses (tahapan), setup peralatan dan waktu untuk
inspeksi karena proses bubut keras dapat dilakukan pada mesin bubut yang sama
dimana proses bubut konvensional dilakukan, peralatan yang sama dapat
digunakan dan tanpa membutuhkan tambahan sebuah mesin gerinda.
Bagaimanapun mesin untuk bubut keras memiliki kebutuhan spasi ruangan yang
lebih kecil dibandingkan mesin gerinda. Dibutuhkan investasi yang lebih kecil
untuk sebuah mesin bubut CNC dibandingkan sebuah mesin gerinda presisi.
Keuntungan yang sangat signifikan dari pahat potong bermata tunggal (single
point cutting tool) sebagaimana yang digunakan pada proses bubut dapat
digunakan untuk pekerjaan dengan kontur permukaan yang rumit, tidak demikian
halnya dengan proses gerinda.
Pertimbangan bagi dunia industri untuk menggunakan proses bubut keras
adalah ratio antara biaya peralatan khususnya pahat potong yang digunakan
terhadap umur dari pahat tersebut harus rendah (Harrison, 2004). Intan diketahui
sebagai material yang paling keras akan tetapi tidak cocok digunakan untuk
dengan mudah mengalami diffusi kedalam besi dan bagaimanapun intan sangat
mahal dan memiliki umur pendek untuk pemesinan tehadap besi. Material yang
khusus digunakan untuk proses bubut keras adalah cubic boron nitride (CBN), Keramik, dan cermet (Dawson, 1999). CBN adalah material yang paling keras
selain intan, dan sangat cocok digunakan pada proses bubut keras. Insert CBN
mulai meningkat popularitasnya setelah General Electric menemukan kombinasi
CBN dengan serbuk titanium nitride sehingga dapat meningkatkan umur pahat
menjadi lima kali (Baggio, 1996).
2.3.3 Pemesinan Kering
Pada umumnya pemesinan untuk memfabrikasi komponen–komponen
mesin dilakukan dengan metode pemesinan basah (wet machining) (Sreejith dan Ngoi, 2000). Pada metode ini sejumlah cairan pemotongan dialirkan ke kawasan
pemotong selama proses pemesinan dengan tujuan menurunkan suhu pemotongan
dan melumasi bagian-bagian pemesinan sehingga diharapkan permukaan
pemesinan memiliki suatu integritas permukaan (surface integrity) yang baik. Fenomena kegagalan pahat dan penggunaan cairan pemotongan merupakan salah
satu masalah yang telah banyak dikaji dan mendapat perhatian dalam kaitannya
yang sangat berpengaruh terhadap kekasaran permukaan hasil pengerjaan,
ketelitian geometri produk dan mekanisme keausan pahat serta umur pahat
(Ginting A, 2003).
(Sreejith dan Ngoi, 2000) melaporkan bahwa umumnya cairan
pemotongan bekas disimpan dalam kontainer dan kemudian ditimbun di tanah.
langsung ke alam bebas. Hal ini jelas akan merusak lingkungan dan undang –
undang lingkungan hidup yang berlaku mencegah hal tersebut (Sreejith & Ngoi,
2000). Menurut Seco (2004), badan administrasi keamanan dan kesehatan telah
merekomendasikan batas unsur-unsur berbahaya pada cairan pemotongan untuk
pemesinan yaitu 0,5 5,0 mg/m3 dan Metalworking fluid Standard Advisory
Committee (MWFSAC) merekomendasikan sebesar 0.5 mg/m3 (Canter, 2003). Oleh karena itu pemesinan laju tinggi perlu di perhatikan dengan menggunakan
pemesinan kering, pemesinan kering di akui mampu mengatasi masalah pada
dampak yang telah di uraikan diatas. Pilihan alternatif dari pemesinan basah
adalah pemesinan kering, karena selain tidak ada cairan pemotongan bekas dalam
junlah besar yang akan mencemari lingkungan juga tidak ada kabut partikel cairan
pemotongan yang akan membahayakan operator dan juga serpihan pemotongan
tidak terkontaminasi oleh residu cairan pemotongan. Pemesinan kering
mempunyai beberapa masalah yang antara lain, gesekan antara permukaan benda
kerja dan pahat potong, kecepatan keluar serpihan, serta temperatur potong yang
tinggi dan hal tersebut semuanya terkait dengan parameter pemesinan.
Secara umum industri pemesinan pemotongan logam melakukan pemesinan
kering adalah untuk menghindari pengaruh buruk akibat cairan pemotongan yang
dihasilkan oleh pemesinan basah. Argumen ini secara khusus didukung oleh
penelitian yang telah dilakukan Mukun et. al., (1995) secara kuantitatif
menyangkut pengaruh buruk pemesinan basah dengan anggapan pada pemesinan
kering tidak akan dihasilkan pencemaran lingkungan kerja dan ini berarti tidak
pentingnya pemesinan kering dilakukan dalam proses. pertimbangan hal diatas
pakar pemesinan mencoba mencari solusi dengan suatu metode pemotongan
alternatif dan mereka merumuskan bahwa pemesinan kering (dry cutting) yang dari sudut pandang ekologi disebut dengan pemesinan hijau (green machining) merupakan jalan keluar dari masalah tersebut. Melalui pemesinan kering
diharapkan disamping aman bagi lingkungan, juga bisa mereduksi ongkos
produksi.
2.4 Bahan Logam dan Bahan Rekayasa
Bahan Logam ini terdiri dari logam ferro dan nonferro:
2.4.1 Bahan logam Ferro
Bahan logam ferro adalah suatu logam yang memiliki dasar paduan besi
(ferrous), sedangkan unsur lain hanyalah sebagai unsur tambahan untuk
mendapatkan sifat bahan sesuai dengan aplikasi dalam penggunaannya.
Bahan logam ferro diantaranya adalah:
1. Besi Tempa (Wrought Iron)
2. Baja Tarbon (Carbon Steel)
3. Baja Paduan
4. Baja dan Besi Tuang
2.4.2 Bahan logam Non Ferro
Bahan logam Non Ferro adalah bahan yang memiliki unsure logam tetapi
tidak ada unsur besi (ferrous).
Bahan logam non ferro diantaranya adalah:
2. Magnesium dan paduannya
3. Tembaga dan paduannya
4. Nilel dan paduannya
5. Seng dan paduannya
6. Titanium dan paduannya
7. Timah hitam dan paduannya (Pb)
8. Timah putih dan paduannya (Tin)
2.4.3 Sifat dan karakteristik logam
Berbagai macam Sifat Logam. Logam mempunyai beberapa sifat antara
lain: sifat mekanis, sifat fisika, sifat kimia dan sifat pengerjaan. Sifat mekanis
adalah kemampuan suatu logam untuk menahan beban yang diberikan pada logam
tersebut. Pembebanan yang diberikan dapat berupa pembebanan statis (besar dan
arahnya tetap), ataupun pembebanan dinamis (besar dan arahnya berubah). Yang
termasuk sifat mekanis pada logam, antara lain: kekuatan bahan (strength),
kekerasan elastisitas, kekakuan, plastisitas, kelelahan bahan, sifat fisika, sifat
kimia, dan sifat pengerjaan. Kekuatan (strength) adalah kemampuan material
untuk menahan tegangan tanpa kerusakan. Beberapa material seperti baja struktur,
besi tempa, alumunium, dan tembaga mempunyai kekuatan tarik dan tekan yang
hampir sama. Sementara itu, kekuatan gesermya kira-kira dua pertiga kekuatan
tariknya. Ukuran kekuatan bahan adalah tegangan maksimumnya, atau gaya
terbesar persatuan luas yang dapat ditahan bahan tanpa patah. Untuk mengetahui
kekuatan suatu material dapat dilakukan dengan pengujian tarik, tekan, atau geser.
yang dapat berupa goresan atau penekanan. Kekerasan merupakan kemampuan
suatu material untuk menahan takik atau kikisan. Untuk mengetahui kekerasan
suatu material digunakan uji Brinell. Kekakuan adalah ukuran kemampuan suatu
bahan untuk menahan perubahan bentuk atau deformasi setelah diberi beban.
Kelelahan bahan adalah kemampuan suatu bahan untuk menerima beban yang
berganti-ganti dengan tegangan maksimum diberikan pada setiap pembebanan.
Elastisitas adalah kemampuan suatu bahan untuk kembali ke bentuk semula
setelah menerima beban yang mengakibatkan perubahan bentuk. Elastisitas
merupakan kemampuan suatu material untuk kembali ke ukuran semula setelah
gaya dari luar dilepas. Elastisitas ini penting pada semua struktur yang mengalami
beban yang berubah-ubah terlebih pada alat-alat dan mesin-mesin presisi.
Plastisitas adalah kemampuan suatu bahan padat untuk mengalami perubahan
bentuk tetap tanpa ada kerusakan. Sifat fisika adalah karakteristik suatu bahan
ketika mengalami peristiwa fisika seperti adanya pengaruh panas atau listrik.
Yang termasuk sifat-sifat fisika adalah sebagai berikut: Titik lebur, Kepadatan,
Daya hantar panas, dan daya hantar listrik. Sifat kimia adalah kemampuan suatu
logam dalam mengalami peristiwa korosi. Korosi adalah terjadinya reaksi kimia
antara suatu bahan dengan lingkungannya. Secara garis besar ada dua macam
korosi, yaitu korosi karena efek galvanis dan reaksi kimia langsung. Berbagai
macam Sifat Logam.
Logam mempunyai beberapa sifat antara lain: sifat mekanis, sifat fisika, sifat
kimia dan sifat pengerjaan. Sifat mekanis adalah kemampuan suatu logam untuk
dapat berupa pembebanan statis (besar dan arahnya tetap), ataupun pembebanan
dinamis (besar dan arahnya berubah). Yang termasuk sifat mekanis pada logam,
antara lain: kekuatan bahan (strength), kekerasan elastisitas, kekakuan, plastisitas,
kelelahan bahan, sifat fisika, sifat kimia, dan sifat pengerjaan. Kekuatan (strength)
adalah kemampuan material untuk menahan tegangan tanpa kerusakan. Beberapa
material seperti baja struktur, besi tempa, alumunium, dan tembaga mempunyai
kekuatan tarik dan tekan yang hampir sama. Sementara itu, kekuatan gesermya
kira-kira dua pertiga kekuatan tariknya. Ukuran kekuatan bahan adalah tegangan
maksimumnya, atau gaya terbesar persatuan luas yang dapat ditahan bahan tanpa
patah. Untuk mengetahui kekuatan suatu material dapat dilakukan dengan
pengujian tarik, tekan, atau geser. Kekerasan (hardness) adalah ketahanan suatu
bahan untuk menahan pembebanan yang dapat berupa goresan atau penekanan.
Kekerasan merupakan kemampuan suatu material untuk menahan takik atau
kikisan. Untuk mengetahui kekerasan suatu material digunakan uji Brinell.
Kekakuan adalah ukuran kemampuan suatu bahan untuk menahan perubahan
bentuk atau deformasi setelah diberi beban. Kelelahan bahan adalah kemampuan
suatu bahan untuk menerima beban yang berganti-ganti dengan tegangan
maksimum diberikan pada setiap pembebanan. Elastisitas adalah kemampuan
suatu bahan untuk kembali ke bentuk semula setelah menerima beban yang
mengakibatkan perubahan bentuk. Elastisitas merupakan kemampuan suatu
material untuk kembali ke ukuran semula setelah gaya dari luar dilepas. Elastisitas
ini penting pada semua struktur yang mengalami beban yang berubah-ubah
suatu bahan padat untuk mengalami perubahan bentuk tetap tanpa ada kerusakan.
Sifat fisika adalah karakteristik suatu bahan ketika mengalami peristiwa fisika
seperti adanya pengaruh panas atau listrik. Yang termasuk sifat-sifat fisika adalah
sebagai berikut: Titik lebur, Kepadatan, Daya hantar panas, dan daya hantar
listrik. Sifat kimia adalah kemampuan suatu logam dalam mengalami peristiwa
korosi. Korosi adalah terjadinya reaksi kimia antara suatu bahan dengan
lingkungannya. Secara garis besar ada dua macam korosi, yaitu korosi karena efek
galvanis dan reaksi kimia langsung.
2.5 Pemilihan Bahan
Baja didefenisikan sebagai paduan antara besi (Fe) dan karbon, dengan
kandungan karbon tidak lebih dari 1,7%. Baja karbon yang memiliki satu atau
lebih unsur paduan disebut baja paduan (alloy steel) unsur paduan utama adalah:
Chromium (Cr), Nikel (Ni), Vanadium (V), Molibdenum (Mo), dan Tungsten
(W), unsur-unsur paduan ini berpengaruh terhadap sifat mekanik baja (Alamsyah,
1993). Kekerasan adalah salah satu sifat mekanik baja yang dapat dirubah melalui
perlakuan panas (Heat treatment), tapi tidak semua jenis baja dapat dirubah
kekerasannya melalui perlakuan panas. Kelompok material baja yang dapat
dirubah kekerasannya melalui perlakuan panas adalah kelompok baja perkakas
(tool material).
Landing gear pada pesawat terbang adalah komponen peralatan pada
pesawat terbang yang terbuat dari baja perkakas. Kekerasan komponen ini
basanya berkisar antara 54 s/d 62 HRC. AISI 4140 memiliki kemampuan mesin,
kekerasan permukaan yang tinggi. Pada proses perlakuan panas temperatur adalah
variabel utama yang sangat berpengaruh terhadap perubahan sifat mekanik bahan,
dimana masing-masing bahan memiliki level temperatur dan menggunakan media
pendingin spesifik saat dilakukan proses perlakuan panas.
2.6 Pemesinan Optimum
Pada penelitian ini ada 3 variabel yang perlu ditentukan harganya yaitu
Laju pemotongan, laju pemakanan dan kedalaman potong. Sesuai dengan urutan
proses yang telah direncanakan Variabel tersebut diatas harus dipilih sehingga
kecepatan penghasil geram dapat di capai. Pengoptimalan yang dilakukan dengan
memvariasikan ketiga variabel dengan mengkoleksi beberapa data sehingga
dihasilkan data laju pemotongan yang berkaitan dengan umur pahat dan besarnya
volume geram yang terbuang.
Didasarkan pada metoda klasik optimasi maka setiap rumus matematik
dapat dideprensir terhadap salah satu variable proses dalam hal ini laju
pemotongan karena merupakan variable terakhir yang ditentukan sehingga
diperoleh harga variable optimum toritik. Pada pelaksanaannya bahwa kondisi
pemotongan optimum yang diperoleh secara matematik belum tentu dapat
diterapkan, hal ini disebabkan adanya beberapa kendala dalam proses pemesinan
yaitu pada proses bentukan geram dan system pemotongan (Rochim, 1993).
Dalam penelitian kemampuan mesin, rancangan percobaan statistik sangat
umum di gunakan dan data yang tepat dapat di analisis dengan metoda statistik
hingga menghasilkan kesimpulan yang sah dan objektif. Dewasa ini rancangan
gunakan menggantikan percobaan satu faktor yang memakan waktu dan ongkos
yang mahal.
Untuk memperoleh pemotongan optimum metode RSM di gunakan karena
merupakan bagian dari teknik matematika dan statistik yang berfungsi untuk
pemodelan dan analisis dari masalah dimana response yang diteliti dan
menentukan korelasi antara satu response atau lebih yang diukur adaalah
merupakan faktor yang sangat penting (Noordin et. al. 2004).
Untuk menentukan apakah ada hubungan antara faktor dan variabel
response yang diteliti, data yang dikumpulkan harus dianalisis denagan cara yang tepat secara statistik menggunakan regresi. Regresi dilakukan untuk menjelaskan
data dikumpulkan dan dengan cara demikian variabel empiris yang diamati
(response) di aproksidasi berdasarkan hubungan fungsional antara taksiran
variabel yest dan satu atau lebih variabel regresor atau input X1, X2,……Xk
dapat digunakan untuk menjelaskan hubungan fungsional antara taksiran variabel
yest dan variabel input X1, X2, X3, X4 dan X5 (Noordin et.al, 2004). Digunakan
teknik kuadrat untuk mencocokkan persamaan model yang mengandung regresor
atau variabel input yang disebut dengan meminimalkan error residual yang
diukur dengan jumlah deviasi kuadrat antara sambutan actual dan taksiran. Ini
melibatkan perhitungan taksiran koefisien regresi yaitu koefisien variabel model
termasuk titik potong dan suku konstanta dalam persamaan regresi multiple
liniar (Montogomery, 2001).
y=
dimana y = Variabel terikat
= Konstanta
ε = Galat
x = Variabel yang dikendalikan
2.7 Response Surface Methodology (RSM)
Response Surface Methodology (RSM) merupakan kumpulan teknik matematik dan statistik yang digunakan untuk modeling dan analisis
permasalahan pada respon yang dipengaruhi oleh beberapa variabel dan bertujuan
memperoleh optimasi respon (Montgomery, 2001). Kecocokan model orde dua
Central Composite Design (CCD) banyak digunakan. Secara umum, CCD mempunyai faktorial 2k dengan banyak data (nf), sumbu (2k), dan pusat (nc). CCD
sangat efisien untuk kecocokan model orde dua. Dua parameter spesifik dalam
CCD adalah jarak sumbu α yang dijalankan dari pusat desain dan jumlah titik
pusat nc (Montgomery, 2001).
Pada penelitian ini rancangan percobaan menggunakan kecocokan model
CCD dengan 3 faktor, masing-masing faktor terdiri dari 3 level dan 6 titik pusat,
percobaan dilakukan dengan 1 kali ulangan. Rancangan percobaan penelitian
dengan tanpa pengkodean menggunakan kecocokan model CCD.
Perhitungan optimasi pengaruh laju pemotongan (V), laju pemakanan (f), dan kedalaman potong (a) terhadap umur Pahat (Tc) menggunakan RSM dengan kecocokan model CCD.
o i ii ij
1
3
Dimana Y adalah respon umur pahat (Tc) adalah konstanta. adalah koefesien dari faktor atau variabel bebas X dengan tanpa kode. X adalah laju pemotongan (V) dengan level 200 m/min, 225 m/min dan 250 m/min; X2
adalah laju pemakanan (f) dengan level 0,1 mm/rev,0,125 mm/rev dan 0.15
METODE PENELITIAN
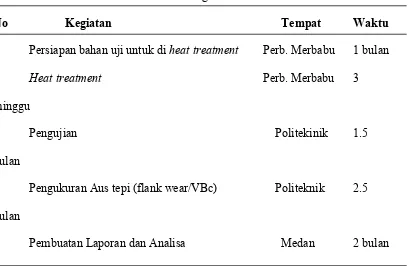
Tempat dan waktu pengujian dilakukan pada beberapa tempat seperti
pada Tabel 3.1 di baw
uji un k di heat treatment ulan
Pembuatan Laporan dan Analisa Medan 2 bulan
BAB III
3.1 Tempat dan Waktu
tertera
ah ini:
Tabel 3.1. Lokasi Kegiatan Penelitian
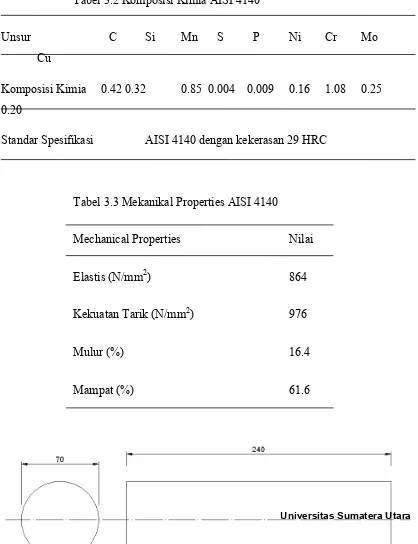
3 Material Benda Uji
Material benda uji adalah AISI 4140, Baja paduan ini mampu dikeraskan
antara 54-55 HRC, Pertimbangan pemilihannya adalah karena material baik
sifat fisika m .2.1
digunakan pada aplikasi yang memiliki kekerasan 55 HRC. Komposisi kimia dan
aterial ini dapat dilihat sebagaimana tertera pada Tabel 3.2 dan 3.3
Unsur C Si Mn S P Ni Cr Mo
Komposisi Kimia 0.42 0.32 0.85 0.004 0.009 0.16 1.08 0.25
tandar Spesifikasi AISI 4140 dengan kekerasan 29 HRC
Mampat (%) 61.6
dibawah ini:
Tabel 3.2 Komposisi Kimia AISI 4140
Cu
0.20
S
Tabel 3.3 Mekanikal Properties AISI 4140
Mechanical Properties Nilai
Elastis (N/mm2) 864
Kekuatan Tarik (N/mm2) 976
Gambar 3.1. Bentuk dan Geometri Benda Uji
sehingga mencapai kekerasan sesuai
RC.
pahat yang CBN yang digunakan adalah SANDVIK Coromnt yang di
ometri pada Gambar 3.3. dan
m
Karena kekerasan awal material bahan uji adalah sebesar 29 HRC maka
benda uji terlebih dahulu diberikan perlakuan panas (heat treatment) yang
bertujuan untuk manaikkan kekerasannya
yang dibutuhkan yaitu sebesar 55 H
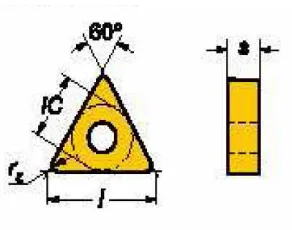
3.2.2. Pahat Potong
Pahat Potong yang digunakan adalah CBN dimana pahat ini dibuat dengan
penekanan panas (HIP, 55 kbar, 1500oC) sehingga serbuk graphit putih Nitride
Boron dengan struktur atom heksagonal berubah menjadi struktur kubik. Jenis
rekomendasikan untuk proses bubut Pahat ini direkomendasikan untuk
pemotongan baja dengan kekerasan yang tinggi Bentuk dan ukuran sesuai standar
ISO yaitu TNGA155408S01030A7015 dengan Ge
Gambar 3.2. Pahat CBN
Gambar 3.3 Geometri Pahat CBN
Keterangan:rε= 0,8 mm ;A = 9,52 mm ;T = 4.7 mm ;ød = 3.81 mm
Tabel 3.5 Mekanikal properties CBN
Mekanikal properties nilai
kekerasan (GPa) 93
Modulus young (GPa) 900
Mulur(GPa) 385
Mampat(MPa) 2,8
Pemegang pahat yang digunakan adalah jenis DTGNR 2020M 16 (91⁰)
yang dikhususkan untuk proses bubut
Gambar 3.4 Pemegang pahat( holder)
3.3 Peralatan
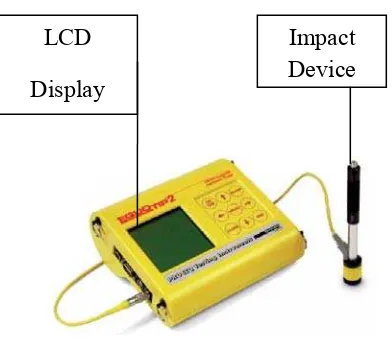
3.3.1 Portable Hardness Tester
Setelah mengalami proses perlakuan panas kekerasan benda uji diperiksa
menggunakan portable hardness tester (Gambar 3.4). Dari hasil pengujian
diperoleh data kekerasan benda uji sebagaimana dapat dilihat pada Lampiran
Impact Device LCD
Display
Gambar 3.5 Pemeriksaan Data Kekerasan Benda Uji
3.3.2 Mesin Bubut
Pemesinan dilakukan menggunakan mesin bubut konvensional
Emco maximat V13 beserta perlengkapannya dengan data teknis sebagaimana
dapat dilihat pada Gambar 3.5. dengan spesifikasi pada Tabel 3.6:
Tabel 3.6 Data Teknis Maximat V13
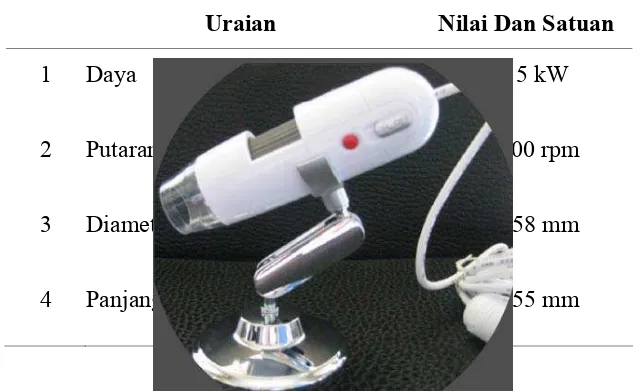
3.3.3 Mikroskop
Untuk mengambil data Gambar keausan yang terjadi pada pahat setelah
proses pemesinan digunakan USB Digital Microscope Cameras DINO-R-LITE
yang dilengkapi dengan Lensa dual Axis 27x/WO=8mm dan 100x/WO=2mm
Micro-scope lense seperti Gambar 3.7.
Uraian Nilai Dan Satuan
1
2
3
4
Daya
Putaran max
Diameter penjepitan maksimum
Panjang benda kerja maksimum
15 kW
2500 rpm
158 mm
255 mm
3.3.4 Scaning Electron Microscopy (SEM)
Alat ini di pakai untuk melihat bentuk dari mikrostruktur dari pahat seperti pada Gambar 3.8.
Gambar 3.8 Scaning Elektron Microscop
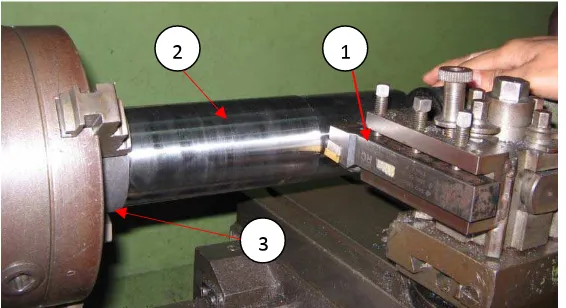
3.4 Rancangan Kegiatan
3.4.1 Proses Pemesinan
Proses Pemesinan dilakukan dengan mesin bubut dengan Set-up Peralatan
seperti pada Gambar 3.8 berikut:
1
3 2
Keterangan Gambar:
1. Pahat Potong
2. Benda kerja
3. Chuck
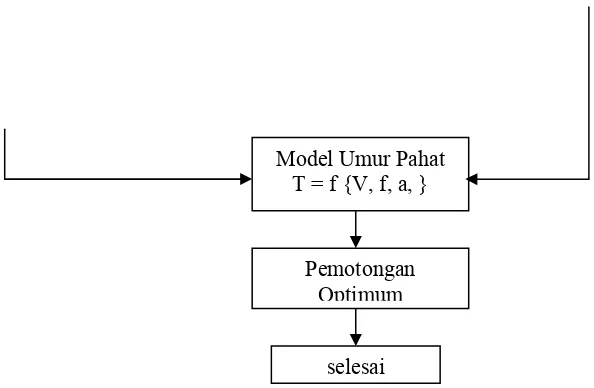
3.4.2 Kerangka Konsep Penelitian
isu strategis industri
Pemesinan laju tinggi, keras, kering
Variabel terikat
VB, Tc, Variabel bebas
Model Umur Pahat T = f {V, f, a, }
Pemotongan Optimum
selesai
Gambar 3.10 Kerangka Konsep Penelitian
3.4.3 Pengumpulan Data
Proses pengumpulan data dilakukan pengambilan data dengan metode CCF
(cubic center of face) dengan 3 variabel monoguard dan 3 tingkatan High, Midel dan
Low data yang diambil dipaparkan pada Tabel 3.7 berikut ini:
Tabel 3.7 Kondisi Pemotongan
14 225 0.125 1.1
15 225 0.125 0.7
16 225 0.125 0.7
17 225 0.125 0.7
18 225 0.125 0.7
19 225 0.125 0.7
20 225 0.125 0.7
3.4.5 Prosedur Pengambilan data
Pengambilan data dilakukan dengan beberapa cara antara lain:
a. Menyiapkan persiapan pengambilan data diantaranya adalah:
1. Mesin Bubut konvensional EMCO Maximat V13
2. Pahat potong / insert CBN
3. Pemegang pahat/ tool holder
4. Benda kerja AISI 4140
5. Microscope USB
b. Memeriksa kondisi mesin yang harus benar-benar kaku dan tidak ada
c. Menyesuaikan diameter benda kerja pada putaran mesin (rpm) yang ada
pada mesin konvensional Emco Maximat V13
d. Memulai langkah pemesinan dengan menentukan putaran mesin (rpm),
laju pemakanan (f) dan kedalaman potong (a).
e. Menjalankan proses pemesinan sesuai dengan kondisi pemotongan.
f. Mengambil data keausan dengan microscope dengan cara sebagai berikut:
1. Setelah pemesinan diambil dengan panjang pemesinan (L) sesuai
dengan benda kerja maka pahat diletakkan diatas plestisin
2. Atur focus sampai Gambar keausan pahat terlihat jelas
3. Capture Gambar lalu buka di file desktop
4. Setelah keausan terlihat, lalu ukur tingkat keausan dengan membuat
garis. Kemudian ukur ketebalan pahat yang ada diGambar, lalu hasil
pengukuran keausan dibagi dengan hasil pengukuran ketebalan
Gambar dikalikan dengan tebal yang sebenarnya adalah 4,7 mm.
Untuk lebih jelasnya dapat dilihat dengan perhitungan sebagai
berikut:
………...(3.1)
Dimana:
VB = Keausan pahat (mm)
tk1g = Tebal kaeausan pada Gambar (mm)
ts = Tebal pahat yang sebenarnya (mm)
5. Keausan pada spesimen dilihat bebrapa kali pada pemesinan sampai
tigkat keausan mencapai 0,15 mm
3.4.6. Analisis Data
a. Persamaan Taylor
Data yang diperoleh pada hasil pengujian akan di Analisis untuk
mendapatkan Persamaan taylor. Persamaan taylor yang dimaksud adalah:
VTn = C………(3.2)
Dimana harga C ditentukan secara Ekstrapolasi yaitu pada harga T=1 menit
sedangkan harga n merupakan kemiringan garis regresi linear. Persamaan Taylor
diperoleh dengan cara mentransformasikan garis trend yang menghubungkan plot
antara laju pemotongan (V) versus Umur pahat (Tc).
Selanjutnya persamaan taylor yang diperoleh diperluas dengan
mengakomodir variable laju pemakanan (f) dan (a) dengan metode Regresi Multi Liniear .Regresi Multi Linier memiliki lebih dari satu variabel prediktor lihat
persamaan 2.12
y= o+ 1X1+ 2X2+…. kxk+ε
………...(3.3)
notasi y adalah variabel response, X1, X2, ….Xi adalah variabel prediktor, dan
βo, β1, β2…… βi adalah parameter model untuk predictor tertentu. Hubungan
kondisi pemotongan atau variabel bebas (V, f, dan a) dengan respon umur pahat
umur pahat yang telah dikonversikan kedalam bentuk persamaan transformasi
logaritma sebagai berikut:
………...(
3.4)
b. Kondis Pemotongan Optimum Menggunakan Response Surface Metodology
(RSM)
Perhitungan kondisi pemotongan optimum pengaruh laju pemotongan (V), pemakanan (f), dan kedalaman potong (a) terhadap umur Pahat (Tc) dilakukan
Dengan menggunakan perangkat lunak Komersil. Sehingga
Y =βo +
βixi +
βDimana Y adalah respon umur pahat (Tc)
β ε
adalah koefesien dari faktor atau variabel bebas X dengan tanpa kode. X1 adalah
laju pemotongan (V) dengan level 200 m/min, 225 m/min dan 250 m/min;X2
adalah pemakananm (f) dengan level 0,1 mm/rev, 0,125 mm/r
m
Dari pengujian yang telah dilakukan sesuai dengan Design Of Experiment
yang telah disajikan pada Bab III maka diperoleh hasil data pengujian
sebagaimana disajikan pada Tabel 4.1 dibawah ini:
Tabel 4.1 Data Hasil Pengujian
Run v(m/min) f(mm/rev) a(mm) VB Tc VBc Ra Keterangan
1 200 0.1 0.3 0.31 32.1 0.01 0.92 Aus Tepi
2 200 0.1 1 0.14 5.79 0.02 1.6 > semi finish
3 200 0.15 0.3 0.16 8.16 0.02 1.13 Aus Kawah
4 225 0.1 0.7 0.14 8.39 0.02 1.6 > semi finish
5 225 0.125 0.7 0.3 6.64 0.05 1.1 Aus Tepi
6 225 0.125 1.1 0.2 7.35 0.03 1.73 > semi finish
7 225 0.16 0.7 0.2 6.98 0.03 1.6 > semi finish
8 250 0.1 0.3 0.3 9.6 0.03 1.4 Aus Tepi
9 250 0.1 1 0.21 5.82 0.04 1.5 > Semi Finish
10 250 0.15 0.3 0.1 1.87 0.05 1.6 > Semi Finish
Pada percobaan yang direncanakan adalah sebanyak 20 data, disebabkan oleh
karena bahan benda kerja dan terutama pahat CBN yang harganya relatif mahal,
maka dari 20 data yang seharusnya disediakan berdasarkan desain pengujian CCF,
hanya 10 data valid yang dapat dipaparkan sebagaimana pada Tabel 4.1. Sejumlah
10 data lainnya tidak dilakukan dengan alasan bahwa:
a. Data 15 hingga 20 tidak dilakukan karena data tersebut hanyalah perulangan
b. Data 9 tidak dilakukan disebabkan laju pemotongan 182,9 m/menit belum
dapat dikatakan tergolong kepada proses pemesinan laju tinggi (min. 200
m/min menurut Schulz & Moriwaki, 1992) dan Aslan (2005).
Aus Tepi
Gambar 4.1 Kerusakan Pahat keadaan V:225 mm/min Tc:4.36 min
c. Data 7, 8 dan 10 sebenarnya telah dilakukan, namun tidak diperoleh
pencatatan waktu pemotongan maupun nilai aus tepi pahat (VB) yang valid
dikarenakan pahat mengalami premature fracture (pecah sesaat setelah
memasuki daerah pemotongan). Hal ini berarti bahwa kondisi pemotongan
7,8 dan 10 telah melampaui kapasitas pahat.
Gambar 4.2 Kerusakan Pahat V:267 m/min Tc:1.7 min
Data sebagaimana terlihat pada Tabel 4.1 Sebagaimana telah dijelaskan
pada Bab 3 bahwa kajian dilakukan dengan tiga tingkat magnitude yaitu rendah,
sedang dan tinggi. Tingkat magnitude rendah adalah pada laju pemotongan 200
m/menit, tingkat magnitude sedang adalah pada laju pemotongan 225 m/menit dan
tingkat magnitude tinggi adalah pada laju pemotongan 250 m/menit.
Data menunjukkan bahwa kriteria Aus pahat pada laju pemotongan 200
m/min hanya satu pengujian dihentikan karena keausan tepi mencapai 0.31 mm
pada kekasaran permukaan 0.93 m dalam waktu 32 menit, sedangkan pada laju
pemotongan yang sama pengujian dihentikan pada keausan tepi 0.14 mm hal ini
disebabkan kekasaran permukaan sudah melebihi batas yang direkomendasikan
untuk semi finishing 1,6 m (kalpakjian, 2003). Selain itu apabila terjadi keausan
diluar keausan tepi yaitu keausan kawah (crater wear) dimana kondisi ini
menyebabkan terjadinya perubahan geometri pada mata potong mayor yang akan
menyebabkan kekasaran permukaan kurang baik maka pengujian juga akan
dihentikan. Untuk laju pemotongan 225 mm/min dan 250mm/min selain data 8
seluruh kondisi pemotongan ditentukan oleh kekasaran permukaan 1.6 m. Dari
penting dan signifikan dalam menentukan mode aus pahat CBN pada pemesinan
laju tinggi keras dan kering bahan AISI 4140.
4.2. Pertumbuhan Aus Pahat (flank Wear)
Pertumbuhan aus tepi yang dicatat untuk setiap kondisi pemotongan (1-10)
menunjukkan suatu trend yang memiliki persamaan. beberapa kurva petumbuhan
aus tepi yang disajikan pada Gambar 4.3 dapat mewakili penjelasan dimaksud
Gambar 4.3 Kurva 3 Fasa Pertumbuhan Aus Tepi
Dari Gambar kurva pertumbuhan aus tepi pada Gambar 4.3 dapat dilihat bahwa
trend yang dimaksud adalah kurva pertumbuhan aus pahat dapat dibagi kedalam 3
fasa. Para peneliti terdahulu (C. H. Che Haron et al. 2001) sebenarnya telah
melaporkan bahwa pertumbuhan aus tepi masih dapat dikelompokkan pada 3 fasa.
Namun dari hasil penelitian ini batas antara fasa tidak dapat dilihat terpisah secara
signifikan. fasa –fasa dimaksud adalah : aus inisial, aus Gradual dan aus
mendadak. Dari Gambar 4.3 pada laju pemotongan 200 m/min aus inisial berada
waktu 6 menit adalah aus gradual sedangkan pada VB > 0.12 adalah aus
mendadak. Pada laju pemotongan 225m/min aus inisial berada pada VB 0-0.10
dalam waktu 3 menit, sedangkan aus gradual berada pada VB 0.10-0.18 dalam
waktu 4.5 menit, VB > 0.18 adalah Aus mendadak. Laju pemotongan 250m/mina
aus inisial berada pada VB 0-0.04 dalam waktu 1.2 menit, aus gradual berada
pada VB 0.04-0.06 dalam waktu 2.8 menit sedangkan pada VB > 0.06 adalah Aus
mendadak .
4.3 Menentukan Umur pahat dari kondisi pemotongan dengan keausan minimal 0.125 mm
Laju keausan (wear rate) yang terjadi pada pahat selama proses
pemotongan pada setiap kondisi percobaan adalah:
………(4.1)
Dimana : VBc : Laju keausan (mm/min)
VB : Keausan tepi (mm)
tc : Waktu pemotongan (min)
Dalam hal ini keausan yang diambil adalah 0.125 mm, kondisi ini diambil
sebagai kriteria untuk menentukan umur pahat (Tc), dengan asumsi bahwa kondisi
ini dialami oleh setiap pahat pada percobaan yang lainnya dan kondisi ini juga
memperlihatkan bahwa pada keausan sebesar 0.125 sudah rentan dengan
keausan sebesar 0.125 mm dapat dihitung secara matematika untuk setiap kondisi
sebagai berikut:
………(4.2)
Dimana : T c : Umur pahat (min)
0,125 : Nilai keausan tepi yang digunakan sebagai kriteria untuk
menentukan umur pahat (mm)
V B c : Laju keausan tepi [mm/min] Maka umur pahat Tabel 4.2 Data Experimen dan Umur Pahat
Run v(m/min) f(mm/rev) a(mm) VB Tc1 VBc Vb2 Tc2
Seluruh data-data umur pahat yang dihitung atau diprediksi menurut hasil
eksperimental pada VB 0.125 mm maka dapat diGambarkan kurvanya yang diplot
antara umur pahat versus keausan tepi yang disajikan pada Gambar 4.3. Kurva
yang disajikan pada Gambar tersebut dilukis plotnya dengan kartesian dobel
Gambar 4.4 Grafik laju keausan CBN Laju pemotongan Vs umur pahat (dobel logaritma)
Dari paparan data dan plot pada Gambar diatas dapat dilahirkan satu
model sebagaimana lazimnya disebut dengan model umur pahat taylor VTn=C.
Kurva pada Gambar diatas menunjukkan bahwa garis trend yang menghubungkan
data-data tersebut dengan persamaan:
Y=1x1011X-4.51 ………..……….(4.3)
Dengan nilai r2 dari persamaan tersebut adalah = 0.62 persamaan model
matematika yang dilahirkan seperti pada persamaan 4.3 diatas ditransformasikan
kedalam bentuk persamaan taylor sehingga persamaan dapat disajikan
V.T 0.226 = 312.12……….(4.4)
Persamaan taylor tersebut artinya adalah bahwa pada laju pemotongan 312.12
maka umur pahat yang dihasilkan adalah 1 menit.
Persamaan model matematika taylor yaitu V.T 0.226 = 312.12 merupakan suatu
persamaan yang sederhana disebabkan persamaan masih mengakomodir satu
variable kondisi pemotongan saja yaitu laju pemotongan V. Model tersebut akan
diekspansi sehingga dapat mengakomodir variable yang lain yaitu laju pemakanan
f dan kedalaman potong a, untuk maksud tersebut digunakan metode regresi multi
linier sebagaimana dipaparkan sebagai berikut.
Tabel 4.3 Nilai Logaritma V,f,a, VBc, dan Tc
No Logv(m/min) Log f(mm/rev) Log a(mm) Log VBc Log Tc
1 2.3010 -0.9788 -0.5229 -2.0151 1.1120
2 2.3010 -0.9788 0 -1.6163 0.7132
3 2.3010 -0.8386 -0.5229 -1.7076 0.8045
4 2.3522 -1.0392 -0.1549 -1.7744 0.8713
5 2.3522 -0.9031 -0.1356 -1.3465 0.4434
6 2.3522 -0.9031 0.02864 -1.5741 0.6710
7 2.3522 -0.7959 -0.1549 -1.5428 0.6397
8 2.3979 -0.9788 -0.5229 -1.5051 0.5521
9 2.3979 -0.9788 0 -1.4425 0.5394
10 2.3979 -0.8386 -0.5229 -1.271 0.3679
Selanjutnya dari matrik data pada Tabel 4.3 diatas dapat dihitung nilai
koofisien regresi ( menggunakan metode multi linier
regression. Dengan bantuan perangkat lunak komersial diperoleh persamaan regresi umur pahat (Tc) sebagai berikut:
Tabel 4.4 Uji Parameter Koofisien Regresi Umur Pahat
Predictor Coef SE Coef T P
Constant 9.339 2.368 3.940 0.019
Log V -4.2038 0.9631 -4.355 1.011
Log f -1.2458 0.5669 -2.200 0.064
Log a -0.2458 0.1854 -1.330 0.227
Tabel 4.5 Tabel Anava Umur Pahat
Souerce DF SS MS F P
Regression 3 0.47711 0.15904 8.95 0.009
Residual error 7 0.12439 0.01777
Total 10 0.5515
Dari anilisis variabel secara menyeluruh sebagaimana dapat dilihat pada
Tabel anava dari kedua persamaan (Tabel 4.4 dan 4.5) diperoleh nilai P lebih kecil dari 0.05, ini berarti bahwa persamaan dapat diterima untuk
mempresentasikan hubungan antara kondisi pemotongan atau variabel bebas laju
……….(4.6)
Dari persamaan diatas maka dapat dilihat hasil umur pahat dari experiment
dengan nilai model umur pahat taylor seperti Tabel 4.6 dibawah ini:
Tabel 4.6 Nilai Model Umur pahat
No v(m/min) f(mm/rev) a(mm) VB Tc1 VBc Tc2 Model
1 200 0.1 0.3 0.31 32.1 0.01 12.94 11.3319
2 200 0.1 1 0.14 5.79 0.02 5.17 8.42702
3 200 0.15 0.3 0.16 8.16 0.02 6.38 6.82634
4 225 0.1 0.7 0.14 8.39 0.02 7.43 5.5597
5 225 0.125 0.7 0.3 6.64 0.05 2.78 4.24426
6 225 0.125 1.1 0.2 7.35 0.03 4.69 3.79764
7 225 0.16 0.7 0.2 6.98 0.03 4.36 3.11738
8 250 0.1 0.3 0.3 9.6 0.03 4 4.53895
9 250 0.1 1 0.21 5.82 0.04 3.46 3.30105
10 250 0.15 0.3 0.1 1.87 0.05 2.33 2.67403
Response surface methodology (RSM) adalah sekumpulan metode matematika dan teknik-teknik statistik yang bertujuan untuk membuat model dan melakukan
analisis mengenai respons umur pahat (Tc) yang dipengaruhi oleh beberapa
variable V, f dan a. kondisi pemotongan optimum menggunakan perangkat lunak komersil seperti pada Tabel 4.7 sebagai berikut:
Tabel 4.7 Data perkiraan Metode RSM
19 225 0.125 0.7 4.24426
20 225 0.125 0.7 4.24426
Selanjutnya data pada Tabel 4.7 diatas diolah dan dihitung untuk mendapatkan
persamaan orde dua menggunakan perangkat lunak komersial. Dari hasil
perhitungan diperoleh bahwa respon (Tc) hanya ditentukan secara signifikan oleh pengaruh linear dan kuadratik dari variable bebas (V, f, a, V2, f 2, a 2 ) persamaan orde dua umur pahat (Tc) selengkapnya adalah:
Tc= 129.192 – 0.710 V-392.133 a +0.001 V2 + 435.805 f 2 + 2.058 a2
Dengan uji parameter pengaruh faktor dan anilisis varian (anava)
sebagaimana dapat dilihat pada Tabel 4.8 dan 4.9 dibawah ini:
Tabel 4.8 Uji Parameter Koofisien Regeresi Umur Pahat
Predictor Coef SE Coef T P Constant 129.192 3.6255 35.634 0.000
V -0.710 0.0253 -28.091 0.000
f -392.133 27.0773 -14.582 0.000
a -16.976 1.4297 -11.873 0.000
V*V 0.001 0.0001 19.918 0.000
f*f 435.805 86.3944 5.044 0.001
a*a 2.058 0.4717 4.364 0.001
V*f 0.956 0.0694 13.777 0.000
V*a 0.040 0.0049 8.147 0.000
f*a 23.770 4.9435 4.808 0.001