L
A
M
P
I
R
A
DAFTAR PUSTAKA
Corder, Antony. 1996. Teknik Manajemen Pemeliharaan. Jakarta : Erlangga.
Cox, Sue and Tait, Robin, 1998, Safety Reliability and Risk Management: an
integrated approach Second edition, Oxford : Biddles Ltd, Guildford and King‟s Lynn
Joy, Henry. 2009. Penerapan Total Productive Maintenance Untuk Peningkatan
Efesiensi Produksi Dengan Menggunakan Metode Overall Equipment
Effectiveness Di PT Perkebunan Nusantara III Gunung Para (Skripsi
Sarjana). Medan : Fakultas Teknik Sumatera Utara.
Keith, R. M. 1957. Maintenance Engineering Handbook-Seventh Edition. United
State of Amerika : The McGraw-Hill Companies, Inc.
Ljungberg, O. 1998. Measurement of overall equipment effectiveness as a basis
for TPM activities. International Journal of Operations & Production
Management.
Nakajima, S. 1988. Introduction to Total Productive Maintenance. Cambridge:
MA,Productive Press, Inc.
Springer. 2003. Handbook of reliability engineering. New Jersey USA : Sunrise
Setting Ltd, Torquay, Devon, UK
S.,Nehete, E., Narhede, and K., Mahajan. Total Productive Maintenance: A
Critical Review.
http://www.mpoweruk.com/steam_turbines.htm, 02 Maret 2016.
http://www.plant-maintenance.com/articles/RCMvTPM.shtml, 06 Maret 2016
BAB III
METODE PENELITIAN
3.1. Tempat dan Waktu penelitian 3.1.1. Tempat penelitian
Tempat penulis melakukan penelitian adalah di PT. PP LONDON
SUMATERA INDONESIA, Tbk BEGERPANG POM.
3.1.2. Waktu Penelitian
Penelitian ini dimulai dari 18 January 2015 – 22 January 2015
3.2. Rancangan Penelitian
Penelitian dilakukan menurut tingkat eksplanasi yaitu tingkat penjelasan,
penelitian bermaksud menjelaskan kedudukan variabel-variabel yang diteliti serta
hubungan antara satu variabel dengan variabel yang lain. Berdasarkan ini
penelitian yang digunakan adalah penelitian komparatif.
Penelitian komparatif adalah suatu penelitian yang bersifat
membandingkan. Penelitian dilakukan untuk sampel lebih dari satu, atau dalam
waktu yang berbeda.
3.3. Objek Penelitian
Objek yang diteliti adalah mesin Turbin Uap yang berada diarea pabrik
kelapa sawit tersebut.
Spesifikasi Turbin Uap tersebut adalah :
Type : C5DSII- GVS
Kapasitas : 1800 KW
Tekanan : 31 Bar
Putaran : 1500 rpm
Negara pembuat : Jerman
3.4. Instrumen Penelitian
Didalam penelitian dibutuhkan alat-alat yang mendukung serta digunakan
yaitu:
a. Alat tulis yang digunakan untuk mencatat keterangan yang diperoleh dalam
melakukan penelitian.
b. Penerapan Total Productive Maintenance dengan metode Overall Equipment
Effectiveness
3.5 Pelaksanaan Penelitian
Penelitian dilakukan pada PT. PP LONDON SUMATERA INDONESIA,
Tbk BEGERPANG POM dengan menentukan objek yang akan diteliti. Untuk
memecahkan masalah dalam tugas, digunakan pendekatan-pendekatan dengan
metode Total Productive Maintenance yang dimulai dengan :
1. Menentukan masalah
Dalam menentukan permasalahan dilakukan analisa dengan cara stratifikasi
data yang ada dari beberapa segi.
2. Studi literatur
Peneliti melakukan studi literatur dari berbagai buku yang sesuai dengan
permasalahan yang diamati di perusahaan.
3. Peninjauan lapangan (Survey)
Peneliti melakukan tinjauan ke perusahaan tempat melakukan penelitian serta
mengamati sesuai dengan tujuan yang telah dibuat.
4. Pengumpulan data
a. Pengamatan langsung, melakukan pengamatan langsung ke pabrik, terutama
di Turbin Uap pabrik tersebut.
b. Wawancara, mewawancarai berbagai pihak yang berhubungan dan
berwenang dalam hal perawatan mesin.
c. Merangkum data tentang hal-hal yang berkaitan dengan penelitian.
5. Pengolahan data
Data yang terkumpul diolah dengan menggunakan metode Overall Equipment
Effectiveness.
6. Analisa dan pemecahan masalah
Hasil dari pengolahan data yang berupa perhitungan akan dianalisa, dilakukan
pemecahan masalah, lalu diberikan rekomendasi perbaikan.
7. Langkah terakhir menarik kesimpulan dari hasil penelitian.
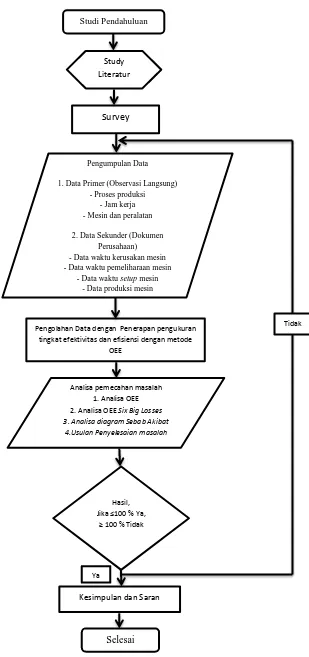
Gambar 3.1. Tahapan proses pemecahan masalah Pengolahan Data dengan Penerapan pengukuran
tingkat efektivitas dan efisiensi dengan metode OEE 1. Data Primer (Observasi Langsung)
- Proses produksi - Jam kerja - Mesin dan peralatan 2. Data Sekunder (Dokumen
Perusahaan) - Data waktu kerusakan mesin - Data waktu pemeliharaan mesin
- Data waktu setup mesin - Data produksi mesin
Analisa pemecahan masalah 1. Analisa OEE 2. Analisa OEE Six Big Losses 3. Analisa diagram Sebab Akibat
3.6. Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode overall
equipment effectiveness langkah-langkah yang dilakukan sebagai berikut :
1. Perhitungan Availability
Availability, adalah rasio waktu operation time terhadap loading time-nya.
2. Perhitungan Performance Efficiency
Performance effeciency adalah rasio kuantitas produk yang dihasilkan
dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk
melakukan proses produksi (operation time).
3. Perhitungan Rate of Quality Product
Rate of Quality Product adalah rasio produk yang baik (good products)
yang sesuai dengan spesifikasi kualitas produk yang telah ditentukan terhadap
jumlah produk yang diproses.
4. Perhitungan Overall Equipment Effectivenes (OEE)
Setelah nilai availability, performance efficiency dan rate of quality
product pada mesin Turbin Uap diperoleh maka dilakukan perhitungan nilai
overall equipment effectiveness (OEE) untuk mengetahui besarnya efektivitas
penggunaan mesin.
5. Perhitungan OEE Six Big Losses
a. Perhitungan Downtime Losses
- Perhitungan Equipment Failures (Breakdowns)
Kegagalan mesin melakukan proses (equipment failure) atau kerusakan
(breakdown) yang tiba-tiba dan tidak diharapkan terjadi adalah penyebab kerugian
yang terlihat jelas, karena kerusakan tersebut akan mengakibatkan mesin tidak
menghasilkan output.
- Perhitungan Setup dan Adjustment
Kerusakan pada mesin maupun pemeliharaan mesin secara keseluruhan
akan mengakibatkan mesin tersebut harus dihentikan terlebih dahulu. Sebelum
mesin difungsikan kembali akan dilakukan penyesuaian terhadap fungsi mesin
b. Perhitungan Speed Loss
Speed loss terjadi pada saat mesin tidak beroperasi sesuai dengan
kecepatan produksi maksimum yang sesuai dengan kecepatan mesin yang
dirancang. Faktor yang mempengaruhi speed losses ini adalah idling and minor
stoppages dan reduced speed.
- Perhitungan Idling dan Minor Stoppages
Idling dan minor stoppages terjadi jika mesin berhenti secara
berulang-ulang atau mesin beroperasi tanpa menghasilkan produk. Jika idling dan minor
stoppages sering terjadi maka dapat mengurangi efektivitas mesin.
- Perhitungan Reduced Speed
Reduced speed adalah selisih antara waktu kecepatan produksi aktual
dengan kecepatan produksi mesin yang ideal.
c. Perhitungan Defect Loss
Defect loss artinya adalah mesin tidak menghasilkan produk yang sesuai
dengan spesifikasi dan standar kualitas produk yang telah ditentukan dan scrap
sisa hasil proses selama produksi berjalan. Faktor yang dikategorikan ke dalam
defect loss adalah rework loss dan yield/scrap loss.
- Perhitungan Rework Loss
Rework Loss adalah produk yang tidak memenuhi spesifikasi kualitas yang
telah ditentukan walaupun masih dapat diperbaiki ataupun dikerjakan ulang.
- Perhitungan Yield/Scrap Loss
Yield/scrap loss adalah kerugian yang timbul selama proses produksi belum
mencapai keadaan produksi yang stabil pada saat proses produksi mulai dilakukan
sampai tercapainya keadaan proses yang stabil, sehingga produk yang dihasilkan
pada awal proses sampai keadaan proses stabil dicapai tidak memenuhi spesifikasi
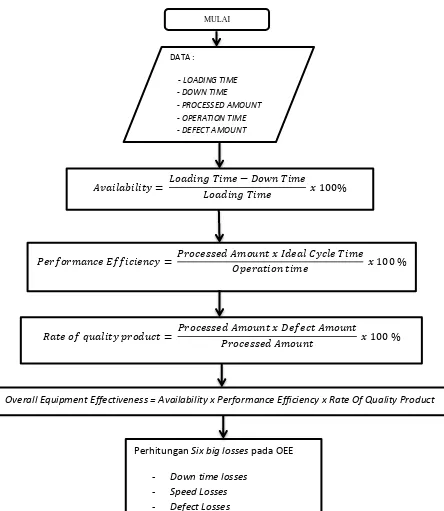
Gambar 3.2 Diagram alir perhitungan Overall Equipment Effectiveness (OEE)
� � � � � � ��
� � � � �
Overall Equipment Effectiveness = Availability x Performance Efficiency x Rate Of Quality Product
Perhitungan Six big losses pada OEE
- Down time losses
- Speed Losses
- Defect Losses MULAI
DATA :
- LOADING TIME - DOWN TIME - PROCESSED AMOUNT - OPERATION TIME - DEFECT AMOUNT
� � � � � � � �� � − �� ��
BAB IV
PENGOLAHAN DAN ANALISA DATA
4.1 Pengumpulan Data
Turbin uap yang terdapat di PT. PP London Sumatera Indonesia tbk
Begerpang POM ini merupakan mesin yang di buat sebagai objek penelitian.
Karena mesin ini merupakan mesin pembangkit pada pabrik tersebut dimana
setiap proses pengerjaan untuk menghasilkan Crude Palm Oill (CPO) harus
menggunakan Turbin uap tersebut, maka ketika terjadi kerusakan pada mesin ini
akan mengakibatkan terhentinya proses produksi dan diarea ini ini juga sering
dilakukan penggantian komponen mesin dan peralatan.
Tujuan dari penerapan TPM adalah meminimumkan six big losses yang
terdapat pada mesin Turbin Uap, sehingga dapat diperoleh efektivitas penggunaan
mesin pada area tersebut secara maksimal. Maka terlebih dahulu dilakukan
pengukuran untuk dapat mengetahui tingkat efektivitas mesin/peralatan yang
digunakan saat ini dengan menggunakan indikator OEE (overall equipment
effectivenes). Dengan peningkatan OEE akan menghasilkan peningkatan efisiensi
dan produktivitas pada mesin Turbin Uap.
Untuk pengukuran efektivitas dengan menggunakan OEE pada mesin ini
dibutuhkan data yang bersumber dari laporan produksi.
Data yang digunakan adalah dalam periode Januari 2015 – Desember 2015, yaitu:
1. Data waktu downtime mesin Turbin Uap
2. Planned downtime untuk mesin Turbin Uap
3. Data waktu setup mesin Turbin Uap
4. Data waktu produksi mesin Turbin Uap
5. Data yang lain yang mendukung dalam pemecahan masalah.
4.1.1. Data waktu downtime
Waktu down time adalah waktu yang seharusnya digunakan untuk
gangguan pada mesin mengakibatkan mesin tidak dapat melaksanakan proses
produksi sebagaimana mestinya
Kerusakan (breakdowns) atau kegagalan proses pada mesin/pealatan yang
terjadi tiba-tiba. Downtime merupakan kerugian yang dapat terlihat dengan jelas
karena terjadi kerusakan mengakibatkan tidak adanya output yang dihasilkan
disebabkan mesin tidak berproduksi. Data waktu downtime dapat dilihat pada
tabel 4.1.
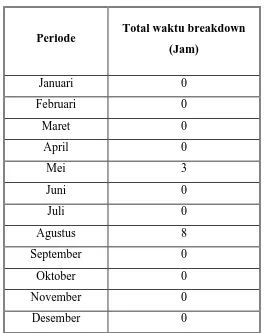
Tabel 4.1. Data waktu kerusakan mesin Turbin Uap
Periode Total waktu breakdown (Jam)
Januari 0
Februari 0
Maret 0
April 0
Mei 3
Juni 0
Juli 0
Agustus 8
September 0
Oktober 0
November 0
Desember 0
Sumber : PT. PP London Sumatera Indonesia ,tbk Begerpang POM
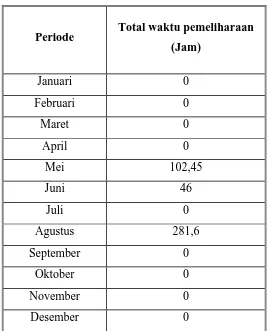
4.1.2 Planned Downtime
Planned Downtime merupakan waktu yang sudah dijadwalkan dalam
rencana produksi, termasuk pemeliharaan terjadwal dan kegiatan manajemen yang
lain seperti pertemuan. Pemeliharaan terjadwal dilakukan oleh pihak perusahaan
Pemeliharaan ini dilakukan secara rutin dan sesuai jadwal yang dibuat oleh
departemen maintenance. Data waktu pemeliharaan dapat dilihat pada tabel 4.2.
Tabel 4.2 Data waktu pemeliharaan mesin Turbin Uap
Periode Total waktu pemeliharaan (Jam)
Januari 0
Februari 0
Maret 0
April 0
Mei 102,45
Juni 46
Juli 0
Agustus 281,6
September 0
Oktober 0
November 0
Desember 0
Sumber : PT. PP London Sumatera Indonesia ,tbk Begerpang POM
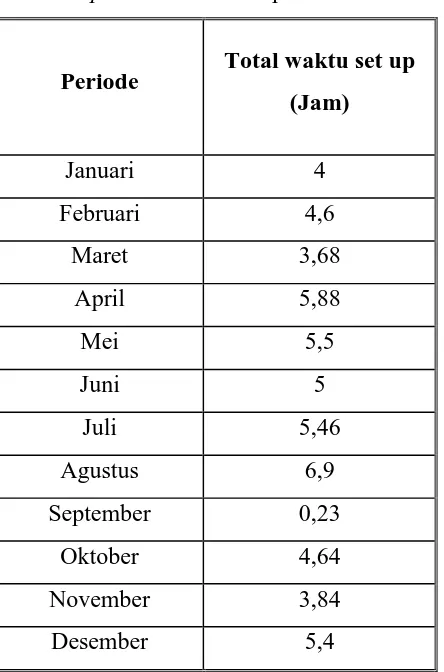
4.1.3. Data Waktu Setup mesin Turbin Uap
Waktu setup adalah waktu dimana mesin Turbin Uap melakukan
penyesuaian hingga menghasilkan energi/beban. Waktu yang dibutuhkan untuk
melaksanakan setup mesin Turbin Uap mulai dari waktu berhenti sampai proses
untuk untuk produksi berikutnya adalah 20 menit. Data ini merupakan data
dimana mesin melakukan start up serta penyesuaian-penyesuaian sebelum mesin
dapat menghasilkan produk, adapun data waktu setup Turbin Uap dapat dilihat
Tabel 4.3 Data waktu Set Up mesin Turbin Uap
Periode Total waktu set up (Jam)
Sumber : PT. PP London Sumatera Indonesia ,tbk Begerpang POM
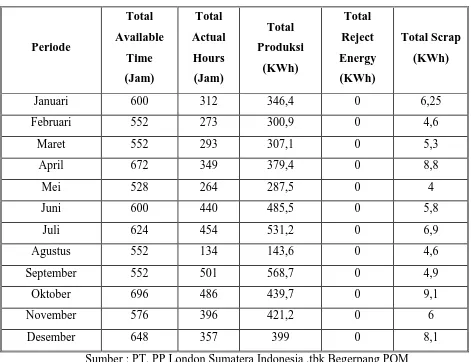
4.1.4. Data Waktu Produksi
Data produksi (KWh) Turbin Uap di PT PP London Sumatera Indonesia,
tbk Begerpang POM pada periode Januari 2015 – Desember 2015 adalah :
a. Total available time adalah total waktu Turbin Uap yang tersedia untuk
melakukan proses proses produksi dalam satuan jam.
b. Total product processed adalah energi berat total produk yang diproses oleh
Turbin Uap.
c. Total good product adalah energi berat total produk yang baik sesuai dengan
spesifikasi produk yang telah ditentukan.
d. Total actual hours adalah total waktu aktual proses operasi pada turbin uap.
e. Total reject energy adalah jumlah berat total produk yang ditolak karena cacat
pada produk sehingga tidak sesuai dengan spesifikasi kualitas produk.
f. Total scrap jumlah energi yang digunakan Turbin Uap untuk melakukan siklus
Tabel 4.4. Data Produksi Turbin (KWh) Uap periode Januari 2015 – Desember
Sumber : PT. PP London Sumatera Indonesia ,tbk Begerpang POM
Dari tabel 4.4 diatas dapat kita lihat bahwa produksi arus yang tertinggi
adalah pada bulan September yaitu sebesar 568,7 KWh. Sementara produksi
terendah terdapat pada bulan Agustus yaitu hanya 143,6 KWh. Hal ini disebabkan
banyaknya waktu kerusakan dan waktu pemeliharaan yang dilakukan selama
bulan Agustus tersebut. Sehingga mesin turbin uap tersebut sering tidak
beroperasi pada jam – jam kerja yang seharusnya beroperasi.
Hal tersebut juga sangat dipengaruri oleh metode penanganan kerusakan
yang belum signifikan. Dimana metode penanganan kerusakan yang dilakukan
oleh perusahaan tersebut adalah dengan melakukan negosiasi dengan kontraktor
yang bernaung dalam bagian penanganan kerusakan mesin tersebut. Nah, hal ini
akan memakan waktu yang cukup lama dimana kontraktor harus memeriksa
yang dikeluarkan. Hal ini akan menyebabkan penanganan terhadap kerusakan
mesin tersebut menjadi lama dan menyebabkan kerugian bagi perusahaan secara
operasional. Bilamana perusahaan mempunyai teknisi tersendiri tanpa harus
mengandalkan kontraktor, maka dipastikan efisiensi dan kefektifan dari mesin
tersebut akan semakin meningkat.
4.2 Pengolahan Data
4.2.1 Perhitungan Avalability
Availability, adalah rasio waktu operation time terhadap loading time-nya.
Untuk menghitung nilai availability digunakan rumusan sebagai berikut :
Loading time adalah waktu yang tersedia per hari atau per bulan dikurangi
dengan downtime mesin yang direncanakan. Perhitungan loading time ini dapat
dituliskan dalam formula matematika, sebgai berikut :
Loading time = Total Available Time – Planned Downtime
Operation time adalah total waktu proses yang efektif. Dalam hal ini
operation time adalah hasil pengurangan loading time dengan downtime mesin.
Formula matematikanya adalah :
Operation Time = Loading Time – Downtime
Downtime = Breakdown + Set Up
Nilai Availability untuk mesin Turbin Uap pada bulan Januari 2015 adalah
sebagai berikut :
Loading Time = 600 – 0 = 600
Downtime = 0 + 4 = 4
Operation Time = 600 – 4 = 596
Dengan perhitungan yang sama untuk menghitung availability sampai
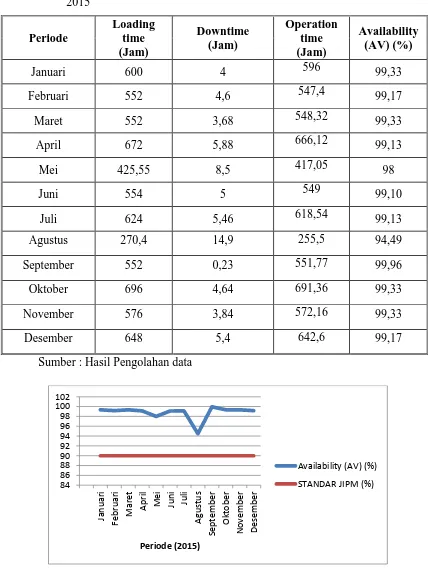
Tabel 4.5 Availability mesin Turbin Uap pada periode Januari 2015 – Desember
Sumber : Hasil Pengolahan data
Gambar 4.1. Diagram perbandingan Availability mesin Turbin Uap
Pada tabel 4.5 diatas, nilai availability tertinggi ditunjukkan pada bulan
September yaitu dengan nilai 99,96 %, sementara nilai terendah ditunjukkan pada bulan Agustus yaitu 94,49 %. Nilai – nilai tersebut sangat dipengaruhi oleh waktu yang tersedia dalam 24 jam setiap bulannya dengan waktu yang seharusnya
digunakan untuk beroperasi oleh mesin tersebut. Sementara pada gambar 4.1.
menjelaskan tentang perolehan nilai persentase selama tahun 2015 menunjukkan
nilai yang melampaui standar yang ditetapkan oleh JIPM yaitu 90 %.
4.2.2. Perhitungan Performance Efficiency
Performance effeciency adalah rasio kuantitas produk yang dihasilkan
dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk
melakukan proses produksi (operation time). Untuk menghitung nilai
performance effeciency digunakan rumusan sebagai berikut :
Performance efficiency (PE) = net operating x operating cycle time
=
Ideal cycle time adalah siklus waktu proses yang diharapkan dapat dicapai
dalam keadaan optimal atau tidak mengalami hambatan. Ideal cycle time pada
Turbin Uap merupakan siklus waktu proses yang dapat dicapai mesin dalam
proses produksi dalam keadaan optimal atau mesin tidak mengalami hambatan
dalam berproduksi. Waktu optimal mesin Turbin Uap di Begerpang POM dalam
menghasilkan daya dalam 1 jam adalah dengan daya 1,03 KW. Sehingga Ideal
Cycle Time mesin Turbin Uap tersebut adalah : 1 jam / 1,03 KW = 0,97 jam/KWh
Nilai Performance Efficiency mesin Turbin Uap pada periode januari 2015
adalah sebagai berikut :
Dengan perhitungan yang sama untuk menghitung Performance Efficiency
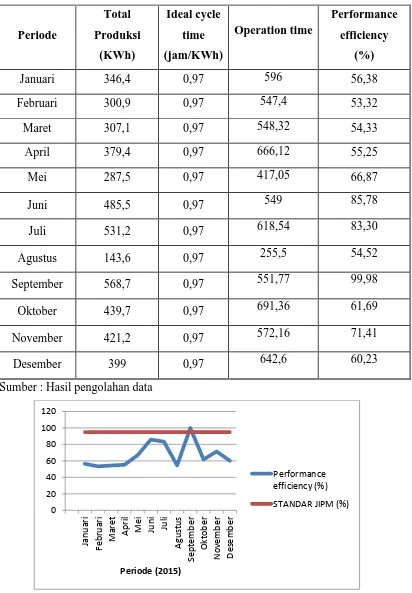
Tabel 4.6. Performance Efficiency periode Januari 2015 – Desember 2015
Sumber : Hasil pengolahan data
Gambar 4.2. Diagram perbandingan Performance Efficiency mesin Turbin Uap
Persentase Performance Efficiency seperti yang ditunjukkan pada tabel 4.6
diatas, nilai tertinggi terdapat pada bulan September yaitu 99,98 % yang bahkan
mendekati sempurna dan terendah terdapat pada bulan Februari yaitu 53,32 %.
Penyebabnya adalah waktu yang seharusnya digunakan untuk proses produksi
tidak seimbang dengan nilai hasil produksi dari mesin tersebut. Pada gambar 4.2.
dapat kita lihat bahwa perolehan nilai Performance Efficiency turbin uap
tergolong kurang bagus, karena hanya pada bulan septembember yang melewati
standar yang sudah ditetapkan oleh JIPM yaitu 95 %.
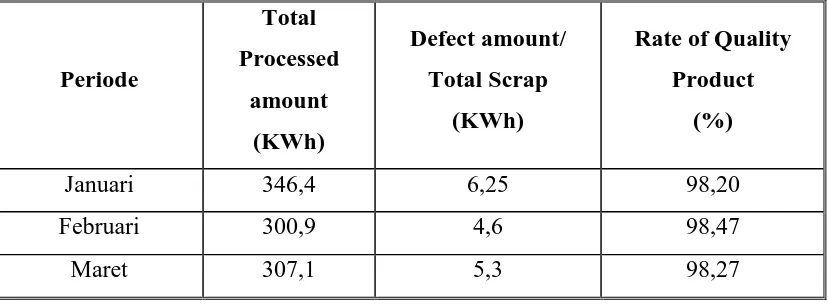
4.2.3. Perhitungan Rate Of Quality Product (RQP)
Rate of quality product adalah rasio produk yang baik (good products)
yang sesuai dengan spesifikasi kualitas produk yang telah ditentukan terhadap
jumlah produk yang diproses. Perhitungan rate of quality product menggunakan
data produksi pada tabel 4.4. . Dalam perhitungan ratio rate of quality product ini,
process amount adalah total product processed sedangkan defect amount adalah
total broke product, dengan rumusan sebagai berikut :
Rate of quality product untuk bulan January 2015 adalah :
−
Dengan perhitungan yang sama untuk menghitung rate of quality product
mesin Turbin Uap periode januari 2015 – desember 2015.
Tabel 4.7 Perhitungan Rate of quality product periode January 2015 – Desember
Tabel 4.7. (Lanjutan)
Sumber : Hasil Pengolahan data
Gambar 4.3. Diagram perbandingan Rate of Quality Product mesin Turbin Uap
Begerpang POM periode 2015 dengan standar JIPM
Tabel 4.7 diatas menjelaskan bahwa rasio kualitas terbaik itu terdapat pada
bulan September yaitu dengan nilai 99,14 % dan terendah terdapat pada bulan
agustus yaitu dengan persentase 96,80 %. Tinggi rendahnya persentase tersebut
disebabkan oleh nilai Total Produksi (KWh) dan Total Scrap yang terjadi pada
mesin tersebut dan pada periode itu. Gambar 4.3. menjelaskan bahwa perolehan
Rate of Quality Product selama tahun 2015 menunjukkan ketidakstabilan yang
4.2.4. Perhitungan Overall Equipment Effectiveness (OEE)
Setelah nilai availability, performance efficiency dan rate of quality
product pada mesin Turbin Uap diperoleh maka dilakukan perhitungan nilai
overall equipment effectivenes (OEE) untuk mengetahui besarnya efektivitas
penggunaan mesin Turbin Uap pada Begerpang POM.
Perhitungan OEE adalah perkalian nilai-nilai availability, performance
efficiency dan rate of quality product yang sudah diperoleh.
OEE (%) = AV (%) x PE (%) x RQP (%)
OEE Turbin Uap pada periode Januari 2015 adalah :
OEE = 99,97% x 56,38% x 98,20% = 54,99%
Dengan perhitungan yang sama, kita bisa hitung pada bulan berikutnya.
Tabel 4.8 Nilai Overall Equipment Effectiveness (OEE) mesin Turbin Uap
periode January 2015 – Desember 2015
Sumber : Hasil Pengolahan data
Dari Tabel 4.8 diatas tentang nilai Overall Equipment Effectiveness (OEE) mesin Turbin Uap periode January 2015 – Desember 2015 dapat kita lihat bahwa perolehan OEE tertinggi terdapat pada bulan September yaitu sebesar 99,07 %.
Dan perolehan terendah terdapat pada bulan Agustus denga nilai 49,86 %. Hal ini
sangat dipengaruhi oleh nilai dari ketiga faktor tersebut yaitu Availability,
Performance Efficiency, dan Rate of Quality Product. Dimana dalam perhitungan
ketiga faktor tersebut termasuk didalamnya waktu yang tersedia selama bulan ke
bulan yaitu jumlah hari kerja dikalikan dengan jumlah total waktu selama satu
hari yaitu 24 jam, waktu kerusakan, waktu pemeliharaan, total waktu operasi, total
waktu operasi yang seharusnya ataupun total waktu yang ideal, total waktu
penstabilan selama mesin melakukan pemanasan, total jumlah energy yang
dihasilkan oleh mesin Turbin Uap tersebut, dan juga total energy yang terbuang.
Dalam hal ini, pengerjaan ulang energy tidak ada karena produk yang dihasilkan
adalah berupa arus listrik. Jadi semua terpakai.
4.2.5. Perhitungan Six Big Losses
Perhitungan Six Big loses atau enam besar faktor kerusakan yang
diantaranya : Downtime Losess (Equipment failure dan setup and adjustment),
speed losess (idling and minor stoppages loss dan reduce speed), defect losses
(rework loss dan yield/scraf loss) yang akan dijelaskan di bawah ini :
4.2.5.1. Downtime Losess
Downtime losess adalah kerugian waktu yang seharusnya digunakan untuk
melakukan proses produksi akan tetapi karena adanya gangguan pada mesin
(equipment failures) mengakibatkan mesin tidak dapat melaksanakan proses
produksi sebagaimana semestinya. Dalam perhitungan Overal equipment
effectiveness (OEE), Equipment Failures dan waktu Setup dan Adjustment
a. Equipment Failure/Breakdowns (EF)
Equipment failure ataupun breakdown adalah kegagalan mesin melakukan
proses produksi ataupun kerusakan yang terjadi secara tiba-tiba serta yang tidak
diharapkan terjadi sehingga menyebabkan kerugian yang terlihat jelas, yaitu tidak
menghasilkan output.
Untuk mencari besarnya persentase efektivitas mesin yang hilang akibat
dari faktor breakdown loss dapat dihitung dengan menggunakan rumus sebagai
berikut :
Dengan rumus diatas dapat dihitung breakdown Turbin Uap yang terjadi
pada bulan January 2015.
= 0
Dengan perhitungan yang sama maka didapat :
Tabel 4.9. Breakdown Loss periode Januari 2015 – Desember 2015
Tabel 4.9. (Lanjutan)
Oktober 0 691,36 0
November 0 572,16 0
Desember 0 642,6 0
Sumber : Hasil Pengolahan data
b. Setup and Adjustment loss (SA)
Karena adanya pemeliharaan serta kerusakan-kerusakan yang terjadi
maupun trip mesin Turbin Uap sehingga mesin harus diberhentikan dahulu. Saat
mesin dioperasikan kembali, mesin akan melakukan penyesuaian-penyesuaian
terhadap fungsi mesin tersebut dan proses tersebut disebut Setup and Adjustment
mesin. Di dalam perhitungan setup and Adjustment mempergunakan data waktu
setup mesin yang dibagikan dengan waktu loading time dari mesin Turbin Uap.
Untuk mengetahui besar persentase setup and Adjustment loss dari mesin
Turbin Uap oleh waktu setup mesin Turbin Uap tersebut dengan menggunakan
rumus sebagai berikut:
Dari rumus diatas maka Set up and Adjustment Loss untuk bulan January
2015 dapat kita hitung, yaitu :
Tabel 4.10 (Lanjutan)
April 5,88 666,12 0,88
Mei 5,5 417,05 1,32
Juni 5 549 0,91
Juli 5,46 618,54 0,88
Agustus 6,9 255,5 2,70
September 0,23 551,77 0,04
Oktober 4,64 691,36 0,67
November 3,84 572,16 0,67
Desember 5,4 642,6 0,84
Sumber : Hasil Pengolahan data
4.2.5.2. Speed Loss
Adapun speed loss terjadi oleh karena mesin tidak beropersi sesuai dengan
kecepatan maksimum yang telah ditentukan saat perancanagan mesin.
Faktor-faktor yang mempengaruhi speed loss adalah Idling and Minor
Stoppages dan Reduce Speed.
a. Idling and Minor Stoppages loss (IMS)
Idling and Minor Stoppages terjadi jika mesin Turbin Uap berhenti secara
berulang- ulang atau mesin tidak menghasilkan produk, Kemungkinan besar
Idling and Minor Stoppages yang terjadi pada Mesin Turbin Uap tidak
sepenuhnya terekam. Saat Idling and Minor Stoppages sering terjadi maka akan
dapat mengurangi efektivitas mesin.
Untuk dapat mengetahui besarnya faktor efektivitas yang hilang akibat
dari
terjadinya Idling and Minor Stoppages digunakan rumus sebagai berikut :
Dari rumus diatas maka Idling and Minor Stoppages loss (IMS) untuk
Non Productive Time = Operation Time – Total Actual Hours
= 599 - 312
= 287 Jam
Tabel 4.11. Hasil Idling and Minor Stoppages Loss untuk periode Januari 2015 –
Desember 2015
Reduce Speed adalah selisih antar waktu kecepatan produksi aktual dengan
kecepatan produksi mesin yang ideal. Untuk mengetahui besarnya persentase
−
Dari rumus diatas maka hasil Reduce speed dapat kita hitung untuk bulan
Januari 2015
yang sesuai dengan spesifikasi dan standar kualitas produk yang telah ditetapkan
dan scrap yaitu kerugian yang timbul selama proses produksi belum mencapai
keadaan produksi yang stabil pada saat proses produksi mulai dilakukan sampai
terjadinya keadaan proses yang stabil. Faktor yang tergolongkan kedalam Defect
a. Rework Loss (RL)
Rework loss adalah produk yang tidak memenuhi spesifikasi standar
kualitas
yang telah ditentukan walaupun masih dapat diperbaiki ataupun dikerjakan ulang.
Untuk mengetahui persentase faktor rework loss yang mempengaruhi
efektivitas penggunaan mesin. Digunakan rumus sebagai berikut :
Maka Rework Losses Turbin Uap untuk bulan januari 2015 dapat kita
hitung, sebagai berikut :
Dari contoh perhitungan tersebut maka kita dapat menghitung Rework Losses
pada periode bulan berikutnya :
Tabel 4.13 Hasil Rework Losses untuk periode Januari 2015 – Desember 2015
b. Yield/Scrap Loss
Yield/scrap loss merupakan kerugian yang timbul selama proses produksi
belum mencapai keadaan produksi yang stabil pada saat proses produksi mulai
dilakukan sampai tercapainya keadaan proses yang stabil, sehingga produk pada
awal proses sampai keadaan proses stabil dicapai tidak memenuhi spesifikasi
kualitas yang diharapkan. Untuk mengetahui persentase faktor yield/scrap loss
yang mempengaruhi efektivitas penggunaan mesin digunakan rumus sebagai
berikut:
Maka dapat dihitung yield / scrap losses Turbin Uap yang terjadi pada
bulan Januari 2015 adalah sebagai berikut :
Dengan perhitungan yang sama, maka Yield/scrap losses mesin Turbin
Uap periode Januari 2015 – Desember 2016.
Sumber : Pengolahan Data
4.3. Analisa Perhitungan Data
4.3.1 Analisa Perhitungan Overall Equipment Effectiveness (OEE)
Analisa perhitungan OEE dilakukan untuk melihat tingkat keefektifan
penggunaan mesin turbin uap pada periode Januari 2015 – Desember 2015.
Pengukuran OEE Turbin Uap ini berdasarkan factor waktu, kecepatan serta
kualitas pada saat pengoperasian mesin Turbin Uap.
Adapun persentase yang dicapai dapat dilihat dari tabel 4.15. dan diagram
Gambar 4.4. Grafik Perbandingan OEE Turbin Uap Begerpang POM tahun 2015
dengan Standar JIPM (Japan Institute Of Plant Maintenance)
Dari grafik pada gambar 4.4. diatas dapat kita lihat bahwa pencapaian
OEE Turbin uap selama periode Januari 2015 – Desember 2015 masih banyak
dibawah standar JIPM (Japan Institute Of Plant Maintenance). Pencapaian
tertinggi terdapat pada bulan September dimana OEEnya mencapai 99,07 %
mendekati sempurna, sementara pencapaian terendah yaitu pada bulan Agustus
yaitu hanya 49,86 %. Penyebab dari tinggi rendahnya nilai tersebut adalah oleh
karena banyaknya jumlah waktu kerusakan, waktu pemeliharaan, serta jumlah
produk yang dihasilkan mesin tidak seimbang dengan waktu proses produksi yang
berjalan.
4.3.2 Analisis perhitungan OEE Six Big Losses
Dengan melakukan analisis perhitungan OEE Six Big Losses maka kita
dapat melihat lebih jelas yang mempegaruhi efektivitas Turbin Uap, maka akan
dilakukan perhitungan Time Losses pada masing-masing faktor di dalam Six Big
Losses tersebut seperti yang terlihat pada hasil perhitungan di tabel 4.16.
Tabel 4.16. Persentase Faktor Six Big Losses Turbin Uap periode Januari 2015 –
5. Setup and Adjustment
Losses 55,13 1,92 100
6. Rework Losses 0 0 100
Total 2866,9455 100
Sumber : Pengolahan data
Dari tabel 4.16 diatas dijelaskan bahwa persentase faktor terbesar dari
Losses disebabkan oleh Idling and Minor Stoppages Losses yaitu sebesar 83,6 %
dengan total kehilangan waktu sebesar 2396,82 jam. Hal ini menerangkan bahwa
mesin sering berhenti secara berulang ulang ataupun mesin beroperasi tapi tidak
menghasilkan produk.
4.4 Analisa diagram sebab akibat (Fish Bone)
Untuk mendapatkan penanganan masalah secepat mungkin, maka perlu
dilakukannya analisa sebab akibat terhadap faktor – faktor yang mengakibatkan
masalah - masalah tersebut. Diagram sebab akibat ini sering juga disebut sebagai
diagram tulang ikan (Fish bone).
Analisa ini dilakukan dengan pengamatan secara langsung dilapangan,
wawancara dengan operator, dan juga wawancara dengan shift engineer di pabrik
tersebut. Hasil wawancara tersebut, merupakan salah satu kemungkinan penyebab
Mesin
Dalam wawancara yang didapat maka diambil parameter – parameter yang mempengaruhi terjadinya kerugian/Losses tersebut, yaitu : mesin, manusia,
metode, lingkungan.
Gambar 4.5. Diagram Sebab Akibat (Fish bone) penyebab losses pada mesin Turbin Uap Begerpang POM
Dari diagram sebab akibat diatas menerangkan bahwa penyebab mesin
mengalami kerugian atau losses oleh karena 4 kategori yaitu manusia, mesin,
metode dan lingkungan. Hal ini bisa terjadi karena disebabkan oleh :
1. Manusia
Setiap pekerjaan yang dilakukan sangat membutuhkan pengawasan, baik
memantau seberapa besar kemampuan karyawan dan etos kerja saat bekerja
dengan tujuan mengatur serta mengkoordinir berlangsungnya proses dengan baik.
Dari hasil pengamataan yang dilakukan, operator kurang teliti dalam
merawat dan membersihkan mesin dan area sekitarnya. Dimana masih ada terlihat
kotoran seperti oli tumpah di bagian bawah mesin dan juga debu menempel. Hal
ini disebabkan karena operator kurang fokus dalam melakukan pekerjaannya bisa
saja karena kelelahan. Faktor ini disebabkan adanya pekerjaan sampingan
karyawan di luar jam kerjanya karena gaji dan tunjangan untuk karyawan seperti
operator misalnya masih sedikit atau kurang untuk membiayai kehidupan
Sementara faktor yang lain adalah jika terjadi suatu kerusakan, tidak ada
teknisi dari pabrik tersebut yang mampu menanganinya. Maka mereka harus
mengadakan kontrak dengan kontraktor dari luar perusahaan tersebut. Hal ini
menyebabkan lamanya penanganan terhadap kerusakan mesin tersebut, sehingga
menyebabkan banyak losses.
2. Mesin
Bilamana terjadi kerusakan pada mesin ini dan harus mengganti suku
cadang, maka diganti dengan suku cadang yang tidak berdasarkan standar pabrik
pembuat mesin tersebut. Hal ini dikarenakan harga suku cadang tersebut relatif
sangat mahal dan susah didapatkan.
Sementara faktor lain adalah adanya gangguan secara tiba – tiba. Bisa saja
penyebabnya adalah governor pada turbin uap tersebut tidak stabil sehingga
mengakibatkan trip dan hunting yang bisa menyebabkan kelebihan arus yang
dihasilkan ataupun kurang arus. Dikarenakan didalam sebuah pabrik tersebut
merupakan sebuah system yang memiliki keterikatan satu sama lain, maka
kerusakan mesin pada sebuah stasiun juga mengakibatkan pemberhentian mesin
turbin uap ini. Hal ini akan menyebabkan Losses karena harus beralih lagi ke
mesin genset pada pabrik tersebut.
3. Metode
Dari label SOP (Standart Operation Procedure) yang ditempelkan pada
mesin tersebut, peneliti melihat bahwa dalam 10.000 jam waktu operasi mesin
maka oli harus diganti. Sementara dari buku laporan yang dicatat oleh operator
bahkan melebihi waktu dari SOP tersebut. Jika ini terus terjadi maka akan
menyebabkan performa mesin kurang prima dan menyebabkan losses.
4. Lingkungan
Lingkungan di area mesin tersebut sudah cukup bersih, namum masih ada
terdapat kotoran yang menyebabkan kenyamanan dan keindahan sekitar tersebut
menjadi berkurang. Penyebabnya adalah kurangnya disiplin operator dalam
menjaga kebersihan dikarenakan pengawasan dari shift engineer dari pabrik
4.5 Usulan pemecahan masalah
4.5.1 Usulan penyelesaian masalah Six Big Losses
Tabel 4.17 Usulan penyelesaian masalah Six Big Losses
No. Faktor – Faktor Penyelesaian masalah
1. Manusia
a. Operator kurang teliti
b. Penanganan kerusakan
a. Memberikan sanksi yang tegas,
Memberikan motivasi kerja kepada karyawan
dengan menaikkan gaji dan tunjangan
b. Dibuat pelatihan khusus terhadap teknisi
perusahaan tersebut
b. Melakukan pengecekan sebelum mesin
dijalankan
3. Metode
a. Pemeliharaan tidak tepat
waktu
a. Melakukan pemeliharaan secara tepat waktu
4. Lingkungan
a. Kebersihan kurang terjaga
a. Menanamkan kesadaran kepada operator akan
kebersihan dan memperketat pengawasan dari
shift engineer
4.5.2 Penerapan Total Produktive Maintenance (TPM)
Sebagaimana yang kita ketahui Total Productive Maintenance juga
termasuk dalam kegiatan pemeliharaan mandiri (autonomous maintenance), kunci
keberhasilannya adalah pemeliharaan mandiri tersebut, karena melibatkan seluruh
staf pekerja yang mulai dari operator sampai kepada pemimpin perusahaan.
Dengan kata lain adanya kegiatan autonomous maintenance ini maka seluruh
operator akan terlibat dalam melakukan pemeliharaan dan perawatan mesin serta
peralatan yang digunakan, dan para pemimpin juga ikut ambil bagian dalam
Sistem pelaksanaan kegiatan pemeliharan yang diterapkan di PT. PP
London Sumatera Indonesia Begerpang POM adalah pemeliharaan yang terencana
yang dapat dilihat dari Bab IV, memiliki jadwal pemeliharaan. Walaupun
terencana, mesin terkadang mengalami perhentianyang diakibatkan oleh
terjadinya trip yang mungkin terekam maupun tidak terekam.
Hal yang mempengaruhi nilai efektivitas mesin adalah kemampuan
operator dalam mengawasi operasi serta memelihara mesin dengan baik. Untuk itu
perlu adanya pendidikan yang dapat mengubah pola pikir dari operator supaya
tidak hanya menggunakan mesin namun bisa juga memelihara mesin. Agar hal
tersebut dapat tercapai maka diperlukan usaha dan waktu untuk dapat melatih
operator memahami dan memperlakukan autonomous maintenance. Pemeliharaan
mandiri (autonomous maintenance) yang dapat dilakukan operator antara lain :
1. Membersihkan mesin Turbin Uap dari kotoran-kotoran yang melekat, dari
pelumas yang menempel dan dari dari debu kotoran.
2. Memantau kerja mesin, apakah beroperasi dengan baik dengan mencatat
fenomena yang terjadi pada mesin.
3.Memeriksa pelumasan, jika perlu lakukan pergantian dan melakukan
pengencangan terhadap mur yang longgar.
4. Melakukan pemeliharaan mandiri dengan menggunakan check sheet.
5. Tetap melakukan pemeriksaan yang sesuai dengan SOP yang sudah ditetapkan
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari pengolahan dan analisa data maka dapat disimpulkan bahwa :
1. Persentase rata – rata OEE Turbin Uap PT. PP London Sumatera
Indonesia, tbk Begerpang POM tahun 2015 adalah 65,08 %. Nilai ini
masih dibawah standar JIPM yaitu sebesar 85,0 %
2. Faktor Losses terbesar yang adalah Idling/Minor Stoppages Losses dengan persentase 85,44 %. Nilai ini menunjukkan mesin sering berhenti secara
berulang-ulang atau mesin beroperasi tanpa menghasilkan produk dan
mengalami kehilangan waktu sebesar 2449,54 jam,
5.2 Saran
Setelah melakukan pengolahan dan analisa data maka peneliti memberikan
saran kepada PT. PP London Sumatera Indonesia, tbk Begerpang POM, sebagai
berikut :
1. Dengan nilai OEE yang diperoleh mesin turbin uap hanya rata – rata 65,08
% pada periode 2015, sudah seharusnya menerapkan sistem perawatan
mesin dengan Total Productive Maintenance agar produktivitas pun lebih
optimal lagi.
2. Sebaiknya dilakukan perhitungan OEE untuk semua mesin sehingga
efektivitasnya dapat diketahui demi evaluasi kedepannya.
3. Pergantian ataupun perhentian mesin diwaktu yang seharusnya harus
dilakukan, karena pemeliharaan itu sangat penting menjaga supaya
keberlangsungan masa pakai mesin lebih awet.
4. Perusahaan sebaiknya menanamkan kesadaran kepada seluruh karyawan
dalam upaya peningkatan produktivitas hasil yang di dapat sehingga dapat
BAB II
TINJAUAN PUSTAKA
2.1. Turbin Uap
Turbin adalah sebuah mesin berputar yang mengambil energi dari aliran
fluida. Turbin sederhana memiliki satu bagian yang bergerak, "asembli
rotor-blade". Fluida yang bergerak menjadikan baling-baling berputar dan
menghasilkan energi untuk menggerakkan rotor. Contoh turbin awal adalah kincir
angin dan roda air. Sebuah turbin yang bekerja terbalik disebut kompresor atau
pompa turbo. Turbin Uap, Turbin gas dan Turbin air biasanya memiliki "casing"
sekitar baling yang memfokus dan mengontrol fluida. "Casing" dan
baling-baling mungkin memiliki geometri variabel yang dapat membuat operasi efisien
untuk beberapa kondisi aliran fluida. Energi diperoleh dalam bentuk tenaga
"shaft" berputar.
2.1.1. Penggunaan turbin
Penggunaan paling umum dari turbin adalah pemroduksian tenaga listrik.
Hampir seluruh tenaga listrik diproduksi menggunakan turbin dari jenis tertentu.
Turbin kadangkala merupakan bagian dari mesin yang lebih besar. Sebuah Turbin
Uap, sebagai contoh, dapat menunjuk ke mesin pembakaran dalam yang berisi
sebuah turbin, kompresor, "kombustor", dan alternator.
Turbin dapat memiliki kepadatan tenaga ("power density") yang luar biasa
(berbanding dengan volume dan beratnya). Ini karena kemampuan mereka
beroperasi pada kecepatan yang sangat tinggi.
Turbin Uap termasuk mesin Konversi energi yang mengubah energi
potensial uap menjadi energi kinetis pada nozel dan selanjutnya diubah menjadi
energi mekanis pada sudu-sudu turbin yang dipasang pada poros turbin. Energi
mekanis yang dihasilkan dalam bentuk putaran poros turbin dapat secara langsung
atau dengan bantuan roda gigi reduksi dihubungkan dengan mekanisme yang
digerakkan. Untuk menghasilkan energi listrik, mekanisme yang digerakkan
Jika dibandingkan dengan penggerak dengan tenaga listrik lain seperti
diesel, turbin memiliki kelebihan antara lain:
- penggunaan panas yang lebih baik
- pengontrolan putaran yang lebih mudah.
- tidak menghasilkan loncatan bunga api listrik.
- tidak terpengaruh lingkungan sekeliling yang panas
- uap bekasnya dapat digunakan kembali atau untuk proses
2.1.2. Komponen-komponen Utama Sistem Turbin Uap
Secara umum komponen-komponen utama dari sebuah turbin uap adalah : • Nosel, sebagai media ekspansi uap yang merubah energi potensial menjadi
energi kinetik.
• Sudu, alat yang menerima gaya dari energi kinetik uap melalui nosel. • Cakram, tempat sudu-sudu dipasang secara radial pada poros.
• Poros, sebagai komponen utama tempat dipasangnya cakram-cakram sepanjang
sumbu.
• Bantalan, bagian yang berfungsi uuntuk menyokong kedua ujung poros dan banyak menerima beban.
• Kopling, sebagai penghubung antara mekanisme turbin uap dengan mekanisme
yang digerakkan.
Untuk melihat komponen-komponen utama pada turbin dapat dilihat pada
gambar 2.1 berikut ini :
Gambar 2.1 bagian – bagian turbin uap
1. Casing
Adalah sebagai penutup bagian-bagian utama turbin.
2. Rotor
Adalah merupakan kedudukan dari poros rotor.
4. Journal Bearing
Adalah Turbine Part yang berfungsi untuk menahan Gaya Radial atau
Gaya Tegak Lurus Rotor.
5. Thrust Bearing
Adalah Turbine Part yang berfungsi untuk menahan atau untuk menerima
gaya aksial atau gaya sejajar terhadap poros yang merupakan gerakan maju
mundurnya poros rotor.
6. Main Oli Pump
Berfungsi untuk memompakan oli dari tangki untukdisalurkan pada bagian – bagian yang berputar pada turbin . Dimana fungsi dari Lube Oil adalah :
- Sebagai Pelumas pada bagian – bagian yang berputar.
- Sebagai Pendingin ( oil cooler ) yang telah panas dan masuk ke bagian
turbin dan akan menekan / terdorong keluar secara sirkuler
- Sebagai Pelapis ( Oil Film ) pada bagian turbin yang bergerak secara rotasi.
- Sebagai Pembersih ( Oil Cleaner ) dimana oli yang telah kotor sebagai
akibat dari benda-benda yang berputar dari turbin akan terdorong ke luar
secara sirkuler oleh oli yang masuk .
7. Gland Packing
Sebagai Penyekat untuk menahan kebocoran baik kebocoran Uap maupun
kebocoran oli.
8. Labirinth Ring
9. Impuls Stage
Adalah sudu turbin tingkat pertama yang mempunyai sudu sebanyak 116
buah
10. Stasionary Blade
Adalah sudu-sudu yang berfingsi untuk menerima dan mengarahkan steam
yang masuk.
11. Moving Blade
Adalah sejumlah sudu-sudu yang berfungsi menerima dan merubah Energi
Steam menjadi Energi Kinetik yang akan memutar generator.
12. Control Valve
Adalah merupakan katup yang berfungsi untuk mengatur steam yang
masuk kedalam turbin sesuai dengan jumlah Steam yang diperlukan.
13. Stop Valve
Adalah merupakan katup yang berfungsi untuk menyalurkan atau
menghentikan aliran steam yang menuju turbin.
14. Reducing Gear
Adalah suatu bagian dari turbin yang biasanya dipasang pada turbin-turbin
dengan kapasitas besar dan berfungsi untuk menurunkan putaran poros rotor dari
5500 rpm menjadi 1500 rpm.
Bagian-bagian dari Reducing Gear adalah :
- Gear Casing adalah merupakan penutup gear box dari bagian-bagian
dalam reducing gear.
- Pinion ( high speed gear ) adalah roda gigi dengan type Helical yang
putarannya merupakan putaran dari shaft rotor turbin uap.
- Gear Wheal ( low speed gear ) merupakan roda gigi tipe Helical yang
putarannya akan mengurangi jumlah putaran dari Shaft rotor turbin yaitu
dari 5500 rpm menjadi 1500 rpm.
- Pinion Bearing yaitu bantalan yang berfungsi untuk menahan / menerima
gaya tegak lurus dari pinion gear.
- Pinion Holding Ring yaitu ring berfungsi menahan Pinion Bearing
- Wheel Bearing yaitu bantalan yang berfungsi menerima atau menahan
gaya radial dari shaft gear wheel.
- Wheel Holding Ring adalah ring penahan dari wheel Bearing terhadap
gaya radial atau tegak lurus shaft gear wheel.
- Wheel Trust Bearing merupakn bantalan yang berfungsi menahan atau
menerima gaya sejajar dari poros gear wheel ( gaya aksial ) yang
merupakan gerak maju mundurnya poros.
2.2. Pemeliharaan (Maintenance)
2.2.1. Pengertian Pemeliharaan (Maintenance)
Secara alamiah tidak ada barang yang dibuat oleh manusia yang tidak
dapat rusak, tetapi usia kegunaannya dapat diperpanjang dengan melakukan
perbaikan berkala dengan suatu aktivitas yang dikenal sebagai pemeliharaan.
Pemeliharaan adalah suatu kombinasi dari berbagai tindakan yang
dilakukan untuk menjaga suatu barang, atau memperbaikinya sampai mencapai suatu kondisi yang bisa diterima. Tetapi, istilah „pemeliharaan‟ pada kenyataanya menunjuk kepada fungsi pemeliharaan secara keseluruhan yang bisa dibayangkan
,dan sebagai hasilnya, kata tersebut dengan mudah digunakan dalam industri
untuk menunjuk setiap pekerjaan yang dikerjakan oleh pekerja bagian
pemeliharaan. Pemeliharaan juga merupakan suatu fungsi dalam suatu perusahaan
pabrik yang sama pentingnya dengan fungsi-fungsi lain seperti produksi. Hal ini
karena apabila seseorang mempunyai peralatan atau fasilitas, maka biasanya dia
akan selalu berusaha untuk tetap mempergunakan peralatan atau fasilitas tersebut.
Demikian pula halnya dengan perusahaan pabrik, dimana pimpinan perusahaan
pabrik tersebut akan selalu berusaha agar fasilitas maupun peralatan produksinya
dapat dipergunakan sehingga kegiatan produksinya berjalan lancar. (corder,1992).
Dalam usaha untuk dapat terus menggunakan fasilitas tersebut agar
kualitas produksi dapat terjamin, maka dibutuhkan kegiatan-kegiatan
pemeliharaan dan perawatan yang meliputi kegiatan pemeriksaan, pelumasan
(lubrication), dan perbaikan atau reparasi atas kerusakan-kerusakan yang ada,
serta penyesuaian atau penggantian spare part atau komponen yang terdapat pada
Seluruh kegiatan ini sebenarnya tugas bagian pemeliharaan. Peranan
bagian ini tidak hanya untuk menjaga agar pabrik dapat tetap bekerja dan produk
dapat diprodusir dan diserahkan kepada pelanggan tepat pada waktunya, akan
tetapi untuk menjaga agar pabrik dapat bekerja secara efisien dengan menekan
atau mengurangi kemacetan produksi sekecil mungkin. Jadi, bagian perawatan
mempunyai peranan yang sangat menentukan dalam kegiatan produksi suatu
perusahaan pabrik yang menyangkut kelancaran atau kemacetan produksi,
kelambatan, dan volume produksi serta efisiensi berproduksi.
Dalam masalah pemeliharaan ini perlu diperhatikan bahwa sering terlihat
dalam suatu perusahaan bahwa kurang diperhatikannya bidang pemeliharan atau
maintenance ini, sehingga terjadilah kegiatan pemeliharaan yang tidak teratur.
Peranan yang penting dari kegiatan baru diperhatikan setelah mesin-mesin
tersebut rusak dan tidak dapat berjalan sama sekali. Hendaknya kegiatan harus
dapat menjamin bahwa selama proses produksi berlangsung, tidak akan terjadi
kemacetan - kemacetan yang disebabkan oleh mesin maupun fasilitas produksi.
Maintenance dapat diartikan sebagai kegiatan untuk memelihara atau
menjaga fasilitas maupun peralatan pabrik dan mengadakan perbaikan atau
penyesuaian maupun penggantian yang diperlukan agar diperoleh suatu keadaan
operasi produksi yang memuaskan sesuai apa yang telah direncanakan. Jadi,
dengan adanya kegiatan maintenance ini, maka fasilitas maupun peralatan pabrik
dapat digunakan untuk produksi sesuai dengan rencana dan tidak mengalami
kerusakan selama fasilitas atau peralatan tersebut dipergunakan untuk proses
produksi atau sebelum jangka waktu tertentu yang direncanakan tercapai sehingga
dapatlah diharapkan proses produksi berjalan lancar dan terjamin karena
kemungkinan-kemungkinan kemacetan yang disebabkan tidak berjalannya
fasilitas atau perlatan produksi telah dihilangkan atau dikurangi.
2.2.2. Tujuan Pemeliharaaan (Maintenance)
Maintenance merupakan kegiatan pendukung bagi kegiatan komersil,
maka seperti kegiatan lainnya, maintenance harus efektif, efisien dan, berbiaya
rendah. Dengan adanya kegiatan maintenance ini, maka mesin/peralatan produksi
dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama
Beberapa tujuan maintenance yang utama antara lain:
1. Kemampuan berproduksi dapat memenuhi kebutuhan dengan rencana produksi.
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang di
butuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakain dan penyimpangan yang di luar batas
dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang
ditentukan sesuai dengan kebijakan perusahaan mengenai investasi tersebut.
4. Untuk mencapai tingkat biaya maintenance secara efektif dan efisien
keseluruhannya.
5. Untuk menjamin keselamatan orang yang mengunakan keselamatan tersebut
6. Memaksimumkan ketersediaan semua peralatan sistem produksi (mengurangi
downtime)
7. Untuk memperpanjang umur/masa pakai dari mesin/peralatan.
2.2.3. Jenis- jenis Maintenance
1. Pemeliharaan terencana (planned maintenance )
Planned maintenance adalah yang terorganisir dan dilakukan dengan
pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana
yang telah ditentukan sebelumnya. Oleh karena itu program maintenance yang
akan dilakukan harus dinamis dan memerlukan pengawasan dan pemeliharaan
secara aktif bagian maintenance melalui informasi dari catatan riwayat
mesin/peralatan.
Konsep planned maintenance di tunjukan untuk dapat mengatasi masalah
yang dihadapi manajer dengan pelaksanaan kegiatan maintenance. Komunikasi
dapat di perbaiki dengan informasi yang dapat memberi data yang lengkap untuk
mengambil keputusan.Adapun data yang penting dalam kegiatan maintenance
antara lain laporan permintaan pemeliharaan,laporan pemeriksaan, laporan
perbaikan, dan lain-lain.
2. Pemeliharaan pencegahan (Preventive maintenance)
Preventive maintenace adalah kegiatan pemeliharaan dan perawatan yang
di lakukan untuk mencegah timbulnya kerusakan kerusakan yang tidak terduga
dan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi
demikian semua fasilitas produksi yang di berikan preventive maintenance akan
terjamin kelancaranya dan selalu du usahakan dalam kondisi atau kedaan yang
siap di pergunakan untuk setiap operasi atau proses produksi pada setiap
saat.Sehingga dapatlah di mungkinkan pembuatan suatau rencana dan jadwal
pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih
tepat.
3. Pemeliharaan perbaikan (corrective maintenance)
Corrective maintenance adalah suatu kegiatan maintenance yang
dilakukan setelah terjadinya kerusakan atau kelainan pada mesin/peralatan
sehingga tidak dapat berfungsi dengan baik.
4. Pemeliharaan yang telah diprediksi (predictive maintenance)
Predictive maintenance adalah tindakan - tindakan maintenance yang
dilakukan pada tanggal yang di tetapkan berdasarkan prediksi hasil analisa dan
evaluasi data operasi yang di ambil untuk melakukan predictive maintenance itu
dapat berupa data getaran,temperature,vibrasi,flow rate, dan lain lainnya.
Perencanaan predictive maintenance dapat dilakukan berdasarkan data dari
operator di lapangan yang di ajukan melalui work order ke department
maintenance untuk di lakukan tindakan tepat sehingga tidak akan merugikan
perusahaan.
5. Pemeliharaan tak terencana (Unplanned maintenance)
Unplanned maintenance biasanya berupa breakdown/emergency
maintenance. Breakdown/emergency maintenance (pemeliharaan darurat) adalah
tindakan maintenance yang dilakukan pada mesin/peralatan yang masih dapat
beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi.
Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan
pemeliharaan tersebut akan dapat memperpanjang umur dari mesin/peralatan, dan
dapat memperkecil frekuensi kerusakan.
6. Pemeliharaan mandiri (autonomous maintenance)
Autonomous maintenance atau pemeliharaan mandiri merupakan suatu
kegiatan untuk dapat meningkatakan produktivitas dan efesiensi mesin/peralatan
melalui kegiatan yang dilaksanakan oleh operator untuk memelihara
Prinsip-prinsip yang terdapat pada 5S, merupakan prinsip yang mendasari
kegiatan autonomous maintenance, yaitu:
1) Seiri (clearing up) : Pembersihan
Memisahkan benda yang diperlukan dengan yang tidak diperlukan.
Membuang benda-benda yang tidak diperlukan. Hal ini merupakan kegiatan
klasifikasi barang yang terdapat ditempat kerja. Biasanya tempat kerja dimuati
dengan mesin yang tidak terpakai, cetakan, dan peralatan, benda cacat, barang
gagal, barang, barang dalam proses material, persedian dan lain-lain.
2) Seiton (organizing) : Pengelompokan yang rapi
Menyusun dengan rapi dan mengenali benda untuk mempermudah
penggunaanya. Kata seiton berasal dari bahas jepang yang artinya menyusun
berbagai benda dengan cara yang menarik. Maksudnya dalam 5-S ini berarti
mengatur barang-barang sehingga setiap orang dapat menemukannya dengan
mudah dan cepat. Untuk mencapai langkah ini, pelat penunjuk digunakan untuk
menetapkan nama tiap barang dan tempat penyimpanan. Dengan kata lain menata
semua barang yang ada setelah ringkas, dengan pola teratur dan tertib.
3) Seiso (cleaning) : Membersihkan peralatan dan tempat kerja
Menjaga kondisi mesin yang siap pakai dan keadaan bersih. Selalu
membersihkan, menjaga kerapian dan kebersihan. Ini adalah proses pembersihan
dasar dimana disuatu daerah dalam keadaan bersih. Meskipun pembersihan
besar-besaran dilakukan oleh pihak perusahaan beberapa kali dalam setahun. Aktivitas
itu cendrung mengurangi kerusakan mesin yang diakubatkan oleh tumpahan
minyak, abu dan sampah. Untuk itu bersihkan semua mesin, peralatan dan tempat
kerja, mengilangkan noda, dan limbah serta menanggulangi sumber limbah.
4). Seikatsu (standarizing) : Penstandarisasian
Memperluas konsep kebersihan pada diri sendiri terus-menerus
memperaktekkan tiga langkah sebelumnya. Membuat standarisasi pemeliharaan di
tempat kerja seperti membuat standar pelumasan, standar pengecekan ataupun
inspeksi mesin, membuat standar pencapaian, dan lain sebagainya.
Shitsuke merupakan sifat 5-S yang menitik beratkan pelatihan dan
pendisiplinan dengan pendidikan yang dilakukan sebelum memulai dunia kerja,
pelatihan, pengarahan serta diklat yang umumnya diberlakukan sesuai dengan
standar organisasi ataupun perusahaan.
Autonomous maintenance diimplementasikan melalui 7 langkah yang akan
membangun keahlian yang di butuhkan operator agar mereka mengetahui
tindakan apa yang harus dilakukan.
Tujuh langkah kegiatan yang terdapat dalam autonomous maintenance adalah:
1. Membersihkan dan memeriksa (clean and inspect)
2. Membuat standar pembersihan dan pelumasan
3.Menghilangakan sumber masalah dan area yang tidak terjangkau (eliminate
problem and anaccesible area)
4. Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance)
5. Melaksanakan pemeliharaan menyeluruh (conduct general inspection)
6. Pemeliharaan mandiri secara penuh (fully autonomous maintenance)
7. Pengorganisasian dan kerapian (organization and tidies) Tugas dan
Pelaksanaan kegiatan maintenance
Semua tugas tugas atau kegiatan daripada maintenance dapat di golongkan
ke dalam salah satu dari lima tugas pokok yang berikut:
1.Inspeksi (Inspections)
Kegiatan inpeksi meliputi kegiatan pengecekan dan pemeriksaan secara
berkala (routine scedule check) terhadap mesin/peralatan sesuai denagn rencana
yang bertujuan untuk mengetahui apakah perusahaan selalu mempunyai fasilitas
mesin/peralatan yang baik untuk menjamin kelancaran proses produksi.
2. Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan atas peralatan yang baru di
beli, dan kegiatan pengembangan komponen komponen atau peralatan yang perlu
di ganti, serta melakukan penelitian penelitian terhadap kemingkinan
pengembangan komponen atau peralatan, juga berusaha mencegah terjadinya
3.Kegiatan Produksi
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya
yaitu dengan memperbaiki seluruh mesin/peralatan produksi, hal yang direkam
saat operasi hingga dapat dilakukannya perawatan.
4.Kegiatan Adminitrasi
Kegiatan adminitrasi merupakan kegiatan yang berhubungan dengan
pencatatan pencatatan mengenai biaya-biaya yang terjadi dalam melakukan
kegiatan pemeliharaan, penyusunan planning dan sceduling, yaitu rencana kapan
kegiatan suatu mesin/peralatan tersebut harus di periksa, diservice dan di perbaiki.
5.Pemeliharaan bangunan
Kegiatan pemeliharaan bangunan merupakan kegiatan yang dilakukan
tidak termasuk dalam kegiatan teknik dan produksi dari bagian maintenance.
2.3. Total Productive Maintenance (TPM) 2.3.1. Pendahuluan
Manajemen pemeliharaan mesin/peralatan modern dimulai dengan apa
yang disebut Preventive Maintenance yang kemudian berkembang menjadi
productive maintenance. Kedua metode pemeliharaan ini umumnya disingkat
dengan PM dan pertama kali diterapkan oleh industri-industri manufaktur di
Amerika Serikat dan pusat segala kegiatannya ditempatkan pada satu departemen
yang disebut dengan maintenance department.
Preventive maintenance mulai dikenal pada tahun 1950-an, yang
kemudian berkembang seiring dengan berkembangnya teknologi yang ada dan
kemudian pada tahun 1960-an muncul apa yang disebut dengan Productive
Maintenance. Total Productive Maintenance (TPM) mulai dikembangkan pada
tahun 1970-an pada perusahaan Nippondenso Co. di negara Jepang yang
merupakan pengembangan konsep maintenance yang diterapkan pada perusahaan
industri manufaktur Amerika Serikat yang disebut preventive maintenance.
Mempertahankan kondisi mesin/peralatan yang mendukung pelaksanaan proses
produksi merupakan komponen yang penting dalam pelaksanaan pemeliharaan
unit produksi. Tujuan dari Productive Maintenance adalah untuk mencapai apa
2.3.2. Pengertian Total Productive Maintenance (TPM)
Total productive maintenance merupakan ide Nakajima (1988) yang
menekankan pada pendayagunaan dan keterlibatan sumber daya manusia dan
sistem Preventive Maintenance untuk memaksimalkan efektifitas peralatan
dengan melibatkan semua departemen dan fungsional organisasi.
TPM adalah hubungan kerjasama yang erat antara perawatan dan
organisasi produksi secara menyeluruh yang bertujuan untuk meningkatkan
kualitas produk, mengurangi waste, mengurangi biaya produksi, meningkatkan
kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada
perusahaan manufaktur. Secara menyeluruh definisi dari total productive
maintenance menurut Nakajima mencakup lima elemen berikut:
1. TPM bertujuan untuk menciptakan suatu sistem preventive maintenance (PM)
untuk memperpanjang umur penggunaan mesin/peralatan.
2. TPM bertujuan untuk memaksimalkan efektivitas mesin/peralatan secara
keseluruhan (overall effectiveness)
3. TPM dapat diterapkan pada berbagai departemen (seperti engineering, bagian
produksi, bagian maintenance)
4. TPM melibatkan semua orang mulai dari tingkatan manajemen tertinggi hingga
para karyawan/operator lantai pabrik.
5. TPM merupakan pengembangan dari sistem maintenance berdasarkan PM
melalui manajemen motivasi : autonomous small group activities.
Kemudian Ljungberg (1998) menambahkan bahwa OEE juga merupakan
cara efektif menganalisis efisiensi sebuah mesin tunggal atau sebuah system
permesinan terintegrasi .Bagaimanapun suatu perusahaan menginginkan peralatan
produksinya dapat beroperasi 100% tanpa ada downtime, pada kinerja 100% tanpa
ada speed losses, dengan output 100% tanpa ada reject. Dalam kenyataannya, hal
ini sangat sulit tapi bukan tidak mungkin hal ini dapat dicapai. Menghitung OEE
peralatan produksi maupun proses melalui aktivitas TPM dan hal ini merupakan
tujuan utamanya.
Subjek utama yang menjadi ide dasar dari kegiatan TPM adalah manusia
dan mesin. Dalam hal ini diusahakan untuk dapat merubah pola pikir manusia terhadap konsep pemeliharaan yang selama ini biasa dipakai. Pola pikir “saya menggunakan peralatan dan orang lain yang memperbaiki” harus diubah menjadi “saya merawat peralatan saya sendiri.” Untuk itu para karyawan dituntut untuk dapat belajar menggunakan dan merawat mesin/peralatan dengan baik dan dengan
demikian perlu dipersiapkan suatu sistem pelatihan (training) yang baik.
Dalam TPM ada terdapat pilar – pilar yang mendukung kegiatan ini. Dapat
kita lihat pada gambar 2.2. berikut,
Gambar 2.2. 8 Pilar dalam TPM
Sumber : http://www.indroagunghandoko.com/p/additional-3.html
Pondasi dasar dari TPM adalah 5S (Seiri/Ringkas, Seiton/Rapi, Seiso/
Resik, Seiketsu/Rawat dan Shitsuke/Rajin) seperti yang sudah dijelaskan diatas.
Pilar 1, Improvement to Increase Equipment Effectiveness bertujuan untuk
meningkatkan efisiensi / performance kerja dari suatu mesin.
Pilar 2, Autonomous Maintenance bertujuan untuk mengikutsertakan para