CUTTING SEPEDA MOTOR HONDA TIPE C100
(Sistem Transmisi)
Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya
Disusun Oleh :
Anang Fuudi Awalludin
(20133020004)
PROGRAM STUDI D3 TEKNIK MESIN OTOMOTIF &
MANUFAKTUR
3. Prinsip Kerja Motor 4 langkah ... 10
4. Tranmisi (Gear Box) ... 13
5. Final Drive (Penggerak Akhir) ... 18
BAB III PROSES PEMBUATAN ENGINE CUTTING 3.1. Diagram Alir Proses ... 20
3.2. Tempat Pelaksanaan Tugas Akhir ... 21
3.3. Alat dan Bahan ... 21
3.2.1. Alat ... 21
3.2.2. Bahan ... 29
3.3. Proses Rancang Bangun Stand Engine Cutting Sepeda Motor Honda ... 30
3.3.1. Proses Pembuatan Stand ... 30
3.3.1.1. Pembuatan Desain Rangka Stand Engine ... 30
3.3.1.2. Langkah Pembuatan Rangka Engine Stand ... 29
3.3.1.3. Langkah Pengecetan Pada Rangka Engine Stand 31 3.3.2. Proses Pembongkaran Engine ... 34
3.3.3. Proses Pemotongan Bagian-Bagian Engine ... 36
3.3.4. Proses Pemasangan Engine Cutting Honda Grand .. 37
3.3.5. Proses Pnghitungan Rasio Gigi Tranmisi ... 40
BAB V PENUTUP
5.1. Kesimpulan ... 59
5.2. Saran ... ... 60
DAFTAR PUSTAKA ... 61
DAFTAR GAMBAR
Gambar 2.1. Internal Combustion Engine ... 9
Gambar 2.2. Contoh kontruksi Kopling Manual ... 14
Gambar 2.3. Konstruksi Tranmisi Otomatis Tipe CVT ... 15
Gambar 2.4. Posisi dan Cara Kerja Puli ... 17
Gambar 3.15. Urutan Mengendurkan Baut Cylinder Head ... 35
Gambar 3.16. Valve Spring Kompresor ... 35
Gambar 3.17. Kelengkpan Valve ... 36
Gambar 3.18. Melepas Clip Pin Piston ... 36
Gambar 3.20. Urutan Pengencangan Cylinder Head ... 38
Gambar 3.21. Urutan Pemasangan Ring Piston ... 39
Gambar 3.22. Pemasangan Pin Piston ... 39
Gambar 4.8. Proses Penyambungan Bahan Dengan Las ... 45
Gambar 4.9. Penyangga Dudukan Engine ... 46
Gambar 4.10. Dudukan Engine Setelah Dipasang Engine ... 46
Gambar 4.11. Pembuatan Dudukan Roda Engine Stand... 47
Gambar 4.12. Roda Engine Stand ... 47
Gambar 4.13. Proses Penggerindaan ... 47
Gambar 4.14. Persiapan Permukaan Yang Akan Dicat ... 48
Gambar 4.15. Pendempulan ... 49
Gambar 4.16. Pengaplikasian Surfacer ... 51
Gambar 4.17. Pengaplikasian Top Coat ... 51
Gambar 4.18. Pembongkaran Engine ... 52
Gambar 4.19. Membersihkan Kompone Engine ... 53
Gambar 4.20. Memotong Komponen Engine ... 53
Gambar 4.21. Pengecatan Komponen Engine ... 53
DAFTAR TABEL
Tabel 3.1. Rincian Rancang Bangun Stand Engine Cutting Sepeda Motor
Honda ... 29
Tabel 4.1. Hasil Pengukuran Jumlah Gigi Tranmisi ... 55
Tabel 4.2. Data Spesifikasi Sistem Pemindah Tenaga ... 55
DAFTAR DIAGRAM
Anang Fuudi Awalludin
20133020004
ABSTRAK
Dalam hal perkembangan teknologi, media praktik engine cutting sepeda motor ini dapat di gunakan sebagai media pembelajaran dasar pada mesin sepeda motor. Media praktik engine cutting sepeda motor dapat membantu mempermudah dalam proses penyampaian teori maupun praktik, untuk menyampaikan cara kerja maupun fungsi dari komponen-komponen pada engine motor.
Pada proses pembuatan media praktikum engine cutting harus didasari kajian teori mengenai fungsi dari masing-masing komponen yang terdapat di dalamnya, sehingga proses engine cutting dapat dilakukan dengan benar. Perancangan engine stand sepeda motor honda tipe C100 ini didesain menggunakan software AutoCAD 2013, pembuatan stand terdapat beberapa tahap yaitu pemotongan material, pengelasan, dan pengecetan. Dalam proses pemotongan bagian engine (engine cutting) melalui beberapa tahapan, tahapan pertama adalah membongkar komponen engine, kemudian membersihkan komponen engine, memotong/cutting komponen engine, mengecat cuttingengine, merangkai komponen engine, dan terakhir merangkai engine ke stand. Pembuatan
Engine cutting Mesin Honda Tipe C100 ini nantinya akan digunakan pada bengkel otomotif Program vokasi UMY sebagai sarana penunjang praktek Teknik Sepeda Motor (TSM).
“Perancangan dan Pembuatan Stand Engine Cutting Sepeda Motor Honda Tipe C100“ pada analisis kecepatan tranmisi dapat disimpulkan semakin kecil rasio transmisi yang dihasilkan melalui perbanding antata main axle dan drive axle berpengaruh terhadap kecepatan maksimum dari kendaraan tersebut. Hasil analisis pada transmisi diperoleh hasil kecepatan pada 8,000 Rpm, pada kecepatan transmisi 1st diperoleh kecepatan = 23,07 km/jam, 2nd = 38,40 km/jam 3rd = 53,10 km/jam dan kecepatan maksimum pada gigi 4th = 68,75 km/jam.
20133020004
ABSTRACT
In terms of technological development, the media practice of cutting motorcycle engine can be used as a learning medium base on a motorcycle engine. Media practice of cutting motorcycle engine can help simplify the process of delivering theoretical and practical, to convey the workings and functions of the components in the engine of the motor.
In the process of making media lab cutting engine should be based on the study of theory about the function of each of the components contained in it, so that the engine cutting process can be done right. Design honda motorcycle engine stand C100 type is designed using AutoCAD software in 2013, the manufacture of stand, there are several stages, material cutting, welding, and painting. In the process of cutting parts of the engine (engine cutting) through several stages, the first stage is to dismantle the engine components, then cleaning engine components, cutting / cutting engine components, cutting engine paint, assemble engine components, and finally assemble the engine to stand. Manufacture Engine Type Honda C100 cutting machine will be used in automotive repair UMY vocational programs as a means of supporting the practice of Motorcycle Engineering (TSM).
"Designing and Making Cutting Stand Honda Motorcycle Engine Type C100" on transmission speed analysis concluded the smaller transmission ratio generated through combining beetwen playing axle and drive axle affect the maximum speed of the vehicle. The analysis of the results obtained transmission speed at 8,000 rpm, the transmission speed obtained 1st speed = 23.07 km / h, 2nd = 38.40 km / h 3rd = 53.10 km / h and a maximum speed in 4th gear = 68, 75 km / h.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Semenjak manusia pertama ada, manusia telah berpikir bagaimana membuat alat yang dapat mempermudah dan mempercepat dalam melakukan suatu pekerjaan sehingga manusia dapat menghemat tenaga, waktu dan biaya. Alat yang
digunakan dalam hal ini diambil contoh transportasi mulai dari yang sederhana seperti papan yang ditarik, balok gelondong, gerobak yang menggunakan roda,
hingga saat ini terdapat berbagai alat transportasi modern, termasuk sepeda motor. Dalam hal perkembangan teknologi, dunia pendidikan harus dapat menyiapkan sumber daya manusia yang professional dan ahli salah satunya
dengan cara dimasukkannya tugas akhir ke dalam jenjang pendidikan. Pentingnya tugas akhir dibidang otomotif yaitu akan menambah pengetahuan, pengalaman
kerja dan skill yang lebih baik serta pembentukan tenaga kerja yang professional mandiri memiliki etos kerja yang tinggi dan produktifitas. Selain itu dapat menyelesaikan masalah-masalah yang timbul didunia otomotif maupun
perbengkelan.
Pada bengkel otomotif dan manufaktur program vokasi UMY belum
tersedianya media praktik berupa engine cutting untuk mempermudah dalam proses penyampaian teori maupun praktik, belum tersedianya media praktik berupa engine cutting menyebabkan dosen kesulitan untuk menyampaikan cara
Proses pembuatan engine cutting harus didasari kajian teori mengenai fungsi dari masing-masing sistem yang terdapat pada suatu mesin maupun komponen
yang terdapat di dalamnya, sehingga proses engine cutting dapat dilakukan dengan benar dan dapat mempermudah tenaga pendidik dalam menjelaskan fungsi
maupun cara kerja sistem maupun komponen yang terdapat dalam mesin tersebut. Pembuatan Engine cutting Mesin sepeda Motor Honda ini nantinya akan digunakan pada bengkel otomotif Program vokasi UMY sebagai sarana penunjang
praktek Teknik Sepeda Motor (TSM).
1.2. Batasan Masalah
Untuk mempermudah fokus pembahasan dalam penyusunan tugas akhir ini, maka penulis perlu membuat batas masalah. Batasan masalah tugas akhir ini
antara lain:
1. Mesin yang digunakan Honda Astrea Grand Tahun 1996.
2. Tugas akhir hanya membahas proses pembuatan engine cutting sepeda motor honda tipe C100.
3. Tugas akhir ini tidak membahas mengenai Overhoul Engine.
4. Tugas akhir ini tidak membahas mengenai kelistrikan. 5. Tugas akhir ini hanya membahas transmisi.
1.3. Rumusan Masalah
Berdasarkan uraian yang telah disebutkan di atas maka permasalahan ini
dapat dirumuskan sebagai berikut:
1. Bagaimana proses pembuatan Stand Engine Cuttting Sepeda Motor
Honda Tipe C100 ?
2. Bagaimana keuntungan dan kerugian kinerja Stand Engine Cutting
Motor Honda Tipe C100?
3. Bagaimana analisis kecepatan transmisi pada sepeda motor Honda Tipe C100 ?
1.4. Tujuan
Tujuan " Perancangan dan pembuatan Stand Engine Cutting Sepeda Honda
Tipe C100" adalah sebagai berikut :
1. Dapat mengetahui proses pembuatan Stand engine cuttting Sepeda
Motor Honda Tipe C100.
2. Dapat mengetahui proses engine cutting yang benar, sehingga mempermudah tenaga pendidik dalam menjelaskan fungsi dari sistem
maupun komponen yang terdapat pada mesin sepeda motor Honda C100, dan kerugian dari Stand Engine Cutting ini adalah
pemeliharaanya yang harus rutin.
1.5. Metodologi
Metode yang digunakan dalam pembuatan laporan ini adalah :
1. Praktik langsung ialah suatu metode dalam memperoleh data dengan cara pelaksanaan tugas akhir itu sendiri.
2. Konsultasi ialah suatu metode untuk memperoleh data dengan cara mewawancarai secara langsung dosen pembimbing terhadap tugas akhir yang dilakukan.
3. Studi kepustakaan ialah suatu metode dengan cara membaca buku-buku kuliah, literatur majalah dan sumber-sumber lainnya yang mendukung
dalam pembuatan Laporan Tugas Akhir. 1.6. Sistematika Penulisan
Untuk mendapatkan gambaran yang lebih jelas, ringkas, teratur dan mudah
dimengerti maka disusunlah sistematika penulisan sebagai berikut : 1. Pendahuluan
Berisi tentang latar belakang masalah, tujuan, batasan masalah, rumusan masalah, metodologi dan sistematika penulisan.
2. Dasar Teori
Pada bab ini akan dibahas mengenai dasar teori. Dasar-dasar teoripematar belakang masalah, tujuan tugas akhir pembuatan Engine
3. Proses Pembuatan Engine cutting
Berisi tentang proses Pembuatan Engine cutting, pembongkaran engine,
pemotongan bagian-bagian engine, dan menyetel kembali sistem komponen utama motor.
4. Pembahasan
Membahas tentang prosedur pada pembutan engine cutting Honda C100, dan membahas tentang evaluasi dan kendala.
5. Penutup
BAB II
KAJIAN TEORI
2.1. Media Pembelajaran
2.1.1.Pengertian Media Pembelajran
Kata “media” berasal dari bahasa latin dan merupakan bentuk jamak dari
kata “medium”, yang secara harfiah berarti “perantara atau pengantar”. Dengan
demikian, media merupakan wahana penyalur informasi belajar atau penyalur pesan. (Djamarah dan Zain, 2010: 120).
Media dalam proses pembelajaran merujuk pada perantara atau pengantar sumber pesan dengan penerima pesan, merangsang pikiran, perasaan, perhatian dan kemauan sehingga terdorong serta terlibat dalam pembelajaran. Proses
pembelajaran pada dasarnya juga merupakan proses komunikasi, sehingga media yang digunakan dalam pembelajaran disebut media pembelajaran.
Arsyad (2007:4) mengemukakan istilah medium sebagai perantara yang mengantar informasi antara sumber dan penerima. Jadi, televisi, film, foto, rekaman audio, gambar yang diproyeksikan, bahan-bahan cetakan, dan sejenisnya
adalah media komunikasi. Apabila media itu membawa pesan-pesan atau informasi antara yang bertujuan instruksional atau mengandung maksud-maksud
pengajaran maka media itu disebut media pembelajaran.
Dari paparan di atas maka media dapat dikatakan sebagai suatu alat atau benda yang digunakan oleh pengirim kepada penerima untuk menyampaikan
diterima akan menjadi meningkat begitu pula akan meningkatkan hasil prestasi belajar.
2.1.2.Pemilihan Media Pembelajaran
Pentingnya pemilihan media pembelajaran merupakan suatu bagian yang
tidak terlepas sebelum menggunakan media pembelajaran yang tepat. Dalam penggunaanya media mempunyai kriteria dimana media dikatakan baik.
Menurut Asyhar (2012:81-82), kriteria media pembelajaran yang baik,
dalam proses pemilihan media adalah sebagai berikut: 1. Jelas dan rapi.
2. Bersih dan menarik. 3. Cocok dengan sasaran.
4. Relevan dengan topik yang diajarkan.
5. Sesuai dengan tujuan pembelajaran. 6. Praktis, luwes dan tahan.
7. Berkualitas baik.
8. Ukurannya sesuai dengan lingkungan belajar.
Memilih media merupakan bagian yang penting dari proses perencanaan
pembelajaran dan benar-benar membantu peserta didik mencapai tujuan pembelajaran. Untuk proses pembelajaran agar dapat berjalan dengan baik,
hendaknya memilih dan menentukan prinsip media yang akan digunakan.
Dimyati dan Mudjiono (2009: 9) berpandangan bahwa belajar adalah suatu prilaku. Pada saat orang belajar, maka responnya menjadi lebih baik. Sebaliknya,
dalam kelas tetapi juga dapat dalam sebuah lingkungan yang dapat mendukung peserta didik untuk lebih termotifasi dalam meningkatkan ketrampilan yang dapat
dibawa ke masyarakat.
2.2. Motor Bakar
Seperti kita ketahui roda-roda suatu kendaraan memerlukan adanya tenaga luar yang memungkinkan kendaraan dapat bergerak serta dapat mengatasi keadaan, jalan, udara, dan sebagainya. Sumber dari luar yang menghasilkan
tenaga disebut motor. Motor merupakan alat yang merubah sumber tenaga panas, listrik, air, angin, tenaga atom, atau sumber tenaga lainnya menjadi tenaga
mekanik (mechanical energy). Sedangkan motor yang merubah tenaga panas menjadi tenaga mekanik disebut motor bakar (thermal engine).
Motor bakar adalah pesawat yang menggunakan energi termal untuk
melakukan kerja mekanik, yaitu dengan cara merubah energi kimia dari bahan bakar menjadi energi panas, dan menggunakan energi tersebut untuk melakukan
kerja mekanik. Energi termal diperoleh dari pembakaran bahan bakar pada motor itu sendiri. Jika ditinjau dari cara memperoleh energi termal ini (proses pembakaran bahan bakar), maka motor bakar dapat dibagi menjadi 2 golongan
yaitu : motor pembakaran luar (external combuston engine) dan motor pembakaran dalam (internal combustion engine) (Hidayat,2012:14).
2.2.1.Motor Pembakaran Luar (External Combustion Engine)
Pada motor pembakaran luar ini, proses pembakaran bahan bakar terjadi di luar motor itu, sehingga untuk melaksanakan pembakaran digunakan motor
menjadi tenaga gerak, tetapi terlebih dahulu melalui media penghantar, baru kemudian diubah menjadi tenaga mekanik. Misalnya pada ketel uap dan turbin
uap. Berbeda dengan mesin pembakaran dalam, dimana panas masukan adalah dengan pembakaran bahan bakar di dalam tubuh fluida kerja, mesin pembakaran
luar membutuhkan sumber panas hasil pembakaran dari bahan bakar karena produk-produk pembakaran tidak bercampur dengan fluida kerja. Umumnya fluida kerja adalah udara, helium atau hidrogen. Dalam sistem terjadi siklus
tertutup, dalam operasi normal mesin disegel dan tidak ada gas masuk atau meninggalkan mesin. (Hidayat, 2012:14)
2.2.2.Motor Pembakaran Dalam (Internal Combustion Engine)
Pada motor pembakaran dalam, proses pembakaran bahan bakar terjadi di dalam motor itu sendiri, sehingga panas dari hasil pembakaran langsung bisa
diubah menjadi tenaga mekanik. Misalnya pada turbin gas dan motor bakar torak.
Gambar 2.1. Internal Combustion Engine(Hidayat,2012:14)
Motor yang tenaganya digunakan pada sepeda motor harus kompak, ringan
dan sedikit menimbulkan bunyi. Oleh sebab itu, motor bensin dan diesel umumnya lebih banyak digunakan pada kendaraan.
Menurut cara kerjanya, motor pembakaran dalam ada 2 macam: 1. Motor 4 langkah (4-tak)
Motor 4-tak dalam satu siklus kerjanya terdiri dari empat tahap (langkah), yaitu langkah hisap, tekan, usaha / ekspansi, dan buang yang diselesaikan dalam dua putaran crankshaft.
2. Motor 2 langkah (2-tak)
Jika motor 4 tak memerlukan 2 putaran crankshaft dalam satu
siklus kerjanya, maka untuk motor 2-tak hanya memerlukan satu putaran saja. Hal ini berarti dalam satu siklus kerja 2 tak hanya terdiri dari 1 kali gerakan naik dan 1 gerakan turun dari piston saja.
2.3. Prinsip Kerja Motor 4 Langkah
Motor empat langkah ialah motor yang setiap siklus kerjanya diselesaikan
dalam empat kali gerak bolak-balik langkah piston atau dua kali putaran poros engkol. Langkah piston adalah gerak piston tertinggi atau TMA sampai yang terendah TMB. Sedangkan siklus kerja adalah rangkaian proses yang dilakukan
oleh gerak bolak–balik piston yang membentuk rangkaian siklus tertutup (Hidayat,2012:14).
Pada motor bensin empat langkah terdapat empat langkah kerja piston yaitu langkah hisap, langkah kompresi, langkah usaha, dan langkah buang. Berikut akan dibahas langkah dari piston :Dalam motor bensin, campuran udara dan bahan
naik. Bila campuran udara dan bahan bakar terbakar dengan adanya percikan api dari busi yang panas sekali, maka akan menghasilkan tekanan gas pembakaran
yang besar dalam silinder. Tekanan gas pembakaran ini mendorong torak ke bawah, yang menggerakkan torak turun naik dengan bebas di dalam silinder. Dari
gerak lurus (naik turun) torak dirubah menjadi gerak putar pada poros engkol (camshaft) melalui batang torak (connecting rod). Gerak putar inilah yang menghasilkan tenaga pada sepeda motor. (Arends, 1980).
Posisi tertinggi yang dicapai oleh torak dalam silinder disebut titik mati atas (TMA), dan posisi terendah yang dicapai torak disebut titik mati bawah (TMB).
Jarak bergeraknya torak antara TMA dan TMB disebut langkah torak (stroke). Proses menghisap campuran bensin dan udara ke dalam silinder, mengkompresikan, membakarnya dan mengeluarkan gas bekas dari silinder,
disebut satu siklus. (Arends, 1980). 1. Langkah Hisap
Pada langkah ini, campuran udara dan bensin dihisap ke dalam silinder. Katup hisap terbuka sedangkan katup buang tertutup. Waktu torak bergerak ke bawah, menyebabkan ruang silinder menjadi vakum, masuknya
campuran udara dan bahan bakar ke dalam silinder disebabkan adanya tekanan udara luar (atmospheric pressure). (Arends, 1980).
2. Langkah Kompresi
Pada langkah ini, campuran udara dan bahan bakar dikompresikan. Katup hisap dan katup buang tertutup. Waktu torak mulai naik dari TMB ke
dan temperaturnya menjadi naik, sehingga akan mudah terbakar. Poros engkol berputar satu kali, ketika torak mencapai TMA. (Arends, 1980).
Langkah kompresi mengakibatkan campuran udara dan bahan bakar dikompresi atau ditekan akibatnya tekanan dan temperaturnya naik sehingga
mudah dalam proses pembakaran. Tekanan kompresi akan naik bila ruang bakar diperkecil. Ruang bakar yang semakin kecil terhadap panjang langkah torak maka perbandingan kompresi akan naik.
keterangan:
ϵ : perbandingan kompresi.
vc : volume ruang bakar.
vs : volume langkah piston 3. Langkah Usaha
Pada langkah ini, mesin menghasilkan tenaga untuk menggerakkan kendaraan. Sesaat sebelum torak mencapai TMA pada saat langkah kompresi, busi memberi loncatan api pada campuran yang telah
dikompresikan. Dengan terjadinya pembakaran, kekuatan dari tekanan gas pembakaran yang tinggi mendorong torak ke bawah. Usaha ini yang
menjadi tenaga mesin (engine power). (Arends, 1980).
Penghentian kebakaran gas sebaiknya terjadi pada TMA atau sedikit sesudahnya, ini disebabkan oleh pengembangan gas tersebar akibat suhu
tekanan terbesar. Ekspansi terjadi di atas piston selama terjadi langkah kerja. Hal tersebut akan mengakibatkan tekanan dan suhu akan sangat
menurun.Hubungan ini tampaknya menarik bila diadakan perbandingan antara motor Otto dan motor Diesel. Diumpamakan tekanan pembakaran
motor Otto adalah 4 MPa dan pada motor Diesel 7,2 MPa. Perbandingan pemampatannya masing-masing adalah 8 : 1 dan 18 : 1. (Arends, 1980). 4. Langkah Buang
Pada langkah ini, gas yang terbakar dibuang dari dalam silinder. Katup buang terbuka, torak bergerak dari TMB ke TMA, mendorong gas bekas
keluar dari silinder. Ketika torak mencapai TMA, akan mulai bergerak lagi untuk persiapan berikutnya, yaitu langkah hisap. (Arends, 1980).
2.4. Transmisi (Gear box)
Prinsip dasar transmisi adalah bagaimana bisa digunakan untuk merubah kecepatan putaran suatu poros menjadi kecepatan yang diinginkan untuk tujuan
tertentu. Gigi transmisi berfungsi untuk mengatur tingkat kecepatan dan momen (tenaga putaran) mesin sesuai dengan kondisi yang dialami sepeda motor.
Transmisi pada sepeda motor terbagi menjadi; a) transmisi manual, dan b)
transmisi otomatis.
Komponen utama dari gigi transmisi pada sepeda motor terdiri dari susunan
gigi yang berpasangan yang berbentuk dan menghasilkan perbandingan gigi-gigi tersebut terpasang. Salah satu pasangan gigi-gigi tersebut berada pada poros utama (mainshaft/inputshaft) dan pasangan gigi lainnya berada pada poros luar (output
tergantung kepada model dan kegunaan sepeda motor yang bersangkutan. Kalau kita memasukkan gigi atau mengunci gigi, kita harus menginjak pedal
pemindahnya. Tipe transmisi yang umum digunakan pada sepeda motor adalah
type constant mesh, yaitu untuk dapat bekerjanya transmisi harus menghubungkan
gigi-giginya yang berpasangan. Untuk menghubungkan gigi-gigi tersebut digunakan garu pemilih gigi/garpu persnelling (gear change lever ).
1. Transmisi Manual
Cara kerja transmisi manual adalah sebagai berikut:
Gambar 2.2.Contoh Konstruksi Kopling Manual (Arends, 1980)
Pada saat pedal/tuas pemindah gigi ditekan (nomor 15 gambar 2.2), poros pemindah (21) gigi berputar. Bersamaan dengan itu lengan pemutar
shift drum (6) akan mengait dan mendorong shift drum (10) hingga dapat berputar. Pada shift drum dipasang garpu pemilih gigi (11,12 dan 13) yang
sebuah roda yang dilengkapi dengan pegas (16) dan bintang penghenti putaran shift drum (6). Penghentian putaran shift drum ini berbeda untuk
setiap jenis sepeda motor, tetapi prinsipnya sama.
Garpupemilih gigi dihubungkan dengan gigi geser (sliding gear). Gigi
geser ini akan bergerak ke kanan atau ke kiri mengikuti gerak garpu pemilih gigi. Setiap pergerakannya berarti mengunci gigi kecepatan yang dikehendaki dengan bagian poros tempat gigi itu berada. Gigi geser, baik
yang berada pada poros utama (mainshaft) maupun yang berada pada poros pembalik (counter shaft/output shaft), tidak dapat berputar bebas pada
porosnya. Lain halnya dengan gigi kecepatan (1, 2, 3, 4, dan seterusnya), gigi-gigi ini dapat bebas berputar pada masing-masing porosnya. Jadi yang dimaksud gigi masuk adalah mengunci gigi kecepatan dengan poros tempat
gigi itu berada, dan sebagai alat penguncinya adalah gigi geser. 2. Transmisi Otomatis
Transmisi otomatis umumnya digunakan pada sepeda motor jenis scooter (skuter). Transmisi yang digunakan yaitu transmisi otomatis "V“
belt atau yang dikenal dengan CVT ( Constantly Variable Transmission). CVT merupakan transmisi otomatis yang menggunakan sabuk untuk
memperoleh perbandingan gigi yang bervariasi.
Seperti terlihat pada gambar di atas transmisi CVT terdiri dari; dua buah puli yang dihubungkan oleh sabuk (belt), sebuah kopling sentripugal
(6) untuk menghubungkan ke penggerak roda belakang ketika throttle gas di buka (diputar), dan gigi transmisi satu kecepatan untuk mereduksi
(mengurangi) putaran. Puli penggerak/drive pulley centripugal unit (1) diikatkan ke ujung poros engkol (crankshaft); bertindak sebagai pengatur kecepatan berdasarkan gaya sentripugal. Puli yang digerakkan/ driven
pulley (5) berputar pada bantalan poros utama (input shaft) transmisi. Bagian tengah kopling sentripugal/centripugal clutch (6)
diikatkan/dipasangkan ke puli (5) dan ikut berputar bersama puli tersebut. Drum kopling/ clucth drum (7) berada pada alur poros utama (input shaft) dan akan memutarkan poros tersebut jika mendapat gaya dari kopling.
Kedua puli masing-masing terpisah menjadi dua bagian, dengan setengah bagiannya dibuat tetap dan setengah bagian lainnya bisa bergeser
mendekat atau menjauhi sesuai arah poros. Pada saat mesin tidak berputar, celah puli penggerak (1) berada pada posisi maksimum dan celah puli yang digerakkan (5) berada pada posisi minimum.Pada gambar 2.18 di bawah ini
Fungsi roller hampir sama dengan plat penekan pada kopling sentripugal. Ketika putaran mesin naik, roller akan terlempar ke arah luar dan
mendorong bagian puli yang bisa bergeser mendekati puli yang diam, sehingga celah pulinya akan menyempit.
Gambar 2.4.Posisi dan Cara Kerja Puli (Sumber : Setyo, 2016.4) Keterangan :
1.Ujung poros engkol 2. Puli penggerak
3.Bagian puli penggerak yang bisa bergeser
4. Sabuk (belt)
5. Puli yang digerakan
6. Poros roda belakang 7. Roller
meneruskan putaran dari puli (2) ke puli yang digerakkan (5). Jika gaya dari puli (2) mendorong sabuk ke arah luar lebih besar dibandingkan dengan
tekanan pegas yang menahan puli yang digerakkan (5), maka puli (5) akan tertekan melawan pegas, sehingga sabuk akan berputar dengan diameter
yang lebih kecil. Kecepatan sepeda motor saat ini sama seperti pada gigi tinggi untuk transmisi manual . Jika kecepatan mesin menurun, roller puli penggerak (7) akan bergeser ke bawah lagi dan menyebabkan bagian puli
penggerak yang bisa bergeser merenggang. Secara bersamaan tekanan pegas di pada puli (5) akan mendorong bagian puli yang bisa digeser dari puli
tersebut, sehingga sabuk berputar dengan diameter yang lebih besar pada bagain belakang dan diameter yang lebih kecil pada bagain depan. Kecepatan sepeda motor saat ini sama seperti pada gigi rendah untuk
transmisi manual (lihat ilustrasi bagian A gambar 2.18).
2.5. Final Drive (Penggerak Akhir)
Final drive adalah bagian terakhir dari sistem pemindah tenaga yang memindahkan tenaga mesin ke roda belakang. Final drive juga berfungsi sebagai
gigi pereduksi untuk mengurangi putaran dan menaikkan momen (tenaga ). Biasanya perbandingan gigi reduksinya berkisar antara 2,5 sampai 3 berbanding 1
(2,5 atau 3 putaran dari transmisi akan menjadi 1 putaran pada roda).
Final drive pada sepeda motor sebagai bagian terpisah dari
transmisi/persnelling, terkecuali scooter dengan transmisi CVT. Final drive dapat
dilakukan dengan menggunakan rantai dan gigi sproket, sabuk dan puli, atau sistem poros penggerak. Jenis rantai dan sproket adalah jenis yang paling umum
digunakan pada sepeda motor.
Final drive jenis poros penggerak (drive shaft) biasanya digunakan untuk sepeda motor model touring. Jenis ini cukup kuat, lebih terjaga kebersihannya dan
perawatan rutinnya hanya saat penggantian oli. Namun demikian Finaldrive jenis ini cukup berat dan biaya pembuatannya mahal.
Sedangkan Final drive jenis sabuk dan puli hanya dipakai pada beberapa sepeda motor saja, khususnya generasi awal sepeda motor, dimana power atau tenaga yang dihasilkan masih banyak yang rendah, sehingga penggunaan jenis
BAB III 6. Merangkai Engine ke Stand
Mulai
3.2. Tempat Pelaksanaan Tugas Akhir
Proses Pembuatan engine cutting Honda Grand Tipe C100 ini dilakukan di
Lab. Mesin, Program Vokasi Universitas Muhammadiyah Yogyakarta dikarenakan Laboratorium mesin Program Vokasi, Universitas Muhammadiyah
Yogyakarta memiliki peralatan yang memadai untuk melaksanakan proses cutting
pada engine honda grand yang akan di jadikan media praktik berupa engine stand.
3.3. Alat dan Bahan
Alat dan bahan yang digunakan dalam melaksanakan proses pembuatan Tugas Akhir “Perancangan dan Pembuatan Stand Engine Cutting Sepeda Motor
Honda Tipe C100” sebagai berikut:
3.3.1.Alat.
Peralatan yang digunakan dalam proses pembuatan Tugas Akhir dengan judul “Perancangan dan Pembuatan Stand Engine Cutting Sepeda Motor Honda Tipe C100” antara lain:
1. Mesin Gerinda Tangan
Mesin gerinda adalah mesin penghalus yang digerakan oleh motor
listrik. Mesin gerinda yang digunakan dalam pembuatan tugas akhir Perancangan dan Pembuatan Stand Engine Cutting Sepeda Motor Honda
untuk perataan permukaan, seperti misalnya membuang beram hasil pengeboran, pemotongan, menghilangkan hasil lasan, dan lain sebagainya.
Gambar 3.1. Gerinda Tangan 2. Mesin Gerinda Potong
Jenis mesin ini memliki ukuran yang sedang dengan mata gerinda tipis dan cenderung lebar. Mesin ini berfungsi sebagai alat potong.
Gambar 3.2. Gerinda Potong 3. Mesin Gerinda Duduk
Mesin gerinda ini memiliki mata gerinda yang tebal, dan ukuran mesin ini cenderung besar. Mesin ini berfungsi sebagai pengasah atau pembuat sudut mata potong pada peralatan potong seperti halnya mata bor, pisau
Gambar 3.3. Gerinda Duduk (Sumber : Anonim, 2015.4)
4. Mistar Siku
Mistar siku merupakan sebuah alat ukur yang berbentuk siku dengan spesifikasi yaitu daun dan blok yang terbuat dari baja. Fungsi dari mistar
siku ialah untuk membuat garis-garis sejajar dan untuk mengeset benda kerja supaya tegak lurus.membentuk siku-siku yang tepat 900.
Gambar 3.4. Mistar Siku
5. Roll Meter
Roll meter adalah alat ukur yang digunakan untuk mengukur benda kerja yang panjangnya melebihi ukuran dari mistar baja, atau dapat
Gambar 3.5. Roll Meter 6. Mesin las busur listril (SMAW)
Las Busur Listrik atau yang biasa disebut SMAW (Shielded Metal Arch Welding) merupakan jenis pengelasan yang menggunakan bahan tambah
terbungkus atau elektroda atau yang biasa disebut busur listrik. Busur listrik digunakan untuk melelehkan kedua logam yang akan disambung. Terjadinya nyala busur listrik tersebut diakibatkan oleh perbedaan tegangan
listrik antara kedua kutub. Perbedaan tegangan listrik tersebut biasa disebut dengan tegangan busur nyala. Besar tegangan busur nyala ini antara 20V
sampai 40V.
7. Ragum
Ragum adalah suatu alat penjepit untuk menjepit benda kerja yang akan
dikikir, dipahat, digergaji, di tap, di snei, dan lain lain. Ragum ini dibuat dengan cara di cor dan dituang untuk ragum ukuran besar. Cara
penggunaannya dengan cara memutar tangkai (handle) ragum. Maka mulut ragum akan menjepit atau membuka/melepas benda kerja yang sedang dikerjakan. Ragum terbuat dari besi tuang yang sangat kuat sehingga
mampu menjepit benda kerja dengan baik.
Gambar 3.7. Ragum (Sumber : Anonim, 2011.6) 8. Kaca las
Kaca las akan melindungi mata dari sinar las yang menyilaukan, sinar ultra violet, dan infra red. nyala-nyala ini akan mampu merusak penglihatan mata juru las, bahkan dapat mengakibatkan kebutaan.
Pada perkembangan teknologi saat ini terdapat kaca las auto drark
khusus untuk pengelasan listrik, kaca mata las ini dapat menyesuaikan
Gambar 3.8. Kaca Las (Sumber : Anonim, 2011.20)
9. Palu Terak
Palu terak adalah alat untuk membersihkan terak dari hasil pengelasan. Dalam menggunakan palu terak ini jangan sampai membuat luka pada hasil
pengelasan maupun pada base metalnya. karena luka bekas pukulan adalah merupakan cacat pengelasan. Palu terak sebelum digunakan dicek
ketajamannya dan kondisinya. Apabila sudah tumpul, maka harus ditajamkan dengan menggerindanya.
Gambar 3.9. Palu Terak (Sumber : Anonim, 2011.2) 10. Masker
Untuk mengurangi dampak dari asap yang ditimbulkan pada saat proses
Gambar 3.10. Masker(Sumber : Anonim, 2012.5) 11. Toolbox
Alat untuk membantu dalam proses pemasangan objek yang
menggunakan pengikat baut. Toolbox terdiri dari kunci pas dengan ukuran 8 s/d 21, kunci ring ukuran 8 s/d 21, palu, tank, obeng, dan 1 sheet kunci
shock.
Gambar 3.11. Toolbox (Sumber : Anonim, 2012.4) 12. Kikir
Kikir terbuat dari baja karbon tinggi yang ditempa dan disesuaikan dengan ukuran panjang, bentuk, jenis dan gigi pemotongnya. Adapun fungsi
kerja, Ukuran panjang sebuah kikir adalah panjang badan ditambah dengan tangkainya.
Gambar 3.12. kikir (Sumber : Anonim, 2012.10)
13. Spraygrun
Spray gun Adalah suatu peralatan pengecatan yang menggunakan udara kompresor untuk mengaplikasikan cat yang diatomisasikan pada permukaan
benda kerja .
Gambar 3.13. spray grun (Sumber : Anonim, 2012.6)
14. Kompresor
Alat mekanik yang berfungsi untuk meningkatkan tekanan fluida mampu mampat, yaitu gas atau udara. tujuan meningkatkan tekanan dapat
untuk mengalirkan atau kebutuhan proses dalam suatu system proses yang lebih besar (dapat system fisika maupun kimia contohnya pada
Gambar 3.14. Kompresor (Sumber : Anonim, 2014.8)
3.3.2.Bahan.
Bahan yang digunkan dalam proses pembuatan Tugas Akhir dengan judul “Perancangan dan Pembuatan Stand Engine Cutting Sepeda Motor Honda Tipe
C100” antara lain:
Tabel 3.1. Rincian Rancang Bangun Stand Engine Cutting Sepeda Motor Honda.
No Bahan dan Part Jumlah Harga
1 Engine Honda Tipe C100 1 1.500.000
2 Motor Listrik ¼ Hp 1 950.000
3 Mata Grinda Potong 5 55.000
4 Pipa Kotak 2x3 2 80.000
Pipa Kotak 3x4 2 100.000
Plat baja 4mm 1 Meter 80.000
5 Cat Danagloss Orange, Merah, dan Hitam 3 120.000
6 Amplas 10 30.000
7 Thiner 2 60.000
8 Epoxy 1 40.000
9 Kain Kompon 2 Kg 10.000
3.4. Proses Rancang Bangun Stand Engine Cutting Sepeda Motor Honda
Proses awal pembuatan “Perancangan dan Pembuatan Stand Engine Cutting
Sepeda Motor Honda Tipe C100” dilakukan dengan membuat stand untuk engine
honda yang akan dijadikan media praktik, membongkar seluruh mekanisme komponen mesin, hal ini dilakukan guna mengetahui kondisi komponen-komponen didalamnya, serta untuk menganalisa bagian dari mesin yang akan
dipotong sehingga tampilan dalam engine dapat dilihat dan dipelajari tanpa mengurangi fungsi dan cara kerja bagian yang di cutting, memasang
komponen-komponen yang telah di cutting, memasang engine ke stand, dan menganalisa rasio putaran transmisi.
3.4.1.Proses Pembuatan Stand
3.4.1.1. Pembuatan Desain Rangka Engine Stand
Pembuatan desain dari rangka engine stand Honda C100 didesain menggunakan AutoCAD 2013, dimana prosesnya meliputi pengaturan unit gambar, sketsa awal, penggambaran 2D dan 3D.
3.4.1.2. Langkah Pembuatan Rangka Engine Stand.
1. Mempersiapkan alat dan bahan
Pertama mempersiapkan alat dan bahan yang akan dipakai dalam prosen pembuatan engine stand, supaya mudah untuk mengerjakan.
Memotong pipa silinder, besi siku L, plat besi di potong sesuai dengan ukuran rancangan pembuatan stand.
3. Menyambung material rangka
Material yang sudah di potongi disambung menggunakan las listrik.
4. Memasang dudukan roda
Setelah membuat dudukan roda selesai langkah selanjutnya dipasang pada rangka dan di las menggunakan las listrik.
5. Memasang bracket
Dipasang pada rangka dengan posisi ukuran sama dengan dudukan
engine kemudian di las menggunakan las listrik. 6. Merapikan rangka
Setelah perancangan rangka selesai perlu perapian pada sambungan
las karena terjadi terak pada sambungan las maka perlu di bersihkan menggunakan gerinda supaya rapi.
3.4.1.3. Langkah Pengecatan Pada Rangka Engine Stand
1. Persiapan Permukaan
Persiapan permukaan merupakan tahap awal dalam proses pengecatan
Tujuan dilakukannya persiapan permukaan adalah untuk menghasilkan hasil pengecatan yang baik:
2. Pendempulan
Tujuan pendempulan mengembalikan permukaan yang tidak rata karena kerusakan dengan menutup permukaan dengan menggunakan dempul.
Melakukan pengamplasan pada bagian yang akan dilakukan
pendempulan dengan amplas grit 80.
Membersihkan bagian tersebut dari debu dan kotoran minyak.
Mencampur dempul dengan hardener .:
Melakukan pendempulan sedikit demi sedikit dengan
menggunakan spatula. Apabila permukaannya luas maka
menggunakan jidar.
Setelah selesai dilakukan pendempulan maka didiamkan 20 -30
menit agar dempul kering.
Setelah dempul kering dilakukan pengamplasan.
3. Aplikasi Surfacer (Epoxy)
Proses untuk menutup goresan amplas. Langkah-langkah aplikasi
surfacer adalah sebagai berikut:
Membersihkan bagian yang didempul dengan dicuci.
Mencampur dengan surfacer dengan thiner dan hardener.
Menyemprotkan surfacer pada bagian yang didempul
Menunggu beberapa saat agar kering sebelum dilakukan
penyemprotan yang kedua.
4. Proses Pengecatan
Pengertian proses pengecatan adalah suatu proses pemberian warna
yang sesuai dengan warna panel yang tidak mengalami kerusakan. Ada beberapa persiapan sebelum melakukan proses pengecatan, antara lain:
Panel yang akan dicat harus dicuci dengan air yang bersih.
Membersihkan peralatan yang digunakan untuk proses pengecatan
seperti spray gun.
Membuat campuran biasanya untuk menyamakan cat yang asli.
Mengukur kekentalan cat, perbandingan cat adalah 1:1 (cat :
thinner ) atau sesuai spesifikasi dari merk cat.
Aplikasi pengecatan, setelah semua persiapan selesai maka
dilakukan proses pengecatan. Proses pengecatan dilakukan 2-3 kali
penyemprotan. Langkah-langkahnya yaitu : Menyemprotkan cat tipis-tipis dahulu tetapi rata kemudian tunggu 10-15 menit agar
kering, dan Kemudian pada penyemprotan kedua jumlah cat dikurangi kemudian thiner ditambah sehingga campuran lebih
encer dari yang pertama. Proses pengecatan harus memperhatikan
overlapping dan jarak pengecatan agar hasil maksimal.
Setelah proses pengecatan selesai ditunggu beberapa menit agar cat
kering kemudian disemprotkan pernis agar cat lebih mengkilap. Perbandingan campuran pernis 2:1 (pernis : hardener ) dan 5 -10% thinner .
penyemprotan yaitu tipis-tipis dahulu kemudian ditunggu 2-3 menit kemudian dilakukan penyemprotan kedua dengan lapisan yang lebih tebal.
3.4.2.Proses Pembongkaran Engine
Proses ini meliputi proses pembongkaran, pemeriksaan, dan pemasangan berdasarkan standart dan spesifikasi mesin honda.
1. Proses Pembongkaran Cylinder Head
Proses pembongkaran silinder head dan timing gear pada engine stand
Honda Grand meliputi beberapa tahap dan proses sesuai dengan Standart
oprasional perbaikan antara lain:
Tepatkan tanda marking pada rotor generator (dengan tanda penepatan
pada penutup rotor generator )
Putar crankshaft ke arah kiri, Pada saat Piston berada di TMA, saat
lang-kah kompresi , tepatkan tanda pada sprocket camshaft, dengan tanda yang ada pada cylinderhead.
Kendorkan baut sprocket camshaft
Lepas sprocket camshaft
Lepaskan Cylinder head
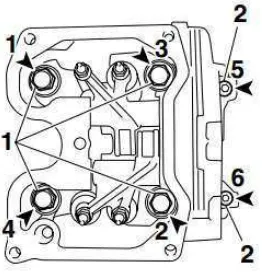
CATATAN :• Kendorkan Baut dengan urutan dan pola seperti pada
Gambar 3.15. Urutan Mengendurkan baut cylinder head
(Sumber : Anonim, 2012.4)
2. Melepas RockerArms dan Camshaft
Kendorkan mur pengunci dan baut penyetel Celah Valve
Lepas camshaft
3. Melepas Valve
Lepas pin pengunci
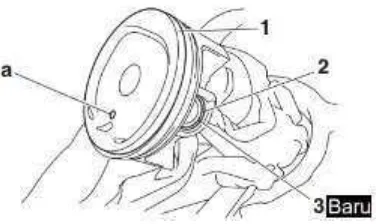
CATATAN : Melepas pin pengunci, dengan cara menekan per valve
dengan valve spring compressor, dan valve spring compressor
attachment.
Gambar 3.16. valve spring compressor (Sumber : Anonim, 2012.4)
Gambar 3.17. Kelengkapan Valve (Sumber : Anonim, 2012.4)
4. Melepas Piston dan Ring Piston
Lepas clip pin piston, pin piston, dan piston.
PERHATIAN : Jangan menggunakan pukul besi, untuk me-ngeluarkan pin piston dari piston.
Gambar 3.18. Melepas Clip Pin Piston (Sumber : Anonim, 2012.4)
Lepaskan ring pertama(top ring), ring kedua(2nd ring), dan ring oli
CATATAN :Saat melepas ring piston, buka ujung sambungan ring
dengan ibu jari, dan angkat ke atas sisi yang lain melewati kepala piston
3.4.3.Proses Pemotongan Bagian-Bagian Engine
Proses pemotongan bagian-bagian engine honda grand dibedakan berdasarkan sistem yang terdapat pada mesin honda grand yang akan dilakukan
agar sistem pada mesin tersebut dapat terlihat. Pemotongan dilakukan dengan menggunakan gerinda tangan menggunakan mata gerinda potong dengan tebal
mata gerinda 1,2mm. Adapun sistem dan mekanisme yang terdapat pada mesin honda grand dan yang akan dibahas ditugas akhir ini antara lain:
1. Engine terdiri dari mekanisme katup., mekanisme piston, dan poros engkol.
2. Pemindah tenaga terdiri dari mekanisme kopling, dan mekanisme
transmisi
3. Sistem pendukung terdiri dari sistem pelumasan, dan sistem bahan
bakar.
3.4.4.Proses Pemasangan Engine Cutting Honda Tipe C100
1. Memasang Cylinder Head
Pemasangan cylinder head pada sepeda motor Honda Tipe C100 dilakukan sesuai prosedur pemasangan sesuai dengan service manual yang sebagai acuan
untuk mendapatkan performen mesin yang optimal dan dapat menjaga ketahanan dari mesin.
Memasang Camshaft dan RockerArm
Proses pemasang cylinder head
CATATAN : Masukkan rantai timing pada rongga rantai timing
yang terdapat pada cylinder body .
Kencangkan baut cylinder head dan baut cylinder head
CATATAN : Lumasi baut cylinder head dengan oli mesin dan
kencangkan baut cylinder head dengan pola silang dan dengan urutan seperti pada gambar.
Gambar 3.20. Urutan Pengencangan Cylinder Head (Sumber : Anonim, 2013.5)
Pasang sprocket camshaft
Putar crankshaft (beberapa kali putaran ke arah kiri)
Ukur kelonggaran Valve dan stel sesuai spesifikasi Memasang Piston dan Cylinder
Pasang ring pertama/Top ring , ring kedua/2nd ring , dan
Expander ring oli
Gambar 3.21. Urutan Pemasangan Ring Piston (Sumber : Anonim, 2012.4)
Pasang piston , pin piston , dan clip pin piston
CATATAN : Lumasi oli pada pin piston dan pastikan tanda panah pada kepala piston menghadap ke arah lubang pembuangan.
Pemasangan arah tanda panah yang terbalik dapat menyebabkan keauasan pada diding silinder, dikarenakan sudut offset engine
yang tidak tepat.
Gambar 3.22. Pemasangan Pin Piston (Sumber : Anonim, 2012.4)
Sebelum memasang clip piston, tutup lubang crankcase dengan
kain, untuk menghindari melejitnya clip piston ke dalam
crankcase.
Lumasi piston, ring piston, dan cylinder (dengan pelumas yang
Posisikan sambungan ring:
Pasang pin dowel dan gasket cylinder head
CATATAN : Tekan ring piston dengan satu tangan, dan masukkan
cylinder dengan tangan yang lain.
Masukkan rantai timing dan guide rantai timing (sisi pemasukan),
pada rongga rantai beri pelumas yang disarankan.
3.4.5.Proses Perhitungan Rasio Gigi Transmisi
Proses perhitungan rasio gigi transmisi honda tipe C100 ini dilakukan menggunakan rumus sebagai berikut:
Perhitungan dilakukan disemua perpindahan tenaga mulai dari rasio gigi 1,
2,3,dan 4. Hal ini untuk mengetahui perubahan putaran pada masing-masing gear
BAB IV
HASIL DAN PEMBAHASAN ENGINE STAND
4.1. Hasil Rancang Bangun Stand Engine Cutting
Hasil dari stand engine sendiri adalah dimana semua akhir proses perancangan telah selesai dan penempatan komponennya sudah sesuai dengan yang diharapkan. Tahap terakhir ini termasuk dalam tahap pengetesan stand
engine cutting yaitu menjalankan motor listrik dengan tenaga listrik untuk memutarkan semua komponen engine tersebut, memastikan tidak adanya getaran
yang berlebih ataupun suara yang terlalu berisik.
4.2. Proses Perancangan
Proses perancangan adalah proses pembuatan sketsa atau gambaran awal
bentuk stand dari engine cutting yang akan dibuat. Dalam metode perencanaan, hal yang dilakukan antara lain pembuatan gambar dan pemilihan komponen yang
tepat dengan memperhatikan kekuatan bahan, penampilan dan harga dari pembuatan stand tersebut.
Dalam proyek akhir ini peralatan yang dihasilkan yaitu Engine Stand Honda
Grand. Secara garis besar bahan yang dibutuhkan adalah bahan rangka dan komponen-komponen pelengkap. Antara lain besi profil kotak 50x50x3 dan plat
baja tebal 4mm. Sedang komponen pelengkapnya berupa panel sTop kontak, dan roda. Gambar hasil rancangan stand menggunakan software autocad 2013 sebagai berikut:
Gambar 4.3. Dudukan Engine
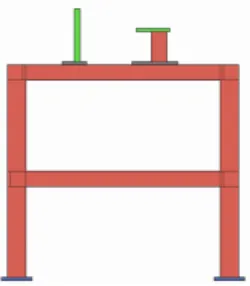
Gambar 4.4. Rangka Engine Stand Tampak Atas
Gambar 4.6. Rangka Engine Stand Tampak Samping
4.3. Proses Pembuatan Engine Stand
Proses pembuatan rangka engine stand honda melalui beberapa proses, dimulai dari proses pengukuran dimensi bahan, pemotongan bahan, pengelasan,
dan proses pengecatan. Adapun langkah-langkah pembuatan rangka dari media praktik engine stand honda grand adalah sebagai berikut :
1. Memotong besi profil besi propil kotak 50x50x3 dengan panjang 70 cm sebanyak 8 batang
2. Memotong besi profil besi propil kotak 50x50x3 dengan panjang 50 cm sebanyak 4 batang
3. Memotong besi profil besi propil kotak 50x50x3 dengan panjang 15 cm
sebanyak 1 batang
4. Memotong Plat baja dengan tebal 5 mm dengan ukuran 150x100
sebanyak 1 batang
5. Memotong Plat baja dengan tebal 5 mm dengan ukuran 150x50 sebanyak 1 batang
7. Memotong Plat baja dengan tebal 5 mm dengan ukuran 100x100 sebanyak 1 batang
Gambar 4.7. Proses Pemotongan Besi Bahan
8. Mengelas material yang telah dipotong seperti gambar di bawah
Gambar 4.8. Proses Penyambungan Bahan Dengan Las 9. Membuat penyangga/penahan dudukan engine
Gambar 4.9. Penyangga Dudukan Engine
Gambar 4.10. Dudukan Engine Setelah Dipasang Engine
11. Memotong plat besi ukuran 80x80x5 sebanyak 4 batang sebagai dudukan roda engine stand. roda yang digunakan pada enginestand ini
Gambar 4.11. Pembuatan Dudukan Roda Engine Stand
Gambar 4.12. Roda Engine Stand
12. Menggerinda kotoran-kotoran bekas las dan membuat chamfer pada
bagian ujung material yang runcing. Penggerindaan menggunkan gerinda tangan dengan mata gerinda resibon untuk meratakan dengan
tebal mata gerinda 5 mm.
4.4. Proses Pengecatan Engine Stand
Proses pengecatan merupakan suatu proses pemberian warna yang sesuai
dengan warna yang diinginkan. Berikut merupakan tahap-tahap yang harus dilakukan dalam proses pengecatan:
1. Persiapan permukaan
Persiapan permukaan dalam pengecatan adalah pekerjaan yang terpenting, karena bagaimanapun hati-hatinya saat pengecatan dilakukan,
tanpa adanya persiapan permukaan yang baik akan mengalami banyak kegagalan. Oleh karena itu untuk mendapatkan hasil pengecatan yang
optimal, persiapan permukaan dilakukan seteliti mungkin.
Gambar 4.13. Persiapan Permukaan Yang Akan Dicat 2. Pendempulan dan Pengamplasan
Pendempulan yaitu mengembalikan permukaan bodi yang tidak rata karena kerusakan dengan menutup permukaan bodi dengan menggunakan dempul. Setelah dilakukan pendempulan langkah selanjutnya adalah proses
Membersihkan debu, kotoran, minyak dan karat yang ada pada
bagian yang akan didempul.
Mencampur dempul dengan hardener, hardener yang dipakai 2-3%
dari volume dempul. Bila kurang akan mudah mengelupas setelah dempul tersebut kering.
Mendempul janglah langsung tebal, karena akan menimbulkan
pori-pori yang seharusnya tidak diinginkan, lebih baik mendempul
sedikit demi sedikit agar diperoleh hasil pendempulan yang sempurna.
Gambar 4.14. Pendempulan
Dalam pengamplasan dempul, janganlah menggosok berskala
besar. Pengamplasan yang baik adalah dengan cara menggosok arah berputar dan kertas amplas yang dipakai secara berurutan dari
ukuran #60, #80 dan # 120 hal ini dapat dilakukan dengan engine.
Bila dilakukan dengan tangan, sistem pengamplasan kering
Setelah selesai pengamplasan dengan sempurna, bilaslah dengan air
bersih dan keringkan. Hindari melakukan pengamplasan yang meninggalkan garis- garis bekas amplas.
3. Aplikasi surfacer
Langkah-langkahnya adalah sebagai berikut:
Sebelum dilakukan pengecatan, terlebih dahulu membersihkan
permukaan yang akan di cat surfacer agar debu-debu yang nempel di pori-pori dempul hilang.
Mencampur epoxy, hardener, dan thiner dengan perbandingan
1:1:1 (thiner:epoxy:hardener ). Setelah itu masukkan ke dalam
spraygun .
Mengaplikasikan lapisan cat surfacer pertama keseluruh area
dempul, sampai area itu nampak basah.
Mebiarkan waktu tunggu sebentar hingga thinner didalam surfacer
menguap.
Mengaplikasikan 2-3 lapisan surfacer.
Membiarkan kering di udara selama 90 sampai 120 menit
Gambar 4.15. Pengaplikasian Surfacer
4. Aplikasi TopCoat
Langkah-langkahnya adalah sebagai berikut:
Membersihkan permukaan dari oli dengan menggunakan kain lap
yang bersih dengan dibasahi sabun. Kemudian bersihkan permukaan dari debu dengan menggunakan air.
Mencampur cat dengan hardener dan thinner secara tepat, sehingga
diperoleh viskositas yang cocok.
Menyemprotkan 2-3 lapis Top Coat dengan selang waktu 2 -5
menit antar lapisan.
Setelah proses pengecatan selesai ditunggu agar cat kering kemud
ian disemprot kan pernis agar cat lebih mengkilap. Perbandingan campuran pernis 2:1 (pernis : hardener ) dan 5-10% thinner . Untuk penyemprotan pernis dilakukan secara bertahap dan
biasanya 2 kali penyemprotan yaitu tipis-tipis dahulu kemudian ditunggu beber apa saat kemudian dilakukan penyemprotan kedua
dengan lapisan yang lebih tebal.
Setelah selesai biarkan cat mengering dengan menggunakan
pemanasan oven atau diamkan agar benar -benar kering.
4.5. Proses Engine Cutting
Proses engine cutting adalah proses pemotongan bagian-bagian dari sistem yang terdapat pada engine antara lain sistem bahan bakar, sistem mekanisme
engine, sistem pelumasan, dan sistem pemindah tenaga, sehingga peserta didik
dapat melihat secara langsung cara kerja pada masing-masing sistem yang terdapat pada engine honda grand, adapun proses engine cutting adalah sebagai
berikut:
2. Membersihkan komponen engine
Gambar 4.18. Membersihkan Komponen Engine
3. Memotong/cutting komponen engine
Gambar 4.19. Memotong Komponen Engine
4. Mengecat cutting engine
5. Merangkai komponen engine
Gambar 4.21. Merangkai Komponen Engine
6. Merangkai engine ke stand
Gambar 4.22. Merangkai Engine Ke Stand
4.6. Proses Analisis Sistem Transmisi
4.6.1.Analisis Kecepatan Transmisi.
Pemeriksaan transmisi pada sepeda motor honda grand ini hanya
Hasil pemeriksaan dan perhitungan gear transmisi honda grand sebagai berikut:
Tabel 4.1. Hasil Pengukuran Jumlah Gigi Transmisi
Kecepatan
Data pengukuran tersebut diambil langsung dari tranmisi dengan perhitungan rasio percepatan masing-masing gear dengan asumsi primary
reduction ratio 69/17 = 4,05 dan secondary reduction ration 40/14 = 2,85 diperoleh perhitungan sebagai berikut:
Tabel 4.2. Data Spesifikasi Sistem Pemindah Tenaga
Rasio gigi Primer 69/17 4,05
Gigi Skunder 40/14 2.85
Diameter efektif roda 50cm 0.5m
Putaran Maximum engine 8000 Rpm 8000 Rpm Perhitungan pada transmisi kecepatan 1st.
Rumus perbandingan gigi 1st:
1st = 4,05x 2,83 x 2,85 1st = 32.66
Rumus kecepatan maksimum gigi 1st:
Perhitungan pada transmisi kecepatan 2st.
Rumus perbandingan gigi 2st:
2st = 4,05x 1,70 x 2,85
2st = 19,62
Rumus kecepatan maksimum gigi 2st:
Perhitungan pada transmisi kecepatan 3st.
Rumus perbandingan gigi 3st:
3st = 4,05x 1,23 x 2,85 3st = 14,19
Rumus kecepatan maksimum gigi 3:
Perhitungan pada transmisi kecepatan 4st.
Rumus perbandingan gigi 4st:
4st = 4,05x 0,95 x 2,85
4st = 10,96
Rumus kecepatan maksimum gigi 4st:
Tabel 4.3. Hasil Perhitungan Kecepatan Maksimum Transmisi Kecepatan
Pembahasan pembuatan tugas akhir “Perancangan dan Pembuatan Stand Engine Cutting Sepeda Motor Honda Tipe C100” dari proses desain rancangan
awal menggunakan software AutoCAD 2013, pembuatan rangka engine stand, proses finishing, dan perhitungan rasio pada masing-masing kecepatan transmisi mengahasilkan beberapa pembahasan antara lain:
1. Desain engine stand
Proses desain awal engine stand menggunakan software AutoCAD
2013 dengan menggunakan unit satuan ukur milimeter (mm), desain dibuat berdasarkan sketch gambar racangan awal.
Proses pembuatan rangka pada engine stand Honda melalui beberapa tahapan, tahapan pertama pemotongan bahan berupa pipa kotak 50x50x3,
dan plat baja tebal 5 mm, setelah proses pemotongan bahan selesai maka proses selanjutnya adaalah proses pengelasan, dan terakhir adalah proses
pengerindaan bekas pengelasan. 3. Proses finishing (pengecatan)
Proses finishing pada rangka engine stand berjalan dengan baik, hal ini
terbukti tidak terdapat cacat pada pengecatan, proses pengecatan meliputi tahap persiapan permukaan, pendempulan, aplikasi cat surface, Top Coat,
dan pernis.
4. Proses perhitungan rasio kecepatan transmisi.
Hasil analisis pada transmisi honda astrea diperoleh hasil kecepatan
maksimum pada 8000 Rpm, pada kecepatan transmis 1st diperoleh kecepatan = 23,07 km/jam, 2st = 38,40 km/jam, 3st = 53,10 km/jam dan
kecepatan maksimum pada gigi 4st = 68,75 km/jam. Hal ini dapat disimpulkan semangkin kecil rasio transmisi yang dihasilkan melalui perbanding antata main axle dan drive axle berpengaruh terhadap kecepatan
BAB V
PENUTUP
5.1. Kesimpulan
Setelah menyelesaikan proyek tugas akhir “Perancangan dan Pembuatan
Stand Engine Cutting Sepeda Motor Honda Tipe C100 “ beserta laporannya penulis dapat mengambil kesimpulan sebagai berikut :
1. Perancangan engine stand sepeda motor honda grand telah berhasil diselesaikan menggunakan software AutoCAD 2013, dengan unit
satuan penggambaran yang digunakan adalah milimeter (mm), setelah proses perancangan selesai maka tahap selanjutnya adalah proses pemotongan bahan, pengelasan, dan proses pengecatan engine stand.
2. Proses pemotongan bagian engine (engine cutting) melalui beberapa tahapan, tahapan pertama adalah membongkar komponen engine,
kemudian membersihkan komponen engine, memotong/cutting
komponen engine, mengecat cutting engine, merangkai komponen
engine, dan terakhir merangkai engine ke stand
3. Hasil analisis pada transmisi honda astrea diperoleh hasil kecepatan maksimum pada 8000 Rpm, pada kecepatan transmis 1st diperoleh
drive axle berpengaruh terhadap kecepatan maksimum dari kendaraan tersebut.
5.2. Saran
Selama proses pembuatan Tugas Akhir yaitu “Perancangan dan Pembuatan
Stand Engine Cutting Sepeda Motor Honda Tipe C100 “, penulis masih memiliki
beberapa kendala-kendala baik menyangkut masalah teknis maupun masalah non-teknis. Oleh karena itu, penulis memberikan saran sebagai berikut :
1. Perlu adanya perawatan berkala terhadap engine stand untuk menjaga kondisi dari engine stand agar tetap dalam kondisi prima.
Anonim, 2012, Palu terrak, Masker, Toolbox, Spraygun, Kompresor. Arends,BMP, H.Berenschot, 1980, Motor Bensin, Jakarta: Erlangga
Arismunandar, Wiranto,1988, Motor Bakar Torak. Bandung : ITB.
Jama, jalius, 2008, Teknik Sepeda Motor, Jakarta : Direktorat Pembinaan Sekolah Menengah Kejuruan.
Arikunto, Suharsimi. 2010. Prosedur Penelitian Suatu Pendekatan Praktik. Jakarta: Rineka Cipta.
Arikunto, Suharsimi. 2012. Dasar-Dasar Evaluasi Pendidikan. Jakarta: Bumi Aksara.
Arsyad, Azhar. 2007. Media Pembelajaran. Jakarta: Rajawali Press.
Asyhar, Rayandra. 2012. Kreatif Mengembangkan Media Pembelajaran. Jakarta: Referensi.
Djamarah, Syaiful Bahri, dan Aswan Zain. 2010. Strategi Belajar Mengajar. Jakarta: Rineka Cipta.
Hidayat, Wahyu, 2012,Motor Bensin Modern , Jakarta: Rineka Cipta.