i
PERANCANGAN DAN PEMBUATAN ENGINE STAND COROLA 4A-FE TUGAS AKHIR
Disusun dan Diajukan untuk memenuhi Tugas dan Syarat Guna Memperoleh Gelar Ahli Madya
Disusun Oleh :
Anang Wahyulianto (20133020007)
PROGRAM STUDI D3 TEKNIK MESIN OTOMOTIF & MANUFAKTUR
POLITEKNIK MUHAMMADIYAH YOGYAKARTA
xi
1.2. Identifikasi Masalah ... 2
xii
2.4. Pengertian Sistem Pengecatan ... 9
2.5. Teknik Penyemprotan ... 11
2.6. Penggunaan Air Spray Gun ... 14
2.7. Pengelasan ... 16
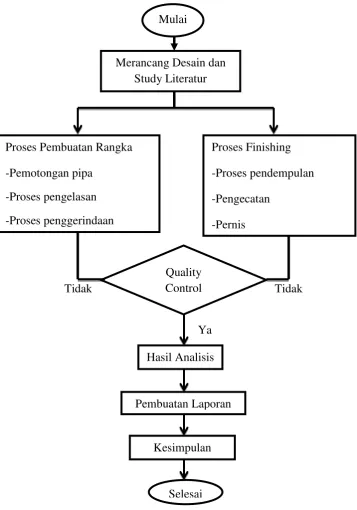
BAB III METODE PERANCANGAN 3.1 Diagram Penelitian ... 29
3.2 Alat dan Bahan ... 30
3.3 Konsep Perancangan ... 37
BAB 1V HASIL DAN PEMBAHASAN 4.1. Proses Perancangan ... 42
4.2. Perhitungan Rancangan ... 43
4.3. Proses Pengujian Inventor ... 52
4.4. Proses Pembuatan Engine ... 54
BAB V PENUTUP 5.1. Kesimpulan ... 64
5.2. Saran ... 65
DAFTAR PUSTAKA ... 66
viii
PERANCANGAN DAN PEMBUATAN ENGINE STAND COROLA 4A-FE ANANG WAHYULIANTO
20133020007
ABSTRAK
Pada saat ini kegiatan perancangan dan pengujian sebuah desain produk tidak dapat dipisahkan dari penggunaan program – program komputer. Berbagai program komputer, seperti AutoCad, SAP, ANSYS, Midas, StandPro, dan Abaqus, sudah sering digunakan untuk mempermudah dalam melakukan analisis maupun perancangan.
Metode yang digunakan “Perancangan dan pembuatan Engine Stand Corola 4A-FE” dari proses desain rancangan awal menggunakan software AutoCAD 2013, perhitungan secara manual kekuatan desain rancangan, pembuatan rangka engine stand, dan proses finising.
Hasil proses desain awal engine stand menggunakan software AutoCAD 2013 dengan menggunakan unit satuan ukur milimeter (mm), desain dibuat berdasarkan
sketch gambar racangan awal. Setelah gambar rancangan awal dengan menggunakan AutoCAD 2013, hasil perhitungan beban pada masing-masing tumpuan dudukan mesin dengan asumsi beban total dari engine seberat 450 Kg dapat dilihat dari diagram SFD, BMD, dan NFD pada masing-masing dudukan mesin.
ix
DESIGN AND MANUFACTURE OF ENGINE STAND COROLA 4A-FE ANANG WAHYULIANTO
20133020007
ABSTRACK
At this time the activities of the design and testing of a product design can not be separated from the use of computer programs. Various computer programs such as, AutoCad, SAP, ANSYS, Midas, StandPro, dan Abaqus, it has often been used to facilitate the analysis and design.
The method used “DESIGN AND MANUFACTURE OF ENGINE STAND COROLA 4A-FE” the initial draft of the design process using software AutoCAD 2013, manual calculation design power design, manufacture engine stand, and finishing process.
The results of the initial design process engine stand using AutoCad 2013 software using millimeter unit, design created by the initial sketch design image. After the initial design drawings using AutoCAD 2013load calculation result in each engine cradle footstool assuming a total load of 450 kg engine can be viewed programs SFD, BMD, and NFD on each engine cradle.
1 1.1. Latar Belakang
Pada proses pembuatan rancangan dan pengujian desain engine stand dapat
di uji menggunakan software komputer, seperti AutoCad, SAP, ANSYS, Midas,
StandPro, dan Abaqus, sudah sering digunakan untuk mempermudah dalam
melakukan analisis maupun perancangan.
Pada pembuatan engine stand mahasiswa membahas mengenai proses
pembuatan proses perancangan desain menggunakan software AutoCAD, dan
Inventor. Dengan adanya program AutoCAD maka desain rancangan dapat
dirancang sehingga kita dapat mengetahui bentuk desain rancangan awal yang
akan kita buat.
Setelah desain awal dari rangka yang akan dibuat selesai maka tahapan
selanjutnya adalah proses pembuatan rangka. Proses pembuatan rangka yang tidak
tepat akan menpersulit proses kerja dan dapat menyebabkan material terbuang
dikarenakan perencaan yang salah. Oleh karena itu dalam setiap perancangan dan
pembuatan rangka dari sebuah mesin perlu melalui tahapan-tahapan agar rangka
yang akan dibuat sesuai dengan desain awal yang telah direncanakan.
Teknologi pada otomotif seperti sekarang ini mengalami kemajuan dan
perkembangan yang sangat pesat. Seperti kemajuan teknologi pada mesin, chasis,
bodi dan tidak ketinggalan pula dalam bidang pengecatannya. Pada engine stand
pada rangka sehingga engine stand terlihat lebih menarik.Untuk itu perlu
dilakukannya tahap-tahap maupun perencanaan yang matang agar mendapatkan
hasil yang maksimal dalam pengecatan
1.2. Identifikasi Masalah.
Berdasarkan latar belakang di atas, maka Indentifikasi masalah dalam tugas
akhir Engine Stand Corola 4A-FE antara Lain :
1. Belum adanya rancangan desain awal dari engine stand Corola 4A-FE
yang akan dibuat.
2. Belum adanya proses pembuatan rancang bangun engine stand corola
4A-FE yang tepat agar proses pembuatan rangka berjalan dengan baik.
3. Sering terjadi kegagalan dalam proses pengecatan dikarenakan
persiapan permukaan yang kurang tepat dan proses pengecatan yang
salah.
1.3. Perumusan Masalah
Berdasarkan uraian yang telah disebutkan di atas maka permasalahan ini
dapat dirumuskan sebagai berikut:
1. Bagaimana cara mendesain rancangan awal dari engine stand corola
4A-FE yang akan dibuat?
2. Bagaimana proses pembuatan rangka dari engine stand corola 4A-FE
yang akan dibuat?
3. Bagaimana proses finising dari rancang bangun engine stand corola
1.1. Batasan Masalah
Untuk mempermudah fokus pembahasan dalam penyusunan tugas akhir ini,
maka penulis perlu membuat batas masalah. Batasan masalah tugas akhir ini
antara lain:
1. Pada tugas akhir hanya membahas mengenai proses pembuatan Stand
Engine Corola 4A-FE dari desain awal hingga proses pengecatan
2. Tidak membahas kekuatan material.
3. Tidak melakukan pengujian secara manual baik itu uji tarik, tekan dan
bending pada desain.
4. Software yang digunakan pada desain menggunakan AutoCAD 2013.
5. Perhitungan kekuatan desain dilakukan menggunakan rumus beban statis.
6. Hanya menghitung kekuatan pada baut dudukan mesin menggunakan
rumus.
1.2. Tujuan
Tujuan " Engine Stand Corola 4A-FE " adalah sebagai berikut :
1. Mengetahui proses desain awal stand engine dari Engine Stand Corola
4A-FE menggunakan AutoCAD.
2. Mengetahui proses pembuatan rangka dari engine stand Corola 4A-FE.
3. Mengetahui proses finishing pada rangka engine stand Corola 4A-FE
1.3. Metodologi
Metode yang digunakan dalam pembuatan laporan ini adalah :
1. Praktik langsung ialah suatu metode dalam memperoleh data dengan
cara pelaksanaan tugas akhir itu sendiri.
2. Konsultasi ialah suatu metode untuk memperoleh data dengan cara
mewawancarai secara langsung dosen pembimbing terhadap tugas akhir
yang dilakukan.
3. Studi kepustakaan ialah suatu metode dengan cara membaca buku-buku
kuliah, literatur majalah dan sumber-sumber lainnya yang mendukung
dalam pembuatan Laporan Tugas Akhir.
1.4. Sistematika Penulisan
Untuk mendapatkan gambaran yang lebih jelas, ringkas, teratur dan mudah
dimengerti maka disusunlah sistematika penulisan sebagai berikut :
1. Pendahuluan
Berisi tentang latar belakang masalah, tujuan, batasan masalah,
rumusan masalah, metodologi dan sistematika penulisan.
2. Dasar Teori
Berisi tentang kajian pustaka, Perhitungan desain, Pengelasan, dan
proses pengecatan
3. Proses Pembuatan rangka engine stand
Berisi tentang proses pembuatan rancangan secara 2D dan 3D,
proses pembutan rangka engine stand, dan Pengecatan rangka engine
4. Pembahasan
Membahas tentang prosedur Perhitungan kekuatan desain secara
manual menggunakan rumus, hasil proses pembuatan rangka engine
stand, hasil proses pengecatan pada rangka engine stand, dan
membahas tentang evaluasi dan kendala.
5. Penutup
6
2.1. Kajian Pustaka
Bayu Agung Setiawan (2015) melakukan rancang bangun dan proyek akhir
engine stand Toyota yaris, pelaksanaan perakitan telah dilaksanakan agar dalam
perakitan komponen EFI Toyota yaris tidak terjadi kesalahan dalam
pemasangannya dan komponen EFI dapat terpasang dengan baik dan benar,
sehingga sistem EFI pada engine Toyota yaris setelah dirakit dapat bekerja secara
optimal. Hasil Analisis yang di peroleh setelah melakukan pembuatan engine
stand Toyota yaris di peroleh dimensi 115 cm x 85 cm x 87 cm. Dari perhitungan
manual nilai tegangan yang terjadi pada batang penumpu A sebesar 36,13
N/mm2, penumpu B sebesar 17,91 N/mm2, dan penumpu C sebesar 22,62
N/mm2, Perhitungan sambungan kekuatan las pada tumpuan engine pada rangka
sebesar 3,19 Mpa
Diyanto Mira (2012) membuat prototype engine stand mesin diesel komatsu
series 114 mengatakan untuk merancang sebuah engine stand perlu dilakukan
perhitungan rangka, perhitungan las, dan perhitungan pegas pada rangka engine
stand. hasil dari pembuatan engine stand diesel antara lain panjang total (p) =
3750 mm, lebar (b) = 1000 mm, Tinggi (t) = 2173 mm. Desain dari rancangan
engine stand ini mampu menahan beban sebesar 1020,75 kg.
Ahmad Mustaqim (2012) melakukan rancangan alat/mesin pengerol pipa
sistem transmisi yang digunakan adalah gear sprocket dan rantai. Gear sprocket
yangdigunakanada4buah menggunakan dayamotorlistriksebesar1HPdengan
kecepatan 1400 rpm. Mengatakan untuk Keamanan bagi operator diutamakan
sepertipadabagiankomponenyang berputardiberipenutupdanbagianrangkaian
elektrikditempatkanpada posisiyang aman yaitu disamping dan ditutup. Rangka
mesin terbuat dari bahan dasar plat siku berukuran 40 mm x 40 mm x 4 mm
dengan jenis baja St 42. Bahan dasar poros menggunakan besi As St 37 dengan
ukuran diameter1 in.
2.2. Pemilihan Bahan dan Proses
Pemilihan bahan yang ada di sekitar manusia jarang sekali dipikirkan.
Orang yang merancang rumah, mobil, aircraft, clothing, furniture dan produk lain
atau sistem memberikan banyak perhatian untuk memilih bahan yang
dipergunakannya. Pemilihan bahan ini dapat membuat atau merusak
kelangsungan hidup perusahaan. Plastik terdiri dari ratusan jenis yang kisarannya
dari sangat lunak sampai yang benar-benar keras, murah sampai sangat mahal dan
transparan sampai yang tak tembus cahaya (Opaque). Kayu juga dapat digunakan
dalam banyak variasi, berkisar dari sangat lunak, ringan sampai yang sangat berat
dan keras. Logam dikombinasikan dengan unsur logam lain atau non logam yang
dikenal sebagai paduan (alloy) termasuk beberapa variasi baja (besi dan karbon),
aluminium alloy, brass (copper dan zinc). Baja adalah produksi logam yang paling
umum yang dapat ditemukan dalam kerangka mobil, rel dan roda kereta dan
2.3. Baja Karbon
Baja merupakan salah satu jenis logam yangbanyak digunakan dengan unsur
karbon sebagai salah satu dasar campurannya. Di samping itu baja juga
mengandung unsur-unsur lain seperti Sulfur (S), Fosfor (P), Silikon (Si), Mangan
(Mn), dan sebagainya yang jumlahnya dibatasi. Sifat baja pada umumnya sangat
dipengaruhi oleh prosentase karbon dan struktur mikro. Struktur mikro pada baja
karbon dipengaruhi oleh perlakuan panas dan komposisi baja. Karbon dengan
unsur campuran lain dalam baja membentuk karbid yang dapat menambah
kekerasan, tahan gores dan tahan suhu baja. Perbedaan prosentase karbon dalam
campuran logam baja karbon menjadi salah satu cara mengklasifikasikan baja.
Berdasarkan kandungan karbon, baja dibagi menjadi tiga macam, yaitu :
A.Baja karbon rendah
Baja kabon rendah (low carbon steel) mengandung karbon dalam campuran
baja karbon kurang dari 0,3%. Baja karbon rendah tidak dapat dikeraskan karena
kandungan karbonnya tidak cukup untuk membentuk struktur martensit.
B.Baja karbon menegah
Baja karbon sedang mengandung karbon 0,3%C–0,6%C (medium carbon
steel) dan dengan kandungan karbonnya memungkinkan baja untuk dikeraskan
sebagian dengan perlakuan panas (heat treatment) yang sesuai. Baja karbon
sedang lebih keras serta lebih lebih kuat dibandingkan dengan baja karbon
C.Baja karbon tinggi
Baja karbon tinggi mengandung 0,6%C– 1,5%C dan memiliki kekerasan
tinggi namun keuletannya lebih rendah, hampir tidak dapat diketahui jarak
tegangan lumernya terhadap tegangan proporsional pada grafik tegangan
regangan. Berkebalikan dengan baja karbon rendah, pengerasan dengan perlakuan
panas pada baja karbon tinggi tidak memberikan hasil yang optimal dikarenakan
terlalu banyaknya martensit sehingga membuat baja menjadi getas.
2.3.1. Baja karbon ST 37
Baja karbon rendah (ST 37) memiliki kandungan karbon kurang dari 0,3 %.
Baja ini sering dipakai juga untuk konstruksi-konstruksi mesin yang saling
bergesekan seperti roda gigi, poros, dll karena sangat ulet. Namun kekerasan
pemukaan dari baja tersebut tergolong rendah sehingga sebelum digunakan untuk
konstruksikonstruksi yang disebutkan di atas, maka perlu dimodifikasi atau
memperbaiki sifat kekerasan pada permukaannya. Baja karbon rendah ini tidak
dapat dikeraskan secara konvensional tetapi melalui penambahan karbon dengan
proses carburizing. Jenis baja karbon ST 37 untuk keperluan pembuatan
komponen mesin yang distandarkan menurut kekuatan tarik mempunyai kekutan
tarik 37-45 Kg/mm2
2.4. Pengertian Sistem Pengecatan
Pengecatan (painting) adalah suatu proses aplikasi cat dalam betuk cair pada
sebuah obyek, untuk membuat lapisan tipis yang kemudian untuk memuat lapisan
yang keras atau lapisan cat. Fungsi dari pengecatan itu sendiri dapat dilihat
2.4.1.Jenis Cat
Dalam proses pengecatan, jenis cat dapat digolongkan menjadi beberapa
macam. (Gunadi, 2013)
1. Heat Polymerization (jenis bakar)
Heat polymerization adalah tipe one component yang mengeras apabila
dipanaskan pada temperatur tinggi kira-kira 1400C (2840F). Cat jenis ini
apabila dipanaskan pada suhu antara 1400C, maka suatu reaksi kimia
berlangsung di dalam resin, mengakibatkan cat mengerin g dan struktur
hubungan menyilang yang dihasilkan begitu rapatnya sehingga setelah cat
mengering seluruhnya cat tidak akan larut oleh thiner .
2. Jenis Urethane (Jenis Two Component )
Cat ini disebut urethane karena alkhohol (OH) yang terkandung di
dalam komponen utama dan isocyanate yang terkandung di dalam hardener
bereaksi membentuk struktur hubungan menyilang (cross lingking) yang
disebut tingkatan urethane . Cat ini menghasilkan kemampuan coating yang
baik termasuk ketahanan kilap, cuaca, solvent, serta tekstur yang halus.
Akan tetapi cat ini pengeringannya lambat sehingga diperlukan alat
pengering ( drying equipment) untuk mengeringkan dengan benar.
3. Jenis Lacquer (Solvent Evaporation)
Cat jenis ini mengering dengan cepat sehingga mudah penggunaannya,
tetapi tidak banyak digunakan sebanyak yang tersebut di atas, karena tidak
2.5. Teknik Penyemprotan
Kunci keberhasilan dalam pengecatan tergantung pada teknik
penyemprotan. Betapa pun bagusnya cat tidak akan menjamin terwujudnya hasil
pengecatan yang baik jika tanpa adanya pengetahuan tentang teknik
penyemprotan. (Gunadi, 2013)
2.5.1.Persiapan Cat
Beberapa langkah yang harus dikerjakan sebelum pengulasan cat warna
pada benda kerja, yaitu teknik mencampur, mengaduk, dan menyaring cat.
Sebelum cat disemprotkan ke benda kerja harus diaduk terlebih dahulu agar
kekentalannya merata di semua bagian cat (homogen). Pengadukan harus
dilakukan karena dalam keadaan diam zat warna (pigmen ) akan cenderung
mengendap. (Gunadi, 2013)
2.5.2.Pencampuran pengeras cat (Hardener)
Dalam pencampuran cat dengan hardener kadarnya harus tepat. Apabila
kadarnya kurang menyebabkan hasilnya pengecatan mudah retak, kurang
mengkilap, kekerasan kurang, daya tahan minyak kurang bagus dan akan
mengkerut bila di cat ulang. Jika terlalu banyak menimbulkan ketidak sempurnaan
pengeringan, ketahanan air berkurang dan menimbulkan blister bintik air dalam
lapisan cat. (Gunadi, 2013)
2.5.3.Pencampuran Pengencer Cat ( Thinner)
Pemakaian thiner yang salah menyebabkan sifat, mutu dan daya tahan
menjadi berubah atau bahkan tidak bias digunakan sama sekali. Pengenceran akan
pemilihan dan pengukuran viskositas cat salah dapat menimbulkan problem, yaitu
thinner yang terlalu cepat mengering menyebabkan permukaan kasar, cat
berlubang jarum atau berkulit jeruk. Bila terlalu lambat kering cat akan meleleh,
warna belang -belang, bekas goresan amplas terlihat, cat tipis dan kering kurang
sempurna. Untuk cat yang terlalu kental, permukaan akan menjadi kasar, kering
kurang, lubang jarum, bekas goresan amplas terlihat, cat tipis dan penurunan daya
kilap. Jika terlalu encer maka menyebabkan cat akan meleleh, warna belang
-belang, bekas goresan amplas terlihat, cat tipis dan kering yang kurang sempurna.
Viskositas yang dianjurkan untuk top coat antara 16,5 – 19 cc/detik dan cat primer
sebesar 20-21 cc/detik. Cat yang telah tercampur selanjutnya diuji kekentalannya
dengan viscometer atau mencocokkan warna cat dengan warna pada tutup kaleng
atau petunjuk warna (liflet) . Flow rate (aliran rata -rata pada fluida) untuk top
coat antara 800 -1000 cc/menit. Perbandingan yang terlalu pekat akan
menghasilkan warna yang terkesan gelap dari pada warna pada kertas petunjuk
dan perbandingan yang terlalu encer memberikan kesan lebih terang. Kemudian
campuran disaring, biasanya dengan filter nylon dengan ukuran ≠300 mesh.
(Gunadi, 2013)
2.5.4.Operasi Penyemprotan
Ada beberapa hal yang harus d iperhatikan dalam pengoperasian spray gun
yaitu (Gunadi, 2013):
1. Pengaturan Alat Semprot
Sebelum melakukan pengecatan hendaknya mengatur besar kecilnya
kembang penyemprotan agar diperoleh hasil yang optimum. Bila pen
yetelan tidak dilakukan dengan baik, maka hasil pengecatan tidak akan
sempurna. Permukaan menjadi tidak rata, meleleh, kasar, kurang mengkilap
dan cacat-cacat lain . Sedangkan tekanan kerja angin untuk pengecatan
sebesar 50-60 Psi atau 4,5 Kg/cm2
2. Gerak Alat Semprot
Gerak alat semprot harus tegak lurus dengan permukaan yang akan
disemprot bila tidak akan berakibat kurang ratanya ketebalan cat yang
dihasilkan Untuk mencapai ketebalan yang sama dapat dilakukan pola
tumpang tindih ( over lapping) sebesar 50%.
3. Kecepatan Gerak Alat Semprot
Kecepatan gerak alat semprot hendaknya stabil, baik dengan arah
horizontal maupun vertical. Jika pelan cat akan meleleh, bika kecepatan
geraknya cepat maka hasil pengecatan kurang rata. Jika kecepatan geraknya
tidak stabil akan dihasilkan cat yang tidak rata dan kurang mengkilap.
Kecepatan gerak spray gun harus konstan, yang dianjurkan kira-kira 1200
mm/detik (12 ft/detik) .
4. Jarak Penyemprotan
Untuk penyemprotan pada masing -masing cat berbeda, tergantung dari
proses obyek yang dicat. Bila terlalu dekat, cat akan meleleh dan bila
dilakukan pada pengecatan metalik akan menimbulkan problem
belang-belang (partikel metaliknya mengepul). Bila jaraknya terlalu jauh
teratur akan mengakibatkan hasil pengecatan tidak rata dan kurang
mengkilap. Jarak spray gun secara umum sebesar 15 -20 cm, untuk jenis
Acrylic Lacquer : 15 -10 cm dan Enamel : 20 -25 cm.
2.6. Penggunaan Air Spray Gun. 2.6.1.Teknik Memegang Spray Gun
Gambar 2.1. Cara Memegang Spray Gun (Astra Motor, 1995)
Spray gun dipegang dengan tangan kanan. yaitu dengan cara spray gun
ditahan den gan ibu jari, telunjuk dan kelingking, sedangkan trigger ditarik
dengan jari tengah dan jari manis.
2.6.2.Teknik Menggunakan Spray Gun
Agar menghasilkan pengecatan yang baik maka gerakan spray gun harus
diatur. Beberapa hal yang mempengaruhi gerakan hasil pengecatan :
1. Jarak spray gun yaitu jika terlalu dekat maka cat akan mengumpul dan
meleleh. Pada jarak yang jauh maka volume cat yang disemprotkan
sedikit sehingga lapisan yang dihasilkan akan tipis dan kasar. Jarak
Gambar 2.2. Jarak Penyemprotan (Astra Motor, 1995)
2. Sudut spray gun yaitu spray gun harus tegak lurus pada bidang yang
dicat pada saat dilakukan penyemprotan dan dilakukan secara
konsisten.
Gambar 2.3. Gerakan Horisontal (Astra Motor, 1995)
3. Kecapatan langkah spray gun yaitu kecepatan gerakan spray gun.
Apabila terlalu lambat maka lapisan yang dihasilkan akan tebal dan
dapat meleleh, jika terlalu cepat maka akan menghasilkan lapisan yang
tipis. Biasanya kecepatan langkah yang baik antara 900-1200 mm/detik.
4. Overlapping (pola tumpang tindih) yaitu agar permukaan penyemprotan
rata. Pada saat cat disemprotkan maka bagian tepi lebih tebal daripada
bagian tengah sehingga digunakan pola tumpang tindih agar permukaan
Gambar 2.4. Bentuk Pengabutan (Astra Motor ,1995)
Gambar 2.5. Gerakan Over Lapping (Astra Motor ,1995)
2.7. Pengelasan
2.7.1.Pengertian Pengelasan
Pengelasan merupakan penyambungan dua bahan atau lebih yang
didasarkan pada prinsip-prinsip proses difusi, sehingga terjadi penyatuan bagian
bahan yang disambung. Kelebihan sambungan las adalah konstruksi ringan, dapat
menahan kekuatan yang tinggi, mudah pelaksanaannya, serta cukup ekonomis.
Namun kelemahan yang paling utama adalah terjadinya perubahan struktur mikro
bahan yang dilas, sehingga terjadi perubahan sifat fisik maupun mekanis dari
bahan yang dilas.
Sebagian besar logam akan berkarat (korosi) ketika bersentuan dengan
alumunium mempunyai lapisan putih di permukaannya. Pemanasan dapat
mempercepat proses korosi tersebut. Jika karat, kotoran, atau material lain ikut
tercampur ke dalam cairan logam lasan dapat menyebabkan kekroposan deposit
logam lasan yang terbentuk sehingga menyebabkan cacat pada sambungan las
Las Busur Listrik atau yang biasa disebut SMAW (Shielded Metal Arch
Welding) merupakan jenis pengelasan yang menggunakan bahan tambah
terbungkus atau elektroda atau yang biasa disebut busur listrik. Busur listrik
digunakan untuk melelehkan kedua logam yang akan disambung. Terjadinya
nyala busur listrik tersebut diakibatkan oleh perbedaan tegangan listrik antara
kedua kutub. Perbedaan tegangan listrik tersebut biasa disebut dengan tegangan
busur nyala. Besar tegangan busur nyala ini antara 20 volt sampai 40 volt. Untuk
penyalaannya, elektroda digesekkan pada logam terlebih dahulu agar terjadi
percikan sehingga busur elektroda akan menyala. Setelah elektroda menyala atur
jarak dari logam dengan elektroda dan atur pula sudut pengelasannya. Antara
ujung elektroda dengan permukaan logam akan terjadi busur nyala. Suhu busur
nyala ini biasanya mencapai 5000 ° C.(Riswan D, 2010):
Elektroda RD 260 adalah kawat las tipe titania tinggi yang hanya untuk
pengelasan vertical /tegak lurus. Kawat las ini memiliki penetrasi yang dangkal
Gambar 2.6. Prinsip Kerja Las Listrik (Riswan D, 2010)
2.7.2.Klasifikasi Proses Las
Sambungan las adalah ikatan dua buah logam atau lebih yang terjadi karena
adanya proses difusi dari logam tersebut. Proses difusi dalam sambungan las dapat
dilakukan dengan kondisi padat maupun cair. Dalam terminologi las, kondisi
padat disebut Solid state welding (SSW) atau Presure welding dan kondisi cair
disebut Liquid statewelding (LSW) atau Fusionwelding.
Proses SSW biasanya dilakukan dengan tekanan sehingga proses ini disebut
juga Presure welding . Proses SSW memiliki beberapa kelebihan, diantaranya
adalah dapat menyambung dua buah material atau lebih yang tidak sama, proses
cepat, presisi, dan hampir tidak memiliki daerah terpengaruh panas ( heat affected
zone / HAZ). Namun demikian SSW juga mempunyai kelemahan yaitu persiapan
sambungan dan prosesnya rumit, sehingga dibutuhkan ketelitihan sangat tinggi.
LSW merupakan proses las yang sangat populer di kalangan masyarakat
kita, sambungan las terjadi karena adanya pencairan ujung kedua material yang
disambung. Energi panas yang digunakan untuk mencairkan material berasal dari
busur listrik, tahanan listrik, pembakaran gas, dan juga beberapa cara lain
material dengan cara ini mempunyai persyaratan material harus sama, karena
untuk mendapatkan sambungan yang sempurna suhu material harus sama, jika
tidak proses penyambungan tidak akan terjadi. Kelebihan metode pengelasan ini
adalah proses dan persiapan sambungan tidak rumit, biaya murah, pelaksanaannya
mudah. Kelemahannya adalah memerlukan juru las yang terampil, terjadinya
HAZ yang menyebabkan perubahan sifat bahan, dan ada potensi kecelakaan dan
terganggunya kesehatan juru las. (Riswan D, 2010)
2.7.3.Reaksi Kimia Selama Proses Las
Dalam proses LSW bagian dari logam yang dilas harus dipanasi sampai
mencair. Pemanasan logam dengan temperature yang sangat tinggi ini dapat
megakibatkan terjadinya reaksi kimia antara logam tersebut dengan oksigen dan
nitrogen yang ada dalam udara. Jika selama proses las cairan logam las ( welding
pool) tidak dilindungi dari pengaruh udara, maka logam akan bereaksi dengan
oksigen dan nitrogen membentuk Oxides dan Nitrides yang dapat menyebabkan
logam tersebut menjadi getas dan keropos karena adanya kotoran (slag
inclutions), sedangkan kandungan unsur Karbon dalam logam akan membentuk
gas CO yang dapat mengakibatkan adanya rongga dalam logam las (caviety).
Reaksi kimia lainnyapun bisa terjadi dalam cairan logam las (welding pool).
Gas hidrogen dan uap air juga dapat menyebabkan cacat las (welding defect).
Hidrogen yang bereaksi dengan Oxides yang ada dalam logam dasar dapat
menyebabkan terjadinya uap yang mengakibatkan terjadnya porositas pada logam
2.7.4.Melindungi Cairan Logam Las dari Pengaruh Udara Luar
Tipe energi panas yang digunakan untuk pencairan logam dan teknik
pelindungan cairan logam las sangat berpengaruh terhadap perubahan komposisi
kimiawi dalam deposit logam lasan. Ketika nyala oksidasi dalam las karbit
Oxy-acetylene welding/ OAW akan merubah besi menjadi Oxides sehingga deposit las
keropos karena Oxides tersebut tercampur di dalamnya. Untuk mengelas baja
karbon akan lebih baik bila digunakan nyala netral. Pengelasan logam dengan
OAW, cairan logam dilindungi dari udara luar oleh reduksi gas hasil pembakaran
gas Acetylene.
Dalam teknik pengelasan SMAW , proses pelindungan logam lasan
dilakukan dua tahap. Ketika logam las dalam kondisi cair di lindungi oleh
bermacam-macam gas hasil pembakaran elektroda las dan ketika sedang
membeku cairan ini dilindungi oleh lapisan terak yang terbentu dari fluks yang
membeku.
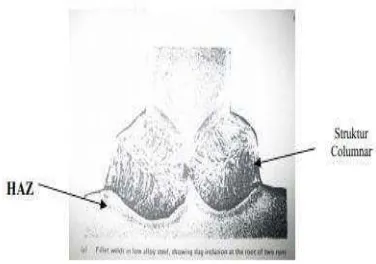
2.7.5.Perubahan Sifat Logam Setelah Proses Las
Pencairan logam saat pengelasan menye babkan adanya perubahan fasa
logam dari padat hingga mencair. Ketika logam cair mulai membeku akibat
pendinginan cepat, maka akan terjadi perubahan struktur mikro dalam deposit
logam las dan logam dasar yang terkena pengaruh panas Heat Affected Zone.
Struktur mikro dalam logam lasan biasanya berbentuk columnar, sedangkan pada
daerah HAZ terdapat perubahan yang sangat bervariasi. Sebagai contoh,
pengelasan struktur mikronya tidak hanya pearlite, tetapi juga terdapat bainite dan
martensite.
Gambar 2.7 Struktur Mikro Baja Karbon (G Nieman, 1996)
2.7.6.Distribusi Temperatur Pengelasan
Distribusi temperatur pada logam dasar yang sangat bervariasi telah
menyebabkan berbagai macam perlakuan panas terhadap daerah HAZ logam
tersebut. Logam lasan mengalami pemanasan hingga termperatur 1500 oC dan
daerah HAZ bervariasi mulai 200 °C hingga 1100 °C (lihat Gambar 2.8).
Temperatur 1500 °C pada logam lasan menyebabkan pencairan dan ketika
membeku membentk struktur mikro columnar. Temperatur 200° C hingga 1100°
C menyebabkan perubahan struktur mikro pada logam dasar baik ukuran maupun
bentuknya. (G Nieman, 1996)
Gambar 2.9. Perlakuan Panas Logam Las (G Nieman, 1996)
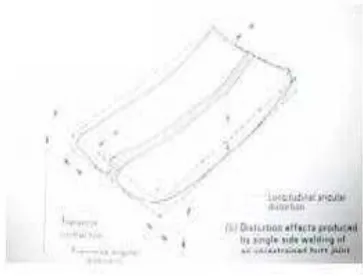
2.7.6.Distorsi Sambungan Las Akibat Panas
Setiap logam yang dipanaskan mengalami pemuaian dan ketika pendinginan
akan mengalami penyusutan. Fenomena ini menyebabkan adanya ekspansi dan
konstraksi pada logam yang dilas. Ekspansi dan konstraksi pada logam yang dilas
ini menurut istilah metalurgi dinamakan distorsi.
Gambar 2.10. Struktur Makro Sambungan Las (G Nieman, 1996)
Distorsi dikategorikan menjadi tiga macam, yaitu: 1) distorsi longitudinal,
2) distorsi transfersal, dan 3) distorsi angular. Distorsi longi tudinal terjadi akibat
adanya ekspansi dan konstraksi deposit logam las di sepanjang jalur las yang
menyebabkan tarikan dan dorongan pada logam dasar yang dilas. Distorsi
transfersal terjadi tegak lurus terhadap jalur las yang dapat mengakibatkan tarikan
burung yang biasanya terjadi karena pengelasan di satu sisi logam dasar. (G
Nieman , 1996)
Gambar 2.11. Macam-macam Distorsi (G Nieman, 1996)
2.7.7.Ruang Lingkup Pekerjaan Las
Industri manufaktur tidak dapat terlepas dari penyambungan logam.
Penyambungan logam dilakukan dengan berbagai tujuan, diantaranya adalah
untuk membuat suatu barang yang tidak mungkin di lakukan dengan teknik lain,
memudahkan pekerjaan, serta dapat menekan biaya produksi. Proses
penyambungan logam yang banyak digunakan dalam industri manufaktur adalah
las. Pengelasan logam merupakan pilihan yang cukup tepat. Pengelasan tidak
membutuhkan waktu lama, konstruksi ringan, kekuatan sambungan cukup baik,
serta biaya relatif murah.
Penerapan sambungan las sangat luas. Sambungan las banyak digunakan
pada konstruksi jembatan, gedung, industri otomotif, industri peralatan rumah
tangga, bahkan industri barang dengan bahan plastikpun banyak menggunakan
Gambar 2.12. Sambungan Las pada Pipa (Riswan D, 2010)
2.7.8.Pengaruh Posisi Proses Las Terhadap Keterampilan Juru Las
Sebagaian besar pekerjaan las dilakukan dengan proses LSW (Liquid state
welding) atau proses las dalam kondisi cair. Proses las yang dilakukan dengan
kondisi cair ini, posisi saat pengelasan berlangsung sangat berpengaruh terhadap
bentuk deposit logam las yang terbentuk. Tidak semua juru las mahir di semua
posisi, posisi di bawah tangan (down hand) merupakan posisi ya ng paling mudah
untuk dilakukan, namun ketika mengelas pipa logam dengan posisi miring akan
sangat sulit dilakukan. Juru las yang dapat melakukan pengelasan ini adalah juru
las kelas satu yang dilengkapi dengan sertifikat standar internasional.
Dalam dunia industri posisi las diberi kode tertentu agar pada saat
pengelasan dilakukan tidak terjadi kekeliruan menentukan juru las dan prosedur
pengelasan. Ada dua sistim pengkodean yang banyak dikenal, yaitu sistim yang
ditetapkan oleh American Welding Society (AWS) dan sistim International
Standard Organisation (ISO).
Berdasarkan kode yang ditetapkan oleh AWS, posisi las dikaitkan pada jenis
teknik sambungan las, jika sambungan berkampuh ( groove ) maka kode posisinya
over-head 4G, pipa dengan sumbu horisontal 5G, dan pipa mi ring 45° 6G. Jika
sambungan las tidak berkampuh/tumpul ( fillet ) maka kodenya adalah F, untuk
posisi down-hand 1F, horisontal 2F, vertikal 3F, dan over-head 4F.
Sistim kode posisi las yang ditetapkan ISO berbeda dengan AWS. Kode
posisi las menurut ISO didasarkan pada posisi elektroda saat pengelasan
dilakukan, untuk pengelasan plat diberi kode PA, PB, PC, PD , dan PE, sedangkan
pengelasan pipa naik PF dan pipa turun PG. (Riswan D, 2010)
Gambar 2.13. Kode ISO Posisi Las Flat (Riswan D, 2010)
Gambar 2.14. Kode ISO Posisi Las Pipa (Riswan D, 2010)
2.7.9.Klasifikasi Bentuk Sambungan Las
Ada beberapa bentuk dasar sambungan las yang biasa dilakukan dalam
penyambungan logam, bentuk tersebut adalah butt joint, fillet joint, lap joint edge
joint, dan out-side corner joint. Berbagai bentuk dasar sambungan ini dapat dilihat
Gambar 2.15. Berbagai Bentuk Sambungan Las (Riswan D, 2010)
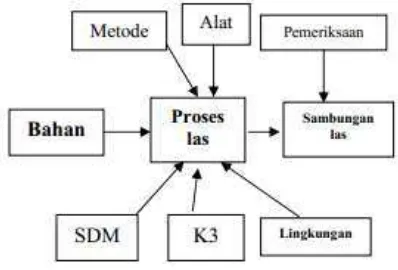
2.7.10.Beberapa Variabel yang Berkaitan dengan Pekerjaan Las.
Penyambungan logam dengan proses pengelasan tidak dapat dilakukan
sembarangan, banyak variabel yang harus diperhatikan agar kualitas sambungan
sesuai standar yang dipersyaratkan oleh suatu lembaga internas ional yang
berkaitan dengan pekerjaan las. Variabel tersebut adalah bahan, proses, metode,
keselamatan dan kesehatan kerja, peralatan, sumber daya manusia, lingkungan,
serta pemeriksaan kualitas sambungan las.
Dalam proses pengelasan logam, bahan yang akan disambung harus
diidentifikasi dengan baik. Dengan dikenalinya bahan yang akan dilas, dapat
ditentukan prosedur pengelasan yang benar, pemilihan juru las ya ng sesuai, serta
pemilihan mesin dan alat yang tepat .
Metode pengelasan logam yang meliputi prosedur pengelasan, prosedur
perlakuan panas, desain sambungan, serta teknik pengelasan disesuaikan dengan
jenis bahan, peralatan, serta posisi peng elasan saat sambungan las dibuat. Aspek
efektifitas, efisiens i proses, dan pertimbangan ekonomis berkaitan erat dengan
pemilihan peralatan las. Pengelasan logam stainless steel akan berkualitas bagus
jika menggunakan las TIG, namun akan lebih murah bila ddilas dengan las listrik,
sehingga pemilihan mesin dan peralatan las sebaiknya disesuaikan dengan tujuan
pengelasan serta biaya operasionalnya.
Dalam pelaksanaan pekerjaan las dibutuhkan Sumber daya manusia yang
memenuhi kualifikasi sesuai standar yang ada. Kualifikasi harus mengikuti
standar-standar internasional seperti International Institut of Welding (IIW),
American Welding Society (AWS) , dan masih banyak lembaga-lembaga
international di bidang pengelasan logam yang lain. Berdasarkan standar
International Institut of Welding (IIW), profesi las terdiri dari WeldingEngineer
(WE), Welding Technologist (WT), Welding Practitioneer (WP), serta Welder
(W). Profesi Welding Engineer mempunyai tugas untuk menentukan prosedur
pengelasan dan prosedur pengujian. Seorang WeldingTechnologist bertugas untuk
menterjemahkan prosedur-prosedur tersebut kepada profesi las yang mempunyai
level di bawahnya.
Untuk melatih juru las ( Welder ) dibutuhkan seorang Welding
Practititoneer dan yang melakukan pengelasan adalah Welder (juru las).
Lingkungan pada waktu pengelasan dilakukan merupakan faktor yang
lingkungan sangat ekstrim, diperlukan prosedur khusus agar kualitas sambungan
terjamin dengan baik. Pengelasan kapal yang terpaksa dilakukan di dalam air
memerlukan mesin las yang dilengkapi dengan satu unit peralatan yang dapat
melindungi elektroda dari sentuhan air.
Disamping itu juga dibutuhkan Welder yang sesuai dengan pekerjaan
tersebut, pengelasan dalam air cukup sulit dilakukan karena adanya tekanan gas
pelindung terhadap dinding kapal. Keselamatan dan kesehatan kerja (K3) juga
perlu dipertimbangkan dalam melaksanakan pengelasan. Seorang juru las tidak
dapat bekerja dengan baik jika dia tidak menggunakan pakaian dan peralatan
keamanan kerja yang pada gilirannya sambungan las yang dihasilkan akan
berkualitas tidak baik. Disamping itu jika peralatan K3 kurang memadahi apabila
terjadi kecelakaan tidak dapat diantisipasi secara tepat dan cepat. Sambungan las
yang telah dibuat harus diperiksa agar dapat diketahui kualitasnya. Sambungan las
harus dibongkar jika terjadi cacat-cacat yang melampaui batas yang
dipersyaratkan. Pemeriksaan dilakukan oleh seorang Welding Inspector (WI).
Pemeriksaan las menggunakan uji visual, sinar-X, Ultrasonic, serta masih banyak
3.2. Alat dan Bahan
Alat dan bahan yang di gunakan untuk pembuatan Engine Stand Mesin EFI
Toyota Corolla meliputi beberapa alat dan bahan yang digunakan untuk membuat
proses perancangan Engine Stand tersebut antara lain :
3.2.1.Alat
Pada penbuatan Engine Stand Mesin EFI Toyota Corolla peralatan yang
digunakan adalah biasanya alat tersebut digunakan pada bengkel – bemgkel dan
digunakan pada industri, adapun peralatan tersebut adalah sebagai berikut :
1. Mesin gerinda tangan
Mesin gerin da adalah Jenis mesin ini cenderung memiliki ukuran yang
kecil dengan mata gerinda sedang. Karena bentuknya yang kecil mesin ini
bisa dibawa kemana-mana dengan mudah. Mesin ini lebih sering digunakan
untuk perataan permukaan, seperti misalnya membuang beram hasil
pengeboran, pemotongan, menghilangkan hasil lasan, dan lain sebagainya.
Gambar 3.2. Gerinda Tangan
2. Mesin gerinda potong
Jenis mesin ini memliki ukuran yang sedang dengan mata gerinda tipis
Gambar 3.3. Gerinda Potong
3. Mesin gerinda duduk
Mesin gerinda ini memiliki mata gerinda yang tebal, dan ukuran mesin
ini cenderung besar. Mesin ini berfungsi sebagai pengasah atau pembuat
sudut mata potong pada peralatan potong seperti halnya mata bor, pisau
frais, pahat bubut, dan alat potong lainnya.
Gambar 3.4. Gerinda Duduk
4. Mistar siku
Mistar siku merupakan sebuah alat ukur yang berbentuk siku dengan
spesifikasi yaitu daun dan blok yang terbuat dari baja. Fungsi dari mistar
siku ialah untuk membuat garis-garis sejajar dan untuk mengeset benda
Gambar 3.5. Mistar Siku
5. Roll meter
Roll meter adalah alat ukur yang digunakan untuk mengukur benda
kerja yang panjangnya melebihi ukuran dari mistar baja, atau dapat
dikatakan untuk mengukur benda-benda yang panjang.
Gambar 3.6. Roll Meter
6. Mesin las busur listril (SMAW)
Las Busur Listrik atau yang biasa disebut SMAW (Shielded Metal Arch
Welding) merupakan jenis pengelasan yang menggunakan bahan tambah
terbungkus atau elektroda atau yang biasa disebut busur listrik. Busur listrik
digunakan untuk melelehkan kedua logam yang akan disambung.
Terjadinya nyala busur listrik tersebut diakibatkan oleh perbedaan tegangan
listrik antara kedua kutub. Perbedaan tegangan listrik tersebut biasa disebut
sampai 40 volt. Untuk penyalaannya, elektroda digesekkan pada logam
terlebih dahulu agar terjadi percikan sehingga busur elektroda akan
menyala. Setelah elektroda menyala atur jarak dari logam dengan elektroda
dan atur pula sudut pengelasannya. Antara ujung elektroda dengan
permukaan logam akan terjadi busur nyala. Suhu busur nyala ini biasanya
mencapai 5000 ° C.
Gambar 3.7. las smaw
7. Ragum
Ragum adalah suatu alat penjepit untuk menjepit benda kerja yang akan
dikikir, dipahat, digergaji, di tap, di snei, dan lain lain. Ragum ini dibuat
dengan cara di cor dan dituang untuk ragum ukuran besar. Cara
penggunaannya dengan cara memutar tangkai (handle) ragum. Maka mulut
ragum akan menjepit atau membuka/melepas benda kerja yang sedang
dikerjakan.
8. Kaca las
Kaca las akan melindungi mata dari sinar las yang menyilaukan, sinar
ultra violet, dan infra red. nyala-nyala ini akan mampu merusak penglihatan
mata juru las, bahkan dapat mengakibatkan kebutaan.
Gambar 3.9. Kaca Las (Risman D, 2010)
9. Palu terak
Palu terak adalah alat untuk membersihkan terak dari hasil pengelasan.
Dalam menggunakan palu terak ini jangan sampai membuat luka pada hasil
pengelasan maupun pada base metalnya. karena luka bekas pukulan adalah
merupakan cacat pengelasan. Palu terak sebelum digunakan dicek
ketajamannya dan kondisinya. Apabila sudah tumpul, maka harus
ditajamkan dengan menggerindanya. Setelah selesai menggunakannya,
tempatkan palu terak pada tempatnya secara rapi.
10. Masker
Untuk mengurangi dampak dari asap yang ditimbulkan pada saat proses
pengelasan benda kerja.
Gambar 3.11. Masker (Risman D,2010)
11. Toolbox
Alat untuk membantu dalam proses pemasangan objek yang
menggunakan pengikat baut.
Gambar 3.12. Toolbox
12. Kikir
Kikir terbuat dari baja karbon tinggi yang ditempa dan disesuaikan
dengan ukuran panjang, bentuk, jenis dan gigi pemotongnya. Adapun fungsi
utama dari kikir adalah untuk mengikir dan meratakan permukaan benda
kerja, Ukuran panjang sebuah kikir adalah panjang badan ditambah dengan
Gambar 3.13. Kikir (Risman D, 2010)
13. Spraygrun
Spray Gun Adalah suatu peralatan pengecatan yang menggunakan
udara kompresor untuk mengaplikasikan cat yang diatomisasikan pada
permukaan benda kerja .
Gambar 3.14. Spray grun (Astra Motor, 1995)
14. Kompresor
Gambar 3.15. Kompresor (Astra Motor, 1995)
Alat mekanik yang berfungsi untuk meningkatkan tekanan fluida
untuk mengalirkan atau kebutuhan proses dalam suatu system proses yang
lebih besar (dapat system fisika maupun kimia contohnya pada
pabrik-pabrik kimia untuk kebutuhan reaksi). Secara umum kompresor dibagi
menjadi dua jenis yaitu dinamik dan perpindahan positif.
3.3. Konsep Perancangan
Konsep perancangan Engine Stand Toyota Corolla 4A-FE di antara lain :
3.3.1.Pembuatan Desain Rangka Engine Stand
Pembuatan desain dari rangka engine stand corola 4A-FE didesain
menggunakan AutoCAD 2013, dimana prosesnya meliputi pengaturan unit
gambar, sketsa awal, penggambaran 2D dan 3D.
3.3.2.Langkah Pembuatan Rangka Engine Stand. 1. Mempersiapkan alat dan bahan
Pertama mempersiapkan alat dan bahan yang akan dipakai dalam prosen
pembuatan engine stand, supaya mudah untuk mengerjakan.
2. Memotong Material
Memotong pipa silinder, besi siku L, plat besi di potong sesuai dengan
ukuran rancangan pembuatan stand.
3. Menyambung material rangka
Material yang sudah di potongi disambung menggunakan las listrik.
4. Memasang dudukan roda
Setelah membuat dudukan roda selesai langkah selanjutnya dipasang pada
rangka dan di las menggunakan las listrik.
Dipasang pada rangka dengan posisi ukuran sama dengan dudukan engine
kemudian di las menggunakan las listrik.
6. Merapikan rangka
Setelah perancangan rangka selesai perlu perapian pada sambungan las
karena terjadi terak pada sambungan las maka perlu di bersihkan menggunakan
gerinda supaya rapi.
7. Dilakukan proses finishing
3.3.3.Langkah Pengecatan Pada Rangka Engine Stand 1. Persiapan Permukaan
Persiapan permukaan merupakan tahap awal dalam proses pengecatan
Tujuan dilakukannya persiapan p ermukaan adalah untuk (Anonim, 1995):
Melindungi permukaan logam dan mencegah karat.
Meningkatkan daya rekat.
Mengembalikan bentuk asli dengan mengisi lubang dan goresan. Mencegah penyerapan material cat pada saat pengecatan.
Menilai perluasan permukaan
2. Langkah-langkah persiapan permukaan
Mengelupas lapisan yang lama
Ciri-ciri lapisan cat yang rusak :
1) Cat mengalami bintik-bintik dan berkerut.
2) Lapisan cat terlalu tebal
3. Pendempulan
Tujuan pendempulan mengembalikan permukaan boda yang tidak rata
karena kerusakan dengan menutup permukaan bodi dengan menggunakan
dempul. Langkah -langkah pendempulan (Astra Motor, 1995):
Melakukan pengamplasan pada bagian yang akan dilakukan
pendempulan dengan amplas grit 80.
Membersihkan bagian tersebut dari debu dan kotoran minyak. Mencampur dempul dengan hardener .:
Melakukan pendempulan sedikit demi sedikit dengan
menggunakan spatula. Apabila permukaannya luas maka
menggunakan jidar.
Setelah selesai dilakukan pendempulan maka didiamkan 20 -30
menit agar dempul kering.
Setelah dempul kering dilakukan pengamplasan dengan Special
masking cover
4. Aplikasi surfacer (Epoxy)
Proses untuk menutup goresan amplas. Langkah-langkah aplikasi
surfacer adalah sebagai berikut:
Membersihkan bagian yang didempul dengan dicuci.
Mencampur dengan surfacer dengan thiner dan hardener. Menyemprotkan surfacer pada bagian yang didempul
Menunggu beberapa saat agar kering sebelum dilakukan
Mengeringkan surfacer.
5. Proses Pengecatan
Pengertian proses pengecatan adalah suatu proses pemberian warna
yang sesuai dengan warna panel yang tidak mengalami kerusakan. Ada
beberapa persiapan sebelum melakukan proses pengecatan, antara lain
(Astra Motor, 1995) :
Panel yang akan dicat harus dicuci dengan air yang bersih.
Membersihkan peralatan yang digunakan untuk proses pengecatan
seperti spray gun.
Membuat campuran biasanya untuk menyamakan cat yang asli.
Mengukur kekentalan cat, perbandingan cat ádalah 1: 1 (cat : thin
ner ) atau sesuai spesifikasi dari merk cat.
Aplikasi pengecatan, setelah semua persiapan selesai maka
dilakukan proses pengecatan. Proses pengecatan dilakukan 2-3 kali
penyemprot an. Langkah -langkahnya yaitu : a. Menyemprotkan
cat tipis-tipis dahulu tetapi rata kemudian tunggu 10-15 menit agar
kering, dan b. Kemudian pada penyemprotan kedua jumlah cat
dikurangi kemudian thiner ditambah sehingga campuran lebih
encer dari yang pertama. Proses pengecatan harus memperhatikan
overlapping dan jarak pengecatan agar hasil maksimal.
Setelah proses pengecatan selesai ditunggu beberapa menit agar cat
kering kemudian disemprotkan pernis agar cat lebih mengkilap.
untuk penyemprotan pernis dilakukan secara bertahap biasanya 2 kali
penyemprotan yaitu tipis -tipis dahulu kemudian ditunggu 2-3 menit
kemudian dilakukan penyemprotan kedua dengan lapisan yang lebih tebal.
3.3.4. Pemasangan Engine
Setelah cat mengering engine dipasang pada rangka dan di tempatkan pada
bracket. Engine sudah naik perakitan kabel, setting engine, dan memasang
42
4.1. Proses Perancangan
Dalam suatu pembuatan alat diperlukan perencanaan yang matang agar
hasilnya optimal dan efisien dari segi waktu, biaya dan tenaga. Dalam metode
perencanaan, hal-hal yang dilakukan yaitu pembuatan gambar dan pemilihan
komponen yang tepat dengan memperhatikan kekuatan bahan, penampilan dan
harga dari komponen tersebut.
Dalam proyek akhir ini peralatan yang dihasilkan yaitu Engine Stand Corola
4A-FE. Secara garis besar bahan yang dibutuhkan adalah bahan rangka dan
komponen-komponen pelengkap. Bahan-bahan untuk pembuatan rangka berupa
besi profil U ISALC 50 x 30 x 3. Sedang komponen pelengkapnya berupa panel
speedometer, roda, dudukan baterai, dudukan tangki bahan bakar, dudukan
radiator dan lain sebagainya.
4.2. Perhitungan Rancangan
4.2.1.Dudukan Depan (Pandangan samping)
Gambar 4.2. Dudukan Mesin Depan
Dengan Asumsi :
1. Bahan rangka yang digunakan adalah ST-37 .
2. Berat mesin adalah 450 kg dengan 3 tumpuan sehingga setiap tumpuan
menerima beban 150 kg .
3. Tumpuan yang digunakan pada perhitungan rancangan dianggap
tumpuan rol dan sendi.
4. V adalah gaya lintang sepanjang batang tumpuan, dimana V = 0 (benda
setimbang).
Reaksi-reaksi tumpuan dengan persamaan statika ƩMA = 0
(RAH) . (0) + (RAV) . (0) + (150) . (40) – (RBV) . (80) = 0…………... Pers (1)
0 + 0 + 6000 – 80 RBV = 0
80 RBV = 6000
RBV = 75 kg
ƩMB = 0
(RAH) . (0) + (RAV) . (80) – (150) . (40) – (RBV) . (0) = 0
0 + 80 RAV -6000 – 0 = 0
80 RAV = 6000
RAV = 75 kg
Pengecekan Hasil Perhitungan ƩV = 0
150 - RAV - RBV = 0………. Pers (2)
150 – 75 – 75 = 0
0 = 0 (ok)
SFD
SFAC = RAV = 75 kg
SFCB = - RBV = - 75 kg
BMD
BMA = 0
BMB = 0
BMC = RAV . 40 cm
= 75 kg .40 cm
= 3000 kg/cm
Gambar 4.5. Diagram Momen Bending Dudukan Motor Bagian Depan
NFD
Karena tidak ada gaya yang bekerja searah dengan sumbu batang, maka
besarnya gaya normal adalah nol.
Gambar 4.6. Diagram Gaya Normal Dudukan Motor Bagian Depan
4.2.2.Dudukan Belakang (Pandangan Depan)
Gambar 4.8. Struktur Balok Dudukan Motor Belakang
Reaksi-reaksi tumpuan dengan persamaan statika
ƩMA = 0
(RAH) . (0) + (RAV) . (0) +(150) . (23) + (150) . (62) – (RBV) . (80)=0
0 + 0 + 3450 + 9300 – 80 RBV = 0
80 RBV = 12750
RBV = 159.37 kg
ƩMB = 0
(RAH) . (0) + (RAV) . (80) - (150) . (57) - (150) . (18) + (RBV) . (0)=0
0 + 80 RAV +8550 + 2700 = 0
80 RAV = 11250
RAV = 140.62 kg
Pengecekan Hasil Perhitungan
Ʃv = 0
150 + 150 - RAV - RBV = 0……… Pers ( 3 )
150 + 150 – 159,37 + 140,62 = 0
300 – 300 = 0
0 = 0 (ok)
SFD
SFAC = RAV = 140,62 kg
SFCB = - RBV = - 159,37 kg
Gambar 4.9. Diagram Gaya Geser Dudukan Motor Belakang
BMD
BMA = 0
BMB = 0
BMG = (RAV) . ( 23 )
= 140,62 . 23
= 3234,26 kg.cm
BMF = (RAV) . ( 80 ) – (150) . (57)
= (140,62 x 80) – (150 x 57)
= 11249,6 – 8550
= 2699.6 kg.cm
NFD
Karena tidak ada gaya yang bekerja searah dengan sumbu batang, maka
besarnya gaya normal adalah nol.
Gambar 4.11. Diagram Gaya Normal Pada Dudukan Motor Belakang
4.2.3.Perhitungan Rancangan Baut
Beban maksimal terjadi pada tiga baut pada saat stand digerakkan. Adapun
dari pengukuran didapatkan data baut M 14, sehingga tegangan dan beban
maksimal dapat dihitung sebagai berikut :
Keterangan :
N : Jumlah baut
L : Jarak titik tengah ke E
L1 : Jarak baut 1 dari E
L2 : Jarak baut 3 & 4 dari E
W : Beban total
Ws1 : Beban geser pada baut pertama
Ws2 : Beban geser pada baut kedua
s : Tegangan geser
Beban yang diterima tiap baut diasumsikan = ±150 kg maka : Wtot = 450 kg
Gambar 4.12. Penampang Rangka Dari Samping
. ……… Pers( 7 )
s =
s =
s =
s = 42,96 N/mm2
Dari hasil perhitungan diatas diperoleh tegangan geser ( s) sebesar 42,96
N/mm2 dan hasil perhitungan tersebut berada dibawah tegangan geser standar
yang diijinkan dari material baut ST 37 yaitu sebesar 240 N/mm2 (lihat table).
4.2.4. Perhitungan Rancangan Las
Gambar 4.13. Las Beban Eksentrik
Dimana :
A = luas penampang las
s = tebal las
M = momen bending
L = panjang pengelasan
Z = modulus sambungan las
= tegangan tarik
P = gaya
= tegangan geser
e = jarak beban dengan tumpuan
Diketahui :
P = 150 kg = 1500 N
e = 335 mm
S = 5 mm
l = 30 mm
Luas penampang pengelasan
A = 2 x 0.707 x s x I ………... Pers (8)
A = 2 x 0.707 x 5 x 30
Tegangan tarik yang terjadi pada daerah pengelasan adalah
= ………... Pers ( 9 )
=
= 7,072 N/mm2
Momen bending yang terjadi adalah :
M = Mg= 3.450 kg.mm ………. ……...Pers (10)
Modulus sambungan las adalah :
Z = [ ]………. Pers (11)
Proses pengujian inventor dilakukan untuk mengetahui kekuatan desai
rancangan dudukan engine stand yang akan dibuat, proses pengujian inventor
adalah pengujian stress analisis pada desain. Hasil pengujian inventor pada desain
4.3.1.Dudukan depan
Dari hasil analisis pada dudukan depan dengan gaya defleksi yang diberikan
sebesar 150 N, kontruksi dari desain mampu menahan beban yang diberikan
dengan titik gaya terbesar pada desain terdapat pada sambungan pipa dengan
besar gaya 3,49 mm.
Gambar 4.14. Hasil Pengujian Dudukan Depan
4.3.2.Dudukan belakang
Dari hasil analisis pada dudukan belakang dengan gaya defleksi yang
diberikan sebesar 150 N, kontruksi dari desain mampu menahan beban yang
diberikan dengan titik gaya terbesar pada desain terdapat pada sambungan pipa
dengan besar gaya 0.19 mm. Gaya yang dihasilkan pada kontruksi ini cukup kecil
karena desain yang baik dengan diberikannya penopang tambahan pada bawah
Gambar 4.15. Hasil Uji Dudukan Belakang
4.4. Proses Pembuatan Engine Stand
Adapun langkah-langkah pembuatan rangka adalah sebagai berikut :
1. Memotong pipa bulat dengan panjang 110 cm sebanyak 4 batang.
2. Memotong pipa bulat dengan panjang 80 cm sebanyak 5 batang .
3. Memotong pipa bulat dengan panjang 37 cm sebanyak 2 batang .
4. Memotong besi profil U 30x20x3 dengan panjang 23 cm sebanyak
1batang .
5. Memotong besi profil U 30x20x3 dengan panjang 18 cm sebanyak 1
batang .
6. Memotong besi profil L dengan panjang 80 cm sebanyak 3 batang .
7. Memotong besi profil L dengan panjang 5 cm sebanyak 4 batang .
8. Mengelas material yang telah dipotong seperti gambar di bawah
Gambar 4.17. Proses Penyambungan Bahan Dengan Las
9. Membuat penyangga / penahan dudukan mesin
10. Mengelas penyangga / penahan dudukan mesin
Gambar 4.18. Penyangga Dudukan Mesin
11. Memotong plat besi ukuran 62 cm x 5 cm x 0.5 cm sebanyak 2 batang
12. Mengebor plat besi ukuran 62 cm x 5 cm x 0.5 cm untuk dudukan
Gambar 4.19. Penyangga Dudukan Radiator
13. Mengelas plat besi ukuran 62 cm x 5 cm x 0.5 cm pada rangka untuk
dudukan radiator
14. Menggerinda kotoran-kotoran bekas las dan membuat chamfer pada
bagian ujung material yang runcing
Gambar 4.20. Proses Pengerindaan
15. Memotong plat besi tebal 10 mm dengan ukuran 5 cm
16. Mengemal plat sesuai lubang pada dudukan roda
17. Mengebor potongan plat untuk dudukan baut roda
18. Mengelas potongan plat besi pada bagian pojok bawah dari rangka
Gambar 4.21. Dudukan Roda Engine Stand
19. Memasang roda-roda pada dudukannya
20. Mengebor rangka untuk dudukan engine mounting
4.5. Proses Pengecatan Engine Stand
Proses pengecatan merupakan suatu proses pemberian warna yang sesuai
dengan warna yang diinginkan. Berikut merupakan tahap-tahap yang harus
dilakukan dalam proses pengecatan:
1. Persiapan Permukaan
Persiapan permukaan dalam pengecatan adalah pekerjaan yang
terpenting, karena bagaimanapun hati-hatinya saat pengecatan dilakukan,
tanpa adanya persiapan permukaan yang baik akan mengalami banyak
kegagalan. Oleh karena itu untuk mendapatkan hasil pengecatan yang
Gambar 4.22. Persiapan Permukaan Yang Akan Dicat
2. Pendempulan dan Pengamplasan
Pendempulan yaitu mengembalikan permukaan bodi yang tidak rata
karena kerusakan dengan menutup permukaan bodi dengan menggunakan
dempul. Setelah dilakukan pendempulan langkah selanjutnya a dalah proses
pengamplasan dempul bertujuan untuk menghaluskan permukaan dempul.
Langkah-langkah pendempulan dan pengamplasan :
Membersihkan debu, kotoran, minyak dan karat yang ada pada bagian
yang akan didempul.
Mencampur dempul dengan hardener , hardener yang dipakai 2-3% dari
volume dempul. Bila kurang akan mudah mengelupas setelah dempul
tersebut kering.
Mendempul janglah langsung tebal, karena akan menimbulkan
pori-pori yang seharusnya tidak diinginkan, lebih baik mendempul sedikit
Gambar 4.23. Pendempulan
Dalam pengamplasan dempul, janganlah menggosok berskala besar.
Pengamplasan yang baik adalah dengan cara menggosok arah berputar
dan kertas amplas yang dipakai secara berurutan dari ukuran #60, #80
dan # 120 hal ini dapat dilakukan dengan mesin.
Bila dilakukan dengan tangan, sistem pengamplasan kering dilakukan
secara bertahap memakai kertas amplas ukuran #180 dan #240. Dan
untuk sistem pengamplasan basah dapat memakai kertas amplas ukuran
#180, #240 dan #320.
Setelah selesai pengamplasan dengan sempurna, bilaslah dengan air
bersih dan keringkan. Hindari melakukan pengamplasan yang
3. Aplikasi surfacer
Langkah-langkahnya adalah sebagai berikut:
Sebelum dilakukan pengecatan, terlebih dahulu membersihkan
permukaan yang akan di cat surfacer agar debu-debu y ang nempel di
pori -pori dempul hilang.
Mencampur epoxy, hardener, dan thiner dengan perbandingan 1 : 1 : 1
( thiner : epoxy : hardener ). Setelah itu masukkan ke dalam spray gun .
Mengaplikasikan lapisan cat surfacer pertama keseluruh area dempul,
sampai are a itu nampak basah.
Gambar 4.24. Pengaplikasian surfacer
Mebiarkan waktu tunggu sebentar hingga thinner didalam surfacer
menguap.
Mengaplikasikan 2-3 lapisan surfacer.
Membiarkan kering di udara selama 90 sampai 120 menit
Mengamplas surfacer dengan amplas #600 - #1000.
4. Aplikasi Top Coat
Membersihkan permukaan dari oli dengan mengguanakn kainlap yang
bersih dengan dibasahi sabun. Kemudian bersihkan permukaan dari
debu dengan menggunakan air.
Mencampur cat dengan hardener dan thinner secara tepat, sehingga
diperoleh viskositas yang cocok.
Menyemprotkan 2-3 lapis top coat dengan selang waktu 2 -5 menit
antar lapisan.
Gambar 4.25. Peng aplikasian Top Coat
4) Setelah proses pengecatan selesai ditunggu agar cat kering kemud
ian disemprot kan pernis agar cat lebih mengkilap. Perbandingan
campuran pernis 2:1 (pernis : hardener ) dan 5-10% thinner . Untuk
penyemprotan pernis dilakukan secara bertahap dan biasanya 2 kali
penyemprotan yaitu tipis-tipis dahulu kemudian ditunggu beber apa saat
kemudian dilakukan penyemprotan kedua dengan lapisan yang lebih
Gambar 4.26. Penyemprotan Pernis
Setelah selesai biarkan cat mengering dengan menggunakan pemanasan
oven atau diamkan agar benar -benar kering.
4.6. Pembahasan
Pembahasan pembuatan tugas akhir “Perancangan dan Pembuatan Engine
Stand Corola 4A-FE” dari proses desain rancangan awal menggunakan software
AutoCAD 2013, perhitungan secara manual kekuatan desain rancangan,
pembuatan rangka engine stand, dan proses finising mengahasilkan beberapa
pembahasan antara lain:
1. Desain engine stand
Proses desain awal engine stand menggunakan software AutoCAD
2013 dengan menggunakan unit satuan ukur milimeter (mm), desain dibuat
berdasarkan sket gambar racangan awal. Setelah gambar rancangan awal
dengan menggunakan AutoCAD 2013 selesai, maka tahap selanjutnya
perhitungan beban statis pada desain rangka engine stand. Dari hasil
perhitungan beban pada masing-masing tumpuan dudukan mesin dengan
dapat menahan beban statis yang di berikan oleh mesin, hal ini dapat dilihat
dari diagram SFD, BMD, dan NFD pada masing-masing dudukan mesin.
2. Proses pembuatan rangka engine stand
Proses pembuatan rangka pada engine stand corola 4A-FE melalui
beberapa tahapan, tahapan pertama pemotongan bahan berupa pipa bulat,
pipa U 30x20x3, dan plat, setelah proses pemotongan bahan selesai maka
proses selanjutnya adaalah proses pengelasan, dan terakhir adalah proses
pengerindaan bekas pengelasan.
3. Proses finising (pengecatan)
Proses finising pada rangka engine stand berjalan dengan baik, hal ini
terbukti tidak terdapat cacat pada pengecatan, proses pengecatan meliputi
tahap persiapan permukaan, pendempulan, aflikasi cat surface, top coat, dan
64
BAB V PENUTUP
5.1. Kesimpulan
Setelah menyelesaikan proyek tugas akhir “Perancangan dan Pembuatan
Engine Stand Corola 4A-FE“ beserta laporannya penulis dapat mengambil
kesimpulan sebagai berikut :
1. Perancangan engine stand motor Corola 4A-FE telah berhasil
diselesaikan menggunakan software autoCAD 2013 dan dari
perhitungan sederhana dari perhitungan beban statis desain dari rangka
menggunakan inventor engine stand mampu menopang beban dari
engine dengan baik, gaya yang dihasilkan dudukan depan 3,49 mm dan
dudukan belakang 0.19 mm.
2. Proses pembuatan rangka pada engine stand corola 4A-FE melalui
beberapa tahapan, tahapan pertama pemotongan bahan berupa pipa
bulat, pipa U 30x20x3, dan plat, setelah proses pemotongan bahan
selesai maka proses selanjutnya adaalah proses pengelasan, dan terakhir
adalah proses pengerindaan bekas pengelasan.
3. Proses finising pada rangka engine stand berjalan dengan baik, hal ini
terbukti tidak terdapat cacat pada pengecatan, proses pengecatan
meliputi tahap persiapan permukaan, pendempulan, aflikasi cat surface,
5.2. Saran
Selama proses pembuatan Tugas Akhir yaitu “Perancangan dan Pembuatan
Engine Stand Corola 4A-FE“, penulis masih memiliki beberapa kendala-kendala
baik menyangkut masalah teknis maupun masalah non-teknis. Oleh karena itu,
penulis memberikan saran sebagai berikut :
1. Perlu dilakukan pengujian yang lebih dalam mengenai kekuatan dari
material yang digunakan. Sebelum merancang stand perlu menggambar
stand terlebih dahulu penelitian bahan untuk mengetahui hasil analisa
software inventor dan perlu pengujian tarik, tekan, bending.
2. Perlu adanya perawatan berkala terhadap engine stand untuk menjaga
kondisi dari engine stand agar tetap dalam kondisi prima.
3. Perlu adanya prosedur penggunaan engine stand yang baku sesuai SOP