RANCANGAN FASILITAS KERJA PADA STASIUN PENCETAKAN DI UKM GUNUNG JATI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
FITRA AGIL BUDI PRATAMA 0 8 0 4 0 3 0 1 4
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah
memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler
strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk
tugas sarjana ini adalah “Rancangan Fasilitas Kerja Pada Stasiun Pencetakan di
UKM GUNUNG JATI”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari
masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu,
penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi
kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat
bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan
pembaca lainnya.
Medan, Februari 2015
UCAPAN TERIMAKASIH
Syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada
Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan
dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah
membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana.
3. Prof. Ir. Anizar, M. Kes selaku Dosen Pembimbing I atas waktu, bimbingan,
pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian
Tugas Sarjana ini.
4. Ibu Khalida Syahputri, ST, MT selaku Dosen Pembimbing II atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
5. Ayahanda Muhammad Bachtiar dan Ibunda Siti Aisyah yang tiada hentinya
mendukung penulis baik secara moril maupun materil sehingga laporan ini
dapat diselesaikan. Penulis menyadari tidak dapat membalas segala kebaikan
dan kasih sayang dari keduanya, oleh karena itu izinkanlah penulis
memberikan karya ini sebagai ungkapan rasa terima kasih kepada Ayahanda
dan Ibunda tercinta.
6. Seluruh keluarga tercinta kakak saya Ade Ira Kurniawati dan adik saya Yoga
Febri Andriansyah serta Kakak terbaik saya di Teknik Industri Nelsa Junita
yang selalu membantu dan mendukung penulis untuk secepatnya
menyelesaikan laporan ini.
7. Bapak Muhammad Banaim selaku pemilik UKM GUNUNG JATI yang telah
mengizinkan serta membantu penulis melakukan penelitian dan membantu
penulis dalam pengumpulan data.
8. Bang Husein, selaku operator di UKM GUNUNG JATI yang telah membantu
dan membimbing penulis dalam penelitian dan pengumpulan data di lantai
produksi
9. Staf pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang
Nurmansyah, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam
masalah administrasi untuk melaksanakan tugas sarjana ini.
10. Sahabatku Tercinta Tanti Mastika, Andri, Putra, Tamadiputra, Renji, Ami,
Adel, Tio, Ita, Chandra, Dyah, Ichi, Adit, Kiki, Eka, Gugi, Fakhri, Erinsyah,
Syumarlin, Ira, Shinta, Rea, Revi, Koko, Tondi, Mus, Yuni, Sirmon,
kerjasama yang baik dan masukan atas bantuan dan masukan serta motivasi
yang diberikan kepada penulis.
11. Rekan-rekan TIJOY08 stambuk 2008 dan seluruh adik-adik yang ada di
Teknik Industri yang tidak dapat disebutkan satu-persatu, atas dukungan dan
kerjasama yang baik atas bantuan dan masukan serta motivasi yang diberikan
kepada penulis.
12. Dan seluruh pihak yang telah membantu penulis yang tidak mungkin
disebutkan satu per satu, hanya Allah SWT yang dapat membalas kalian
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... viii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah ... I-4
1.3. Tujuan Penelitian ... I-4
1.4. Batasan dan Asumsi Masalah ... I-5
1.5. Manfaat Penelitian ... I-6
1.6. Sistematika Penulisan Tugas Akhir ... I-7
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-2
2.4. Daerah Pemasaran ... II-2
2.5. Proses Produksi ... II-3
2.5.1. Standart Mutu Bahan dan Produk ... II-3
2.5.2. Bahan Baku yang digunakan ... II-4
2.5.2.1. Bahan Baku ... II-4
2.5.2.2. Bahan Penolong ... II-4
2.5.2.3. Bahan Tambahan ... II-5
2.5.3. Uraian Proses Produksi ... II-5
2.6. Stuktur Organisasi Perusahaan ... II-6
III LANDASAN TEORI ... III-1
3.1. Kelelahan ... III-1
3.1.1. Pengertian Kelelahan ... III-1
3.1.2. Faktor Penyebab Terjadinya Kelelahan ... III-1
3.1.3. Standard Nordic Questionnaire (SNQ) ... III-2
3.2. Postur Kerja ... III-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.4. Antropometri ... III-11
3.4.1. Definisi Antropometri ... III-11
3.4.2. Aplikasi Distribusi Normal dalam Penetapan Data
Antropometri ... III-16
3.4.2. Aplikasi Antropometri dalam Perancangan Produk ... III-18
` 3.5. Uji Keseragaman Data dan Kecukupan Data ... II-22
3.6. Uji Normalitas ... III-24
IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi dan Waktu Penelitian ... IV-1
4.2. Objek Penelitian ... IV-1
4.3. Jenis Penelitian ... IV-1
4.4. Kerangka Berpikir ... IV-1
4.5. Tahapan Penelitian ... IV-2
4.7. Metode dan Instrumen Penelitian ... IV-4
4.8. Pengumpulan Data ... IV-4
4.9. Metode Pengolahan Data ... IV-5
4.10. Analisis Pemecahan Masalah ... IV-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Standard Nordic Questionare (SNQ) ... V-1
5.1.2. Elemen Kegiatan pada Kondisi Aktual ... V-3
5.1.3. Postur Kerja ... V-3
5.1.4. Fasilitas Kerja Aktual ... V-4
5.2. Pengolahan Data ... V-4
5.2.1. Keluhan Pekerja Berdasarkan Kuisioner SNQ pada
Stasiun Pencetakan ... V-4
5.2.2. Penilaian Postur Kerja dengan Metode REBA ... V-5
5.2.3. Perhitungan Data Antropometri ... V-7
5.2.3.1. Penentuan Data Dimensi Operator ... V-7
5.2.4. Perhitungan Rata-rata, Standar Deviasi, Nilai
Maksimum, dan Minimum ... V-11
5.2.4.1. Perhitungan rata-rata ... V-11
5.2.4.2. Perhitungan Standar Deviasi ... V-12
5.2.4.3. Perhitungan Nilai Minimum dan
Maksimum ... V-13
5.2.5. Uji Keseragaman Data Antropometri ... V-13
5.2.7. Uji Kenormalan Data dengan Kolmogorov-Smirnov ... V-26
5.2.8. Perhitungan Persentil ... V-27
5.2.9. Perancangan Fasilitas Kerja ... V-29
5.2.10. Penilaian Keluhan Pekerja Setelah Perancangan ... V-30
5.2.11.Penilaian Postur Kerja Seteleh Perancangan ... V-33
5.2.12.Rancangan Fasilitas Kerja ... V-43
VI ANALISIS DAN EVALUASI ... VI-1
6.1. Analisis Tingkat Keluhan ... VI-1
6.2. Analisis Postur Kerja Aktual ... VI-2
6.3. Analisis Fasilitas Kerja Aktual dan Usulan ... VI-3
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-1
DAFTAR PUSTAKA
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1. Kegiatan dan Alat Aktual yang digunakan Operator ... I-2
2.1. Paving Block Merah ... II-2
2.2. Struktur Organisasi UKM Gunung Jati ... II-7
3.1. Standard Nordic Questionnaire (SNQ) ... III-4
3.2. Antropometri untuk Perancangan Produk ... III-14
3.3. Kurva Distribusi Normal dengan Persentil 95-th ... III-17
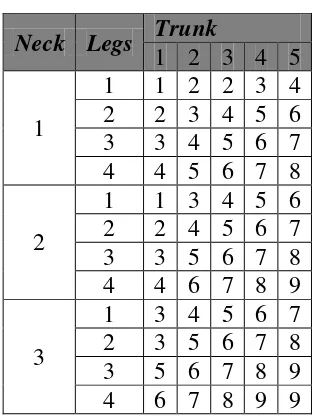
4.1. Block Diagram Metodologi Penelitian ... IV-3
5.1. Identifikasi Keluhan Operator ... V-2
5.2. Pengambilan Bahan Baku ke Alat Pencetakan ... V-4
5.3. Sekop Adonan ... V-8
5.4. Rekapitulasi Data Keluhan Pekerja ... V-5
5.5. Pengambilan Bahan Baku ke Alat Pencetakan ... V-6
5.6. Lembar Penilaian REBA Elemen Kegiatan Pengambilan Bahan
Baku ke Alat Pencetakan Bagian Kanan ... V-8
5.7. Lembar Penilaian REBA Elemen Kegiatan Pengambilan Bahan
Baku ke Alat Pencetakan Bagian Kiri ... V-9
5.8. Peta Kontrol Untuk Pangkal ke Tangan(PPT) ... V-15
5.9. Peta Kontrol Untuk TinggiLebar Tangan(LT) ... V-15
5.10. Peta Kontrol Untuk Diameter Genggaman(DG) ... V-16
DAFTAR GAMBAR ( Lanjutan )
GAMBAR HALAMAN
5.11. Peta Kontrol Untuk TinggiLebar Tangan(LT) Revisi I ... V-18
5.12. Peta Kontrol Untuk Diameter Genggaman(DG) Revisi I ... V-19
5.13. Peta Kontrol Untuk Pangkal ke Tangan(PPT) Revisi II ... V-21
5.14. Peta Kontrol Untuk Diameter Genggaman(DG) Revisi II ... V-21
5.15. Peta Kontrol Untuk Diameter Genggaman(DG) Revisi III ... V-23
5.16. Hasil Rancangan Sekop Adonan Paving Block ... V-30
5.17. Identifikasi Keluhan Operator Setelah Rencangan ... V-32
5.18. Tingkat Keluhan Rasa Sakit Operator Sebelum dan Setelah
Menggunakan Rancangan ... V-33
5.19. Postur Tubuh Pengambilan Bahan Baku Setelah Menggunakan
Rancangan I ... V-35
5.20. Postur Tubuh Pengambilan Bahan Baku Setelah Menggunakan
Rancangan II ... V-35
5.21. Lembar Penilaian REBA Aktivitas Pengambilan Bahan Baku
Menggunakan Rancangan I Bagian Kanan ... V-36
5.22. Lembar Penilaian REBA Aktivitas Pengambilan Bahan Baku
Menggunakan Rancangan I Bagian Kiri ... V-37
5.23. Lembar Penilaian REBA Aktivitas Pengambilan Bahan Baku
DAFTAR GAMBAR ( Lanjutan )
GAMBAR HALAMAN
5.24. Lembar Penilaian REBA Aktivitas Pengambilan Bahan Baku
Menggunakan Rancangan I Bagian Kiri ... V-39
6.1. Tingkat Keluhan Rasa Sakit Operator Sebelum dan Setelah
DAFTAR TABEL
TABEL HALAMAN
3.1. Skor Batang Tulang REBA ... III-7
3.2. Skor Leher REBA ... III-7
3.3. Skor Kaki REBA ... III-7
3.4. Skor Beban REBA ... III-8
3.5. Skor Lengan Atas REBA ... III-8
3.6. Skor Lengan Bawah REBA ... III-8
3.7. Skor Pergelangan Tangan REBA ... III-8
3.8. Coupling ... III-9
3.9. Skor Grup A ... III-9
3.10. Skor Grup B ... III-10
3.11. Skor Akhir ... III-10
3.12. Skor Aktivitas ... III-11
3.13. Nilai Level Tindakan REBA ... III-11
3.14. Tabel Persentil dan Cara Perhitungan Dalam Distribusi
Normal ... III-18
5.1. Rekapitulasi Data SNQ Operator Pencetakan Paving Block ... V-1
5.2. Elemen Kegiatan Pekerja ... V-3
5.3. Rekapitulasi Presentase Keluhan Operator dengan SNQ... V-4
5.4. Rekapitulasi Hasil Perhitungan Postur Kerja ... V-7
DAFTAR TABEL ( Lanjutan )
TABEL HALAMAN
5.6. Dimensi Tubuh Pekerja ... V-10 5.7. Hasil Pengukuran dengan X, σ, Xmin dan Xmaks ... V-13
5.8. Data Out of Control ... V-16
5.9. Uji Keseragaman Data ... V-17
5.10. Data Out of Control Setelah Revisi I ... V-18
5.11. Uji Keseragaman Data Revisi I ... V-19
5.12. Data Out of Control Setelah Revisi II ... V-22
5.13. Uji Keseragaman Data Revisi II ... V-22
5.14. Hasil Uji Keseragaman Data ... V-24
5.15. Dimensi Tubuh Pekerja ... V-24 5.16. Uji Kecukupan Data ... V-26
5.17. Uji Kenormalan Data dengan Kolmogorov-Smirnov dengan
SPSS17 ... V-27
5.18. Perhitungan Persentil 5, 50 dan 95 untuk Seluruh Dimensi
Antropometri ... V-29
5.19. Rekapitulasi SNQ Setelah Menggunakan Rancangan I ... V-31
5.21. Rekapitulasi SNQ Setelah Menggunakan Rancangan II ... V-31
5.22. Rekapitulasi Hasil Perhitungan Postur Kerja Sesudah
DAFTAR TABEL ( Lanjutan )
TABEL HALAMAN
6.1. Rekapitulasi Hasil Perhitungan Postur Kerja Sebelum dan
Sesudah Menggunakan Rancangan ... VI-3
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Standart Nordic Quesionaire (SNQ) ... L-1
2. Fasilitas Kerja Usulan ... L-2
3. Form Tugas Sarjana ... L-3
4. Surat Penjajakan ... L-4
5. Surat Balasan ... L-5
6. Surat Keputusan Tugas Akhir ... L-6
ABSTRAK
UKM Gunung Jati merupakan usaha yang bergerak di bidang produksi paving block. Hasil rancangan usulan awal memiliki beberapa kelemahan karena hanya menggunakan satu dimensi antropometri yaitu lebar tangan (LT), memiliki bentuk pegangan yang pipih sehingga tidak nyaman untuk dipegang, dan tidak menggunakan ukuran aktual dari fasilitas kerja aktual sehingga harus dilakukan perancangan ulang (redesign). Tujuan penelitian ini adalah untuk mendapatkan rancangan fasilitas kerja yang ergonomis sesuai dengan antropometri pekerja. Berdasarkan hasil standard nordic questionnaire (SNQ) mengindikasikan menggunakan rancangan I perlakuan I diperoleh sakit 34 %, agak sakit 49 %, dan tidak sakit 19 %, menggunakan rancangan I perlakuan II diperoleh sakit 18 %, agak sakit 73 %, dan tidak sakit 9 %, dan menggunakan rancangan II diperoleh agak sakit 7 %, dan tidak sakit 92%. Penilaian level tindakan postur kerja menggunakan metode rapid entire body assesment (REBA) menunjukan dengan menggunakan rancangan I perlakuan I, rancangan I perlakuan II, rancangan II diperoleh skor masing-masing dalam kategori mungkin perlu tindakan dan perlu tindakan yaitu 2 dan 5, 2 dan 5, 2 dan 2. Usulan rancangan fasilitas kerja berdasarkan prinsip antropometri yaitu ukuran tinggi kaleng 15 cm, diameter kaleng 13cm dan pegangannya panjangnya 8,86 cm, jarak genggaman ke kaleng 8,86cm dan diameter genggaman 3,89 cm. Hasil penilaian peta tangan kiri dan tangan kanan menunjukkan bahwa dengan menggunakan rancangan aktual, rancangan I perlakuan I, rancangan I perlakuan II, dan rancangan II dibutuhkan waktu 47 detik, 49 detik, 45 detik, 51 detik untuk menyelesaikan satu produk.
ABSTRAK
UKM Gunung Jati merupakan usaha yang bergerak di bidang produksi paving block. Hasil rancangan usulan awal memiliki beberapa kelemahan karena hanya menggunakan satu dimensi antropometri yaitu lebar tangan (LT), memiliki bentuk pegangan yang pipih sehingga tidak nyaman untuk dipegang, dan tidak menggunakan ukuran aktual dari fasilitas kerja aktual sehingga harus dilakukan perancangan ulang (redesign). Tujuan penelitian ini adalah untuk mendapatkan rancangan fasilitas kerja yang ergonomis sesuai dengan antropometri pekerja. Berdasarkan hasil standard nordic questionnaire (SNQ) mengindikasikan menggunakan rancangan I perlakuan I diperoleh sakit 34 %, agak sakit 49 %, dan tidak sakit 19 %, menggunakan rancangan I perlakuan II diperoleh sakit 18 %, agak sakit 73 %, dan tidak sakit 9 %, dan menggunakan rancangan II diperoleh agak sakit 7 %, dan tidak sakit 92%. Penilaian level tindakan postur kerja menggunakan metode rapid entire body assesment (REBA) menunjukan dengan menggunakan rancangan I perlakuan I, rancangan I perlakuan II, rancangan II diperoleh skor masing-masing dalam kategori mungkin perlu tindakan dan perlu tindakan yaitu 2 dan 5, 2 dan 5, 2 dan 2. Usulan rancangan fasilitas kerja berdasarkan prinsip antropometri yaitu ukuran tinggi kaleng 15 cm, diameter kaleng 13cm dan pegangannya panjangnya 8,86 cm, jarak genggaman ke kaleng 8,86cm dan diameter genggaman 3,89 cm. Hasil penilaian peta tangan kiri dan tangan kanan menunjukkan bahwa dengan menggunakan rancangan aktual, rancangan I perlakuan I, rancangan I perlakuan II, dan rancangan II dibutuhkan waktu 47 detik, 49 detik, 45 detik, 51 detik untuk menyelesaikan satu produk.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Peranan manusia sebagai sumber tenaga kerja masih dominan dalam
menjalankan proses produksi terutama kegiatan yang bersifat manual. Aktivitas
manual yang dilakukan manusia mengakibatkan manusia lebih mudah mengalami
kelelahan karena tidak adanya bantuan mesin dan peralatan yang menunjang
kegiatan yang dilakukan. Manusia dalam beraktifitas membutuhkan suatu alat
yang dirancang atau didesain khusus untuk membantu pekerjaan manusia agar
menjadi lebih mudah. Menurut penelitian Sritomo Wignjosoebroto (2010),
fasilitas kerja yang telah disesuaikan dengan antropometri mengakibatkan adanya
penurunan tingkat keluhan rasa sakit yang dialami oleh operator pada saat bekerja.
Desain yang sesuai dengan dimensi tubuh operator akan membuat pekerjaan
terasa lebih ringan, nyaman dan cepat.
UKM Gunung Jati adalah salah satu usaha kecil menengah dimana produk
yang dihasilkan yaitu paving block. Paving block yang dibuat berbentuk segi
enam dan zebra berwarna merah dengan bahan baku berupa pasir dan semen.
Pembuatan paving block dilakukan oleh satu orang operator, dengan aktivitas
melakukan pencampuran bahan baku, pengadukan, pencetakan, penjemuran, dan
perendaman paving block. Pekerjaan pencetakan paving block dilakukan secara
berulang-ulang selama 7 jam kerja per hari. Aktivitas yang dilakukan oleh
tinggi dengan jumlah paving block persegi enam dicetak 450 buah/hari dan jenis
zebra dicetak 300 buah/hari serta dilakukan secara berulang-ulang (repetitif),
sehingga menimbulkan keluhan rasa sakit pada bagian lengan atas, lengan bawah,
bahu, dan tangan.
Pratiwi (2014)1
Evelina (2012)
membahas tentang aktivitas pada stasiun sewing di CV.X
yang bergerak di bidang konveksi. Penelitian ini bertujuan untuk mengetahui
faktor resiko kerja yang dialami para operator di stasiun sewing dengan
menggunakan metode Rapid Entire Body Assesment (REBA). Dari hasil
penelitian dilakukan perancangan kursi bagi para operator di stasiun sewing untuk
memperbaiki posisi kerja operator.
2
Mandala (2014) membahas tentang pembuatan paving block di UKM
Gunung Jati dengan aktivitas pemindahan material secara manual dan repetitif
selama 7 jam per hari. Penelitian tersebut menghasilkan suatu rancangan wadah
yang mampu mengurangi keluhan rasa sakit. Hasil penelitian didapatkan keluhan membahas tentang aktivitas pengrajin sepatu di bengkel
sepatu tata. Penelitian dilakukan untuk menganalisis postur kerja menggunakan
metode Rapid Entire Body Assesment (REBA). Hasil penelitian dengan metode
REBA adalah terdapat dua aktivitas kerja yang memiliki tingkat resiko tinggi
dalam pembuatan sepatu yaitu pemotongan pola dan penjahitan upper. Keluhan
yang banyak dirasakan oleh pekerja yaitu dibagian leher atas dan pinggang.
1
Pratiwi, Loren dkk. 2014.Analisis posisi kerja operator dengan menggunakan Rapid Entire Body Assesment (Studi Kasus pada Stasiun Sewing di CV. x). Bandung: Universitas Katolik Parahyangan.
2
menggunakan kuisioner SNQ yaitu sakit 42% ,sakit 35%, agak sakit 18%, dan
tidak sakit 5 %, serta didapatkan penilaian postur kerja menggunakan metode
REBA dengan kategori skor perlu dilakukan tindakan yaitu 7 dan 7.
Gambar 1.1. Rancangan Wadah
Rancangan wadah adonan semen tersebut menggunakan satu dimensi
antropometri yaitu lebar tangan (LT), memiliki bentuk pegangan yang pipih
sehingga tidak nyaman untuk dipegang, dan tidak menggunakan ukuran aktual
dari fasilitas kerja aktual sehingga perlu dilakukan perancangan ulang (redesign)
dengan mengubah pegangan dari bentuk pipih ke bentuk yang lebih mudah untuk
digenggam, dan dilakukan penambahan 2 dimensi antropometri tambahan yaitu
pangkal ke tangan (PPT) dan diameter genggaman (DG) yang digunakan sebagai
dengan ukuran wadah aktual yang digunakan operator yaitu panjang 15 cm x lebar
13 cm.
Berdasarkan kepada hasil tersebut maka dilakukan perancangan fasilitas
kerja operator. Diharapkan dari perancangan tersebut dapat mengatasi
permasalahan yang ada sehingga dapat memperbaiki keluhan yang ada pada
operator di UKM Gunung Jati.
1.2. Rumusan Masalah
Rumusan masalah pada penelitian ini adalah wadah pengambilan adonan
semen yang digunakan pada proses pencetakan paving block yang menimbulkan
rasa sakit.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan rancangan wadah
pemindahan adonan semen egonomis di stasiun pencetakan untuk mengurangi
keluhan rasa sakit pada operator.
Tujuan khusus dari penelitian ini adalah:
1. Mendapatkan penilaian postur kerja operator dengan menggunakan metode
REBA setelah menggunakan wadah ergonomis.
2. Mendapatkan wadah pemindahan adonan semen ergonomis.
3. Mendapatkan waktu siklus proses pencetakan paving block.
4. Mendapatkan alternatif rancangan wadah pemindahan adonan semen
1.4. Asumsi dan Batasan Masalah
Asumsi yang digunakan dalam penelitian adalah:
1. Operator yang diukur berada dalam kondisi yang sehat, dan baik jasmani
maupun rohani.
2. Instrumen yang digunakan dalam penelitian ini berada pada kondisi baik dan
sesuai standar.
3. Proses produksi tidak mengalami perubahan selama penelitian berlangsung.
4. Prosedur kerja tidak mengalami perubahan selama penelitian berlangsung.
5. Tidak ada pergantian operator selama penelitian berlangsung.
Batasan-batasan pada penelitian ini adalah:
1. Penelitian hanya dilakukan pada pengambilan bahan baku paving block ke
mesin pencetakan.
2. Pengukuran hanya dilakukan pada operator yang bertugas mencetak paving
block.
3. Prinsip yang digunakan tidak terbatas pada antropometri statis, yaitu data
didapat dari pengukuran dimensi tubuh manusia pada saat diam tetapi juga
bergerak.
1.5. Manfaat Penelitian
Manfaat dari penelitian ini adalah sebagai berikut :
1. Bagi Perusahaan
Hasil dari penelitian dapat digunakan sebagai masukan untuk merancang alat
dilakukan secara berulang-ulang.
2. Bagi Mahasiswa
Penelitian ini bermanfaat untuk memberikan pengalaman dalam menerapkan
teori-teori ergonomi, khususnya dalam penilaian beban kerja serta postur
kerja, dan perancangan fasilitas kerja berdasarkan dimensi dan prinsip
antropometri yang telah didapat di perguruan tinggi kedalam lingkungan
industri secara nyata dalam menyelesaikan suatu permasalahan-permasalahan
praktis.
3. Bagi Departemen Teknik Industri
Menambah jumlah dan mempengaruhi hasil karya mahasiswa yang dapat
menjadi literatur dan referensi penelitian bagi peneliti-peneliti selanjutnya,
khususnya dalam bidang Ergonomi dan Perancangam Sistem Kerja di
Departemen Teknik Industri.
1.6. Sistematika Penulisan Laoran Tugas Sarjana
Sistematika penulisan laporan Tugas Sarjana adalah sebagai berikut:
BAB I PENDAHULUAN
Pendahuluan merupakan bab pendahuluan yang menguraikan latar
belakang permasalahan yang mendasari penelitian dilakukan. Pada bab ini juga
diuraikan rumusan masalah yang merupakan permasalahan pokok yang akan
dicari solusinya. Setelah itu disusun tujuan penelitian yang mengurai tujuan
penelitian secara umum dan secara khusus. Kemudian ditetapkan batasan dan
menghindari supaya cakupan penelitian tidak meluas, dengan demikian inti pokok
permasalahan penelitian dapat dicari. Pada bab ini juga dijelaskan manfaat
dilakukannya penelitian serta sistematika penulisan tugas sarjana.
BAB II GAMBARAN UMUM PERUSAHAAN
Gambaran umum perusahaan berisi mengenai sejarah perusahaan, kegiatan
operasional perusahaan, visi misi perusahaan, struktur organisasi, deskripsi tugas
dan tanggung jawab pekerja diUKM Gunung Jati, jumlah pekerja dan jam kerja
perusahaan.
BAB III LANDASAN TEORI
Landasan Teori menguraikan mengenai tinjauan pustaka sebagai landasan
utama dalam melakukan analisa dan pembahasan penelitian yang berisi teori-teori
antropometri, metode REBA.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Bab pengumpulan dan pengolahan data berisi tentang pengumpulan data,
yaitu data keluhan dengan menggunakan SNQ, data penilaian elemen gerakan
kerja dengan menggunakan metode REBA, dimensi antropometri. Sedangkan
pengolahan data yang dilakukan adalah identifikasi keluhandengan menggunakan
SNQ, penentuan level tindakan postur kerja dengan metode REBA, dan
perhitungan persentil data antropometri untuk merancang perbaikan fasilitas kerja.
BAB V ANALISIS PEMECAHAN MASALAH
Pada bab ini diuraikan mengenai analisis SNQ, postur kerja,antropometri.
berupa perancangan fasilitas kerja untuk mereduksi keluhan serta memperlancar
aktivitas.
BAB VI KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dari masalah yang dibahas dalam penelitian dan
menjawab tujuan tentang permasalahan yang ada. Sedangkan saran yang
diberikan berisi tentang usulan metode kerja baru serta rancangan failitas kerja
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
UKM Gunung Jati merupakan perusahaan yang bergerak di bidang
pembuatan paving block dan Riol. Perusahaan ini didirikan pada tahun 1980an
oleh bapak Muhammad Banaim selaku pemilik perusahaan tersebut. Pada
awalnya UKM Gunung Jati hanya memproduksi Riol, tegel. Seiring dengan
berkembangnya usaha ini dengan berbagai inovasi-inovasi yang disesuaikan
dengan kebutuhan masyarakat, saat ini pihak perusahaan mengembangkan
bisnisnya dengan memproduksi pavingblock, keramik, genteng, ventilasi.
UKM Gunung Jati memiliki lokasi kantor pemasaran dan pabrik di Jl.
Halat No.142 d/h 54D Medan, Sumatera Utara. Sampai saat ini perusahaan
memiliki tenaga kerja 20 orang dengan jam kerja sekitar 7 jam/hari.
Daerah pemasaran UKM Gunung Jati adalah ke berbagai daerah di
propinsi Sumatera Utara dan saat ini meluas hingga ke luar propinsi Sumatera
Utara, yakni Sumatera Barat dan Riau. Perusahaan beroperasi di sebuah area
dengan luas sekitar kurang lebih 1 Hektar untuk kantor pemasran dan 1,5 hektar
untuk pabrik perusahaan dimana yang terdiri dari beberapa bangunan untuk mesin
2.2. Ruang Lingkup Bidang Usaha
UKM Gunung Jati menghasilkan dua jenis produk, yaitu:
1. Paving block merah tipe persegi enam.
2. Paving block merah tipe zebra.
Adapun produk paving block merah dapat dilihat pada Gambar 2.1.
Gambar 2.1. Paving Block Merah
2.3. Lokasi Perusahaan
UKM Gunung Jati memiliki kantor pemasaran yang beralamat di Jalan
Halat No. 142 Medan, sedangkan pabriknya berlokasi di depan kantor
pemasarannya di Jalan Halat No. 56D Medan. Secara keseluruhan, UKM Gunung
[image:31.595.151.476.243.500.2]2.4. Daerah Pemasaran
Produk-produk dari UKM Gunung Jati, telah dipasarkan ke berbagai
daerah di propinsi Sumatera Utara hingga ke luar propinsi, seperti Sumatera Barat
dan Riau.. Bagi perusahaan, permasalahan harga produk menjadi hal yang sangat
sensitif. Dengan demikian pihak perusahaan selalu berusaha untuk menetapkan
harga yang dapat bersaing dengan perusahaan-perusahaan lain yang sejenis.
2.5. Proses Produksi
Proses produksi adalah serangkaian kegiatan berupa cara, metode dan
teknik untuk menciptakan atau meningkatkan nilai tambah suatu barang atau jasa
dengan menggunakan sumber-sumber daya berupa tenaga kerja, mesin, bahan
baku dan modal yang ada.
Pada UKM Gunung Jati, jenis proses produksinya adalah proses produksi
yang terputus-putus (intermittent process). Hal ini dapat dilihat dari adanya waktu
yang pendek (short run) dalam persiapan (set-up) peralatan untuk perubahan yang
cepat guna dapat menghadapi variasi produk yang berganti-ganti.
2.5.1. Standar Mutu Bahan dan Produk
Mutu merupakan faktor penting yang diterapkan di perusahaan ini karena
banyak perusahaan pesaing yang bergerak dalam bidang yang sama. Perusahaan
selalu menempatkan kualitas produk sebagai hal yang terpenting. Perusahaan
selalu meyakinkan kualitas pasokan dari para pemasoknya, karena perusahaan
harus dipastikan bebas dari keretakan yang berlebihan, kerusakan fisik seperti
cacat permukaan. UKM Gunung Jati menetapkan standard paving block segi enam
dengan dimensi ukuran 20 cm (jarak terjauh antar sudut) x 10 cm (panjang antar
sisi) x 5 cm (tebal) dan paving block zebra dengan ukuran 22 cm (panjang) x 11
cm (lebar) x 6 cm (tebal). Sebagai perusahaan yang menghasilkan paving block,
UKM Gunung Jati sangat mengutamakan kekuatan paving block yang
dihasilkannya. Namun tetap saja tidak terdapat standar tentang berapa kekuatan
paving block yang dikehendaki. Untuk menjamin kekuatan produk yang
dihasilkannya, UKM Gunung Jati memutuskan untuk menggunakan bahan yang
berkualitas seperti semen dengan merek Semen Padang yang terkenal memiliki
kualitas yang baik, serta pasir yang dipastikan telah diayak sebelumnya untuk
menjamin kekuatan dan kepadatan paving block. UKM Gunung Jati juga
menyesuaikan produk (untuk dapat memenuhi kebutuhan pelanggan) dengan cara
meningkatkan nilai produk, menyempurnakan pekerjaan serta mempercepat
pengiriman dan melaksanakan hal-hal lain untuk memenuhi kebutuhan pelanggan.
2.5.2. Bahan yang Digunakan 2.5.2.1. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan
produk. Bahan baku yang digunakan UKM Gunung Jati dalam memproduksi
pavingblock adalah:
1. Semen
2.5.2.2. Bahan Penolong
Bahan penolong adalah bahan-bahan yang diperlukan dalam
memperlancar penyelesaian suatu produk dimana keberadaan bahan penolong ini
tidak mengurangi nilai tambah produk yang dihasilkan tersebut, dan bahan
penolong ini tidak terdapat pada produk akhir. Bahan penolong yang digunakan
oleh UKM Gunung Jati adalah air. Air digunakan pada proses penyiraman yang
bertujuan untuk menambah kekerasan pavingblock.
2.5.2.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan dalam proses produksi
dan bercampur dengan bahan baku membentuk produk akhir. Bahan tambahan
ditambahkan pada proses produksi dalam rangka meningkatkan mutu produk dan
bahan ini merupakan bagian dari produk akhir. Pada proses produksi paving block
di UKM Gunung Jati terdapat bahan tambahan yang digunakan yaitu tepung
merah untuk memberikan kesan warna yang lebih menarik pada produk dan air
untuk melembabkan pasir agar lebih memudahkan proses pencetakan.
2.5.3. Uraian Proses Produksi
Proses produksi pada UKM Gunung Jati dibagi menjadi enam tahap
produksi, yaitu:
1. Penakaran bahan baku
Penakaran bahan baku dilakukan dengan menimbang sejumlah bahan baku
2. Pencampuran bahan baku
Pencampuran bahan baku dilakukan dengan mencampur semen, pasir, dan air
menjadi satu adonan.
3. Pencetakan bahan baku
Pencetakan bahan baku dilakukan dengan menambahkan semen merah dan
adonan semen ke cetakan, kemudian di press dengan menggunakan mesin
press manual.
4. Pengeringan tahap pertama
Setelah pencetakan selesai, hasil cetakan paving block dibawa ke tempat
pengeringan yang gunanya agar semen merah dan adonan semen merekat dan
kering.
5. Perendaman
Setelah pengeringan tahap pertama, dilakukan perendaman gunanya agar
paving block mengeras setelah dijemur.
6. Pengeringan tahap kedua
Pengeringan setelah kegiatan perendaman dimaksudkan agar paving block
benar-benar kering dan kuat.
2.6. Struktur Organisasi Perusahaan
Struktur organisasi merupakan gambaran mengenai pembagian tugas serta
tanggung jawab kepada individu maupun bagian tertentu dari organisasi. Struktur
organisasi ini mempunyai peranan yang sangat penting dalam menentukan dan
dan tanggung jawab serta hubungan satu sama lain dapat digambarkan pada
struktur organisasi perusahaan, sehingga para pegawai dan karyawan akan
mengetahui dengan jelas apa tugasnya dari mana ia mendapatkan perintah dan
kepada siapa ia harus bertanggung jawab.
Struktur organisasi UKM Gunung Jati adalah lini, karena pimpinan
umumnya adalah pemilik dari perusahaan itu sendiri. Semua keputusan baik yang
bersifat strategis maupun operasional akan diambil sendiri oleh pemilik. Strategi
utama yang diterapkan pada tipe organisasi usaha semacam ini adalah bagaimana
perusahaan dapat terus dijalankan dan tetap ada permintaan di pasar.
Struktur organisasi UKM Gunung Jati dapat dilihat pada Gambar 2.2.
Pemilik
Pekerja stasiun Pencetakan
Paving Block
Pekerja Pemasaran
Paving Block
Pekerja Administrasi dan
Keuangan
Sumber : UKM Gunung Jati
BAB III
LANDASAN TEORI
3.1. Kelelahan
3.1.1. Pengertian Kelelahan3
Kelelahan adalah suatu mekanisme perlindungan agar tubuh terhindar dari
kerusakan lebih kanjut sehingga terjadi pemulihan setelah istirahat. Kelelahan
diatur secara sentral oleh otak.
Kelelahan otot memiliki dua kategori terjadinya kelelahan yaitu teori
kimia dan teori syaraf pusat. Pada teori kimia secara umum menjelaskan bahwa
terjadinya kelelahan adalah akibat berkurangnya cadangan energi dan
meningkatnya sisa metabolisme sebagai penyebab hilangnya efisiensi otot,
sedangkan perubahan arus listrik pada otot dan syaraf adalah penyebab sekunder.
Sedangkan pada teori syaraf pusat menjelaskan bahwa perubahan kimia hanya
merupakan penunjang proses. Perubahan kimia yang terjadi mengakibatkan
dihantarkannya ransangan syaraf melalui syaraf sensoris ke otak yang disadari
sebagai kelelahan otot.
3.1.2. Faktor Penyebab Terjadinya Kelelahan4
Kelelahan yang disebabkan kerja statis berbeda dengan kerja dinamis.
Kerja statis menengeluarkan tenaga 50% dari kekuatan maksimum otot hanya
3
Tarwaka , Ergonomi, Untuk Keselamatam, Kesehatan Kerja dan Produktivitas, (Denpasar, 2004), h. 107.
4
dapat bekerja selama 1 menit sedangkan pada pengeluaran tenaga <20% kerja
fisik dapat berlangsung lama. Tenaga otot statis sebesar 15-20% akan
menyebabkan kelelahan dan nyeri jika pembebanan berlangsung sepanjang hari.
Kerja otot statis merupakan kerja berat karena mengkonsumsi energi yang lebih
tinggi dan denyut nadi meningkat.
Kontraksi otot baik statis maupun dinamis dapat menyebabkan kelelahan
otot setempat. Kelelahan tersebut terjadi pada waktu ketahanan (endurance time)
otot terlampaui. Waktu ketahanan otot tergantung pada jumlah tenaga yang
dikembangkan oleh otot sebagai suatu presentase tenaga maksimum yang dicapai
oleh otot. Kemudian pada saat kebutuhan metabolisme dinamis dan aktivitas
kapasitas energi yang dihasilkan oleh tenaga kerja, maka kontraksi otot akan
terpengaruh sehingga kelelahan seluruh badan terjadi.
Untuk mengurangi tingkat kelelahan maka harus dihindarkan sikapkerja
yang bersifat statis dan diupayakan sikap kerja yang lebih dinamis. Hal ini dapat
dilakukan dengan merubah sikap kerja yang statis menjadi sikap kerja yang lebih
bervariasi sehingga sirkulasi darah dan oksigen dapat berjalan normal keseluruh
anggota tubuh.
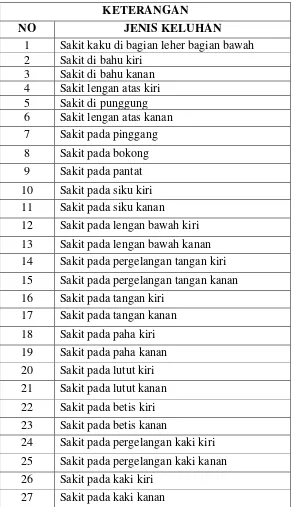
3.1.3. Standard Nordic Questionnaire (SNQ)
Standard Nordic Questionnaire (SNQ) merupakan alat yang dapat
mengetahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan
mulai dari Tidak Sakit (TS), agak sakit (AS), Sakit (S) dan Sangat Sakit (SS).
Gambar 3.1. Standard Nordic Questionnaire (SNQ)
KETERANGAN
NO JENIS KELUHAN
1 Sakit kaku di bagian leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan
4 Sakit lengan atas kiri
5 Sakit di punggung
6 Sakit lengan atas kanan
7 Sakit pada pinggang
8 Sakit pada bokong
9 Sakit pada pantat
10 Sakit pada siku kiri 11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri
13 Sakit pada lengan bawah kanan 14 Sakit pada pergelangan tangan kiri
15 Sakit pada pergelangan tangan kanan
16 Sakit pada tangan kiri 17 Sakit pada tangan kanan
18 Sakit pada paha kiri
19 Sakit pada paha kanan
20 Sakit pada lutut kiri
21 Sakit pada lutut kanan
22 Sakit pada betis kiri
23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri
25 Sakit pada pergelangan kaki kanan
dapat diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan
oleh pekerja (Tarwaka;2004)5
Namun demikian kerja dengan sikap duduk terlalu lama dapat
menyebabkan otot perut melembek dan tulang belakang akan melengkung
sehingga cepat lelah. Mengingat posisi duduk mempunyai keuntungan dan
kerugian, maka untuk mendapatkan hasil kerja yang lebih baik tanpa pengaruh
buruk pada tubuh, perlu dipertimbangkan pada jenis pekerjaan apa saja sesuai
diterapkan posisi duduk. Untuk maksud tersebut, Pulat (1992) memberikan
Cara ini merupakan cara yang cukup sederhana dan mengandung nilai
subjektivitas yang tinggi. Untuk menekankan bias yang terjadi, maka sebaiknya
pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja. Cara ini
dilakukan agar dapat diketahui perbedaan sebelum dan sesudah berkerja agar
dapat diketahui perbandingannya.
3.2. Postur Kerja
Posisi tubuh dalam kerja sangat ditentukan oleh jenis pekerjaan yang
dilakukan. Masing-masing posisi kerja mempunyai pengaruh yang berbeda-beda
terhadap tubuh. Grandjean (1993) berpendapat bahwa bekerja dengan posisi
duduk mempunyai keuntungan antara lain:
1. Pembebanan pada kaki
2. Pemakaian energi dapat dikurangi
3. Keperluan untuk sirkulasi darah dapat dikurangi
5
Tarwaka, Dkk. 2004. “Ergonomi untuk Keselamatan, Kesehatan Kerja dan Produktivitas”.
pertimbangan tentang pekerjaan yang paling baik dilakukan dengan posisi duduk.
Selain posisi kerja duduk, posisi berdiri juga banyak ditemukan di perusahaan.
Seperti halnya posisi duduk, posisi kerja berdiri juga mempunyai keuntungan
maupun kerugian.
Menurut Sutalaksana (2000) bahwa sikap berdiri merupakan sikap siaga
baik fisik maupun mental, sehingga aktivitas kerja yang dilakukan lebih cepat,
kuat dan teliti. Pada dasarnya, berdiri lebih lelah daripada duduk dan energi yang
dikeluarkan untuk berdiri lebih banyak 10-15% dibandingkan dengan duduk.
Untuk meminimalkan pengaruh kelelahan dan keluhan subyektif maka pekerjaan
harus didesain agar tidak terlalu banyak menjangkau, membungkuk, atau
melakukan gerakan dengan posisi kepala yang tidak alamiah.
Terdapat beberapa metode analisis sikap kerja untuk mencegah timbulnya
gangguan musculoskeletal pada saat bekerja. Ovako Work Posture Analysis
System (OWAS) merupakan suatu metode untuk mengevaluasi dan menganalisa
sikap kerja yang tidak nyaman dan berakibat pada cidera musculoskeletal (Karhu
dkk, 1981). Bagian sikap kerja dari pekerja yang diamati meliputi pergerakan
bagian tubuh dari punggung, bahu, tangan, dan kaki (termasuk paha, lutut,
pergelangan kaki). Rapid Upper Limb Assesment (RULA) dikembangkan untuk
menginvestigasikan lingkungan kerja yang tidak ergonomi dengan menggunakan
gangguan kerja pada bagian atas manusia (upper limb disorders) sebagai pusat
pengamatan (Corlett dan McAtamney, 1993). Selain itu masih ada Quick
exposure score untuk beberapa bagian tubuh punggung, leher, bahu, pergelangan
tangan dengan mempertimbangkan kombinasi antar faktor (Li, 2001).
3.3. REBA (Rapid Entire Body Assesment)6
1. Keseluruhan bagian badan digunakan.
REBA dirancang oleh Lynn Mc Atemney dan Sue Hignett (2000) sebagai
sebuah metode penilaian postur kerja untuk menilai faktor resiko gangguan tubuh
secara keseluruhan. Data yang dikumpulkan adalah data mengenai postur tubuh,
kekuatan yang digunakan, jenis pergerakan atau aksi, pengulangan atau pegangan.
Skor akhir REBA dihasilkan untuk memberikan sebuah indikasi tingkat risiko dan
tingkat keutamaan dari sebuah tindakan yang harus diambil.
Faktor postur tubuh yang dinilai dibagi atas dua kelompok utama atau
grup yaitu grup A yang terdiri atas postur tubuh kanan dan kiri batang tubuh
A(trunk), leher (neck) dan kaki (legs). Sedangkan grup B terdiri atas postur tubuh
kanan dan kiri dari lengan atas (upper arm), lengan bawah (lower arm), dan
pergelangan tangan (wrist). Pada masing-masing grup, diberikan suatu skala
postur tubuh dan suatu pernyataan tambahan. Diberikan juga factor
beban/kekuatan dan pegangan (coupling).
REBA dapat digunakan ketika penilaian postur kerja diperlukan dan dalam
sebuah pekerjaan:
2. Postur tubuh statis, dinamis, cepat berubah atau tidak stabil.
6
3. Melakukan sebuah pembebanan seperti mengangkat benda baik secara rutin
ataupun sesekali.
4. Perubahan dari tempat kerja, peralatan, atau pelatihan pekerja sedang dilakukan
dan diawasi sebelum atau sesudah perubahan.
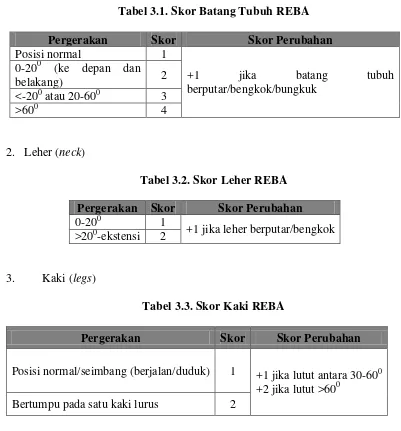
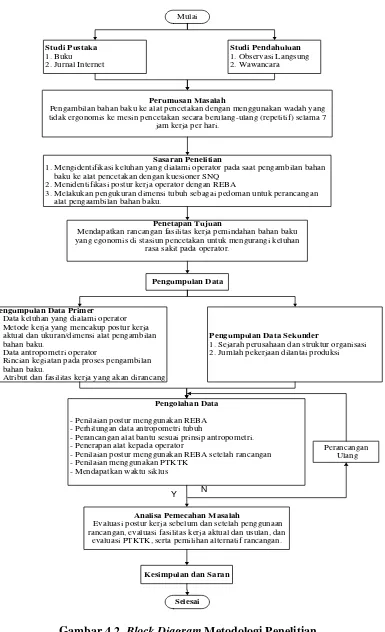
[image:43.595.107.508.244.675.2]1. Batang tubuh (trunk)
Tabel 3.1. Skor Batang Tubuh REBA
Pergerakan Skor Skor Perubahan
Posisi normal 1
+1 jika batang tubuh berputar/bengkok/bungkuk
0-200 (ke depan dan
belakang) 2
<-200 atau 20-600 3
>600 4
2. Leher (neck)
Tabel 3.2. Skor Leher REBA Pergerakan Skor Skor Perubahan
0-200 1
+1 jika leher berputar/bengkok >200-ekstensi 2
3. Kaki (legs)
Tabel 3.3. Skor Kaki REBA
Pergerakan Skor Skor Perubahan
Posisi normal/seimbang (berjalan/duduk) 1 +1 jika lutut antara 30-600
+2 jika lutut >600
Bertumpu pada satu kaki lurus 2
Tabel 3.4. Skor Beban REBA Pergerakan Skor Skor Pergerakan
<5 kg 0
+1 jika kekuatan cepat
5-10 kg 1
>10 kg 2
5. Lengan atas (upper arm)
Tabel 3.5. Skor Lengan Atas REBA
Pergerakan Skor Skor Perubahan
200 (ke depan dan belakang) 1 +1 jika bahu naik
>200 (ke belakang) atau 20-450 2 +1 jika lengan berputar/bengkok
45-900 3
-1 miring, menyangga berat lengan
>900 4
6. Lengan bawah (lower arm)
Tabel 3.6. Skor Lengan Bawah REBA Pergerakan Skor
60-1000 1
<600 atau >1000 2
7. Pergelangan tangan (wrist)
Tabel 3.7. Skor Pergelangan Tangan REBA
Pergerakan Skor Skor Perubahan
0-150 (ke atas dan bawah) 1 +1 jika pergelangan tangan putaran
menjauhi sisi tengah >150 (ke atas dan bawah) 2
\
Tabel 3.8. Coupling
Coupling Skor Keterangan
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau kopling cocok
dengan bagian tubuh
Kurang baik 2 Pegangan tangan tidak sesuai walaupun mungkin
Tidak dapat
diterima 3
Kaku, pegangan tangan tidak nyaman, tidak ada pegangan atau kopling tidak sesuai dengan bagian tubuh
Skor yang didapat dari grup A (tidak termasuk beban) dimasukkan ke
[image:45.595.233.390.358.568.2]dalam Tabel 3.9.
Tabel 3.9. Grup A
Neck Legs Trunk
1 2 3 4 5
1
1 1 2 2 3 4
2 2 3 4 5 6
3 3 4 5 6 7
4 4 5 6 7 8
2
1 1 3 4 5 6
2 2 4 5 6 7
3 3 5 6 7 8
4 4 6 7 8 9
3
1 3 4 5 6 7
2 3 5 6 7 8
3 5 6 7 8 9
4 6 7 8 9 9
Skor yang didapat dari grup B (tidak termasuk coupling) dimasukkan
kedalam Tabel 3.10.
LowerArm Wrist Upper Arm 1 2 3 4 5 6
1
1 1 1 3 4 5 7
2 1 2 4 5 7 8
3 2 3 5 5 8 8
2
1 1 2 4 5 7 3
2 2 3 5 5 8 9
3 3 4 5 7 8 9
Skor yang didapatkan dari tabel grup A ditambah dengan beban akan
menjadi skor grup A yang akan digunakan pada Tabel 3.11. Skor yang didapatkan
dari tabel grup B ditambah dengan coupling akan menjadi skor grup B yang akan
digunakan pada Tabel 3.11.
Tabel 3.11. Skor Akhir Skor
Grup B
Skor Grup A
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 2 3 4 6 7 8 9 10 11 12
2 1 2 3 4 4 6 7 8 9 10 11 12
3 1 2 3 4 4 6 7 8 9 10 11 12
4 2 3 3 4 5 7 8 9 10 11 11 12
5 3 4 4 5 6 8 9 10 10 11 12 12
6 3 4 5 6 7 8 9 10 10 11 12 12
7 4 5 6 7 8 9 9 10 11 11 12 12
8 5 6 7 8 8 9 10 10 11 12 12 12
9 6 6 7 8 9 10 10 10 11 12 12 12
10 7 7 8 9 9 10 11 11 12 12 12 12
11 7 7 8 9 9 10 11 11 12 12 12 12
Skor yang diperoleh dari Tabel 3.12. ditambah dengan skor aktivitas yang
akan menjadi skor REBA.
Tabel 3.12. Skor Aktivitas
Aktivitas Skor Keterangan
Postur statik +1 1 atau lebih bagian tubuh statis/diam
Pengulangan +1 Tindakan berulang-ulang
Ketidakstabilan +1 Tindakan menyebabkan jarak yang besar dan cepat
pada postur atau tubuh tidak stabil
Diperlukan tambahan data apakah menggunakan tubuh bagian kiri atau
kanan. Untuk menentukan level tindakan maka diperlukan skor REBA.
Tabel 3.13. Nilai Level Tindakan REBA
Skor REBA Level Resiko Level Tindakan Tindakan
1 Dapat diabaikan 0 Tidak diperlukan
2-3 Kecil 1 Mungkin diperlukan
4-7 Sedang 2 Perlu
8-10 Tinggi 3 Segera
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Pengambilan data dilaksanakan di UKM Gunung Jati yang berada di Jalan
Halat No. 145 d/h 54H Medan. Penelitian ini dilakukan mulai bulan Desember
2014 s/d Juni 2015.
4.2. Objek Penelitian
Adapun objek penelitian yang diamati adalah operator yang bekerja pada
stasiun pencetakan untuk pemindahan bahan baku ke alat pencetakan paving
block.
4.3. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian eksperimen
(experimental research) yaitu penelitian yang berutujuan untuk menyelidiki
hubungan sebab-akibat dan berapa besar hubungan tersebut dengan cara
mengenakan perlakuan (treatment) pada satu atau lebih kelompok eskperimen dan
membandingkan hasilnya dengan satu atau lebih kelompok kontrol yaitu
4.4. Kerangka Berpikir
Keluhan yang dirasakan oleh operator dipengaruhi oleh kegiatan yang
berulang-ulang (repetitif) dan penggunaan fasilitas kerja yang tidak sesuai dengan
dimensi operator yang mengakibatkan postur kerja yang salah, maka dilakukan
usulan perbaikan fasilitas kerja yang sesuai dimensi tubuh dan antropometri
operator tersebut.
Aktivitas Berulang (Repetitif)
Alat aktual yang tidak sesuai
dengan antropometri tubuh
operator
Perancangan Alat
Gambar 4.1. Kerangka Konseptual
4.5. Tahapan Penelitian
Penelitian terlebih dahulu dilaksanakan dengan melakukan penelitian
pendahuluan terhadap operator bertujuan untuk mengetahui apa masalah yang
sedang dihadapi oleh operator. Langkah selanjutnya adalah mengumpulkan data
keluhan dengan kuesioner SNQ, data postur kerja berupa foto elemen kerja, dan
data antropometri operator dengan mengukur panjang pangkal ke tangan (PPT),
lebar tangan (LT), dan diameter genggaman tangan (DT). Langkah selanjutnya
dilanjutkan dengan pengolahan data kuisioner, data postur kerja dengan metode
data serta kenormalan data untuk mendapatkan data yang berdistribusi normal.
Hasil pengolahan data yang digunakan untuk perancangan fasilitas kerja yang
ergonomis yang akan digunakan oleh operator.
Langkah selanjutnya implementasi penggunaan hasil rancangan I selama
satu minggu, kemudian dilakukan penilaian postur kerja dengan REBA untuk
melihat pengaruh penggunaan rancangan usulan. Langkah selanjutnya melihat
pengaruh penggunaan alat, jika terjadi penurunan tingkat keluhan dan perubahan
terhadap skor postur kerja setelah penggunaan rancangan usulan dan operator
merasa nyaman dengan rancangan usulan maka tidak dilakukan rancangan usulan
kembali, tetapi jika operator merasa tidak merasa nyaman dan perlu dilakukan
perubahan terhadap rancangan usulan, maka harus dilakukan perancangan ulang.
Langkah selanjutnya yaitu penilaian dengan menggunakan peta tangan kiri tangan
kanan serta menghitung waktu siklus untuk menyelesaikan satu produk. Hasil
yang didapatkan yaitu operator tidak merasa nyaman terhadap rancangan I
perlakuan I dan waktu yang didapatkan lebih lama jika dibandingkan dengan
sebelum menggunakan rancangan, sehingga perlu dilakukan perancangan kembali
yaitu dengan menggunakan hasil rancangan yang sama tetapi dilakukan perlakuan
yang berbeda. Operator diperbolehkan menggunakan tangan kirinya untuk
membantu mengambil adonan semen. Langkah selanjutnya dilakukan penilaian
terhadap postur kerja operator setelah menggunakan rancangan I perlakuan II dan
penilaian dengan peta tangan kiri dan tangan kanan serta menghitung waktu siklus
untuk menyelesaikan satu produk dengan menggunakan rancangan tersebut. Hasil
lebih pendek dibandingkan dengan menggunakan rancangan I perlakuan I.
Langkah selanjutnya yaitu dengan mempertimbangkan rancangan I perlakuan II,
kemudian dilakukan penambahan pegangan untuk lebih mempermudah operator
pada saat pengambilan adonan semen. Selanjutnya dilakukan penilaian postur
kerja setelah menggunakan rancangan II dan penilaian menggunakan peta tangan
kiri dan tangan kanan serta menghitung waktu siklusnya. Hasil yang didapat
waktu yang dibutuhkan untuk menyelesaikan satu produk dengan menggunakan
rancangan II lebih lama jika dibandingkan dengan 2 rancangan sebelumnya.
Langkah selanjutnya memilih alternatif rancangan yang digunakan yaitu
menggunakan rancangan I perlakuan II. Langkah selanjutnya mengevaluasi
penilaian postur kerja, fasilitas kerja aktual dan rancangan, peta tangan kiri dan
tangan kanan, dan pemilihan alternatif dari rancangan yang dibuat. Langkah
terakhir dari penelitian ini adalah penarikan kesimpulan dan pemberian saran
kepada pihak perusahaan. Adapun blok diagram langkah-langkah penelitian dapat
dilihat pada Gambar 4.2.
4.6. Metode dan Instrumen Penelitian
Metode yang digunakan dalam penelitian ini adalah pendekatan postur
kerja dengan menggunakan Rapid Entire Body Assessment (REBA).
Instrumen yang digunakan di dalam penelitian ini adalah:
1. Kuesioner SNQ, digunakan untuk identifikasi awal menilai keluhan otot yang
dialami operator.
Mulai
Studi Pustaka 1. Buku 2. Jurnal Internet
Studi Pendahuluan 1. Observasi Langsung 2. Wawancara
Perumusan Masalah
Pengambilan bahan baku ke alat pencetakan dengan menggunakan wadah yang tidak ergonomis ke mesin pencetakan secara berulang-ulang (repetitif) selama 7
jam kerja per hari.
Sasaran Penelitian
1. Mengidentifikasi keluhan yang dialami operator pada saat pengambilan bahan baku ke alat pencetakan dengan kuesioner SNQ
2. Menidentifikasi postur kerja operator dengan REBA
3. Melakukan pengukuran dimensi tubuh sebagai pedoman untuk perancangan alat pengaambilan bahan baku.
Penetapan Tujuan
Mendapatkan rancangan fasilitas kerja pemindahan bahan baku yang egonomis di stasiun pencetakan untuk mengurangi keluhan
rasa sakit pada operator.
Pengumpulan Data
Pengolahan Data
- Penilaian postur menggunakan REBA - Perhitungan data antropometri tubuh
- Perancangan alat bantu sesuai prinsip antropometri. - Penerapan alat kepada operator
- Penilaian postur menggunakan REBA setelah rancangan - Penilaian menggunakan PTKTK
- Mendapatkan waktu siklus
Analisa Pemecahan Masalah
Evaluasi postur kerja sebelum dan setelah penggunaan rancangan, evaluasi fasilitas kerja aktual dan usulan, dan
evaluasi PTKTK, serta pemilihan alternatif rancangan.
Kesimpulan dan Saran
Selesai Pengumpulan Data Primer
1. Data keluhan yang dialami operator 2.Metode kerja yang mencakup postur kerja aktual dan ukuran/dimensi alat pengambilan
bahan baku.
3. Data antropometri operator
4. Rincian kegiatan pada proses pengambilan bahan baku.
5. Atribut dan fasilitas kerja yang akan dirancang
Pengumpulan Data Sekunder
1.Sejarah perusahaan dan struktur organisasi 2. Jumlah pekerjaan dilantai produksi
Perancangan Ulang
Y N
[image:52.595.124.509.104.736.2]dan dimensi antropometri.
3. Jangka sorong, digunakan untuk mengukur diameter genggaman operator
sebagai dasar perancangan fasilitas kerja usulan.
4. Kamera digital Casio 14 Megapixel, digunakan untuk mengambil foto
operator sebagai dasar penilaian postur kerja.
4.7. Pengumpulan Data
Adapun beberapa jenis data yang dikumpulkan dalam melakukan
penelitian ini adalah sebagai berikut:
1. Data primer
Data Primer adalah data yang diperoleh dari hasil pengamatan dan
perhitungan secara langsung selama melakukan penelitian, yaitu data dimensi
antropometri operator, dan data keluhan otot dengan kuesioner SNQ.
2. Data sekunder
Data sekunder adalah data yang diperoleh dari perusahaan untuk
mendapatkan informasi dan data yang berhubungan dengan penelitian, seperti
sejarah perusahaan, jumlah karyawan, jam kerja, laju produksi, dan
sebagainya.
Data primer yang dibutuhkan dalam penelitian ini dapat dikumpulkan
dengan cara sebagai berikut:
1. Observasi (Pengamatan)
Pengumpulan data ini dilakukan dengan pengamatan dan pengukuran secara
pengambilan bahan baku ke mesin pencetakan. Alat yang digunakan dalam
pengumpulan data secara observasi ini adalah jangka sorong, meteran dan
Kamera Casio 16,1 MegaPixel.
2. Kuesioner
Kuesioner yang digunakan adalah dengan Standard Nordic Questionnaire
(SNQ). Kuesioner ini digunakan untuk mengidentifikasi awal keluhan-
keluhan yang dialami operator.
4.8. Metode Pengolahan Data
Pada tahap ini, data yang diperoleh berdasarkan hasil pengamatan diolah
sesuai dengan teknik analisis data yang digunakan.
1. Standard Nordic Questionnaire (SNQ) untuk menentukan bagian tubuh yang
mengalami keluhan.
2. Penilaian postur kerja dengan REBA untuk memperoleh gambaran tentang
postur kerja.
3. Uji keseragaman, kecukupan, dan kenormalan data antropometri.
4. Perhitungan persentil dari dimensi tubuh operator untuk acuan dalam
merancang alat pengambilan bahan baku.
4.9. Analisis Pemecahan Masalah
Semua data, baik yang diperoleh dalam pengumpulan data maupun yang
didapat dari hasil pengolahan data dianalisis terhadap :
kuisioner SNQ.
2. Postur kerja operator dengan menggunakan metode REBA.
3. Perancangan fasilitas kerja sekop adonan bahan baku.
Hasil analisis di atas digunakan untuk perancangan alat bantu operator
pada pekerjaan pengambilan bahan baku ke mesin pencetakan. Alat bantu tersebut
dibuat untuk mereduksi keluhan berdasarkan pekerjaan repetitif operator.
4.10. Kesimpulan dan Saran
Kesimpulan yang didapat dari hasil anlisis yang dilakukan di UKM
Gunung Jati dengan perancangan ulang fasilitas kerja berupa alat yang ergonomis
pada operator yang mengambil bahan baku ke mesin pencetakan diharapkan dapat
mempermudah dan memperlancar pekerjaan, serta mengurangi keluhan sakit yang
ada. Sedangkan saran yang diberikan akan diarahkan pada beberapa rancangan
atau usulan perbaikan yang bermanfaat bagi UKM Gunung Jati dan
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Data Standard Nordic Questionnaire (SNQ)
Standard Nordic Questionnaire (SNQ) dibuat untuk mengetahui keluhan
yang dialami oleh pekerja selama melaksanakan pengambilan bahan baku ke alat
pencetakan. Pengumpulan data SNQ diberikan kepada pekerja stasiun pencetakan.
Hasil rekapitulasi data SNQ dapat dilihat pada Tabel 5.1.
Tabel 5.1. Rekapitulasi Data SNQ Pekerja Stasiun Pencetakan Paving Block
No Dimensi
Tingkat Keluhan
No Dimensi
Tingkat Keluhan
0 3 14 3
1 3 15 3
2 4 16 4
3 4 17 4
4 4 18 1
5 3 19 1
6 4 20 1
7 3 21 1
8 3 22 2
9 2 23 2
10 3 24 2
11 3 25 2
12 4 26 2
13 4 27 2
Penilaian berdasarkan kuisioner SNQ untuk pembobotan tidak sakit, agak
sakit, sakit dan sangat sakit masing-masing adalah 1, 2, 3 dan 4.
5.1.2. Postur Kerja
Postur kerja pengambilan bahan baku ke alat pencetakan dijelaskan
sebagai berikut:
[image:57.595.180.447.301.503.2]1. Pengambilan Bahan Baku ke Alat Pencetakan.
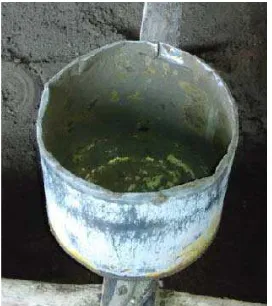
5.1.3. Fasilitas Kerja Aktual
Fasilitas kerja aktual di stasiun pencetakan adalah:
1. Sekop Adonan
Gambar 5.2. Sekop Adonan
5.2. Pengolahan Data
5.2.1. Keluhan Pekerja Berdasarkan Kuisioner SNQ
Adapun rekapitulasi persentase keluhan operator dengan SNQ dapat dilihat
[image:58.595.245.381.202.355.2]pada Tabel 5.3.
Tabel 5.3. Rekapitulasi Persentase Keluhan Operator dengan SNQ No
Dimensi
Tingkat Keluhan
No Dimensi
Tingkat Keluhan
0 3 9 2
1 3 10 3
2 4 11 3
3 4 12 4
4 4 13 4
5 3 14 3
6 4 15 3
7 3 16 4
Tabel 5.3. Rekapitulasi Persentase Keluhan Operator dengan SNQ (Lanjutan) No Dimensi Tingkat Keluhan No Dimensi Tingkat Keluhan
18 1 23 2
19 1 24 2
20 1 25 2
21 1 26 2
22 2 27 2
Sumber : Kuesioner SNQ
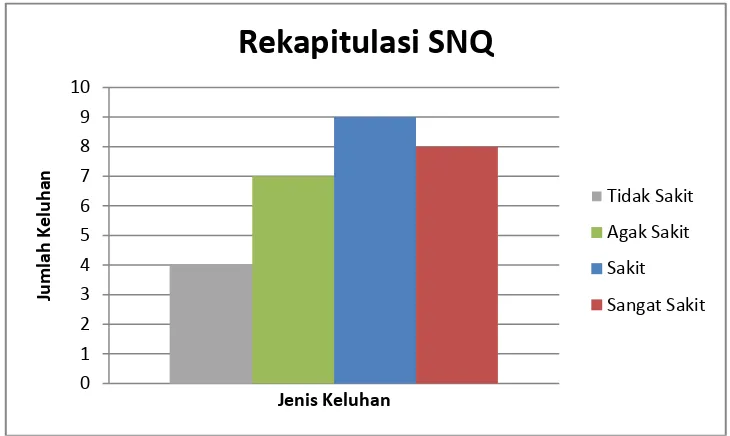
Keluhan yang dirasakan oleh pekerja pada saat pengambilan bahan baku
ke alat pencetakan dapat dilihat dalam histogram pada Gambar 5.4.
Sumber: Pengolahan Data
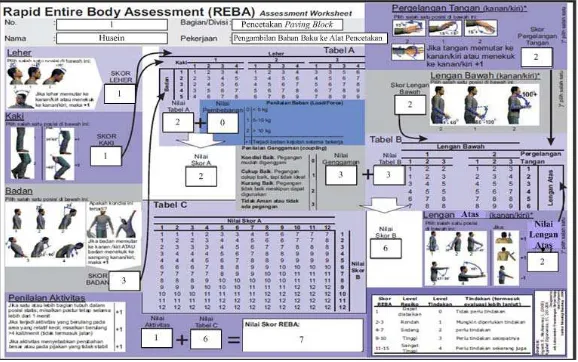
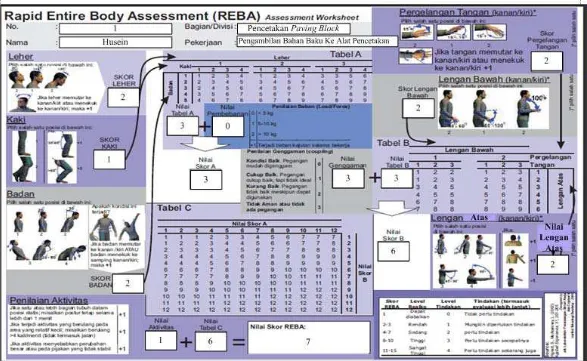
5.2.2. Penilaian Postur Kerja dengan Metode REBA
Penilaian postur kerja pada elemen pengambilan bahan baku ke alat
pencetakan dapat dilihat pada Gambar 5.4.
Gambar 5.4. Pengambilan Bahan Baku ke Alat Pencetakan
Penilaian dilakukan terhadap tubuh bagian kanan dan kiri pekerja pada
elemen pengambilan bahan baku kea lat pencetakan. Penilaian tubuh bagian kanan
dan kiri dengan menggunakan lembar penilaian Rapid Entire Body Assesesment
(REBA) Assessment Worksheet. Penilaian dilakukan dengan memberikan skor
pada kotak yang telah disediakan. bagian tubuh yang dinilai pertama kali adalah
leher, kaki, dan badan. Skor dari ketiga bagian tersebut lalu dimasukkan ke tabel
A hingga diperoleh nilai dari tabel A. Nilai dari tabel A lalu ditambahkan dengan
nilai pembebanan yang akan menghasilkan nilai skor A. Bagian tubuh yang dinilai
berikutnya adalah pergelangan tangan, lengan bawah, dan lengan atas. Skor dari
ketiga bagian tersebut lalu dimasukkan ke tabel B hingga diperoleh nilai dari
tabel B. Nilai dari tabel B lalu dijumlahkan dengan nilai genggaman yang akan
menghasilkan nilai skor B. Nilai skor A dan B selanjutnya dimasukkan ke tabel C
nilai tabel C dan nilai aktivitas. Hasil dari penilaian untuk postur kerja pada
gambar diatas dapat dilihat pada Gambar 5.5. dan 5.6.
Berdasarkan penilaian REBA yang telah dilakukan terhadap tubuh bagian
kanan dan kiri, didapatkan nilai skor REBA adalah 7 dan 7. Dapat disimpulkan
bahwa kegiatan pencetakan paving block perlu dilakukan tindakan. Penilaian
untuk postur kerja untuk elemen kegiatan pengambilan bahan baku ke alat
pencetakan hasil rekapitulasi perhitungan postur kerja ditunjukkan pada Tabel
5.4.
Tabel 5.4. Rekapitulasi Hasil Perhitungan Postur Kerja No Elemen Kegiatan Bagian
Tubuh Skor Tindakan Perbaikan
1
Mengangkat Bahan Baku Kemesin Pencetakan
Kiri 7 Perlu tindakan
Kanan 7 Perlu tindakan
Sumber : Pengolahan Data
5.2.3. Perhitungan Data Antropometri
5.2.3.1.Penentuan Data Dimensi Tubuh Tenaga Kerja
Hasil penilaian keluhan dari SNQ menunjukkan perlu dilakukan
perancangan fasilitas kerja yang ergonomis. Fasilitas kerja usulan yang
dibutuhkan adalah:
1. Sekop Adonan
Sekop adonan dapat mengurangi keluhan pada bagian tangan sehingga
Dimensi tubuh yang diperlukan dalam perancangan fasilitas kerja yaitu:
1. Pangkal ke Tangan (PPT)
2. Lebar Tangan (LT)
3. Diameter Genggaman Tangan (GT)
Adapun data dimensi tubuh pekerja UKM Gunung Jati dapat dilihat pada
Tabel 5.5.
Tabel 5.5. Data Dimensi Tubuh Pekerja UKM Gunung Jati No PPT
(cm)
LT (cm)
DG (cm)
1 7,5 10,5 3,4
Sumber: Hasil Pengukuran
Data dimensi tubuh pekerja UKM Gunung Jati tidak cukup untuk
digunakan sebagai acuan dalam perancangan fasilitas kerja usulan, sehingga
dilakukan penambahan data dimensi tubuh dari laboratorium E dan APK dapat
[image:64.595.141.482.540.742.2]dilihat pada Tabel 5.6.
Tabel 5.6 Dimensi Tubuh Pekerja
No PPT
(cm)
LT (cm)
DG (cm) No
PPT (cm) LT (cm) DG (cm)
1 7,5 10,5 3.5 12 9.8 9.3 4
2 9 11 4.2 13 10 9.2 4.1
3 9 9.9 4 14 9.3 8.3 4
4 10.7 10.3 4.2 15 7 7.25 2.5
5 7.8 8.3 3.6 16 7.35 8.15 3.45
6 9.4 9.3 3.4 17 7.05 9.55 2.55
7 7.1 9 4.4 18 8.25 8.27 3.45
8 8.2 7.9 4.8 19 6 7.6 3.2
9 8.3 9.7 5.2 20 6.9 8.8 2.4
10 8.1 8.6 4.3 21 6.2 7.6 2.6
11 10.9 10.5 4.1 22 7.8 8 3.2
No PPT (cm)
LT (cm)
DG (cm) No
PPT (cm) LT (cm) DG (cm)
23 6.3 9.4 3.7 34 5.61 8.66 4.41
24 11 9.4 4.4 35 9 10.48 4.22
25 8 7.7 4.6 36 8.2 7.61 4.09
26 9 8.5 4.6 37 9.76 8.4 4
27 8 9.5 4 38 6.5 8.2 3.08
28 9 9.2 4.6 39 7.74 7.92 3.08
29 8 9.8 5 40 8.53 8.54 3.51
30 6.8 8.8 3.9 41 7.3 8.56 3.96
31 6.8 8.4 3.1 42 8.41 9.51 4.12
32 8.5 10.1 3.4 43 8.63 8.57 3.62
33 6.2 8.8 3.9 44 9.8 12 9
Sumber: Data Base Laboratorium E dan APK
5.2.4. Perhitungan Rata-rata, Standar Deviasi, Nilai Maksimum, dan Minimum
Adapun persamaan yang digunakan untuk menghitung nilai rata-rata,
standar deviasi, nilai maksimum dan minimum pada masing-masing dimensi
tubuh hasil pengukuran akan dijabarkan sebagai berikut.
5.2.4.1.Perhitungan rata-rata
Untuk menentukan nilai rata-rata pada masing-masing dimensi tubuh hasil
pengukuran dapat ditentukan dengan rumus sebagai berikut :
n X
n
X X
X + + + n =
∑
n=
Χ 1 2 ....
n = Banyaknya pengamatan
n X
Σ = Jumlah pengamatan ke n
X = X rata-rata
Misalnya :
Nilai rata-rata pada data Pangkal ke Tangan(PPT) adalah:
15 , 8 44 73 , 358 44 8 , 9 63 , 8 ... 9 5 ,
7 + + + + = =
= X
5.2.4.2.Perhitungan Standar Deviasi
Untuk menentukan nilai standar deviasi yaitu standar penyimpangan dari
nilai rata-ratanya pada masing-masing dimensi tubuh hasil pengukuran dapat
ditentukan dengan rumus sebagai berikut :
σ
(
)
1 2 − − =∑
n X Xi Misalnya:Nilai standar deviasi pada data Pangkal ke Tangan(PPT) adalah:
σ 1 44 ) 15 , 8 8 , 9 ( ) 15 , 8 63 , 8 ( ... ) 15 , 8 9 ( ) 15 , 8 5 , 7
( 2 2 2
− − + − + + − + − =
5.2.4.3.Perhitungan Nilai Minimum dan Maksimum
Nilai minimum adalah nilai terkecil dari hasil pengukuran setelah data
diurutkan, sedangkan nilai maksimum adalah nilai yang terbesar dari data hasil
pengukuran setelah data diurutkan.
Misalnya:
Nilai minimum dan maksimum pada data data Pangkal ke Tangan (PTT) adalah:
11
61
,
5
m