BAB II
TINJAUAN PUSTAKA / LANDASAN TEORI
2.1 Gambaran Umum Mesin Gerinda Chamfer
2.1.1 Chamfer
Chamfer adalah tepi miring yang menghubungkan dua permukaan, berada pada tepi permukaan benda yang membentuk sudut 45 derajat.
"chamfer" adalah istilah yang umum digunakan dalam rekayasa mekanik dan manufaktur.
2.1.2 Gerinda
Gerinda adalah suatu mesin yang digunakan untuk mengerjakan suatu benda kerja dengan pengurangan sebagian kecil atau besar dari volume benda kerja sesuai dengan keinginan.
Mesin gerinda chamfer adalah sebuah mesin yang menjadi alat bantu untuk memudahkan proses pembuatan chamfer. Mesin gerinda chamfer ini memiliki kemampuan untuk membentuk sudut chamfer dengan kedalaman maksimum 1,5 mm dan memiliki kecermatan pengukuran 0,5 mm dalam setiap pemakanan.
Proses gerinda berbeda dengan proses pemesinan yang lain karena proses gerinda yang memiliki ciri khusus tertentu, antara lain :
1. Kehalusan permukaan produk yang tinggi dapat di capai dengan cara yang mudah.
2. Kecepatan penghasilan geram yang rendah, karena hanya mungkin di lakukan penggerindaan untuk lapisan yang tipis permukaan benda kerja. 3. Toleransi geometrik yang sempit dapat di capai dengan mudah, dan dapat
digunakan untuk menghaluskan dan meratakan benda kerja yang telah di keraskan ( heat-treated ).
Dengan semakin majunya proses-proses pembuatan komponen-komponen mesin dapat dibuat dengan semakin ringan atau semakin sedikit
keamanan (safety factor) yang ditentukan dalam taraf desain cenderung mengecil, karena analisis kekuatan ataupun analisis kemampuan komponen mesin semakin maju, berkat adanya CAD; Computer Aided Desain. Kesemuanya ini membawa pengaruh pada proses pembuatannya, sehingga proses permesinan terutama proses gerinda perlu direncanakan dan dilaksanakan dengan baik.
2.2 Bagian-Bagian Utama Mesin Gerinda Chamfer
2.2.1 Roda Gerinda
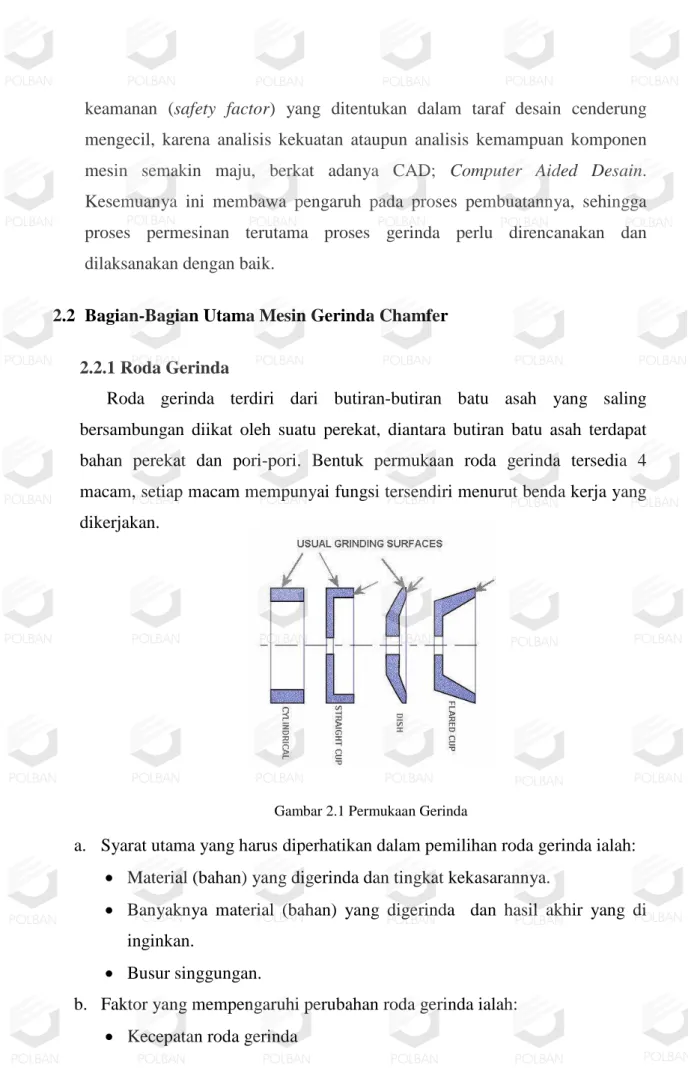
Roda gerinda terdiri dari butiran-butiran batu asah yang saling bersambungan diikat oleh suatu perekat, diantara butiran batu asah terdapat bahan perekat dan pori-pori. Bentuk permukaan roda gerinda tersedia 4 macam, setiap macam mempunyai fungsi tersendiri menurut benda kerja yang dikerjakan.
a. Syarat utama yang harus diperhatikan dalam pemilihan roda gerinda ialah: Material (bahan) yang digerinda dan tingkat kekasarannya.
Banyaknya material (bahan) yang digerinda dan hasil akhir yang di inginkan.
Busur singgungan.
b. Faktor yang mempengaruhi perubahan roda gerinda ialah: Kecepatan roda gerinda
Gambar 2.1 Permukaan Gerinda
Kecepatan benda kerja Kondisi mesin
Kecakapan pekerja/operator
c. Butiran pengasah (bahan gerinda)
Ada beberapa jenis dari butiran pengasah yang digunakan dalam pembuatan roda gerinda yaitu:
1). Aluminium Oksida
adalah abrasif yang dibuat dengan memurnikan biji bauksit dalam dapur listrik. Biji bauksit setelah dipanaskan untuk menghilangkan kandungan air kemudian di campur dengan batubara dan besi serta dipanaskan dalam dapur listrik sehingga menjadi oksida aluminium yang sangat keras. Oksidasi ini selanjutnya digiling dan disaring menjadi serbuk abrasif dengan ukuran tertentu.
2). Silikon karbit
dibuat dari pasir silika dan karbon dalam dapur listrik, temperatur dapur yang tinggi mencampurkan silika dan karbon dalam bentuk kristal silikon karbid, kristal-kristal ini dihancurkan dan di pisah-pisahkan dengan menggunakan saringan.
3). Zirkonia - Aluminium oksida (Zirconia-Aluminum oxide)
Adalah abrasif yang mengandung zirkonia 40%, terbuat dari peleburan oksida zirkonium dan oksida aluminium pada suhu yang sangat tinggi (1900ºC). ini adalah abrasif paduan pertama yang pernah diproduksi.
4).Karbida/Nitrida Boron (CBN, Cubic Boron Nitride)
Merupakan jenis serbuk abrasif buatan manusia (tidak ditemukan di alam). Dengan kekerasan dibawah kekerasan intan atau sekitar 2 kali kekerasan oksida aluminium dan tahap temperatur sampai 1400oC (intan mulai terbakar pada 700oC).CBN dibuat dengan memanfaatkan temperatur dan tekanan tinggi seperti pada halnya dalam proses pembuatan intan tiruan. Graphit putih (Hexagon Boron Nitride) sebagai bahan dasar pada
temperatur dan tekanan tinggi yang terkontrol akan berubah menjadi Kristal yang berbentuk kubus. CBN tidak bereaksi terhadap besi sehingga dapat digunakan untuk menggerinda berbagai jenis baja (terutama baja perkakas, tool steels) dengan ekonomik. Sementara itu, karena serbukintan dapat bereaksi dengan besi maka hal ini perlu pelapisan metal (metal
coated diamond, armored diamond).
5). Intan
RVG Diamond
Adalah jenis abrasif yang paling keras, huruf RVG menunjukkan bahwa jenis ini dapat digunakan dengan perekat resinoid atau vitrifikasi dan digunakan untuk proses penggerindaan material yang paling keras seperti karbida tungsten, silikon karbida, dan baja paduan. berlian RVG jenis dapat digunakan untuk proses penggerindaan basah dan kering.
MBG-II Diamond (MBG=Metal-Bonded grinding)
Adalah abrasif yang dibuat dari kristal tangguh dengan berbentuk gumpalan serbuk, MBG-II tidak mudah pecah dibandingkan dengan jenis RVG. MBG-II digunakan dalam proses gerinda karbida semen, safir, dan keramik serta gerinda elektrolitik.
MBS Diamond
Adalah abrasif dari kristal sangat kuat dengan permukaan halus, biasanya tidak terlalu gembur. Abrasif ini digunakan dalam gergaji logam perekat (MBS=Metal Saw Bond) untuk memotong beton, marmer, ubin, granit, batu, dan jenis abrasif ini dapat dilapisi dengan nikel atau tembaga yang memberikan struktur ikatan abrasif yang lebih baik untuk memperpanjang umur roda gerinda.
6). Keramik (Ceramic Aluminum Oxide)
Adalah jenis abrasif yang dikenal sebagai abrasif SG diperkenalkan oleh perusahaan norton bahan ini performanya melebihi roda aluminium oksida konvensional di gerinda paduan tangguh dan lainnya logam besi dan bukan besi keras.
Butir aluminium terbuat dari leburan aluminium oksida yang kemudian dihancurkan dengan ukuran partikel yang diinginkan. ini menghasilkan butiran memiliki partikel-partikel kristal sangat sedikit, dengan jenis gandum, sebanyak seperlima dari permukaan pengasahan bisa hilang ketika sebuah partikel kristal melepaskan diri setelah menjadi tumpul
d. Bila memilih batu gerinda perlu di perhatikan hal-hal di bawah ini : Benda kerja yang di gerinda
Permukaan/hasil penggerindaan yang di inginkan
Banyaknya benda kerja yang akan di gerinda/tebal tipisnya benda kerja yang akan dikurangi dalam penggerindaan.
e. Standar penandaan pada roda gerinda
Batu gerinda dibuat dari campuran serbuk abrasif dengan bahan pengikat varian yang bisa diturunkan dari kombinasi 2 elemen ini amat banyak, karena jenis dan ukuran serbuk abrasif, jenis bahan pengikat dan prosentasenya serta kepadatan (compactness) atau porositas (porosity) dapat diatur sesuai dengan keinginan pada waktu batu gerinda ini dibuat. Hal ini akan menyulitkan para pemakai yang pada prinsipnya hanya menginginkan satu jenis batu gerinda saja yang cocok bagi proses gerinda yang direncanakannya. Untuk membantu para pemakai, ISO merekomendasikan pemakaian jenis batu gerinda yang telah distandarkan (ISO 525_1975E,
Bonded Abrasive Product, General feature, Designation, Range of dimensions and profiles). Kode tersebut merupakan tanda yang harus ada
pada batu gerinda, yang terdiri atas 7 kelompok huruf dan angka dengan arti
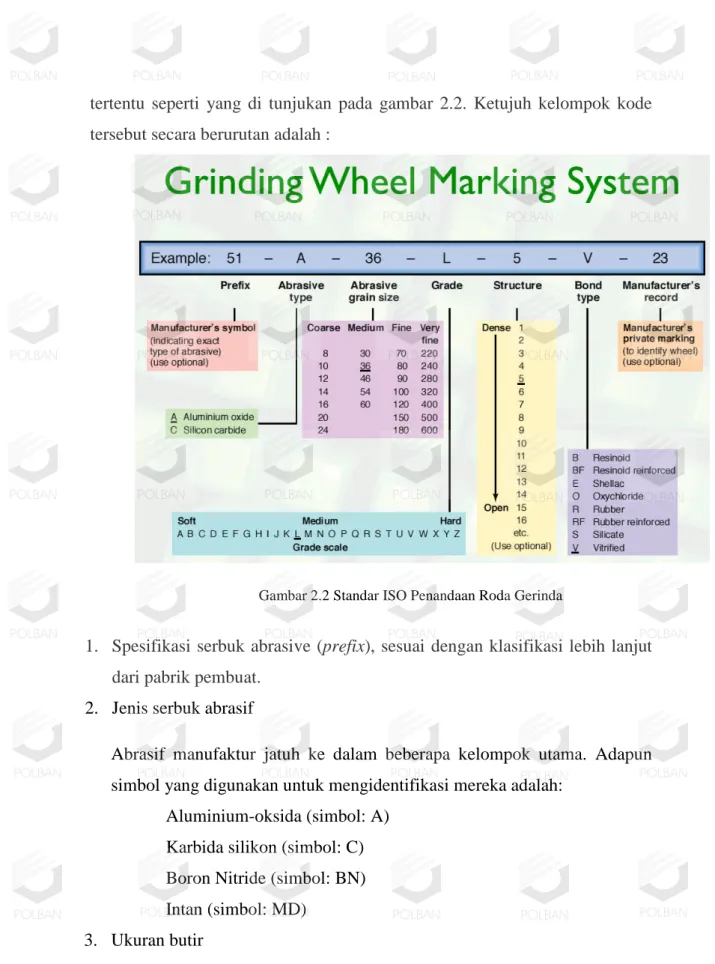
tertentu seperti yang di tunjukan pada gambar 2.2. Ketujuh kelompok kode tersebut secara berurutan adalah :
1. Spesifikasi serbuk abrasive (prefix), sesuai dengan klasifikasi lebih lanjut dari pabrik pembuat.
2. Jenis serbuk abrasif
Abrasif manufaktur jatuh ke dalam beberapa kelompok utama. Adapun simbol yang digunakan untuk mengidentifikasi mereka adalah:
Aluminium-oksida (simbol: A) Karbida silikon (simbol: C) Boron Nitride (simbol: BN) Intan (simbol: MD)
3. Ukuran butir
Ukuran butir abrasif menentukan kecepatan penghasilan geram, rongga untuk aliran geram pada batu gerinda, dan kemampuan batu gerinda untuk dibentuk (pada pojok atau tepi roda gerinda yang di bentuk
Gambar 2.2 Standar ISO Penandaan Roda Gerinda
mengikuti bentuk/profil benda kerja). Batu gerinda dengan serbuk berukuran kecil sesuai dengan penggerindaan benda kerja yang keras dan getas (hard & brittle), untuk proses penghalusan ataupun penggerindaan dengan bidang kontak yang tidak begitu besar. Dengan serbuk ukuran kecil batu gerindanya lebih mudah dibentuk mengikuti bentuk profil dengan ukuran yang teliti. Pada penggerindaan material yang lunak dengan batu gerinda yang berserbuk halus dapat mengakibatkan beban yang terlalu besar sehingga panas yang timbul akan terlalu tinggi yang dapat merusak strukturlapisan terluar benda kerja (hangus; burning). Dalam hal ini perlu digunakan batu gerinda dengan serbuk berukuran besar yang mana rongga antara serbuk akan cukup besar untuk mengalirkan geram yang cukup banyak dalam penggerindaan benda kerja lunak. Apabila bidang kontak besar (misalnya pada penggerindaan diameter dalam), perlu digunakan batu gerinda berukuran kasar. Selain cocok untuk proses pengasaran, batu gerinda dengan ukuran serbuk besar mungkin dapat digunakan dalam proses penghalusan asalkan batu gerinda dapat ditajamkan kembali sehingga bentuk abrasifnya tidak tajam sebagian melainkan rata.
4. Kekerasan atau kekuatan abrasif
Kekuatan ikatan serbuk ditentukan oleh jenis dan presentase bahan pengikat. Apabila jumlah pengikat dinaikan (presentase diperbesar) maka volume pengikat yang mengelilingi setiap butir serbuk abrasif semakin besar dan batu gerinda dikatakan semakin keras. Batu gerinda yang lunak (soft acting) cocok untuk penggerindaan benda kerja yang keras. Pada prinsipnya dalam penggerindaan material yang keras perlu dijaga supaya jangan sampai temperaturnya terlalu tinggi sehingga diperlukan batu gerinda dengan serbuk abrasif yang mudah terlepas atau kekuatan ikatannya rendah. Sebaliknya untuk benda kerja yang lunak digunakan batu gerinda yang keras (hard acting) supaya umur batu gerinda lebih lama, selain itu kehalusan benda kerja akan relatif lebih baik. Batu gerinda
dengan grade yang tinggi, jelas diperlukan pada penggerindaan dengan daya yang besar atau kecepatan tangensial batu gerinda yang tinggi.
Sebagai ukuran kekuatan ikatan serbuk atau kekerasan batu gerinda digunakan kode abjad dari A s.d Z secara berurutan dengan tingkat kekerasan yang semakin tingi. Sebagai contoh, batu gerinda dapat digolongkan seperti yang terdapat pada tabel 1,
E, F, G Sangat lunak H, I, J Lunak L, M, N, O Medium P, Q, R, S Keras T, U, V, W Sangat keras X, Y, Z Super keras
Tabel 2.1. Golongan Batu Gerinda 5. Struktur
Struktur batu gerinda menyatakan kerapatan atau konsentrasi serbuk persatuan luas. Struktur tersebut didefinisikan dengan menggunakan angka struktur (kelompok 4) yaitu dari 0 s.d. 15. Semakin kecil angka struktur, berarti batu gerinda mempunyai struktur yang kompak (kerapatan serbuk yang tinggi). Tabel 2.2 ini adalah Hubungan antara angka tersebut dengan kerapatan, yaitu : 0, 1, 2 Sangat rapat 3, 4 Rapat 5, 6 Medium 7, 8, 9 Renggang 10,11,12 Sangat renggang Tabel 2.2 Kerapatan Struktur Batu Gerinda 6. Perekat
Fungsi perekat adalah memegang butiran abrasif bersama-sama dalam bentuk roda, ada enam jenis perekat yang umum digunakan dalam
pembuatan roda gerinda: vitriefied, resinoid, karet, shelac, silika, dan logam.
Perekat vitrified
Adalah perekat yang paling sering digunakan pada roda gerinda, terbuat dari tanah liat atau feldspar, Ikatan kuat sampai pada temperatur kerja yang cukup tinggi, tetapi tidak tahan beban kejut atau fluktuasi temperatur yang besar. Temperatur atau daya penggerindaan dengan batu gerinda ini relatif rendah. Tidak terpengaruh oleh cairan pendingin.
Resinoid bond/resin sintetis
Termasuk jenis polimer yang elastis. Ikatannya kuat dan tahan temperatur yang cukup tinggi. Biasanya digunakan bagi batu gerinda dengan putaran yang sangat tinggi.
Karet
Termasuk jenis polimer dengan sifat elastisitas yang melebihi keramik. Umumnya digunakan bagi pengikatan intan serta dipakai sebagai roda pengatur pada mesin gerinda tanpa senter. Tahan beban kejut, dan menghasilkan permukaan yang halus. Apabila kondisi penggerindaan terlalu berat akan menimbulkan panas yang terlalu tinggi yang malah merusak struktur metalografi benda kerja. Dapat ditambah serat penguat (fiber, diberi kode RF).
Shellac perekat (shellac bond)
Termasuk jenis polimer, digunakan dalam proses penghalusan beberapa jenis produk seperti Camshaft, paper mill rolls, dan pisau.
Silika (silicate bond)
Kekuatan lebih rendah dibandingkan keramik. Karena serbuk mudah terlepas, maka batu gerinda jenis ini sangat cocok digunakan dalam pengasahan mata potong pahat (HSS) berujung runcing yang mudah hangus jika temperatur pengasahannya terlampau tinggi. Tidak perlu
penajaman (self dressing) serta bersifat agak lunak (midler acting) atau dingin (coller acting).
Logam perekat (metal bond)
Digunakan sebagai bahan pengikat serbuk intan bagi penggerindaan khusus dimana umur batu gerinda lebih dipentingkan daripada tingginya temperatur penggerindaan. Untuk mengasah gelas, batu beton, ataupun sebagai roda penajam batu gerinda lain (dressing wheel). Bahan pengikat metal juga digunakan dalam proses electro chemical grinding yang memerlukan batu gerinda yang bersifat penghantar listrik (konduktor). Setiap pabrik batu gerinda mempunyai beberapa jenis bahan pengikat sesuai dengan hasil penelitian dan pengembangan yang mereka lakukan. Masing-masing menggunakan kode jenis bahan pengikat yang dimulai dengan huruf seperti yang digunakan standar ISO (kelompok 5) dan biasanya ditambah dengan huruf lain (kelompok 6) sebagai kode jenis spesifikasi yang mereka buat.
7. Spesifikasi bahan pengikat (sufix); hanya dicantumkan bilamana perlu sesuai dengan jenis atau modifikasi yang dilakukan pabrik tertentu.
f. Perbedaan Dressing dan Truing Dressing
Penajaman atau pengaktifan kembali batu gerinda yang telah aus akibat serbuk abrasif telah rusak, rongga antar serbuk pada lapisan terluar batu gerinda telah terisi geram yang tidak terbuang karena gaya sentrifugal dan semburan cairan pendingin.
Truing
Suatu proses untuk membentuk batu gerinda agar menjadi lingkaran sempurna sehingga konsentris dalam sumbu axis spindle. Pada proses dressing terdapat kekurangan yaitu bentuk akhirnya kurang sempurna sehingga setelah proses ini perlu dilakukan proses truing.
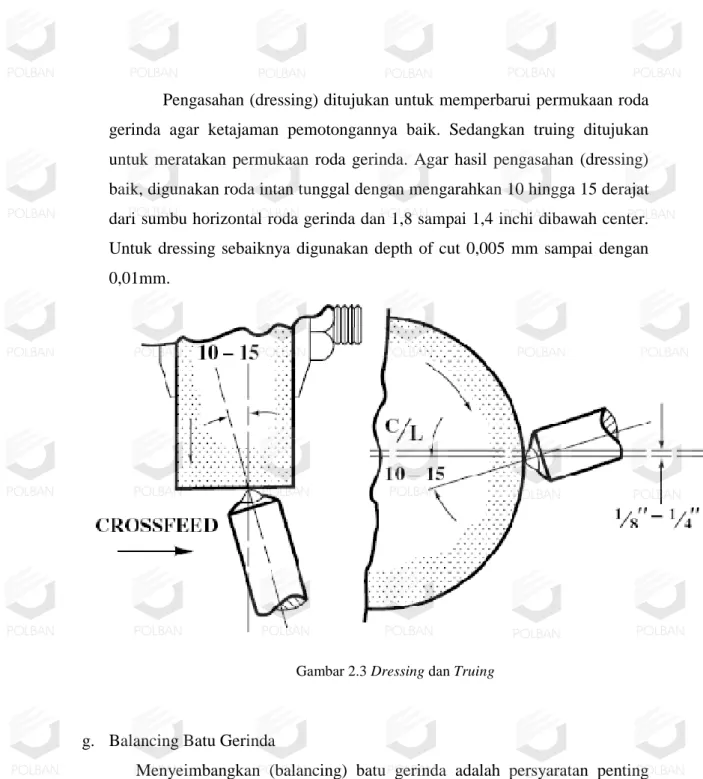
Pengasahan (dressing) ditujukan untuk memperbarui permukaan roda gerinda agar ketajaman pemotongannya baik. Sedangkan truing ditujukan untuk meratakan permukaan roda gerinda. Agar hasil pengasahan (dressing) baik, digunakan roda intan tunggal dengan mengarahkan 10 hingga 15 derajat dari sumbu horizontal roda gerinda dan 1,8 sampai 1,4 inchi dibawah center. Untuk dressing sebaiknya digunakan depth of cut 0,005 mm sampai dengan 0,01mm.
g. Balancing Batu Gerinda
Menyeimbangkan (balancing) batu gerinda adalah persyaratan penting yang harus dilakukan agar hasil yang diperoleh serta ketepatan penggerindaan baik. Karena batu gerinda yang tidak seimbang jika berputar dengan kecepatan yang tinggi akan menyebabkan getaran pada mesin, sehingga kerusakan komponen mesin akan terjadi. Proses balancing batu gerinda dapat dilakukan dalam keadaan diam (statik) maupun dalam keadaan berputar (dinamik).
Gambar 2.3 Dressing dan Truing
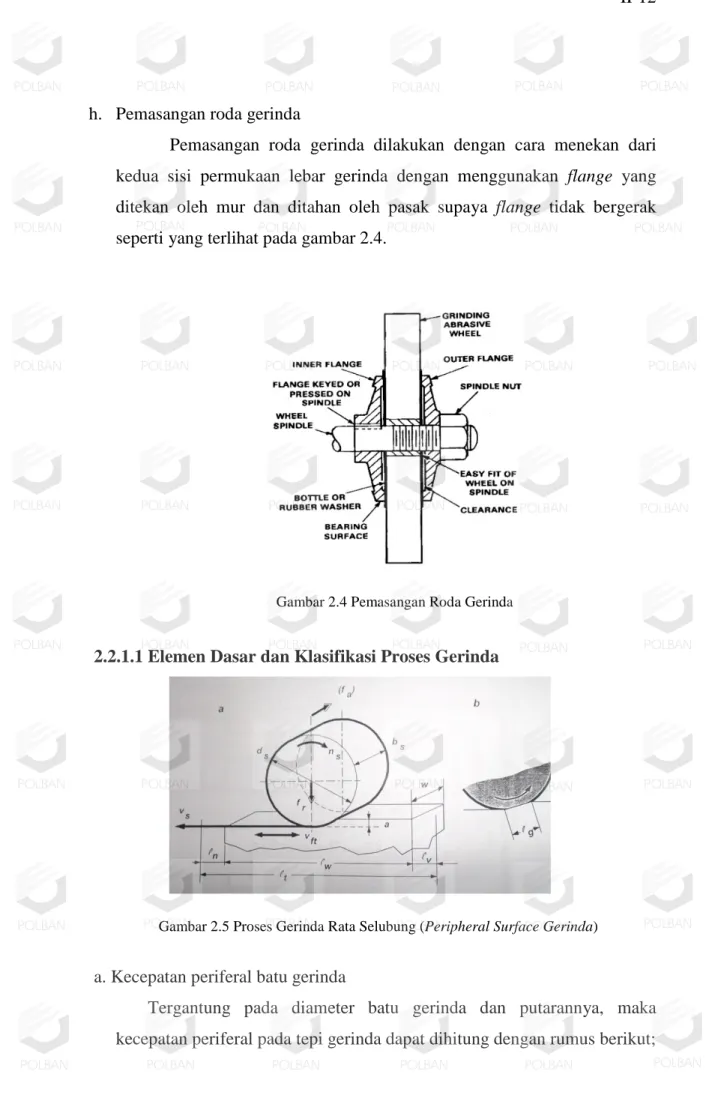
h. Pemasangan roda gerinda
Pemasangan roda gerinda dilakukan dengan cara menekan dari kedua sisi permukaan lebar gerinda dengan menggunakan flange yang ditekan oleh mur dan ditahan oleh pasak supaya flange tidak bergerak seperti yang terlihat pada gambar 2.4.
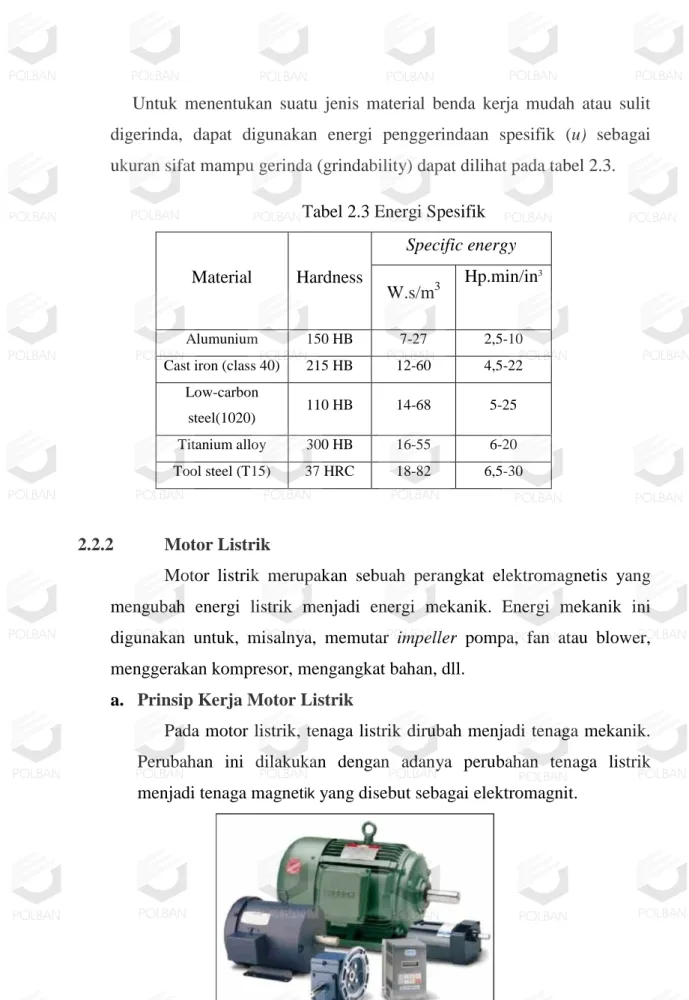
2.2.1.1 Elemen Dasar dan Klasifikasi Proses Gerinda
a. Kecepatan periferal batu gerinda
Tergantung pada diameter batu gerinda dan putarannya, maka kecepatan periferal pada tepi gerinda dapat dihitung dengan rumus berikut;
Gambar 2.4 Pemasangan Roda Gerinda
Gambar 2.5 Proses Gerinda Rata Selubung (Peripheral Surface Gerinda)
ܸݏ=గ ௫ ௗ௦௫ ௦ m/s ……….(1) Dimana,
Vs= kecepatan periferal batu gerinda ds = diameter batu gerinda ; mm ns = putaran batu gerinda ; r/min
b. Vft= Kecepatan makan tangensial ; mm/s
merupakan gerakan osilasi meja dianggap sebagai kecepatan benda kerja vw berharga sekitar 200 s.d 500 m/s. Apabila mesin gerinda rata
dilengkapi dengan gerakan translasi meja yang lambat maka kecepatannya berharga (0,15 s.d 35 mm/s).
c. Kecepatan penghasilan geram (rate of material removal) dapat dihitung dengan rumus berikut:
ܼ = ܽ ܾ௦ݒ௧ ...(2) ܼ' = ܽ ݒ௧...(3)
Z =Kecepatan penghasilan geram (mm3/s)
Z’= Kecepatan penghasilan geram aktif per lebar batu gerinda
(mm3/(s.mm))
a =Kedalaman Pemakanan (mm)
bs=Lebar permukaan batu gerinda (mm) vft= Kecepatan makan tangensial (mm/s)
d. Tebal Geram Ekuivalen
Berdasarkan hasil penelitian yang dilakukan oleh beberapa peneliti sejak dari permulaan abad ke dua puluh sampai dengan tahun tujuh puluhan dan berdasarkan studi perbandingan yang dilakukan oleh badan riset internasional dalam bidang Teknik Produksi (CIRP, International Intitution
For Engineering Research) telah disimpulkan mengenai adanya suatu
parameter dasar proses gerinda yang kemudian dinamakan dengan Tebal Geram Ekuivalen (Equivalent Grinding Chip Thickness; heq). Istilah ini
mirip dengan istilah tebal geram (Chip Thickness; h) yang digunakan untuk menentukan gaya pemotongan dan umur pahat sebagaimana yang diterapkan pada proses-proses pemesinan lainnya. Secara langsung memang tidak praktis dan hampir tidak mungkin untuk mengukur tebal geram hasil proses gerinda yang berupa serbuk serta menghubungkannya secara matematik dengan geometri mata potong yang tak beraturan pada serbuk abrasif batu gerinda. Oleh karena itu wajar apabila dicari suatu harga ekuivalennya, dan tebal geram ekuivalen ini dapat didefinisikan sebagai berikut.
ℎ
=
ᇱ௩ೞ=
ೝ௩௩ೞ ... (3) heq= Tebal geram ekuivalen; µmZ’ = Kecepatan penghasilan geram perlebar aktif; mm3/(s.mm)
vs = Kecepatan periferal (tangensial) batu gerinda; m/s
fr = a= gerak makan radial, kedalaman penggerindaan; mm/langkah vft = Kecepatan makan tangensial benda kerja; mm/s
Gambar 2.6 Penentuan Tebal Geram Ekuivalen
Untuk menentukan suatu jenis material benda kerja mudah atau sulit digerinda, dapat digunakan energi penggerindaan spesifik (u) sebagai ukuran sifat mampu gerinda (grindability) dapat dilihat pada tabel 2.3.
Tabel 2.3 Energi Spesifik
Material Hardness
Specific energy
W.s/m3 Hp.min/in
3
Alumunium 150 HB 7-27 2,5-10
Cast iron (class 40) 215 HB 12-60 4,5-22
Low-carbon
steel(1020) 110 HB 14-68 5-25
Titanium alloy 300 HB 16-55 6-20
Tool steel (T15) 37 HRC 18-82 6,5-30
2.2.2 Motor Listrik
Motor listrik merupakan sebuah perangkat elektromagnetis yang mengubah energi listrik menjadi energi mekanik. Energi mekanik ini digunakan untuk, misalnya, memutar impeller pompa, fan atau blower, menggerakan kompresor, mengangkat bahan, dll.
a. Prinsip Kerja Motor Listrik
Pada motor listrik, tenaga listrik dirubah menjadi tenaga mekanik. Perubahan ini dilakukan dengan adanya perubahan tenaga listrik menjadi tenaga magnetikyang disebut sebagai elektromagnit.
Motor induksi merupakan motor yang paling umum digunakan pada berbagai peralatan industri. Popularitasnya karena rancangannya yang sederhana, murah dan mudah didapat, dan dapat langsung disambungkan ke sumber daya AC.
b. Komponen Motor
Motor listrik ini memiliki dua komponen listrik utama, yaitu: 1. Rotor. Motor induksi menggunakan dua jenis rotor seperti yang
diperlihatkan pada Gambar 2.8.
a. Rotor kandang tupai terdiri dari batang penghantar tebal yang dilekatkan dalam petak-petak slots paralel. Batang-batang tersebut diberi hubungan pendek pada kedua ujungnya dengan alat cincin hubungan pendek.
b. Lingkaran rotor yang memiliki gulungan tiga fasa, lapisan ganda dan terdistribusi. Dibuat melingkar sebanyak kutub stator. Tiga fasa digulungi kawat pada bagian dalamnya dan ujung yang lainnya dihubungkan ke cincin kecil yang dipasang pada batang as dengan sikat yang menempel padanya.
2. Stator. Stator dibuat dari sejumlah stampings dengan slots untuk membawa gulungan tiga fasa. Gulungan ini dilingkarkan untuk sejumlah kutub yang tertentu. Gulungan diberi spasi geometri sebesar 120 derajat.
Gambar 2.8 Konstruksi Motor Induksi
c. Klasifikasi Motor Induksi
Motor listrik AC merupakan mesin rotasi pengubah tenaga listrik menjadi tenaga mekanis putar. Motor induksi merupakan motor lisrik arus putar (AC) yang paling banyak dipakai di industri besar dan industri kecil. Hal tersebut dikarenakan, motor listrik mempunyai karakteristik yang mudah dipasang, mudah dioperasikan dan mudah dalam pemeliharaan
Motor induksi dapat diklasifikasikan menjadi dua kelompok utama yaitu:
1. Motor induksi satu fasa. Motor ini hanya memiliki satu gulungan stator, beroperasi dengan pasokan daya satu fasa, memiliki sebuah rotor kandang tupai, dan memerlukan s
motornya. Sejauh ini motor ini merupakan jenis motor yang pali umum digunakan dalam peralatan rumah tangga, seperti kipas angin, mesin cuci dan pengering pakaian, dan untuk penggunaan hingga 3 sampai 4 Hp.
2. Motor induksi tiga fasa. Medan magnet yang berputar dihasilkan oleh pasokan tiga fasa yang seimbang. Motor ter
kemampuan daya yang tinggi, dapat memiliki kandang tupai atau gulungan rotor (walaupun 90% memiliki rotor kandang tupai). Diperkirakan bahwa sekitar 70% motor di industri menggunakan jenis ini, sebagai contoh, pompa, kompresor,
dan grinder
Klasifikasi Motor Induksi
Motor listrik AC merupakan mesin rotasi pengubah tenaga listrik menjadi tenaga mekanis putar. Motor induksi merupakan motor lisrik arus putar (AC) yang paling banyak dipakai di industri besar dan kecil. Hal tersebut dikarenakan, motor listrik mempunyai karakteristik yang mudah dipasang, mudah dioperasikan dan mudah
pemeliharaan.
Motor induksi dapat diklasifikasikan menjadi dua kelompok utama
tor induksi satu fasa. Motor ini hanya memiliki satu gulungan , beroperasi dengan pasokan daya satu fasa, memiliki sebuah kandang tupai, dan memerlukan suatu alat untuk menghidupkan motornya. Sejauh ini motor ini merupakan jenis motor yang pali umum digunakan dalam peralatan rumah tangga, seperti kipas angin, mesin cuci dan pengering pakaian, dan untuk penggunaan hingga 3 sampai 4 Hp.
Motor induksi tiga fasa. Medan magnet yang berputar dihasilkan oleh pasokan tiga fasa yang seimbang. Motor ter
kemampuan daya yang tinggi, dapat memiliki kandang tupai atau gulungan rotor (walaupun 90% memiliki rotor kandang tupai). Diperkirakan bahwa sekitar 70% motor di industri menggunakan jenis ini, sebagai contoh, pompa, kompresor, belt conveyor, jaringan listrik,
grinder. Tersedia dalam ukuran 1/3 hingga ratusan Hp. Gambar 2.9 Lilitan Motor Listrik AC
Motor listrik AC merupakan mesin rotasi pengubah tenaga listrik menjadi tenaga mekanis putar. Motor induksi merupakan motor lisrik arus putar (AC) yang paling banyak dipakai di industri besar dan kecil. Hal tersebut dikarenakan, motor listrik mempunyai karakteristik yang mudah dipasang, mudah dioperasikan dan mudah
Motor induksi dapat diklasifikasikan menjadi dua kelompok utama
tor induksi satu fasa. Motor ini hanya memiliki satu gulungan , beroperasi dengan pasokan daya satu fasa, memiliki sebuah alat untuk menghidupkan motornya. Sejauh ini motor ini merupakan jenis motor yang paling umum digunakan dalam peralatan rumah tangga, seperti kipas angin, mesin cuci dan pengering pakaian, dan untuk penggunaan hingga 3
Motor induksi tiga fasa. Medan magnet yang berputar dihasilkan oleh pasokan tiga fasa yang seimbang. Motor tersebut memiliki kemampuan daya yang tinggi, dapat memiliki kandang tupai atau gulungan rotor (walaupun 90% memiliki rotor kandang tupai). Diperkirakan bahwa sekitar 70% motor di industri menggunakan jenis , jaringan listrik, . Tersedia dalam ukuran 1/3 hingga ratusan Hp.
d. Putaran Motor Induksi
Motor induksi bekerja dimana listrik dipasok ke stator yang akan menghasilkan medan magnet. Medan magnet ini bergerak dengan kecepatan sinkron disekitar
magnet kedua, yang berusaha untuk melawan medan magnet yang menyebabkan
e. Daya motor
Perhitungan didapat dari perkalian antara energi spesifik dengan kecepatan penghasilan geram pada proses pengge
sebagai berikut: Daya motor
2.2.3 Rangka
Rangka adala
berfungsi sebagai penopang landasan dan tiang untuk bed mesin gerinda chamfer
a. Kekuatan Sambungan Las Dalam perencanaan
Tipe sambungan pengelasan ada 2 jenis gambar 2.
1. Fillet joint Motor Induksi
Motor induksi bekerja dimana listrik dipasok ke stator yang akan menghasilkan medan magnet. Medan magnet ini bergerak dengan kecepatan sinkron disekitar rotor. Arus rotor menghasilkan medan magnet kedua, yang berusaha untuk melawan medan magnet
yang menyebabkan rotor berputar.
Daya motor
erhitungan didapat dari perkalian antara energi spesifik dengan kecepatan penghasilan geram pada proses penggerindaan dengan rumus sebagai berikut:
Daya motor P = u × MRR ...
Rangka adalah salah satu komponen penting pada
berfungsi sebagai penopang landasan dan tiang untuk bed mesin gerinda chamfer.
Kekuatan Sambungan Las
Dalam perencanaan rangka terdapat sambungan las.
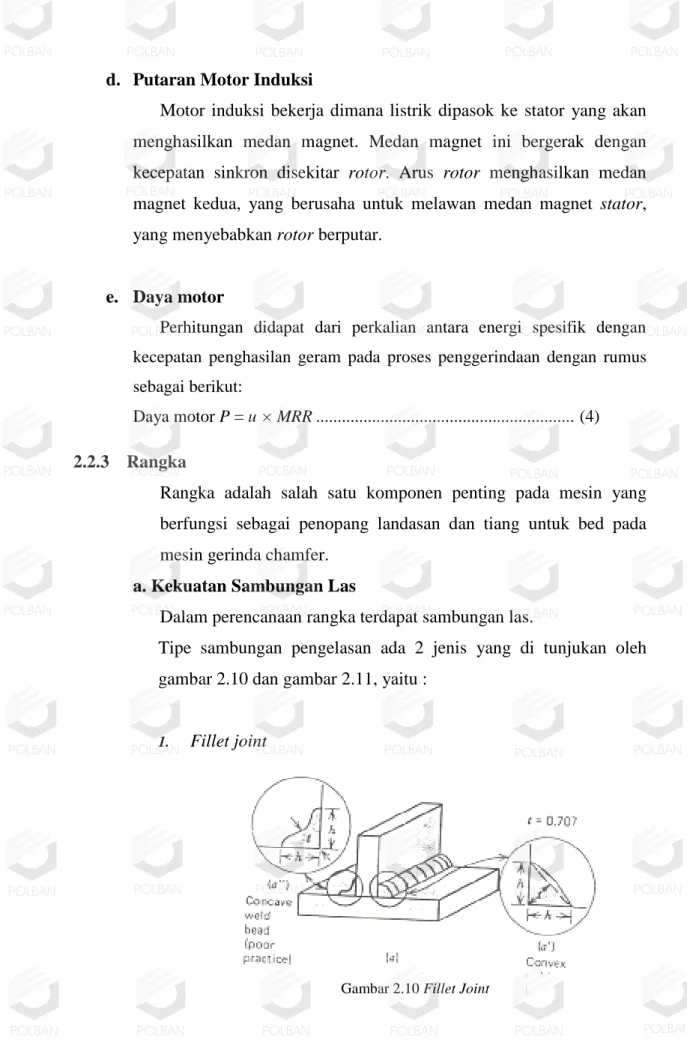
Tipe sambungan pengelasan ada 2 jenis yang di tunjukan oleh gambar 2.10 dan gambar 2.11, yaitu :
Fillet joint
Gambar 2.10 Fillet Joint
Motor induksi bekerja dimana listrik dipasok ke stator yang akan menghasilkan medan magnet. Medan magnet ini bergerak dengan menghasilkan medan magnet kedua, yang berusaha untuk melawan medan magnet stator,
erhitungan didapat dari perkalian antara energi spesifik dengan rindaan dengan rumus
u × MRR ... (4)
salah satu komponen penting pada mesin yang berfungsi sebagai penopang landasan dan tiang untuk bed pada
rangka terdapat sambungan las.
yang di tunjukan oleh
2. Butt join
2.2.4 Dongkrak
Kekuatan dongkrak gunting, atau jembatan ini memiliki daya angkat berkisar 1,5 – 2 ton. Mekanisme kerja dari dongkrak ini, akan mengangkat ketika batang sekrupnya diputar secara bertahap bagian dari sisi dongkrak akan meninggi karena ditarik oleh ulir.
2.2.5 Rel Linear
Rel linear pada dasarnya ada dalam dua jenis yaitu bulat dan persegi seperti yang terlihat pada gambar 2.13.
Kriteria untuk memilih rel linear tidak berbeda dari pada memilih komponen mesin lainnya spesifikasi desain, dan menentukan tujuan dari sistem kerja rel linear.
Gambar 2.11 Butt joint
Gambar 2.12 Dongkrak gunting
Gambar 2.13 Rel Linear