4. HASIL DAN PEMBAHASAN
4.1 Penilaian Program Kelayakan Dasar (PreRequisite Program)
PT Makmur Jaya Sejahtera merupakan perusahaan yang bergerak dibidang perikanan. Produk unggulannya adalah tuna loin beku. Kajian evaluasi penerapan sistem HACCP difokuskan pada tuna loin yang berasal dari ikan tuna segar. Tuna loin yang diproses di perusahaan ini lebih banyak menggunakan bahan baku ikan tuna segar (fresh) dibandingkan dengan ikan tuna yang beku. Karena itulah kajian evaluasi penerapan sistem HACCP difokuskan pada tuna loin yang berasal dari ikan tuna segar.
Kelayakan dasar merupakan fondasi awal sebelum konsepsi manajemen mutu HACCP diterapkan di suatu unit pengolahan. Penilaian kelayakan dasar suatu unit pengolahan dapat dilakukan dengan menggunakan lembar penilaian yang telah dibakukan. Nilai dari status kelayakan dasar akan menentukan apakah unit pengolahan mampu menerapkan dan mengembangkan konsepsi HACCP (Thaheer, 2005).
Berdasarkan pemantauan yang dilakukan, hasil penilaian terhadap penerapan program kelayakan dasar di PT Makmur Jaya Sejahtera pada bulan Oktober - November 2009 menunjukkan terdapat 4 penyimpangan minor dan 4 penyimpangan mayor yang dapat dilihat pada Lampiran 2 dan Tabel 6 mengenai daftar penilaian/check list Unit Pengolahan Ikan (UPI) dan penyimpangan persyaratan kelayakan dasar pada unit pengolahan. Dengan jumlah penyimpangan tersebut, maka PT Makmur Jaya Sejahtera dikategorikan sebagai UPI dengan nilai A (sangat baik), artinya unit pengolahan tersebut dapat melakukan ekspor ke negara mana saja sesuai dengan peraturan yang diberlakukan oleh Ditjen PPHP No. PER.011/DJ-P2HP/2007.
Tabel 6. Hasil penilaian kelayakan dasar PT Makmur Jaya Sejahtera bulan Oktober – November 2009 berdasarkan daftar penilaian unit pengolahan ikan (UPI) yang diterbitkan oleh Direktorat Jenderal Pengolahan dan Pemasaran Hasil Perikanan (2007)
Penyimpangan Minor
• Terjadi kondensasi di ruang anteroom (Penyimpangan 4.5.3)
• Tempat pencucian alat tidak terpisah dengan ruang produksi (Penyimpangan 5.6)
• Tempat pencucian alat tidak memiliki pintu masuk dan keluar yang terpisah (Penyimpangan 5.7)
• Peralatan tidak diberi tanda untuk setiap area yang berbeda (Penyimpangan 5.9)
Penyimpangan Mayor
• Lantai ada yang retak (Penyimpangan 4.1.2)
• Pada ruang produksi terdapat dinding yang pecah (Penyimpangan 4.2.2) • Masih ada pipa yang menonjol di ruang produksi (Penyimpangan 4.2.4) • Pertemuan antara dinding dan lantai serta dinding dan dinding masih
membentuk sudut 90 0 (Penyimpangan 4.2.5) Sumber : Data olahan penulis (2009)
Tindakan yang dapat dilakukan oleh pihak perusahaan untuk memperbaiki penyimpangan minor yang ditemukan diantaranya memperbaiki tata ruang anteroom agar tidak terjadi kondensasi (Penyimpangan 4.5.3), membuat ruangan khusus untuk pencucian alat (Penyimpangan 5.6 dan 5.7), memberi tanda pada peralatan untuk setiap area yang berbeda (Penyimpangan 5.9). Sedangkan tindakan yang dapat dilakukan pihak perusahaan untuk memperbaiki penyimpangan mayor yang ditemukan diantaranya memperbaiki lantai yang retak (Penyimpangan 4.1.2), memperbaiki dinding yang pecah (Penyimpangan 4.2.2), memperbaiki tata ruang produksi agar pipa tidak menonjol di ruang produksi (Penyimpangan 4.2.4), dan memperbaiki sudut antara lantai dengan dinding dan dinding dengan dinding menjadi 450 sehingga mudah dibersihkan (Penyimpangan 4.2.5).
4.2 Evaluasi Penerapan Program HACCP
Hazard Analysis Critical Control Point (HACCP) adalah suatu sistem yang dibuat untuk mengidentifikasi bahaya dan melakukan tindakan untuk mengontrol bahaya tersebut dalam rangka menjamin keamanan pangan (Vela dan Fernandez 2003). HACCP menekankan pentingnya mutu keamanan
pangan, karena itu sebagai suatu sistem manajemen keamanan pangan, HACCP dapat diterapkan pada seluruh mata rantai proses pengolahan produk pangan mulai dari bahan baku sampai produk dikonsumsi (Pierson dan Corlett 1992). 4.2.1 Pembentukan tim HACCP
PT Makmur Jaya Sejahtera telah menerapkan HACCP sejak tahun 1998. Tim HACCP di PT Makmur Jaya Sejahtera yaitu General Manager sebagai pimpinan dari Assistant General Manager, Production Manager, QC Manager,
HRD Manager, QC staf,f QC Laboratory dan Mechanic. Tim HACCP harus memiliki pengetahuan dan pengalaman multi disiplin dalam mengembangkan dan menerapkan sistem manejemen keamanan pangan. Keahlian yang dicakup di antaranya tentang produk, proses dan program HACCP yang diterapkannya (Moy
et al., 1994). Surat penugasan tim HACCP PT. Makmur Jaya Sejahtera dapat dilihat pada Lampiran 1.
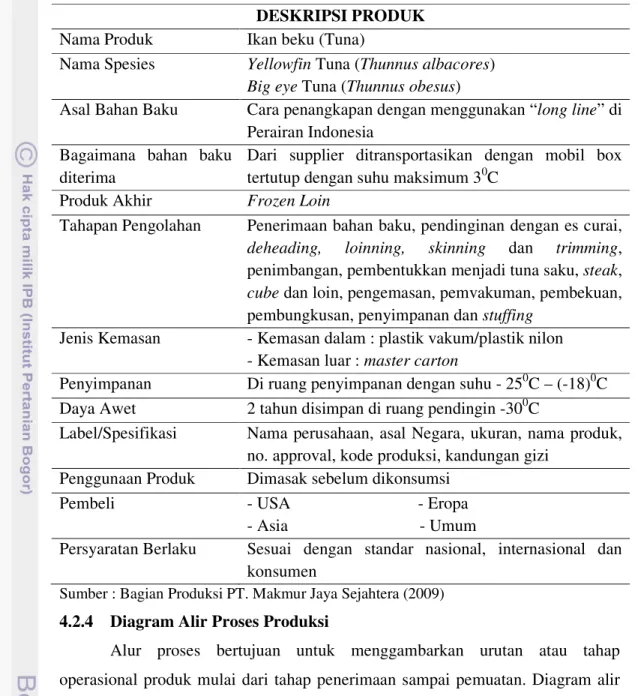
4.2.2 Deskripsi produk
Deskripsi produk adalah sebuah daftar yang berisikan seluruh informasi lengkap produk akhir. Dengan deskripsi produk ini maka akan lebih mudah menganalisis bahaya dan mengendalikan titik kritis produk tersebut. Deskripsi produk tuna loin beku dapat dilihat pada Tabel 7.
4.2.3 Identifikasi kegunaan
Identifikasi kegunaan produk biasanya didasarkan pada pengguna produk yang diharapkan dan pengguna akhir produk atau konsumen (Moy et al., 1994). Produk tuna loin beku yang dihasilkan oleh PT Makmur Jaya Sejahtera merupakan produk siap masak dengan mutu ekspor yang ditujukan untuk negara Amerika, Eropa, Asia dan umum. Produk ini dapat digolongkan ke dalam produk yang beresiko tinggi karena sasaran konsumennya umum (Thaheer 2005). Dengan diterapkannya HACCP dalam unit pengolahan tuna loin beku diharapkan dapat menghindari dan mencegah bahaya-bahaya yang kemungkinan beresiko buruk terhadap konsumen dan menghasilkan produk yang aman, bermutu tinggi dan tidak merugikan secara ekonomi.
Tabel 7. Deskripsi produk tuna loin beku DESKRIPSI PRODUK
Nama Produk Ikan beku (Tuna)
Nama Spesies Yellowfin Tuna (Thunnus albacores)
Big eye Tuna (Thunnus obesus)
Asal Bahan Baku Cara penangkapan dengan menggunakan “long line” di Perairan Indonesia
Bagaimana bahan baku diterima
Dari supplier ditransportasikan dengan mobil box tertutup dengan suhu maksimum 30C
Produk Akhir Frozen Loin
Tahapan Pengolahan Penerimaan bahan baku, pendinginan dengan es curai,
deheading, loinning, skinning dan trimming, penimbangan, pembentukkan menjadi tuna saku, steak,
cube dan loin, pengemasan, pemvakuman, pembekuan, pembungkusan, penyimpanan dan stuffing
Jenis Kemasan - Kemasan dalam : plastik vakum/plastik nilon - Kemasan luar : master carton
Penyimpanan Di ruang penyimpanan dengan suhu - 250C – (-18)0C Daya Awet 2 tahun disimpan di ruang pendingin -300C
Label/Spesifikasi Nama perusahaan, asal Negara, ukuran, nama produk, no. approval, kode produksi, kandungan gizi
Penggunaan Produk Dimasak sebelum dikonsumsi Pembeli - USA - Eropa
- Asia - Umum
Persyaratan Berlaku Sesuai dengan standar nasional, internasional dan konsumen
Sumber : Bagian Produksi PT. Makmur Jaya Sejahtera (2009) 4.2.4 Diagram Alir Proses Produksi
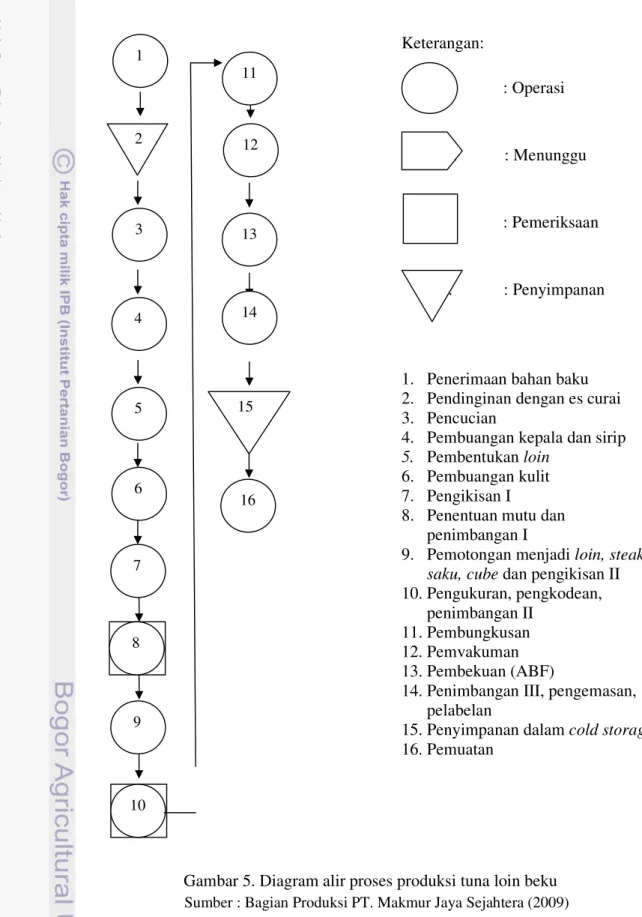
Alur proses bertujuan untuk menggambarkan urutan atau tahap operasional produk mulai dari tahap penerimaan sampai pemuatan. Diagram alir proses harus menggambarkan bagaimana produk tersebut ditangani. Tujuan dari dibuatnya diagram alir proses produksi tuna loin beku ini, yaitu sebagai dasar untuk melakukan analisis bahaya pada setiap tahapan proses. Format dari diagram alir sangat beragam dan belum ada standarnya. Diagram alir meliputi setiap tahapan proses yang dilalui bahan baku. Diagram alir tersebut dibuat berdasarkan pengamatan tahap proses produksi yang dijalankan (Moy et al., 1994). Tahapan ini sangat penting karena menjadi dasar atau sarana untuk menganalisis bahaya. Diagram alir proses produksi tuna loin beku dapat dilihat pada Gambar 5.
Keterangan: : Operasi : : Menunggu : Pemeriksaan : : Penyimpanan
1. Penerimaan bahan baku 2. Pendinginan dengan es curai 3. Pencucian
4. Pembuangan kepala dan sirip
5. Pembentukan loin
6. Pembuangan kulit 7. Pengikisan I
8. Penentuan mutu dan penimbangan I
9. Pemotongan menjadi loin, steak,
saku, cube dan pengikisan II 10. Pengukuran, pengkodean,
penimbangan II 11. Pembungkusan 12. Pemvakuman 13. Pembekuan (ABF)
14. Penimbangan III, pengemasan, pelabelan
15. Penyimpanan dalam cold storage 16. Pemuatan
Gambar 5. Diagram alir proses produksi tuna loin beku Sumber : Bagian Produksi PT. Makmur Jaya Sejahtera (2009) 1 2 3 4 5 6 7 16 10 8 9 12 13 14 15 11
4.2.5 Verifikasi Diagram Alir
Diagram alir yang telah dibuat harus diverifikasi keakuratannya dengan kenyataan proses dilapangan. Berbekal diagram alir yang tersedia, dilakukan pemeriksaan ke dalam lini produksi secara hati-hati. Bila ternyata diagram alir tersebut tidak tepat atau kurang sempurna, harus dilakukan modifikasi. Diagram alir yang telah dibuat dan diverifikasi kemudian didokumentasikan. Verifikasi diagram alir dilakukan oleh QC Manager.
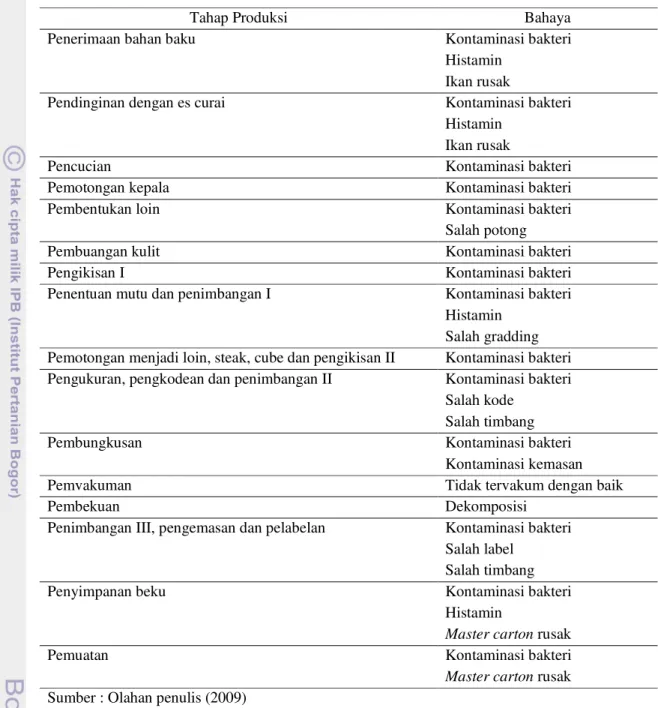
4.2.6 Analisis bahaya
Tim HACCP harus mencatat semua bahaya biologi, kimia dan/atau fisika yang mungkin ada dalam tiap tahapan proses. Bahaya adalah kontaminasi biologi, kimia dan/atau fisika yang tidak diharapkan. Kemudian tim HACCP harus menjelaskan dan mempertimbangkan tindakan pengendaliannya. Analisis bahaya adalah proses pengumpulan dan penilaian informasi mengenai bahaya dan keadaan sampai dapat terjadinya bahaya untuk menentukan mana yang berdampak nyata terhadap keamanan pangan dan harus ditangani dalam rencana HACCP (Moy et al., 1994). Langkah ini dilakukan dengan mengidentifikasi dan menginventarisasi bahaya-bahaya terhadap keamananan produk yang dapat terjadi dalam proses produksi serta tindakan-tindakan pencegahan yang diperlukan untuk mengendalikan bahaya atau risiko potensial yang membahayakan. Lembar analisis bahaya dapat dilihat pada Lampiran 5.
Tabel 8. Analisis Bahaya
Tahap Produksi Bahaya
Penerimaan bahan baku Kontaminasi bakteri
Histamin Ikan rusak
Pendinginan dengan es curai Kontaminasi bakteri
Histamin Ikan rusak
Pencucian Kontaminasi bakteri
Pemotongan kepala Kontaminasi bakteri
Pembentukan loin Kontaminasi bakteri
Salah potong
Pembuangan kulit Kontaminasi bakteri
Pengikisan I Kontaminasi bakteri
Penentuan mutu dan penimbangan I Kontaminasi bakteri
Histamin Salah gradding Pemotongan menjadi loin, steak, cube dan pengikisan II Kontaminasi bakteri Pengukuran, pengkodean dan penimbangan II Kontaminasi bakteri
Salah kode Salah timbang
Pembungkusan Kontaminasi bakteri
Kontaminasi kemasan
Pemvakuman Tidak tervakum dengan baik
Pembekuan Dekomposisi
Penimbangan III, pengemasan dan pelabelan Kontaminasi bakteri Salah label
Salah timbang
Penyimpanan beku Kontaminasi bakteri
Histamin
Master carton rusak
Pemuatan Kontaminasi bakteri
Master carton rusak Sumber : Olahan penulis (2009)
4.2.6.1 Penerimaan bahan baku (receiving)
Bahan baku yang digunakan dalam proses produksi tuna loin beku di PT Makmur Jaya Sejahtera adalah ikan tuna jenis tuna yellowfin (Thunnus
albacares) dan tuna big eye (Thunnus obesus). Bahan baku tersebut merupakan hasil tangkapan di Perairan Indonesia. PT Makmur Jaya Sejahtera biasanya membeli bahan baku langsung dari kapal penangkap tuna di transit dalam kondisi segar (fresh). Proses pembelian bahan baku tuna dilakukan oleh karyawan bagian
purchasing dan pengecekan kesegaran ikan dilakukan oleh petugas quality control (QC).
Transportasi ikan tuna dari transit ke PT Makmur Jaya Sejahtera dilakukan menggunakan truk tertutup. Waktu yang dibutuhkan untuk transportasi dari transit sampai ke perusahaan adalah 3 hingga 4 menit. Penerimaan bahan baku dilakukan di ruang receiving. Bahan baku yang diturunkan dari mobil ditimbang untuk mengecek kesesuaian dengan hasil penimbangan di transit dan juga diukur suhu pusatnya dengan menggunakan infrared thermometer. Menurut GMP PT Makmur Jaya Sejahtera, setelah sampai di perusahaan ikan diukur suhunya untuk mengetahui suhu pusat ikan. Tetapi kadang-kadang QC tidak mengukur suhu pusat ikan. Bahan baku yang diterima harus dalam keadaan utuh dan suhu pusat ikan antara 0-3 0C. Kemudian ikan dimasukkan dalam kolam berisi air dan es bersuhu ≤ 3 0C.
Bahan baku ikan tuna yang diterima oleh perusahaan dilakukan pengujian kadar histamin, Salmonella, E. coli dan TPC. Pada tahap ini terdapat beberapa bahaya potensial, yaitu senyawa histamin dan pertumbuhan bakteri yang dapat dikategorikan pada bahaya keamanan pangan (food safety) dan mutu (wholesomeness). Selain itu bahaya potensial lainnya adalah kerusakan pada ikan dan kontaminasi bakteri akibat penanganan yang kasar. Bahaya ini dikategorikan pada bahaya mutu (wholesomeness).
4.2.6.2 Pendinginan dengan es curai (chilling with slush ice)
Bahan baku yang diterima tidak langsung diproses, bahan baku tersebut di simpan dalam sebuah bak penampungan ikan selama 15 – 30 menit (hingga waktu pengolahan tiba). Bak penampungan ikan tersebut berisi campuran air dan es curai bersuhu ≤ 3 0C. Penyimpanan sementara dilakukan untuk menjaga suhu ikan agar ≤ 3 0
C saat menunggu proses pengolahan lebih lanjut. Proses pemasukan ikan tuna ke dalam bak penampungan dilakukan dengan hati-hati untuk menghindari kerusakan fisik pada ikan tuna yang dapat menyebabkan kemunduran mutu. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri akibat peningkatan suhu air pada kolam penampungan dan kerusakan fisik ikan dan kontaminasi bakteri pada saat pemasukkan ikan tuna ke bak penampungan. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu
(wholesomeness). Selain itu bahaya potensial lain adalah timbulnya senyawa histamin pada saat penyimpanan sementara akibat dari penyimpangan suhu air dan es di kolam penampungan. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness).
4.2.6.3 Pencucian (washing)
Saat tiba waktu proses, bahan baku dikeluarkan dari kolam penampungan. Sebelum diproses, bahan baku dibersihkan dengan cara mengangkat ikan tuna dari bak penampungan ikan menggunakan katrol kemudian memasukkan ikan dalam bak yang berisi air dingin bersuhu < 3 0C dan menyikat ikan menggunakan spon. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri jika suhu air tinggi. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Pencucian ini bertujuan untuk menghilangkan kotoran yang menempel pada bagian kulit ikan. Air yang digunakan dalam proses pencucian ini telah mengalami perlakuan (treatment) berupa filtrasi dan ozonisasi untuk mengurangi kontaminasi bakteri. Selain itu, air diuji kualitasnya secara berkala di laboratorium internal perusahaan. Monitoring dan verifikasi hasil pengujian air dan es di laboratorium internal dilaporkan dalam Form 2b. Record of internal
laboratory analysis (water and ice test) (Lampiran 12). Berdasarkan pengamatan di lapangan, suhu air dijaga < 3 0C, maka tahapan ini tidak termasuk ke dalam bahaya potensial signifikan.
4.2.6.4 Pembuangan kepala dan sirip (deheading)
Ikan tuna dipotong bagian kepala dan siripnya dengan menggunakan pisau
stainless stell secara hati-hati. Kepala dan sirip hasil potongan ditampung dalam tempat khusus untuk limbah yang selanjutnya segera dikeluarkan dari ruang proses agar tidak menyebabkan kontaminasi. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri yang dikategorikan pada keamanan pangan (food
safety) dan mutu (wholesomeness). Bahaya ini dapat terjadi jika suhu ruang proses tinggi dan kontaminasi alat. Berdasarkan pengamatan yang dilakukan, suhu ruangan dijaga 13 0C dan pisau dibersihkan secara berkala. Maka tahapan ini tidak termasuk ke dalam bahaya potensial signifikan.
4.2.6.5 Pembentukan loin (loinning)
Tahap selanjutnya adalah pembentukan loin secara manual. Pembentukan loin dilakukan dengan membelah ikan membentuk fillet, dan memotong fillet tersebut secara membujur menjadi dua bagian sesuai dengan garis linea literalis. Selanjutnya dilakukan pembuangan tulang dan kotoran lainnya. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri yang dikategorikan pada keamanan pangan (food safety) dan mutu (wholesomeness). Bahaya terjadi jika suhu ruang proses tinggi dan kontaminasi dari pisau. Berdasarkan pengamatan yang dilakukan, suhu ruangan dijaga 13 0C dan pisau dibersihkan secara berkala, maka tahapan ini tidak termasuk ke dalam bahaya potensial signifikan.
4.2.6.6 Pembuangan kulit (skinning)
Tahap selanjutnya adalah pembuangan kulit. Pembuangan kulit dilakukan dengan cara menyayat loin pada batas antara daging dengan kulit. Pembuangan kulit dimaksudkan untuk meminimalisasi kontaminasi bakteri yang terdapat pada kulit, karena pada kulit terdapat lendir yang dapat menjadi media tumbuh bakteri. Kulit ikan tersebut langsung dimasukkan ke dalam plastik dan dibawa ke tempat penampungan limbah untuk menghindari terjadinya kontaminasi. Bahaya yang terdapat pada tahap ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Bahaya potensial yang mungkin adalah pertumbuhan bakteri akibat kontaminasi dari alat dan pekerja. Berdasarkan pengamatan yang dilakukan, alat dan perlengkapan yang digunakan dibersihkan secara berkala. Sehingga tahapan ini tidak termasuk dalam bahaya potensial signifikan.
4.2.6.7 Pengikisan (trimming) I
Setelah pengkulitan, dilakukan pembuangan daging gelap, tulang yang masih melekat, sisik, sisa kulit dan daging yang rusak. Proses ini dilakukan dengan cara menyayat loin searah dari bagian atas hingga ke pangkal ekor. Bahaya potensial pada tahap ini adalah kontaminasi bakteri dari alat dan pekerja. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Tahap ini tidak termasuk dalam bahaya potential signifikan karena berdasarkan pengamatan yang dilakukan, alat dan perlengkapan yang digunakan dibersihkan setiap 5 menit.
4.2.6.8 Penentuan mutu dan penimbangan I (grading and weighing I)
Setelah melalui tahap pengikisan dilakukan penentuan mutu secara organoleptik yang meliputi warna daging, penampakan, dan teksturnya. Kemudian dilakukan penimbangan untuk mengetahui berat produk tuna loin yang diperoleh. Proses penimbangan dilakukan menggunakan timbangan digital yang telah dikalibrasi dan dilakukan secara manual oleh pekerja. Berat produk dicatat dalam laporan timbang. Monitoring dan verifikasi kalibrasi timbangan dilaporkan dalam Form 12. Record of internal calibration (Lampiran 10).
Pada tahapan ini tuna loin beku disampling acak untuk diuji Salmonella,
E. coli dan TPC. Karena ada kemungkinan bakteri meningkat selama proses. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri patogen dan peningkatan kadar histamin akibat dari penyimpangan suhu dan kerusakan loin pada saat penanganan. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Selain itu bahaya potensial lain adalah salah timbang dan salah kode. Bahaya ini termasuk dalam kategori penipuan ekonomi (economic fraud). Pada tahap ini bahaya dapat terjadi karena kesalahan petugas dan kondisi alat yang digunakan (untuk penimbangan). Berdasarkan pengamatan yang dilakukan, petugas selalu mentera timbangan setiap kali akan digunakan dan mereparasi timbangan bila terjadi kerusakan serta melakukan penanganan cepat, hati-hati dan selalu menjaga sanitasi dan higiene selama proses berlangsung. Oleh karena itu bahaya ini dikategorikan sebagai bahaya yang tidak potensial signifikan.
4.2.6.9 Pemotongan menjadi loin, steak, saku, cube dan pengikisan II (cutting to loin, steak, saku, cube and trimming II)
Pada proses ini, daging ikan tuna yang sudah dalam bentuk loin kemudian dipotong menjadi produk tuna saku atau dirapikan sebagai produk tuna loin. Bagian ekor dari tuna loin biasanya digunakan untuk pembuatan produk tuna
steak. Pada proses ini juga dilakukan pengikisan untuk merapikan bentuk loin. Daging sisa pengikisan digunakan untuk pembuatan produk tuna cube. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri akibat penyimpangan suhu serta kontaminasi alat dan pekerja. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Berdasarkan pengamatan yang
dilakukan, alat dan perlengkapan yang digunakan dibersihkan secara berkala. Sehingga tahapan ini tidak termasuk dalam bahaya potensial signifikan.
4.2.6.10 Pengukuran, pengkodean, dan penimbangan II (sizing, coding, weighing II)
Setelah dibentuk, loin ditimbang untuk mengetahui berat produk yang akan dibekukan. Proses penimbangan dilakukan menggunakan timbangan digital yang telah dikalibrasi dan dilakukan secara manual oleh pekerja. Berat produk dicatat dalam laporan timbang. Monitoring dan verifikasi kalibrasi timbangan dilaporkan dalam Form 12. Record of internal calibration (Lampiran 10). Pengukuran dilakukan sesuai dengan spesifikasi produk yang diinginkan pelanggan (buyer). Selanjutnya dilakukan pengkodean produk tuna loin. Kode yang digunakan mencantumkan nama supplier bahan baku tuna loin serta tanggal, bulan, dan tahun produksi.
Bahaya potensial pada tahap ini adalah pertumbuhan bakteri patogen akibat dari penyimpangan suhu. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Selain itu bahaya potensial lain adalah salah timbang dan salah kode. Bahaya ini termasuk dalam kategori penipuan ekonomi (economic fraud). Bahaya dapat terjadi karena kesalahan petugas dan kondisi alat yang digunakan (untuk penimbangan). Berdasarkan pengamatan yang dilakukan, petugas selalu mentera timbangan setiap kali akan digunakan dan mereparasi timbangan bila terjadi kerusakan. Oleh karena itu bahaya ini dikategorikan sebagai bahaya yang tidak potensial signifikan.
4.2.6.11 Pembungkusan (wrapping)
Pembungkusan dilakukan menggunakan plastik OTR. Semua permukaan tuna loin harus tertutup dengan plastik OTR untuk melindungi produk dari kontaminasi. Bahaya potensial yang mungkin terjadi adalah pertumbuhan bakteri patogen akibat dari penyimpangan suhu dan kontaminasi kemasan. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Bahaya potensial lain yang mungkin timbul adalah adanya kotoran yang menempel pada produk akibat kontaminasi dari bahan pengemas. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Bahaya yang muncul pada tahap ini dapat terjadi karena suhu ruang proses tinggi dan kontaminasi pembungkus. Berdasarkan pengamatan yang
dilakukan, petugas selalu memeriksa pembungkus setiap kali akan digunakan. Oleh karena itu bahaya ini dikategorikan sebagai bahaya yang tidak potensial signifikan.
4.2.6.12 Pemvakuman
Setelah dibungkus dengan plastik OTR, tuna loin divakum. Proses pemvakuman ini bertujuan untuk menghilangkan udara yang ada di dalam kemasan plastik dan menutup rapat plastik, agar produk tuna loin berada dalam kondisi hampa udara sehingga mencegah dari kontaminasi. Pemvakuman dilakukan menggunakan mesin vakum yang dioperasikan oleh pekerja. Selanjutnya produk disusun dalam keranjang plastik yang telah diberi alas berupa plat stainless steel untuk selanjutnya dilakukan proses pembekuan. Bahaya potensial pada tahap ini adalah produk tidak tervakum dengan baik. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Pada tahap ini bahaya dapat terjadi karena kesalahan petugas dan kondisi alat yang digunakan. Berdasarkan pengamatan yang dilakukan, petugas selalu mengecek alat setiap kali akan digunakan dan mereparasi alat bila terjadi kerusakan. Oleh karena itu bahaya ini dikategorikan sebagai bahaya yang tidak potensial signifikan.
4.2.6.13 Pembekuan (freezing)
Pembekuan produk tuna loin di PT Makmur Jaya Sejahtera dilakukan menggunakan mesin Air Blast Freezer (ABF). Menurut standar proses pengolahan tuna loin beku di PT Makmur Jaya Sejahtera, pembekuan menggunakan ABF dilakukan dengan suhu operasi sebesar -35 0C selama tidak lebih dari 9 jam sehingga suhu pusat produk mencapai -18 0C. Bahaya potensial pada tahapan proses pembekuan adalah suhu pembekuan > -35 0C dan suhu pusat tuna loin > -18 0C. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness). Ruang ABF dilengkapi dengan alat pengatur dan monitor suhu yang terdapat di bagian luar ruang ABF sehingga dapat dilihat dengan mudah. Monitoring suhu ABF dilakukan setiap jam oleh operator. Pengawasan dan verifikasi dilaporkan dalam Form 6. Record of cold storage and air blast
freezer temperature (Lampiran 16). Maka tahap ini tidak termasuk ke dalam bahaya potensial signifikan.
4.2.6.14 Penimbangan III, pengemasan, dan pelabelan (weighing III, packing, and labelling)
Sebelum dikemas dengan master carton, loin ditimbang untuk mengetahui berat produk akhir yang akan dimasukkan ke master carton. Pada proses penyusunan produk dalam master carton, dilakukan pemberian busa tipis kedap air. Penggunaan busa bertujuan untuk menghindari benturan yang dapat menyebabkan kerusakan produk selama proses distribusi dan transportasi ke negara tujuan ekspor. Pada bagian luar master carton terdapat label yang berisi informasi mengenai nama perusahaan, spesifikasi produk, asal negara, nomor approval, ukuran, berat, dan tanggal produksi. Setelah master carton penuh kemudian direkatkan menggunakan lackband bening berukuran besar. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri patogen akibat dari penyimpangan suhu. Bahaya ini termasuk dalam kategori keamanan pangan (food
safety) dan mutu (wholesomeness). Selain itu bahaya potensial lain adalah salah timbang dan salah kode. Bahaya ini termasuk dalam kategori penipuan ekonomi (economic fraud). Bahaya yang muncul pada tahap ini dapat terjadi karena kesalahan petugas dan kondisi alat yang digunakan (untuk penimbangan). Berdasarkan pengamatan yang dilakukan, petugas selalu mentera timbangan setiap kali akan digunakan, mengkalibrasi timbangan setiap 6 bulan sekali dan mereparasi timbangan bila terjadi kerusakan. Oleh karena itu bahaya ini dikategorikan sebagai bahaya yang tidak potensial signifikan.
4.2.6.15 Penyimpanan beku (storaging)
Setelah dikemas dalam master carton, loin tidak langsung dimasukkan ke dalam kontainer tetapi disimpan di cold storage. Menurut standar proses pengolahan tuna loin beku di PT Makmur Jaya Sejahtera penyimpanan produk tuna loin beku dilakukan dalam cold storage dengan suhu -18 0C – (-25 0C) untuk mempertahankan suhu pusat ikan -18 0C. Produk yang dimasukkan ke dalam cold
storage disusun secara teratur dengan kode yang sama pada setiap pallet untuk memudahkan proses stuffing. Sesuai pedoman GMP, penyimpanan produk dalam
cold storage dilakukan dengan menerapkan sistem First In First Out (FIFO), yaitu produk yang pertama kali masuk ke dalam cold storage maka harus dikeluarkan pada urutan pertama juga. Bahaya potensial pada tahap ini adalah pertumbuhan bakteri patogen, meningkatnya senyawa histamin dan kerusakan master carton
pada saat disimpan di cold storage. Bahaya ini termasuk dalam kategori keamanan pangan (food safety) dan mutu (wholesomeness).
4.2.6.16 Pemuatan (stuffing)
Proses stuffing dilakukan dengan menyusun master carton di dalam kontainer dengan rapi serta memperhatikan sirkulasi udara di dalam kontainer agar sirkulasi suhu dingin dapat menjangkau seluruh ruang. Penyusunan produk dalam kontainer berdasarkan jenis produk dan ukuran produk. Pengisian ke dalam kontainer dilakukan secepat mungkin untuk meminimalkan peningkatan suhu produk yang dapat menyebabkan produk menjadi rusak. Suhu kontainer di setting -18 0C, untuk memastikan bahwa sirkulasi udara di dalam kontainer berjalan dengan baik dan mempertahankan suhu pusat ikan ≤ -18 0C selama perjalanan menuju negara tujuan. Kontainer yang digunakan dijaga kebersihannya agar tidak terjadi kontaminasi pada produk. Sebelum perusahaan melakukan ekspor, maka dilakukan pengujian terhadap produk tuna loin beku untuk mengetahui kandungan mikroba dan kadar histamin serta logam berat. Pengujian produk akhir dilakukan oleh Balai Pengujian Mutu dan Pengolahan Hasil Perikanan dan Kelautan DKI Jakarta (BPMPHPK DKI Jakarta). Setelah dilakukan pengujian, maka produk tersebut akan memperoleh sertifikat kesehatan (health certificate) yang menyatakan bahwa produk tersebut sudah layak ekspor. Balai Pengujian Mutu dan Pengolahan Hasil Perikanan dan Kelautan DKI Jakarta (BPMPHPK DKI Jakarta) menawarkan suatu program pemberian Sertifikat Kesehatan dalam satu hari atau yang disebut one day service, namun PT Makmur Jaya Sejahtera belum mengikuti program one day service. Sarana transportasi yang digunakan untuk mengangkut produk ke negara tujuan ekspor adalah kapal laut.
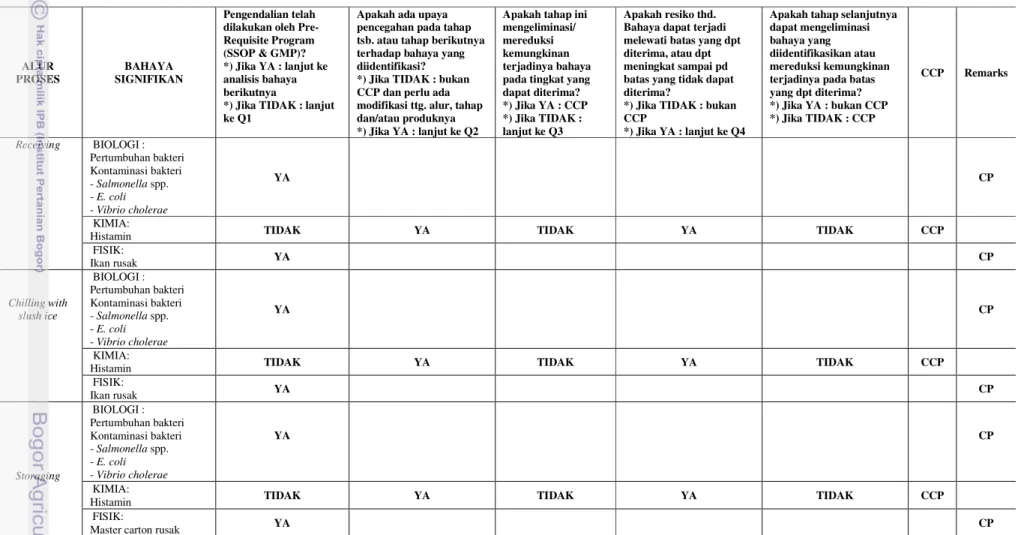
4.2.7 Identifikasi Critical Control Point (CCP)
Setiap tahapan yang menyebabkan adanya bahaya yang nyata harus diidentifikasi lebih lanjut untuk meyakinkan apakah tahapan tersebut termasuk dalam CCP atau tidak. Untuk membantu menemukan dan menetapkan CCP dengan benar, Codex Alimentarius Commission telah memberikan pedoman berupa diagram pohon keputusan CCP (CCP decision tree). Diagram pohon keputusan adalah pertanyaan logis yang menanyakan setiap bahaya. Jawaban dari setiap pertanyaan akan membawa tim HACCP memutuskan sesuatu merupakan
CCP atau bukan. Penggunaan diagram ini membawa pola pikir analisis yang terstruktur dan memberikan jaminan pendekatan yang konsisten pada setiap tahap dan setiap bahaya yang teridentifikasi (CAC, 2003). Identifikasi CCP dapat dilihat pada Tabel 9.
4.2.7.1 Penerimaan bahan baku (receiving)
Tahap penerimaan bahan baku termasuk CCP karena tidak ada tahap selanjutnya yang dapat mengurangi atau menghilangkan histamin yang telah terbentuk.
4.2.7.2 Pendinginan dengan es curai (chilling wiht slush ice)
Tahap ini merupakan bahaya potensial signifikan karena tidak dapat dikendalikan dengan GMP di perusahaan. Tahap ini termasuk CCP karena jika terbentuk histamin pada tahapan ini maka tidak ada tahap selanjutnya yang dapat mengurangi histamin yang sudah terbentuk.
4.2.7.3 Penyimpanan beku (storaging)
Tahap ini merupakan bahaya potensial signifikan karena tidak dapat dikendalikan dengan GMP di perusahaan. Tahap ini termasuk CCP karena jika terbentuk histamin pada tahapan ini maka tidak ada tahap selanjutnya yang dapat mengurangi histamin yang sudah terbentuk.
4.2.8 Penetapan Batas Kritis (Critical Limit)
Batas kritis ini tidak boleh dilampaui karena batas-batas ini sudah merupakan toleransi yang menjamin bahwa bahaya dapat dikontrol. Batas kritis ini tidak boleh dilanggar untuk menjamin keamanan produk akhir. PT Makmur Jaya Sejahtera memakai batas maksimal 30 ppm untuk kadar histamin pada tahap penerimaan bahan baku dan untuk produk, maksimal 3 0C untuk pendinginan dengan es curai. Untuk lebih jelas batas kritis dari setiap CCP dapat dilihat pada Lampiran 6.
Tabel 9. Identifikasi CCP ALUR PROSES BAHAYA SIGNIFIKAN Pengendalian telah dilakukan oleh Pre-Requisite Program (SSOP & GMP)? *) Jika YA : lanjut ke analisis bahaya berikutnya
*) Jika TIDAK : lanjut ke Q1
Apakah ada upaya pencegahan pada tahap tsb. atau tahap berikutnya terhadap bahaya yang diidentifikasi? *) Jika TIDAK : bukan CCP dan perlu ada modifikasi ttg. alur, tahap dan/atau produknya *) Jika YA : lanjut ke Q2
Apakah tahap ini mengeliminasi/ mereduksi kemungkinan terjadinya bahaya pada tingkat yang dapat diterima? *) Jika YA : CCP *) Jika TIDAK : lanjut ke Q3
Apakah resiko thd. Bahaya dapat terjadi melewati batas yang dpt diterima, atau dpt meningkat sampai pd batas yang tidak dapat diterima?
*) Jika TIDAK : bukan CCP
*) Jika YA : lanjut ke Q4
Apakah tahap selanjutnya dapat mengeliminasi bahaya yang diidentifikasikan atau mereduksi kemungkinan terjadinya pada batas yang dpt diterima? *) Jika YA : bukan CCP *) Jika TIDAK : CCP CCP Remarks Receiving BIOLOGI : Pertumbuhan bakteri Kontaminasi bakteri - Salmonella spp. - E. coli - Vibrio cholerae YA CP KIMIA:
Histamin TIDAK YA TIDAK YA TIDAK CCP
FISIK: Ikan rusak YA CP Chilling with slush ice BIOLOGI : Pertumbuhan bakteri Kontaminasi bakteri - Salmonella spp. - E. coli - Vibrio cholerae YA CP KIMIA:
Histamin TIDAK YA TIDAK YA TIDAK CCP
FISIK: Ikan rusak YA CP Storaging BIOLOGI : Pertumbuhan bakteri Kontaminasi bakteri - Salmonella spp. - E. coli - Vibrio cholerae YA CP KIMIA:
Histamin TIDAK YA TIDAK YA TIDAK CCP
FISIK:
4.2.9 Penetapan prosedur monitoring (Monitoring Procedure)
Monitoring merupakan kegiatan pengukuran CCP untuk menentukan apakah batas kritis terlampaui atau tidak. Prosedur monitoring harus dapat mendeteksi bila ada CCP yang tidak terkendali. Selain itu, monitoring juga harus menyediakan informasi mengenai waktu melakukan tindakan koreksi untuk mengendalikan proses sebelum menolak produk (Moy et al., 1994). Prosedur monitoring dapat dilihat pada Lampiran 6.
4.2.9.1 Penerimaan bahan baku (receiving)
Pada tahap ini monitoring dilakukan terhadap senyawa histamin yang terdapat pada bahan baku ikan tuna dengan melakukan pengecekan histamin di laboratorium internal. QC laboratorium mengambil beberapa sampel pada setiap bahan baku yang masuk dari satu supplier dan tiap ada ikan yang organoleptiknya jelek untuk diuji. Monitoring hasil pengujian bahan baku ikan tuna di laboratorium internal dilaporkan dalam Form 2. Record of internal laboratory
analysis (Lampiran 12) dan Histamin test record (Lampiran 11). 4.2.9.2 Pendinginan dengan es curai (chilling wiht slush ice)
Monitoring terhadap suhu air yang digunakan untuk pendinginan dilakukan oleh QC yang bertanggung jawab pada tahap ini dengan mengukur suhu air. Pengukuran suhu ini dilakukan setiap satu jam sekali. Monitoring suhu air pada kolam penampungan dilaporkan dalam Form 5. Record of chilling with
slush ice (Lampiran 15).
4.2.9.3 Penyimpanan beku (storaging)
Bahaya potensial pada tahap ini adalah peningkatan kadar histamin produk akibat dari penyimpangan suhu cold storage. Monitoring terhadap suhu cold
storage dicatat dalam Form 6. Record of cold storage and air blast freezer
temperature (Lampiran 16). Selain itu dilakukan juga pemantauan terhadap kadar histamin produk. Pemantauan ini dilakukan dengan pengecekan kadar histamin di laboratorium eksternal (LPPMHP). Monitoring hasil pengujian produk di laboratorium ekternal dilaporkan pada Sertifikat Kesehatan (Health Certificate). Dalam Sertifikat Kesehatan juga dilaporkan hasil pengujian mikrobiologi dan logam berat produk.
4.2.10 Menetapkan Tindakan Koreksi (Corrective Action)
Tindakan koreksi merupakan prosedur-prosedur yang harus dilaksanakan ketika kesalahan serius atau kritis ditemukan atau batas kritis terlampaui. Tindakan koreksi harus segera dilaksanakan apabila terjadi kegagalan dalam pengawasan pada CCP. Tindakan koreksi harus mengurangi atau mengeliminasi potensi bahaya dan resiko yang terjadi ketika batas kritis terlampaui pada CCP (Pierson 1992). Tindakan koreksi dapat dilihat pada Lampiran 6.
4.2.10.1 Penerimaan bahan baku (receiving)
Tindakan koreksi yang harus dilakukan untuk menghindari kemungkinan penyebab histamin adalah dengan menolak bahan baku apabila ditemukan ikan dengan kadar histamin > 30 ppm.
4.2.10.2 Pendinginan dengan es curai (chilling with slush ice)
Tindakan perbaikan yang harus dilakukan untuk menghindari bahaya pada tahap ini adalah dengan menambahkan es curai ke dalam kolam penampungan apabila suhu air dalam kolam 3 0C.
4.2.10.3 Penyimpanan beku (storaging)
Tindakan perbaikan yang harus dilakukan untuk menghindari bahaya pada tahap ini adalah dengan menolak produk apabila ditemukan produk dengan kadar histamin > 30 ppm.
4.2.11 Menetapkan Prosedur Verifikasi (Verification Procedure)
Verifikasi adalah pemeriksaan sistem HACCP secara menyeluruh untuk menjamin bahwa prosedur untuk menghasilkan makanan yang aman dikonsumsi dan bermutu, benar-benar dilaksanakan. Tindakan verifikasi yang dapat dilakukan adalah : penetapan jadwal inspeksi verifikasi yang tepat, pemeriksaan kembali rencana HACCP dan catatan CCP, catatan tertulis mengenai inspeksi verifikasi yang menentukan kesesuaian dengan rencana HACCP atau penyimpangan dari rencana dan tindakan koreksi yang dilakukan (Pierson 2001). Jenis kegiatan verifikasi sistem HACCP yang dilakukan oleh PT Makmur Jaya Sejahtera meliputi :
1. Review dokumen rencana HACCP dan pre-requisite program dan implementasinya. Kegiatan yang dilakukan adalah :
• Review terhadap kepatuhan karyawan akan GMP dan SSOP
• Review terhadap formula dan metode pengolahan produk (apakah terjadi perubahan formula atau proses pengolahan)
• Review terhadap bahan baku, yaitu spesifikasi produk, kepatuhan supplier terhadap regulasi, dan penggantian supplier atau jenis bahan baku
• Review hasil monitoring CCP bahan baku, penyimpanan, proses, dan distribusi
• Review terhadap tindakan koreksi yang telah dilakukan jika terjadi penyimpangan
2. Pengambilan contoh (sampling) dan pengujian fisik, kimia, dan biologi. Pengujian dilakukan terhadap bahan baku, peralatan dan pekerja yang terlibat dalam proses dan produk akhir. Pengujian dapat dilakukan terhadap batas kritis untuk meyakinkan bahwa kisaran yang telah ditetapkan telah sesuai untuk mengendalikan bahaya.
3. Penilaian terhadap hasil kalibrasi alat. Penilaian kalibrasi alat penting dilakukan untuk meyakinkan bahwa kegiatan monitoring yang memerlukan pengukuran telah dikendalikan dengan benar.
4. Audit terhadap implementasi HACCP dan review hasil audit. Audit yang dilaksanakan di PT Makmur Jaya Sejahtera terbagi menjadi dua, yaitu audit internal dan audit eksternal. Frekuensi audit internal bergantung pada hasil audit sebelumnya dan auditor yang berwenang adalah orang yang ditunjuk oleh ketua tim HACCP. Audit eksternal dilakukan oleh Departemen Kelautan dan Perikanan dan Dinas Perikanan DKI Jakarta, dan frekuensi audit bergantung pada level hasil audit sebelumnya.
4.2.12 Prosedur Pencatatan dan Dokumentasi (Record Keeping)
Salah satu kunci dari keberhasilan jalannya sistem HACCP yaitu keakuratan sistem pencatatan (record keeping). Semua kegiatan yang berhubungan dengan pemantauan CCP dan kegiatan lainnya yang terkait harus dicatat dengan baik, pencatatan ini akan menyediakan data dimana terjadi penyimpangan terhadap batas kritis dan tindakan koreksi untuk mengatasi penyimpangan tersebut (Pierson 1992). Pencatatan hasil uji laboratorium internal dilakukan di Form 2 (Record of internal laboratory analysis), Form 2b (Record of
internal laboratory analysis (water and ice test)), dan Form Histamin test record. Untuk suhu pendinginan dengan es curai dicatat pada Form 5 (Record of chilling
with slush ice).
Berdasarkan hasil evaluasi, PT Makmur Jaya Sejahtera telah melaksanakan HACCP dengan baik. Hal ini terlihat dari telah dilaksanakannya 12 langkah dan 7 prinsip penerapan HACCP mengacu SNI 01-4852-1998, mulai dari telah dibentuknya tim HACCP hingga adanya prosedur pencatatan dan pendokumentasian. Hal ini dibuktikan juga dengan tingkat penerimaan produk yang diproduksi oleh PT Makmur Jaya Sejahtera yang tidak pernah mengalami penolakan oleh negara importir.
4.3 Human Resource Scorecard
Human resource scorecard merupakan suatu pendekatan baru dalam pengukuran kinerja sumber daya manusia dalam rangka meningkatkan kinerja perusahaan. Model pengukuran ini sangat penting bagi manajer sumber daya manusia untuk menghadapi tantangan masa depan, mengingat lingkungan yang selalu berubah. Proses pelaksanaan human resource scorecard terdiri dari tujuh langkah (Becker et al., 2001).
4.3.1 Mendefinisikan strategi bisnis secara jelas
Berdasarkan data yang diperoleh, diketahui bahwa strategi yang digunakan PT Makmur Jaya Sejahtera untuk mencapai visinya adalah excellent dalam implementasi HACCP.
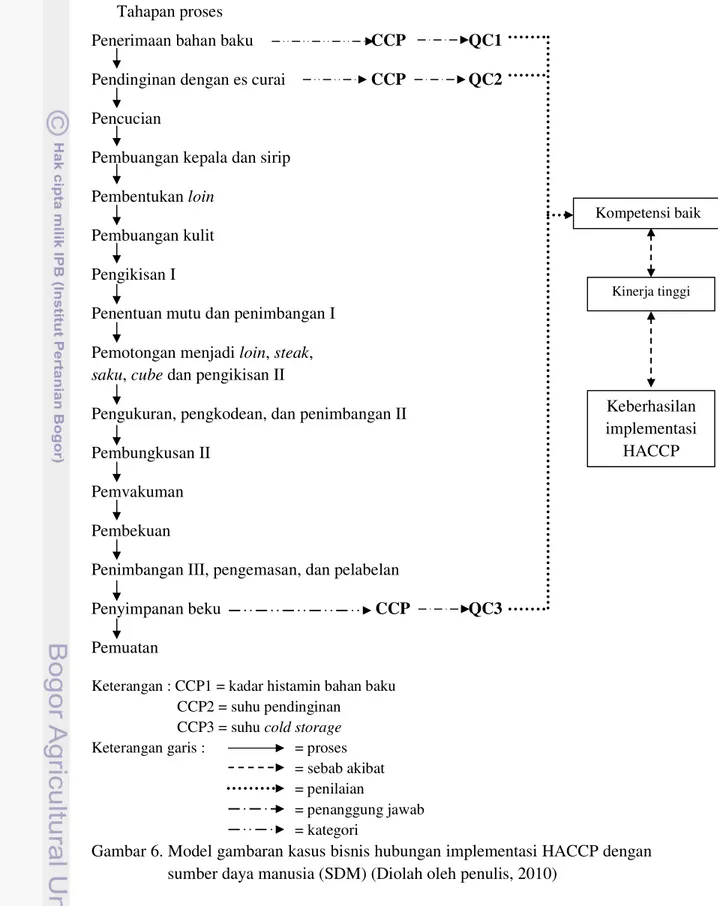
4.3.2 Membangun sebuah kasus bisnis untuk SDM sebagai aset strategis Kasus bisnis merupakan gambaran kasus yang terjadi disuatu organisasi atau perusahaan berkaitan dengan strategi bisnis yang sedang dijalankanya. Kasus bisnis perlu dibangun untuk mengetahui mengapa dan bagaimana SDM dapat mendukung pencapaian strategi perusahaan. Pada langkah ini dibuat suatu kasus bisnis yang menerangkan bahwa sumber daya manusia merupakan aset strategis. Aset strategis merupakan aset yang dimiliki perusahaan untuk mencapai strateginya. Pembuatan kasus bisnis ini dilakukan dengan menghubungkan tahapan proses produksi tuna loin yang menjadi CCP (berdasarkan identifikasi CCP) dengan sumber daya manusia yang menanganinya. Model gambaran kasus
bisnis hubungan implementasi HACCP dengan sumber daya manusia (SDM) dapat dilihat pada Gambar 6.
Tahapan proses
Penerimaan bahan baku CCP QC1 Pendinginan dengan es curai CCP QC2 Pencucian
Pembuangan kepala dan sirip Pembentukan loin
Pembuangan kulit Pengikisan I
Penentuan mutu dan penimbangan I Pemotongan menjadi loin, steak,
saku, cube dan pengikisan II
Pengukuran, pengkodean, dan penimbangan II Pembungkusan II
Pemvakuman Pembekuan
Penimbangan III, pengemasan, dan pelabelan
Penyimpanan beku CCP QC3
Pemuatan
Keterangan : CCP1 = kadar histamin bahan baku CCP2 = suhu pendinginan
CCP3 = suhu cold storage Keterangan garis : = proses
= sebab akibat = penilaian
= penanggung jawab = kategori
Gambar 6. Model gambaran kasus bisnis hubungan implementasi HACCP dengan sumber daya manusia (SDM) (Diolah oleh penulis, 2010)
Kompetensi baik
Kinerja tinggi
Keberhasilan implementasi
Berdasarkan identifikasi CCP (Lampiran 8), tahapan yang menjadi titik kritis (CCP) adalah tahap penerimaan bahan baku, pendinginan dengan es curai, dan penyimpanan beku. Ketiga tahap ini merupakan tahapan dimana jika terjadi kehilangan kendali akan mengakibatkan bahaya keamanan pangan. Oleh karena itu harus ditangani dan diawasi oleh sumber daya dengan kompetensi tertentu. Hal ini dilakukan agar kinerja yang dihasilkan menjadi lebih baik sehingga didapatkan keberhasilan dalam implementasi HACCP.
4.3.3 Membuat peta strategi
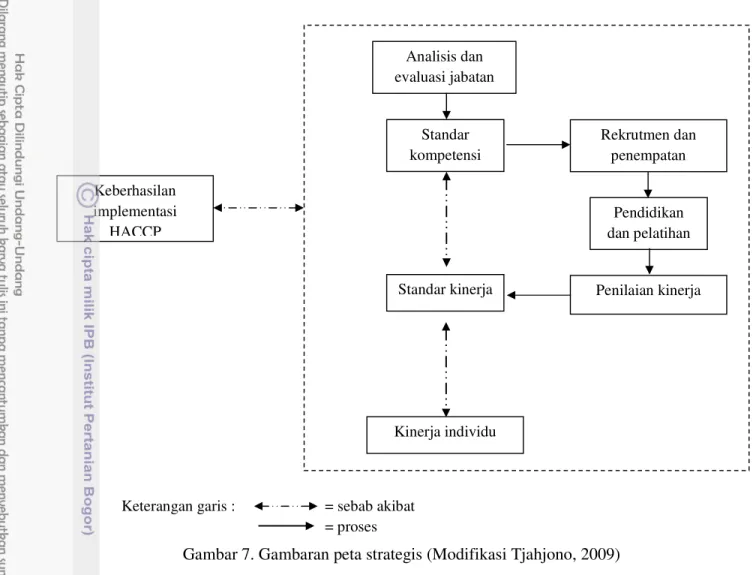
Peta strategi merupakan suatu peta yang menggambarkan langkah-langkah yang harus dilakukan perusahaan untuk melaksanakan strateginya. Peta strategis yang digunakan pada penelitian ini mengacu pada Peraturan Menteri Negara Pendayagunaan Aparatur Negara (PAN) dan Reformasi Birokrasi No. 15/2008 tentang Pedoman Umum Reformasi Birokrasi yang dimodifikasi, secara visual diuraikan oleh Tjahjono ( 2009), seperti tertera pada Gambar 7.
Berdasarkan peta strategis tersebut dapat dilihat bahwa keberhasilan implementasi HACCP dipengaruhi oleh kinerja individu yang mengimplementasikannya. Kinerja individu dapat dicapai bila standar kinerja telah tercapai. Standar kinerja pun akan tercapai bila standar kompetensi individu telah tercapai. Standar kompetensi dibuat dengan melakukan analisis dan evaluasi jabatan.
Keterangan garis : = sebab akibat = proses
Gambar 7. Gambaran peta strategis (Modifikasi Tjahjono, 2009) 4.3.4 Mengidentifikasi HR Deliverable di dalam peta strategi
Untuk mengintegrasikan sumber daya manusia ke dalam sistem pengukuran kinerja bisnis, manajer harus mengidentifikasi masalah yang menghubungkan sumber daya manusia dengan rencana-rencana implementasi strategi organisasi atau yang disebut dengan HR Deliverable. HR Deliverable adalah kontribusi penting dari sumber daya manusia untuk mengimplementasikan strategi perusahaan (Moeheriono, 2009). Berdasarkan peta strategis (Gambar 7), dapat ditentukan bahwa sumber daya manusia dapat berkontribusi dalam memenuhi standar kinerja. Sehingga standar kinerja merupakan HR deliverable di dalam peta strategi tersebut.
Keberhasilan implementasi HACCP Kinerja individu Penilaian kinerja Standar kinerja Pendidikan dan pelatihan Rekrutmen dan penempatan Standar kompetensi Analisis dan evaluasi jabatan
4.3.5 Menyelaraskan “arsitektur” SDM dan HR Deliverable
Menurut Moeheriono (2009) penyelarasan “arsitektur” SDM dan HR
deliverable dapat dilakukan dengan merancang sistem sumber daya manusia yang dapat mendukung HR deliverable itu sendiri. Tujuan dari langkah ini adalah untuk merancang sistem SDM yang dapat mendukung HR deliverable. Hal ini dilakukan dengan mengidentifikasi HR enabler (yang memungkinkan kinerja berlangsung) dari HR deliverable yang telah ditentukan. Dalam kasus ini yang memungkinkan standar kinerja dicapai adalah standar kompetensi. Karena diantara keduanya (standar kinerja dan standar kompetensi) memiliki hubungan kausal (sebab akibat) yaitu jika standar kompetensi karyawan pada suatu perusahaan baik maka standar kinerja yang akan dicapai tinggi. Sehingga standar kompetensi merupakan HR
enabler bagi standar kinerja (HR deliverable). 4.3.6 Merancang sistem pengukuran strategis
Setelah tercipta keselarasan antara HR deliverable dengan arsitektur SDM, maka langkah selanjutnya adalah menetapkan ukuran-ukuran strategis (key
performance indicator) untuk tiap HR deliverable. Dalam proses penyusunan HR
scorecard, HR deliverable merupakan sasaran strategis yang harus dicapai oleh departemen SDM (Becker et al., 2001). Penerapan tahap ini merujuk pada konsep dasar tentang kompetensi yang mengacu pada The Concept of Competence oleh Mc Clelland (1993) dengan tahapan sebagai berikut:
(a). Mengidentifikasi posisi apa yang perlu dibuat model kompetensinya dengan melihat kasus bisnis yang telah dibuat. Posisi yang perlu dibuat model kompetensinya dalam hal ini adalah quality control (QC) pada tahapan yang menjadi CCP (penerimaan bahan baku, pendinginan dengan es curai, dan penyimpanan beku).
(b). Melakukan analisis jabatan (job analysis) dengan menjabarkan tanggung jawab posisi yang telah dipilih. Tanggung jawab masing-masing QC adalah: - QC penerimaan bahan baku bertanggung jawab untuk melakukan
pengukuran suhu pusat ikan dan pengujian organoleptik.
- QC laboratorium bertanggung jawab untuk melakukan uji histamin.
- QC pendinginan dengan es curai bertanggung jawab untuk melakukan pengukuran suhu kolam.
- QC penyimpanan beku bertanggung jawab untuk menjaga suhu cold storage tetap rendah.
(c). Mengidentifikasi kompetensi yang dibutuhkan pada posisi yang telah dipilih pada langkah (a) berdasarkan tanggung jawab yang telah dijabarkan. Kompetensi yang dibutuhkan oleh masing-masing QC adalah:
- QC penerimaan bahan baku harus dapat menggunakan termometer dan melakukan uji organoleptik.
- QC laboratorium harus dapat melakukan uji histamin.
- QC pendinginan dengan es curai harus dapat menggunakan termometer. - QC penyimpanan beku harus dapat menjaga suhu cold storage tetap rendah. (d). Membuat daftar tentang jenis kompetensi yang diperlukan pada posisi
tertentu. Langkah ini dilakukan dengan membuat tabel daftar kompetensi, dapat dilihat pada Tabel 10.
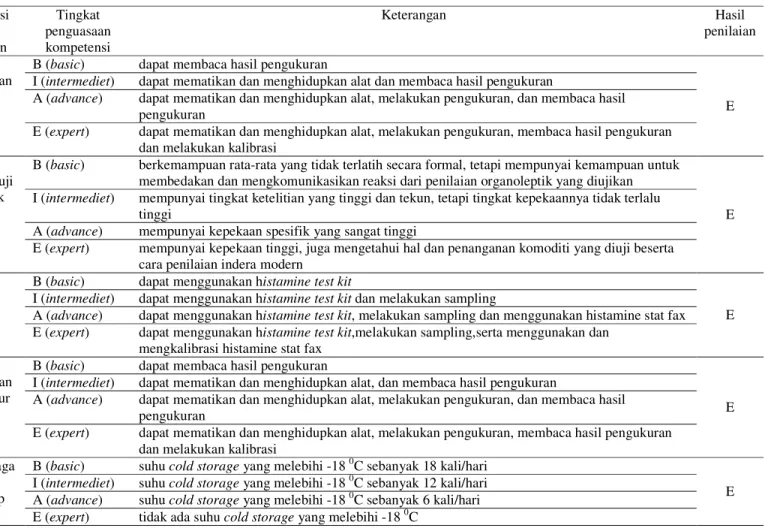
(e).Menentukan skala tingkat penguasaan kompetensi yang ingin dibuat. Dalam hal ini dipilih skala B (basic), I (intermediet), A (advance) dan E (expert). (f). Membuat penjelasan dari suatu jenis kompetensi ke dalam skala yang dibuat.
Skala tingkat penguasaan kompetensi untuk masing-masing kompetensi adalah:
- Kompetensi dapat menggunakan termometer memiliki tingkat penguasaan,
Basic jika dapat membaca hasil pengukuran, Intermediet jika dapat mematikan dan menghidupkan alat dan membaca hasil pengukuran,
Advance jika dapat mematikan dan menghidupkan alat, melakukan pengukuran, dan membaca hasil pengukuran, dan Expert jika dapat mematikan dan menghidupkan alat, melakukan pengukuran, membaca hasil pengukuran dan melakukan kalibrasi.
- Kompetensi dapat melakukan uji organoleptik memiliki tingkat penguasaan,
Basic jika berkemampuan rata-rata yang tidak terlatih secara formal, tetapi mempunyai kemampuan untuk membedakan dan mengkomunikasikan reaksi dari penilaian organoleptik yang diujikan, Intermediet jika mempunyai tingkat ketelitian yang tinggi dan tekun, tetapi tingkat kepekaannya tidak terlalu tinggi, Advance jika mempunyai kepekaan spesifik yang sangat tinggi, dan Expert jika mempunyai kepekaan tinggi,
juga mengetahui hal dan penanganan komoditi yang diuji beserta cara penilaian indera modern.
- Kompetensi dapat melakukan uji histamin memiliki tingkat penguasaan,
Basic jika dapat menggunakan histamine test kit, Intermediet jika dapat menggunakan histamine test kit dan melakukan sampling, Advance jika dapat menggunakan histamine test kit, melakukan sampling dan menggunakan histamine stat fax, dan Expert jika dapat menggunakan histamine test kit, melakukan sampling, serta menggunakan dan mengkalibrasi histamine stat fax.
- Kompetensi dapat menjaga suhu cold storage memiliki tinggkat penguasaan,
Basic jika suhu cold storage yang melebihi -18 0C sebanyak 18 kali/hari,
Intermediet jika suhu cold storage yang melebihi -18 0C sebanyak 12 kali/hari, Advance jika suhu cold storage yang melebihi -18 0C sebanyak 6 kali/hari, dan Expert jika tidak ada suhu cold storage yang melebihi -18 0C.
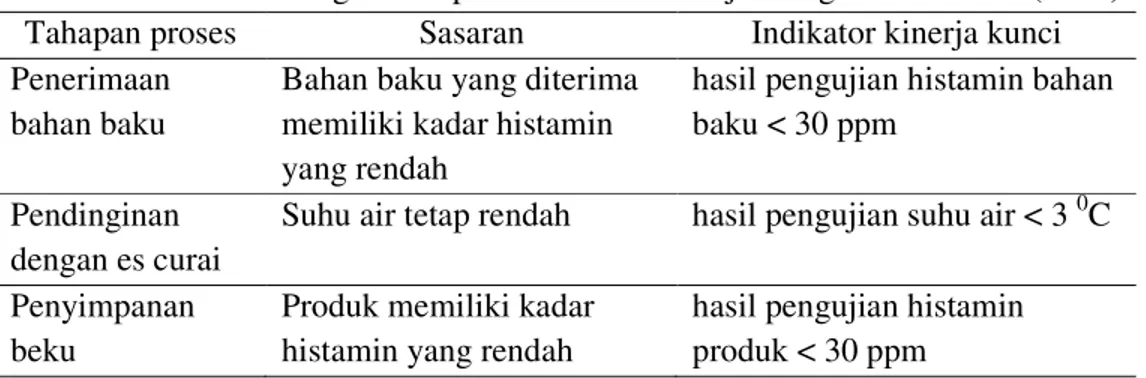
Selanjutnya, untuk penentuan standar kinerja mengacu pada Anderson (1992) yaitu dengan membuat standar penilaian kinerja yang berisikan sasaran atau target dan indikator keberhasilan atau key performance indicator bagi setiap pemegang jabatan. Sasaran dan indikator keberhasilan atau key performance
indicator (KPI) bagi setiap QC pada tahap yang menjadi CCP adalah:
- Pada tahap penerimaan bahan baku sasarannya adalah bahan baku yang diterima memiliki kadar kadar histamin yang rendah dan KPI-nya adalah hasil pengujian histamin < 30 ppm.
- Pada tahap pendinginan dengan es curai sasarannya adalah suhu air tetap rendah dan KPI-nya adalah hasil pengujian suhu air < 3 0C.
- Pada tahap penyimpanan beku sasarannya adalah produk memiliki kadar histamin yang rendah dan KPI-nya adalah hasil pengujian histamin produk < 30 ppm.
Rancangan sistem pengukuran strategis yang telah dibuat dapat dilihat pada Tabel 10 dan Tabel 11.
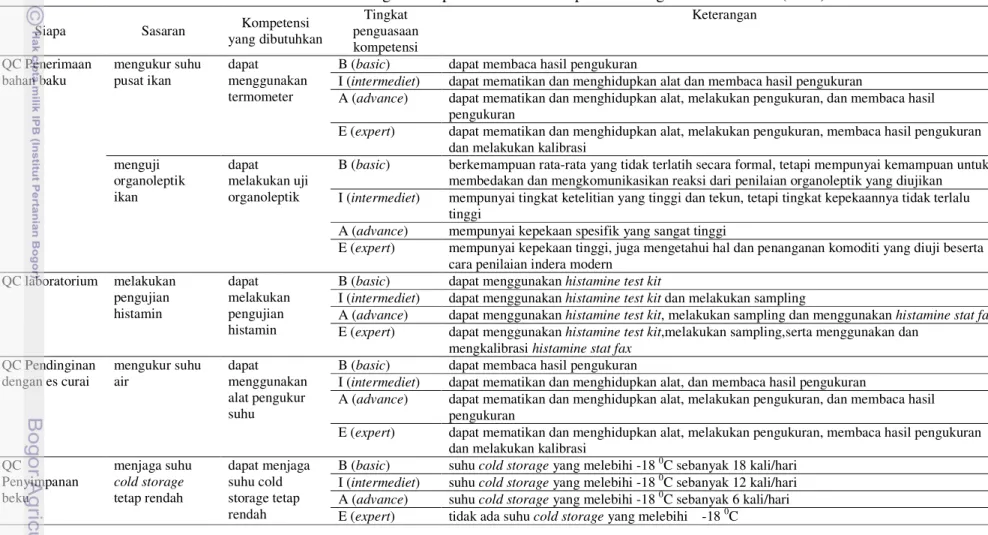
Tabel 10. Model rancangan interpretasi standar kompetensi mengacu Mc Clelland (1993)
Siapa Sasaran Kompetensi
yang dibutuhkan Tingkat penguasaan kompetensi Keterangan QC Penerimaan bahan baku mengukur suhu pusat ikan dapat menggunakan termometer
B (basic) dapat membaca hasil pengukuran
I (intermediet) dapat mematikan dan menghidupkan alat dan membaca hasil pengukuran
A (advance) dapat mematikan dan menghidupkan alat, melakukan pengukuran, dan membaca hasil pengukuran
E (expert) dapat mematikan dan menghidupkan alat, melakukan pengukuran, membaca hasil pengukuran
dan melakukan kalibrasi menguji organoleptik ikan dapat melakukan uji organoleptik
B (basic) berkemampuan rata-rata yang tidak terlatih secara formal, tetapi mempunyai kemampuan untuk membedakan dan mengkomunikasikan reaksi dari penilaian organoleptik yang diujikan I (intermediet) mempunyai tingkat ketelitian yang tinggi dan tekun, tetapi tingkat kepekaannya tidak terlalu
tinggi
A (advance) mempunyai kepekaan spesifik yang sangat tinggi
E (expert) mempunyai kepekaan tinggi, juga mengetahui hal dan penanganan komoditi yang diuji beserta cara penilaian indera modern
QC laboratorium melakukan pengujian histamin dapat melakukan pengujian histamin
B (basic) dapat menggunakan histamine test kit
I (intermediet) dapat menggunakan histamine test kit dan melakukan sampling
A (advance) dapat menggunakan histamine test kit, melakukan sampling dan menggunakan histamine stat fax E (expert) dapat menggunakan histamine test kit,melakukan sampling,serta menggunakan dan
mengkalibrasi histamine stat fax QC Pendinginan dengan es curai mengukur suhu air dapat menggunakan alat pengukur suhu
B (basic) dapat membaca hasil pengukuran
I (intermediet) dapat mematikan dan menghidupkan alat, dan membaca hasil pengukuran
A (advance) dapat mematikan dan menghidupkan alat, melakukan pengukuran, dan membaca hasil pengukuran
E (expert) dapat mematikan dan menghidupkan alat, melakukan pengukuran, membaca hasil pengukuran
dan melakukan kalibrasi QC Penyimpanan beku menjaga suhu cold storage tetap rendah dapat menjaga suhu cold storage tetap rendah
B (basic) suhu cold storage yang melebihi -18 0C sebanyak 18 kali/hari I (intermediet) suhu cold storage yang melebihi -18 0C sebanyak 12 kali/hari A (advance) suhu cold storage yang melebihi -18 0C sebanyak 6 kali/hari E (expert) tidak ada suhu cold storage yang melebihi -18 0C
Tabel 11. Model rancangan interpretasi standar kinerja mengacu Anderson (1992) Tahapan proses Sasaran Indikator kinerja kunci Penerimaan
bahan baku
Bahan baku yang diterima memiliki kadar histamin yang rendah
hasil pengujian histamin bahan baku < 30 ppm
Pendinginan dengan es curai
Suhu air tetap rendah hasil pengujian suhu air < 3 0C Penyimpanan
beku
Produk memiliki kadar histamin yang rendah
hasil pengujian histamin produk < 30 ppm 4.3.7 Mengelola implementasi melalui pengukuran
Setelah HR scorecard dikembangkan dengan ukuran-ukuran strategis, hasilnya menjadi alat ukur yang sangat berguna untuk menjaga skor pengaruh SDM terhadap kinerja organisasi. Hasil pengukuran strategis dapat dilihat pada Tabel 12 dan Tabel 16.
4.3.7.1 Kompetensi
Kompetensi adalah karakteristik yang mendasari seseorang berkaitan dengan efektivitas kinerja individu dalam pekerjaannya atau karakteristik dasar individu yang memiliki hubungan kausal atau sebab-akibat dengan kriteria yang dijadikan acuan pada situasi tertentu (Moeheriono, 2009). Rancangan standar kompetensi dan hasil pengukuran kompetensi dapat dilihat pada Tabel 12.
Kompetensi dibutuhkan untuk mencapai kinerja yang efektif dalam melaksanakan pekerjaan. Kompetensi terdiri atas 3 aspek, yaitu skill (keterampilan), knowledge (pengetahuan), dan attitude (sikap kerja). Keterampilan adalah keahlian praktis yang dikuasai oleh seseorang berkenaan dengan hal-hal yang dipelajari selama sekolah. Pengetahuan adalah pemahaman tentang berbagai teori dan konsep yang mendukung keterampilan yang dimiliki. Sikap adalah hal yang menyangkut sifat, karakteristik, ataupun hal-hal yang berupa kecenderungan untuk bertingkah laku (Pusbindiklatren, 2007).
Berdasarkan penilaian yang dilakukan (Tabel 12), QC yang bertugas pada tahapan CCP, baik tahap penerimaan bahan baku, tahap pendinginan dengan es curai, maupun tahap penyimpanan beku memiliki kompetensi yang tergolong
expert (E) atau ahli. Namun, dilihat dari pendidikan akhir, para QC merupakan lulusan sekolah menengah atas (SMA). Kompetensi yang dimiliki para QC tersebut dipengaruhi oleh pengalaman kerja dan pelatihan yang mempengaruhi
Tabel 12. Hasil penilaian kompetensi Siapa Sasaran Kompetensi yang dibutuhkan Tingkat penguasaan kompetensi Keterangan Hasil penilaian QC Penerimaan bahan baku mengukur suhu pusat ikan dapat menggunakan termometer
B (basic) dapat membaca hasil pengukuran
E I (intermediet) dapat mematikan dan menghidupkan alat dan membaca hasil pengukuran
A (advance) dapat mematikan dan menghidupkan alat, melakukan pengukuran, dan membaca hasil pengukuran
E (expert) dapat mematikan dan menghidupkan alat, melakukan pengukuran, membaca hasil pengukuran dan melakukan kalibrasi
menguji organoleptik ikan dapat melakukan uji organoleptik
B (basic) berkemampuan rata-rata yang tidak terlatih secara formal, tetapi mempunyai kemampuan untuk membedakan dan mengkomunikasikan reaksi dari penilaian organoleptik yang diujikan
E I (intermediet) mempunyai tingkat ketelitian yang tinggi dan tekun, tetapi tingkat kepekaannya tidak terlalu
tinggi
A (advance) mempunyai kepekaan spesifik yang sangat tinggi
E (expert) mempunyai kepekaan tinggi, juga mengetahui hal dan penanganan komoditi yang diuji beserta cara penilaian indera modern
QC laboratorium melakukan pengujian histamin dapat melakukan pengujian histamin
B (basic) dapat menggunakan histamine test kit
E I (intermediet) dapat menggunakan histamine test kit dan melakukan sampling
A (advance) dapat menggunakan histamine test kit, melakukan sampling dan menggunakan histamine stat fax E (expert) dapat menggunakan histamine test kit,melakukan sampling,serta menggunakan dan
mengkalibrasi histamine stat fax QC Pendinginan dengan es curai mengukur suhu air dapat menggunakan alat pengukur suhu
B (basic) dapat membaca hasil pengukuran
E I (intermediet) dapat mematikan dan menghidupkan alat, dan membaca hasil pengukuran
A (advance) dapat mematikan dan menghidupkan alat, melakukan pengukuran, dan membaca hasil pengukuran
E (expert) dapat mematikan dan menghidupkan alat, melakukan pengukuran, membaca hasil pengukuran dan melakukan kalibrasi
QC Penyimpanan beku menjaga suhu cold storage tetap rendah dapat menjaga suhu cold storage tetap rendah
B (basic) suhu cold storage yang melebihi -18 0C sebanyak 18 kali/hari
E I (intermediet) suhu cold storage yang melebihi -18 0C sebanyak 12 kali/hari
A (advance) suhu cold storage yang melebihi -18 0C sebanyak 6 kali/hari E (expert) tidak ada suhu cold storage yang melebihi -18 0C
pengetahuan mereka. Para QC tersebut telah bekerja selama lebih dari 10 tahun dan mereka telah mengikuti pelatihan mengenai HACCP sehingga mereka sudah mengerti tentang penerapan HACCP. Kompetensi mereka juga dipengaruhi oleh sikap kerja yang cenderung patuh akan prosedur yang telah ditetapkan oleh pihak perusahaan.
Dengan kompetensi pada tingkat kemahiran tertentu, yang sesuai dengan persyaratan jabatan, diharapkan seorang pegawai akan mempunyai perilaku (behavior) yang mendukung tercapainya hasil efektif (effective outcome) (Pusbindiklatren, 2007).
4.3.7.2 Kinerja
Kinerja merupakan gambaran mengenai tingkat pencapaian pelaksanaan suatu program kegiatan atau kebijakan dalam mewujudkan sasaran, tujuan, visi, dan misi organisasi (Thi dan Swierczek, 2007).
1. Penerimaan Bahan Baku
Histamin merupakan indikator utama keracunan scombrotoxin.
Scombrotoxin adalah toksin yang dihasilkan terutama oleh ikan-ikan famili Scombroidae seperti tuna, cakalang, tongkol, marlin, mackarel, dan sejenisnya (Lehane dan Olley 2000). Oleh karena itu ditetapkan suatu standar sebagai batas toleransi maksimum bagi histamin yang terkandung pada produk ikan tuna. Pada tahap penerimaan bahan baku, perusahaan menetapkan kadar histamin maksimum yang diijinkan adalah sebesar 30 ppm. Uji kadar histamin pada tahap penerimaan bahan baku dilakukan dilaboratorium internal perusahaan dengan menggunakan
histamine assay kit.
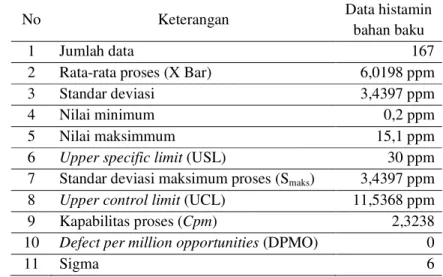
Data-data yang menggambarkan karakteristik kandungan histamin ikan tuna pada tahap penerimaan bahan baku selama bulan Oktober sampai pertengahan November 2009 dideskripsikan pada Tabel 13, sementara data kandungan histamin selengkapnya dapat dilihat pada Lampiran 7.
Kadar histamin pada tahap penerimaan bahan baku selama bulan Oktober sampai pertengahan November 2009 memiliki nilai rata-rata proses 6,0198 ppm dan nilai batas kontrol atas proses (upper control limit -UCL) sebesar 11,5368 ppm berada di bawah nilai batas spesifikasi atas (upper specific limit-USL) yakni 30 ppm.
Tabel 13. Statistika deskriptif kadar histamin tuna tahap penerimaan bahan baku
No Keterangan Data histamin
bahan baku
1 Jumlah data 167
2 Rata-rata proses (X Bar) 6,0198 ppm
3 Standar deviasi 3,4397 ppm
4 Nilai minimum 0,2 ppm
5 Nilai maksimmum 15,1 ppm
6 Upper specific limit (USL) 30 ppm
7 Standar deviasi maksimum proses (Smaks) 3,4397 ppm
8 Upper control limit (UCL) 11,5368 ppm
9 Kapabilitas proses (Cpm) 2,3238
10 Defect per million opportunities (DPMO) 0
11 Sigma 6
Hal ini ditunjukkan juga oleh peta kontrol pada Gambar 8, dimana pada peta kontrol tersebut garis batas kontrol atas proses (UCL) dan garis rata-rata proses (X-bar) berada di bawah garis batas spesifikasi atas (USL). Secara umum dapat disimpulkan bahwa kadar histamin bahan baku selama penerimaan bahan baku selama bulan Oktober sampai pertengahan November 2009, masih sesuai dengan kondisi yang diharapkan. Namun, terdapat 8 sampel atau sekitar 4,79% sampel yang berada pada wilayah antara garis UCL dan garis USL. Hal tersebut menunjukkan bahwa ada beberapa bahan baku yang memiliki kecenderungan berada diantara batas kontrol operasional (UCL) dan batas kritis (USL) kadar histamin. Hal ini merupakan indikasi awal yang menunjukkan bahwa kondisi proses perlu diwaspadai karena keluar dari kendali dan dapat dijadikan sebagai dasar keputusan untuk memberi peringatan bahwa sistem atau proses harus segera dievaluasi dan dilakukan tindakan pencegahan.
Kadar histamin bahan baku 0 5 10 15 20 25 30 35 1 17 33 49 65 81 97 113 129 145 161 sampel k a d a r h is ta m in kadar histamin X-bar USL UCL
Gambar 8. Kadar histamin bahan baku
Nilai Defect per million opportunities (DPMO) pada tahap ini adalah 0. Berarti berdasarkan data kadar histamin bahan baku, pada satu juta kali proses tidak terdapat kemungkinan perusahaan menerima bahan baku ikan tuna yang kadar histaminnya melebihi 30 ppm. Dengan nilai DPMO tersebut, maka nilai
sigma perusahaan selama bulan Oktober sampai pertengahan November 2009 sebesar 6-sigma. Berdasarkan nilai tersebut, dapat disimpulkan bahwa penerimaan bahan baku di PT Makmur Jaya Sejahtera selama bulan Oktober sampai pertengahan November 2009 dalam kondisi yang sangat baik.
Kapabilitas proses (Cpm) merupakan suatu ukuran kinerja kritis yang menunjukkan proses mampu menghasilkan produk sesuai dengan kebutuhan dan ekspektasi pelanggan (Breyfogle 2003). Nilai kapabilitas proses (Cpm) adalah sebesar 2,3238 (Cpm > 2.0), artinya proses industri berada dalam keadaan stabil dan mampu untuk menghasilkan produk sesuai dengan kebutuhan dan ekspektasi pelanggan. Sehingga dapat disimpulkan bahwa QC bagian penerimaan bahan baku memiliki kinerja tinggi.
2. Pendinginan dengan es curai (chliing with slush ice)
Data-data yang menggambarkan karakteristik suhu pada tahap pendinginan dengan es curai (chilling with slush ice) selama bulan Oktober sampai pertengahan November 2009 dideskripsikan pada Tabel 14, sementara data kandungan histamin selengkapnya dapat dilihat pada Lampiran 8.
Tabel 14. Statistika deskriptif suhu air tahap pendinginan dengan es curai No Keterangan Data suhu pendinginan dengan es curai 1 Jumlah data 35
2 Rata-rata proses (X Bar) 0.3429 0C
3 Standar deviasi 0,2090 0C
4 Nilai minimum 0.1 0C
5 Nilai maksimmum 0.9 0C
6 Upper specific limit (USL) 3 0C
7 Standar deviasi maksimum proses (Smaks) 0,0527 0C
8 Upper control limit (UCL) 0.2638 0C
9 Kapabilitas proses (Cpm) 4,2371
10 Defect per million opportunities (DPMO) 0
11 Sigma 6
Suhu air pada tahap pendinginan dengan es curai selama bulan Oktober sampai pertengahan November 2009 memiliki nilai rata-rata proses 0,3429 0C dan nilai batas kontrol atas proses (upper control limit -UCL) sebesar 0,2638 0C berada di bawah nilai batas spesifikasi atas (upper specific limit-USL) yakni 3 0C.
Hal ini ditunjukkan juga oleh peta kontrol pada Gambar 9, dimana pada peta kontrol tersebut garis batas kontrol atas proses (UCL) dan garis rata-rata proses (X-bar) berada di bawah garis batas spesifikasi atas (USL). Secara umum dapat disimpulkan bahwa suhu air pada tahap pendinginan dengan es curai selama bulan Oktober sampai pertengahan November 2009, masih sesuai dengan kondisi yang diharapkan. Namun, terdapat 21 titik sampel atau sekitar 60% sampel yang berada pada wilayah antara garis UCL dan garis USL. Hal tersebut menunjukkan bahwa suhu air memiliki kecenderungan berada diantara batas kontrol operasional (UCL) dan batas kritis (USL) suhu air yang ditentukan. Kecenderungan pendekatan posisi suhu air kearah batas kritis tersebut harus menjadi kewaspadaan bagi perusahaan sebagai indikasi awal yang menunjukkan bahwa kondisi proses perlu diwaspadai karena keluar dari kendali dan dapat dijadikan sebagai dasar pengambilan keputusan untuk member peringatan bahwa sistem atau proses harus segera dievaluasi dan dilakukan tindakan pencegahan.
Gambar 9. Suhu chilling
Nilai Defect per million opportunities (DPMO) pada tahap ini adalah 0. Berarti berdasarkan data suhu chilling, pada satu juta kali proses tidak terdapat kemungkinan suhu air pada tahap pendinginanan dengan es curai melebihi 3 oC. Dengan nilai DPMO tersebut, maka nilai sigma perusahaan selama bulan Oktober sampai pertengahan November 2009 sebesar 6-sigma. Berdasarkan nilai tersebut, dapat disimpulkan bahwa pendinginan dengan es curai di PT Makmur Jaya Sejahtera selama bulan Oktober sampai pertengahan November 2009 dalam kondisi yang sangat baik. Berdasarkan nilai tersebut, dapat disimpulkan bahwa penerimaan bahan baku di PT Makmur Jaya Sejahtera selama bulan Oktober sampai pertengahan November 2009 dalam kondisi yang sangat baik.
Kapabilitas proses (Cpm) merupakan suatu ukuran kinerja kritis yang menunjukkan proses mampu menghasilkan produk sesuai dengan kebutuhan dan ekspektasi pelanggan (Breyfogle 2003). Nilai kapabilitas proses (Cpm) saat evaluasi dan verifikasi adalah sebesar 4,2371 (Cpm > 2.0), artinya proses industri berada dalam keadaan stabil dan mampu untuk menghasilkan produk sesuai dengan kebutuhan dan ekspektasi pelanggan. Sehingga dapat disimpulkan bahwa QC bagian pendinginan dengan es curai memiliki kinerja tinggi.